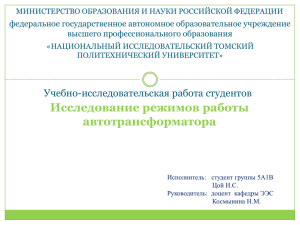
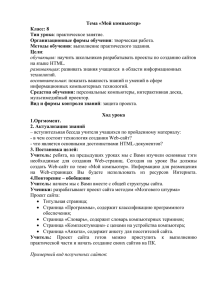
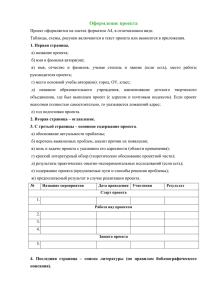
Министерство общего и профессионального Образования Ростовской Области Государственное бюджетное профессиональное образовательное учреждение Ростовской Области «Ростовский строительно - художественный техникум» (ГБПОУ РО «РСХТ») 29.00.00 Технологии лёгкой промышленности Профессия: 29.01.29 Мастер столярного и мебельного производства Классификация: Столяр ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА На тему: Технологический процесс изготовления изделия: «Учебный стол с тумбой» Выполнил обучающийся 3 курса, группы № 35 Резников Данил Романович Руководитель: Постолов Н. А. _______________________ «__»_____________2022 г. Оценка ________________ Ростов-на-Дону 2022 г. Страница 1 из 29 Содержание Введение…………………………………………………………….…………............3 1. Основная часть. 1.1 Технологический процесс изготовления письменного стола……....4 1.2 Материал и его свойства……………………………………………………...10 1.3 Характеристика изделия…………………………………………………..….15 1.4 Инструменты, оборудование и приспособления, используемые в работе…..........................................................................................................................18 2 Расчетно-экономическая часть………………………………………….…….19 3 Техника безопасности и охрана труда..……………………………………..20 3.1 Рабочее место и уход за ним………………………………………….……..23 4 Автоматизация мебельного производства………………….……...............24 Заключение…………………………………………………………………….........26 Список используемых источников………………………………………….28 Приложения ……………………………………………………..…………..............28-29 Страница 2 из 29 Введение Производство мебели в настоящее время имеет большое значение. Технологии производства не стоят на месте, прогрессируют, дабы угодить желаниям потребителей. Ускорение технологического процесса, продаваемой корпусной мебели, которая представлена в магазинах и на выставках. Цели моей работы - разработать технологический процесс изготовления письменного стола, а также основные финансовые расчеты в данном процессе. Задачи: 1. Выбор материалов и фурнитуры для изготовления моего изделия; 2. Освоить станки для изготовления мебели 3. Освоить программы для проектирования и изготовления мебели. 4.Составить проект и изготовить письменный стол. 1. Основная часть. Страница 3 из 29 1.1 Технологический процесс изготовления письменного стола Технологический процесс - сложный элемент разработки, описания, и изготовления изделия, требующий внимательности, грамотности, а главное базовых знаний в развитии своего направления профессии. Разработка технологического процесса заключается в обоснованном выборе способов и средств производства, обеспечивающих изготовление изделия требуемого качества с наименьшими затратами труда и материалов. Разработка технологического процесса является весьма важным разделом работы и требует определенных знаний по вопросам: структуры технологических процессов предприятий, изготавливающих изделия из плиты; состав операций и последовательности их выполнения на разных стадиях технологического процесса; наличия современного оборудования, а также технических и технологических возможностей данного оборудования. Для изготовления письменного стола мне понадобится перечень материалов, инструментов и оборудования. В качестве материала будет использоваться ЛДСП, МДФ и ХДФ. Изготовление письменного стола начнём со столешницы, и тумбы. Для столешницы мне понадобится плита ЛДСП толщиной 18 мм. и размерами указанными в карте раскроя. (Рис. 3) Далее раскраиваю лист по размеру столешницы. Дабы снизить вероятность сколов на спиле по краям заготовки, стоит подобрать многозубчатый пильный диск. Пильный диск должен выступать на поверхность на две толщины заготовки (в моём Страница 4 из 29 случае это - 36 мм ) плюс высота зубьев. Более качественный распил, получится, если в станке присутствует подпилочный диск. Рисунок 1 Карта раскроя Страница 5 из 29 Так же столешница имеет кривизну линии (Овальность) с одной стороны. Рисунок 2 столешница. Для того чтоб закруглить, или создать криволинейность столешницы, я воспользуюсь фрезерным станком. Заготовки оклеивают декоративной кромкой ПВХ 1мм. Эту операцию выполняют на кромко-оклеечном станке. После распила, чтобы