")
Московский государственный университет печати
Организация полиграфического производства
Учебное пособие
УДК 658.5:655
ББК 65.304.9-80
О64
Организация полиграфического производства: Учебное пособие / Под ред. Г.В. Мироновой. - М.:
Изд-во МГУП, 2002. - 352 с. 400 экз.
Г.В. Миронова, А.К. Ершов, Г.И.Осипова, Н.М. Сперанская, Е.А. Кондрусь
В учебном пособии освещаются методологические и теоретические основы организации
производства с учетом особенностей отраслевого производства; излагается содержание, основные
тенденции и закономерности развития организации производства на полиграфических
предприятиях в современных условиях.
Учебное пособие предназначено для студентов полиграфических вузов.
Печатается в авторской редакции.
Допущено УМО по образованию в области полиграфии и книжного дела для студентов
высших учебных заведений, обучающихся по специальностям:
281400 - Технология полиграфического производства,
170800 - Полиграфические машины и автоматизированные комплексы.
ISBN 5-8122-0339-3
© Г.В. Миронова, А.К. Ершов, Г.И. Осипова, Н.М. Сперанская, Е.А. Кондрусь, 2002
© Оформление. Московский государственный университет печати,
Оглавление
Введение
1. Методологические основы организации производства
1.1. Сущность организации производства
1.2. Производство как объект организации. Системный подход
1.2.1. Сущность системного подхода
1.2.2. Предприятие как система
1.2.3. Законы и принципы организации
1.2.4. Производственная система предприятия
1.3. Предмет и содержание организации производства
1.3.1. Характеристика связей в производственной системе
1.3.2. Содержание организации производства
1.4. Организация производства как область научного знания и сфера практической ее
деятельности
1.4.1. Организация производства как область научного знания
1.4.2. Организация производства как сфера практической деятельности
2. Производственный процесс и принципы эффективной его организации
2.1. Производственный процесс, его состав и структура
2.2. Классификация производственных процессов
2.3. Принципы организации производственного процесса
3. Организация производственного процесса во времени
3.1. Длительность и структура производственного цикла полиграфической продукции
3.2. Виды движения предметов труда по операциям производственного процесса
3.3. Проектирование длительности производственного цикла полиграфической продукции
3.4. Социально-экономические аспекты сокращения длительности производственного
цикла издательской продукции
4. Типы, формы и методы организации производства
4.1. Типы организации производства
4.2. Формы организации производства
4.3. Методы организации производства
5. Организация производственного процесса в пространстве
5.1. Виды производственных структур и их характеристика
5.2. Классификация цехов
5.3. Производственная структура цеха
5.4. Направления совершенствования производственной структуры полиграфического
предприятия
6. Поточные производственные системы
6.1. Характеристика поточной формы организации производства. Классификация поточные
линий
6.2. Проектирование поточных линий и их эффективность
6.3. Преимущества поточной формы организации производства
7. Организация подготовки производства на полиграфическом предприятии
7.1. Сущность, объекты, этапы и задачи комплексной подготовки производства
7.2. Подготовка производства инноваций производственно-технического характера на
полиграфическом предприятии
7.2.1. Исследовательский этап подготовки производства новой техники и технологии
7.2.2. Подготовка производства на этапе внедрения новой техники и технологии
7.2.3. Технико-экономическое обоснование эффективности внедрения новой техники
и технологии
7.3. Подготовка изданий к производству
7.3.1. Издательский этап подготовки изданий к производству
7.3.2. Подготовка изданий к производству на полиграфическом предприятии.
Технологическая и организационная стадии
7.3.3. Планово-экономическая подготовка изданий к производству на
полиграфическом предприятии
7.4. Организационная структура управления подготовкой производства на
полиграфическом предприятии
8. Организация оперативно-производственной деятельности полиграфического предприятия.
Оперативное управление
8.1. Задачи и содержание организации оперативно-производственной деятельности
полиграфического предприятия. Системы оперативного управления производством
8.2. Календарно-плановые расчеты производства на полиграфическом предприятии
8.2.1. Календарно-плановые расчеты производства на межцеховом уровне
оперативно-календарного планирования
8.2.2. Календарно-плановые расчеты производства на внутрицеховом уровне
8.2.3. Календарно-плановые расчеты производства при выпуске периодических
изданий
8.2.4. Методические основы разработки оптимальных планов-графиков на
полиграфическом предприятии
8.3. Диспетчирование производства
8.4. Информационные технологии в организации оперативного управления на
полиграфических предприятиях
9. Организация обеспечения качества продукции
9.1. Сущность и значение управления качеством
9.2. Технический контроль в системе управления качеством продукции
9.3. Организация технического контроля
9.4. Учет и анализ брака
10. Организация вспомогательного производства и обслуживающих хозяйств на полиграфическом
предприятии
10.1. Содержание и задачи технического обслуживания полиграфического производства
10.2. Логистический подход к организации обслуживания производства на
полиграфическом предприятии
11. Организация материально-технического обеспечения производства на полиграфическом
предприятии
11.1. Состав материальных ресурсов полиграфических предприятий. Цель и задачи
материально-технического обеспечения производства
11.2. Организация поставок материальных ресурсов на полиграфическое предприятие
11.3. Организация управления производственными запасами
11.4. Организация материально-технического обеспечения цехов и участков
полиграфического предприятия
12. Организация складского хозяйства полиграфического предприятия
12.1. Сущность, задачи и структура складского хозяйства
12.2. Организация складских операций
12.3. Расчеты складского хозяйства, показатели эффективности и направления
совершенствования организации складского хозяйства
13. Организация производственного транспорта
13.1. Значение и задачи организации транспортировки грузов
13.2. Объекты транспортировки грузов
13.3. Определение грузооборота
13.4. Средства транспортировки грузов
13.5. Факторы и критерии выбора транспортных средств
13.6. Определение маршрутов перевозок
13.7. Расчет количества транспортных средств и рабочих
14. Организация ремонта и обслуживания оборудования на полиграфическом предприятии
14.1. Сущность и задачи ремонта оборудования
14.2. Задачи и структура ремонтного хозяйства
14.3. Системы ремонта оборудования. Нормативы, регулирующие ремонтные работы и
техническое обслуживание оборудования на полиграфическом предприятии
14.4. Планирование и организация подготовки ремонта и технического обслуживания
оборудования
14.5. Организация проведения ремонтных работ на полиграфических предприятиях
14.6. Основные направления совершенствования ремонтных работ
15. Организация энергетического хозяйства
15.1. Роль и задачи энергетического хозяйства полиграфического производства
15.2. Планирование потребности предприятия в энергии различных видов
15.3. Основные пути совершенствования работы энергохозяйства и экономия
энергоресурсов
16. Проектирование и совершенствование организации производства на полиграфическом
предприятии
16.1. Организационное проектирование на полиграфическом предприятии
16.2. Исследование и анализ состояния организации производства на полиграфическом
предприятии
16.3. Рационализация организации производства на полиграфическом предприятии
17. Организационно-правовые аспекты деятельности полиграфических предприятий
17.1. Правовые и экономические основы деятельности предприятий
17.2. Создание и ликвидация предприятия
17.3. Особенности современного состояния полиграфических предприятий
17.4. Классификация полиграфических предприятий
Контрольные вопросы
Список использованной литературы
ВВЕДЕНИЕ
Переход
к
рыночным
условиям
хозяйствования
вызывает
необходимость
совершенствования организации производства на предприятиях.
Полиграфическое производство характеризуется большим разнообразием выпускаемой
продукции и применяемой технологии ее изготовления. Дифференциация спроса на
полиграфическую продукцию в современных условиях приводит к значительным колебаниям
производственно-технических параметров изданий - форматов, объемов, тиражей. В этих условиях
обеспечение своевременного выпуска конкурентоспособной печатной продукции требует высокой
организованности и гибкости производства и предъявляет высокие требования к организации
производства на полиграфических предприятиях.
Будущие экономисты-менеджеры полиграфического производства должны знать научные
основы, элементы и принципы организации современного производства; особенности отраслевого
производства как объекта организации; эффективные формы и методы организации
производственных процессов.
Изучив курс «Организация полиграфического производства», будущие экономистыменеджеры должны уметь выявлять при анализе конкретных ситуаций проблемы экономического
характера, связанные с организацией производства, предлагать способы их решения и оценивать
ожидаемые результаты; использовать информационные технологии для решения организационноэкономических задач.
Как отраслевая специальная дисциплина «Организация полиграфического производства»
тесно связана с такими дисциплинами, как «Технологические процессы в полиграфии», «Техника
полиграфического производства», «Экономика отрасли». Среди дисциплин, наиболее тесно
связанных с организацией производства, следует назвать «Экономику предприятия», «Экономику
и социологию труда», «Организацию нормирования и оплаты труда», «Анализ и диагностику
финансово-хозяйственной деятельности предприятия», «Менеджмент», «Инновационный
менеджмент», «Экономическую оценку инвестиций», «Экономико-математические модели и
методы в управлении производством».
Данное учебное пособие подготовлено коллективом авторов кафедры «Менеджмент»
Московского государственного университета печати в полном соответствии с рабочей программой
дисциплины «Организация полиграфического производства».
В учебном пособии предлагается такая последовательность изложения материала.
Первые шесть глав учебного пособия посвящены теоретическим основам организации
производства. В них излагаются методологические основы организации производства;
рассматривается производственный процесс как объект организации производства во времени и
пространстве, формы и методы организации производства и поточное производство.
Главы 7-9 раскрывают тенденции и закономерности развития организации основного
процесса на полиграфическом предприятии. Здесь рассматриваются вопросы организации
подготовки производства изданий и инноваций производственно-технического характера;
организации оперативно-производственной деятельности предприятия и оперативного управления
производством, а также вопросы организации обеспечения качества полиграфической продукции.
Главы 10-15 посвящены организации вспомогательного производства и обслуживающих
хозяйств на полиграфических предприятиях.
В главе 16 рассматриваются вопросы организационного проектирования и
совершенствования организации полиграфического производства.
Глава 17 посвящена организационно-правовым аспектам деятельности полиграфических
предприятий в современных условиях.
Учебное пособие подготовлено авторским коллективом в следующем составе:
Г.В. Миронова, к.э.н., доц. - введение, главы 2, 3, 7 (в том числе разделы 7.1 и 7.2.3 совместно с
Г.И. Осиповой), 10, 11, 16, разделы 8.1, 8.2;
А.К. Ершов, к.э.н., доц. - главы 4, 9, 12;
Г.И. Осипова, к.э.н., доц. - главы 1, 13, разделы 7.1 и 7.2.3 (совместно с Г.В. Мироновой);
Н.М. Сперанская, к.э.н., доц. - главы 5, 6, 14, 17;
Е.А. Кондрусь, доц. - разделы 8.3, 8.4; глава 15.
Авторы выражают глубокую благодарность коллективу кафедры «Менеджмент»;
Д.Я. Аврасиной, зам. директора по экономике ГУП «Экспериментальная типография»; А.А. Витту,
к.т.н.; Н.М. Гущиной, к.э.н., директору НИЦ «Экономика»; С.Н. Яковлевой, к.э.н.;
Е.М. Марголину, к.т.н., нач. управления полиграфической промышленности Министерства по
делам печати, телекоммуникаций, радиовещания и средств массовых коммуникаций, а также
ведущим специалистам этого управления Н.А. Леоновой и Т.В. Нарховой за ценные замечания и
предложения, сделанные при подготовке учебного пособия.
Авторы будут признательны всем организациям и лицам за замечания и предложения по
данной работе.
1. МЕТОДОЛОГИЧЕСКИЕ ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
1.1. Сущность организации производства
Производство в широком смысле представляет собой деятельность людей, направленную
на создание материальных и нематериальных благ , необходимых для существования и развития
общества.
Содержанием материального производства является производственный процесс, в ходе
которого происходит потребление производственных ресурсов и превращение сырья и материалов
в готовую продукцию (работы, услуги), обладающую заданными свойствами.
Сущность производственного процесса составляет процесс труда как результат
взаимодействия средств труда, предмета труда и человека.
Основными элементами средств труда являются орудия труда, представляющие собой
машины, оборудование, транспортные средства, инструменты и другие объекты, с помощью
которых осуществляется воздействие на сырье, материалы, полуфабрикаты с целью изменения их
свойств.
Объекты приложения сил человека и орудий труда представляют собой предметы труда.
Средства и предметы труда - это вещественные элементы процесса труда, а человек
является его личностным (субъективным) элементом.
Производство постоянно возобновляется, оно циклично и характеризуется как
воспроизводство. Неотъемлемым элементом производства является изготовленная продукция, а
условием воспроизводства - ее своевременная реализация.
Для функционирования и развития производства необходимо прежде всего обеспечить
взаимодействие всех его элементов. Это становится возможным лишь при наличии между ними
определенных связей.
Связью называется взаимообусловленность явлений, процессов, разделенных во времени и
(или) в пространстве . Связи, являющиеся условием (и следствием) производства, могут быть
охарактеризованы как производственные. Производственные связи многообразны, природа их
различна, они характеризуется разной устойчивостью и продолжительностью и подчиняются
разным законам. Для личностного элемента субъекта эти связи выступают, прежде всего, как
производственные отношения.
Производственные отношения включают в себя производственно-технические и
производственно-экономические (собственно экономические) отношения.
Производственно-технические отношения - это отношения между людьми по их участию
в труде. В основе этих отношений лежит разделение труда, которое проявляется в обособлении
трудовых функций в результате их распределения между машинами и людьми (технический
аспект) и между людьми в производственном процессе.
Производственно-технические отношения определяются уровнем развития материальновещественных элементов производства, который, будучи опосредованным разделением труда,
определяет содержание трудовых функций и требования к личностному элементу производства.
Обособление трудовых функций в производственном процессе требует кооперации труда
работников, которая объединяет их в совместном труде. Кооперационные связи являются
важнейшим видом производственных связей. Разделение и кооперация труда представляют
собой всеобщую форму, лежащую в основе производства, обеспечивающую увеличение
производительности общественного труда. Применение высокомеханизированных и
автоматизированных процессов, а также «высоких» технологий в сущности не изменяет
операционально-функциональной роли человека в сфере материального производства.
Происходит лишь замена физических усилий на психологические нагрузки в процессе выполнения
операторских функций.
В отличие от производственно-технических экономические отношения - это отношения
между людьми по распределению и потреблению материальных благ, опосредованные формой
собственности и обусловленными ею формами обмена.
Сущность организации производства состоит в рациональном сочетании всех элементов
производства на основе установления производственных связей между ними для реализации его
цели. В основу понятия «организация» положено понятие организованности, которое
представляет собой внутренне упорядоченную совокупность, согласованность взаимодействия
относительно обособленных элементов как единого целого.
Основополагающими
задачами
организации
производства,
непосредственно
вытекающими из ее сущности, являются следующие:
1. обеспечение взаимосвязей между вещественными элементами производства;
2. обеспечение взаимосвязей между вещественными и личностными элементами производства;
3. обеспечение взаимосвязи между людьми в процессе производства.
Если целью производства является выпуск продукции, выполнение работ, оказание услуг,
то целью организации производства является обеспечение процесса выпуска и реализации
продукции.
Организация производства направлена на создание условий для эффективного
использования всех элементов производства с целью достижения наибольших производственных
результатов с наименьшими затратами.
1.2. Производство как объект организации. Системный подход
Формой функционирования производства является предприятие. Как экономический
объект оно представляет собой обособленную часть производительных сил общества, первичное
и важнейшее звено экономики, в рамках которого относительно автономно осуществляется
выпуск продукции, выполнение работ, оказание услуг.
Предприятие как экономический субъект - это объединение людей, условий и видов их
деятельности на основе использования определенных ресурсов с целью создания материальных и
нематериальных благ. В условиях рыночной конкуренции эффективность функционирования
предприятия определяется, прежде всего, его статусом как экономического субъекта.
1.2.1. Сущность системного подхода
В современных научных исследованиях экономических и социальных явлений и процессов,
которые имеют место на предприятиях, широко используется системный подход. Системный
подход получил применение в решении научных и практических задач в результате развития
общей теории систем как самостоятельного направления кибернетики, основные положения
которого были сформулированы в 40-х годах.
Сущность системного подхода заключается в рассмотрении объектов исследования как
систем. Системный подход рассматривается как современный способ мышления, своеобразный
инструмент, с помощью которого можно объяснить сложные явления и процессы, обосновать
решения, осуществить декомпозицию общей цели системы и последовательно подчинять ей цели
множества подсистем. Системный подход является наиболее совершенной формой
диалектического метода познания действительности, с помощью которого каждый объект
рассматривается как состоящий из взаимосвязанных и взаимообусловленных элементов.
Система представляет собой совокупность взаимосвязанных элементов (объектов),
обладающую свойством целостности. Целостным считается такое образование, которое
обладает новыми системными свойствами, отсутствующими у составляющих ее элементов.
Целостность означает несводимость свойств системы к сумме свойств составляющих ее
элементов и невыводимость из них свойств системы. Это не интегральные, а совершенно новые
свойства или качества системы в целом.
Наряду со свойством целостности важными свойствами (системообразующими
принципами) системы являются структурность, иерархичность, зависимость каждого элемента
их свойств и отношений от их места и функций внутри целого, взаимозависимость системы и
окружающей среды.
Структурность означает, что все элементы системы размещены в пространстве и во
времени, а связи и отношения этих элементов зафиксированы. Структура играет главную роль в
формировании новых свойств, поддерживает ее целостность и устойчивость. Статичное состояние
системы может быть описано путем установления ее структуры.
Иерархичность системы означает возможность ранжирования, упорядочения деления
системы на части, подсистемы и элементы. Каждая система может быть представлена как
совокупность подсистем. Подсистема - это часть системы, имеющая системные признаки, но не
обладающая обособленностью, характерной для самостоятельных систем. Любая система может
быть рассмотрена как подсистема системы более высокого порядка.
Системный подход предполагает идентификацию совокупности элементов как системы.
Это означает, что объект или предмет изучения должен быть опознан (установлен как система).
Она должна быть выделена из окружающей среды путем установления взаимосвязи с ней.
В процедуру системного подхода включается также моделирование, которое представляет
собой физическое (предметное, модельное или аналоговое) представление системы или
формализованное абстрактное описание при помощи различных знаковых систем.
1.2.2. Предприятие как система
Предприятие обладает свойствами системы и идентифицируется как социальная система.
Социальные системы - это целостные образования, основным элементом которых
являются люди, их нормы и связи. Социальные системы, реализующие себя в производстве
товаров, услуг, информации, знаний и т.п., образуют особый вид социальных систем, называемых
организациями. Характерными особенностями организаций как социальных систем является то,
что в них люди осуществляют совместную деятельность с определенной целью или по заранее
установленному плану. Организация - это социум, относительно автономная группа людей,
ориентированная на достижение некоторой заранее установленной цели, реализация которой
требует совместных координированных действий.
Организация как система относится к большому классу организационных систем: она
является материальной, искусственной системой, создаваемой человеком по определенному плану
для удовлетворения потребностей людей.
Это открытая система, активно взаимодействующая с окружающей средой и
находящаяся с ней в динамическом равновесии.
Равновесие поддерживается благодаря наличию входов и выходов, с помощью которых
организации обмениваются со средой ресурсами и результатами деятельности. В качестве
окружающей среды выступают экономические, политические и другие социальные условия, в
которых работает организация. Внешние условия деятельности организации включают также
конкурентную среду, которая представляет собой совокупность организации, соревнующихся за
распределение ресурсов в широком смысле слова. Поэтому в такой системе предполагается
наличие механизма внутреннего функционирования и механизма связи с внешней средой.
Наиболее эффективной формой осуществления совместной деятельности является
операциональное разделение труда, которое имеет смысл только при соответствующей его
кооперации в едином производственном процессе. Кооперация деятельности не может
осуществляться в форме самоорганизации, для этого необходимы соответствующие управляющие
воздействия, что предполагает наличие управляющих систем или органов управления.
Социальная организация может быть рассмотрена как система управления, состоящая
из управляемой и управляющей подсистемы (систем). Управляемая система социальной
организации является функциональной, поскольку она непосредственно реализует цель
организации.
Социальные организации относятся к динамичным системам, состояние которых
изменяется во времени под воздействием определенных причин.
Они являются также сложными системами и обладают в зависимости от вида
организации хотя бы одним из следующих признаков:
а) возможность разделения на подсистемы;
б) функционирование в условиях неопределенности и воздействия среды, обусловливающих
случайный характер ее параметров и структуры;
в) осуществление системой целенаправленного выбора поведения.
Социальные организации являются объектом изучения многих наук: экономики,
социологии, психологии, политологии и других, каждая из которых исследует лишь определенную
часть организации. Попытки объединить (интегрировать) все знания в области социальных
организаций имеют место в кибернетике и теории управления, а также в сравнительно молодой,
развивающейся науке, «Теории организации», законы которой все в большей мере становятся
методологической основой для комплексного исследования функционирования и развития
организаций.
Теория организации как наука выделилась в результате развития самостоятельного
направления теории систем. Объектом теории организации является организация в целом как
явление и как процесс. Предметом теории организации являются законы и закономерности
создания функционирования и ликвидации организаций как целостного организма. Кроме того,
теория организации формирует систему знаний в области социальных отношений, и в связи с этим
специфическим самостоятельным предметом этой науки являются организационные отношения
как по вертикали, так и по горизонтали.
Развитие теории организации обусловлено потребностями современного менеджмента,
роль которого в эффективном функционировании организаций постоянно возрастает.
Становление теории организации связано с эволюцией представлений об организации и
управлении. В основе всех направлений и школ лежит место и роль человека в организации.
В эволюции организационных теорий большинство исследователей в области
управления на концептуальном уровне выделяют следующие направления:
- классическая теория;
- системные концепции;
- гуманистический подход.
Основой классической теории являются концепции жесткого структурного детерминизма.
Организация представляется как совокупность отдельных трудовых процессов в сфере
материального производства. Работник при этом рассматривается как технический элемент
производственного процесса.
В основе классического подхода лежат физические, материально-технические связи.
Наиболее известными представителями (и основателями) этого направления были Ф. Тейлор,
Ф. Гилберт, Г. Форд, Г. Гант.
Основные концептуальные положения классической теории были перенесены также в
сферу управления, где наиболее продуктивными теориями считаются:
1. «административная теория» А. Файоля, в рамках которой были сформулированы основные
принципы администрирования и требования к профессиональной подготовке работников
различных функциональных групп персонала,
2. а также теория бюрократической организации ( М. Вебер), в рамках которой были
обозначены элементы формализованного механизма управления, бюрократии и сформулированы
ее принципы.
Системные концепции в развитии теории организации в своей основе содержат понятие
«система». В рамках этого подхода производственная часть организации рассматривалась как
«черный ящик», а система управления - как система переработки информации, разработки и
принятия решений и решения управленческих задач.
Основными проблемами в рамках этого подхода являются:
- формирование организационных структур управления,
- выделение функциональных подсистем, алгоритмизированных механизмов управления на основе
принятия
решений,
детерминированных
и
вероятностных
условий,
ограничений,
неопределенности.
В рамках системного подхода возникла концепция управления по целям ( П. Драккер,
Р. Лайкерт, Д. Макгрегор), в соответствии с которой цели являются основой разработки
стратегии и тактики организации, формирования структуры и функций управления, а также
функций менеджеров.
Организация и управление в значительной степени стали рассматриваться с позиции
«процессно-технологического подхода».
Позиция человека ввиду невозможности его полной замены автоматизированными
устройствами состояла в том, что он является частью системы. В связи с этим особое внимание
уделялось проектированию системы «человек - машина». Модель человека как элемента системы
конструировалась из представлений теории автоматического управления, а эмпирический
материал был заимствован из биологии и психологии. В таком контексте актуальной остается
проблема распределения функций между машиной и человеком.
Большое внимание в рамках данной концепции уделялось совершенствованию
технологии планирования и принятия решений на базе экономико-математических моделей,
разработке методов управления ( У. Черчмен, М. Старр и др.).
Наиболее известна в рамках системотехнического подхода теория «7-S» ( Т. Питерс,
Р. Уотерман, Р. Паскаль, Э. Атос), суть которой состоит в том, что эффективная организация
формируется на базе семи составляющих, изменение каждой из которых требует
соответствующего изменения остальных шести (стратегия, структура, система, управление,
персонал, стиль, квалификация сотрудников, организационные ценности).
В рамках социотехнического подхода организационные изменения связывались с
совершенствованием управления на основе рациональной организации формализованных
информационных отношений в рамках жесткой позиционно-функциональной структуры.
