УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
В. У.ЯМАЛИЕВ, И.Е. ИШЕМ1 УЖ ИН
Диагностирование
бурового
и нефтепромыслового
оборудования
УЧЕБНОЕ ПОСОБИЕ
УФА 2000
УДК 622.242: 622.276.012.05
ББК 33.131я7
Я54
Утверждено Редакционно-издательским советом У Г И Т У
в качестве учебного пособия
Рецензенты:
Директор Уфимского филиала ООО «ЮганскНИПИнефть»
доктор технических наук, профессор М.М. Хасанов
Зав. лабораторией «Техника и технология добычи нефти»,
БашНИГТИнефть, АНК «Башнефть», доктор технических наук,
профессор К.Р. Уразаков
Ямалиев В.У., Ишемгужин И.Е.
Диагностирование бурового и нефтепромыслового оборудования:
Учеб, пособие, - Уфа: Изд-во УГНТУ, 2000. - 83 с.
ISBN 5-7831-0326-8
Рассмотрены общие вопросы технической диагностики, применение
некоторых методов дефектоскопии нефтяного оборудования. Большое
внимание уделено вероятностно-статистическим методам в диагности­
ке. Приведены конкретные примеры использования системы монито­
ринга технического состояния бурового и нефтепромыслового обору­
дования. Рисунки и таблицы оформлены в соответствии с ГОСТ 2.1 OS95 Общие требования к текстовым документам.
Предназначено для студентов специальности 0508, а также для сту­
дентов смежных специальностей.
УДК 622.242:622.276.012.05
ББК 33.131 я7
ISBN 5-7831-0326-8
© Уфимский государственный нефтяной
технический университет, 2000
© Ямалиев В.У., Ишемгужин И.Е., 2000
ВВЕДЕНИЕ
Эффективность эксплуатации бурового и нефтепромыслового оборудо­
вания во многом определяется совершенством мет одов распознавания их тех­
нического состояния, установления соответствия между субъективным про­
цессом эксплуатации изделия и объективным прсцессом изменения его тех­
нического состояния, что становится возможным за счет широкого использо­
вания средств контроля и диагностики.
Проблема технического диагностирования бурового и нефтепромысло­
вого оборудования становится очень актуальной, поскольку его конструктивног исполнение специфично, режим эксплуатации достигает предельных зна­
чений, а последствия отказа приобретают серьезные, в ряде случаев катаст­
рофические последствия. Оценка и прогнозирование работоспособности, тех­
нического ресурса забойного бурового и нефтепромыслового оборудования в
нормальных условиях эксплуатации и на критических режимах работы, обу­
словленных различными причинами, имеют важное значение.
Использование вероятностно-статистических методов при техническом
диагностировании, включая теорию случайных ^процессов, спектральнокорреляционный анализ, теорию детерминирован -того' хао'сгС теорию выбро­
сов за установленный уровень при случайных колебаниях давления промы­
вочной жидкости и осевой нагрузки на долото позволит снизить вероятность
отказа бурового и нефтепромыслового оборудования, увеличить их техниче­
ский ресурс. Требуют разработки также вопросы, связанные с системой мо­
ниторинга технического состояния крупных машинных агрегатов, применяе­
мых в бурении, при добыче и транспортировке нефти.
4
1 ОБЩИЕ ВОПРОСЫ ТЕХНИЧЕСКОЙ ДИАГ НОСТИКИ
1.1
Основные термины и определения. Классификация отказов
и анализ факторов, влияющих на качество работы оборудования
Рассмотрим термины по ГОСТ 20911-89 Техническая диагностика. Ос­
новные термины и определения и ГОСТ 27002-86 Надежность в технике.
Термины и определения [17, 18] и понятия, используемые в технической ли­
тературе.
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА - отрасль знаний, исследующая
технические состояния объектов диагностирования и проявления техниче­
ских состояний, разрабатывающая методы их определения, а также принципы
построения и организацию использования систем диагностирования.
Техническая диагностика занимается установлением и изучением при­
знаков, характеризующих состояние технических систем, для предсказаний
возможных отклонений (в том числе за допустимые пределы, вследствие чего
возникают отказы), а также разработкой методов и средств эксперименталь­
ного определения состояния этих систем с целью своевременного предотвра­
щения нарушений нормального режима работы. Методы технической диагно­
стики применяют для рациональной организации процессов контроля работо­
способности изделий, поиска и прогнозирования неисправностей в изделиях.
ТЕХНИЧЕСКОЕ СОСТОЯНИЕ - совокупность подверженных измене­
нию в процессе производства или эксплуатации свойств объекта, характери­
зуемая в определенный момент времени признаками и параметрами состоя­
ния, установленными технической документацией на этот объект.
Признаками технического состояния объекта могут быть качественные
и (или) количественные характеристики его свойств. Фактические значения
количественных и качественных характеристик определяют техническое со­
стояние объекта.
ВИД ТЕХНИЧЕСКОГО СОСТОЯНИЯ - категория технического со­
стояния, характеризуемая соответствием или несоответствием качества объ­
екта определенным техническим требованиям, установленным технической
документацией на этот объект.
Совокупность технических состояний, удовлетворяющих (не удовле­
творяющих) требованиям, определяющим неисправность или работоспособ­
ность или правильное функционирование объекта, образует соответствующие
виды технического состояния объекта. Для определения вида технического
состояния необходимо знание:
технического состояния, определяемого путем диагностирования;
Требований, определяющих неисправность, работоспособность и пра­
вильное функционирование объекта, в форме, например, задания в техниче-
5
ской документации номенклатуры и допустимых значений количественных и
качественных характеристик свойств объекта.
Включаемая в техническую документацию номенклатура характеристик
свойств объехта должна содержать диагностические признаки (параметры),
достаточные для проведения тех видов диагностирования, которые требуются
как в условиях производства, так и в условиях эксплуатации объекта, т.е. для
проведения проверки исправности, работоспособности, правильности функ­
ционирования и поиска дефекта с требуемой глубиной.
ОБЪЕКТ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ - изделие и его
составные части или заготовка, техническое состояние которых подлежит оп­
ределению.
ТЕХНИЧЕСКОЕ ДИАГНОСТИРОВАНИЕ (ДИАГНОСТИРОВАНИЕ) процесс определения технического состояния объекта диагностирования с
определенной точностью.
Результатом диагностирования является заключение о техническом со­
стоянии объекта с указанием при необходимости места, вида и причины де­
фекта (дефектов).
При диагностировании следует различать рабочие воздействия, которые
поступают на объект при его функционировании, и тестовые воздействия на
объект, которые подаются на объект только для целей диагностирования.
В технике широко распространен термин «контроль технического со­
стояния». Этим термином называют процесс определения вида технического
состояния (исправности, работоспособности, правильного функционирова­
ния) объекта. В соответствии с этим техническое диагностирование как про­
цесс определения технического состояния может быть:
законченным самостоятельным процессом при исследовании объекта с
неустановленными заранее значениями показателей его исправности, работо­
способности и правильного функционирования и при поиске дефектов;
частью процесса при контроле технической) состояния или при прогно­
зировании технического состояния объекта.
Техническое диагностирование осуществлялся путем измерения и кон­
троля количественных значений параметров и, возможно, качественных зна­
чений признаков, анализа и обработки результатов измерений и контроля, а
также (при тестовом диагностировании) путем управления объектом в соот­
ветствии с алгоритмом диагностирования.
Конечным этапом диагностирования являегся получение технического
диагноза.
Поскольку для контроля исправности, работоспособности или правиль­
ного функционирования объекта необходимо знание его фактического техни­
ческого состояния, контроль технического состолния всегда содержит техни­
ческое диагностирование.
6
СИСТЕМА ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ - совокуп­
ность средств и объекта диагностирования и, при необходимости, исполните­
лей, подготовленная к диагностированию или осуществляющая его по прави­
лам, установленным соответствующей документацией.
ДИАГНОСТИЧЕСКИЙ 11РИЗНАК (ПАРАМЕТР) - признак (параметр)
объекта диагностирования, используемый в установленном порядке для оп­
ределения технического состояния объекта.
Для каждого изделия можно указать множество признаков и (или) па­
раметров, характеризующих его техническое состояние.
Если значения диагностических параметров объекта не поддаются не­
посредственному измерению, то их значения находят обработкой значений
других параметров, связанных с искомыми извесгными функциональными
гг
пиостями.
Формализованные методы определения диагностических признаков
(параметров) предусматривают построение и анализ математической модели
объекта диагностирования и модель его возможных дефектов.
ФУНКЦИОНАЛЬНОЕ ТЕХНИЧЕСКОЕ ДИАГНОСТИРОВАНИЕ - ди­
агностирование, осуществляемое во время функционирования объекта, на ко­
торый поступают только рабочие воздействия.
Функциональное техническое диагностирование объекта осуществляет­
ся в процессе применения его по прямому назначению, т.е. в рабочем режиме.
В связи с этим никакие воздействия на объект со стороны средств диагности­
рования не подаются. Это основная отличительная черта функционального
диагностирования.
ПОИСК ДЕФЕКТА - диагностирование, целью которого является оп­
ределение места и, при необходимости, причины и вида дефекта объекта.
ВСТРОЕННОЕ СРЕДСТВО ТЕХНИЧЕСКОГО ДИАГНОСТИРОВА­
НИЯ - средство диагностирования, выполненное в общей конструкции с объ­
ектом диагностирования.
ВНЕШНЕЕ СРЕДСТВО ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ средство диагностирования, выполненное отдельно от конструкции объекта
диагностирования.
ПАРАМЕТР ТЕХНИЧЕСКОГО СОСТОЯНИЯ —физическая величина,
характеризующая работоспособность или исправность объекта диагностиро­
вания, изменяющаяся в процессе работы.
При техническом диагностировании машин часто приходится оцени­
вать состояние отдельных агрегатов по обобщенным параметрам.
ОБОБЩЕННЫЙ ПАРАМЕТР - диагностический параметр, характери­
зующий с допускаемой погрешностью техническое состояние нескольких со­
ставных частей. Использование обобщенных параметров состояния позволяет
в значительной мере снизить трудоемкость диагностирования.
7
Выделяют исправное и неисправное состояние машины (объекта). Со­
стояние машины, при котором она соответствует всем требованиям норма­
тивно-технической и (или) конструкторской документации, называется ис­
правным. Если машина не соответствует хотя бы одному из требований нор­
мативно-технической и (или) конструкторской документации, то она является
неисправной.
Работоспособной считается машина (объект), когда значения всех па­
раметров, характеризующих способность выполнять заданные функции, со­
ответствуют требованиям нормативно-технической и (или) конструкторской
документации. Когда состояние объекта, при котором значение хотя бы одно­
го параметра, характеризующего способность выполнять заданные функции,
не соответствуют требованиям нормативно-технической и (или) конструктор­
ской документации, то он считается неисправным.
Для оценки технического состояния машины важное значение имеет
такой показатель, как надежность.
НАДЕЖНОСТЬ - свойство объекта сохранять во времени в установ­
ленных пределах значения всех параметров, характеризующих способность
выполнять требуемые функции в заданных режимах и условиях применения,
технического обслуживания, ремонтов, хранения и транспортирования.
Надежность является сложным свойством, которое в зависимости от на­
значения объекта и условий его применения состоит из сочетаний свойств:
безотказности, долговечности, ремонтопригодности и сохраняемости.
Применительно к технической диагностике используют также термин
«контролепригодность».
КОНТРОЛЕПРИГОДНОСТЬ - свойство изделия, характеризующее его
приспособленность к проведению контроля заданными средствами.
При диагностировании используются также понятия измерение, досто­
верность диагностирования и прогнозирование те хнического состояния.
ИЗМЕРЕНИЕ - нахождение значения физической величины опытным
путем с помощью специальных технических средств.
ДОСТОВЕРНОСТЬ ДИАГНОСТИРОВАНИЯ - вероятность того, что
при диагностировании определяется то техническое состояние, в котором
действительно находится объект диагностирован ия.
ПРОГНОЗИРОВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ - предсказа­
ние изменения параметра технического состояния объекта диагностирования
в будущем.
ОТКАЗ - событие, заключающееся в нарушении работоспособного со­
стояния объекта.
Появление отказов во времени связано с определенной закономерно­
стью (рисунок 1).
Отказы деталей, узлов в начальный период эксплуатации называются
приработочными. В этот период, если позволяют условия, рекомендуется ис-
8
пользовать более легкие режимы эксплуатации оборудования. В ответствен­
ных случаях период приработки проводят до пуска оборудования в эксплуа­
тацию. При высоком качестве изготовления деталей, малом рассеивании ве­
личин сопротивляемости эксплуатационным нагрузкам период приработки не
выделяется.
Рисунок 1 - Интенсивность отказов в процессе эксплуатации изделия
Трудно выделить период приработки и при низком качестве изготовле­
ния деталей, жестком эксплуатационном режиме.
После периода приработки наблюдается период нормальной эксплуата­
ции оборудования. В этот период не наблюдается заметного изменения физи­
ко-механических или физико-химических свойств деталей, узлов, характери­
зующих их способность противостоять внешним нагрузкам. Отказы могут
наблюдаться только при значительных случайных концентрациях нагрузки.
Такие отказы относят к внезапным. Они характеризуются скачкообразным
изменением значений одною или нескольких заданных параметров объекта.
Для некоторых объектов внезапные отказы являются преобладающими, для
других они не характерны. При резко меняющихся условиях эксплуатации,
высоких механических, тепловых и др. нагрузках внезапные отказы состав­
ляют основную долю. Примерами изделий, работающих в жестком эксплуа­
тационном режиме, являются буровые насосы, забойные двигатели, преобла­
дающие отказы которых б процессе эксплуатации являются внезапными.
Нужно отметить, что из-за случайности проявления и отсутствия предвари­
тельных симптомов внезапные отказы очень сложно предупредить в процессе
9
эксплуатации. В то же время накопление опыта статистического материала
по эксплуатации изделий, совершенствование конструкции, качества изготов­
ления деталей, выбора соответствующих режимов, установление назначенно­
го ресурса работы позволяют практически полностью исключить внезапные
отказы.
Третий период характерен накоплением необратимых изменений в детэлях, узлах машин, оборудования. Сопротивляемость внешним нагрузкам
резко снижается. Это вызвано усталостным разрушением деталей, их изно­
сом, изменением характеристик материалов, увеличением зазоров в трущихся
поверхностях и т. д. Отказы проявляются как в виде поломок, так и в виде
выхода основных параметров объекта за установленные технической доку­
ментацией нормативы. В этом периоде в результате износа и старения интен­
сивность отказов непрерывно возрастает, такие отказы называются Постепен­
ными. Эти отказы характеризуются постепенным изменением значений одно­
го или нескольких заданных параметров объекта.
Из-за специфичности конструкции бурового и нефтепромыслового обо­
рудования, режима их работы, назначения отказы их чрезвычайно разнооб­
разны.
Знание отказов оборудования, их причин имеет чрезвычайно важное
значение для эффективного проведения технического диагностирования.
Критерии отказов и предельных состояний устанавливают в норматив­
но-технических документах с целью достоверного определения технического
состояния объектов разработчиком, изготовителем и потребителем [19]. Кри­
терии отказов определяют по одному отличительному признаку или совокуп­
ности признаков неработоспособного состояния, а критерии предельных со­
стояний - по таким отличительным признакам, н а основании которых счита­
ют невозможным дальнейшее использование объектов по причинам:
неустранимого нарушения требований безопасности;
неустранимого выхода заданных параметров за допустимые пределы;
неустранимого снижения эффективности эксплуатации;
необходимости проведения капитального ремонта.
При определении критериев отказов и предельных состояний учитыва­
ют:
вид, назначение и структуру объекта;
технические требования к объекту;
принципы функционирования объекта и его составных частей;
конструкцию объекта;
свойства применяемых материалов и покрытий;
условия эксплуатации объекта;
последствия отказов и предельных состояний;
виды технических обслуживании и ремонте з объекта;
другие факторы, определяющие особенности объекта.
10
Признаками отказов и предельных состояний объекта являются:
прекращение (полное или частичное) выполнения объектом заданных
функций;
отклонение заданных показателей качества за пределы установленных
норм;
отказы и предельные состояния составных частей объекта, которые
приводят к прекращению (полному или частичному) функционирования объ­
екта или выходу его показателей качества за установленные нормы;
возникновение процессов, препятствующих функцйбнированию объек­
та;
<
достижение объектом назначенного ресурса или назначенного срока
службы;
технико-экономические факторы.
1.2 Задачи технической диагносгики
Основной и одновременно сложной задачей технической диагностики
является установление технического состояния машины. Сложность этой за­
дачи заключается в том, что распознавание технического состояния и его из­
менения проводятся в эксплуатационных условиях, как правило, при ограни­
ченной информации. В этом случае должны учитываться также широкий диа­
пазон режимов эксплуатации и вариации начальных показателей качества
машин.