создать гладкую поверхность, рекомендуется обработать кромку ручным фрезерным станком. Рисунок 2 Столешница. Страница 6 из 29 Далее, я размечу на внутренней стороне столешницы будущие отверстия для шкантов и минификсов для боковых стенок. Не стоит забывать про длину свесов столешницы. с каждой стороны будет отступ от края до боковой стенки по 25 см. Боковые стенки служат опорой для общей конструкции Боковые стенки будут оклеиваться кромкой только с двух видимых сторон. Карта оклейки представлена ниже. (Таблица 1) Далее я начну делать экран, он служит как задняя стенка для письменного стола, а так же дополнительным укреплением для его опор. Экран будет закреплён конфирмантами. Боковые стенки, скреплённые перегородками, в собранном виде будут составлять короб, в верхней части которого в дальнейшем я установлю выдвижной ящик, а в нижней части оставлю достаточно места чтобы там могли поместиться весомые папки, документы и т.д. Между столешницей и тумбой останется свободное место куда можно будет сложить будет сложить некоторые вещи. Разбирать такой стол, придётся с внутренней стороны тумбы. Страница 7 из 29 Позиция Наименование Размер детали Облицовка Размеры готовой детали Длина Ширина Длина Ширина Столешница 1199 599 1200 600 2-3 Боковые стенки тумбы 732 594 732 595 4 Опорная боковая стенка стола 732 249 732 250 5 Цокольная планка 364 70 364 70 6 Экран 1 Таблица 1 Карта оклейки. Страница 8 из 29 1 мм. 1.2 Материал и его свойства При выборе материала, стоит учитывать его качество, прочность (твёрдость), и конечно его цену... В настоящее время, основным и недорогим материалом для изготовления корпусной мебели, являются древесностружечная плита лДСП, Страница 9 из 29 Рисунок 4 МДФ ДСП следует сортировать по твёрдости, в зависимости от того какую мебель мы будем изготавливать. ДСП Твёрдые Средней твёрдости Мягкие Для корпусной мебели, как правило, больше подходят твёрдые сорта ДСП, так как изделие должно предусматривать собой прочность, и надёжность своей конструкции. Страница 10 из 29 Прочность ДСП зависит как от его состава, так и от его толщины. Само собой, чем больше толщина ДСП, тем оно прочнее. Но прочность изделия, будет зависеть не только от свойств материала, но и от соблюдения технологического процесса, правильных измерений, и правильности конструкции. Стандарты толщины ДСП: 8, 10, 12, 16, 18, 20, 22, 25, 26, 32, 38 мм. Для изготовления моего изделия, будет использоваться ЛДСП толщиной 18 мм. Для ящиков письменного стола, будет использоваться ЛДСП меньшей толщины, которая составляет 16 мм. Что касается МДФ, который будет использоваться для закрытия задней стенки корпусной мебели, то она должна иметь с двух сторон гладкую окрашенную поверхность. Это придает выпускаемой корпусной мебели привлекательный вид, и покупатель может поставить такую мебель не только у стенки, но и в любом месте комнаты. МДФ которая будет использоваться для дна ящиков у тумбоҹки должна иметь только одну гладкую поверхность, так как вторая сторона остается невидимой. Выбор фурнитуры. К изделиям из металла в столярных изделиях относятся главным образом мебельная фурнитура, крепежные изделия, опоры и погонаж различных Страница 11 из 29 профилей. В качестве крепежных изделий используются гвозди, шурупы, винты и болты. С помощью фурнитуры обеспечивается подвижное и неподвижное соединение деталей мебели. Страница 12 из 29 Общие технические требования. Классификация изделий мебельной фурнитуры, включает в себя более 110 ее видов. Это лицевая и кҏепежная фурнитура, различные петли, стяжки, держатели полок и зеркал, защелки, ручки, а также декоративные ϶лȇменты, механизмы трансформации, колесные и поворотные опоры, направляющие. Выбирая необходимое сырье и материалы для производства необходимо провести анализ поставщиков сырья, ҹтобы выбрать максимально выгодный и экономичный вариант поставки сырья и материалов. Необходимо учитывать месторасположение поставщика, так как при большой удаленности от производства увеличиваются транспортные расходы. Для выбора максимально экономично варианта транспортировки следует рассматривать различные виды транспорта. Работая с одним поставщиком, всегда следует иметь в запасе еще две или три компании, с которыми можно начать сотрудничать в случаи изменения условий поставок сырья и материалов основным