Основными направлениями в рамках этого подхода считаются «школа социальных систем»
( Ч. Бернард,
Г. Саймон,
Дж. Марч), «теории ситуационного управления» (Ансофф),
«эмпирическая школа управления» (Эмерсон - 12 принципов производительности).
Теории гуманистических организаций и организационного поведения базируются на
доктрине «человеческих отношений», в рамках которой поведение людей зависит от условий,
мотивов, чувств и настроения. Необходимым элементом является уважение к личности,
демократизации управления.
Основоположником этого направления в организационной науке считается Э. Мэйо,
создавший теорию «партисепативной» организации, суть которой состоит в том, что сама
работа, сам производственный процесс имеют относительно меньшее значение, чем социальное и
психологическое положение рабочего в процессе производства. На практике концепции
гуманистических отношений реализуются в различных
мотивационных теориях
организационного поведения, суть которых сводится к поиску стимулов, заставляющих
работников вести себя нужным образом (теория Х-У Мак-Грегора, теория Z У. Оучи).
Основными бихевиоральными теориями являются теория ожидания, теория
справедливости, объединяющая их модель мотивации Портера-Лоулера. Большое значение в
развитии этого направления имели подходы А. Маслоу, Ф. Герцберга, Д. Мак-Клеланда.
В типологии социальных организаций выделяются социально-политические,
социально-образовательные, социально-культурные, медицинские, социально-экономические и
другие организации. Каждый вид организации имеет свой приоритет целей особенности
функциональной подсистемы. Кроме того, различают организации: правительственные и
неправительственные; коммерческие и некоммерческие; бюджетные и внебюджетные;
формальные и неформальные.
Согласно теории организации производственное предприятие представляет собой
социально-экономическую организацию, содержанием функциональной подсистемы которой
является производство. В классификации организаций оно относится к группе хозяйственных
организаций, деятельность которых направлена на удовлетворение потребностей общества во
внешней для организации среде. В группе хозяйственных организаций в данном случае объектом
изучения являются коммерческие организации, главной целью деятельности которых является
получение прибыли.
В соответствии с изменениями, внесенными в ГК РФ, термин «предприятие» сохранен
только для группы предприятий, находящихся в государственной или муниципальной
собственности. Остальные юридические лица получили новое название «организация». Понятие
«производственное предприятие» адекватно понятию «производственная организация».
Типология производственных организаций - юридических лиц - включает в себя
следующие их виды: хозяйственные общества и товарищества, производственные кооперативы, а
также государственные и муниципальные унитарные предприятия.
Организационно-правовые формы отражают способ формирования имущества и меру
ответственности организации по своим обязательствам.
Правовой статус, порядок создания функционирования и ликвидации организаций
различных организационно-правовых форм регулируется государственным законодательством
(Гражданским кодексом РФ и законами, касающимися отдельных организационных правовых
форм). Условия функционирования организации регламентируются учредительными
документами; учредительным договором и (или) уставом.
В теории организации понятие «организация» соотносится не только с явлением, но
рассматривается также как процесс.
В этом случае организация - это процесс согласованного упорядочения во времени и
пространстве совокупности процессов или действий, ведущих к образованию или
совершенствованию взаимосвязей между частями или элементами целого. Ввиду недостаточной
упорядоченности организационной терминологии с целью различения понятий «организация» как
социальный объект и «организация» как процесс в тексте сохраняется термин «предприятие» для
обозначения производственной организации.
1.2.3. Законы и принципы организации
Все социальные организации функционируют согласно универсальным законам.
К их числу относятся следующие:
1. Закон синергии: для любой организации существует такой набор элементов, при котором ее
потенциал будет либо существенно больше простой суммы потенциалов входящих в нее
элементов, либо существенно меньше. Синергетический эффект достигается за счет взаимного
участия элементов, входящих в состав целого. Закон имеет определяющее значение для
функционирования и развития организации.
2. Закон самосохранения: организация стремится сохранить себя и использует для этого весь
свой потенциал. Основными направлениями повышения ресурса организации как реакции на
внешние или внутренние воздействия являются философия и принципы деятельности
организации; эффективное использование ресурсов и технологии; качество и уровень реализации
маркетинга. На заданном уровне самосохранения организации помогает удержаться страхование
рисков и ресурсов.
3. Закон развития: организация стремится достичь суммарного потенциала при прохождении
всех этапов его жизненного цикла: становления, развития, и угасания. Основой эффективной
реализации закона является бизнес-план.
4. Закон информированности-упорядоченности: чем большей информацией располагает
предприятие, тем оно имеет большую вероятность устойчивого функционирования.
5. Закон единства анализа и синтеза: каждая организация стремится настроиться на экономный
режим функционирования путем постоянного изменения своей структуры или функции. Эти
циклические изменения реализуются с помощью метода постепенного приближения.
6. Закон композиции и пропорциональности: каждая организация стремится сохранить в своей
структуре все необходимые элементы, находящиеся в заданной соотносительности и заданном
подчинении. Реализация закона требует, чтобы каждая организация имела план деятельности и
развития. Она должна выполнять весь набор функций производства и управления на своем участке
деятельности.
Закон информированности-упорядоченности, закон самосохранения и развития - это
функциональные законы, которые связаны с организацией как процессом. Закон синергии, закон
единства анализа и синтеза, а также закон композиции и пропорциональности представляют собой
структурные законы, которые связаны с организацией как явлением.
Законы организации являются методологической основой для всех функциональных
экономических наук, прежде всего в качестве принципов организации, которые входят в механизм
реализации этих законов.
Среди принципов организации выделяют принципы приоритета; принципы соответствия
и принципы оптимальности, которые в совокупности характеризуются как общие принципы
организации.
К принципам приоритета относятся:
- принцип приоритета цели (в системе цель - задача - функция наивысший приоритет имеет цель,
затем задача и далее функция);
- принцип приоритета функции над структурой при создании организации (создание новых
организаций осуществляется для организации определенного набора целей);
- принцип приоритета структур над функциями в действующих организациях;
- принцип приоритета субъекта над объектом при создании структурного подразделения (звена);
- принцип приоритета объекта над субъектом для действующих организаций.
К принципам соответствия относятся:
- принцип соответствия между поставленными целями и выделенными ресурсами;
- принцип распорядительства и подчинения;
- принцип соответствия эффективности и экономичности.
Принципы оптимальности включают в себя:
- принцип оптимального сочетания централизации и децентрализации производства и управления;
- принцип прямоточности;
- принцип ритмичности;
- принцип пропорциональности;
- принцип синхронности.
1.2.4. Производственная система предприятия
Предприятие как социально-экономическая организация состоит из управляемой и
управляющей подсистем, соединенных между собой каналами информационных связей.
Каждая из этих подсистем может быть рассмотрена как самостоятельная система:
производственная система предприятия и система управления предприятия.
Производственная система предприятия представляет собой сложную динамическую
социотехническую систему, в состав элементов которой включаются материальные вещественные
элементы и люди, а организующим началом является труд.
Исследование производственных систем может осуществляться на основе
структурного и функционального подходов.
Структурный или объектный подход характеризуется разделением производственной
системы на составляющие ее элементы (объекты) по определенным признакам и сложившимся
связям между ними. В рамках такого подхода формируется производственная структура, когда
основным элементом является рабочее место, на котором выполняется производственная операция
как основной элемент производственного процесса. На основе структурного подхода
формируются иерархические уровни и соответственно вертикальные связи в производственной
системе.
Функциональный подход предлагает выделение функциональных подсистем, в основе
которых лежит их роль в реализации целей системы или определенный вид деятельности.
Наибольшее применение функциональный подход получил в 70-х годах в рамках
ситуационной теории менеджмента. Он дает представление об основных рычагах и механизмах,
приводящих в действие систему и обеспечивающих ее сбалансированную работу в условиях
постоянно меняющейся внешней среды.
Так, предприятие (организация) состоит из совокупности взаимосвязанных систем, каждая
из которых имеет определенную функцию и действует в соответствии с задачами организации и
играет важную роль в ее выживании. Несмотря на отсутствие единого подхода к
функциональному структурированию организации, чаще всего его основой является
ресурсный подход. Так, например, в составе организации выделяются: подсистема техники,
подсистема человеческих ресурсов и подсистема управления.
Если организация рассматривается не только как форма устройства общественного
производства, но также как форма социально специализированной деятельности людей, то в
качестве функциональных подсистем чаще всего выделяют производство; финансы; персонал;
менеджмент; НИР. Выделение функциональных подсистем служит основой формирования
горизонтальных связей в производственной системе предприятия.
В соответствии с функциональным подходом в производственной системе предприятия
выделяются подсистема основного производства, подсистема вспомогательного производства и
подсистема обслуживания. Единство структурного и функционального подхода проявляется
прежде всего в том, что в каждой из этих подсистем осуществляется выделение отдельных
производственных звеньев.
Таким образом, объектом организации производства является не предприятие в целом, а его
производственная система, включающая основное и вспомогательное производство, а также его
обслуживание.
Системное представление объекта и рассмотрение организации как процесса предполагает
расширение круга задач организации производства путем включения в их число следующих:
обеспечение элементами производства (сырьем, материалами, оборудованием, рабочей силой и
т.п.), совершенствование материально-технической базы производства и качества выпускаемой
продукции, обеспечение своевременной реализации произведенной продукции. Указанные задачи
также могут рассматриваться в разрезе функциональных подсистем производства. Они являются
основой для формирования системы организации производства на предприятии.
1.3.
Предмет и содержание организации производства
1.3.1.
Характеристика связей в производственной системе
Предметом организации производства являются связи в производственной системе предприятия.
Целостность производственной организации как системы обусловлена тем, что каждая ее часть
осуществляет два типа связей. Первый тип - это связи, включающие данную часть в целое. Это
связи целого для каждой части, системные связи, посредством которых части реализуются такие
свойства, которые они не могут реализовать как самостоятельные образования или в каких либо
иных сочетаниях. Кроме системных связей части целого осуществляют между собой множество
таких связей, которые не приводят к образованию целого, но являются фоном, на котором
возможны связи целого. Второй тип связей - это связи с внесистемными образованиями.
В зависимости от функционального назначения вся совокупность связей в производственной
системе предприятия может быть разделена на следующие виды: технологические, трудовые,
обслуживающие и экономические. Другой аспект классификации связей может быть основан на
характере связи, который обусловлен ее природой, вытекающей из сущности производства.
Несмотря на то что типология межкомпонентных связей велика, именно природа
производственных связей оказывается наиболее существенным фактором, определяющим их
устойчивость и методы установления. В соответствии с характером связей могут быть выделены
технологические связи, кооперационные, экономические и социальные. Обслуживающие связи,
так же как и управленческие, рассматриваемые в рамках производственной организации, могут
быть представлены как комплексные, включающие в себя совокупность вышеуказанных видов
связей. Единство структурного (объектного) и функционального подхода требует рассмотрения
всей совокупности и учета особенностей производственных связей на всех структурных уровнях
производства - от рабочего места до крупных внутрипроизводственных образований.
Технологические связи в производственной системе - это связи средств и предметов труда,
обусловленные технологией производства (методами выполнения работ). Технологические связи в
производственной системе более высокого порядка определяют движение предметов труда по
операциям и стадиям производства. К технологическим связям относятся также связи человека с
предметами и средствами труда. Эти связи реализуются в содержании труда, определяющем
квалификационный уровень рабочих, и в условиях труда (санитарно-гигиенических и
психофизиологических). Аналогичные связи имеют место в составе обслуживающих связей.
Кооперационные связи обусловлены специализацией оборудования и разделением труда в
процессе совместной деятельности. Кооперационные связи в материально-вещественной части
производства обусловлены расположением оборудования (рабочих мест) в пространстве и их
взаимодействием во времени. Кооперационные связи между работниками основаны на разделении
труда и могут иметь различные формы. Аналогичные кооперационные связи имеют место и в
сфере обслуживания производством.
Экономические связи в сфере производства представляют собой совокупность
распределительных отношений, которые реализуются через оплату труда, а также систему
внутрипроизводственных экономических отношений в разрезе производственной структуры.
Социальные связи - совокупность социальных отношений между людьми и отдельными
группами, определяющими трудовую активность, социально-психологический климат, процессы
саморегулирования и т.п.
Производственные связи характеризуются определенными параметрами, а также способами их
осуществления. К параметрам связи относятся:
субъект и объект связи и характер зависимости между ними;
содержание, состав связи, т.е. то, что является предметом передачи от одного объекта к
другому;
объем (норма) связи, т.е. сколько данного предмета связи должно передаваться от одного
объекта связи к другому;
время, продолжительность или период протекания процесса связи между определенными
объектами;
пространство, т.е. место и направление связи.
Способ связи отражает те средства, с помощью которых осуществляется связь. В конкретной
производственной системе объект и субъект связи, а также ее содержание определяются
характером связи. Рассматриваемые параметры отражают их функциональные признаки и
закладываются в процессе проектирования или совершенствования производственной системы.
Изменение параметров связей в производственной системе имеет место в результате изменения
производственно-технических параметров выпускаемой продукции, а также состава
(качественного или количественного) материально-вещественных элементов производства.
Величина этих колебаний определяет степень устойчивости связей. В системе производственных
связей в процессе функционирования предприятия наиболее динамичными являются
технологические и кооперационные связи.
Если рассматривать параметры связей с точки зрения их устойчивости, относительно
устойчивыми можно считать объем (норму) связи. Так, если рассматривать технологические
связи, то устойчивость этого параметра будет определяться стабильностью технологии в
краткосрочном временном интервале. Если речь идет об экономических связях, то их
устойчивость обусловлена наличием определенного периода эффективного использования
различных экономических механизмов.
Наиболее динамичными являются пространственные и временные параметры связей. Способы
осуществления связей в наибольшей степени отражают отраслевые особенности производства и
специфику конкретного предприятия. От эффективных способов в значительной степени зависит
эффективность организации производства.
1.3.2.
Содержание организации производства
Содержанием организации производства являются методы и способы обеспечения связей в
производственной системе предприятия. Под обеспечением связей понимается их установление,
поддержание и совершенствование.
Методы обеспечения связей - это совокупность подходов и приемов, используемых для
определения параметров связей.
Методы установления связей различаются в зависимости от вида связей. Технологические связи жесткие связи, обусловленные технологией и специализацией оборудования и рабочих мест,
устанавливаются на основе регламентации путем использования технологических инструкций,
ГОСТов и других технологических документов.
Объем технологических связей устанавливается расчетным путем, определением количества
машин и количества рабочих на основе нормирования труда путем установления норм
обслуживания, норм времени и выработки, нормативной численности.
Временные параметры технологических связей (движение предметов труда по операциям и
стадиям производства) определяются на основе методов сочетания операций во времени, а
пространственные - существующими способами размещения оборудования.
Традиционными способами обеспечения технологических связей являются попроцессные
технологические карты; технологические карты заказа; нормативные технологические карты,
которые также используются для обеспечения кооперационных связей.
Параметры кооперационных связей материально-вещественных элементов производства связаны с
движением предметов труда по операциям большого количества заказов, образующее
производственные потоки. Определение временных параметров кооперационных связей в
производственных потоках осуществляется методами оперативно-календарного планирования, а
способами обеспечения таких связей являются графики загрузки оборудования, выпуска
продукции, плотности работ и т.п. Применение таких методов дает возможность обеспечить не
только бесперебойное движение заказов по операциям, но и эффективную продолжительность их
обработки и рациональное использование оборудования производства.
Объем кооперационных связей между людьми (трудовых связей) устанавливается на основе
существующей на предприятии коллективной формы его организации с применением
многостаночного обслуживания; расширения зон обслуживания; совмещения профессий и др.
Способом обеспечения кооперационных (трудовых) связей являются карты организации труда,
устанавливающие приемы и методы труда на основе прогрессивных форм разделения и
кооперации труда.
Методы установления экономических связей базируются на использовании экономических
законов. В основе этих методов лежат нормативные регулирующие документы
общеэкономического и отраслевого характера (законодательные акты, инструкции, положения и
т.п.).
Способы обеспечения экономических связей создаются на предприятиях в виде различных
положений (об оплате и стимулировании труда; о развитии элементов внутрипроизводственных
экономических отношений и т.п.).
Социальные связи работников формируются и осуществляются на основании законов
формирования различных групп персонала и системы социально-психологических отношений с
учетом конкретных особенностей каждого коллектива.
Определенное представление о характере и устойчивости связей в конкретной производственной
системе может быть получено на основе характеристики ее материально-вещественных и
личностных элементов. Особенности производственных связей могут быть установлены с
помощью классификации производственных систем по типу производства. Организационный тип
производства - это совокупность технических и экономических характеристик элементов
производства, которые обуславливают особенности их сочетания в пространстве и во времени, и
применяемые методы определения параметров связей и способов из обеспечения.
Процесс обеспечения производственных связей всегда имеет конкретный характер и зависит от
иерархического уровня системы. Так, в нулевой системе определяющее значение имеет
установление технологических связей. На уровне производственных участков увеличивается
количество и возрастает значение кооперационных связей. На более высоких иерархических
уровнях в полной мере проявляются экономические и социальные связи.
1.4.
Организация производства как область научного знания и сфера практической ее деятельности
1.4.1.
Организация производства как область научного знания
Организация производства как область научного знания характеризуется наличием собственного
объекта и предмета изучения. Основными принципами организации производства являются:
соответствие организации производства ее целям;
соответствие форм и методов организации производства уровню материально-технического
базиса;
комплексность;
соответствие организации производства конкретным производственно-техническим
условиям;
научная обоснованность;
непрерывное совершенствование организации производства.
Содержанием организации производства являются методы и способы обеспечения
производственных связей на основе установленных закономерностей создания и
функционирования производственной системы предприятия. Содержание организации
производства как области научного знания формирует собственный понятийный аппарат,
отражающий специфику предприятия.
В круг теоретических проблем, изучаемых организацией производства, включаются следующие:
предмет организации производства; место организации производства в системе наук; система
закономерностей и принципов организации производства; формы и методы организации
производства; теоретические аспекты эффективности организации производства.
Место организации производства в системе научного знания обусловлено тем, что она относится к
числу прикладных экономических наук, исследующих основные закономерности механизма
функционирования производства. Прикладной аспект организации производства обусловлен тем,
что научно обоснованные методы и способы установления производственных связей применяются
в практике управления с учетом отраслевых особенностей и конкретных условий производства на
предприятии.
Методом организации производства является общеметодологический диалектический метод,
наиболее полно реализующийся в системном подходе к объекту и предмету исследования.
Организация производства непосредственно базируется на экономической теории (теории
производства), теории организации и теории управления. В соответствии с природой
производственных связей организация производства непосредственно связана с технологией
производства, а также физиологией, психологией и социологией труда, используя в собственных
исследованиях методы и принципы этих наук.
Как прикладное направление экономической науки организация производства также широко
использует методы исследования, характерные для прикладных экономических наук. Среди этих
методов: методы статистического наблюдения и сравнительного анализа, которые дают
возможность накапливать и сопоставлять эмпирические данные, анализировать динамику
организационных процессов, в том числе в сфере производства; вероятностные и прогностические
методы, используемые в процессе обоснования организационных решений: математические
модели, методы графического изображения и др.
1.4.2.
Организация производства как сфера практической деятельности
Прикладной аспект организации производства непосредственно связан с пониманием организации
производства как процесса, т.е. действий, направленных на создание и совершенствование
производственной системы. Организация как процесс составляет сущность организационной
деятельности человека . В этом смысле организация производства рассматривается как функция
управления наряду с такими функциями, как планирование, учет, контроль, регулирование
(мотивация). Содержанием организационной деятельности как вида управленческой деятельности
является принятие организационных решений в соответствии с процедурой подготовки и
принятия управленческих решений на основе имеющихся форм и методов организации
производства. Организация производства является частью организационной деятельности,
осуществляемой на предприятии.
Для различия понятий «организации производства» как системы знаний, образующих научную
основу управления, и «организации производства» как вида управленческой деятельности для
обозначения последней целесообразно использовать термин «организовывание» .
Согласно закону развития, организационная деятельность осуществляется в следующих
направлениях: организационное проектирование, обеспечение функционирования производства и
организационное совершенствование (рационализация). Каждое из этих направлений имеет
некоторые особенности в подходах и применении методов и способов обеспечения связей в
производственной системе.
Организация производства как функция управления образует соответствующую функциональную
подсистему в системе управления предприятием.
Формирование системы организации производства может осуществляться на основе структурного
и функционального подходов. При формировании на основе структурного (элементного) подхода
выделяются следующие подсистемы:
организация функционирований средств труда;
организация предметов труда;
организация труда работников.
Функциональный подход реализуется в выделении следующих подсистем:
организация подготовки производства, включающая подсистему обеспечения качества
продукции;
организация производственных потоков;
организация обслуживания производства;
организация материально-технического обеспечения производства;
организация сбыта (реализации продукции);
организация внутрипроизводственных экономических процессов;
организация социальных процессов.
Формирование подсистемы организации производства в системе менеджмента осуществляется в
соответствии с целями и стратегией производственной организации на основе сочетания
структурного и функционального подходов.
2.
Производственный процесс и принципы эффективной его организации
2.1.
Производственный процесс, его состав и структура
Производство - это естественное условие человеческой жизни и материальная основа других
видов деятельности человека. В ходе процесса производства работники предприятий, находясь в
определенных производственных отношениях, создают различные виды экономического
продукта.
Основным продуктом полиграфического производства является печатное издание. При этом
различают издательскую и неиздательскую продукцию. Издательская продукция имеет смысловое
содержание и ее подготовка осуществляется в издательствах или организациях, имеющих право на
издательскую деятельность. Примером издательской продукции могут служить книги, журналы,
газеты, справочники, картографическая продукция и т.п., а примером неиздательской - бланки
форм учетной и плановой документации, лотерейные билеты, ценные бумаги, удостоверения,
тетради и тому подобная полиграфическая продукция.
Производственный процесс представляет собой совокупность взаимосвязанных трудовых и
естественных процессов, направленных на изготовление товара заданного количества, качества и
ассортимента в установленные сроки.
Содержание трудового процесса определяется следующими основными элементами:
целесообразной деятельностью людей или самим трудом; предметами труда, т. е. всем тем, на что
направлена целесообразная деятельность человека; средствами труда - машинами, оборудованием,
инструментами, с помощью которых человек преобразует предметы труда, приспосабливая их для
удовлетворения своих потребностей.
Отличие естественных процессов от трудовых заключается в отсутствии активного воздействия
человека и средств труда на предметы труда. Примером естественного процесса в
полиграфическом производстве является процесс акклиматизации бумаги при подготовке ее к
печатному процессу, сушка негативов и диапозитивов и т.п.
И трудовые и естественные процессы предполагают определенную технологию их выполнения способ преобразования предметов труда.
Производственный процесс состоит из частичных производственных процессов, каждый из
которых охватывает обособленную часть производственного процесса по тому или иному
признаку.
В свою очередь, частичные производственные процессы состоят из операций. На
полиграфических предприятиях принята пооперационная организация производственного
процесса. Операция- это часть производственного процесса, выполняемая определенным
предметом труда одним рабочим или бригадой на одном рабочем месте без переналадки
оборудования. Местом выполнения операции является рабочее место.
Таким образом, производственный процесс на полиграфическом предприятии включает в себя
трудовые и естественные процессы и состоит из частичных производственных процессов,
которые, в свою очередь, представляют собой совокупность отдельных операций. Таковы состав и
структура производственного процесса.
2.2.
Классификация производственных процессов
Классифицировать производственные процессы можно в зависимости от их роли в изготовлении
продукции, от степени сложности организации производства, а также от степени технического
оснащения.
Все производственные процессы в зависимости от их роли в изготовлении продукции делятся на
основные, вспомогательные и обслуживающие.
Основной процесс предназначен для непосредственного изготовления продукции. Он
представляет собой совокупность действий по превращению материалов и полуфабрикатов в
готовую продукцию. В ходе основного процесса изменяется степень готовности продукции.
Совокупный основной производственный процесс на полиграфическом предприятии с полным
циклом производства включает в себя три стадии: допечатную, печатную и сборку или (и) отделку
готовой продукции. Стадией производственного процесса называется комплекс работ, выполнение
которых характеризует решение определенной части производственного процесса и связано с
переходом предмета труда из одного качественного состояния в другое. Продуктом первой стадии
полиграфического производственного процесса является печатная форма, второй - листы-оттиски
и сфальцованные тетради, а третьей - готовая полиграфическая продукция.