Существующие методы технической диагностики основаны на теориях
статистических решений и распознавания [12, 36]. При этом анализируются
выходные параметры системы с целью определения принадлежности к тому
или иному состоянию.
Трудности при использовании статистических методов возникают при
диагностике сложной и дорогостоящей техники, особенно при ограниченном
количестве объектов диагностирования, когда невозможно получить выбо­
рочные статистические характеристики.
Этот недостаток устраняется применением индивидуальной диагности­
ки, которая использует функциональные методы на основе физических и ма­
тематических моделей, характеризующих состояние машины и его изменения
во времени. При функциональном подходе анализируются не только выход­
ные, но и внутренние процессы, происходящие в системе, машине.
После установления потери работоспособности, неисправности или не­
правильного функционирования решается задача поиска дефектов, вызвав­
ших указанные состояния. Необходимо комплексное исследование состояния
механической системы, поскольку контроль одного или нескольких парамет­
ров (элементов) часто малоэффективен, поскольку они не полностью харак-
11
теризуют состояние системы в целом. В то же вре^я особое внимание должно
уделяться элементам, имеющим наименьшую надежность.
Следующей задачей диагностики является прогнозирование остаточно­
го ресурса и оценка вероятности безотказной работы машины в межремонт­
ный период. На этом этапе, если есть возможность, прогноз отказов ведется
инструментальными методами, если нет - то статистическими методами. Ди­
агностирование чаще всего является составной частью технологических про­
цессов технического обслуживания и технического ремонта машин. Своевре­
менное и качественное техническое обслуживание машин с применением со­
ответствующих методов и средств диагностировав я позволяет почти полнос п ю использовать ресурс составных частей маши*, и предотвращать отказы.
В зависимости от вида технического обслуживания машин система ди­
агностирования решает следующие задачи:
установление вида ремонта (капитальный или текущий) и объема ре­
монтных работ;
разработка комплекса мероприятий по поиску и устранению причин не­
исправностей и отказов для обеспечения безотказной работы машины до оче­
редного планового технического обслуживания;
приведение машины в работоспособное состояние.
Важным направлением технической диапюстики является контроле­
пригодность машин.
Контролепригодность обеспечивается конструкцией машины и исполь­
зуемой системой технической диагностики. Теория контролеспособности [12]
связана с изучением средств и методов получения диагностической информа­
ции, с разработкой алгоритмов поиска неисправностей, диагностических тес­
тов (рисунок 2). Требования контролепригодности должны учитываться на
стадиях проектирования, разработки и изготовления машин.
Контролепригодность машин [7, 36] обеспечивается за счет выполнения
в машине специальных присоединительных узлов, разъемов, штуцеров для
подключения на период диагностирования измерительных преобразователей;
создания конструкций машины со встроенными измерительными пре­
образователями для подключения стационарных ели переносных средств ди­
агностирования;
включением в конструкцию машины постоянно действующих измери­
тельных преобразователей и вторичных приборов для получения постоянной
информации о ее техническом состоянии.
1.3 Диагностические параметры
Техническое состояние машины проявляется через множество призна­
ков. Признаки, характеризующие техническое состояние машин, выраженные
в количественном отношении, относят к параметрам технического состояния.
12
Рисунок 2 - Структура технической диагностики
Выделяют структурные, функциональные и сопутствующие параметры
[25]. Структурные параметры характеризуют структуру машины, сборочной
единицы, деталей и сопряжений (износ, зазор, натяг и др.). Функциональные
параметры характеризуют функционирование машины (мощность, давление
жидкости, тяговые усилия, производительность и т.д.). К сопутствующим па­
раметрам относят параметры процессов, сопровождающих работу машин
(шум, вибрация, температура, давление и т.д.).
Параметр технического состояния, используемый непосредственно для
диагностирования, называется диагностическим параметром.
Указанная классификация во многом относительна. Например, давление
жидкости может рассматриваться в одних случаях как функциональный, в
других как сопутствующий параметр. Один из видов классификации диагно­
стических параметров приведен на рисунке 3 [36].
Преимущество структурных параметров - наиболее объективная оценка
по ним технического состояния контролируемого объекта, недостаток - необ­
ходимость разборки агрегатов, что влечет за собой нарушение приработки,
большие материальные затраты.
По характеру воздействия на объект диагностирования параметры раз­
деляют на входные и выходные. Под входными параметрами понимают меру
воздействия на объект диагностирования извне. Например, нагрузка и харак-
13
Рисунок 3 - Классификация диагностических параметров
тер ее приложения, климатические и атмосферные условия и т.д. Под выход­
ными параметрами понимают меру внешнего проявления свойств объекта ди­
агностирования, например, мощность объекта, дамы ость газов и др.
Количественной мерой параметра состояния является его значение, ко­
торое может быть номинальным, допускаемым и предельным [9].
Номинальное (расчетное) значение параметра определено его функциональ­
ным назначением и служит началом отсчета отклонений. При этом обеспечи­
вается максимальная эффективность эксплуатации составной части по техни­
ко-экономическим показателям. Номинальные значения параметров состоя­
ния отмечаются у новых и капитально отремонтированных машин после их
обкатки и приработки.
Допускаемое значение параметра - значение, при котором обеспечива­
ется безотказная работа до очередного планового диагностирования при вы­
соких технико-экономических показателях.
Предельное значение параметра - наибольшее или наименьшее значе­
ние параметра. При этом дальнейшее применение по назначению изделия не­
допустимо или нецелесообразно. Признак или совокупность признаков пре­
дельного состояния объекта устанавливаются ь нормативно-технической и
(или) конструкторской документации.
14
Диагностический признак должен отвечать ряду условий. На практике
стремятся использовать диагностические параметры, отвечающие требовани­
ям [36J однозначности, доступности, удобства измерения, информативности и
технологичности.
Под однозначностью понимают соответствие каждому значению диаг­
ностического параметра только одного вполне определенного значения пара­
метра выходного процесса.
Доступность и удобство измерения диагностического параметра опре­
деляются конструкцией машины и диагностического средства.
Важное значение имеет информативность признака. Использование не­
информативных признаков снижает эффективность диагностирования. Диаг­
ностическая ценность признака определяется информацией, которая вносится
призн^„_>1 в систему состояний. Технологичность измерения характеризует
трудос ость и стоимость измерения.
Выбор и обоснование диагностических параметров основываются на
частоте появления неисправностей и отказов. Предпочтение отдается пара­
метрам диагностирования, характеризующим безопасность обслуживания и
использование объекта по назначению, влияние изделия на окружающую
среду и параметрам, свидетельствующим о неисправностях и отказах, для
устранения которых необходимы наибольшие материальные затраты.
1.4 Методы диагностирования техники
Как существующие, так и вновь разрабатываемые диагностические ме­
тоды предназначаются для контроля единичных деталей, узлов или парамет­
ров, характеризующих работоспособность объекта в целом. Наличие машин
различного назначения, особенно со специфичными условиями эксплуатации,
требует разработки и применения большого числа диагностических методов и
средств, каждый из которых наиболее эффективен в конкретной ситуации.
Известно несколько классификаций диагностических методов [9, 25, 26,
36]. Одна нз них (рисунок 4) связана с дефектоскопией деталей в процессе
ремонтного производства. Дефектоскопию деталей подразделяют на дефектовку и структуроскопию. Под дефектовкой понимают операции, связанные с
обнаружением поверхностных дефектов детали (деформации, изменение гео­
метрической формы, размеров). Эти дефекты выявляются внешним осмотром,
снятием геометрических размеров.
Структуроскопия сложнее, чем дефекговка, она проводится с помощью
специальной аппаратуры.
Классификация по виду носителя информации о техническом состоянии
объекта проведена в работе [8]. Выделяют следующие методы диагностиро­
вания:
15
по радиоактивному излучению;
по концентрации продуктов износа;
по упругим колебаниям;
параметрические методы;
тепловые методы;
методы светоиалучения.
[Способы контроля деталей |
Рисунок 4 - Классификация способов дефектоскопии деталей
Методы, основанные на регистрации интенсивности радиоактивного
излучения или числа радиоактивных изотопов ог предварительно активизи­
рованного участка, не получили широкого применения из-за сложности ра­
диоактивной зашиты обслуживающего персонала. Эти методы используются
главным образом при проведении научно-исследовательских работ. Более
распространенным является метод диагностирования по содержанию продук­
тов износа в масле. С помощью химического, спектрального, магнитного,
электрического и других анализов определяют наличие продуктов износа в
16
масле. Этот метод относят к неоперативным, т.к. он не позволяет определить
состояние объекта на рабочих режимах.
Возбужденные в материале изделий упругие колебания являются носи­
телями информации об их состояниях и используются в диагностике. Силы,
возбуждающие вибрацию и шум деталей, узлов, объекта, в целом по своей
природе могут быть механического, магнитного и аэродинамического проис­
хождения. По мере изнашивания механизмов, возникновения в них дефектов,
нарушения кинематической связи изменяются параметры шума и вибрации.
Для оценки технического состояния изделия проводят спектральный анализ
колебаний, заключающийся в разложении колебательного процесса на его со­
ставляющие. Это позволяет установить, в каких диапазонах частот изменяет­
ся энергия вибрации в зависимости от состояния анализируемого сопряжения.
Вибродиагностические методы обладают недостатками, вызванными
большой погрешностью измерений и необходимостью наличия сложной ди­
агностической аппаратуры.
Параметрические и тепловые методы избавлены от этих недостатков.
Они характеризуются простотой, достоверностью измерения диагностиче­
ских параметров. Параметрические методы связаны с замером параметров ра­
бочего процесса, функциональных параметров, герметичности рабочих объ­
ектов, структурных параметров.
Оценка состояния объекта по светоизлучению осуществляется путем
контроля интенсивности светового, инфракрасного, ультрафиолетовых излу­
чений. Пока эти методы имеют ограниченное применение в технике.
По способу воздействия на объект [34] методы диагностирования под­
разделяют на функциональные, тестовые, комбинированные (рисунок 5).
Функциональное диагностирование позволяет на работающем объекте вы­
явить нарушения функционирования последнего и соответствующим образом
реагировать на них.
Тестовое воздействие применяется только при профилактике или ре­
монте и дает возможность получить информацию о его техническом состоя­
нии.
Комбинированное диагностирование, представляя собой сочетание
функционального и тестового воздействия, дает наиболее полное представле­
ние о техническом состоянии объекта как при эксплуатации, так и при ремон­
те.
По режиму работы методы диагностирования разделяют на постоянно
действующие и разовые.
В ГОСТ 18353-79 [16] зафиксирован современный подход к классифи­
кации методов неразрушающего контроля. Он устанавливает следующие ме­
тоды контроля: акустический, капиллярный, магнитный, оптический, радиа­
ционный, радиоволновой, тепловой, течеисканием, электрический, электро­
магнитный - вихревых токов.
17
Внутри каждого из этих основных видов неразрушающий контроль раз­
деляют по характеру используемых физических золей, излучений и веществ,
их взаимодействию с контролируемым объектом, первичным информатив­
ным параметром, способом индикации и видом представления информации о
результатах контроля.
Рисунок 5 - Классификация методов диагностирования
ИИв. № .... ..... - .......... -
Библиотека
18
В настоящее время, особенно для контроля сложных объектов, развитие
диагностических средств идет по пути создания автоматизированных и авто­
матических систем. Они требуют незначительного вмешательства обслужи­
вающего персонала, процедура проверки проходит по заранее подготовлен­
ной программе.
В состав автоматизированной и автоматической систем входят сле­
дующие блоки: измерительные преобразователи; усилители электрических
сигналов; блок разделения электрических сигналов в соответствии е про­
граммой диагностирования; блок анализа и сравнения измеренных сигналов с
эталонными; блок выдачи результатов диагноза; блок формирования стиму­
лирующего воздействия.
В автоматизированной системе, кроме того, имеется устройство, кото­
рое управляет блоками, входящими в систему, и определяет порядок их рабо­
ты.
Для менее сложных систем используются субъективные методы диаг­
ностирования, приборы на основе механических средств измерения, комплек­
сы приборов на основе механических и электронных средств измерений.
19
2
НЕКОТОРЫЕ СВЕДЕНИЯ О ДЕФЕКТОСКОПИИ
НЕФТЯНОГО ОБОРУДОВАНИЯ
В НЕФТЕПРОМЫСЛОВОЙ ПРАКТИКЕ
2.1 Средства дефектоскопии нефтяного оборудования
2.1.1 Передвижные и стационарные установки
для контроля труб нефтяного сортамента
С целью диагностики труб нефтяного сортамента на промыслах, труб­
ных базах разработаны передвижные и стационарные дефектоскопические
установки [28, 35]. Познакомимся с некоторыми дз них.
С помощью комплексной дефектоскопической лаборатории ПКДЛ-1
проводится неразрушающий контроль бурового инструмента и оборудования
на буровых.
Лаборатория оборудована в кузове автомобиля УАЗ-452 и проводит
комплекс работ с помощью выносных датчиков и приборов на расстоянии до
40 м от автомобиля с помощью ультразвукового и магнитопорошкового ме­
тода. Она используется для обнаружения:
усталостных трещин, расслоения в бурильных трубах и УБТ;
раковин, трещин и других дефектов в детолях спуско-подъемного обо­
рудования.
На базе УАЗ-452 созданы также передвижные установки для дефекто­
скопии ПДУ-1М, ПКДУ-1, ПКДЛ-2.
Работа установки ПДУ-1М основана на использовании импульсного
зхо-метода ультразвуковой дефектоскопии. Установка позволяет осуществ­
лять контроль резьбовой части бурильных труб над устьем скважины и на
стеллажах. Она обслуживается двумя операторами. Один наблюдает за де­
фектоскопом в автомашине, другой осуществляст контроль при помощи вы­
носной искательной головки. Установки ПКДУ-1 н ПКДЛ-2 отличаются от
ПДУ-1М увеличением диапазона типоразмеров контролируем ьгх труб.
Для контроля труб нефтяного сортамента на трубных базах созданы
стационарные дефектоскопические установки. Примером такой установки яв­
ляется ультразвуковая комплексная установка БПММ.
Установка контролирует сплошность высаженных концов бурильных
груб, в том числе и трубных резьб, сплошность и толщину стенки тела, а так­
же обсадных труб.
Установку обычно монтируют на технологической линии ремонта бу­
рильных труб, оснащенной устройством механизированной очистки наруж­
ной поверхности.
Масса установки составляет 7000 кг. В ее состав входят: механизм про­
дольного перемещения для подачи трубы с очистного устройства на участок
20
контроля и транспортирования ее на приемный стеллаж по окончании кон­
троля; механизм вращения, обеспечивающий равномерное вращение трубы в
процессе контроля; механизм перемещения акустических блоков для контро­
ля тела трубы; приборная стойка. с аппаратурой; пульт дистанционного
управления механизмами установки; электросиловой шкаф; устройство водо­
снабжения. Скорость контроля тела трубы составляет 3,0 м/мин, продолжи­
тельность контроля одного конца бурильной трубы - 1 мин.
Контроль, и отбраковка штанг при глубинно-насосной эксплуатации
осуществляется индукционной штанговой дефектоскопической установкой
И1ПДУ-1 [28, 35].. Контроль может осуществляться как на устье скважины
при спуско-подъемных операциях, так и на базах или заводах. Принцип р £ оты у—шовки основан на методе электромагнитной индукции.
Основная техническая характеристика установки ИШДУ-1 приведена
ниже.
Основная техническая характеристика дефектоскопической
установки ИШДУ -1
Материал контролируемых штанг
.Сталь марок
20НМ, 40У,
30ХМА, 3617 и др.
Диаметр контролируемых штанг, м м ...................................... 16,19,22
Скорость спуска и подъема штанг, м/с..................................... 1,5 - 2,0
Минимальная площадь выявляемых дефектов, % от
площади поперечного сечения штанги....................................4,0
Скорость движения диаграммной ленты самописца, мм/с....2,0; 5,0
Рабочая температура окружающей среды, °С:
для дефектоскопа............................................................. -30...+30
для самописца и источника постоянного тока.............+10. ..+35
Конструктивно дефектоскопическая установка выполнена в виде бло­
ков, перевозимых на спецмашине.
2.1.2 Ультразвуковой, цветной и магнитопорошковый контроль
бурового оборудования и инструмента
Ультразвуковой контроль бурового оборудования осуществляют с по­
мощью дефектоскопов УДМ-3 и УД-10УА с нормальными и призматически­
ми искательными головками.
Ультразвуковой (УЗ) метод контроля является наиболее эффективным.