поставщиком. Страница 13 из 29 1.3 Характеристика изделия Письменный стол по эксплуатационному назначению является бытовой мебелью, по функциональному назначению – мебель для работы, основное назначение которой – выполнение письменных работ. По конструкторскотехнологичным признакам – мебель сборно-разборная. Общий вид изделия с указанием габаритных размеров представлен на рис. 5 Стол состоит из столешницы, трех боковых стенок, трех полок, ящика для хранения бумаг и задней стенки (для прочности конструкции). Боковые стенки – части опор стола. Столешница соединяется с боковыми стенками при помощи стяжек. Форма столешницы, даёт преимущество для работы как левшей, так и правшей, а расположение и размеры секций для хранения, позволят уместить в себе значительное количество бумаг, папок, файлов и т.д. Габариты тумбочки Длина - 1200 мм. Ширина - 600 мм. Страница 14 из 29 Высота - 750 мм Рисунок 5 Общий вид изделия Страница 15 из 29 Страница 16 из 29 Спецификация Позиция Наименование Кол-во Готовая деталь Длина Ширина 1 Столешница 1 1200 600 2 Боковые стенки тумбы 2 732 595 4 Опорная боковая стенка стола 1 732 250 5 Цокольная планка 1 364 70 6 Экран стола 1 792 350 3 7 Фасад ящика 1 8 Фасад тумбы 1 9 Задняя стенка тумбы 1 10 Дно ящика 1 Таблица 2 Спецификация Страница 17 из 29 1.4 Инструменты, оборудование и приспособления, используемые в работе. Так как письменный стол будет достаточно большим по габаритам, детали будут соответственно большого размера. Всё начинается с раскроя материала, но, без карты раскроя, нам не получить точных размеров, и не сэкономить материал. Раскрой материала проводится на формато-раскроечном станке, конечно если в изделии нет криволинейных деталей. Криволинейные детали, выпиливаются на ленточнопильном или фрезерном станке. После распила, следует покрыть кромкой лицевые места деталей, а места соединений и невидимые места, не оклеивать. В этом деле мне поможет кромкооклеечный станок. Для прочей работы, а именно сборки нам понадобятся: элестрический шуруповёрт, киянка, конфирматное сверло, конфирматный ключ, или бита-насадка для конфирмантов шестигранник и клей ПВА. Рисунок 6 Инструменты. Страница 18 из 29 2. Расчетно-экономическая часть. Номер детали 1 Наименование детали Столешница Ед. измерения м2 Колво Стоимость Итого 4.4 300.00 руб. 1320.00 руб. 1 300.00 руб. 300.00 руб. 500.00 руб. 500.00 руб. За ед. Боковые стенки тумбы Опорная боковая стенка Цокольная планка Экран Дно тумбы Крышка тумбы Направляющие ящика 2 Фасад ящика 3 Фасад тумбы 4 Задняя стенка тумбы 5 Дно ящика 6 Конфирматы 7 Шт. м2 1 80.00 руб. 80.00 руб Шт. 12 1.00 руб. 12.00 руб. Шурупы 18 0.20 руб. 4.00 руб. 8 Ручка для фасада тумбы и ящика 2 12,00 руб. 24.00 руб. 9 Минификсы 6 8,00 руб. 48.00 руб. 10 Роликовые направляющие 1 39.00 руб. 39.00 руб. 11 Кромка 2 8.00 руб. 16.00 руб. И того 2343.00 руб. Страница 19 из 29 Цена изделия учитывая торговую наценку в 13% 2647.00 руб. Таблица 3 Расчётно-экономическая часть 3. Техника безопасности и охрана труда. Рассмотрим ряд правил и нормативов по охране труда, которые обязательно нужно учитывать при проектировании рабочих мест. Ограничение массы груза перемещаемого в ручную. А) перенос груза массой более 60 кг ограничен не более -60 м. Б) переноска и перемещение груза женщинами: при чередовании с другими работами – 15 кг/ чел., подъем на высоту более 1,5 м или перемещение в течении смены – 10 кг/чел.. перемещение – 7000 кг/смена. Усилие перемещения тележки 1150 Н. В) для молодежи 17-18 лет и несовершеннолетних установлены, еще более жестки нормы. Рабочее место не должно находиться в зоне возможного выброса материалов, в зоне проходов, проездов. Необходимо исключить соприкосновение человека с материалами, двигающимися со скоростью более 0,3 м/с. В зоне рабочих мест должны быть ограничены скорости МЦД – не более чем 2-5 км/ч, траверсной тележки – 1,2 м/с. Размер стоп и пакетов на подстопых местах принимаются с учетом используемого средства транспорта с соответствующим ограничением по высоте. Допускается временное складирование предметов труда и отходов высотой не более 1,5 м в специально отведенном месте, оборудованном стеллажами, стойками и емкостями с возможностью механизированного перемещения. Съём и установку крупных изделий. Например мебели, должны производить не