Основной производственный процесс состоит из частичных основных процессов, каждый из
которых охватывает обособленную часть производственного процесса по созданию составных
частей готового изделия. Между основными частичными производственными процессами
имеются непрерывные производственно-технологические и организационные связи. Так,
использование определенного способа печати предполагает применение определенных способов
изготовления печатных форм. Примером частичных процессов на допечатной стадии могут
служить процессы изготовления фотоформ и печатных форм. На стадии печатания понятие
частичного производственного процесса совпадает с понятием стадии. А на стадии сборки и
отделки готовой полиграфической продукции примером частичных процессов могут служить
процесс изготовления блока, изготовление крышки и окончательная сборка изделия.
Характер частичных процессов основного производства зависит от вида и особенностей
выпускаемой продукции - структуры издания, объема, красочности; принятой технологии
изготовления; применяемых материалов и оборудования; формы специализации предприятия.
Частичные основные производственные процессы состоят из основных операций. К основным
операциям относятся, например, набор, верстка, монтаж и копировка при изготовлении печатных
форм; печатание; фальцовка; шитье; обрезка и т.п. На выполнении основных операций заняты
основные рабочие.
Вспомогательные процессы должны обеспечивать бесперебойное протекание основного
процесса. Их результатом является продукция и услуги, чаще всего потребляемые самим
полиграфическим предприятием. К вспомогательным процессам относятся изготовление деталей
для ремонта и ремонт действующего оборудования, производство различного рода
приспособлений для собственных нужд производства.
Вспомогательный процесс тоже состоит из частичных процессов, но технологические связи здесь
отсутствуют. Частичные вспомогательные процессы связаны между собой лишь организационно.
Например, нет необходимости в производственно-технологической увязке ремонта отдельных
единиц оборудования. В то же время установление организационных связей между частичными
вспомогательным процессами - одно из условий эффективного функционирования предприятия.
Между частичными основными и вспомогательными процессами существует тоже только
организационная связь. Вспомогательные процессы состоят из вспомогательных операций, и на
них заняты вспомогательные рабочие.
Обслуживающие процессы направлены на обслуживание основных и вспомогательных
процессов. В результате выполнения этих процессов не создается какой-либо экономический
продукт. Этим обслуживающие процессы отличаются от основных и вспомогательных. К
обслуживающим относятся процессы материально-технического обеспечения производства,
процессы контроля, транспортировки, складирования и т.п. В отличие от вспомогательных
обслуживающие процессы имеют устойчивые организационные и производственнотехнологические связи с основными и вспомогательными процессами. Так, для выпуска
конкурентоспособной продукции необходимо обеспечивать не только сквозной контроль качества
всех основных процессов производства, но и контроль качества материалов и полуфабрикатов,
входящих в готовый продукт. Это возможно только в том случае, если контроль становится
частью технологического процесса. Обслуживающие частичные процессы состоят из
обслуживающих операций, и на них заняты обслуживающие рабочие.
Одна из основных задач организации производства состоит в том, чтобы обеспечивалось
эффективное сочетание во времени и пространстве основных, вспомогательных и обслуживающих
процессов. В условиях совершенствования техники и технологии полиграфического производства
крайне важно осуществлять комплексный подход к организации основного, вспомогательного и
обслуживающего производства. Структура вспомогательных и обслуживающих процессов и
пропорции развития их составных частей должны быть приведены в соответствие с
особенностями основного процесса. Для обеспечения выпуска конкурентоспособной продукции
необходимо совершенствование организации и современного оснащения вспомогательного и
обслуживающего производства. Тенденция интеграции основных, обслуживающих и
вспомогательных процессов может наблюдаться в автоматизированных комплексах и в поточном
производстве.
В организационном плане различают простой и сложный процесс изготовления полиграфической
продукции.
Простыми называются производственные процессы, состоящие из последовательно
осуществляемых действий над простым предметом труда. Простой процесс отличается от
сложного отсутствием в нем сборочных операций. С помощью простого процесса изготавливают
конструктивно простую продукцию - бланки, газеты, плакаты, открытки или детали сложной
продукции, такие, как вклейки, форзацы, обложки, т. е. для простых изделий характерно
отсутствие брошюровочно-переплетных работ.
Сложный процесс представляет собой совокупность простых процессов по изготовлению
полуфабрикатов, входящих в одно сложное готовое изделие. Для сложного процесса характерна
одна или несколько сборочных операций. Такой процесс требует более точной по сравнению с
простым процессом технологической и организационной увязки составляющих его частичных
процессов. К числу конструктивно сложных изделий могут быть отнесены книги, журналы,
брошюры, альбомы и перекидные календари.
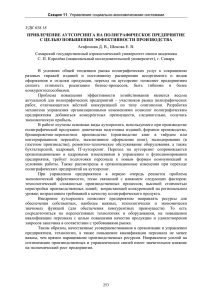
В зависимости от технической оснащенности производственные процессы можно
классифицировать по четырем группам: ручные, машинно-ручные, машинные, автоматические и
аппаратурные. Такую классификацию можно применять по отношению к отдельным операциям
производственного процесса. Ручные процессы характеризуются отсутствием каких-либо
механизмов при их выполнении. В этом случае производительность такого процесса зависит от
квалификации рабочих и эффективности организации их труда. Примером ручного процесса
может служить операция монтажа фотоформ, ручной фальцовки и подборки. На машинноручных операциях предмет труда обрабатывается при прямом участии рабочего при помощи
машин. Производительность на машинно-ручных операциях зависит как от квалификации
рабочего, так и от скорости работы машины. Примером такой операции может служить шитье на
ниткошвейном полуавтомате, набор и верстка на персональном компьютере. Машинные
операции выполняются на машинах при ограниченном участии рабочих. В значительной мере
выпуск продукции на такой операции определяется скоростями работы машины, однако
квалификация рабочего тоже немаловажна. К машинным относится, например, процесс печати на
листовой офсетной машине. Как известно, в этом случае операция печати включает в себя процесс
установки печатных форм на машину и их приладки и процесс собственно печати, выпуска
продукции. Если в печатной машине не автоматизирован процесс приладки печатных форм или не
предусмотрена конструктивно штифтовая приводка, то время на приладку форм в значительной
мере будет зависеть от квалификации печатника, в то время как производительность процесса
собственно печати в основном будет определяться возможностями машины. Производственный
процесс на автоматических операциях полностью автоматизирован, его производительность
определяется производительностью оборудования, а на рабочего возлагается функция наблюдения
и контроля за работой оборудования. Примером автоматического процесса может служить
операция сканирования, вывода на пленку готовых фотоформ, печати на печатных машинах с
автоматической сменой форм и автоматическим контролем качества процесса печати т.п.
Аппаратурные операции выполняются с использованием оборудования, производительность
которого определяется скоростью протекания химических, физико-химических,
электрохимических и тому подобных процессов. Рабочий на таких операциях выполняет те же
функции, что и на автоматических операциях. Аппаратурным является операция копирования на
копировальной раме.
На рис. 2.1 представлена классификация производственных процессов и операций по различным
признакам.
2.3.
Принципы организации производственного процесса
Принципы организации производства - это исходные положения, на основе которых
осуществляется проектирование, функционирование и развитие производственных процессов.
Основными принципами рациональной организации производственных процессов являются
специализация, пропорциональность, прямоточность, непрерывность, параллельность и
ритмичность.
Принцип специализации основан на ограничении разнообразия элементов производственного
процесса за счет сокращения разновидностей трудовых действий, с помощью которых происходит
преобразование предметов труда в готовый продукт. Различают предметную и технологическую
специализацию.
Предметная специализация предполагает закрепление за каждым производственным
подразделением или рабочим местом изготовление определенных видов полуфабрикатов или
готового продукта. А технологическая специализация - выполнение работ по определенной
технологии. Предметная специализация на уровне предприятия находит свое выражение в
выпуске продукции конкретной номенклатуры, а на уровне цехов и участков - в выпуске
полуфабрикатов определенного вида.
Наивысшего уровня специализации можно достигнуть при выпуске одного вида экономического
продукта. В полиграфии примером наиболее полного использования принципа специализации
могут служить узкоспециализированные газетные комплексы. При расширении номенклатуры
выпускаемой продукции уровень специализации снижается.
Специализация способствует росту производительности труда за счет доведения до автоматизма
трудовых движений рабочих, наилучшему использованию оборудования, сводит к минимуму
затраты на его переналадку. Специализация предполагает унификацию изделий и типизацию
технологических процессов, при этом создаются наиболее благоприятные условия для
механизации и автоматизации производства. В конечном итоге специализация оказывает
существенное влияние на улучшение технико-экономических показателей деятельности
предприятий.
Принцип специализации необходимо учитывать как на этапе проектирования полиграфического
предприятия при создании рациональной производственной структуры, так и в текущей его
деятельности.
Принцип пропорциональности заключается в обеспечении определенных количественных
соотношений отдельных элементов производственного процесса.
Пропорциональность по производственным мощностям предполагает равную пропускную
способность рабочих мест, участков или цехов одной производственной цепочки по изготовлению
готового изделия, т. е. производственные мощности формного цеха должны обеспечивать
потребности в формах печатного цеха, а пропускная способность отделочных и брошюровочнопереплетных цехов должна быть достаточной для обработки всех полуфабрикатов, произведенных
печатным цехом. При этом предполагается пропорциональное обеспечение рабочих мест
материальными и трудовыми ресурсами и информацией. Отсюда требование иметь в каждом
структурном подразделении полиграфического предприятия площади, производственные и
трудовые ресурсы, в таком количестве, чтобы обеспечивалась нормальная работа всех
подразделений.
Принцип пропорциональности должен быть соблюден и по отношению к организации работ
основного, обслуживающего и вспомогательного производства.
Основой установления пропорций является система норм и нормативов, которая определяет
количественные связи между различными элементами производственного процесса на конкретном
полиграфическом предприятии.
Несоблюдение принципа пропорциональности может привести к возникновению «узких» мест,
производительность которых недостаточна для выполнения производственной программы.
Особенно большое значение имеет учет принципа пропорциональности на этапе проектирования
полиграфических предприятий, так как именно на этом принципе базируются расчеты по
определению количества единиц оборудования и списочной численности рабочих на операциях
производственного процесса.
В текущей деятельности полиграфического предприятия при разработке производственных
планов предприятия путем проведения объемных расчетов целесообразно увязывать
производственную загрузку с производственными мощностями и численностью работающих.
Принцип пропорциональности необходимо учитывать и при изменении организационнотехнических условий функционирования полиграфического предприятия, в частности при
техническом переоснащении и изменении характера выпускаемой продукции. Так, при снижении
среднегодового тиража, увеличении красочности изданий и обеспечении при этом полной
загрузки печатных цехов надо пересматривать условия организации производственного процесса
на стадии изготовления форм, приводить в соответствие потребности в формах печатных цехов с
производительностью формных подразделений предприятия. Одним из путей ликвидации
возникшей диспропорции производства (при условии неизменности технического оснащения
предприятия) может служить увеличение коэффициента сменности работы формных цехов
предприятия.
Прямоточность - принцип рациональной организации производства, характеризующий
оптимальность пути прохождения предметов труда по операциям производственного процесса.
Принцип прямоточности подразумевает прямолинейность движения предметов труда по всему
ходу технологического процесса и отсутствие встречных потоков и «петель». Реализация этого
принципа осуществляется на этапе проектирования полиграфических предприятий за счет
рациональной компоновки оборудования и рабочих мест внутри производственных подразделений
и обеспечения минимальных расстояний между структурными подразделениями. Наиболее полно
этот принцип реализуется при предметной специализации производственных звеньев
предприятия, для которой характерно размещение оборудования и рабочих мест по ходу
технологического процесса и особенно в поточном производстве при создании предметнозамкнутых участков.
Принцип прямоточности положен в основу рациональной организации грузопотоков. Выполнение
этого принципа ведет к снижению грузооборота и уменьшению затрат на транспортировку
материалов и полуфабрикатов.
Непрерывность - принцип, выполнение которого предполагает отсутствие перерывов в
производственном процессе. Этот принцип на полиграфическом предприятии может быть
применен по отношению к различным объектам организации производства.
Если объектом реализации принципа выступает процесс прохождения изданий в производстве, то
предполагается организация непрерывного движения предметов труда по операциям
производственного процесса, т.е. обеспечивается начало каждой последующей операции сразу же
после окончания предыдущей. Выполнение принципа непрерывности по отношению к движению
изданий в производстве ведет к сокращению длительности цикла, уменьшению незавершенного
производства и ускорению оборачиваемости оборотных средств.
Но можно рассматривать выполнение этого принципа и по отношению к работе оборудования.
При этом оборудование и штат работают без простоев, что ведет к сокращению постоянных
издержек производства в расчете на единицу продукции и, следовательно, к снижению
себестоимости продукции и увеличению прибыли предприятия.
Параллельность - принцип рациональной организации производственных процессов,
характеризующий степень совмещения операций во времени. Принцип параллельности может
осуществляться по отношению к одной операции производственного процесса за счет введения на
операции фронта работ, отличного от единицы. Например, если в печатном цехе предприятия
имеется три однотипные печатные машины, то при изготовлении объемного книжного издания
процесс печатания будет производиться сразу на трех машинах, что приведет к сокращению
продолжительности конкретной операции. Возможность осуществлять принцип параллельности
по отношению к одной операции представляется при организации производственного процесса на
крупных полиграфических предприятиях.
На малых полиграфических предприятиях возможность осуществления принципа параллельности
на отдельной машинной операции отсутствует, так как чаще всего фронт работ на них равен
единице. Например, если печатный участок малого полиграфического предприятия оснащен двумя
офсетными печатными машинами, одна из которых четырехкрасочная, а другая - однокрасочная,
то печатание многокрасочного объемного журнала будет осуществляться только на
четырехкрасочной машине. Таким образом, на малых полиграфических предприятиях, где фронт
работ на машинных операциях редко отличается от единицы, принцип параллельности по
отношению к одной операции можно применять лишь на ручных операциях.
Но чаще принцип параллельности рассматривают применительно к двум смежным операциям,
например параллельное выполнение операций монтажа и копирования на стадии изготовления
печатных форм, печатания и фальцовки на стадии печатания. Принцип параллельности по
отношению к смежным операциям одной производственной стадии производственного процесса
имеет широкое распространение на полиграфических предприятиях всех типов производства. Но
на малых полиграфических предприятиях, для которых характерна бесцеховая структура, легче
организовать параллельность выполнения операций, осуществляемых на различных стадиях
производства, например изготовление печатных форм и печатание отдельных листов издания. Так,
для того же журнала после изготовления комплекта из четырех форм первого печатного листа
издания можно приступать к печатанию этого листа, параллельно с этим выполняя работы по
монтажу и копировке второго листа издания.
Рациональная организация производства предполагает осуществление вспомогательных и
обслуживающих операций параллельно основному производственному процессу. Например,
операция сушки и акклиматизации бумаги проводится параллельно операциям допечатной стадии
производства продукции с тем расчетом, чтобы к моменту начала печатания бумага отвечала бы
соответствующим требованиям стандартов и технических условий.
В целом реализация принципа параллельности во всех трех перечисленных аспектах ведет к
сокращению длительности производственного цикла.
Ритмичность - принцип рациональной организации производства, характеризующий
равномерность выполнения производственных процессов во времени и пространстве.
Характеристикой равномерности производственного процесса во времени служит ритмичность
выпуска продукции, которая предполагает выпуск одинакового (или возрастающего) количества
продукции в равные промежутки времени. Такое определение ритмичности в условиях
полиграфических предприятий можно использовать по отношению к деятельности формных и
частично к отделочным и брошюровочно-переплетным подразделениям. Поскольку выпуск
продукции печатных цехов в значительной мере зависит от тиража изданий, то под ритмичностью
выпуска продукции в печатных подразделениях и по полиграфическому предприятию в целом
понимается отношение фактического объем выпуска в пределах плана к запланированному
объему выпуска.
Реализация принципа ритмичности в пространстве находит свое отражение в равномерной
загрузке оборудования и рабочих мест и проявляется в ритмичности работы производственных
подразделений предприятия. Под ритмичностью производства понимают совокупность
ритмичности работы и ритмичности выпуска продукции.
Перечисленные принципы рациональной организации производства в процессе их реализации
проявляют взаимное влияние их друг на друга и взаимную зависимость.
Значимость отдельных принципов в разные периоды функционирования предприятия различна.
Так, на этапе проектирования полиграфических предприятий наиболее важны принципы
пропорциональности, специализации и прямоточности, в то время как в текущей деятельности
предприятия чаще приходится уделять должное внимание принципам непрерывности,
параллельности и ритмичности.
Контрольные вопросы к разделу 2
3.
Организация производственного процесса во времени
Организация производственного процесса во времени направлена на обеспечение такого
сочетания основных, обслуживающих и вспомогательных процессов, которое гарантирует
наименьшие сроки изготовления продукции. Рациональное взаимодействие всех элементов
производственного процесса достижимо за счет формирования оптимального производственного
цикла изделия.
Под производственным циклом понимают комплекс определенным образом организованных во
времени основных, вспомогательных и обслуживающих процессов, необходимых для
изготовления отдельного заказа.
Организация производственного процесса во времени отражает последовательность движения
предметов труда по операциям процесса производства и характеризуется двумя параметрами:
длительностью производственного цикла и его структурой.
3.1.
Длительность и структура производственного цикла полиграфической продукции
Длительность производственного цикла - это календарный период времени от момента запуска
заказа в производство до момента поступления его на склад готовой продукции. В
полиграфическом производстве длительность цикла измеряется в часах - при изготовлении газет и
оперативной информации и в календарных днях - для всех остальных видов издательской
продукции. Различают планируемую и фактическую длительность цикла.
Главной задачей, стоящей перед организацией производственного процесса во времени на
полиграфическом предприятии, является обеспечение минимальной длительности
производственного цикла отдельных изданий.
Показатель длительности производственного цикла используется при формировании
производственной программы полиграфического предприятия, определении сроков выпуска
изданий, обеспечении запасов материалов, а также для определения величины незавершенного
производства.
Длительность производственного цикла издания (Тц ) можно представить как сумму
продолжительностей прохождения заказом отдельных стадий полиграфического производства:
ТДопеч - время допечатных процессов (изготовление фотоформ и печатным форм либо только
изготовление печатных форм, либо набор текста, изготовление фотоформ и печатных форм), Tпеч время печатания, Тотд - время отделочных процессов, Тб-п - время брошюровочно-переплетных
процессов.
Тц = ТДопеч + Tпеч + Тотд
или
Тц = ТДопеч + Tпеч + Тб-п .
Структура цикла представляет собой процентное содержание каждой составляющей в общей
продолжительности цикла.
Длительность и структура производственного цикла изданий зависят от целого ряда факторов:
вида издания, его объема, формата, тиража, красочности, параметров, определяющих
трудоемкость изготовления издания;
степени готовности оригинал-макета при сдаче его на полиграфическое предприятие;
количества заказов, находящихся в производстве;
принятой на предприятии технологии изготовления заказа;
производительности и уровня использования оборудования;
формы организации производственного процесса;
продолжительности выполнения естественных процессов и возможности организации их
осуществления параллельно основному технологическому процессу;
эффективности организации вспомогательных и обслуживающих процессов;
длительности перерывов между сменами.
В табл. 3.1 представлена характеристика некоторых изданий, в табл. 3.2 - планируемые
продолжительности прохождения этих заказов по стадиям полиграфического производства и на
рис. 3.1 примерная постадийная структура длительности цикла.
Таблица 3.1
Характеристика изданий
Параметры
изданий
Издание №
1
2
3
4
Журнал
Журнал
Журнал
Брошюра
Объем, п.л.
10
10
10
2
Тираж, тыс. экз.
10
10
1
10
1+1
4+4
4+4
1+1
Вид продукции
Kрасочность
издания
Таблица 3.2
Планируемая продолжительность прохождения изданий
по стадиям производственного цикла
в календарных днях
Стадия производственного процесса
№ издания
Длительность
цикла
1
изготовление
печатных форм
печатание
брошюровочнопереплетные
процессы
5
1
3
1
2
21
8
12
1
3
12,25
8
4
1
4
3
1
1
1
Приведенные данные свидетельствуют о том, что красочность изданий влияет на
продолжительность стадий изготовления форм и печатания. От величины тиража изготавливаемой
продукции зависит длительность прохождения заказа на стадиях печатания и брошюровочнопереплетных и отделочных процессов. С увеличением объема изданий прямо пропорционально
растет продолжительность обработки заказа на стадиях изготовления форм и печатания тиража.
Объем издания влияет и на длительность брошюровочно-переплетных процессов.
Структурно длительность производственного цикла можно представить и как сумму
продолжительностей рабочего периода цикла (Траб ) и времени перерывов (Тпер ).
Тц =Траб + Тпер .
На рис. 3.2 представлена поэлементная структура длительности производственного цикла
полиграфической продукции. Рассмотрим содержание отдельных составляющих
производственного цикла изготовления полиграфической продукции.
Рабочий период цикла включает в себя продолжительность выполнения основного и
обслуживающих процессов, необходимых для изготовления заказа. Доля рабочего периода цикла
в его общей длительности характеризует степень непрерывности движения предметов труда по
операциям производственного процесса. Чем выше доля рабочего периода, тем совершеннее
организация производственного процесса во времени на полиграфическом предприятии.
В состав рабочего периода цикла выделяют операционный период цикла, а также естественные и
обслуживающие процессы. Под операционным периодом цикла понимают совокупность
операций основного производственного процесса по изготовлению конкретного полиграфического
заказа. А длительность представляет собой совокупность времен выполнения этих операций.
Операционный период цикла включает в себя собственно технологические операции, в течение
которых происходит изменение формы и размеров предметов труда, либо его внутренних свойств,
состояния поверхности и взаимного расположения отдельных частей, и работ подготовительнозаключительного характера.
Время выполнения технологических операций - технологическое время (tшт) - затрачивается
непосредственно на изготовление продукции и может быть отнесено к учетной единице измерения
продукции. В полиграфическом производстве примером учетных единиц могут служить тысяча
знаков при наборе текста; полоса набора при верстке полос; тысяча листов-оттисков или
листопрогонов при печатании тиража; тысяча тетрадей и тысяча экземпляров при выполнении
брошюровочно-переплетных работ и т.п.
Примером подготовительно-заключительного времени (tпз) при организации производственного
процесса на полиграфическом предприятии является время на приладку (приправку) печатных
форм при печатании тиража, а также время на переналадку поточных линий в брошюровочнопереплетном производстве. Подготовительно-заключительное время расходуется не на каждый
предмет труда, а на партию. Например, время на приладку комплекта форм на печатной машине
относится к прогонному тиражу издания, а время на переналадку поточной линии на стадии
сборки издания может быть отнесено к суммарному количеству экземпляров группы изданий с
одинаковым объемом и форматом.
Операционный период цикла зависит от технологической трудоемкости изданий, фронта работ на
операциях производственного процесса, размера партии, вида движения предметов труда в
производстве. Длительность операционного цикла может быть определена расчетным способом.
Время протекания естественных процессов обычно заранее известно и может быть учтено при
планировании длительности цикла заказа.
В составе рабочего периода учитывается время обслуживающих операций, таких, как
контрольные и транспортные операции. Причем если транспортировка и контроль предметов
труда осуществляются параллельно основному производственному процессу, то при расчетах
рабочего периода цикла учитывается лишь время этих операций, не перекрываемое основным
процессом.
Продолжительность обслуживающих операций обусловлена эффективностью организации
производственного процесса в пространстве, рациональностью организации транспортных и
контрольных операций, уровнем их механизации и автоматизации.
В составе длительности производственного цикла различают перерывы в нерабочее и в рабочее
время. Величина перерывов первой группы обусловлена числом рабочих смен, их
продолжительностью, длительностью перерывов между ними, а также количеством выходных и
праздничных дней.
Перерывы в рабочее время подразделяются на регламентированные и нерегламентированные.
Регламентированные перерывы - это время на отдых и личные надобности. Затраты рабочего
времени на эти перерывы учитываются при установлении норм времени на изготовление учетной
единицы продукции (tшт), а следовательно, учитываются при расчете длительности
операционного цикла.