Ультразвук (f > 20 кГц) проникает в металл на глубину 8... 10 м, ширина зоны
проникновения 6... 10 мм. Это позволяет производить контроль при односто-
21
роняем доступе к детали. Дефектоскопия выявляет не только образовавшийся
дефект, но и начало развития усталостных процессов в металле, позволяет
измерить толщину детали.
Существуют различные методы ультразвуковой дефектоскопии.
1. Теневой метод.
Излучатель и приемник размещаются пс разным сторонам изделия.
Дефект, располагаясь на пути УЗ лучей, уменьшает их энергию.
2. Резонансный метод.
Основан на определении частот, на которых возбуждаются резонанс­
ные колебания по толщине в исследуемом участке изделия .Необходимо, что­
бы частота колебаний, создаваемых в детали внешним источником, совпадала
с частотой собственных колебаний детали.
3. Зеркатьно-теневой метод.
УЗ колебания излучаются преобразователем и, отражаясь от дна из­
делия, принимаются вторым преобразователем. Уменьшение энергии УЗ ко­
лебаний свидетельствует о наличии дефекта.
4. Импульсно-отражательный метод.
Основан на озвучивании дефекта УЗ колебаниями и регистрации от­
раженного от дефекта эхо-сигнала. Схема установки приведена на рисунке 6.
От синхронизатора 3 тактовые импульсы поступают на генератор ра­
диоимпульсов (зондирующих импульсов) 2. При этом в колебательном кон­
туре возникают кратковременные свободные радиочастотные колебания, ко­
торые передаются на пьезопластину 6. Одновременно синхронизатор 3 запус­
кает генератор развертки 4, который прочерчивает горизонтальную линию на
экране дефектоскопа. Зондирующий импульс попадает одновременно на пьезопластияу 6 искательной головки и в приемно-усилительный тракт 1. При­
емно-усилительный тракт подает сигнал на пластаны вертикального отклоне­
ния электронно-лучевой трубки 5, вследствие чего луч прочерчивает на экра­
не в начале развертки зондирующий импульс 10. В то же время пьезоэлемент
возбуждается и генерирует УЗ колебания, которые распространяются в виде
пучка УЗ волн. В конце каждого импульса генератор импульсов «запирается».
Отраженные колебания попадают на пьезоэлемент и создают разность потен­
циалов и переменное напряжение, которое через приемно-усилительный
тракт 1 подается на электронно-лучевую трубку 5
Проходя изделие 7, УЗ колебания отражал лея от дефекта 8 и, возвра­
щаясь на оьезопластину раньше, чем отражения эт дна изделия 9, вызывают
на экране электронно-лучевой трубки 5 появление импульса 11, по амплиту­
де которого можно судить об отражающей способности дефекта, т.е. его ве­
личине. Отражения от дна изделия приходят через некоторое время, вызывая
на экране ЭЛТ появление донного импульса 12. После регистрации отраже­
ний в генераторе развертки изменяются знаки зарядов, подаваемых на опсло-
22
няющие пластины, и электронный луч гасится. Вместе с тем подается сле­
дующий импульс, и цикл работы повторяется.
Рисунок 6 - Установка ультразвуковой дефектоскопии при импульсно­
отражательном методе
Расстояния L1 и L2 - соответственно глубина залегания дефекта и тол­
щина изделия.
2.1.3 Ультразвуковой контроль мелкой резьбы бурильных труб
Бурильные трубы контролируются иа наличие усталостных трещин
(рисунок 7). При контроле УЗ колебания направляются в резьбовую часть
трубы с наружной поверхности под углом, обеспечивающим их распростра­
нение параллельно образующей конуса резьбы бурильной трубы (БТ), т.е. па­
раллельно линии впадин резьбы. При этом на экране дефектоскопа появляет­
ся импульс, отраженный от торца БТ, при котором УЗ пучок после много­
кратного отражения от внутренней и внешней поверхности трубы приближа­
ется на минимальное расстояние от линии впадин резьбы, чем достигается
обнаружение усталостных трещин на ранней стадии их развития.
Импульс, отраженный от торца бурильной трубы, используется для оп­
ределения местоположения усталостной трещины и служит базовой точкой
для отсчетов, для выбора зоны автоматической сигнализации дефектов, а
также визуального контроля наличия акустического контакта.
23
l
4
a)
3
6)
Рисунок 7 - Контроль бурильных труб на наличие усталостных трещин
УЗ колебания, излучаемые пьезоэлементом 1 преобразователя пьезо­
электрического типа 2 через слой контактной жидкости 3 (масло МС-20 или
АК-15), вводятся с наружной поверхности в тело образца бурильной трубы 4
в направлении ее резьбовой части на определенном расстоянии от торца бу­
рильной трубы 5. Изменяя расстояние от торца 5 до преобразователя 2, мож­
но приближать или удалять пучок УЗ колебаний от линии впадин резьбы об­
разца бурильной трубы 4.
С целью обнаружения усталостных трещин на ранней стадии развитая
преобразователь устанавливается на минимальном расстоянии от торца бу­
рильной трубы, при этом на экране дефектоскопа ещё видны отражения УЗК
от впадин резьбы и виден устойчивый имлулы: от торца бурильной трубы.
При отсутствии дефектов в резьбовой части внзен зондирующий импульс и
импульс, отраженный от торца трубы (а). При наличии дефектов появляются
дополнительные импульсы (б). Контактная ж адкость необходима для на­
дежного акустического контакта искательной головки с поверхностью детали
без воздушных промежутков.
Отдельные детали бурового оборудования имеют сложную форму и
проведение ультразвукового контроля затрудни-сльно. В этом случае можно
использовать так называемый цветной метод, относящийся к капиллярной
дефектоскопии. Он заключается в том, что на контролируемую поверхность
наносят слой специального свето- или цветоконтрастного жидкого индика­
торного вещества (пенетрата). Раскрытая, трепсины оказываются заполнен­
ными индикаторным веществом.
Наибольшее применение капиллярные методы нашли в дефектоскопии
неферромагнитных и неметаллических изделий.
Капиллярный метод может использовап^я в качестве основного и
вспомогательного метода контроля. Например, при обследовании бурового
оборудования он может применяться:
24
для визуализации тонких трещин, обнаруженных ультразвуковым ме­
тодом;
для различения ложных и истинных дефектов при магнитной дефекто­
скопии;
в громоздких изделиях с предполагаемым дефектом;
для контроля сложных и уникальных деталей;
для контроля деталей из неферромагнитных материалов (например, лег­
косплавные бурильные трубы - ЛЕТ).
Цветной метод контроля проводится в следующей последовательности:
подготовка поверхности к контролю; <
обработка контролируемой поверхности пенетратом;
очистка поверхности от индикаторной жидкости;
обработка контролируемой поверхности проявителем;
наблюдение индикаторных слоев дефектов.
Остановимся подробнее на каждой из операций. Особое внимание при
использовании цветного метода уделяется чистоте контролируемой поверх­
ности. Смачиваемость металлов в значительной степени зависит от чистоты
поверхности. Образовавшиеся адсорбционные плевки газов и жиров могут
заполнять полость дефектов и затруднить доступ в них пенетратов. Особенно
сказанное относится к жировым загрязнениям.
Для обезжиривания контролируемых поверхностей используют авиа­
ционные бензины, ацетон.
Некрупные детали для окончательного удаления жира, бензина, ацетона
могут подогревать в сушильных печах до 80... 100 °С.
В качестве красителя для индикаторных растворов при цветном методе
применяется Судан П/-темно-красный краситель или Судан ГГГ — краснооранжевый краситель. Судан прибавляется не более 1 % от состава индика­
торного раствора.
Рекомендуют для использования в качестве пенетратов следующие со­
ставы:
1) 50 % бензола, 50 % скипидара (с Суданом);
2) 40 % керосина, 40 % бензола, 20 % скипидара (с Суданом).
Для выполнения последующей операции удаления с контролируемой
поверхности индикаторной жидкости применяют такие вещества, которые
обеспечивали бы наибольшую сохранность пенетрата в полости дефекта. В
качестве очищающих веществ применяют следующие растворы: 5 % -ный
раствор кальцинированной соды в воде или 70 % -ный раствор трансформа­
торного масла с 30 % керосина.
После удаления с контролируемой поверхности пенетрата на нее нано­
сят из пульверизатора или краскораспылителя проявитель. Проявитель состо­
ит из 300 г мела, 0,5 л воды и 0,5 л этилового спирта или 300 г мела и 1 л эти­
лового спирта.
25
Через 3...5 минут после высыхания мела осматривают контролируемую
поверхность для установления больших дефектов, осмотр повторяют через
20.. .30 минут для установления меньших дефектов.
Магнито-порошковый метод контроля широко используется для обна­
ружения дефектов в деталях спуско-подъемного оборудования буровой уста­
новки. При этом методе контролируемая деталь намагничивается, заставляя
магнитный поток рассеиваться. В местах выхода рассеянного потока на по­
верхность создается полюсность. На эту поверхность наносится порошок из
ферромагнитного материала (типа магнетит) в су сом виде или суспензия (ми­
неральное масло + керосин + мыльная вода). Частицы порошка будут втяги­
ваться в область наибольшей неоднородности магнитного поля, и на поверх­
ности будут образовываться полосы, указывающие на трещины.
Намагничивание осуществляется:
а) полем электрического тока, пропускаемого через контролируемую
деталь;
б) электромагнитом или полем соленоида.
После контроля детали сортируют и маркируют следующим образом:
а) годные (белая краска или не окрашиваются);
б) требующие ремонта или восстановления (желтая или зеленая краска);
в) негодные (красная краска).
В таблице 1 приведены объекты контроля и выявляемые дефекты буро­
вого оборудования.
Таблица 1 - Применение магнитопорошкового метода контроля для деталей
спуско-подъемного оборудования б;,фовой установки
Объект контроля
1
Выявляемые дефекты
2
1. Проверка в условиях буровой
Элеваторы корпусные для буриль­
ных труб (проушины, места перехо­
да проушин к цилиндрической час­
ти корпуса, створка, защелка)
Закаты, надрывы, расслоения мате­
риала, трещины, дефекты металлур­
гического происхождения; флокены, волозовины, неметаллические
шлаковые включения и др.
Штропы для подвески элеваторов Трещины, расслоения, закаты, на­
(места изгибов, сварной шов)
слоения металла, наружные дефек­
ты сварного шва
26
Продолжение таблицы 1
1
2
Машинные ключи для бурильных и Трещины различного происхождеобсадных труб (сменная челюсть, ния, в том числе термические и усталостные
защелка)
Крюк (штроп в месте изгиба, боко- Закаты, наслоения металла, задиры,
трещины
вые рога, скоба)
Крюкоблок (боковые рога, скоба)
Трещины, расслоения, задиры, ост­
рые надрезы
Вертлюг (штроп-серьга в месте из- Закаты, надрывы, расслоения, трещины
гиба)
2. Проверка при капитальном ремонте оборудования
Кронблок (оси блоков-галтельные Трещины
переходы)
Талевый блок (оси блоков, щеки, Трещины
пальцы для подвешивания серьги,
серьга)
Крюк (штроп, ствол, гайка ствола, Трещины, расслоения и пр.
ось боковых рогов, пальцы штропа,
траверса)
Крюкоблок (ось блоков, ствол, ось Трещины
боковых рогов, оси для подвешива­
ния собственного крюка, гайка ство­
ла)
Вертлюг (штроп-серьга в местах Трещины, расслоения, надрезы
проушин и изгиба, пальцы штропа,
ствол)
Автоматический элеватор (проуши­ Трещины, расслоения и пр.
ны, корпус, штропы, пальцы для со­
единения корпуса со штропом)
27
Продолжение таблицы 1
1
2
Элеваторы корпусные для буриль­ По п.1
ных и обсадных труб
Машинные ключи для бурильных и По п.1
обсадных труб
В передвижной лаборатории ПКДЛ-1 устанавливается дефектоскоп
МД-600. Он предназначен для обнаружения дефектов в узлах бурового обо­
рудования.
Дефектоскоп способен в течение 30...50 с полностью размагничивать
контролируемые детали теми же приспособлениями, с помощью которых
проводилось намагничивание.
В нефтепромысловой практике известен также универсальный пере­
носной дефектоскоп ПМД-70.
2.1.4
Контроль нефтепромысловой аппаратуры и стальных
строительных конструкций
Контроль стыковых сварных соединений с толщиной стенки 3...8 мм
нефтехимического и нефтегазопромыслового оборудования осуществляется с
помощью ультразвукового метода. Методика контроля составлена примени­
тельно к дефектоскопу УДМ-8.
Для сварных соединений других типов с толщиной стенки соединяемых
деталей 7...40 мм также используется ультразвуковой метод контроля [35].
Контроль стальных строительных сооружений (резервуары различного
назначения, технологические трубопроводы, вышки, основания) проводят в
соответствии с “Инструкцией по методам контроля, применяемым при про­
верке качества сварных соединений стальных конструкций и соединений.”
В таблице 2 приведены рекомендуемые методы контроля в зависимости
от типа и толщины контролируемых сварных соединений.
Рентгенографирование сварных швов производится рентгеновскими
аппаратами РУП-200-20, РУП-200-5, РУП-120-5 и РУП-150-5. В обозначении
аппаратов первая цифра - максимальное рабочее напряжение, кВ; вторая
цифра - сила тока, мА.
При гамма-дефектоскопии применяют дефектоскопы “Газпром”,
“Трасса”, “Магистраль-1” и другие типы.
28
Таблица 2 - Методы контроля в зависимости от типа и толщины сварных
соединений _______________________ ______________ ______
Толщина контролируе­ Тип сварных соедине­
Метод контроля
ний
мых соединений, мм
Просвечивание:
Стыковые, угловые и
1-60
Рентгеновскими
нахлесточные соедине­
Лучами
ния
Г амма-лучами
Ульт
••ковой
Магш. ^графический
3-200
> 10-15
< 16
То же
*
Стыковые и угловые
швы
неаустенигных
сталей
Стыковые швы ферро­
магнитных
металлов
при ширине сваривае­
мых деталей не менее
150 мм
При проведении рентгенографирования и гамма-дефектоскопии должен
быть предусмотрен комплекс работ, обеспечивающих безопасность обслужи­
вающего персонала.
2.2 Дефектоскопия в системе технического оборудования и ремонта
бурового и нефтепромыслового оборудования
Дефектоскопия является составной частью системы технического об­
служивания и ремонта бурового и нефтепромыслового оборудования [1, 33,
35]. В таблицах 3 и 4 приведен перечень деталей бурового и нефтепромысло­
вого оборудования, дефектоскопия которых проводится в процессе эксплуа­
тации.
Из таблиц 3 и 4 следует, что в процессе эксплуатации в основном про­
изводится дефектоскопия деталей без разборки оборудования.
В процессе капитального ремонта, когда оборудование полностью раз­
бирается и обеспечивается свободный доступ к деталям, с меньшими затра­
тами можно провести дефектоскопию, поэтому структура ремонтного цикла и
определяет периодичность дефектоскопии. В таблице 5 приведен перечень
деталей бурового оборудования, подлежащих дефектоскопии при капиталь­
ном ремонте.
29
Таблица 3 - Периодичность проведения дефектоскопии бурового
оборудования в процессе эксплуатации
Оборудование
Детали
1
2
Периодичность
дефектоскопии
3
Талевые блоки
Щеки, нижняя серьга, Один раз в год
кронштейн для подвес­
ки серьги
Крюки
Крюк, боковые рога, То же
штроп, карманы корпу­
са
Крюкоблоки
Щеки, крюк, боковые
рога, карманы корпуса
крюка
тт
Вертлюги
Штроп, карманы кор­
пуса, переводник
п
Элеваторы
Проушины,
штроп,
корпус элеватора
я
Штропы
По всей длине
Ведущие штанги
Квадрат
При турбинном буре­
нии через 6 мес. При.
роторном - через 3 мес.
Бурильные трубы
Мелкие резьбы
При турбинном буре­
нии через 6 мес., при
рюторном - через 3 мес.
Замки
При турбинном буре­
нии через 1 год, при
рюторном - через 6 мес.
Утяжеленные
ные трубы
буриль­ При турбинном буре­
нии через 6 мес. При
роторном - через 3 мес.