менее 2-х человек. Должно быть исключено соприкосновение человека с материалами нагретыми до температуры более 45 С. Теплоизлучение материалов и оборудования не должно превышать 100 Вт/м2. Страница 20 из 29 Автоматические линии должны иметь пульт выключения с любого рабочего места. Рабочее место должно иметь устройство для удаления отходов и очистки, например напольный отсос ЦЭУ. Рабочее место у открытых бассейнов должны иметь перила высотой 1 м или бортики высотой не менее 0,1 м. Вода в бассейнах должна иметь температуру в предела 40 0С. Рабочие площадки на высоте более 1,3 м над уровнем пола должны иметь перила, клон лестниц не более 450-600 и ширину более 0,6-0,8 м. Требования к планировке рабочих мест. Должно быть оснащено всем необходимым для эффективного труда. Размеры должны быть достаточными для рациональной и безопасной организации труда. Размещение элементов оснащения должно быть удобным и не вызывать лишних движений и переходов. На одного рабочего должно приходиться не 15 м3 пространства и не менее 4,5 м2 площади. Соблюдение минимальных расстояний (от станка до станка и тд). Взаимное расположение рабочих мест с обеспечением: безопасного доступа. Удобных и безопасных действий с материалами и отходами, условий для технического обслуживания ремонта оборудования. Учет экологических факторов становится все более важным при проектировании предприятий. Охрана и оздоровление окружающей среды требует разработки соответствующих мероприятий. К факторам вредного воздействия производства относятся: выделение пыли, паров газов, электромагнитных полей и излучений; шум, вибрация и образование твердых и жидких отходов. Факторы и вещества вредного воздействия должны быть выявлены и количественно оценены в технологическом разделе проекта. В современном обществе резко возрастает роль промышленной экологии, призванной на основе оценке степени вреда, приносимого природе Страница 21 из 29 индустриализацией, разрабатывать и совершенствовать инженернотехнические средства защиты окружающей среды, развивать замкнутых, безотходных и малоотходных технологических циклов и производств. К мероприятиям предупреждения загрязнения атмосферы относятся: ликвидация или снижение вредных выбросов на основе совершенствования технологий и оборудования; ликвидация мелких котельных; применение малосернистого топлива, газификация и электрификация производства; применение газоочистных и пылеулавливающих устройств; регламентация допустимых выбросов для каждого цеха с учетом естественного фона, перспектив развития предприятия и пром. узла; выноса за пределы населенного пункта особенно вредных производств; создание санитарнозащитных зон и озеленений; оптимальное размещение объектов на площадке с учетом розы ветров, рельефа местности и окружения предприятия. Для борьбы с шумом и вибрациями предусматривают установку оборудования на вибро-опорах с эластичными вставками, желательно в звукоизолирующих пристройках к цехам. Страница 22 из 29 3.1 Рабочее место и уход за ним. При ручной обработке древесины основным рабочим местом является верстак.(Рисунок 7) Рисунок 7 верстак и его детали а – общий вид верстака: 1 – подверстачье; 2 – суппорт с винтом; 3 – крышка верстака; 4 – отверстия; 5 – гребенка; 6 – лоток; 7 – отверстия для деревянных пальцев; 8 – упор шарнирный; 9 – зажимная коробка; 10 – винт; б – верстачный клинок; в – гребенка. Столярный верстак состоит из крышки или верстачной доски, двух тисков, подверстачья, а иногда и ящика под подверстачьем для хранения часто применяемого инструмента. Для приборки верстака от стружек и пыли используют щетку-сметку. Страница 23 из 29 4 Автоматизация мебельного производства. Автоматизация – это операция производственного процесса в которой все действия необходимые для её выполнения происходят без непосредственного участия человека. Человек только налаживает устройство и контролирует их работу Цели автоматизации: Повышение объёмов выпуска и качества продукции. Сокращение трудовых затрат. Улучшение условий производства. Автоматизация состоит из автоматов, полуавтоматов, автоматических средств загрузки станков и автоматических линий (манипуляторов и промышленных роботов). Автомат - самостоятельно действующее устройство выполненное по заданной программе без непосредственного участия человека в процессе