У числу
нерегламентированных перерывов относятся:
Ожидание освобождения рабочего места. Природа возникновения этих перерывов связана с тем,
что в реальном производстве находится не один заказ, а определенное множество, которое
составляет производственную программу участка или цеха. Трудоемкость выполнения отдельных
операций для разных заказов различна. Кроме того, даже при изготовлении заказов с
использованием одних и тех же технологических схем наблюдается различное сочетание
трудоемкости в двух смежных операциях. Появление перерывов ожидания освобождения рабочего
места зависит от того, какова будет очередность обработки заказов. Величина этих перерывов
зависит от качества оперативно-календарного планирования на предприятии. Путем проведения
оптимизационных расчетов можно упорядочить множество заказов, выстроив их в определенную
очередь, и свести к минимуму этого рода перерывы в движении предметов труда по операциям
производственного процесса. При обеспечении сквозного графика прохождения заказа в
производстве в режиме «молния» этот вид перерывов отсутствует. Величина и вероятность
появления этих перерывов зависит от степени загрузки оборудования: чем больше загрузка, тем
больше вероятность появления такого рода перерывов и больше их продолжительность. В
современных условиях работы полиграфических предприятий чаще имеет место недогрузка
производственных мощностей, что приводит к ухудшению целого ряда экономических
показателей его деятельности. Исключение составляет показатель длительности
производственного цикла. Уменьшение длительности цикла объясняется возможностью в
сложившихся условиях наиболее полно реализовать принцип непрерывности движения изделий
по операциям производственного процесса. На малых полиграфических предприятиях в связи с
небольшим количеством технологических схем прохождения изданий в производстве вероятность
появления перерывов ожидания освобождения рабочих мест небольшая. Чаще всего заказ
проходит по сквозному графику, полностью реализуя принцип непрерывности движения
предметов труда по операциям производственного процесса, что обеспечивает рациональную
структуру цикла и его минимальную длительность.
Ожидание комплектации. Эти перерывы характерны только для сложных изданий. Возникают они
при несогласованности организации частичных производственных процессов по изготовлению
составных частей издания. Например, если к моменту окончания изготовления блока книжного
издания не готовы крышки, то имеет место пролеживание блоков в ожидании их комплектации.
Избежать этих перерывов можно за счет параллельного выполнения частичных производственных
процессов и обеспечения одновременного окончания сроков изготовления сборочных единиц (в
нашем примере блока и крышки).
Организационно-технические перерывы связаны с неудовлетворительной организацией
производства на предприятии. Несоблюдение принципов рациональной организации производства
при организации производственного процесса изготовления полиграфической продукции,
недостатки в организации материально-технического снабжения производства, технологической
подготовки производства, организации грузопотоков и технического обслуживания оборудования
приводят к вынужденным перерывам в работе и, как следствие этого, к увеличению длительности
производственного цикла. Величина организационно-технических перерывов может учитываться
в общей длительности цикла как среднестатистическая величина для однотипной группы изданий.
Случайные перерывы. Это перерывы, вызванные случайными обстоятельствами. Примером такого
рода перерывов является прерывание производственного процесса из-за отключения
электроэнергии, аварийной остановки оборудования, срыв поставок материалов и т.п. При расчете
планируемой длительности производственного цикла эти перерывы не учитываются.
3.2.
Виды движения предметов труда по операциям производственного процесса
В зависимости от принятой формы организации производства применяют последовательный,
параллельный или смешанный вид движения предметов труда по операциям производственного
процесса. При этом на различных стадиях производства могут применяться разные способы
сочетания операций по времени.
Последовательный вид движения характеризуется одновременной передачей всей
обрабатываемой партии деталей на последующую операцию, т.е. каждая последующая операция
начинается не ранее времени окончания обработки всей партии на предыдущей операции. При
этом виде движения предметов труда по операциям производственного процесса все детали из
партии, кроме последней, пролеживают в ожидании своей обработки, причем время пролеживания
различных деталей разное - чем раньше обработана деталь на предыдущей операции, тем больше
время ее пролеживания в ожидании партионности. Длительность цикла при этом виде движения
максимальна. Преимущество последовательного вида движения заключается в обеспечении
непрерывности обработки деталей на операции, что ведет к отсутствию перерывов в работе
оборудования и рабочих.
При последовательном виде движения длительность цикла вычисляется по формуле
;
где tопi - длительность выполнения i-й операции, ч; m - количество операций в производственном
цикле; tnзi - подготовительно-заключительное время на i-й операции, ч; tштi - время на изготовление
учетной единицы продукции на i-й операции, ч; n - количество учетных единиц в партии (заказе).
В том случае, если подготовительно-заключительное время на операции (tnзi = 0) отсутствует или
значительно меньше технологического времени обработки партии изделий (tnзi <<tштi ×n), формула
расчета длительности цикла упрощается:
Пример 1. Партия из 4 деталей (n = 4) обрабатывается на 6 операциях (m = 6):tшт1 = 4 мин, tшт2 = 2
мин, tшт3 = 3 мин, tшт4 = 5 мин, tшт5 = 2 мин, tшт6 = 3 мин.
Тпосл = 4 × (4 + 2 + 3 + 5 + 2 + 3) = 76 мин.
График движения предметов труда при последовательном виде движения представлен на рис.
3.3а .
При последовательном виде движения уменьшить величину длительности цикла можно за счет
введения фронта работ на операциях производственного процесса, т.е. увеличения количества
рабочих мест (wi ):
тогда (при условии tnзi <<tштi × n).
В вышеприведенном примере при возможности обработки партии на 4-й операции на двух
рабочих местах (w4 = 2) длительность цикла может быть сокращена на 10 мин:
Тпосл = 4 × (4 + 2 + 3 + 5/2 + 2 + 3) = 66 мин.
При соизмеримости величин времени на подготовительно-заключительные работы и
технологического времени изготовления партии деталей при введении фронта работ на такой i-й
операции длительность выполнения операции tопi тоже сокращается. Но здесь необходимо
рассмотреть два возможных случая.
Случай 1. Подготовительно-заключительное время отнесено ко всей партии n деталей и не зависит
от ее размера. В этом случае при введении фронта работ на такой i-й операции время выполнения
операции (tопi ) рассчитывается по формуле
Пример 2. На участке имеются две однокрасочные (кр. (1 + 0) офсетные листовые печатные
машины формата А2. Время на приладку формы (подготовительно-заключительное время)
составляет 20 мин, а время на печать тыс. л-прогонов - 10 мин. При печатании афиши формата А2
красочностью (1 + 0) и тиражом 2 тыс. экз. на одной печатной машине
А при использовании двух печатных машин
Использовав две печатные машины, мы получаем небольшой выигрыш во времени, но несем
дополнительные издержки производства, так как если при использовании одной машины
трудоемкость операции составила 0,67 чел×ч, то при использовании двух машин трудоемкость на
операции возросла в 1,5 раза и составила 1 чел×ч (при условии обслуживания 1 машины одним
рабочим). Кроме того, печатание на двух машинах потребует изготовления 2-х комплектов форм,
что удваивает затраты на их изготовление.
Случай 2. Подготовительно-заключительное время на i-й операции при изготовлении партии
(заказа) может быть представлено суммой подготовительно-заключительных времен, отнесенных
к каждой k передаточной партии, входящей в заказ. В этом случае, при введении фронта работ wi
равного или кратного k, длительность операционного цикла на i-й операции вычисляется по
формуле
Пример 3. Рассчитать время выполнения операции печати при изготовлении брошюры формата
60×90/16, красочностью (1 + 1), объемом 2 ф.п.л., 1-й группы технологической сложности,
тиражом 500 экз. Печатание осуществляется на листовой офсетной печатной машине формата
381×520 мм (А3), красочностью (1 + 0). Время на приладку (tnз ) одной формы составляет 11 мин, а
tпеч = 20,4 мин.
Количество приладок, необходимое для изготовления заказа, - 8, а суммарное количество
листопрогонов Nл-прог = 8 × 0,5 = 4 тыс. При печати на одной печатной машине
При наличии на участке четырех однотипных печатных машин (wi = 4)
Причем трудозатраты здесь одинаковы, а значит, экономически целесообразно введение фронта
работ на такой операции.
В дальнейшем при рассмотрении параллельного и параллельно-последовательного видов
движения будем считать, что tnзi <<tштi × n.
При параллельном виде движения детали из обрабатываемой партии передаются поштучно или
транспортными (передаточными) партиями. При этом виде движения каждая деталь поступает в
обработку на последующую операцию независимо от сроков окончания обработки других деталей
из партии, т.е. нет пролеживания деталей в ожидании партионности. Это ведет к сокращению
длительности производственного цикла и уменьшению незавершенного производства.
Параллельный вид движения обеспечивает минимальную длительность производственного цикла.
В этом его преимущество. Существенный недостаток этого вида движения заключается в том, что
из-за неравенства продолжительностей выполнения операций, возникают перерывы в работе
оборудования и рабочих.
При параллельном виде движения длительность цикла вычисляется по формуле
где tшт гл - технологическое время на учетную единицу продукции на главной операции.
Главной называется операция, имеющая наибольшую продолжительность обработки. Величина tшт
гл определяет периодичность обработки изделий из партии на всех операциях производственного
цикла.
График параллельного вида движения при поштучной передаче изделий представлен на рис. 3.3
б .
Для данных, приведенных в Примере 1, главной является четвертая операция. Длительность
производственного цикла составит:
Из графика видно, что на всех операциях, кроме главной, наблюдаются перерывы в загрузке
рабочих мест. Причем величина этих перерывов тем больше, чем больше разница между
продолжительностью обработки на главной и остальных операциях. Время перерывов на i-й
операции вычисляется по формуле
При введении фронта работ на операциях (wi ) длительность цикла при параллельном виде
движения может быть вычислена по формуле
Для уменьшения количества перерывов в работе оборудования и рабочих применяют
параллельно-групповой вид движения. При этом вся партия, состоящая из n изделий, разбивается
на q групп по р изделий в группе (n = p × q). Внутри каждой группы проявляются признаки
последовательного вида движения, а передача групп с операции на операцию осуществляется
параллельным способом. Длительность цикла при параллельно-групповом виде движения
вычисляется по формуле
Длительность цикла при этом виде движения больше, чем при параллельном, но меньше, чем при
последовательном. Чем меньше количество групп, тем больше длительность цикла.
Величина перерывов на операциях при параллельно-групповом виде движения может быть
вычислена по формуле
Величина перерыва тем больше, чем больше разница между tгл и tштi , а количество перерывов на
операции уменьшается с увеличением деталей в группе.
Наличие перерывов резко снижает эффективность параллельного вида движения и его
разновидности - параллельно-группового вида. Наличие перерывов в работе оборудования
отрицательно сказывается на экономических результатах деятельности предприятия.
Практическое применение этого вида движения требует равенства или кратности
продолжительности выполнения операций, т.е. их синхронизации при обработке партии деталей
(заказа). Параллельный вид движения лежит в основе организации поточного производства.
Параллельно-последовательный вид движения предусматривает частичное совмещение времени
выполнения смежных операций и отсутствие перерывов в загрузке рабочих мест при изготовлении
партии изделий. При этом обеспечивается окончание работ на каждой операции в наиболее
ранний возможный срок. При параллельно-последовательном виде движения возможна передача
изделий с операции на операцию производственного процесса поштучно или небольшими
партиями. Для того чтобы обеспечить отсутствие перерывов в работе оборудования, при переходе
изделий с более трудоемкой операции на менее трудоемкую создаются заделы.
Длительность цикла при параллельно-последовательном виде движения больше, чем при
параллельном, но меньше, чем при последовательном. Длительность цикла при смешанном виде
движения (Tсмеш ) вычисляется по формуле
где
Условием существования GIF89a является наличие до главной операции пар, в которых
продолжительность обработки предыдущей операции (tштi ) больше последующей (tшт i+1 ). А
условием существования GIF89a- является наличие после главной операции пар, в которых время
обработки на последующей операции (tшт i+1 ) больше предыдущего (tштi ). Для рассматриваемого
Примера 1 график движения предметов труда представлен на рис. 3.3в , а длительность цикла
при смешанном виде движения принимает следующее значение:
Анализируя формулу расчета длительности цикла при смешанном виде движения, нетрудно
заметить, что при монотонном возрастании продолжительностей обработки деталей с первой
операции до главной и монотонном убывании продолжительностей обработки с главной до
последней операции длительность производственного цикла при параллельно-последовательном
виде движения совпадает с величиной длительности цикла при параллельном виде движения,
сохраняя при этом свое главное преимущество - отсутствие простоев оборудования и рабочих.
При параллельно-последовательном виде движения время начала (tнi ) и окончания (tкi i ) i-й
операции определяется по одному из следующих вариантов:
1. Если штучное время на i-й операции больше, чем на предыдущей (i - 1), то обработку первого
изделия из партии на i-операции можно начать сразу после окончания его обработки на
предыдущей (i - 1)-й операции, т.е. tнi = tнi + tшт i-1 . Так как параллельно-последовательный вид
движения предметов труда предполагает непрерывную обработку партии из n изделий на
операциях, то время окончания на i-й операции может быть вычислено по формуле
2. Если штучное время на i-й операции меньше, чем на предыдущей (i - 1), то только последнее
изделие из партии можно обработать сразу же после окончания его обработки на предыдущей
операции, т.е. появляется возможность сначала определить срок окончания i-й операции:
и только потом время начала i-й операции (используя свойство непрерывности обработки партии
деталей на операциях)
Для обеспечения непрерывности обработки изделий на операциях производственного процесса,
продолжительность которых меньше, чем предыдущих, происходит накапливание изделий. Время
накопления изделий tнакi на i-й операции и величину задела - количество накапливаемых изделий
Zнакi - можно определить по следующим формулам:
или
В рассматриваемом Примере 1 для обеспечения непрерывности обработки изделий на 2-й и 5-й
операциях необходимо создание заделов.
Все вышеприведенные формулы справедливы для поштучной передачи изделий и выполнении
каждой операции на одном рабочем месте.
При введении фронта работ на операциях производственного процесса, отличного от единицы, и
при передаче деталей группами по р изделий в каждой q группе (n = p×q) расчетные формулы
усложняются:
где
Параллельно-последовательный вид движения предметов труда, сочетая в себе преимущества
параллельного и последовательного видов движения, находит достаточно широкое применение в
реальном полиграфическом производстве.
3.3.
Проектирование длительности производственного цикла полиграфической продукции
По формулам, приведенным выше для последовательного, параллельного и смешанного видов
движения, обычно рассчитывают операционный период производственного цикла. Вместе с тем
естественные процессы, контрольные и транспортные операции, не являясь операциями основного
процесса, могут рассматриваться неотъемлемой частью единого производственного процесса по
изготовлению конкретного заказа. И естественные процессы, и контрольные, и транспортные
операции имеют определенную продолжительность во времени. К тому же одной из
составляющих эффективной организации производственного процесса во времени является
обеспечение параллельности выполнения естественных, контрольных и транспортных операций
основным операциям производственного процесса.
Поэтому целесообразно при проектировании производственного цикла конкретного заказа в
перечень операций производственного цикла включать не только основные технологические
операции, но и естественные, контрольные и транспортные операции. В этом случае расчетным
путем можно определить рабочий период производственного цикла.
Расчетная длительность цикла простого издания помимо рабочего периода цикла включает в себя
время перерывов в ожидании освобождения рабочего места. Для определения величины этих
перерывов необходимо строить линейные графики движения отдельных изданий в производстве и
увязывать их между собой с учетом графиков загрузки рабочих мест.
Перерывы в нерабочее время, входящие в общую длительность производственного цикла заказа,
учитываются с помощью коэффициента перевода расчетной длительности цикла, исчисленной в
часах (ТЦрасч ), в длительность цикла в календарных днях (Тц ) по формуле
где Nк.д - количество календарных дней в году; Nр.д - количество рабочих дней в году; Tсм продолжительность смены, в ч; Ксм - коэффициент сменности; ТТЦрасч - расчетная длительность
цикла, ч.
Одним из факторов, влияющих на длительность цикла, является величина партии изделий.
Партией называется количество деталей, непрерывно обрабатываемых на операциях
производственного процесса с однократной затратой подготовительно-заключительного времени.
В машиностроении работа партиями осуществляется в серийном производстве. Поскольку
величина партии оказывает существенное влияние на технико-экономические показатели
деятельности предприятия, то для определения размера партии разработаны методы расчета его
оптимальной величины.
На полиграфических предприятиях преобладает серийный тип производства. При этом под серией
понимается тираж или прогонный тираж издания. Величина тиража определяется заказчиком.
Тираж влияет на длительность печати, брошюровочно-переплетных и отделочных процессов. На
стадии печати время на приладку (подготовительно-заключительное время) соизмеримо со
временем собственно печати.
Разбиение тиража на партии приводит к значительным дополнительным материальным и
трудовым затратам (см. Пример 2 в последовательном виде движения) и является экономически
нецелесообразным. Поэтому в полиграфическом производстве задача оптимизации величины
партии отсутствует.
В полиграфии принята позаказная система планирования. И график движения в производстве
необходимо строить для всего заказа. При этом надо учесть, что количество партий и количество
изделий в партии на различных стадиях полиграфического производства будет разное.
Так, например, на допечатных процессах полный комплект форм на заказ (n1) можно
рассматривать как одну партию. Передача изделий с операции на операцию на этой стадии может
осуществляться параллельным способом поштучно или параллельно-групповым способом q1
группами (передаточными партиями) по р1 изделий в каждой (n1 = p1 ×q1 ). На стадии печати
количество партий q2 численно равно количеству приладок на заказ, а количество изделий в
партии (p2 ) соответствует прогонному тиражу издания. На брошюровочно-переплетной и
отделочной стадии весь заказ можно рассматривать как единую партию с количеством изделий в
ней равным тиражу издания.
Пример 4. Графическим способом определить длительность производственного цикла
изготовления буклета форматом 70×100/8, объемом (
) 0,5 физ.п.л., красочностью (4+4),
тиражом ( ) 5 тыс. экземпляров. Печать осуществляется на листовой печатной машине ф.
381?520 мм красочностью (4 + 0).
Пусть принята следующая укрупненная технологическая схема изготовления издания: 1 - монтаж
фотоформ, 2 - копирование, 3 - проявка форм и сушка, 4 - печатание, 5 - фальцовка. Штучные
времена на операциях: tшт1 = 15 мин; tшт2 = 3 мин; tшт3 = 3 мин; tшт4 = 3 мин; tприл4 = 40 мин; tпеч4 = 12
мин/т.л. - прог; tшт5 = 8 мин/т.тетр.
Так как на печатной машине за 1 листопрогон можно получить 1 лист-оттиск формата А3 (0,25
физ.п.л. издания) и красочностью 4 + 0, то для печати буклета объемом 0,5 физ.п.л. и
красочностью 4 + 4 необходимо изготовить два комплекта форм по четыре формы в каждом.
Таким образом, на допечатной стадии партия состоит из 8 деталей (форм). Возможен вариант
параллельно-последовательного движения предметов труда с поштучной передачей изделий в
пределах формных процессов. Но операция печати не начнется до тех пор, пока не будет
изготовлен комплекс из 4 форм, так как печатная машина четырехкрасочная.
На операции печати партией будет являться прогонный тираж издания (Nтир = 5 тыс. экз.), а
количество партий равно 2 - количеству приладок для печати тиража.
На операцию фальцовки листы будут поступать после того, как будут запечатаны обе стороны
издания. Количество партий здесь равно 1, а величина партии представляет собой тираж издания.
Причем если мы не используем быстроотверждаемые краски, то для исключения отмарывания
отпечатанные листы подвергаются естественной сушке продолжительностью не менее, например,
4 ч.
При условии что на всех допечатных процессах занят один рабочий, график движения предметов
труда при изготовлении буклета может иметь следующий вид (см. рис. 3.4 ).
То есть длительность производственного цикла составит два календарных дня (при условии
односменной работы предприятия).
Расчет длительности цикла сложного издания. При изготовлении сложной продукции ее
производственный цикл состоит из производственных циклов простых изделий, являющихся
элементами сложного изделия, и сборочных процессов. Для определения длительности
производственного цикла сложного изделия необходима увязка во времени производственных
циклов элементов изделия, которая достигается путем построения циклового графика. На рис.
3.5 представлен цикловой график изготовления книги в переплете.
А1 - изготовление вклеек (4 рабочих дня)
А2 - изготовление текстовой части издания (10 р.д.)
А3 - изготовление обложки (3 р.д.)
А4 - раскрой и резка картона (2 р.д.)
В1 - изготовление основного блока (2 р.д.)
В2 - изготовление крышки (2 р.д.)
С1 - изготовление книги (2 р.д.)
Длительность производственного цикла сложного издания определяется на цикловом графике
длинной самой длительной цепочки операций. На рис. 6 эта продолжительность составляет 12
дней (А2 + В2 + С1).
Из рисунка видно, что производственные циклы отдельных простых изделий (А1 и А2 или А3 и
А4) и сборочных единиц (В1 и В2) могут выполняться параллельно.
Цикловой график дает возможность определить сроки запуска отдельных простых изделий (А1,
А2, А3, А4) в производство. Ведущей деталью (простым изделием) на рис. 6 является текстовая
часть издания. Ее изготовление должно начаться не позднее чем за 14 рабочих дней до срока сдачи
тиража. Остальные же простые изделия, входящие в состав книги, запускаются в производство
исходя из времени опережения запуска или выпуска. Из рис. 3.5 видно, что изготовление вклеек
может начаться не позднее чем за 6 дней, а процесс изготовления обложки - не позднее чем через
7 дней после начала набора текста и т.п. То есть не все детали, входящие в готовое изделие,
запускаются в производство одновременно.
Проектирование оптимальных сроков изготовления полиграфической продукции. Точность
установления сроков движения изданий в производстве имеет исключительно важное значение в
создании условий для бесперебойной работы смежных подразделений полиграфических
предприятий и своевременного выпуска продукции.
Вопросы организации производственного процесса во времени, включая оптимальное построение
графиков движения сложных изданий с кратчайшей длиной расписания, рассматриваются в ходе
оперативно-календарного планирования на полиграфическом предприятии.
3.4.
Социально-экономические аспекты сокращения длительности производственного цикла
издательской продукции
Сокращение длительности производственного цикла ведет к уменьшению объема незавершенного
производства, ускорению оборачиваемости оборотных средств, высвобождению
производственных площадей, занятых хранением незавершенной продукции. Положительное
влияние на экономику предприятия за счет сокращения длительности цикла может проявляться и
в увеличении производительности труда, снижении себестоимости продукции и повышении
уровня рентабельности производства.
Вопрос сокращения длительности производственного цикла издательской продукции имеет
социальное значение, так как именно эта величина определяет расстояние во времени между
автором и читателем. Особое внимание величине длительности цикла уделяется при выпуске газет
и журналов.
При разработке мероприятий по сокращению производственного цикла издательской продукции
целесообразно исходить из поэлементной структуры цикла (см. рис. 3.2 ).
Операционный период цикла можно уменьшить за счет применения высокопроизводительного
оборудования, современных технологий повышения уровня автоматизации производства,
совершенствования организации труда, а главное - за счет рационализации производства на основе
наиболее полной реализации принципов параллельности, непрерывности и прямоточности.
Перспективным направлением сокращения операционного периода цикла полиграфической
продукции является использование современных автоматизированных комплексов. Так печатные
офсетные машины, оснащенные системой автоматической смены форм и приладки и системой
автоматического контроля качества, позволяют значительно сократить время подготовительнозаключительных работ, обеспечивают устойчивость режимов работы оборудования и стабильное
высокое качество продукции, практически сводя к нулю время технологических остановок
печатной машины. То есть использование такого рода оборудования позволяет решать задачу
сокращения длительности производственного цикла комплексно, укорачивая операционный
период цикла и совмещая его со временем контрольных операций, а также уменьшая время
организационно-технических перерывов.
Сокращению операционного периода цикла способствует повышение степени унификации
изданий. Это позволяет использовать отработанные технологические схемы и режимы их
изготовления, создает предпосылки для создания нормативной базы длительности
производственного цикла типовых изданий и повышения их технологичности.
Длительность производственного цикла и его структура в значительной мере зависят от метода
организации производства, выбор которого определяется целым рядом факторов, но самым
значительным из них является тип производства. Действительно, на крупносерийных
полиграфических предприятиях, таких как «Детская книга», Первая Образцовая типография,
«Пресса» в связи с наличием однотипного оборудования появляется возможность применения
партионного метода организации производства. Этот метод, позволяя реализовать принцип
параллельности выполнения работ на операциях основного процесса, ведет к сокращению
длительности операционного периода цикла.
Однако если имеет место достаточно большая загрузка производственных мощностей
предприятия, то неизбежно появление пролеживания деталей в ожидании освобождения рабочих
мест. Кроме того, в условиях крупносерийного производства, когда предприятия имеют цеховую
структуру, возникают и межтастадийные перерывы в прохождении заказов.
Время естественных процессов можно уменьшить путем применения современных материалов
либо заменой естественного процесса искусственным. Например, использование
быстроутверждаемых красок ведет к уменьшению времени сушки отпечатанных листов-оттисков.
Возможен вариант сокращения времени сушки и за счет использования специализированных
устройств, в которых естественный процесс принудительно ускоряется.