30
Продолжение таблицы 3
[
0
3
Турбобуры
Вал, корпус, ниппель,
переводник
Манифольды
Замер толщины стенок 1 раз в год
в местах изменения на­
правления потока жид­
кости
Буровые лебедки
Тормозные ленты
При текущем ремонте
2 раза в год
Таблица 4 - Периодичность проведения дефектоскопии нефтепромыслового
оборудования в процессе эксплуатации
Оборудование
1
Детали
2
Периодичность
дефектоскопии
3
Оборудование для под­
земного и капитально­
го ремонта скважин:
талевые блоки
Щеки, серьга, крон- I раз в год
штейн для подвешива­
ния серьги
крюки
Рог крюка, боковые ро- То же
га, штроп, карманы
корпуса
Щеки, крюк, боковые
рога
Штроп,
переводник,
карманы корпуса
Проушины,
корпус,
штроп
По всей длине
крюкоблоки
вертлюги
элеваторы
штроггы
»
—
„
i
31
Продолжение таблицы 4
1
2
3
Проверка толщины сте­ По мере необходимо­
Подъемно-транспорт­
сти при техническом
ное оборудование (ав­ нок и сварных швов
освидетельствовании
томобильные, трактор­
ные, прицепные краны,
кранбалки и т.д.)
Горизонтальные емко­ Проверка толщины сте­ По мере необходимо­
сти при техническом
сти, вертикальные ре­ нок и сварных швов
освидетельствовании
зервуары, отстойники,
трапы, сепараторы, те­
плообменники
Агрегаты для подзем­ Тормозные ленты лебе ­ 2 раза в год
ного, капитального ре­ док
монта скважин
Таблица 5 - Перечень деталей бурового оборудования, подлежащих
дефектоскопии при капитальном ремонте
Наименование
оборудования
1
Детали
2
Талевые блоки
Ось блоков, щеки, пальцы для подвески серьги, серь­
га, ось для подвески траверсы, траверса
Кронблоки
Ось блоков, рама
Крюки
Пластины крюка, собстветно крюк (литой), ттроп,
ствол, корпус, ось соедшения пггропа с корпусом,
ось соединения крюка со стволом, боковые рога
крюка, карманы корпуса
Крюкоблоки
Ось блоков, щеки, крюк, корпус крюка, ствол, боко­
вые рога, ось для соединения ствола с крюком, под­
веска, оси для соединения талевого блока с подвес­
кой, подвеска с крюком, карманы корпуса
32
Продолжение таблицы 5
1
Вертлюги
2
Ствол, штроп, переводник, карманы корпуса, пальцы
для соединения корпуса со штропом
Элеваторы корпус­ Проушина корпуса, поверхность внутренней расточ­
ные для бурильных ки корпуса
и обсадных труб
Автоматические
элеваторы
Корпус, штроп, пальцы для соединения корпуса со
штропом
Турбобуры
Резьбы, вал, ниппель, переводник
Буровые насосы
Трансмиссионный и кривошипно-шатунные валы,
шатун
Буровые лебедки
Подъемный, промежуточный, трансмиссионный ва­
лы, валы коробок перемены передач, тормозные лен­
ты
33
. 3 ВЕРОЯТНОСТНО-СТАТИСТИЧЕСКИЬ МЕТОДЫ
В ДИАГНОСТИКЕ
Проблема технического диагностирования бурового и нефтепромысло­
вого оборудования возникает постоянно, что св; зано с их специфичным кон­
структивным исполнением, сложным режимом эксплуатации, а последствия
отказов могут иметь в некоторых случаях катастрофические последствия. По­
этому важное значение на сегодняшний день приобретает оценка и анализ
технического состояния оборудования в процессе эксплуатации с применени­
ем вероятностно-статистических методов, включающих теорию случайных
процессов, статистические методы распознавания, спектрально-корреляцион­
ный анализ, теорию детерминированного хаоса, теорию выбросов за установ­
ленный уровень при случайных колебаниях давления промывочной жидкости
и осевой нагрузки на долото.
3.1 Случайные функции при диагностирог алии технических
объектов
3.1.1 Общие сведения о случайных функциях.
Вероятностные характеристики случайных функций
Значение случайных функций при диагностировании технических объ­
ектов особенно возросло в последнее время в спязи с созданием и интенсив­
ным развитием систем автоматического управления и регулирования.
В технической диагностике [12] аппарат теории случайных функций
используется в двух направлениях.
Одно из них связано с анализом изменения статистических характери­
стик случайной функции. По этим изменениям судят о состоянии машины и
появлении неисправностей.
Другое направление основано на выделении полезного сигнала на фоне
помех, изучении отдельных составляющих, характеризующих нормальное со­
стояние машины.
Оба этих направления взаимосвязаны и дополняют друг друга.
Примерами случайных функций являются запись динамических смеще­
ний с помощью вибродатчиков, тяга двигателя но времени, колебания кузова
машины при движении по неровностям дороги, процесс нагружения различ­
ных механизмов, запись нагрузки на долото, расхода промывочной жидкости
при бурении скважин и т.д.
Случайной функцией называется такая функция, которая в результате
опыта может принять тог или иной конкретный вид, неизвестно заранее —ка­
кой именно [14].
34
Конкретный вид, принимаемый случайной функцией в результате на­
блюдения, называется возможной реализацией случайной функции.
Для операций со случайными функциями необходимо знание их веро­
ятностных характеристик. В отличие от вероятностных характеристик слу­
чайных величин, представляющих собой числа, вероятностные характеристи­
ки случайных функций - неслучайные функции. Используют [14, 15, 31] сле­
дующие характеристики для описания свойств случайных функций: функцию
распределения; плотность распределения; математическое ожидание; диспер­
сию; среднее квадратическое отклонение; корреляционную функцию; спек­
тральную плотность.
Случайную функцию, аргументом которой является время, называют
случайным процессом. Случайный процесс, протекающий в технической сис­
теме, состоит в том, что с течением времени t техническая система случай­
ным образом меняет свое состояние.
Функция распределения F(t,x). Функция распределения представляет
собой совместную вероятность непревышения каждым из значений случайно­
го процесса X(t) определенного уровня х
F(t,x) = P { X < x ) ,
(1)
где t - момент времени, для которого определяется функция
распределения;
х - некоторая текущая переменная, соответствующая ординате
процесса X(t);
X - случайная величина, в которую превращается случайная
функция в момент времени t;
Р { } - вероятность события, заключенного в скобки.
Функция распределения меняется от 0 до 1.
Плотность распределения W(t,x)
W{t,x) = ^ - F { t , x ) .
ах
(2)
На рисунке 8 представлены реализации случайного процесса, функции
распределения (Ft, F2) и плотности распределения (W,,W2) для времени
£, и t2.
Математическое ожидание mx(t). Математическое ожидание случай­
ной функции X(t) есть неслучайная функция mx(t), которая при каждом зна­
чении аргумента t равна математическому ожиданию соответствующего се­
чения случайной функции.
35
Рисунок 8 - Функция распределения и плотность распределения
случайного процесса для моментов времени ti и Ь
Математическое ожидание случайной функции есть средняя функция,
около которой варьируются конкретные реализации случайной функции (ри­
сунок 9).
Рисунок 9 - Математическое ожидание m, (t) случайной функции X(t)
Дисперсия Dx(t)- Дисперсией случайной функции X(t) называется не­
случайная функция Dx(t), значение которой для каждого t равно дисперсии
соответствующего сечения случайной функции.
Дисперсия служит для характеристики рассеивания значений случайно­
го процесса в каждом из его сечений относительно математического ожида­
ния.
36
Для характеристики случайной функции кроме дисперсии также часто
используется среднее квадратическое отклонение, представляющее собой не­
отрицательное значение квадратного корня из дисперсии
<гх ( ‘ ) = л 1 ^ 6 )
■
(3 )
Корреляционная функция kx(t, t,). Корреляционной функцией случай­
ной функции X(t) называется неслучайная функция двух аргументов kx(t, t,),
которая при каждой пари значений t, Ъ равна корреляционному моменту со­
ответствующих сечений случайной функции:
*
=
где
(4)
X(t) = X ( t ) - m x (t);
X ( t i) = X ( t i) - m x (tl).
Корреляционная функция характеризует зависимость между сечениями
случайного процесса, относящимся к разным промежуткам между t и t*.
При t = tj
* ,( /,/) = M [ X \ t ) ] = D r (t),
( 5)
г.е. корреляционная функция равна дисперсии случайной функции.
Нормированная корреляционная функция характеризует корреляцион­
ную зависимость в относительных единицах:
( 6)
*<М )
при t = t;
[^,v(012
[ст.г(01
(7)
Важным при анализе случайных процессов является понятие интервала
корреляции [14, 27]. Под интервалом или временем корреляции понимают
время затухания корреляционной зависимости случайного процесса. На прак­
тике часто пользуются интервалом корреляции, за пределами которого корре­
ляция меньше некоторой наперед заданной величины е. Известны и другие
методы установления интервала корреляции [15].
Спектральная плотность Sx( oj). Спектральная плотность позволяет су­
дить о частотном составе случайного процесса, о том, какого рода колебания
37
преобладают в данном процессе, какова его внутренняя структура. На пред­
ставлении случайных функций в виде спектральных разложений базируется
спектральный анализ случайных функций. Трудно переоценить значение
спектрального анализа в технике. Он имеет большое значение при разработке
систем автоматического управления и регулирования, передаче информации,
проектировании различных технических устройств для сложных условий,
изучении вибрационных явлений и создании диагностических средств. Наря­
ду с теоретическими широко распространены аппаратурные методы исследо­
вания спектра [27].
Спектральная плотность Sx(co) и корреляционная функция к*(т) свя­
заны преобразованиями Фурье.
Для стационарного процесса в действител 3ной форме можно записать
к v (г) = J s y (со) C oscot dco ;
о
2 “
Sx (co) = — \ k x (x)Cosmz а х ,
л о '
(8)
(9)
где со - угловая частота;
k x (x) = k x (t,ti)
при
x = tl - t ,
поскольку для стационарных процессов корреляционная функция не зависит
от положения t первого аргумента на оси абсцисс, а зависит только от про­
межутка между первым и вторым аргументами, т.е. й - L
Формулы (8) и (9) - основные в спектральной теории стационарных
случайных процессов - носят название формул Винера-Хинчина.
В комплексной форме уравнения, связывающие спектральную плот­
ность S\(co) и корреляционную функцию к х (г ), имеют вид
где
kx (z) = \ S ’x (co)e,mTdco,
—
®
(10)
5Г.(й,) = — (kAT)e-“°rdx,
2 л-
(П )
S \ (со) = 0,55х (со).
38
К ак
(л>), так и S'Y(си)- действительные, неотрицательные функции;
S \ (eo)- четная функция, определенная на интервале (-ос,-ко);
делена на интервале (0,-ко) (рисунок 10).
S v(ty) опре­
S fa )
S,(a>)
tу
Рисунок 10 - Спектральные плотности SK(co) и S,'(m)
Спектральное представление в комплексной форме в ряде случаев ока­
зывается более предпочтительным для теоретического анализа, так как дейст­
вия с показательной функцией удобнее, чем с соответствующими тригоно­
метрическими функциями.
Кроме спектральной плотности применяют понятие нормированная
спектральная плотность, которая равна отношению спектральной плотности к
дисперсии:
(12)
Для нестационарных процессов вводится мгновенная спектральная
плотность Sx(t,o), которая зависит от времени. Мгновенная спектральная
плотность и корреляционная функция нестационарного процесса также свя­
заны между собой преобразованиями Фурье по переменным t и ш.
Известно, что энергия случайного колебательного процесса пропорцио­
нальна дисперсии амплитуд и в связи с этим спектральная плотность характе­
ризует распределение энергии процесса но частотам непрерывного спектра.
Вводится понятие «мощности» случайного процесса [15]. «Мощностью» слу­
чайного процесса называется математическое ожидание его квадрата
39
M [ j r J(01 = i» 4 (0 + A v ( 0 .
(13)
где m\ (t) - квадрат математического ожидания случайного процесса;
D x (t) - дисперсия случайного процесса.
Площадь, ограниченная кривой Sx(o>) и осью абсцисс, численно равна
мощности случайного процесса:
оа
M[X\t)\= \ s x{(o)dco.
(14)
О
Для центрированных процессов их мощность равна дисперсии
е
A / { [ A 4 0 - * ( / ) ] 2} = £>a- ( ' ) =
*
j s x(o>)da>.
(15)
о
Важное значение имеет ширина спектра. При узком спектре, когда
спектр процесса сосредоточен около некоторо л центральной частоты со, , ос­
новная часть энергии приходится на частоты, близкие к<в,.В других случаях,
Рисунок 11 - Определение ширины полосы спектра
когда, например, процесс состоит из ряда гармонических составляющих, каж­
дая из которых несет соизмеримую с соседними часть энергии, спектр будет
широким.
40
Ширина спектра Дш может определяться несколькими методами [15].
В частности, как интервал между частотами, в которых спектральная плот­
ность снижается до половины максимального значения (рисунок 11).
Пример 1. Определить спектральную плотность S У(ш) случайного
процесса X(t), если корреляционная функция имеет вид
к х ( г ) = D x e~‘Az' C o s ( i x .
По формуле (9)
S x (a>) =
О00
—
x (T)Cosom h
П
= ----- - - [
я
]
а ' +(/} + о>)
1
а
+ { / } - со)
г]-
На рисунке 12 показан характер изменения функций кх {т) и S x {ta).
Подобные функции могут быть использованы для анализа процессов, содер­
жащих некоторые «преобладающие» частоты.
Рисунок 12 - Корреляционная и спектральная функция с преобладаю­
щей частотой Р
Пример 2. Определить спектральную плотность S ’x (a>) случайного
процесса X(t). Корреляционная функция к х (т) - D Ke~a'!
По формуле (11) находим
5 ’<.(щ) = — \ D xe - ^ e -‘aTd r = —
---- .
(рисунок 13).
41
Рисунок 13 - Спектральная плотность показательной корреляционной
функции
На рисунке 13 показан график изменения функции S x (oi).
Функции кх ( т ) - О х е ~ ^ и
кх (т) = Dx e ^ J'Cos/]T находят широ­
кое применение при аппроксимации корреляционных функций реальных про­
цессов.
Параметр а характеризует степень затухания кривой кх (г) с увели­
чением г; параметр /? - средняя частота функции кх (т).
Подбор аппроксимирующей функции связан с варьированием парамет­
ров а. и Р .
При увеличении а корреляционная функция
кх {т)- Dx e~aA
убывает быстрее, колебания случайной функции становятся более резкими и
беспорядочными, корреляционная связь между различными значениями ар­
гумента затухает чрезвычайно быстро.
Когда а —> оо, случайная функция имеет постоянную спектральную
плотность.
Стационарный случайный процесс, у которого спектральная плотность
постоянна, называется стационарным «белым шумом». Термин «белый шум»
используется по аналогии с белым светом, имеющим однородный спектраль­
ный состав.
Нужно отметить, что в природе не сущеегвует стационарный процесс с
постоянной спектральной плотностью для всех частот, так как этот процесс
имеет бесконечную дисперсию и, следовательно, для его создания потребова­
лась бы бесконечная мощность.
Под «белым шумом» понимают реальный процесс с постоянной или
практически постоянной спектральной плотностью в пределах определенной
ограниченной полосы частот (ограниченный «белый шум»). Обычно это по-
42
лосы частот, оказывающие влияние на поведение рассматриваемой динами­
ческой системы.
Рисунок 14 - Корреляционная функция и спектральная плотность
белого шума
На рис. 14 показаны корреляционная функция и спектральная плот­
ность белого шума на участке от 0 до <а,.
Стационарность и эргодичность случайных процессов. Случайная
функция называется стационарной, если ее математическое ожидание и дис­
персия имеют одинаковые значения во всех точках числовой оси, а корреля­
ционная функция зависит только от интервала т между двумя точками чи­
словой оси и не зависит от этого интервала на числовой оси, т.е.
т х ( / ) = т х = c o n st,
D x ( t ) = D x = con st,
k x ( t ,,t 2) = kx (t 2 - f , ) = k x (r ) .
Понятие стационарной случайной функции, строго говоря, представля­
ет математическую идеализацию, упрощенную модель реальных процессов,
но она оказывается очень полезной при решении многих практических задач.
В отличие от стационарных, характеристики нестационарных процессов
являются функциями времени, что существенно затрудняет исследование. В
связи с этим стремятся использовать методы, позволяющие при определен­
ных допущениях рассматривать нестационарные случайные процессы как
стационарные. Эго достигается за счет представления нестационарного про­
цесса в виде произведения стационарного случайного процесса и некоторой
детерминированной функции или выделения стационарных участков, а также
за счет сужения смысла понятия и отбора реализаций, которые позволили бы
рассматривать процесс как стационарный.
Важным свойством некоторых стационарных функций является их эр­
годичность [14, 15]. Эргодичность функции существенно упрощает исследо­
вание, так как позволяет перейти от усреднения по множеству реализаций к
обработке одной реализации.
43
3.2 Использование метода Байеса для оценки технического
состояния оборудования
Для оценки технического состояния оборудования возможно примене­
ние косвенных методов диагностирования, среди которых важное место за­
нимают статистические методы распознавания Метод Байеса является одним
из них. Он характеризуется простотой и является очень мощным средством
статистического анализа, когда выполняются условия его применимости.