получения, преобразования, передачи и использования энергии, материалов и информации. Полуавтомат - это станки, работающие в автоматическом режиме, для повторения которого необходимо вмешательство человека (установка, закрепление и открепление заготовки). Страница 24 из 29 Манипулятор - это устройство содержащее рабочий орган предназначенный для выполнения загрузочных - разгрузочных операций и других рабочих функций человека. Промышленные роботы – роботы, предназначенные для выполнения тяжёлой, монотонной, вредной и опасной для здоровья физической работы. Автоматическая линия - комплекс оборудования и механизмов обеспечивающий технологический процесс без участия человека. Автоматизация проводится в несколько этапов: 1. первичная автоматизация – до проведения автоматизации использовался только ручной труд. 2. вторичная автоматизация – до её проведения использовался ручной и механизированный труд. Страница 25 из 29 Заключение В процессе написания данной выпускной квалификационной работы на основе изученного теоретического материала мною были достигнуты поставленные цели и разработан технологический процесс изготовления журнального столика. В ходе работы были решены следующие задачи: 1. Выбор материалов и фурнитуры для изготовления моего изделия; 2. Освоение станков для изготовления мебели 3. Освоение программы для проектирования и изготовления мебели. 4.Составление проекта и изготовление письменного стола. - Изучены свойства различных пород древесины и древесных материалов: Таких как ЛДСП (Ламинированная древесностружечная плита), МДФ что в переводе с английского (Medium Density Fiberboard) означает древесноволокнистая плита средней плотности. - Выбран материал для письменного стола - ЛДСП - Разработан чертеж письменного стола - Разработана технология изготовления письменного стола Страница 26 из 29 -изучены и освоены станки, такие как: формато-раскроечный станок, используемый для раскроя материала по длине и ширине. Фрезерный и фрезерно-копировальный станки, используются для... а так же создания шаблонов для фрезеровки. Кромко-облицовочный станок, оклеивает заданный стороны заготовки выбранными видами облицовочной ленты, что придаст изделию более привлекательный вид, и в меру своих возможностей, защитит кромку детали от внешних факторов воздействия окружающей среды. - Изготовлен письменный стол Практическая значимость работы заключается в том, что данное изделие может быть использовано как по прямому назначению, так и в качестве элемента интерьера в доме, личном кабинете, офисе, и т.д. В итоге, правильно сконструированный и выполненный по всем нормам и стандартам письменный стол, станет незаменимым элементом не только интерьера, но и непосредственно элементом культурно-трудовой жизни человека. Таким образом, при выполнении письменной экзаменационной работы поставленные цели и задачи выполнены. Страница 27 из 29 Список использованных источников 1. Бобиков П.Д. «Изготовление столярных и мебельных изделий», Москва, 2006 г. 2. Крейндлин Л.Н. «Столярные, плотничные, стекольные и паркетные работы» Москва. 2006 г. 3. Степанов Б.А. «Материаловедение для профессий, связанных с обработкой дерева» Москва. 2007 г. 4. Шумега С.С. «Иллюстрированное пособие по производству столярномебельных изделий» Москва 2006 г. 5. Коршевер Н.Г. «Столярные и плотничьи работы» Саратов 2008 г. 6. Уильям Спенс «Работы по дереву. Как обустроить дом своей мечты» Москва 2010г. 7. Рогов О.Г. «Энциклопедия народного умельца» Москва 2009г. 8. Сафроненко В.М. «Секреты древесины» Минск 2007 г. 9. Левадный В.С. «Мебель для нашего дома» Москва 2011г. 10. Рыженко В.И. «Современные столярные работы» Москва 2006г. 11. Степанова А.Н. «Мебель для дома и дачи» Москва 2006 г. Интернет-ресурсы: http://www.makuha.ru/mod/gost.htm ГОСТы и другие нормативные документы, Страница 28 из 29 применяемые при производстве мебели. http://www.makuha.ru/tehno/index5.htm Технология производства корпусной мебели. http://sam.shasoft.com/ Изготовление мебели своими руками http://www.mebeldok.com/mebel_school/school_list.html Мебель своими руками http://www.sdelaimebel.com/ Практическое мультимедийное руководство «Корпусная мебель своими руками» http://mebsam.com/ Мебель своими руками http://www.delatsami.com/ucimsa-delat-mebel Учимся делать мебель Страница 29 из 29