Сокращению продолжительности транспортных операций соответствует реализация принципа
прямоточности при организации грузопотоков как внутри, так и между подразделениями
предприятия, а также механизация и автоматизация транспортных и погрузочно-разгрузочных
работ.
Для того чтобы уменьшить влияние естественных процессов, транспортных и контрольных
операций на величину длительности цикла, необходимо обеспечивать максимальную
параллельность этих видов работ основному производственному процессу.
Сократить время контрольных операций можно за счет автоматизации, а также за счет
использования прогрессивных статистических методов контроля качества продукции, перехода от
сплошного контроля к выборочному.
Основные направления сокращения организационно-технических перерывов:
внедрение автоматизированных комплексов, которые агрегатируют в себе часть
производственного процесса с использованием поточной формы организации
производства;
совершенствование подготовки и оперативно-календарного планирования производства на
полиграфических предприятиях;
улучшение организации материально-технического обеспечения производства.
Перерывы, связанные с ожиданием освобождения рабочих мест, могут быть минимизированы за
счет проведения оптимизационных расчетов по упорядочению запуска заказов в производство в
ходе оперативно-календарного планирования на полиграфическом предприятии.
Сокращение перерывов в нерабочее время достигается в основном путем увеличения сменности
работы.
4.
Типы, формы и методы организации производства
4.1.
Типы организации производства
Тип организации производства - это комплексная характеристика производства с присущими
ему техническими, организационными и экономическими особенностями, обусловленными
широтой номенклатуры и серийностью продукции, регулярностью, стабильностью выпускаемой
продукции. Тип организации производства во многом определяет формы организации
производства, оказывает влияние на выбор варианта технологического процесса, необходимого
оборудования и др.
В основу классификации типов организации полиграфического производства положены
следующие основные факторы: широта номенклатуры продукции, повторяемость выпуска. Кроме
того, тип производства характеризуется рядом признаков. Среди них: уровень специализации
рабочих мест, уровень специализации оборудования; уровень квалификации рабочих.
Широта номенклатуры - число наименований изделий, изготавливаемых в данной
производственной системе, характеризует ее специализацию. Чем шире номенклатура выпуска
изделий, тем разнообразнее применяемое оборудование, технологические процессы, профессии
рабочих и др.
В полиграфии понятие «серия» традиционно связывают с понятием «тираж» как общее число
экземпляров в одном издании (заказе).
Уровень специализации рабочих мест - это количество операций технологического процесса,
закрепленных за рабочим местом.
Уровень специализации оборудования - это количество видов изделий, попеременно
изготавливаемых с помощью единицы оборудования. Большое количество видов изделий применяется универсальное оборудование. Один вид изделий - применяется специализированное
оборудование.
Уровень квалификации рабочих - уровень профессиональных знаний, умений и навыков у
рабочих, необходимых для выполнения работ на рабочих местах. Может быть высокая, средняя и
низкая квалификация.
Различают следующие типы организации производства: единичный, серийный и массовый. На
полиграфических предприятиях серийное производство подразделяется на мелко-, средне- и
крупносерийное производство.
На предприятиях с единичным типом организации производства изготовляют продукцию
широкой неповторяющейся номенклатуры изделий с небольшим объемом их выпуска. Для этого
типа характерно использование универсального оборудования и высокий уровень квалификации
рабочих. На рабочих местах выполняются различные операции, в том числе с использованием
ручного труда. Этот тип характерен для небольших полиграфических предприятий. Например,
оказывающих полиграфические услуги населению, переплетных мастерских и т.д.
На предприятиях с серийным типом организации производства изготавливают продукцию
ограниченной номенклатуры повторяющимися по конструктивно-технологическим параметрам
тиражами. Для данного типа может быть характерно выполнение на каждом рабочем месте
нескольких операций, чередующихся через определенные промежутки времени, применение
специализированного оборудования для ограниченного количества операций.
Серийный тип организации производства наиболее широко распространен для изготовления
основной массы печатной продукции, выпускаемой разными тиражами, величина которых
значительно колеблется.
Предприятия с мелкосерийным типом организации производства выпускают малотиражную
продукцию: книги, брошюры, бланки и др., многотиражные районные и городские газеты
периодичностью менее 5 раз в неделю. Для этого типа организации производства характерно
прерывное движение изделий по операциям, отсутствие типовых технологических процессов,
использование универсального оборудования, значительная трудоемкость и длительность цикла
обработки заказа, возможность использования ручных операций.
Предприятия с серийным типом организации производства выпускают конструктивно и
технологически однородную продукцию средними тиражами: книги, журналы, брошюры,
областные (краевые), городские и другие газеты периодичностью не менее 5 раз в неделю,
листовую, бланочную и несложную многокрасочную изобразительную продукцию и т.д. Для
предприятий с серийным типом организации производства характерна постоянная
последовательность операций, прямоточное расположение оборудования. Тиражность продукции
позволяет применять также и специализированное оборудование.
Предприятия с крупносерийным типом организации производства выпускают конструктивно и
технологически однородную продукцию большими тиражами: книги, журналы, центральные
газеты, многокрасочную изобразительную продукцию, нотную и картографическую продукцию и
др. Для этого типа организации производства характерно широкое применение поточных методов
организации производства, высокий уровень механизации и автоматизации производства,
использование специализированного оборудования.
Предприятия с массовым типом организации производства выпускают продукцию узкой
номенклатуры массовыми тиражами. В полиграфической промышленности это изготовление
школьных тетрадей, некоторых видов бумажно-беловых товаров, отрывных календарей. Для
массового типа организации производства характерно использование узкоспециализированного
оборудования, высокий уровень производительности труда.
Тип организации производства предопределяет производственную структуру полиграфического
предприятия, характер загрузки рабочих мест и движения предметов труда в производстве.
Отнесение предприятия в целом к тому или иному типу организации производства носит
условный характер. В составе предприятия могут быть производственные подразделения с
различным типом производства. В этом случае тип организации производства определяется по
типу организации производства печатных и отделочных цехов.
Характеристика типов производства приведена в табл. 4.1.
Специфика полиграфического производства часто вызывает необходимость сочетать на отдельном
предприятии различные типы организации производства. Так, например, на предприятиях с
серийным и крупносерийным типом организации производства допечатные процессы
соответствуют единичному или мелкосерийному типу организации производства, а печатные и
отделочные цеха в зависимости от тиражности продукции относятся к серийному и
крупносерийному типу. Печатные и отделочные процессы могут быть механизированы и
автоматизированы в большей степени, чем допечатные процессы, где ручные и индивидуальные
виды работ не могут быть исключены. Кроме того, полиграфические предприятия могут
выпускать продукцию оригинального оформления небольшими тиражами.
Широкое использование в полиграфическом производстве нового оборудования, новых
технологий и материалов дает возможность приблизить единичный тип к серийному, серийный к
массовому. Это позволяет повысить эффективность работы полиграфических предприятий в
изменяющихся условиях производства.
4.2.
Формы организации производства
В соответствии с определением из Философского словаря форма - способ существования и
выражения содержания, а также внутренняя организация содержания. Содержание определяющая сторона целого, представляет собой единство всех составных частей объекта, его
свойств, внутренних процессов, связей противоречий и тенденций.
Форма организации производства - определенное сочетание во времени и в пространстве
элементов производственного процесса (частичных процессов) при соответствующем уровне
интеграции, выраженное системой устойчивых связей.
Различные структуры построения элементов производственного процесса образуют совокупность
основных форм организации полиграфического производства.
Временная структура форм организации производства определяется составом элементов
производства и порядком их взаимодействия во времени. По виду временной структуры
различают формы организации с последовательной, параллельной и последовательнопараллельной (смешанной) передачей предметов труда в производстве.
Форма организации производства с последовательной передачей предметов труда характеризуется
передачей изделий из тиража на последующую операцию технологического процесса лишь после
окончания обработки всего тиража на предшествующей операции.
При этой форме организации производства отсутствуют простои оборудования (рабочих мест) при
обработке тиража на операциях технологического процесса. Недостаток формы с
последовательной передачей предметов труда заключается в пролеживании каждого отдельного
изделия из тиража в ожидании окончания обработки всего тиража на операции технологического
процесса.
Форма организации производства с параллельной передачей предметов труда характеризуется
передачей каждого отдельного изделия (или небольшой группы изделий) из тиража на
последующую операцию, без пролеживания. Применение такой формы организации производства
позволяет сократить общее время обработки всего тиража на операциях технологического
процесса. Недостаток этой формы организации производства заключается в возможных простоях
оборудования (рабочих мест), возникающих из-за возможных различий в длительности обработки
тиража на отдельных операциях технологического процесса.
Форма организации с последовательно-параллельной передачей предметов труда частично
устраняет недостатки форм с последовательной и параллельной передачей и является
промежуточной формой между ними. Она позволяет обеспечить непрерывность обработки тиража
и частичное параллельное прохождение тиража изделий по операциям технологического процесса.
Пространственная структура форм организации производства определяется расположением
технологического оборудования относительно движения изделий и окружающего пространства, а
также количеством и составом этого оборудования, сосредоточенного в производственном
подразделении предприятия.
По виду пространственной структуры различают следующие формы организации производства:
концентрацию, внутрипроизводственную специализацию, внутрипроизводственное
кооперирование, внутрипроизводственное комбинирование.
Концентрация как форма организации производства на предприятии выражается в укрупнении
выполняемых объемов работ в производственных подразделениях предприятия (в цехах, на
участках). Она может осуществляться в трех основных формах:
a. концентрация изготовления конструктивно-технологически однородной продукции в
оптимальных размерах, что дает возможность применения и эффективного использования
самого высокопроизводительного оборудования.
В условиях полиграфических предприятий концентрация изготовления конструктивнотехнологически однородной продукции может осуществляться и на отдельных рабочих
местах, что дает возможность использования узкоспециализированного
высокопроизводительного оборудования;
b. концентрация на базе комбинирования взаимосвязанных производств, обеспечивающая
применение принципа последовательности выполнения технологических процессов с
использованием отходов производства. Это дает возможность создания безотходного
производства. Например, в одном подразделении предприятия печатание продукции и
изготовление бумажно-беловых товаров (блокнотов и др.) из отходов производства;
c. представляет собой концентрацию разнородных производств, не связанных между собой
однородностью и последовательностью технологических процессов. Например,
сосредоточение в производственном подразделении операций основных, вспомогательных
и обслуживающих. Это дает возможность эффективно использовать современное
оборудование на основных операциях. Например, в состав печатного цеха входят
ремонтный участок и др.
Внутрипроизводственная специализация как форма организации производства выражается в
сосредоточении производства различных изделий и полуфабрикатов в самостоятельных
подразделениях или на отдельных рабочих местах. Она может проявляться в технологической,
предметной, подетальной и предметно-технологической, а также функциональной формах
организации производства.
Технологическая форма организации производства характеризуется обособлением в
самостоятельных производственных подразделениях выполнения одной-двух операций
технологического процесса при изготовлении изделий, имеющих некоторые конструктивнотехнологические отличия. При этом используется однотипное оборудование. Такая форма
организации производства при правильном использовании обеспечивает максимальную загрузку
оборудования, повышает маневренность при передаче изделий для обработки с одного рабочего
места на другое в пределах производственного подразделения. Освоение новых видов продукции
или расширение ее номенклатуры происходит без существенного изменения состава
оборудования. В то же время наличие достаточно широкой номенклатуры обрабатываемых
изделий приводит к росту объема незавершенного производства, увеличению объема
транспортных работ и времени пролеживания изделий, ограничивает ответственность
руководителей подразделений за выполнение только определенной части технологического
процесса. Примером использования этой формы организации могут служить печатные цеха и
участки полиграфического предприятия, где установлено однотипное оборудование, например
печатное.
Предметная форма организации производства характеризуется сосредоточением в одном
производственном подразделении предприятия всего процесса изготовления узкой номенклатуры
изделий. Оборудование подбирается в соответствии с определенным технологическим процессом
и располагается в зависимости от последовательности выполняемых операций.
Для предметной формы организации производства характерно упрощение производственных
связей внутри производственного подразделения, так как в нем сосредоточены технологические
операции по изготовлению конкретного изделия. Это приводит к устойчивой повторяемости
процесса, уменьшению расходов на транспортировку изделий, уменьшению длительности
производственного цикла.
Данная форма организации производства имеет недостатки. Использование предметной формы
организации производства целесообразно только при больших объемах выпуска при узкой
номенклатуре продукции, тогда загрузка оборудования будет достаточно полной, так как
требуется много времени для переналадки оборудования при переходе к изготовлению нового
изделия. Кроме того, при изменении номенклатуры продукции требуется изменение состава
применяемого оборудования и перепланировка производственных подразделений.
Примером предметной формы организации производства являются подразделения, в составе
которых, например, объединяются печатные и отделочные процессы с использованием
специализированных печатно-отделочных агрегатов, изготавливающих книги в мягкой обложке.
Кроме того, поточная линия - это использование предметной формы организации производства.
Подетаьная формаПодетальная форма организации производства является разновидностью
предметной формы. В этом случае в одном производственном подразделении полностью
сосредотачивается производство группы деталей, относящихся к одному или нескольким
изделиям. Она имеет преимущества и недостатки предметной формы организации производства.
В связи с большими конструктивно-технологическими различиями полиграфической продукции
эта форма организации производства получила ограниченное распространение на предприятиях.
Примером использования этой формы могут служить цеха и участки по изготовлению
переплетных крышек.
Часто в производственных подразделениях полиграфических предприятий могут одновременно
использоваться и предметная, и технологическая форма организации производства. А в этом
случае используется предметно-технологическая форма организации производства. Это
обусловлено тем, что часто изготовление полиграфической продукции, с одной стороны,
характеризуется сравнительно большими объемами производства, изготовлением технологически
однородной продукции, использованием типовой технологии. С другой стороны, может
изготовляться широкая номенклатура продукции с отличающимися конструктивнотехнологическими параметрами, что приводит к изменяющимся внутрипроизводственным
пропорциям.
Это находит выражение в изменении производительности оборудования на операциях в
зависимости от таких параметров, как тираж, объем изданий (в печатных листах, тетрадях и др.),
наличие иллюстраций в виде приклеек и др. В этих условиях сложные полуфабрикаты
изготавливаются на участках с использованием предметной формы организации. Например, на
поточных линиях, а простые детали - на участках с технологической формой организации
производства.
Для предметно-технологической формы организации производства характерны преимущества и
недостатки предметной и технологической форм организации производства. При этой форме
организации могут возникать диспропорции в производстве и неполная загрузка оборудования.
Примером использования этой формы организации производства являются брошюровочнопереплетный, формные цеха.
Функциональная форма организации производства на предприятии характеризуется
сосредоточением в одном производственном подразделении определенных вспомогательных и
обслуживающих работ. Использование такой формы организации производства позволяет
повысить качество и снизить затраты на выполнение этих работ, уменьшает простои оборудования
и рабочих в основных производственных подразделениях. Применение функциональной формы
организации производства зависит от объема вспомогательных и обслуживающих работ,
достаточного для формирования соответствующих подразделений предприятия.
Примером использования такой формы организации производства являются: ремонтномеханический, энергетический, транспортный и другие цеха и участки.
Внутрипроизводственное кооперирование как форма организации производства выражается в
установлении устойчивых производственных связей между производственными подразделениями
предприятия. Оно может осуществляться в двух формах: технологической и организационной.
Использование кооперирования тесно связано с внутрипроизводственной специализацией как
формой организации производства.
Технологическое кооперирование как форма организации производства состоит в установлении
устойчивых связей между смежными производственными подразделениями, продолжающими
обработку одного и того же предмета труда. При этом одно производственное подразделение
предоставляет другому незаконченную продукцию (полуфабрикаты). Такая система связи
существует, например, между печатным и брошюровочно-переплетным цехами.
Организационное кооперирование как форма организации производства состоит в установлении
устойчивых связей между подразделениями, участвующими в совместном изготовлении изделий.
При этом каждое производственное подразделение поставляет полуфабрикаты, не подлежащие
дальнейшей обработке. Связи производственных подразделений определяются сроками подачи
полуфабрикатов (деталей) на конечную стадию. Такая система связей существует, например,
между печатными цехами, осуществляющими печатание текстовой продукции и иллюстраций, и
брошюровочно-переплетным цехом.
Комбинирование как форма организации производства предполагает соединение в рамках
одного производственного подразделения производство различных видов изделий. Примером
комбинирования является цех офсетной печати, где существует формный участок, выпускающий
готовые офсетные печатные формы, а также печатный участок, где эти формы используют в
печатном процессе.
Комбинация пространственной и временной структуры форм организации производства при
определенном уровне интеграции частичных процессов обуславливает поточные и непоточные
формы организации производства.
Поточные формы организации производства основаны на различной повторяемости
согласованных во времени основных и вспомогательных операций с параллельной передачей
предметов труда. Реально эти формы организации производства могут применяться при
организации поточных линий.
Непоточные формы организации производства характеризуются следующими признаками:
размещением рабочих мест без определенной связи с последовательностью выполнения
операций;
на отдельных рабочих местах обрабатываются изделия, отличающиеся по конструктивнотехнологическим параметрам (технологическая форма организации производства);
сложными маршрутами перемещения изделий в производственном процессе;
для изготовления продукции применяется универсальное оборудование;
отсутствует четкий график выполнения работ.
В непоточном производстве могут возникать большие перерывы в обработке изделий, большие
объемы незавершенного производства. При такойформе организации производства относительно
большая длительность производственного цикла.
Примером непоточной формы организации производства может служить использование
групповой формы организации производства. Сущность этой формы заключается в обработке
групп изделий, объединенных по родственным конструктивно-технологическим параметрам, по
единой технологической схеме, позволяющей изготавливать любое из изделий данной группы.
Возможное использование групповой формы организации производства связано с
индивидуальным характером полиграфического производства, что определяет позаказную
систему подготовки и организации производства. Непоточные формы организации производства
более характерны для предприятий с единичным и мелкосерийным типом организации
производства.
Сущность организации производства не зависит от какой-либо формы ее проявления на любом
уровне производственной системы (цехе, участке и т.п.), вместе с тем организация производства
всегда конкретна, поскольку имеет тот или иной объект с его целями и задачами, в зависимости от
них ее формы наполняются определенным содержанием.
Ясно различимой тенденцией современного полиграфического производства является снижение
средней тиражности выпускаемой продукции. Поэтому особое значение приобретают технологии,
позволяющие сократить время изготовления, вероятность ошибок, стоимость и трудоемкость
изготовления продукции.
При изготовлении специализированных книг малыми и самыми малыми тиражами,
предварительных и дополнительных тиражей или изданий для собственных нужд цифровая
предварительная обработка данных сочетается с гибкими возможностями цифровой печати и
последующей обработки. В этом случае в зависимости от целей применения используются
технологии:
Printiug on demand (печать по требованию заказчика);
Variable data printing (печать с переменными данными);
Variable infromation printing (печать с переменной информацией).
Такие технологии становятся все более разнообразными, на их основе все большее значение
приобретает использование комплексов машин, которое позволяет создавать мини-типографии с
поточной формой организации производства. В связи с такими организационно-техническими
изменениями стираются границы между типами организации производства. Изготовление
продукции с малыми и очень малыми тиражами становится таким же эффективным, как
изготовление продукции с серийным и крупносерийным типом организации производства.
Стиранию границ между типами организации производства способствует использование
компьютерной техники в допечатных процессах, которые все чаще стали осуществлять
непосредственно в издательствах. Одной из тенденций развития полиграфической техники
является снижение универсальности технологического оборудования (особенно печатного
оборудования), которое имеет высокий уровень автоматизации, позволяющий значительно
сократить время перехода на изготовление нового тиража и изделия. Ведутся работы по созданию
поточных систем с завершенным технологическим процессом, включая упаковку.
Насыщение полиграфических предприятий высокоэффективным технологическим
оборудованием, применение прогрессивных материалов и технологий в рыночных условиях
вступили в противоречие с традиционно сложившимися формами и методами организации
производства. В большинстве случаев это приводит к потерям, как следствие, к снижению
эффективности технических мероприятий. Для обеспечения значительного эффекта от
организации производства надо учитывать прогнозы развития техники и технологии, что позволит
заблаговременно изменить формы и методы организации производства и даст возможность
оптимально использовать технологическое оборудование.
4.3.
Методы организации производства
Метод организации производства представляет собой совокупность способов, средств, приемов и
правил организации производства, рационального сочетания основных элементов
производственного процесса (частичных процессов) во времени и в пространстве.
В общем случае в отличие от формы метод представляет собой способ практического
осуществления чего-либо. Посредством того или иного метода организации производства
достигается та или иная количественная и качественная определенность организации
производства, принимающая определенную форму.
Разнообразие применяемых технологических процессов и оборудования для изготовления
разнообразной полиграфической продукции предопределило широкое разнообразие применяемых
методов организации производства. Их можно условно объединить в три общих группы методов
организации производства: единичные, партионные, поточные.
Единичные методы организации производства характеризуются изготовлением широкой
номенклатуры не повторяющихся в производстве изделий. Разработка технологических процессов
для каждого отдельного изделия носит индивидуальный характер - выполняется по заказам.
Обычно продукция изготавливается на универсальном оборудовании с последовательным
перемещением предметов труда от операции к операции. Эти методы применяются в основном в
производстве с единичным и мелкосерийным типом организации производства.
Партионные методы организации производства характеризуются относительно широкой
номенклатурой изделий, изготовляемых тиражами согласно графикам.
В работе технологического оборудования возникают периодические перерывы для переналадки в
связи с переходом на производство нового тиража изделий. Существуют значительные размеры
незавершенного производства.
Поточные методы организации производства являются наиболее совершенными по своей четкости
и законченности. При использовании этих методов предметы труда в процессе обработки следуют
по установленному маршруту с заранее фиксированным ритмом. Оборудование и рабочие места
расположены по ходу технологического процесса, что создает более короткий путь для
перемещения и позволяет применять транспорт постоянного направления. При использовании
этих методов обеспечивается непрерывная (или с небольшими интервалами) подача материалов и
полуфабрикатов, возможна полная загрузка оборудования. Затраты времени по операциям могут
быть установлены с достаточной точностью, синхронизированы. Предмет труда при
использовании этих методов движется непрерывно по операциям процесса.
Выбор методов организации производства зависит от конкретных производственных условий.
Контрольные вопросы к разделу 4
5.
Организация производственного процесса в пространстве
5.1.
Виды производственных структур и их характеристика
Организация производственного процесса в пространстве отражает закрепление частичных
процессов за отдельными производственными звеньями на основе внутрипроизводственной
специализации и кооперации.
Под производственной структурой понимается совокупность производственных единиц
предприятия, входящих в его состав, а также формы взаимодействия между ними.
Производственная структура полиграфического предприятия может быть трехступенчатой,
двухступенчатой и одноступенчатой.
При трехступенчатой структуре (корпусной) в составе предприятия выделяются крупные
производственные подразделения: отдельные предприятия (в объединениях), или корпуса
предприятий, в составе которых создаются цехи, отделения, участки.
Двухступенчатая (цеховая) структура предусматривает создание в составе предприятия цехов и
внутрицеховых подразделений.
При
одноступенчатой структуре (бесцеховой) предприятие состоит только из участков.
Основным структурным подразделением предприятия является цех, а при бесцеховой структуре производственный участок.
Цех - организационно-обособленное подразделение предприятия, в котором изготавливается
готовое изделие, часть его или выполняется частичный производственный процесс. Цех
выполняет определенные ограниченные производственные функции, обусловленные характером
кооперации труда внутри предприятия. На полиграфических предприятиях цеха создаются в
результате выделения в самостоятельное производство определенной стадии производственного
процесса. На большинстве полиграфических предприятий к цехам основного производства
относятся: цех допечатных процессов (формный), печатный, брошюровочно-переплетный.
На производственную структуру полиграфического предприятия оказывают влияние следующие
факторы:
характер выпускаемой продукции, т.е. особенности ее конструкции и технологии
изготовления;
масштаб производства;
специализация предприятия и кооперирование его с другими предприятиями.
Характер продукции определяет степень сложности ее изготовления и оформления. Так, чтобы
изготовить книжную продукцию, нужно выполнить формные, печатные, брошюровочнопереплетные процессы; в составе предприятия должен быть цех допечатных процессов
(формный), печатный и брошюровочно-переплетный, включающий крышечное отделение. Для
изготовления журналов и брошюр применяются отличные от книг отделочные процессы: вместо
процессов обработки корешка книжного блока появляются брошюровочные процессы, вместо
изготовления переплетных крышек - печать обложки. Поэтому на предприятиях,
изготавливающих брошюры и журналы, появляются журнальные или брошюрные цехи.