Теорема Байеса позволяет переоценить вероятности гипотез после того,
как стал известен результат опыта, испытания или работы изделия но назна­
чению [12, 14].
Формула Байеса записывается:
P(Di / k J) = P(D,)
P(k,ID,)
( 16)
P(kj)
или
P(Di !ks ) = P(Dj)
PjkjID,)
(17)
£ p ( D t )P(kjtDt )
где i - данная гипотеза;
s - любая гипотеза;
m - число гипотез;
D, - диагноз;
P{Dl / к .) - вероятность диагноза D,, после того как стало известно на­
личие признака к; (апостериорная вероятность диагноза);
kj - признак, встречающийся при диагнозе Di;
P(Dj) —априорная вероятность диагноза D,, полученная по статистичеN.
ским данным P(D,) = — :
N
N - число обследованных изделий, N, - число изделий с состоянием
А;
P i k . I D , ) - вероятность появления признака к^ у изделия с состояние*.
Dj,
Р(к, / D, ) - Nl-I N,;
Ny- число изделий, имеющих
признак к; из обследованных N ,;
P(kj) - полная вероятность, т.е. вероятность наступления признака kj с
любой из гипотез.
Для теоремы Байеса соблюдается условие
44
Х Д Д /* ,) = !
и
Х Д А ) = 15= 1
Каждый из признаков kj может иметь nJ разрядов
(* д . kj2, ...,
, к]П/) , причем
f>(VA)=ir=I
Пример 3.* В результате обработки статистических данных [23] полу­
чена нижняя доверительная граница функции вероятности безотказной рабо­
ты турбобура ЗТСШ-195 в виде
Р(/) = е ^
99,67 ’
(18)
Априорная вероятность осевого люфта вала шпинделя состояний Di
(отказ турбобура) и D| (работоспособный турбобур) приведены в таблице 6.
Таблица 6 - Вероятность осевого люфта вала шпинделя состояний
Di и D2
Осевой люфт вала
шпинделя к! , мм
0 -2
2 -4
4 -6
P(kj/D,)
0,17
0,20
0,63
Р(к, / А )
0,70
0,23
0,07
Необходимо определить вероятность отказа турбобура, если после его
подъема для смены долота осевой люфт вала шпинделя составил 3 мм. Нара­
ботка турбобура перед подъемом составила t = 20 ч. Априорная вероятность
безотказной работы для t = 20 ч, подсчитанная по уравнению (18), составила
P(t) = 0,914, следовательно, P(D2) = 0,086, P(Di) = 0,914. По выражению (17)
находим
Примеры в учебном пособии носят условный характер
45
P(D ,/*,.)=■ 0,086
0,20
0086-0,20+"o,914- 0,23
= 0,08,
т.е. вероятность отказа турбобура очень мала и (.то использование может быть
продолжено.
Допустим, что данный турбобур прораб этал 120 ч и его люфт после
очередного подъема составил 5 мм. Какова версятность отказа турбобура?
P(D1l k J) = 0,733
________ 0,63________
= 0,96.
0,733-0,63+(i,267 -0,07
При такой вероятности отказа спуск турбобура в скважину недопустим.
Статистическое диагностирование оборудовать по методу Байеса можно
провести, используя комплекс признаков. Формула Байеса для комплекса
признаков записывается
m
/**) = / £ W L Z A > _
(19)
t p ( D s)P(k' / Ds )
где PiDjlk') - вероятность диагноза О при реализации комплекс;
признаков к ;
к' - конкретная реализация комплекса признаков.
Если комплекс признаков включает' признаки
к\,
, kj, ... , ку7
то для диагностически независимых признаков можем записать
P(k'!Dl) = P{kl l Di) - I \ k \ t D i ) ... Р(к'/ /£>,),
(20)
где к ' = к - - разряд признака, установленный при диагностировании
Как показывает опыт [12J, в большинстве практических задач, особенно
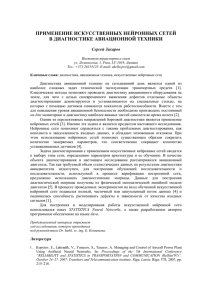
при большом числе признаков, можно пользоваться выражением (20) даж;
при наличии корреляционной связи между ними.
При использовании комплекса признаков для определения вероятности
диагноза составляют диагностическую матрицу. В неё включаются априор­
ные вероятности диагноза. По мере накопления статистического материала
матрица уточняется.
46
Пример 4. Для расчета имеем следующие данные: турбобур ЗТСШ-195
проработал 40 ч, после подъема замерены диагностические признаки
к |т = 3 мм; кл = 0,3 кНм; к53 =0,6 кНм; к45 = 3,5 мм. Определить вероятность
отказа турбобура.
Расчет ведём по формуле (19) с использованием данных диагностиче­
ской матрицы (таблица 7)
P(D21кj ) =
_____________ 0 ,2 3 6 -0,2 0 -0 ,1 3 0,68 0,61_____________
0,236 • 0,20 ■ОДЗ •0,68 0,61 + 0,774 • 0,23 • 0,63 - 0,01 ■0,01
т.е. вероятность отказа абсолютная.
Статистическая оценка по методу Байеса позволяет обоснованно подой­
ти к использованию ресурса машин, не допуская их преждевременной выбра­
ковки. Основная трудность при использовании метода Байеса заключается в
необходимости наличия достоверной априорной информации.
Наличие достоверной априорной информации позволяет решать с по­
мощью метода Байеса и другие практические задачи, связанные с эксплуата­
цией изделий.
Пример 5. Турбобур, состоящий из трех секций, отработавших ранее
время t, и отремонтированного шпинделя, только что привезенного с базы,
отказал на забое. На основании предыдущих статистических данных извест­
но, что вероятность безотказной работы шпинделя, поступившего с базы
рш= 0,85, а комплекта турбинных секций, отработавших время t, р
0,60.
Какова вероятность отказа шпинделя секций и обоих узлов вместе? До посту­
пления сведений об отказе возможны четыре гипотезы:
D]- турбинные секции и шпиндель исправны;
D2- турбинные секции отказали, а шпиндель исправен;
D r турбинные секции исправны, а шпиндель отказал;
D4- отказали и шпиндель, и турбинные секции.
Априорная вероятность гипотез:
Р(Ох) = Рш- Рхс =0,51; Р ( 0 7) = (1 - р КС) - Рш= 0,34;
Л А ) = Р « 0 - Рш) = 0.09; P(D4) = (I - р КС)(1 - р ш) = 0,06.
Стало известно событие к - турбобур отказал:
Р(к /£>,) = 0; Р(к/ А ) = Р(к/ А ) = Р ( к ! D J = 1,0.
По формуле Байеса вероятность отказа турбинных секций
Таблица 7 - Диагностическая матрица
i
Признак kj
момент при нижнем
положении вала к2,
кНм
осевой люфт вала
шпинделя к|, мм
Диаг-
км
К и
k i3
0-2
2-4
4-6
k2i
к22
к2з
i
момент при верхнем
положении вала к3,
кНм
кз1
к32
кзз
0,1-0,3 0,3-0,5 0,5-0,9 0,1-0,3 0,3-0,5 0,5-0,9
радиальный люфт вала
к4|
к42
k 4j
0-1,5
1.5-3
3-4
11U J
Г
б
си
/■С
5
£
(S
еС
А
Он
Г\
*5
гч
сг
/Л
гл
с :
гС
К
Л
е
0 -
£
£
Си
Си
£си
dси
л
о -
ё
л
оГ
2
0,17
0,20
0,63
0,13
0,23
0,64
0,15
0,17
0,68
0,15
0,24
0,61
D,
0,70
0,23
0,07
0,63
0,22
0,15
0,80
0,19
0,01
0,83
0,16
0,01
d
J
1С 4, М М
i
48
0~Ркс)Р*
P(D2 l k) =
-= 0 ,7 0 ;
О - Ркс )Рш + Р*Д1 - Рш ) + 0 - Ркс )(1 - Рш )
P(D3 Ik) = 0,18; P(D4 / k) = 0,12.
Таким образом, вероятность отказа турбинных секций наибольшая.
Пример 6. Необходимо принять решение о возможности спуска турбо­
бура в скважину. Для данных условий известны рекомендации технической
службы воздерживаться от использования турбобура, если вероятность его
безотказной работы ниже 0,50.
В распоряжении буровой бригады имеется турбобур, проработавший
время t. По априорным данным,вероятность его безотказной работы - 0,40,
вероятность отказа - 0,60.
В качестве источника информации о состоянии турбобура используется
осевой люфт и величина радиального биения вала. Осевой люфт дает пра­
вильные сведения о состоянии турбобура с вероятностью 0,80, а радиальное
биение вала с вероятностью 0,65.
Для принятия решения об использовании турбобура замерены осевой
люфт и радиальное биение вала (событие к). Данные но осевому люфту сви­
детельствуют, что турбобур исправен (гипотеза D(), а по радиальному бие­
нию, что турбобур отказал (гипотеза D2). Определить апостериорные вероят­
ности состояний турбобура Di и D2.
P(k / Z>!) = 0,8 - 0,35 = 0,28;
P(k / D2) = 0,2 •0,65 = 0,13.
По формуле Байеса
P (D ,/* )=
0,4-0,28
0,4-0,28+ 0,6 0,13
0,59;
P{D2 /k) = \ - P ( D li k ) =0 , 4 \ .
Как следует из расчета апостериорной вероятности состояния D); тур­
бобур можно рекомендовать к спуску в скважину.
В таблице 8 приведен вариант диагностической матрицы Байеса по
спекгру колебаний давления промывочной жидкости для оценки момента
подъема породоразрушающего инструмента. Диагностическая матрица по­
строена с использованием экспертного метода [11] и работает в пределах
обработанного статистического материала для конкретных условий бурения
Таблица 8 - Вариант диагностической матрицы по методу Байеса для оценки технического состояния
системы долото-забойный двигатель ( ЗТСШ-195, долото Ш-215,9 МЗ-ГВ )
Признак Ц
ширина спектра До>, с
преобладающая частота спектра р, с'1
высота спектра ь, с
кц
к|2
kn
kjl
^22
^23
кз|
0,2-0,5
0,500,75
0,751,50
0,100,25
0,250,30
0,300,35
30-60
Диагноз
CU
е
м
? £
&
Си
Я
«а.
си
гч
Си
си
15-30
число выбросов за нулевой уровень v С 1
кзз
ки
к«
k4j
10-15
0,0400,045
0,0350,040
0,0300,035
а
Д
си
д
/~S
/-“■к
/■—Ч
е
Q
?
d
CU
е
м.
си
си
си
е
д
си
г".
CU
D,
0,6
0,3
0,1
0,5
0,3
0,2
0,7
0,2
0,1
0,5
0,4
0,1
d2
0
0,3
0,7
0,1
0,4
0,5
0,3
0,4
0,3
0,2
0,3
0,5
50
и технических объектов. При наличии вычислительного комплекса на буро­
вой не представляет трудностей накопление статистического материала и ди­
агностирование глубинного оборудования с использованием подобных диаг­
ностических матриц.
3.3 Использование спектрально-корреляционного анализа
при диагностировании глубинного оборудования
Анализ протекающих при бурении скважин физических процессов, спе­
цифика и условия работы глубинного оборудования показывают, что эти яв­
ления часто носят случайный, непредсказуемый характер.
Спектрально-корреляционный анализ при диагностировании техничес­
ких объектов довольно широко распространен [10, 20, 21,29,31,32].
Такое применение обусловливается как простотой метода, так и его
универсальностью. Сущность спектрального анализа основана на первичном
Фурье-преобразовании входящего сигнала.
Как отмечается в работе [12], по изменению сгатистивеских характери­
стик случайных функций судят о техническом состоянии объекта, или на фо­
не помех производится изучение отдельных составляющих, характеризующих
состояние машин.
В частности, с участием авторов [2] по спектру колебаний давления
промывочной жидкости, его форме, ширине и преобладающей частоте пред­
лагается оценивать техническое состояние долот, забойных двигателей, что
очень актуально, особенно при бурении горизонтальных скважин.
На рисунках 15-17 приведены примеры спектров колебаний осевой на­
грузки, давления промывочной жидкости, момента на роторе буровой уста­
новки при бурении забойным двигателем для разных состояний глубинного
оборудования, при которых использовались записи ГИВ-2, станций АСПБ,
применяемых в Западной Сибири, Республике Татарстан, а также записи
роторного моментомера в Оренбургской области.
Анализ формы спектра колебаний осевой нагрузки показывает (рису­
нок. 15), что узкополосной процесс характерен для более эффективного
процесса бурения, для лучшего технического состояния глубинного обору­
дования. Так, на рисунке 15, а. можно видеть, что процесс бурения наи­
более эффективен с использованием надставки к валу турбобура; при бу­
рении по металлу с изношенным шпинделем или с меньшим числом осе­
вых опор у шпинделя спектр становится широкополосным, а в отдельных
случаях приближается к «белому» шуму. На рисунке 15, б можно видеть,
что бурение с демпфером характеризуется узкополосным процессом, сви­
детельствующим о более эффективной работе глубинного оборудования
при его применении. С помощью спектра колебаний осевой нагрузки мож-
51
Рисунок 15 - Спектральная плотность осевой нагрузки:
а) данные ГИВ-2. 1 - бурение с надставкой к Еалу турбобура по металлу; 2 -
бурение с надставкой; 3 - бурение с надставкой при изношенном шпинделе;
4 - бурение с меньшим числом осевых опор у шпинделя;
б) данные ГИВ-2. 1 - бурение с демпфером; 2 - бурение без демпфера;
в) данные АСПБ. Износ вооружения долота. 1 - начало долбления; 2 - конец
долбления;
г) данные АСПБ. Износ опор долота. 1 - начат о долбления; 2 - конец долб­
ления
но оценить состояние вооружения и опор долог (рисунок 15, в,г). Как прави­
ло, при новом вооружении и неизношенных опорах спектр более узкий, а при
износе опор и вооружения спектр стремится к широкополосному.
52
Как следует из рисунка 16, спектр колебаний осевой нагрузки характе­
ризует также соответствие выбранного типа долота разбуриваемой породе.
Так, на рисунке 16, а, видно, что более эффективным является использование
долота 215,9 СЗГВ с V =8.73 м/с, а на рисунке 16, б более высокая скорость
V =15,72 м/с и более узкополосной спектр соответствует долоту 215,9 ТКЗЦВ. Известно, что бурение с регулятором подачи долота более эффектив­
но, что подтверждается и формой спектров (рисунок 16, г).
S (со), мин
S (а>), мин
Рисунок 16 - Варианты спектральных плотностей осевой нагрузки:
а) данные ГИВ-2. 1 - долото 215,9 СЗГВ, механическая скорость 8,73 м/ч; 2 долото 215,9 ТКЗ-ЦВ, механическая скорость 4,96 м/ч;
б) данные ГИВ-2. 1 - долого 215,9 ТКЗ-ЦВ, механическая скорость 15,72 м/ч;
2 - долото 215,9 СЗГВ, механическая скорость 12,29 м/ч;
в) данные ГИВ-2. 1 - отработанный шпиндель; 2 - новый шпиндель;
г) данные ГИВ-2. 1 - алмазное долото с регулятором подачи; 2 - шарошечное
долото без регулятора подачи
53
Формы спектров при бурении новым и оработанным шпинделем суще­
ственно отличаются друг от друга (рисунок 16, в). Формы спектров колеба­
ний давления промывочной жидкости и момента на роторе [3], также отра­
жают техническое состояние глубинного оборудования (рисунок 17). Напри­
мер, в начале долбления и в конце долбления формы спектров и преобла-
5 (со), мин
S (а), мин
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Ой, мин
Рисунок 17 - Примеры спектральных плотностей колебаний давления
промывочной жидкости и момента на роторе при бурении
турбобуром:
а) данные АСГГБ. Колебания давления промывочной жидкости, 1 - начало
долбления; 2 - конец долбления;
б) данные АСПБ. Колебания давления промывочной жидкости, 1 - начало
долбления; 2 - конец долбления;
в) данные ГИВ-2. Колебания момента на роторе, 1 - начало долбления; 2 конец долбления;
д) данные ГИВ-2. Колебания момента на роторе, 1 - начало долбления; 2 —
конец долбления
54
дающие частоты существенно отличаются (рисунки 17, а, б, в, г). В работе
[4] дана методика диагностирования технического состояния осевой опоры
забойного двигателя без извлечения его на поверхность. Для этого перед на­
чалом бурения бурильный инструмент приподнимается над забоем и фикси­
руется эталонный спектр колебаний давления промывочной жидкости, харак­
терный для новой или работоспособной осевой опоры забойного двигателя.
В последующем определяется текущий спектр колебаний давления
жидкости (обычно при промывке скважины), сравнивается с эталонным и
принимается решение. Очень важным моментом является то, что из рассмот­
рения исключаются долото и различные по буримости горные породы, а
спектр колебаний давления при подъеме бурильного инструмента от забоя
будет характеризовать техническое состояние осевой опоры забойного двига­
теля.
Техническое состояние опор забойного двигателя можно определить и
путем измерения колебаний давления промывочной жидкости в диапазоне
инфранизких частот, вычисления параметров случайного процесса и коэффи­
циента вариации давления жидкости [5]. Для этого необходимо сравнить от­
ношение коэффициента вариации в процессе долбления V2 к коэффициенту
вариации V/ в начале долбления с эталонным значением. Превышение теку­
щего отношения V2/V l над эталонным значением говорит о необходимости
произвести замену забойного двигателя.
3.4 Диагностирование системы «долото-турбобур» с применением
теории детерминированного хаоса
В даже сравнительно простых технических системах в зависимости от
их состояния без видимых случайных источников возможны сложные не­
предсказуемые движения. Несмотря на определенные преимущества спек­
трально-корреляционного анализа при диагностировании технических систем
в ряде случаев трудно что-либо сказать об источнике, его породившем.. Явля­
ется ли сигнал шумовым или этот сигнал - продукт деятельности некоторой
системы, хотя бы и весьма сложной. Если каким-то образом удается опреде­
лить размерность этого сигнала, то проблему можно решить. Идея обработки
записи стохастических и хаотических колебаний для диагностирования сис­
темы «долото - турбобур» предлагается в работе [6].
В качестве критерия работоспособности рассматриваемой системы
принимается величина
d = И, / V; ,
( 21 )
55
i/, - корреляционная размерность временной реализации случай­
ных колебаний бурильного инструмента текущего состоя­
ния;
у2 - корреляционная размерность временной реализации случай­
ных колебаний бурильного инструмента при новом долоте.
Величина v определяется через корреляционный интеграл по наклону
зависимости Ln С(е) от L n s .
где
=
V-»* N ,.;e1
С 2) '
где ®(z) - функция Хевисайда;
Xi - вектор, описывающий положение изображающей точки в фа­
зовом пространстве в момент времени
Г,-= /„ + /• г, (/ = 1,2,..., N) :
г - некоторый заданный промежуток времени;
N - объем выборки.
Величина С(е) определяет относительное число пар точек, расстояние
между которыми не более е .
В результате обработки записей колебаний давления промывочной
жидкости, полученных на станции АГКС-4 Альметневского УБР, получены
следующие результаты. На рисунке 18 приведены зависимости LnCm(e)
от Ln s для неизношенного долота.
Если Xj - реализация одной из координат фазового пространства систе­
мы X(t), то Xj=X(t,), i = 1,2,...N; введем в разсмсУгрение новое фазовое про­
странство размерности «ш», точки которого определяются векторами
v im
I Xj+[,~.
1 сконструированными из последовательных значе­
Y
j ) ={Xj,
ний X(j = 1, 2, ..., n = N-rrt+1). При изменении t мы получим в этом простран­
стве траекторию, воспроизводящую некоторое множество, корреляционную
размерность которой vm можно вычислить по наклону кривых, приведенных
на рисунке 18. Изменяя размерность векторов Y, проанализируем зависи­
мость vm от т . Как видно, при малом т нгзслон прямолинейных участков
этих зависимостей растет с увеличением т , но затем рост угла наклона за­
медляется, и при m > 13 величина vm перестает изменяться. На рисунке 19
приведены зависимости vm = f ( m ) для рассматриваемого примера. Вид этих
зависимостей (рост с насыщением) свидетельствует о том, что зарегистриро­
ванные случайные колебания имеют детерминированную основу. По мере из­
носа долота корреляционная размерность vm растет от v7 = 4,0 до и, = 5,5.
56
Таким образом, учитывая определенные условия бурения, тип по­
род, режим бурения, эталонное значение критерия составит d 3 = 1,4. При
дальнейшем бурении с учетом изменения различных условий необходимо
Рисунок 18 - Зависимости In С„(е) от In (е) для неизношенного долота
контролировать текущее значение <«Ь> критерия и при d == (Ц принимать со­
ответствующее решение о техническом состоянии рассматриваемой системы
«долото-турбобур».
3.5 Диагностирование глубинного оборудования
с применением выбросов случайных колебаний
Из обширного комплекса проблем теории случайных процессов важное
значение имеют задачи, связанные с выбросами траектории случайного про­
цесса за некоторый уровень.
Реализация случайного процесса в виде осевой нагрузки на долото,
давления промывочной жидкости, момента на роторе и др. может несколько
раз пересекать некоторый фиксированный уровень, что принято характеризо­
вать как выбросы случайного процесса за данный уровень.
57
Оценив спектральную функцию перемещения и спектральную функ­
цию скорости, определив соответствующие дисперсии, можно вычислить
число выбросов. Выбросы рассчитываются также и с использованием кор-
Рисунок19- Зависимость
от размернсста т :
1 - новое долото;
2 - отработанное долото
реляционной функции случайного процесса. Для стационарного случайного
процесса число выбросов за уровень а составит
v
(a-j)2
_L .£ > е 2ах
2п (Ту
(2.3)
Если корреляционная функция случайной нагрузки имеет вид
K p(r) = Dpe -^ - co s ( fi v ),
(24)
где а - параметр, характеризующий степень затухания кривой
ft - средняя (преобладающая) частота функции К р(т);
Dp - дисперсия действующего случайного процесса,
то при аппроксимации случайного процесса корреляционной функцией вида
(24) при т = 0 после дифференцирования имеем
58
Kx ( r ) = Dx ( a 2 ~ p 1).
(25)
После преобразований получим формулу для расчета числа выбросов за ну­
левой уровень при корреляционной функции вида (24)
(26)
Таким образом, определение числа выбросов за нулевой уровень вклю­
чает в себя аппроксимацию .корреляционной функции, нахождение её пара­
метров а и Р и расчет по формуле (26).
Рассмотрим несколько примеров на основании обработки записей осе­
вой нагрузки на долото и давления промывочной жидкости, полученных
станцией АСПБ при бурении скважин ПО «Нижневартовскнефтегаз».
На рисунке 20 показаны кривые, характеризующие изменение выбросов
осевой нагрузки за нулевой уровень в зависимости от износа долота в начале
и конце долбления. В начале долбления изменение выбросов несущественно,
наблюдается небольшой скачок в период приработки долота. Число выбросов
увеличивается в конце долбления при неизношенном долоте и снижается по
мере износа долота.
В зависимости от типа турбобура наблюдается некоторое различие в
изменении числа выбросов. Так, диапазон изменения числа выбросов от ко­
эффициента вариации у турбобура А7ГО больше, чем у турбобура ЗТСШ1195ТЛ (рисунок 21), что объясняется особенностями профилирования лопа­
ток его турбин.
Сравнивая рисунки 22 и 23, можно видеть, что изменение выбросов
давления промывочной жидкости от износа долота для разных турбобуров
отличается, подчеркивая разную их гидравлическую характеристику.
Из рисунка 24 следует, что с ростом глубины скважины отмечается не­
которое увеличение числа выбросов за нулевой уровень. Это можно объяс­
нить недогрузкой турбобура с глубиной и возможной выработкой ресурса за­
бойного двигателя.
Анализ приведенных материалов показывает, что число выбросов за
нулевой уровень осевой нагрузки на долото, давления промывочной жидко­
сти отражает особенности процесса бурения и технического состояния глу­
бинного оборудования
Проведенные исследования позволили разработать способ регулирова­
ния оптимальной осевой нагрузки на долото при бурении скважин [30]. За
критерий оптимальности принимает ся число выбросов осевой нагрузки за ус­
тановленный пороговый уровень после приработки долота. В процессе буре­
ния поддерживают оптимальную осевую нагрузку на долото (Р), ориентиру­
ясь на принятый критерий. По мере накопления опыта и статистического ма-
59
териала для соответствующего геологического разреза, применяемых типов
долот, забойных двигателей, компоновок низа бурильной колонны, углов исV
0,25
0,20
0,15
0,10
Рисунок 20 - Выбросы осевой нагрузки п изменение коэффициента ва­
риации в зависимости от «носа долота (обработка дан­
ных АСПБ):
1 , 3 - начало долбления; 2, 4 - конец долбления;
------ изменение выбросов;
------изменение коэффициента вариации
Рисунок 21 - Число выбросов давления тромывочной жидкости за ну­
левой уровень в зависимости от коэффициента вариации
при бурении турбобурами ЗТСШ1-195ТЛ и А7ПЗ:
1 , 3 - начало долбления; 2, 4 - конец долбления;
------ турбобур ЗТСШ1-195 ГЛ;
------турбобур А7ПЗ
60
0,01
Рисунок 22 - Выбросы давления промывочной жидкости и изменение
коэффициента вариации в зависимости от износа долота
(турбобур ЗТСШ1-195ТЛ):
1 , 3 - начало долбления; 2, 4 - конец долбления;
------ изменение выбросов;
------изменение коэффициента вариации
Рисунок 23 - Выбросы давления промывочной жидкости и изменение
коэффициента вариации в зависимости от износа долота
(турбобур А7ПЗ):
1 , 3 - начало долбления; 2, 4 - конец долбления;
------ изменение выбросов;
------изменение коэффициента вариации
61
а, с1
V, сл
0,05
0,04
0,03 ■■■■
0,1
0,02
О
500
1000
1500
2000
•>- И,м
Рисунок 24 - Изменение параметров сх, Р и числа выбросов за нулевой
уровень v давления промывочной жидкости в зависимо­
сти от глубины скважины Н (турбобур ЗТСШ1-195ТЛ)
кривления скважин, параметров режима бурении может устанавливаться свой
критерий оптимальности по числу выбросов в интервале а, - cti (рисунок 25)
и поддерживаться в процессе бурения.
Практическая реализация предлагаемого способа заключается в сле­
дующем. На устье скважины на неподвижном конце талевого каната устанав­
ливается первичный преобразователь (датчик, рисунок 25). Далее сигнал по­
ступает на блок нормирования, который обеспечивает согласование выход­
ных сигналов датчика с диапазоном выходных сигналов аналого-цифрового
преобразователя. Блок обработки и управления обрабатывает полученные ре­
зультаты, вычисляет число выбросов колебаний осевой нагрузки, сравнивает
их с установленным критерием и выдает информацию на блок индикации.
Автоматически или с помощью ручной подачи 'блок управления) устанавли­
вается или поддерживается оптимальная осевая нагрузка. Способы, предла­
гаемые в третьем разделе, могут использоваться при диагностировании тех­
нического состояния нефтепромыслового оборудования, при использовании
щелевого перфоратора обсадных колони для восстановления бездействующих
нефтяных скважин и друг их технических объектов.
62
Рисунок 25 - Способ регулирования осевой нагрузки
63
4 СИСТЕМА МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ
НЕФТЕПРОМЫСЛОВОГО ОБОРУДОВАНИЯ
Современный мониторинг состояния машинных агрегатов основан на
сборе огромных объемов данных, их анализе и выводе информации о техни­
ческом состоянии агрегата. На современном действующем производстве тре­
буется определенная быстрота и точность в анализе полученных данных, что
становится затруднительным даже для професс зональных экспертов, учиты­
вая тот факт, что мощность сборщиков информации постоянно растет. По­
этому ведущие фирмы, занимающиеся системой мониторинга - “DLT’, “CSI”,
“SKJF”, “TEC”, “D1AMEX”, - особое внимание уделяют автоматизации диаг­
ностики, исключению эксперта из процесса. Одной из ведущих фирм являет­
ся американская фирма “DLI Engineering”, разработавшая наиболее опти­
мальную систему мониторинга, которая заключается в разделении сбора дан­
ных и их анализе. Такой подход одновременно решает две важные задачи:
1) упрощается конструкция вибрационного сборщика данных, повышается
его надежность, что позволяет проводить измерения в жестких условиях
современного производства без специальной подготовки персонала;
2) анализ технического состояния машинных агрегатов выполняет обычный
персональный компьютер, автоматически выявляя дефекты оборудования
по результатам измерений вибрации машин. Программа позволяет выявить
неисправности задолго до поломки оборудования и экономить на ремонте
значительные средства.
При анализе основных технических особенностей приборов «DLI» по
сравнению с приборами других фирм выявлены следующие преимущества:
1) точность системы составляет 90% в типичных новых программах монито­
ринга и превышает 96% после начальной проработки, когда накоплено не
менее 6 наборов данных для обследуемой машины;
2) сбор данных идет одновременно по трем каналам, что позволяет распозна­
вать малые изменения на ранних стадиях;
3) датчик фирмы «DLI» жестко крепится в гнезде, постоянно закрепленном
на поверхности машины, а сборщик данных ;штоматически распознает но­
мер гнезда, на котором ведется запись данные;
4) ясность диагностических сообщений и рекомендаций по ремонту, что не
требует интерпретации обслуживающим персоналом.
Специалисты, занимающиеся вопросами диагностики, должны выде­
лить следующие основные направления в своей заботе.
Е Мониторинг состояния оборудования:
а) подготовительная работа (создание норм вибраций, измерительных точек,
измерение и введение базы данных, компьютерное хранение информации и
т.д.);
б) непосредственное измерение на агрегатах, ведение статистики и тщ.
2. Выяснение причин повышенной вибрации.
64
3. Уравновешивание ротора в собственных подшипниках и его баланси­
ровка.
Избыточные динамические силы являются изначальной причиной лю­
бой вибрации, поэтому справедливо записать
Ht> =
0
Hit) = 0
V
где F(t) - динамическая сила;
H(t) - передаточная функция системы, которая является преобра­
зующим членом, формирующая силу и передающая её на объект;
V - вибрация.
Для поиска причин повышенной вибрации необходимо:
найти источник вибрации;
' проанализировать передаточную функцию.
Любое изменение вибрации означает, что изменилась динамическая си­
ла, а также передаточная функция системы. На современном западном произ­
водстве получили распространение два основных метода выявления переда­
точной функции H(t). Эго экспериментальное получение H(t) с помощью
«вибратора», частоту которого можно менять, и способ импульсного возбуж­
дения «ударным молотком». В этом случае после удара в объекте возникает
группа собственных колебаний, датчики проводят поиск входных и выходных
сигналов и с помощью математического анализа получают H(t). Работа узла в
резонансной зоне приводит к появлению трещин, усталости металла. Чтобы
избежать этих отрицательных явлений, необходимо либо увести систему от
частоты H(t), либо изменить вынуждающую силу F(t).
Для измерения вибрационных процессов используют «вибродатчики» приборы, преобразующие вибрацию в электрический сигнал, пригодный для
последующей оценки. Так как вибрацию можно выразить через ускорение,
скорость и смещение, то и датчики соответственно подразделяются на три
группы.
1.
Датчики, измеряющие смещение или «относительную вибрацию»;
измеряют зазор между колеблющейся поверхностью и неподвижной опорой.
Эти датчики нашли применение в штатных системах контроля, когда с них
непрерывно снимается информация и при каких-либо критических значениях
вибрации агрегат автоматически отключается. В нефтегазовой промышлен­
ности они используются мало, так как имеют довольно много недостатков.
Отметим некоторые:
а) повышенная шероховатость поверхности может привести к получению пе­
ременного сигнала от датчика и при отсутствии вибрации;
б) так как при работе прибора в результате подачи переменного напряжения
возникает переменное магнитное поле, вихревые токи Фуко, а поверхность
имеет различную электромагнитную проницаемость, то имеем погрешность
сигнала (вибрации нет, сигнал есть).
65
2. Датчики, измеряющие виброскоросгь, или абсолютную вибрацию
поверхности. Эти датчики доминировали в производстве лет 10 назад, также
имея определенные недостатки. Имея собственную частоту 5-10 Гц, они соз­
дают резонансы в этой области частот. Внутри корпуса датчика на двух пла­
стинчатых пружинах подвешен сердечник-проводник. Пластинчатые пружи­
ны очень чувствительны к ударным нагрузкам и ломаются. Со временем
свойства пружин теряются и понижается чув1Ггвительность датчика.
3. Датчики виброускорения или «пьезодатчики» - наиболее распростра­
ненные в современных условиях. В них используются природные или искус­
ственные материалы с «пьезоэффектом». Если воздействовать на них с ка­
кой-либо силой, то на концах материала появится заряд, пропорциональный
этой силе, т.е. измеряется не сила, а ускорение колебаний поверхности объек­
та.
Наиболее информативными с точки зрения контроля технического со­
стояния механической части нефтепромысловых машин и механизмов явля­
ются данные абсолютной и относительной вибрации их узлов и деталей. Это
наряду с возможностью максимальной автоматизации сбора, обработки и
анализа вибродиагностической информации предопределило главенствую­
щую роль средств и методов вибрационной диагностики в системе монито­
ринга технического состояния сложного нефтепромыслового оборудования.