При выпуске сложных многокрасочных иллюстрированных изданий (открытки, репродукции) на
предприятии должны быть осуществлены частичные процессы по изготовлению
иллюстрационных форм, многокрасочной печати и отделке продукции. Соответственно на
предприятии должен быть цех допечатных процессов, многокрасочной печати и в отделочном
цехе - участок лакирования.
Сложность и многообразие печатной продукции определяют наличие на полиграфических
предприятиях разнообразных цехов и выдвигает задачу обеспечения координации их работы.
Состав цехов предприятия формируется при его проектировании, а также в результате
непрерывного совершенствования производственного процесса. Втабл. 5.1 представлены
различные варианты состава производственных подразделений издательско-полиграфических
предприятий.
Таблица 5.1
Варианты состава основных производственных звеньев
издательско-полиграфических предприятий
Вариант
производственной
структуры
предприятий
Стадии производства издательской продукции
Допечатная
Создание
оригиналмакета
Изготовление Изготовление
фотоформ
печатных форм
Печатание
Отделочная и
брошюровочно-переплетная
1
2
3
4
5
6
7
8
9
10
Масштаб производства также находит отражение в производственной структуре предприятия.
Масштаб производства характеризуют такие показатели, как объем выпускаемой продукции,
численность рабочих, стоимость основных фондов. По масштабу производства различают
крупные, средние и малые полиграфические предприятия. На крупных предприятиях может быть
большее количество цехов, чем на средних. Это объясняется тем, что на крупных предприятиях
для производства некоторых полуфабрикатов, или выполнения отдельных технологических
процессов, могут создаваться цехи. Так, вместо участка изготовления офсетных форм в цехе
офсетной печати на среднем предприятии, на крупном предприятии выделяется цех допечатных
процессов.
Вместо брошюровочно-переплетного цеха на крупном предприятии могут быть созданы цехи
брошюрный, брошюровочный, крышечный, переплетный.
Малые полиграфические предприятия широко используют бесцеховую производственную
структуру, когда вместо цехов организационно выделяются производственные участки.
На производственную структуру предприятия оказывает влияние и его специализация. В
полиграфической промышленности получили развитие две основные формы специализации
предприятий: предметная и технологическая.
Предметная специализация предполагает выпуск на предприятии определенных видов
издательской продукции, например книг, брошюр, газет, либо выпуск технологически однородной
продукции. Разновидность предметной специализации, основанной на выпуске отдельных
элементов и деталей продукции, называют подетальной. Следует указать, что предметная
специализация по выпуску технологически однородной продукции позволяет упростить
производственную структуру и организацию производства в целом.
Для формировании предприятия по принципу предметной специализации необходимо выполнить
следующие условия:
унифицировать издания по оформлению, форматам, объемам и тиражам;
проводить углубление специализации производства путем создания специализированных
цехов, участков, поточных линий.
В полиграфии имеются предприятия, отвечающие принципам предметной специализации. Это
предприятия, выпускающие энциклопедические издания; изобразительную продукцию; бумажнобеловые товары и т.д.
При технологической или стадийной специализации предприятие выполняет определенную
часть производственного процесса, т. е. создаются предприятия с неполной производственной
структурой в различных вариантах: это могут быть предприятия, имеющие в своей структуре
только формное производство; формное и печатное; брошюровочное, переплетное или
брошюровочно-переплетное производство; печатное с брошюровочным, переплетным или
брошюровочно-переплетным производством; печатное производство (см. табл. 1). На
предприятиях с неполной структурой создаются только те цехи, которые соответствуют
выполняемым частичным стадиям производственного процесса.
На производственную структуру оказывает влияние внутриотраслевое кооперирование. Если
полиграфическое предприятие получает готовые печатные формы, то, следовательно, в
производственной структуре такого предприятия отсутствует цех допечатных процессов. Наличие
внутриотраслевого кооперирования упрощает производственную структуру.
В современных условиях большое влияние на структуру предприятия оказывает форма
собственности. Переход от государственной формы собственности к частной, акционерной,
арендной может оказывать существенное влияние на характер выпускаемой продукции, масштабы
производства, применяемую технику и технологию. В большинстве случаев переход от
государственной формы собственности вызывает упрощение производственной структуры: могут
быть образованы малые предприятия с бесцеховой производственной структурой. В то же время
изменение ассортимента способствует образованию новых цехов, таких как печать этикеток,
изготовление представительской продукции и т.д.
Организация производственного процесса в пространстве выполняется на основе попроцессной,
прямоточной, поточной форм его организации.
Попроцессная форма организации производства предполагает сосредоточение на одной
производственной территории рабочих мест, предназначенных для выполнения одной
технологической операции. Например, на участке шитья книжных блоков сосредоточены
ниткошвейные автоматы, на участке изготовления тетрадей - фальцевальные машины и т.д.
Прямоточная форма организации производства предполагает размещение в предметноспециализированных цехах рабочих мест в строгом соответствии с последовательностью
технологического процесса. Прямоточность организации производственного процесса создает
условия для обеспечения его непрерывности и ритмичности.
Поточная форма организации производства на полиграфических предприятиях реализуется в
виде поточных линий. Например, поточные линии по обработке книжного блока.
При проектировании полиграфического предприятия предъявляются особые требования к
планировке цехов, производственных участков, складов и т.д. Одним из требований является
расположение структурных подразделений по ходу технологического процесса.
Все вспомогательные и обслуживающие подразделения должны быть максимально приближены к
обслуживаемым участкам основного производства. Расположение цехов и участков, планировка
оборудования цехов должны быть выполнены оптимально с целью уменьшения пробега
материалов, полуфабрикатов и готовых изделий, не допуская встречного движения грузопотоков.
Правильное расположение цехов должно сокращать время транспортных операций и расходы на
внутрипроизводственную транспортировку.
Планировка цехов и участков должна обеспечивать удобство и безопасность при работе на
машинах и их обслуживании, возможность монтажа, демонтажа и ремонта оборудования,
удобство подачи к оборудованию материалов и полуфабрикатов, учитывать требования научной
организации труда на рабочем месте.
В целом производственная структура полиграфического предприятия должна быть гибкой, т.е.
изменяться в зависимости от ассортимента продукции, масштабов производства, применяемой
техники и технологии, форм организации производственного процесса в пространстве.
5.2.
Классификация цехов
Для выполнения основного производственного процесса необходимо осуществлять
вспомогательные и обслуживающие процессы. В связи с этим на полиграфических предприятиях
организуются основные, вспомогательные, обслуживающие цехи и службы, побочные цехи.
Основными являются цехи, предназначенные для выпуска продукции основного производства,
определенной производственной программой предприятия. Для полиграфического предприятия
это цехи допечатных процессов (формные), печатные, отделочные, брошюровочно-переплетные.
Вспомогательными являются цехи, способствующие выпуску основной продукции, создающие
условия для нормальной работы основных цехов. К ним относятся ремонтно-механический,
электроремонтный, ремонтно-строительный, энергоцех.
В ремонтно-механических цехах проводится ремонт оборудования, изготовление запасных
деталей и сменных узлов, модернизация действующего оборудования, выполняются работы по
малой механизации.
В электроремонтных цехах выполняются ремонт электрооборудования и изготавливаются
запасные детали. На небольших предприятиях электроремонтный цех не выделяется в качестве
самостоятельного структурного подразделения; в виде электроремонтного участка он входит в
состав ремонтно-механического цеха.
Ремонтно-строительный цех производит ремонт зданий и сооружений предприятия. На небольших
предприятиях организуют только ремонтно-строительную бригаду.
Энергоцех обеспечивает основное производство электроэнергией, теплом, сжатым воздухом.
Обслуживающие цехи и хозяйства создаются для обслуживания основных и вспомогательных
цехов. К ним относятся складское хозяйство, включающее различного рода склады (бумаги,
материалов, готовой продукции), транспортное хозяйство (транспортные, погрузочноразгрузочные средства, гараж, ремонтные мастерские), санитарно-техническое хозяйство
(водопроводные, канализационные, вентиляционные, отопительные устройства).
Состав вспомогательных цехов и обслуживающих хозяйств конкретного полиграфического
предприятия определяется потребностями основного производства.
Побочные цехи предназначаются для изготовления продукции из отходов основного и
вспомогательного производств либо для восстановления использованных вспомогательных
материалов для нужд производства. На полиграфических предприятиях это, как правило, цехи,
производящие товары народного потребления из отходов бумаги и макулатуры.
В основу организации цехов основного производства положена внутрипроизводственная
специализация. Производственные цехи полиграфического предприятия могут быть созданы на
основе технологической или предметной специализации.
Технологическая специализация цехов заключается в выделении в самостоятельное производство
определенной части технологического процесса - одной или нескольких технологических
операций. При этом в цехе устанавливается однотипное оборудование, предназначенное для
выполнения соответствующей технологической операции. В таких цехах изготавливается широкая
номенклатура полуфабрикатов, подлежащих дальнейшей обработке.
Увеличение масштаба производства связано с углублением технологической специализации
цехов. Так, например, средние по масштабам производства типографии выделяют офсетный
печатный цех, на крупном предприятии могут быть созданы два цеха листовой офсетной печати и
рулонной офсетной печати.
Технологическая форма специализации цехов имеет свои преимущества и недостатки. При
небольшом разнообразии операций и оборудования упрощается оперативное руководство
производством и обслуживание оборудования, создаются более широкие возможности
регулирования загрузки оборудования, что обеспечивает большую четкость производства. Эта
форма специализации имеет и некоторые недостатки. Она усложняет внутрипроизводственное
кооперирование и планирование, удлиняет производственный цикл, увеличивает объем
незавершенного производства, повышает затраты на транспортировку и хранение
полуфабрикатов, ограничивает ответственность руководителей подразделений за выполнение
только определенной части производственного процесса.
Технологически специализированные цехи выпускают определенные полуфабрикаты (например,
сфальцованные тетради), которые поступают в смежные цехи для дальнейшей обработки. Поэтому
необходимо проводить четкое оперативно-календарное планирование по увязке объемом
производства смежных цехов и срокам передачи заказов из одного цеха в другой.
Предметная специализация цехов заключается в том, что в одном цехе сосредоточены все
операции для изготовления готовых изделий или отдельных деталей изделий узкой номенклатуры.
Примером таких цехов могут быть газетные, журнальные цехи полиграфических предприятий, в
которых выполняются процессы изготовления печатных форм и печатание, например, газет или
журналов. В основу формирования газетных цехов должна быть положена конструктивнотехнологическая однородность изделий, при которой цехи превращаются в предметно-замкнутые
подразделения. Так, в типографии «Пресса-1» в газетном цехе выполняются все технологические
операции по изготовлению газет различных наименований.
Преимущества предметной специализации цехов по сравнению с технологической
специализацией заключаются в том, что сокращаются межцеховые и внутрицеховые перевозки,
сокращается длительность производственного цикла, создаются предпосылки для упрощения
оперативно-календарного планирования, повышается ответственность руководителей и
исполнителей за выпуск продукции высокого качества в установленные сроки.
Однако эта форма специализации имеет и некоторые, весьма существенные недостатки. При
предметной специализации цехов необходимо выравнивание производственных мощностей в
соответствии с пропорциями, обусловленными характером и технологическими особенностями
продукции. При изменении производственной программы могут возникнуть диспропорции,
требующие перестройки всей производственной структуры. Создание цехов, специализированных
на выпуске ограниченной номенклатуры продукции, целесообразно лишь при больших объемах
производства.
Подетальная форма специализации является углублением и развитием предметной формы. Ее
использование при создании цехов полиграфического предприятия возможно в условиях высокого
уровня стандартизации продукции, типизации технологических процессов, при больших
масштабах производства. Примером подетальной специализации цехов служит цех изготовления
переплетных крышек.
На полиграфических предприятиях для организации цехов может быть использована и предметнотехнологическая (смешанная) форма специализации. Примером цеха с применением смешанной
формы специализации является брошюровочно-переплетный цех. Технологический процесс
позволяет обрабатывать простые полуфабрикаты на участках и в отделениях с технологической
формой специализации (участок комплектовки книжных блоков, участок шитья книжных блоков),
а сложные полуфабрикаты - на поточных линиях или специально выделенных предметных
участках (поточные линии обработки книжного блока).
Возможности применения смешанной формы специализации таковы:
выполняемый производственный процесс представляет собой часть технологического
процесса или одну его стадию;
большие масштабы производства технологически однородной продукции и применение
типовых технологических процессов;
оснащение цеха разнообразным технологическим оборудованием для выполнения всех
предусмотренных технологических операций.
Смешанная форма специализации используется при создании формных и брошюровочнопереплетных цехов. Ей присущи все недостатки и преимущества технологической формы.
Основой организации цехов на предприятии являются и формы кооперирования. В
кооперировании выражаются производственные связи цехов, осуществляемые на технологической
или организационной основах.
Технологическое кооперирование выражается в том, что подразделение поставляет другому
незаконченную продукцию (полуфабрикат) для дальнейшей технологической обработки. Эта
форма кооперирования присуща цехам с технологической и смешанной специализацией, когда
обработка полуфабриката начинается в одном цехе, продолжается в другом. Пример производственные связи печатного и брошюровочно-переплетного цехов, брошюровочного и
переплетного цехов.
Организационное кооперирование предполагает производственные связи между цехами,
осуществляющими совместное производство, когда каждый цех выпускает законченный
полуфабрикат, не требующий дальнейшей обработки. Организационное кооперирование
связывает цехи с предметной, в том числе с подетальной и смешанной формой специализации.
Пример организационного кооперирования: изготовление печатных форм цехом допечатных
процессов для печатного цеха; изготовление крышек крышечным цехом для брошюровочнопереплетного цеха. Организационные производственные связи требуют точного соблюдения
сроков подачи полуфабрикатов на сборочную операцию.
5.3.
Производственная структура цеха
Под производственной структурой цеха понимают совокупность входящих в него
производственных участков, вспомогательных и обслуживающих подразделений, а также связи
между ними.
Эта структура определяет разделение труда между подразделениями цеха, т.е. внутрицеховую
специализацию и кооперирование труда.
Первичным структурным элементом цеха является рабочее место. Рабочее место - это
закрепленная за одним рабочим или бригадой рабочих часть производственной площади с
находящимися на ней орудиями и другими средствами труда, в том числе инструментами,
приспособлениями, подъемно-транспортными и иными устройствами соответственно характеру
работ, выполняемых на данном рабочем месте.
Рабочие места классифицируют:
по числу исполнителей и формам труда - индивидуальные, бригадные;
по назначению - основные, вспомогательные;
по уровню механизации - ручные, механизированные (машинно-ручные), машинные и
автоматические;
по количеству оборудования - одностаночные, многостаночные;
по степени специализации - универсальные, специализированные.
Группа рабочих мест может составлять участок. Производственный участок - это структурная
единица цеха, объединяющая по тем или иным признакам группу рабочих мест.
Производственные участки подразделяются на основные, вспомогательные и обслуживающие. К
вспомогательным относят участки ремонта оборудования, заточки ножей и др. В состав
обслуживающих входят участки технического контроля, сортировки напечатанной продукции,
акклиматизации бумаги, клееварка, кладовые и др. Производственный участок возглавляется
мастером.
В основу формирования производственных участков, так же как и цехов, может быть положена
технологическая или предметная форма специализации. Участок, сформированный по
технологическому принципу, предназначается для выполнения технологически однородных
операций. Такие участки могут быть в технологических и смешанных цехах. Это участки
изготовления фотоформ и печатных форм в цехе допечатных процессов, участки фальцовки и
печатания в печатном цехе, участки подборки и шитья книжных блоков в брошюровочнопереплетном цехе.
Если однородность выполнения технологических операций сочетается с большими масштабами
производства, то технологические участки могут подразделяться по типам оборудования или
видам обрабатываемой продукции. Так, в печатном цехе выделяются участки листовых и
рулонных печатных машин.
Преимущества и недостатки технологической формы специализации участков такие же, как при
формировании цехов в соответствии с этой формой специализации.
При предметной форме специализации цех разбивается на предметно-замкнутые участки, каждый
из которых специализирован на выпуске определенных полуфабрикатов или готовых изделий,
конструктивно и технологически однородных.
В связи с тем что на участках выполняются различные технологические операции, они
оснащаются разнородным оборудованием, которое устанавливается по ходу технологического
процесса. Предметные внутрицеховые подразделения в виде предметно-замкнутых участков или
поточных линий характерны для предметных и смешанных цехов, например, в брошюровочнопереплетном цехе - поточные линии по изготовлению брошюр и книг.
На предметном участке используется общий технологический маршрут и однотипное
оборудование, технологический процесс характеризуется незначительными отличиями по
трудоемкости обработки на операциях и рабочих метах.
Преимущества предметных участков определяются:
уменьшением числа подразделений, на которых проходит обработку каждое изделие;
сужением номенклатуры обрабатываемых изделий на участке;
уменьшением потерь времени на переналадку оборудования и ликвидацией
межоперационного времени пролеживания.
Указанные преимущества позволяют упростить календарное планирование производства и
оперативный учет, совершенствовать специализацию рабочих мест и рост производительности
труда. Руководители участков и рабочие несут ответственность за своевременное и качественное
выполнение определенной продукции.
В цехах полиграфических предприятий наряду с участками могут создаваться и отделения.
Кооперирование производственных участков и отделений происходит на технологической или
организационной основе.
Вспомогательные и обслуживающие подразделения цехов - отделения подготовки материалов,
контрольные пункты, ремонтные мастерские - размещаются исходя из удобства обслуживания
участков и рабочих мест основного производства.
На рис. 5.1-5.7 ( , , , , , , ) приведены примерные варианты производственной
структуры полиграфического предприятия и отдельных цехов.
5.4.
Направления совершенствования производственной структуры полиграфического предприятия
Производственная структура предприятия и его цехов определяется при его проектировании или
реконструкции. Рыночные отношения диктуют изменение требований к услугам, которые
оказывают полиграфические предприятия. В связи с этим меняется ассортимент выпускаемой
продукции, масштабы ее производства, применяемые техника и технология и, как следствие,
организационно-технические условия производства.
Существенное влияние на производственную структуру оказывает внедрение новой техники и
технологии, углубление специализации, кооперирования, изменение форм собственности.
Изменения организационно-технических условий деятельности полиграфических предприятий в
первую очередь связаны с инновационными процессами, происходящими в отрасли: разработкой
новых прогрессивных и экологически чистых технологий, внедрением более
высокопроизводительного оборудования как на стадии допечатных, так и печатных и отделочных
процессов. Значительное влияние на изменение производственной структуры уже действующих
полиграфических предприятий оказали внешние факторы, такие, как изменение системы
формирования производственных заказов. В условиях рынка именно спрос на полиграфическую
продукцию определяет величину тиража издания. Теперь даже крупные полиграфические
предприятия фактически лишены госзаказа, а значит, и миллионных тиражей изданий. Рыночный
механизм привел в соответствие расходимость изданий с объемами их выпуска. В связи с
падением тиражности изданий наблюдаются диспропорции в пропускной способности различных
структурных подразделений полиграфических предприятий, спроектированных на большие
тиражи.
Все это вызывает необходимость совершенствования производственной структуры предприятий и
приведение ее в соответствие современным требованиям производства.
К основным направлениям совершенствования производственной структуры полиграфических
предприятий можно отнести:
обеспечение пропорциональности между всеми подразделениями предприятия;
поиск и реализация более совершенных принципов построения полиграфических
предприятий и их структурных подразделений;
соблюдение рационального соотношения между цехами (участками) основного,
вспомогательного и обслуживающего производства;
постоянную работу по улучшению планировки предприятия;
создание в структуре предприятий предметно-замкнутых цехов (например, газетных,
включающих стадии изготовления печатных форм и печатание), сквозных печатноотделочных производств;
достижение конструктивно-технологической однородности выпускаемой продукции по
объемам и оформлению изданий.
В структурном отношении организация предприятия должна формироваться как организация
комплексных звеньев производства. Пропорциональность входящих в состав предприятия
структурных подразделений характеризуется рациональным соотношением их производственных
мощностей. Правильно построенная, постоянно совершенствующаяся производственная структура
предопределяет ее соответствие организации производства, что в свою очередь положительно
влияет на улучшение технико-экономических показателей деятельности предприятия,
обеспечивает непрерывность производственного процесса, ритмичность работы предприятия, рост
производительности труда, улучшение качества продукции, наиболее целесообразное
использование трудовых, материальных и финансовых ресурсов полиграфического предприятия.
Контрольные вопросык разделу 5
6.
Поточные производственные системы
6.1.
Характеристика поточной формы организации производства. Классификация поточные линий
Развитие предметной формы специализации цехов (участков) приводит к созданию поточного
производства - наиболее прогрессивной и эффективной формы организации производственных
процессов, основанной на ритмичной повторяемости согласованных во времени основных и
вспомогательных операций. Его реальная организация проявляется в виде поточных линий.
Классификация поточных линий
Признак
классификации
1. Степень
специализации
Характеристика производства
Номенклатура узкая, стремится к единице
Однопредметная
Номенклатура разнообразная
Многопредметная
Полная загрузка одним изделием
2. Формирование
Полная загрузка различными конструктивно и
загрузки
технологически однородными изделиями
3. Степень
прерывистости
движения
(синхронность)
4. Способ
поддержания
ритма
5. Вид
транспортных
средств
6. Уровень
механизации
Виды поточных линий
Постоянная
Переменная
Равенство и кратность штучных времен такту,
равная производительность операций.
Непрерывное равномерное движение изделий
по операциям
Непрерывно-поточная
(синхронная)
Некратность штучных времен такту, неравная
производительность операций. Движение
изделий с задержками и перерывами
Прерывно-поточная
(синхронная)
Ритм поддерживается автоматически
действующим конвейером
С принудительным ритмом
Ритм поддерживается взаимодействием
смежных операций
Со свободным ритмом
Связь между операциями и регулирование
передачи изделий осуществляется конвейером
Конвейеризированная
Передача продукции вне связи с тактом с
помощью различных транспортных средств
С использованием различных
транспортных средств
Выполнение основных операций на машинахавтоматах, транспортировка изделий
автоматизирована
Автоматизированная
Выполнение основных и вспомогательных
операций на машинах при участии рабочего
Механизированная
Выполнение части основных и
вспомогательных операций вручную
Немеханизированная
Поточная линия - обособленное подразделение цеха, специализированное на изготовлении
одного или нескольких видов изделий по одной технологии. Поточное производство основано на
использовании принципов прямоточности, специализации, непрерывности, параллельности,
пропорциональности и ритмичности.
Принцип прямоточности предусматривает размещение оборудования и рабочих мест в порядке
следования операций технологического процесса. Прямоточность обеспечивает кратчайший путь
движения изделий в производстве.
Принцип специализации воплощается в создании специализированных поточных линий,
предназначенных для обработки одного или нескольких технологически родственных изделий.
Производственный процесс изготовления продукции подразделяется на операции, которые
закрепляются за отдельными рабочими местами или за группой одинаковых рабочих мест.
Принцип непрерывности проявляется в виде непрерывного (без межоперационного
пролеживания) движения изделий по операциям при непрерывной работе рабочих и
оборудования. Подобные линии называются непрерывно-поточными. Непрерывность является
прямым следствием принципа пропорциональности, т.е. равной производительности на всех
операциях линий. Если такого равенства нет, то линия называется прерывно-поточной или
прямоточной.
Принцип параллельности предусматривает поштучную передачу изделий по операциям либо
небольшими транспортными партиями.
Принцип ритмичности характеризуется ритмичным выпуском продукции с линии и ритмичным
повторением всех операций на каждом рабочем месте. На непрерывно-поточных линиях с
поштучной передачей выпуск (запуск) каждого изделия осуществляется через один и тот же
интервал времени, называемый тактом линии (или поштучным ритмом). Такт линии строго
согласован с производственной программой и рассчитывается по формуле
где Fд - эффективный фонд времени работы линии в плановый период, мин; Nпл производственная программа за тот же период, уч.ед.
При передаче изделий транспортными партиями (по нескольку штук, экземпляров) ритмичность
работы непрерывной поточной линии характеризуется ритмом.
Ритм линии - это интервал времени, определяющий выпуск (запуск) одной партии изделий от
последующей за ней, и рассчитывается по формуле
где nтр - величина транспортной партии, ед.
Строгое соблюдение режима характерно для синхронных поточных линий, а также линий с
регламентированным ритмом. В этом случае сохраняется равенство:
где wi - кратность штучных времен tшт такту линии по каждой i-й операции (т.е. wi - число рабочих
мест на i-й операции).
Условием непрерывности движения изделий на поточной линии является синхронность.
Организационные формы поточных линий весьма разнообразны, поэтому целесообразно делить
их на группы по классификационным признакам.
По степени специализации различают одно- и многопредметные поточные линии.
По формированию загрузки выделяют линии постоянной и переменной загрузки.
На однопредметной линии полная загрузка в течение длительного времени обеспечивается
одним изделием. Эти линии называются также постоянными. Переход на обработку
другого изделия связан с реконструкцией линии (замена оборудования, изменение числа
рабочих мест на операциях и т.д.).
На многопредметной линии обрабатывается попеременно несколько изделий, близких по
конструктивным и технологическим особенностям. Такая линия называется также
переменной.
При переходе с обработки одного изделия на другое требуется переналадка оборудования и
изменение режима работы линии. При формировании загрузки линии изделия подбираются
таким образом, чтобы сократить время на переналадку и обеспечить наиболее полную
загрузку.
По достигнутой степени непрерывности движения различают непрерывно-поточное
производство или синхронный поток и прерывно-поточное производство или
несинхронный поток.
На непрерывно-поточных линиях предметы труда с операции на операцию непрерывно
передаются поштучно или небольшими партиями с помощью механизированных или
автоматизированных транспортных средств (конвейеров) через одинаковый промежуток
времени, равный такту или ритму потока. При этом время выполнения всех операций
технологического процесса на данном рабочем месте должно быть равно или кратно такту
(ритму). Такой технологический процесс принято называть синхронизированным. Для
непрерывно-поточного производства характерно равенство производительностей операций,
что обеспечивает передачу изделий по операциям в установленном ритме без перерывов во
времени, непрерывную работу оборудования и рабочих.
Прерывно-поточному производству свойственно неравенство производительностей
операций, что обусловлено неравенством и некратностью обработки единицы изделия по
операциям. В технологическом потоке возникают задержки в передаче изделий по
операциям. Для поддержания беспрерывности процесса на наиболее трудоемких операциях
создаются межоперационные оборотные заделы.
По способу поддержания ритма, такта поточной линии различают линии с
регламентированным и свободным тактом.
Линии с регламентированным тактом характерны для непрерывно-поточного производства.
Здесь режим поддерживается с помощью конвейеров, перемещающих предметы труда с
определенной скоростью.
Линии со свободным тактом не имеют технических средств, строго регламентирующих
ритм работы. Эти линии применяются при любых формах потока (непрерывный и
прерывный), и соблюдение ритма в этом случае возлагается непосредственно на
работников данной линии.
По виду транспортных средств различают линии со средствами непрерывного действия
(конвейерами), с различными транспортными средствами дискретного действия.
Линии с транспортными средствами непрерывного действия в зависимости от функций,
выполняемых этими средствами, подразделяются на линии с транспортным конвейером,
линии с рабочим конвейером и линии с распределительным конвейером.
Транспортные конвейеры поточных линий (ленточные, пластинчатые, цепные, подвесные и
др.) предназначены для транспортировки предметов труда и поддержания заданного ритма
работы линии.
Рабочие конвейеры поточных линий представляют собой систему рабочих мест, на
которых осуществляются технологические операции без снятия предметов труда.
Распределительные конвейеры применяются на поточных линиях с выполнением операций
на стационарных рабочих местах и с различным числом рабочих мест, когда для
поддержания ритмичности необходимо обеспечить четкое адресование предметов труда по
рабочим местам.
В зависимости от уровня механизации поточные линии могут быть автоматизированными,
механизированными и немеханизированными.
На автоматизированной поточной линии все операции полностью синхронизированы и
выполняются по единому такту; обработка изделий, контроль и передача их с операции на
операцию производится в автоматическом режиме.
Механизированные поточные линии предполагают использование машин и агрегатов, которые
выполняют основную технологическую операцию; подачу изделий в рабочую зону машины и
вывод их из рабочей зоны осуществляют вручную. Для механизированных поточных линий
характерна несинхронность выполнения ряда операций. Предприятия стремятся проводить
организационно-технические мероприятия по синхронизации работы оборудования поточных
линий.
На немеханизированных поточных линиях основные и вспомогательные операции могут
выполняться вручную. Для поддержания ритма в ряде случаев используется конвейер.
Следует отметить, что наиболее перспективным направлением развития поточных линий являются
автоматические поточные линии. При проектировании таких линий учтены все положительные
характеристики поточного производства. Автоматическая поточная линия может состоять из
отдельных машин-автоматов или агрегатов, выполняющих в автоматическом режиме
технологические операции по обработке изделий. Передача изделий от операции к операции и
подача изделий в рабочую зону машины осуществляется автоматическими транспортными
устройствами.
На автоматической поточной линии технологические операции выполняются синхронно, поэтому
межоперационные оборотные заделы не образуются. На таких линиях создаются только
технологические и транспортные заделы.
6.2.
Проектирование поточных линий и их эффективность
При проектировании поточных линий выполняется ряд расчетов, связанных с синхронизацией
операций, разработкой и определением регламента работы линии и т.д. Аналогичные расчеты
выполняются при перестройке работы линии в связи с изменением вида продукции или
технологического процесса.
Основные этапы проектирования и расчета поточной линии следующие:
подбор продукции для изготовления или обработки на поточной линии, определение
годовой производственной программы;
проектирование режима работы поточной линии, расчет такта и ритма, величины
транспортной партии;
синхронизация операций, расчет числа рабочих мест, разработка регламента работы линии,
определение числа рабочих;
расчет величины заделов;
планировка линий, проектирование транспортных средств;
расчет показателей экономической эффективности.
2.1. Однопредметную поточную линию целесообразно создавать на полиграфическом
предприятии, если оно имеет большое число заказов, однородных по технологическим
параметрам, и появляется возможность занятости оборудования их обработкой в течение
длительного времени.
Годовая производственная программа однопредметной поточной линии должна стремиться к ее
годовой производственной мощности. В тех случаях, когда предприятие имеет объем
производства определенного вида продукции, превышающий годовую производственную
мощность линии, можно создавать несколько однопредметных линий для выпуска продукции.
Для многопредметной поточной линии подбирают конструктивно и технологически однородные
изделия с одинаковыми технологическими параметрами обработки. Единый для всех изделий
технологический процесс обеспечивает наибольшую непрерывность производства и лучшее
использование оборудования. При формировании загрузки многопредметной поточной линии
необходимо обеспечивать наиболее полную загрузку оборудования и непрерывность
производственного маршрута. В тех случаях, когда годовая загрузка продукцией с однородными
технологическими параметрами превышает годовую производственную мощность поточной
линии, можно создать несколько однопредметных поточных линий для обработки этой
продукции.
На многопредметной поточной линии может быть избран как последовательный, так и
параллельный вид движения изделий в зависимости от конкретных требований организации
производства.
Последовательное прохождение изделий предполагает, что каждый последующий вид изделий
(тираж) начинают обрабатывать после прохождения изделий предыдущего вида (тиража) по всем
операциям поточной линии.
Возможна такая организация работы поточной линии, когда на отдельных операциях параллельно
обрабатываются два вида изделий. Это необходимо для обеспечения полной загрузки ведущего
оборудования. Изделия, обрабатываемые на линии параллельно, должны иметь отличительные
метки (знаки), чтобы не было смешения тетрадей и блоков.
Многопредметная поточная линия при последовательной обработке различных тиражей в период
изготовления изделий одного тиража работает как однопредметная.
При определении объема производства на поточной линии необходимо увязывать его с годовой
плановой производительностью линии или ведущего оборудования. Важное значение имеет выбор
оборудования, входящего в поточную линию. Необходимо иметь возможность выравнивания
производительностей операций. Операции должны выполняться синхронно, производственный
процесс протекать непрерывно, загрузка линии соответствовать ее годовой производительности.
2.2. При проектировании режима работы линии определяются следующие параметры ее работы:
коэффициент сменности kсм ;
годовой или месячный фонд времени основной работы Fд , ч;
продолжительность смены с учетом регламентированных перерывов Fcм , мин;
продолжительность обработки отдельных видов изделий на многопредметной линии Fj .
Коэффициент сменности работы поточной линии kсм определяется по формуле
где Nr - плановый годовой объем производства, уч.ед.; Nлин - плановая годовая
производительность линии, уч.ед.
Годовой или месячный фонд времени основной работы поточной линии Fд(г) определяется по
формуле
где Fн - номинальный фонд времени работы, зависящий от режима работы предприятия (линии) в
течение года или месяца, ч; fp - время простоя линии при проведении планового ремонта, ч; fоп время простоя при проведении периодических осмотров, ч; fтехнол - время технологических
остановок, ч; fнал - время переналадок линии, не учтенное технологическими остановками, ч.
Время переналадок должно быть учтено при организации работы многопредметной линии. Оно
может быть определено исходя из времени на одну переналадку и числа переналадок в течение
рассматриваемого периода. Следует учитывать, что по отдельным видам оборудования время на
переналадки может быть учтено нормативами времени на технологические остановки.
Суточный действительный фонд времени работы однопредметной непрерывно-поточной линии
Fдн , ч, определяется по формуле:
где Fcм - продолжительность смены с учетом регламентированных перерывов, ч; Fcм - календарный
фонд времени работы в смену, определяемый режимом работы предприятия, ч; fпер - время
регламентированных перерывов, ч; kсм - коэффициент сменности работы линии (см. выше).
При расчете переменных поточных линий необходимо решить вопрос о распределении годового и
месячного фондов времени основной работы оборудования между всеми заказами,
запланированными к производству в указанный период времени.
Также требуют определения такие величины, как сменная загрузка поточной линии изделиями
каждого вида, такт работы поточной линии по каждому виду изделий. Время обработки изделий
вида j (одного тиража) на многопредметной поточной линии можно определить по одному из
вариантов.
Вариант 1. Определение времени обработки изделий j-го вида Fj , ед. вр., на многопредметной
поточной линии:
где Fд - годовой или месячный фонд времени основной работы поточной линии, ед.вр.; Nj годовой или месячный плановый объем работы по изделиям вида j. ед. изм.; k - число отдельных
изделий или видов групп изделий; tij - плановые затраты времени на обработку одного изделия
вида j на каждой операции поточной линии, ед.вр.; n - число операций на поточной линии.
Рассмотренная формула может быть записана иначе, что не меняет ее смысла:
где tj - плановые затраты времени на обработку одного издания вида j по всем операциям
поточной линии, ед.вр.
Сменная программа по каждому изделию Nсмj , ед.изм., определяется по формуле
Вариант 2. Время обработки изделий j-го вида может быть определено исходя из плановой
часовой или сменной продолжительности работы линии Плинj при обработке каждого изделия:
В этом случае сменная программа равна сменной производительности линии.
Расчет такта (ритма) поточной линии:
где r - такт работы поточной линии, ед. вр.; Fcм - продолжительность смены с учетом
регламентированных перерывов, ед. вр.; Nсм , зап - сменная программа запуска изделий на
поточную линию, единиц измерения.
Расчет такта выполняется по сменному фонду фремени, так как именно в пределах этого времени
решаются многие вопросы организации работы линии. Программа запуска отличается от
программы выпуска на величину планируемых отходов на производственно-технические нужды.
Эти отходы обусловлены выполнением технологического процесса и и регламентируются
отраслевыми инструкциями.
Сменная программа запуска Nсм,зап определяется по сменной программе выпуска Nсм,вып :
где Котх - норматив отходов на производственно-технические нужды, %.
На прерывно-поточной линии (несинхронный поток) такт линии может быть определен по
ведущей операции:
где tштi - время на обработку одного изделия (штучное время) на ведущей операции, ед. вр.; wi число рабочих мест на ведущей операции, ед.
Этот метод расчета применим при условии установления программы линии по плановой
производительности ведущего оборудования.
На многопредметной поточной линии необходимо рассчитывать частный такт для каждого
изделия (издания). Он может быть определен по плановому штучному времени ведущего
оборудования или рассчитан исходя из сменной программы запуска. Сменная программа
определяется с учетом трудоемкости обработки каждого наименования.
При передаче изделий с операции на операцию партиями необходимо установить размер
транспортной партии (партионное движение). Он зависит от характера продукции,
обрабатываемой на линии, особенностей транспортировки и т.д. Примером транспортной партии
может быть несколько экземпляров блоков, сформированных в одну или несколько приверток,
движущихся по транспортеру для обрезки с трех сторон.
Размер транспортной партии nтр , ед., на конвейере с непрерывным движением может быть
определен по формуле
где lк - шаг конвейера, или расстояние между осями смежных изделий или партий, равномерно
расположенных на конвейере, м; vк - установленная скорость движения конвейера, м/мин.
При партионном движении изделий определяется ритм линии R, ед.вр.:
Рассмотрим порядок расчета основных показателей работы прерывно-поточной линии.
Необходимо определить:
время обработки изделий j-го вида на поточной линии Fj ;
сменную программу по каждому виду изделий Nсмj ;
такт работы поточной линии по каждому виду изделий rj .
Таблица 6.1
Исходные данные для расчета прерывно-поточной линии
Наименование параметра
Обозначение
Величина
Месячный фонд времени
основной работы поточной
линии
Fд
196 ч
Продолжительность смены за
вычетом регламентированных
перерывов
Fсм
8ч
Число видов изделий (заказов)
j
10
Число операций на поточной
линии
n
5
Таблица 6.2
№ заказа
Месячная плановая
Плановые затраты времени на обработку единицы изделия на
загрузка Nj, ед. изм.
операции tij, с
t1
t2
t3
t4
t5
1
7000
2,0
18,0
2,0
2,5
1,8
2
10000
2,0
20,0
2,0
2,4
1,8
3
5000
2,0
22,0
2,0
2,4
1,8
4
3000
2,0
20,0
2,2
2,4
1,8
5
10000
2,0
18,0
2,5
2,2
1,6
6
5000
2,0
16,0
2,0
2,2
1,8
7
8000
2,0
20,0
2,2
2,0
1,6
8
2000
2,0
22,2
2,0
2,5
1,6
9
10000
2,0
20,0
2,5
2,4
1,8
10
2500
2,0
16,0
2,4
2,2
1,6
Итого
62500
2,0
92,0
21,8
23,2
17,2
Результаты расчета сведены в табл. 6.3.
Пример расчета выполнен для первого вида изделий, j = 1.
По всем остальным видам изделий выполняют аналогичный расчет, результаты записываются в
табл. 6.3, графа 2.
Трудоемкость tн-чj определяют по каждому виду изделий, результаты записывают в
соответствующие строки табл. 6.3, графа 3.
3. Суммарная трудоемкость изготовления всех видов изделий может быть определена как сумма
всех строк графы 3 в табл. 6.3 или определена по формуле
Величины F, N, r определяют по всем видам изделий, запланированным к производству в данном
календарном периоде, и записывают в соответствующие строки граф 4, 5, 6 табл. 6.3.
Таблица 6.3
№ заказа
Плановые
затраты
времени на
Трудоемкость jобработку j-го
го вида
вида изделий
изделий, н-ч
по всем
операциям, с
Время
обработки
изделий j-го
вида Fj, ч
Сменная
программа
изделий j-го
вида Nсмj, ед.
изм.
Такт работы
поточной
линии rj, с
1
26,3
51,1
21,2
2642
10,9
2
28,2
78,3
32,2
3810
7,6
3
30,2
41,9
17,2
2326
12,4
4
28,4
23,7
9,73
2474
11,6
5
26,3
73,1
0,01
2667
10,8
6
24,0
33,3
3,72
2899
9,9
7
27,8
61,8
5,4
2500
11,5
8
30,1
16,7
6,9
2319
12,4
9
28,7
79,7
32,8
2439
11,8
10
24,2
16,8
6,9
2899
9,9
Итого
274,2
476,4
196,0
26 975
108,8
2.3. Процесс согласования плановых штучных времен с тактом поточной линии называется
синхронизацией. Цель проведения синхронизации - выравнивание производительностей
технологических операций, выполняемых на поточной линии. В период проектирования поточной
линии проводится предварительная синхронизация. Она заключается в подборе оборудования,
проектировании технологического процесса и режима выполнения операций, предусматривается
структура и метод выполнения отдельных операций.
При окончательной синхронизации уточняется технологический режим (например, скорость
работы оборудования на отдельных операциях), создается специальная оснастка, применяются
средства малой механизации, совершенствуется разделение труда, проектируется рациональная
организация рабочего места, улучшается его обслуживание и т.д.
Весь комплекс проводимых технологических и организационных мероприятий позволяет
обеспечить равенство производительностей операций.
Если продолжительность каждой операции равна такту (при поштучной передаче) или ритму (при
передаче партиями), то на каждой операции создается одно рабочее место, и изделия через один и
тот же интервал времени будут передаваться с предыдущей операции на последующую. Если же
производительность кратна такту, то на параллельно работающих местах каждой операции будет
обрабатываться несколько изделий, поступающих в определенной последовательности.
Число рабочих мест на каждой операции поточной линии wi зависит от планового штучного
времени tштi , затрачиваемого на обработку одного изделия (партии изделий) и такта (ритма)
работы поточной линии:
Число рабочих мест на многопредметной поточной линии рассчитывается для каждого вида
изделий, так как каждому виду изделий соответствуют свои величины пооперационной
трудоемкости и такта.
Если изделия обрабатываются на поточной линии последовательно, то рабочие места
определяются на наибольшему значению их расчетного числа. При параллельной обработке - это
сумма рабочих мест, полученных по расчету.
При расчете синхронных непрерывно-поточных линий число рабочих мест получается целым, так
как штучные времена равны или кратны такту.
В прерывном потоке, где отсутствует синхронность, расчетное число рабочих мест получается
дробным. При расчете поточной линии устанавливается принятое (целое) число рабочих мест: оно
определяется по ближайшему большему.
Степень синхронизации Ксинх может быть определена отношением расчетного числа рабочих wрасчi
к принятому wпринi по формулам:
для операции
для линии
;
,
где n - число операций на поточной линии.
В прерывном, несинхронном потоке на операции, после обработки каждого изделия, возникает
перерыв, продолжительность которого tперi определяется по формуле
Чтобы избежать частых перерывов в работе оборудования и рабочих после обработки каждого
изделия, целесообразно проводить непрерывную обработку определенного числа изделий, а
перерывы делать более длительными. С этой целью разрабатывается регламент работы поточной
линии.
Регламентом работы поточной линии называется распорядок работы оборудования и рабочих на
прерывной поточной линии, обеспечивающий минимальные оборотные заделы на операциях и
наилучшее использование времени рабочих.
Все расчеты прерывной поточной линии должны привести к определению оптимального
регламента ее работы. Оптимальный регламент должен удовлетворять следующим условиям:
все рабочие места на каждой операции должны работать одновременно и параллельно,
создавая равномерную загрузку оборудования;
перерывы должны быть сконцентрированы на одном рабочем месте операции, а все
остальные места должны иметь полную загрузку;
необходимо обеспечить лучшее использование рабочего времени рабочих, выявляя
возможности совмещения профессий;
проведение минимизации величины межоперационных оборотных заделов путем создания
условия для их равномерного нарабатывания и срабатывания.
Чтобы получить оптимальный регламент работы поточной линии, разрабатывается несколько его
вариантов, каждый из которых последовательно удовлетворяет вышеизложенным требованиям.
Исходные данные к примеру построения регламента прерывной поточной линии:
сменная программа Nсм,зап = 14400 экз.;
продолжительность смены Fcм = 480 мин.
Тогда такт r = Fcм /Nсм,зап = 480×60/14400 = 2 с.
Число рабочих мест
№ операции
Плановое время на
изделие, с
расчетное
принятое
1
1,2
0,6
1
2
10,4
5,2
6
3
1,4
0,7
1
4
3,6
1,2
2
5
2,0
1
1
Первый вариант регламента (рис. 6.8: , ) предусматривает одновременную и параллельную
работу всех рабочих мест на каждой операции, все рабочие места загружены равномерно, перерыв
на всех рабочих местах предусмотрен по окончании расчетного времени занятости каждого
рабочего места.
Время занятости единицы оборудования на каждой операции Fзi определяется по формуле
Fз1 = 1,2 × 14400/(1×60)= 288 мин;
Fз2 = 10,4 × 14400/(6×60) = 416 мин;
Fз3 = 1,4 × 14400/(1×40) = 336 мин;
Fз4 = 3,6 × 14400/(2×60) = 432 мин;
Fз5 = 2 × 14400/(1×60) = 480 мин.
Первый вариант регламента работы поточной линии может быть улучшен за счет проведения
сконцентрированных перерывов.
Второй вариант разрабатывается для условий, когда перерывы в работе оборудования
предусмотрены только для одного из рабочих мест операции, а все остальные рабочие места этой
операции имеют полную загрузку и работают целую смену.
Время занятости рабочего места, имеющего перерыв Fз5' , рассчитывается по формуле
Fз1' = 1,2 × 14400/60 - 480 × (1 - 1) = 288 мин;
Fз2' = 10,4 × 14400/60 - 480 × (6 - 1) = 96 мин;
Fз3' = 1,4 × 14400/60 - 480 × (1 - 1) = 336 смн;
Fз4' = 3,6 × 14400/60 - 480 × (2 - 1) = 384 мин;
Fз5' = 2 × 1440/600 - 480 × (1 - 1) = 480 мин.
Третий вариант регламента возможен при совмещении профессий рабочими, обслуживающими
операции поточной линии.
В рассматриваемом примере возможен перевод рабочего с шестой машины второй операции,
освобождающегося по истечении 96 мин, на вторую машину четвертой операции. Регламент
потока должен устанавливать последовательность и периодичность перехода рабочих с операции
на операцию. На третьем варианте регламента переход рабочих со второй операции на четвертую
обозначен пунктиром.
Четвертый вариант регламента разрабатывается для сокращения величины оборотных заделов.
Для этого продолжительность смены в нашем примере разбивается на две полусмены, и в каждой
полусмене создаются одинаковые условия по загрузке оборудования.
Учитывая конкретные требования организации производства, можно при разработке регламента
устанавливать различные величины периода оборота. Период оборота - это период времени, по
окончании которого работа прерывной поточной линии повторяется. Чем меньше период оборота,
тем меньше размер оборотных заделов и время пролеживания изделий. Чрезмерное дробление
сменного фонда времени и уменьшение периода оборота не всегда целесообразно, так как может
быть связано с частыми переходами рабочих с операции на операцию.
Число рабочих не непрерывной поточной линии определяется в зависимости от штата бригады,
нормы обслуживания и числа рабочих мест. Число рабочих на прерывной поточной линии
определяется на основе регламента, предусматривающего совмещение профессий.
2.4. На всех видах поточных линий создаются различного вида заделы, т.е. необходимые запасы
изделий. Как на непрерывных, так и на прерывно-поточных (несинхронных) линиях создаются
заделы: технологический, транспортный и страховой.
Особенностью прерывно-поточных линий является создание оборотного задела.
Технологический задел Zт представляет собой изделия, одновременно находящиеся в обработке на
всех рабочих местах поточной линии, и определяется по формуле
где Zт - величина технологического задела, ед.изм.; nтр - размер транспортной партии, ед.изм.; k число операций на поточной линии.
Транспортный задел Zтр включает в себя все изделия, находящиеся на линии между операциями в
процессе транспортировки. Он может быть определен по формуле:
где lк - длина транспортера поточной линии, м; lк - расстояние между транспортными партиями на
конвейере.
Задел перед линией Zтр.лин включает в себя необходимое число полуфабрикатов, доставляющихся
к первой операции поточной линии, обеспечивающих постоянную загрузку первой операции в
соответствии с тактом работы поточной линии:
где Fдост - интервал времени между двумя смежными доставками, ед.времени.
Страховой, или резервный задел Zстр образуется перед линией и между операциями поточной
линии. Перед линией он необходим для компенсации несвоевременности доставки
полуфабрикатов, что может происходить из-за организационно-технических недостатков на
операциях, предшествующих данной поточной линии. Запас изделий на отдельных операциях
необходим по следующим причинам:
для организации бесперебойной работы поточной линии, если оборудование на отдельных
операциях требует регулировки, устранения мелких неисправностей и т.д.;
для выравнивания производительности операций, если имело место колебание скорости
работы оборудования и т.д.
Страховой задел создается заранее путем обработки дополнительного числа изделий. Величина
этого задела определяется на основе статических данных учета и анализа работы поточной линии,
касающихся простоев и потерь, подлежащих компенсации.
Оборотный задел перед линией определяется как разность производительностей подающей
операции (участка) и поточной линии за определенный отрезок времени - сутки, смену и др.
Важнейшей особенностью прерывно-поточных линий (несинхронных) является неравенство и
некратность штучных времен такту. Следствием этого является различная производительность
операций и неравенство загрузки оборудования на различных операциях. С более
производительных операций за определенный период времени будет подаваться больше изделий
на менее производительные, чем последние могут за то же время обработать, и наоборот.