4.1 Принципы вибродиагностированил УЭЦН
Эксплуатация нефтяных скважин механизированным способом, в част­
ности, при помощи УЭЦН связана со значительными затратами на ремонт по­
гружного оборудования. Эго объясняется дороговизной погружных насосов,
их сравнительно малым сроком службы, связанным с тяжелыми условиями
эксплуатации, а также высокой стоимостью спуско-подъемных операций.
Снижение этих затрат возможно при внедрении методов контроля за техниче­
ским состоянием погружного оборудования.
Целью вибродиагностических исследоЕаний УЭЦН является определе­
ние характерных составляющих в спектрах в -горосигналов, частотных диапа­
зонов измерения, определения информативных измерительных точек, состав­
ление заключения о пригодности погружного электродвигателя (ПЭД) к экс­
плуатации.
Контроль технического состояния УЭЦН можно вести двумя путями.
Первый - это контроль вибрационных параметров непосредственно в скважи­
не при помощи вмонтированных в корпус аасоса датчиков, что позволяет
предотвратить «полет» установки, вызванный резким повышением вибрации.
Его недостаток - невозможность суждений о причине и характере неисправ­
ности. Второй метод - снятие вибрационных характеристик при входном и
выходном контроле УЭЦН з ремонтном предприятии, позволяющий онреде-
66
лить состояние установки, выявить конкретные неисправности, предотвра­
тить отправку на скважину неисправного оборудования.
Для проведения мониторинга технического состояния УЭЦН использу­
ется портативный виброанализатор фирмы «CSI» (США), совместимый с пер­
сональным компьютером. В его состав входят:
1) анализатор данных типа 2 I I 5, с помощью которого проводятся периоди­
ческие обследования, дополнительный оперативный анализ статических и
динамических данных;
2) выносной датчик акселерометр, выполненный в виде щупа;
3) пакет компьютерных программ «Master Trend» - для обработки результа­
тов измерений и составления баз данных.
Виброанализатор позволяет проводить замеры вибрации в диапазоне
2 - 1500 Гц с динамическим диапазоном 70 dB. Запоминающее устройство
имеет объем памяти 832 кБ. Анализатор может хранить в памяти 1300 спек­
тров.
Для запуска программы «Master Trend» необходимо выполнение неко­
торого объема работ:
1) разработка и создание базы данных по всем установленным агрегатам, по­
ставленным под контроль, для упорядоченного хранения собираемой ин­
формации в определенных временных интервалах;
2) проведение исследовательских работ на действующем оборудовании с це­
лью поиска информативных точек измерения, выбора частотного диапазо­
на для каждой точки, определения частот неисправностей;
3) создание маршрутов обхода измерительных точек при проведении мони­
торинга;
4) разработка норм вибрации (уровень предупреждения и неисправности для
каждой контролируемой частотной полосы по всем измерительным точ­
кам);
5) разработка методики определения причин повышенной вибрации по ре­
зультатам измерений при мониторинге.
Выбор измерительных точек является одной из самых ответственных
задач при создании структуры базы данных для конкретного типа агрегата,
поскольку во многом определяет информативность полученных данных и
достоверность диагностических решений, а с другой стороны, трудоемкость
проведения замеров и объем информации, требующий обработки и анализа.
Замеры вибрации проводятся на стенд-скважине после прогрева и об­
катки двигателя в течение 1-го часа. Двигатель подвешивается на фланце
скважины с помощью хомута элеватора. Производят замеры, устанавливая
щуп в определенные точки на головке двигателя: три радиальные, располо­
женные с интервалом 120°, и одну осевую на торце шпильки головки ПЭД.
По окончании замеров информация перекачивается в компьютерную базу
данных. После анализа полученного виброспектра дается заключение о при­
годности ПЭД к комплектации. Расшифровка спектрограммы основана на со-
67
поставлении уровней вибрации на отдельных частотах с предельно допусти­
мыми значениями. Таблица, содержащая предельные значения вибрации на
определенных частотах с указанием характерных неисправностей, получена
путем статистического анализа базы данных, накопленной за несколько лет.
Методика вибродиагностики УЭЦН в сборе проводится на стенд-сква­
жине в подвешенном состоянии. Для этого установку монтируют в обычном
порядке и на ловильную головку верхней секции устанавливают задвижку с
манометром. На выходной патрубок задвижки надет резиновый шланг, со­
единяющий насос со сливной линией. К корпусу задвижки приварены про­
ушины для стропов электротельфера. Сборка, подвешенная на тельфере,
спускается в скважину, заполненную жидкостью.
ПЭД-5
ПЭД -ПЗД32-117
- I P ПЕРВАЯ 1
Спектр Дисплей
08-ФЕВ-96 08:55
СКВ = 10,77 V-DG
НАТР = 100,0
О/М = 1 W
О/С 45,48
ШТ,Ц . I НПК IIP
А=1 «ИЗГИБ ВАЛА
: 50,00
В=2*ПОДШИПНИКИ
: 100,0
С=3*ОСЛАБЛЕНИЕ
: 150,0
D-ПОДПЯТНИК: 300,0
100
200
300
ЧАСТОТА, ГЦ
Метка: А227306 И ЗГИ Б ВАЛА
400
560
ЧАСТ:
ПРДК:
Г НИ»!
49,<7
1,000
10,67
Рисунок 26 - Виброспектр, измеренный в первой радиальной точке
верхней секции насоса
Снятие вибрационных характеристик насоса производится в режиме
номинальных нагрузок. Задвижкой устанавливается давление на выходе на­
соса, соответствующее его номинальной производительности. Вибрацию из­
меряют в трех радиальных точках, расположенных в районе верхнего под­
шипника насоса и соориентированных под уг лом 120°, и одной аксиальной,
расположенной на фланце задвижки. При проведении диагностических работ
возможно параллельное измерение напорной эарактеристики УЭЦН. Анализ
68
технического состояния УЭЦН производится на основе сопоставления обще­
го среднеквадратического значения вибрации с предельно допустимым зна­
чением, которое установлено опытным путем, и делается заключение о при­
годности УЭЦН к эксплуатации.
Каждый тип оборудования - ПЭД 22, ПЭД 32, ПЭД 45, ПЭД 63,
ПЭД 90, ПЭД 125, УЭЦН в сборе (насос), имеет собственную базу данных,
обеспечивающую доступ к результатам любого замера. Структура каждой ба­
зы строится по принципу: тип машины -» порядковый номер машины —» из­
мерительная точка -» дата и время замера. Каждый тип машины включает
возможность последовательного испытания двенадцати машин одного типа
одновременно. Каждая секция насоса диагностируется по четырем точкам.
ПЭЛ-3
УЭЦН - ПЭД22-103
-2Р ВТО РАЯ Р А Д И А Л к н л я
Спектр Дисплей
25-ЯНВ-94
10:13
СКВ = 8,42 V-DG
НАТР * 100,0
О/М - 2907
О /С <9,43
цщ щ цщ щ цц
А=1 "И ЗГИ Б ВАЛА
: 50,00
В -2Ч Ю Д ШИДНИКИ
: 100,0
С=3*ОСЛАБЛЕВИЕ
: 150,0
D - ПОДПЯТНИК: 100,0
100
200
300
ЧАСТОТА, Г Ц
400
500
ЧАСТ:
ПРДЮ
СПЕЦ:
49,30
,999
0,282
Метка: 19742 И З Г И Б В А Л А
Рисунок 27 - Виброспектр, измеренный во второй радиальной точке
верхней секция насоса
Анализ эксплуатации УЭЦН, использующей электропусковую установ­
ку (ЭПУ), показал, что самой сложной проблемой являются обрывы с уходом
на забой ЭПУ или её части (так называемые «полеты»). Причиной обрывов
является усталостный износ. Статические нагрузки, возникающие в условиях i
скважины, не могут приводить к «полетам», их причина - динамические на­
грузки, вибрация.
69
Укрепление соединения между головкой и верхней секцией насоса пу­
тем замены фланцевого соединения на резьбовое привело лишь к перемеще­
нию зоны обрыва от указанного соединения ВЕерх и вниз по установке. По­
этому целесообразно проводи ть послеремонгньй вибродиагностический кон­
троль ЭПУ, позволяющий определить конкретный вид дефекта, и на основе
этого - предотвратить поставку на скважину заведомо низконадежного обо­
рудования.
При измерении вибрации в информативных точках ПЭД выявлены сле­
дующие характерные частоты:
20-25 Гц - субгармоники (частоты вращения ротора/вала);
50 Гц - оборотная частота вращения ротора ПЭД (вала ЭПУ);
75 Гц - полуторные частоты от оборотной частоты ротора/вала;
100 Гц - двойная частота от оборотной частоты вращения ротора/вала;
150 Гц - третья гармоническая составляющая о~ оборотной частоты;
300 Гц - подпятник конструктивно имеет шесть секторов соприкосновения с
пятой (z = 6, поэтому f = z n = 6-50 = 300 Гц).
УЭЦН-ПЭД32-Ш
Рисунок 28 - Виброспектр, измеренный в вертикальной точке на
головке верхней секции насэса
На рисунках 26 и 27 в качестве примеров приведены виброспектры, из­
меренные в первой и второй радиальных точках верхней части первой секции
70
насоса, указывающие на одну и ту же неисправность - изгиб вала двигателя,
а на рисунке 28 - виброспектр, измеренный в первой вертикальной точке на
головке верхней секции насоса, что характерно для такой неисправности, как
динамический «вылет» ротора. В таблице 9 приведены основные дефекты и
неисправности для различных ПЭД, установлены критерии по частотам и
предельно допустимые уровни вибрации по среднеквадратичным значениям
виброскорости.
Таблица 9 - Предельно допустимые уровни
критерии для различных ПЭД
Измерительные
Возможные дефекты
точки - частота
колебаний, Гц
Р-25
Р-50
Р-75
Р-100
Р-150
Р-300
А-50
А -100
вибрации и частотные
ПЭД-22,
ПЭД-45,
ПЭД-32,
ммУс
Ухудшение циркуляции
5,0
масла, плохое прилега­
ние узла «пята-подпят­
ник»
Изгиб корпуса или вала,
5,5
износ подшипников ро­
тора, дефект при сборке,
обрыв стержней в паке­
тах ротора
Повреждение поверхно­
3,5
сти подпятника
Двойное изгиб вала и
5,0
корпуса, эллипсоидность
подшипников качения
Незакрепленность дета­
4,0
лей
Подпятник
2,0
Динамический «вылет»
6,0
ротора
Расслоение пакетов ста­
4,0
тора, межвитковое замы­
кание обмотки статора
ПЭД-63,
ПЭД-90,
ПЭД-125.
мм/с
5,5
6,0
4,0
5,5
4,5
2,5
6,5
1
4,5
4.2 Оценка технического состояния наземного бурового
оборудования
В настоящее время предпринимаются первые шаги по внедрению раз­
личных методов технической диагностики в эксплуатацию крупных машин-
71
ных агрегатов, применяемых в бурении, при добыче и транспортировке неф­
ти. Рассмотрим результаты промысловых измерений общего уровня вибрации
и виброспектров некоторых видов наземного бурового оборудования в про­
цессе эксплуатации, проведенные на буровой установке Бу-3000 ЭУК-ЗМ при
бурении группы скважин на кустах № 32, 33, 46 ПО «Ноябрьскнефтегаз»,
приведенные в таблице 10.
В таблице 10 приведены результаты виброизмерений на следующих
технических объектах: 1) компрессор 4ВУ1-5^9; 2) буровой насос У НЕ - 600
Таблица 10 - Результаты измерений инте нсивности вибрации
Тип меха­ Рабочий диапазон интен- Характерные частоты, Гц
низма, из­ сивности вибрации, мм/с
меряемый
узел меха­
низма
X
Z
X
Y
Y
Z
1
2
3
4
5
6
7
1) Электро­
двигатель '
Подшипник
№ 1
Подшипник
№2
2) Подшип­
ник № 1
трансмис­
сии
Подшипник
№ 2 транс­
миссии
Подшипник
№ 1 транс­
миссии вала
Подшипник
№ 2 транс­
миссии вала
Подшипник
№ I криво­
шипа
Подшипник
№ 2 криво­
шипа
2,8-26,0
5,5-22,5
9,0-23,0
25,
40
25,
60,
20,
40, 25,
90
40 20,
7,0-19,0
6,5-14,5
6,0-17,0
20,
40
4,5-14,5
8,5-15,5
9,0-19,0
20,30,40 20,30,40 20,30,45
4,5-7,0
3,8-10,0
5,6-9,0
25,
50
25,
40
5,0-9,0
3,0-9,0
3,8-9,0
25,
75
30,
60
45, 30, 60,
90, ПО
3,0-5,0
5,0-9,0
2,0-4,5
25, 50, 25, 50, 25, 50,
130
100, 140 100
3,5-5,0
4,5-8,0
3,0-7,5
25,
35
4,4-7,0
3,5-11,5
3,0-11,0
25, 50, 20, 50, 25,
100
70, ПО 70,
4,0-8,5
4,2-12,0
3,0-12,0
25, 70, 25, 50, 25, 50,
ПО
80, 100 85, 130
40
45
25,50,80
50, 25, 50, 25, 50,
100, 130 100
50,
90
72
Продолжение таблицы 10
1
2
3
4
3) Электродвигатель
Подшипник
№ 1
Подшипник
№2
Рабочее колесо
2,5-30,0
1,0-26,0
3,0-21,0
3,0-26,0
4,0-22,5
3,5-16,0
3,5-17,5
4,0-10,0
3,5-18,5
4,0-16,0
3,5-12,5
4,0-26,0
7,0-16,0
4,0-14,0
8,0-10,0
7,0-17,0
5,0-7,0
8,0-10,0
7,0-14,0
7,0-11,0
5,0-8,0
6,0-10,0
6,5-11,5
6,5-10,0
4,0-10,0
3,5-6,0
3,0-6,0
6,0-11,0
5,5-12,0
5,0-9,5
4) Подшипник № 1
Подшипник
№2
5) Подшипник № 1
Подшипник
№2
6) Подшипник№ 1
Подшипник
№2
7
6
5
25,
60
25,
60
25,
60
25,
40, 20,
60
40, 20,
60
40, 20,
40
40 20,
50
40, 20,
60
40, 25,
55
30, 20,
40
30, 25,
40
25,
100
25,
50
25,
ПО,
25,
75,
25,
100
25,
100
50, 20,
60,
35, 20,
50
70, 20,
150 60
50, 20,
110 50
50, 20,
90
60, 25,
100
40, 20,
100 60
30, 20,
60
40, 20,
40
30, 20,
60
70, 20,
50
50, 25,
70
зо,
40,
35,
40,
30,
30,
30,
50,
(трансмиссионный вал и опора кривошипно-шатунного механизма); 3) шла­
мовый насос 6Ш-8/2; 4) асинхронный двигатель АКБ-500; 5) коробка переме­
ны передач КПЦ-700; 6) лебедка ЛБУ- 1200К (трансмиссионный вал).
В качестве измерительной аппаратуры использовался вибродиагностический комплекс, состоящий из измерителя шума и вибрации типа ВШВ-003М2, анализатора спектра типа СК4-56 и самописца Н 307/1.
Точки измерения преимущественно выбираются в местах передачи
энергии вибрации на упругое основание или другие части системы. Для изу­
чаемых подшипниковых опор наземного бурового оборудования измерения
проводились в трех взаимно перпендикулярных направлениях (X,Y,Z). Z-ось
вращения изучаемого объекта; Y- вертикальная ось, перпендикулярная к ус­
тановочной плоскости; Х-горизонтально-поперечное направление.
Вибропреобразователи следует крепить в соответствии с рекоменда­
циями предприятия-изготовителя средств измерения вибрации. Жесткость
крепления вибропреобразователя должна быть такой, чтобы основная частота
собственных колебаний крепления была в 2-3 раза выше максимальной час-
73
тоты колебаний, подлежащих измерению согласно ГОСТ 13731 - 68. В ис­
пользуемом вибродиагностическом комплексе вибродатчики крепились спе­
циальным магнитом.
Измерения вибрации наземного бурового оборудования проводились 4
раза за все время их эксплуатации при разбуривании скважин на трех кустах в
течение года.
В результате для каждого объекта установлены допустимые уровни
виброскорости, максимальные значения которых можно принять в качестве
критерия работоспособного состояния и придерживаться этих критериев при
последующих измерениях. Также установлекы характерные частотные со­
ставляющие для каждого вида оборудования.
В качестве примера рассмотрим диагностирование технического состо­
яния шламового насоса 6Ш-8/2, результаты виброизмерений которого пред­
ставлены в таблице 10. При определении причин колебаний любого машин­
ного агрегата следует придерживаться схемы, представленной на рисунке 29.
Рисунок 29 - Этапы вибродиагностирования нефтепромыслового
оборудования
На первом этапе необходимо провести контурные обследования для
определения жесткости крепления атрегата на раме, а рамы на фундаменте, и
измерить вибрацию в местах, где возможно ослабление жесткости крепления
узлов, элементов и механизмов в целом. У шламового насоса значения вибро­
скорости, измеренные в таких точках, как: на крышке подшипника; в месте
где крышка притягивается болтами к подшипниковой опоре; на лапах элек­
тродвигателя и корпуса насоса - не превысили значения 1,5-3,5 мм/с, что
вполне допустимо. Плохая жесткость крепленгя наблюдается в случае, когда
74
происходит резкое изменение вибрации в 2 и более раза в локальной точке
системы. Если в процессе обследования возникают сомнения в плотности
крепления, необходимо провести измерения в близлежащих местах, на съем­
ной части подшипника, на стояке подшипниковой опоры и т.д. После того,
как убедились, что жесткость крепления шламового насоса нормальная, мож­
но перейти к следующему этапу анализа причин вибрации, а именно: неис­
правностям .электромагнитного происхождения.
Для неисправностей электромагнитного происхождения характерно то,
что уровень вибрации резко падает при отключении электродвигателя от се­
ти. Вибрация на подшипниковой опоре электродвигателя шламового насоса
составила: V x = l3 мм/с, Уу=5мм/с, V z= 1,5 mm/ c. После отключения электро­
двигателя вибрация составила Vx=10,5 mm/ c; Уу=4мм/с; V ^ I^ I mm/c, что по­
зволило сделать вывод об отсутствии помех электромагнитного происхожде­
ния. Наиболее часто встречающиеся дефекты электромагнитного происхож­
дения связаны в основном с несимметричным режимом нагрузки двигателя,
что приводит к значительному возрастанию вибрации на частоте 2FC, где Fcсетевая частота. При неправильной проточке статора или сборке двигателя,
возникновении деформации статора при нагревании может появиться нерав­
номерность воздушного зазора между статором и ротором, что вызывает по­
вышенную вибрацию на частоте 2P-Fc-k, где Р - число пар полюсов, к - но­
мер гармоники, в большинстве случаев к = 2. Изменение магнитной проводи­
мости может вызвать вибрацию на удвоенной частоте сети. Если неисправно­
сти электромагнитного происхождения не обнаружены, то причины повы­
шенной вибрации вызваны механическими или гидродинамическими дефек­
тами.
На рисунке 30 представлены диаграммы изменений уровня виброскоро­
сти для выявленных основных частотных диапазонов вибрации подшипника
электродвигателя шламового насоса. Измерения вибрации проводились при
разбуривании группы скважин на трех кустах одной буровой установкой в
течение года четыре раза (Si, S2, ... , S 4 ). Установлено, что преобладающая
величина виброскорости во всех трех плоскостях измерения характерна для
первого частотного диапазона (20-25 Гц), или для оборотной частоты, причем
другие составляющие вибрации намного меньше (в 5-10 раз). Это соответст­
вует неисправности (неуравновешенность ротора) или такому состоянию ро­
тора, которое во время вращения вызывает переменные нагрузки на свои опо­
ры и его изгиб с частотой, равной частоте вращения ротора.
Возможны различные виды неуравновешенности роторов, которые
приведены на рисунке 31. При статической неуравновешенности ротора ось
ротора и его главная центральная ось инерции параллельны, при динамиче­
ской неуравновешенности они пересекаются не в центре масс или перекре­
щиваются, а при моментной неуравновешенности - оси пересекаются в цен­
тре масс. Разборка шламового насоса после длительной эксплуатации показа­
ла, что неуравновешенность ротора связана с односторонним износом цапф
Рисунок 30 - Диаграммы изменения урэвня виброскорости (S) трех
частотных диапазонов подшипника электродвигателя
шламового насоса 6-Ш-8/2
ков промывочной жидкости.
Но возможен случай, когда кроме оборотной составляющей вибрации,
присутствует вибрация на других частотах, тогда возможно, что неуравнове-
76
Рисунок 31 - Виды неуравновешенности роторов:
а - статическая неуравновешенность;
б - динамическая неуравновешенность;
в - моментная неуравновешенность;
А, В - подшипниковые узлы;
R - усилие реакции подшипниковых узлов;
F - главный вектор сил инерции;
Р - Р - пара сил моментной составляющей неуравновешенности
Рисунок 32 - Диаграммы изменения уровня виброскорости (S') трех
тастогных диапазонов подшипника №1 шламовог о на­
соса 6-Ш-8/2
Если существует расцентрозка аалов насоса и злектродвитатетя, то "на
вызывает вибрацию на передних подшипниках насоса и двигателя одновре-
78
менно, проявляется на 1-й или 2-й оборотной составляющей в радиальных и
осевых точках измерения, что хорошо заметно на рисунке 32.
Рисунок 33 - Расцентровки при сборе по дефектным полумуфтам:
А, В, С, D - подшипниковые опоры;
R - реакции подшипниковых опор;
1 ,2 - ведомый и ведущий валы;
3 - проставки;
4 - зубчатые полумуфты
Следует выделить два возможных варианта расцентровки;
1) вследствие несовпадения осей валов;
2) дефекты, возникающие при изготовлении полумуфт.
Расцентровки, возникающие в результате сборки по дефектным полумуфтам, встречаются реже. В этом случае возникающие дополнительные на­
грузки для различных подшипниковых узлов могут как совпадать по на­
правлению (рисунок 33, в), так и принимать противоположные направления
(рисунок 33, а), т.е. действовать в противофазе. Характерной особенностью
данных нагрузок является их динамический характер. Точки приложения на­
грузок жестко связаны с полумуфтами и в щюцессе вращения нагрузки из­
меняют свое направление на 360° за один обо;ют вала, что приводит к изме­
нению нагрузок на подшипники с частотой, совпадающей с частотой враще­
ния вала. Наличие расцентровок, приводящих к дополнительным нагрузкам,
может служить причиной появления других неисправностей - износ вклады­
шей подшипников скольжения, износа зубьев в зубчатом зацеплении полумуфт и т.д. Таким образом, представляя признаки, сопутствующие различным
неисправностям, и анализируя вибросостояние машинного агрегата, можно с
определенной вероятностью определить неисправность, которая вызывает
его вибрацию.
80
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
[. Авербух Б.А., Калашников Н.В., Кершенбаум Я.М., и др. Ремонт и монтаж
бурового и нефтепромыслового оборудования: Учебное пособие. - М.: Не­
дра, 1976.-3 6 8 с.
2. А.с. № 1427059 (СССР). Способ определения степени износа породораз­
рушающего инструмента / Е.И. Ишемгужин, В.У. Ямалиев, Б.З. Султанов
и др. - Заяал. 08.09.86, № 4142241/22-03; Опубл. 30.09.88 // Открытия. Изо­
бретения. - 1988. - № 36.
3. А.с. № 1506094 (СССР). Способ определения работоспособности породо­
разрушающего инструмента / Е.И. Ишемгужин, Б.З. Султанов, В.У. Яма­
лиев и др. - Заявл. 03.09.87, № 4301919/23-03; Опубл. 07.09.89 // Открытия.
Изобретения. - 1989. - № 33.
4. А.с. № 1555469 (СССР). Способ определения степени износа породоразрушающего инструмента / Е.И. Ишемгужин, Б.З. Султанов, В.У. Ямалиев
и др. - Заявл. 27.06.88, № 4448583/31-03; Опубл. 07.04.90 // Открытия.
Изобретения. -1 9 9 0 . - № 13.
5. А.с. № 1629455 (СССР). Способ определения степени износа опор турбо­
бура / Е.И. Ишемгужин, Б.З. Султанов, В.У. Ямалиев, О.А. Заж ина - За­
яви. 10.03.88, № 4391324/03; Опубл. 23.02.91 // Открытия. Изобретения. 1 991.-№ 7.
6. А.с. № 1800011 (СССР). Способ определения работоспособности породо­
разрушающего инструмента / А.Х. Мирзаджанзаде, Е.И. Ишемгужин,
В.У. Ямалиев и др. - Заявл. 12.02.91, № 4910926/03; Опубл. 07.03.93 // От­
крытия. Изобретения. - 1993. - № 9.
7. Аристов А.И., Валков П.Н., Дубицкий Л.Г. и др. Ремонтопригодность ма­
шин. - М.: Машиностроение, 1975. - 368 с.
8. Башмакова В.Н., Болдырева Т.И. Классификация методов диагностирова­
ния сельскохозяйственной техники /Инженерно-техническое обеспечение
сельского хозяйства Сибири. - Новосибирск: ВАСХНИЛ. Сибирское отде­
ление, 1982. - С. 58-64.
9. Бельских В.И. Диагностирование и обслуживание сельскохозяйственной
техники. - М.: Колос, 1980. - 575 с.
10. Бендат Дж., Пирсол А. Применение корреляционного и спектрального
анализа; Пер. с англ. - М.: Мир, 1983. - 312 с.
11. Бешелев С.Д., Гурвич Ф.Г. Математико-статистические методы эксперт­
ных оценок . Изд. 2-е, перераб. и доп. - М.: Статистика. 1980. - 263 с.
12. Биргер И.А. Техническая диагностика. - М.: Машиностроение, 1975. 240 с.
13. Болотин В.В. Прогнозирование ресурса машин и конструкций. - М.: Ма­
шиностроение, 1984. - 312 с.
14. Вентцель Е.С. Теория вероятностей. - М.: Наука, 1969. - 576 с.
81
15. Гайдукевич В.И., Титов В.С. Случайные нагоузки силовых электроприво­
дов. - М.: Энергоатомиздат, 1983. - 160 с.
,6. ГОСТ 18353 - 79. Контроль неразрушающий. Классификация видов и ме­
тодов. - Взамен ГОСТ 18353 - 73; Ввел, с 01.07.80. - М.: Изд-во стандартов,
1980. -1 7 с.
17. ГОСТ 20911-89. Техническая диагностика. Основные термины и опреде­
ления. -В вед с 01.07.90. - М.: Изд-во стандартов, 1990. - 14 с.
18. ГОСТ 27002-86. Надежность в технике. Термины и определения. - Взамен
ГОСТ 13377-75; Введ. с 01.07.87. -М .: Изд-во стандартов, 1987.-30 с.
19 .ГОСТ 27103 - 83 .Критерии отказов и предельных состояний. - Введ. с
01.07.84. - М.: Изд-во стандартов, 1983. - 5 с.
20. Дженкинс Г., Бате Д. Спектральный анализ л его приложения. - М.: Мир,
1971.-364 с.
21. Ибрагимов В.И. Решение обратной задачи по определению усилий, дейст­
вующих на долото в процессе бурения, по устьевым записям вибраций ве­
роятностно-статистическими методами // И:;в. вузов. Сер. Нефть и газ.1976. -№ 7 .-С . 22-24.
22. Ишемгужин Е.И. Ремонт бурового и нефтепромыслового оборудования:
Учебное пособие. - Уфа: Изд-во Уфим. нефт. ин-та, 1986. - 85 с.
23. Ишемгужин Е.И. Теоретические основы надежности буровых и нефтега­
зопромысловых машин: Учебное пособие. - Уфа: Изд-во Уфим. нефт. инта, 1981. - 84 с.
24. Коллакот Р. Диагностика повреждений; Пгр. с англ. - М.: Мир,
1989.
-512 с.
25. Макаров Р.А., Соколов А.В. Диагностика строительных машин. - М.:
Стройиздат, 1984. - 335 с.
26. Малышев Г.А. Теория авторемонтного производства. - М.: Транспорт,
1977. -224 с.
27. Мирский Г.Я. Аппаратурное определение характеристик случайных про­
цессов. - М.: Энергия, 1967. - 432 с.
28. Окрушко Е.И., Ураксеев М.А. Дефектоскопия глубиннонасосных штанг. М.: Недра, 1983. - 112 с.
29. Патент РФ 2029049 Способ определения работоспособности породораз­
рушающего инструмента / В.У.Ямалиев, Е.И. Ишемгужин, А.Р. Брот и др.
- Заявл. 21.05.90, № 4844173/03; Опубл. 20.02.95 // Открытия. Изобрете­
ния. - 1995. - № 5.
30. Патент РФ 2124125 Способ регулирования оптимальной осевой нагрузки
на долото при бурении скважин / И.Е. Ишемгужин, В.У. Ямалиев,
В.В Папгинский и др. Заявл. 12.03.97, № 97103910/03; Опубл. 27.12.98
// Открытия. Изобретения. - 1998. - № 36.
31. Свешников А.А. Прикладные методы теории случайных функций .-2-е
изд., перераб. и доп. - М.: Наука, 1968. - 46^ с.
82
32. Силаев А.А. Спектральная теория подрессоривания транспортных ма­
шин. - М.: Машиностроение, 1972. - 192 с.
33. Система технического обслуживания и планового ремонта бурового и
нефтепромыслового оборудования в нефтяной промышленности. - 2-е изд.,
перераб. и доп. / Миннефтепром СССР. - М.: ВНИИОЭНГ, 1982. - 127 с.
34. Скляров В.Ф., Гуляев В. А. Диагностическое обеспечение энергетическо­
го производства. - Киев: Технйса, 1985. - 184 с.
35. Субботин С.С., Михайленко В.И. Дефектоскопия нефтяного оборудова­
ния и инструмента при эксплуатации. - М.: Недра, 1982. - 213 с.
36. Харазов А.М., Цвид С.Ф. Методы оптимизации в технической диагно­
стике машин. - М.: Машиностроение, 1983. - 132 с.
37. Химмельблау Д. Обнаружение и диагностирование неполадок в химиче­
ских и нефтехимических процессах. - М.: Химия, 1983 - 352 с.
83
СОДЕРЖАНИЕ
Введение........................................................................................................
3
1 Общие вопросы технической диагностики...............................................
4
1.1 Основные термины и определения. Классификация отказов
и анализ факторов, влияющих на качество работы
оборудования.........................................................................................
4
1.2 Задачи технической диагностики........................................................
Ю
1.3 Диагностические параметры...............................................................
11
1.4 Методы диагностирования техники...... .............................................
14
2 Некоторые сведения о дефектоскопии нефтяного оборудования
в нефтепромысловой практике.........................
19
2.1 Средства дефектоскопии нефтяного оборудования.........................
19
2.1.1 Передвижные и стационарные установки ,щя контроля труб
нефтяного сортамента....................................................................
19
2.1.2 Ультразвуковой, цветной и магнитопорошковый контроль
бурового оборудования и инструмента..........................................
20
2.1.3 Ультразвуковой контроль мелкой резьбы бурильных труб......... 22
2.1.4 Контроль нефтепромысловой аппаратуры и стальных
строительных конструкций.............................................................
27
2.2 Дефектоскопия в системе технического обслуживания
и ремонта бурового и нефтепромыслового оборудования................
28
3 Вероятностно-статистические методы в диагностике............................
33
3.1 Случайные функции при диагностировании технических
объектов........................................................................................................33
3.1.1 Общие сведения о случайных функциях. Е;ероятностные
характеристики случайных функций........ ........................................... 33
3.2 Использование метода Байеса для оценки технического
состояния оборудования.....................................................................
43
3.3 Использование спектрально-корреляционного анализа при
диагностировании глубинного оборудован а .................................
50
3.4 Диагностирование системы «долото-турбоб/р»
с применением теории детерминированного хаоса.........................
54
3.5 Диагностирование глубинного оборудования
с применением выбросов случайных колебгашй..............................
56
4 Система мониторинга технического состояния нефтепромыслового
оборудования...............................................................................................
63
4.1 Принципы вибродиагностирования УЭЦН.......................................
65
4.2 Оценка технического состояния наземног о бурового
оборудования........................................................................................
70
Библиографический список
80
Учебное издание
Ямалиев В иль Узбекович
Ишемгужин Игорь Евгеньевич
ДИАГНОСТИРОВАНИЕ БУРОВОГО И НЕФТЕПРОМЫСЛОВОГО
ОБОРУДОВАНИЯ
Редактор Н.И. Морозова
Изд. лиц. Л Р№ 020267 от 22.11.96.
Подписано в печать 18.05.00. Бумага офсетная №2. Формат 60x84 1/16.
Гарнитура «Таймс». Печать офсетная. Усл.-печ. л. 5,3. Уч.-изд. л. 4,7.
Тираж 150 экз. Заказ 5 Е
Издательство Уфимского государственного нефтям эго технического университета
Типография Уфимского государственного нефтяного технического
университета
Адрес издательства и типографии:
450062, г. Уфа, ул. Космонавтов, 1.