Это приводит к возникновению на смежных операциях либо избытка межоперационных
полуфабрикатов, поданных с предыдущей более производительной операции на данную, либо к
недостатку полуфабрикатов на более производительных операциях, чем операции их питающие.
Межоперационный оборотный задел Zоб - это количество полуфабрикатов, предназначенных для
выравнивания производительности на смежных операциях и находящихся на рабочих местах в
ожидании процесса обработки. Оборотные заделы позволяют организовать непрерывную работу
на рабочих местах в течение более или менее продолжительного времени. Характерной чертой
оборотных заделов является изменение их величины за период оборота от нуля до максимальной
величины.
Расчет послеоперационных оборотных заделов производится между двумя смежными
операциями. Для этого в периоде оборота выделяются отдельные временные отрезки,
характеризующиеся неизменным числом работающих единиц оборудования на смежных
операциях. Размер оборотного задела между двумя смежными операциями на каждом частном
временном отрезке (времени неизменных условий работы) определяется по формуле
где Zбi,i+1 - величина межоперационного оборотного задела за период времени неизменных
условий работы, образующегося между данной i-й и последующей i + 1-й операциями, ед.изм.; Fну
- период времени неизменных условий работы, в течение которого на двух смежных операциях
соотношение числа рабочих мест и производительностей операций стабильно, мин; t i, ti+1 плановые затраты времени на обработку единицы изделия на данной i-й операции и последующей
i + 1, мин; wi, wi+1 - число рабочих мест на смежных операциях, работающих в период времени Fну
.
Расчетная величина Zоб может быть положительной или отрицательной. Положительная величина
задела свидетельствует об его увеличении (задел не срабатывается) за период времени Fну ,
отрицательная - говорит об уменьшении (задел срабатывается).
Сумма положительных величин оборотных заделов на смежных операциях за период оборота
должна быть равна сумме отрицательных величин по абсолютному значению.
[Расчет межоперационных оборотных заделов
2.5. Планировка оборудования на поточной линии должна обеспечивать:
прямоточность движения изделий;
возможность территориального сближения рабочих мест, обслуживаемых одним рабочим.
Варианты планировок поточных линий могут быть самыми разнообразными (прямолинейными, Fобразными, прямоугольными, круговыми и др.). Они определяются габаритными
характеристиками оборудования, размерами и конфигурацией производственных площадей,
требованиями норм техники безопасности и т.д. Полиграфические предприятия могут
располагаться в зданиях, построенных не для производственных целей, что также отражается на
планировке поточных линий. Оборудование линии может размещаться на одном или двух этажах.
При решении вопроса о планировке поточной линии производится выбор транспортных средств.
Во многих случаях предпочтение отдается конвейерам, так как они обеспечивают необходимую
скорость движения изделий и регламентируют ритм работы линии. Длина рабочей части
конвейера lк определяется по формуле
где lрм - расстояние между смежным и рабочими местами, м; wлин - число рабочих мест на линии.
Указанная формула применяется при расположении рабочих мест по одну сторону. При
двустороннем расположении рабочих мест lк определяется:
Общая длина конвейера lко может определяться:
lко = 2×lрм + lнр ,
где lнр - длина нерабочей части конвейера, где размещаются приводное и натяжное устройства.
На поточных линиях могут быть использованы конвейеры ленточные, пластинчатые и подвесные.
В прерывно-поточном производстве могут использоваться и бесприводные транспортные средства
- рольганги, скаты, спуски и др.
Распределительный конвейер может использоваться для регламентации ритмичности подачи
изделий к рабочим местам. Лента конвейера имеет жесткую разметку, полуфабрикаты
устанавливаются в строгом соответствии с разметкой. Для проведения разметки устанавливается
число периода распределительного конвейера. Период конвейера - это повторяющийся отрезок
времени, в течение которого на всех операциях обрабатывается одинаковое число изделий. Число
периода конвейера - то количество изделий, которое подлежит обработке за этот период при
полной загрузке всех рабочих мест. Оно должно быть равно наименьшему кратному от числа
рабочих мест на каждой операции линии.
Разметка ленты конвейера производится в пределах этого кратного. Каждое деление соответствует
одному изделию или транспортной партии изделий. Разметочные знаки конвейера закрепляются за
рабочими местами. Так, если на линии закреплены 4 операции с числом рабочих мест 1, 2, 3, 2, то
число делений конвейера составляет 6. Рабочий первой операции снимает с конвейера и
обрабатывает изделия со всех делений. За первым рабочим местом второй и четвертой операции
закрепляются 1, 3 и 5 деления конвейера, отмеченные разметочным знаком. За вторым рабочим
местом этих же операций закрепляются 2, 4 и 6 деления. На первом рабочем месте третьей
операции обрабатываются изделия с 1 и 4 делений, на второй - со 2 и 5 делений и на третьем - с 3
и 6 делений.
При работе на линии со снятием изделий с конвейера скорость работы конвейера должна быть
согласована с тактом работы линии и обеспечивать заданную производительность, удобство и
безопасность работы.
На многопредметной поточной линии, где обрабатываются изделия различной трудоемкости,
скорость работы конвейера поддерживается постоянной за счет изменения размера партии и шага
конвейера.
Конвейер с непрерывным движением без снятия изделий называется рабочим. Движение такого
конвейера может быть периодическим или пульсирующим. Операция выполняется во время
остановки конвейера без снятия изделия. Возможна обработка изделий рабочим по ходу их
движения вместе с конвейером. По окончании обработки одного изделия рабочий возвращается на
свое первоначальное место к моменту поступления туда следующего изделия.
Некоторые полиграфические предприятия используют на поточных линиях специальные
транспортные средства, которые используются и в технологических цехах, например для
транспортировки заклеенных блоков через сушильную установку. Длина транспортера и скорость
его движения должны обеспечить выполнение технологической операции в соответствии с
заданным режимом.
Поточные линии обслуживаются комплексными бригадами рабочих. В таких бригадах
используется совмещение профессий и функций. Рабочие имеют возможность повышать свою
квалификацию и осваивать смежные профессии. В состав бригады могут входить как основные,
так и вспомогательные рабочие, обслуживающие поточную линию.
В соответствии с требованиями научной организации труда на непрерывно-поточной линии 2 раза
в смену устанавливаются регламентированные перерывы для отдыха всех рабочих (до 10 мин).
Время на отдых и личные надобности каждый рабочий может использовать во время работы
оборудования, так как на короткое время его функции могут исполнять другие члены бригады.
На поточных линиях норма выработки устанавливается по ведущей, т.е. наиболее
производительной операции поточной линии.
Производство изделий на поточной линии и смежных с ней производств подвергается строгому
оперативно-календарному планированию. Разрабатывается календарный график, отражающий
очередность прохождения заказов, продолжительность их изготовления и сроки запуска-выпуска.
Все составляющие детали обрабатываемого на поточной линии изделия должны быть заранее
изготовлены или могут изготавливаться параллельно в соответствии с производительностью
поточной линии. Подача полуфабрикатов на поточную линию осуществляется или непрерывно, в
соответствии с ритмом ее работы, или с определенной периодичностью.
Если в этом есть необходимость, заранее рассчитывается величина необходимых заделов: перед
линией, транспортного, технологического и т.д.
В соответствии с регламентом работы линии осуществляется подача материалов, используемых
при изготовлении изделия.
Техническое обслуживание оборудования поточной линии выполняется в нерабочие часы, дни или
смены. Применительно к оборудованию поточных линий широко используется узловой метод
ремонта.
6.3.
Преимущества поточной формы организации производства
Применение поточных методов организации производства объясняется их высокой
эффективностью. Преимущества поточного производства определяются следующими факторами:
широким применением высокопроизводительного специализированного оборудования;
высоким уровнем механизации и автоматизации основных транспортных операций, а также
наиболее полным использованием оборудования, материалов и других производственных
ресурсов.
Эффективность поточных методов выражается в повышении производительности труда,
увеличении выпуска продукции, сокращении продолжительности производственного цикла,
улучшении использования производственных площадей, сокращении числа цеховых кладовых,
экономии материалов, снижении себестоимости продукции и т.д.
На повышение производительности труда при поточном производстве оказывает влияние ряд
факторов, среди которых можно выделить следующие:
ликвидация тяжелого физического труда и высвобождение численности рабочих на
транспортных операциях, так как доставка на рабочие места полуфабрикатов и дальнейшее
их перемещение осуществляются с помощью специальных транспортных средств;
сокращение простоев рабочих из-за переналадок оборудования, неравномерной загрузки,
непропорциональности мощностей рабочих мест;
совершенствование рабочими профессиональных навыков вследствие того, что они в
течение длительного времени выполняют одну и ту же операцию или часть ее;
снижение трудоемкости процессов производства за счет применения в потоке современной
техники и технологии и оптимальных режимов работы оборудования.
На снижение себестоимости влияют следующие факторы:
сокращение заработной платы на единицу изделия в результате повышения
производительности труда и снижения трудоемкости продукции;
уменьшение затрат на основные материалы и полуфабрикаты в результате сокращения
выпуска бракованной продукции, так как создаются оптимальные условия для контроля
качества полуфабрикатов;
наиболее полное использование оборудования, зданий и сооружений благодаря
оптимальной планировке оборудования, непрерывности и ритмичности процессов
производства, пропорциональности мощностей, сокращения простоев оборудования;
сокращение брака в результате тщательной разработки технологического процесса и
режимов работы, повышения квалификации рабочих.
Показателем, наиболее просто характеризующим преимущества поточной организации
производства, является сокращение продолжительности производственного цикла обработки
одного изделия или транспортной партии.
Продолжительность производственного цикла изготовления изделия на поточной линии (Тц )
может быть определена по формуле
Тц = Тнал + Тцо + Nтир × r,
где Тнал - время наладки оборудования поточной линии, ч; Тцо - время прохождения на линии
первой партии изделий по выпускающей операции, ч; Nтир - объем производства в натуральном
измерении по данному заказу, ед.изм.; r - такт линии, ч.
В непрерывном (синхронном) потоке операционный период цикла первой партии изделий (Тцо )
можно определить по формулам:
Тцо = r×wлин или Тцо = rр ×wлин ,
где rр - ритм линии, ч; wлин - число рабочих мест на линии, ед.
На прерывной поточной линии (несинхронный поток) операционный цикл изготовления партии
изделий определяется по формуле
Тцо = t×nтр ,
где t - сумма плановых затрат времени на единицу продукции по всем операциям поточной линии,
ч:
где ti - плановое время на единицу продукции на i-й операции, ч; k - число операций на поточной
линии.
Эффективность поточной организации производства определяется на этапе проектирования
поточной линии и оценивается рядом показателей.
Экономическое обоснование выполняется методом сравнения вариантов. По сравниваемым
вариантам определяется годовая производственная мощность, капитальные вложения с учетом
затрат на монтаж, транспортировку и дополнительные производственные площади, определяется
полная себестоимость изготовления продукции, прирост прибыли, срок окупаемости
дополнительных капитальных вложений. Обобщающим показателем является годовой
экономический эффект.
Контрольные вопросык разделу 6
7.
Организация подготовки производства на полиграфическом предприятии
7.1.
Сущность, объекты, этапы и задачи комплексной подготовки производства
Подготовка производства - это комплекс работ, направленных на обеспечение полной
готовности производства к выпуску определенного вида продукции.
Подготовка производства осуществляется во внутренней среде предприятия вне рамок
производственного процесса и направлена на обеспечение условий для нормального
функционирования производства.
Подготовка производства на полиграфических предприятиях носит комплексный характер,
который заключается в том, что имеет место:
комплекс объектов подготовки производства;
комплекс этапов подготовки производства;
комплекс задач подготовки производства.
Производству предшествует работа по созданию и внедрению новой техники, технологии, новой
продукции, новых форм организации труда и управления, основанных на достижениях науки и
передового опыта. Все новшества, внедряемые в производство, принято называть нововведениями,
или инновациями.
Согласно современным представлениям, в качестве самостоятельных объектов подготовки
производства выступают инновации производственно-технического характера и менеджерские
инновации. К производственно-техническим нововведениям относятся новые виды техники и
технологии; модернизированная техника и технология; новые изделия. А менеджерские
инновации - это новые экономические, организационные и социальные структуры и механизмы, а
также другие нововведения в области совершенствования организации, планирования и
управления.
Внедрение инноваций производственно-технического характера чаще всего приводит к
изменению организационно-технических условий деятельности предприятий. Особенностью
полиграфического производства является то, что внедрение хотя бы одного из этих объектов
вызывает необходимость изменения других. Так, например, полиграфические предприятия,
выпускающие традиционную издательскую продукцию (книги, журналы, газеты, бланки и т.п.),
при освоении новых сегментов рынка полиграфических услуг и переходе на выпуск упаковки
должны модернизировать либо приобретать новое печатное и отделочное оборудование, вносить
изменения в принятую технологию. Или освоение полиграфическим предприятием специальных
видов печати, таких, как флексографская, трафаретная и т.п., требует приобретения специального
полиграфического оборудования и расширяет спектр полиграфических услуг предприятия. А
приобретение предприятием новых видов высокопроизводительного автоматизированного
оборудования также требует корректировки всего технологического процесса изготовления
полиграфической продукции и создает предпосылки для увеличения номенклатуры и
ассортимента выпускаемой продукции.
Специфической особенностью полиграфического производства является физическая
неповторяемость изданий. А поэтому вся продукция, изготавливаемая полиграфическим
предприятием, тоже является объектом подготовки производства и с определенной долей
вероятности может быть отнесена к нововведениям. Но в отличие от новой техники, технологии и
новых видов продукции, подготовку производства которых можно рассматривать как
единовременный акт, подготовка изданий к производству осуществляется каждодневно, в текущей
деятельности предприятия. Таким образом, подготовка производства в полиграфии
рассматривается в более широком смысле, нежели в других отраслях промышленности.
Комплексная подготовка полиграфического производства обусловлена необходимостью
повышения эффективности производства. Выполнение всего комплекса подготовительной работы
создает предпосылки для быстрого освоения производственных и организационных нововведений,
обеспечивает выход на оптимальные параметры технологических процессов и ведет к достижению
запланированного уровня экономической эффективности производства. Подготовка производства
способствует обеспечению конкурентоспособности продукции полиграфических предприятий.
Процесс подготовки производства, так же как и производственный процесс, разделяется на
определенные виды работ. Путь инновации от ее создания до внедрения в производство
представляет собой ряд последовательных этапов. Универсальная схема подготовки производства
в общем виде представлена на рис. 7.1 .
Первый этап - исследовательский. На этом этапе происходит формирование требований к объекту
нововведения. Выполняются работы по изучению потребности в данном изделии, технологии, т.е.
проводятся маркетинговые исследования, изучается потенциальный рынок сбыта нововведения,
осуществляется прогнозирование и технико-экономическое обоснование производства. Затем
формируется информационное обеспечение и проводятся поисковые и прикладные исследования
по разработке новшества.
Второй этап - проектирование - включает выполнение работ по материализации полученных во
время научных исследований результатов в виде конкретных проектов (технической
документации) конструкций новых изделий, технологии, организации производства и управления.
Третий этап - экспериментальный - включает работы по изготовлению и испытанию новых
образцов, осуществляет опытную проверку конструкторских, технологических и организационных
решений.
На четвертом этапе - освоения (внедрения) - выполняется комплекс работ по развертыванию
производства новых изделий, практическому освоению технических, технологических,
организационных, экономических и социальных новшеств с целью полной реализации решений,
заложенных на этапе проектирования.
На всех этапах подготовки производства должен решаться целый комплекс задач, а именно
конструкторские и технологические, объединенные в группу технических задач: экономические,
организационные, социальные и экологические. Но содержание и глубина проработки этих задач
на различных этапах подготовки производства различна в зависимости от объекта подготовки
производства.
Конструкторские задачи решаются в ходе конструкторской подготовки производства, которая на
исследовательском этапе включает в себя разработку концепции нового изделия или технологии,
определяет их параметры. На проектном и опытно-экспериментальном этапах изготавливаются
чертежи, составляется расчетная и текстовая документация.
При решении технологических задач подготовки производства прорабатывается способ
осуществления технологических операций, их последовательность, оснащение рабочих мест и др.,
т.е. осуществляется технологическая подготовка производства.
В ходе экономической подготовки производства выполняются планово-экономические и
финансово-экономические расчеты.
В составе организационной подготовки производства может быть выделена организационнотехническая, организационно-плановая и организационно-управленческая. Организационнотехническая подготовка производства связана с обоснованием форм организации производства,
производственной структуры предприятия, системой обслуживания (снабжения, ремонта,
транспортировки), форм разделения и кооперации труда. Организационно-плановая подготовка
заключается в разработке нормативов расходования трудовых и материальных ресурсов.
Организационно-управленческая подготовка направлена на совершенствование методов
управления ходом производства.
Социальная подготовка производства предусматривает решение вопросов, связанных с
развитием социальной структуры коллектива, внутриколлективных отношений,
совершенствованием условий труда работников и т.п. Решение социальных задач в ходе
подготовки производства создает условия не только для исключения оппозиционного отношения
коллектива к нововведениям, но и вызывает заинтересованность всего коллектива работников в
скорейшем из внедрении.
В ходе экологической подготовки производства решается комплекс вопросов, связанных с
охраной окружающей среды.
Таким образом, комплексная подготовка производствапредставляет собой совокупность научноисследовательских, проектных, опытно-экспериментальных и внедренческих работ, в процессе
которых решаются технические, организационные, экономические, социальные и экологические
задачи, направленные на обеспечение готовности производства к выпуску определенного вида
продукции.
В каждом конкретном случае содержание комплексной подготовки производства зависит от ее
объекта и уровня, на котором решаются эти вопросы. Кроме того, это зависит и от характера
нововведений, организационных форм производства, принятой отраслевой структуры.
Часть работ по подготовке полиграфического производства в широком смысле осуществляется в
непроизводственной сфере, во внешней среде предприятия. Так, например, исследовательский и
проектный этапы разработки новой полиграфической технологии могут осуществляться в
отраслевом научно-исследовательском институте, т.е. вне сферы производства. Хотя на крупных
полиграфических предприятиях возможно проведение такого рода работ и силами собственной
исследовательской лаборатории.
Способ формирования комплексной подготовки производства в зависимости от объекта, этапа и
уровня решения задач называется объектно-функциональным. В соответствии с этим способом
исходным и основополагающим пунктом формирования комплексной подготовки производства на
полиграфическом предприятии выступает объект подготовки производства. Можно считать, что
от того, каков характер инновации, зависит количество этапов, число и характер решаемых задач и
глубина их решения. Поэтому при разработке мероприятий по подготовке производства
необходимо исходить прежде всего из объекта нововведения.
Процесс подготовки производства неразрывно связан с инновационной и инвестиционной
деятельностью предприятия.
Инвестиционный процесс заключается в долгосрочном вложении средств с целью создания и
получения чистой прибыли в будущем в размере, превышающем их общую начальную величину.
Различают три вида инвестиций: реальные, финансовые и интеллектуальные. Реальные
инвестиции, называемые капитальными вложениями, представляют собой средства на
воспроизводство основных производственных фондов, их увеличение и совершенствование.
Именно реальные инвестиции являются материальной основой осуществления инновационной
деятельности предприятия.
Содержанием инновационной деятельности предприятия является разработка и реализация
инновационных проектов. Инновационный проект представляет собой систему мероприятий,
организационно-правовых и расчетно-финансовых документов, необходимых для создания и
внедрения нововведения. Содержание и объем инновационного проекта зависят от характера
нововведения. Наиболее трудоемкими являются инновационные проекты, связанные с внедрением
новой техники и технологии.
7.2.
Подготовка производства инноваций производственно-технического характера на
полиграфическом предприятии
Подготовка производства при внедрении новой и модернизированной техники и технологии
направлена на решение задач по техническому перевооружению производства с учетом
требований рыночной экономики по выпуску конкурентоспособной продукции. При подготовке
производства новой техники на полиграфическом предприятии можно выделить два этапа:
исследовательский и внедрение.
7.2.1.
Исследовательский этап подготовки производства новой техники и технологии
На исследовательском этапе подготовки производства новой техники проводятся маркетинговые
исследования по изучению рынка полиграфического оборудования. Изучаются конструкторские,
технологические, эксплуатационные особенности оборудования.
При выборке новых видов полиграфической техники необходимо оценить:
конкурентоспособность продукции, выпускаемой с использованием новой техники;
устойчивость и стабильность работы оборудования;
наличие полного комплекта сопроводительной документации;
соответствие конструктивных параметров оборудования условиям его эксплуатации;
степень автоматизации и диапазон скоростных режимов работы;
надежность, долговечность и безопасность работы;
условия метрологического обеспечения;
эргономичность и экологичность конструкции оборудования и применяемых материалов;
подготовленность персонала предприятия к работе на новой технике;
простоту обслуживания, ремонтопригодность и наличие системы сервисного
обслуживания;
диапазон применяемых материалов и их параметров;
взаимозаменяемость материалов и т.п.
На исследовательском этапе подготовки производства новой технологии на полиграфическом
предприятии решается вопрос, в каком виде она будет приобретена. Новая технология может быть
куплена в «чистом виде», представляющем собой лицензию на право пользования
запатентованными изобретениями, разработками, моделями. Приобретение технологии в
«связанном виде» предполагает покупку технологии вместе с новыми машинами и материалами. В
этом случае поставщики осуществляют комплексное обслуживание, оказывая помощь в монтаже,
пуске и наладке приобретенных средств производства, в подготовке персонала для их
обслуживания.
При выборе новых видов полиграфической технологии необходимо провести маркетинговые
исследования и изучить: конкурентоспособность продукции, выпускаемой с использованием
новой технологии; укомплектованность полиграфического предприятия оборудованием при
переходе на новую технологию; устойчивость и стабильность технологических режимов работы;
наличие полного комплекта сопроводительной документации; эргономичность и экологичность
технологии, применяемых материалов; подготовленность персонала предприятия к выпуску
продукции по новой технологии; диапазон применяемых материалов и их параметров;
взаимозаменяемость материалов и т.п.
Таким образом должны быть рассмотрены технические, экологические и социальные задачи на
исследовательском этапе подготовки производства новой техники и технологии на
полиграфическом предприятии.
На исследовательском этапе подготовки производства инноваций производственно-технического
характера большое внимание должно быть уделено экономической задаче, решение которой в
ходе проведения технико-экономических расчетов позволяет определить преимущества и
экономическую целесообразность нововведений.
7.2.2.
Подготовка производства на этапе внедрения новой техники и технологии
На этапе внедрения новой техники на полиграфическом предприятии проводятся
пусконаладочные работы и решаются все виды задач, за исключением конструкторских.
Цель проведения пусконаладочных работ - доведение оборудования и технологии до состояния,
обеспечивающего выполнение всех видов работ с достижением качественных и количественных
показателей, предусмотренных техническими условиями, паспортом и инструкцией по
эксплуатации нового оборудования и техническими условиями, регламентирующими новую
технологию. Эти работы выполняет, как правило, организация-изготовитель оборудования или
поставщик новой технологии.
Если внедрение нового оборудования не оказывает существенного влияния на изменение
принятого технологического процесса, то технологическая подготовка производства при этом
заключается в уточнении скоростных режимов работы нового оборудования; проверке методов
контроля технических параметров машины, а также в отработке технологических режимов, а в
ходе организационной подготовки производства осуществляется организация обслуживания
рабочих мест, производится подбор норм времени и выработки с учетом скоростных режимов
работы нового оборудования, рассматриваются вопросы организации обслуживания и ремонта
оборудования.
По завершении пусконаладочных работ создается специальная комиссия и заполняется
официальный документ - акт приемки сдачи оборудования, который подписывают как
представитель организации поставщика оборудования, так и представитель полиграфического
предприятия (главный инженер или директор).
Если новое оборудование не вписывается в существующий на полиграфическом предприятии
технологический процесс, то производится проектирование и разработка нового, так же как и в
случае внедрения новой технологии, и проводится весь комплекс мероприятий технологической
подготовки производства.
На этапе внедрения нововведений при подготовке производства на полиграфическом предприятии
можно выделить следующие основные стадии решения технологической задачи:
предварительная проработка сопроводительной документации на новую приобретаемую
технологию;
проектирование межцеховых технологических маршрутов;
пооперационная разработка техпроцесса.
Работы, связанные с технологической подготовкой производства, регламентируются стандартами
Единой системы технологической подготовки производства, которая определяет:
порядок организации и управления технологической подготовкой производства;
выбор стадий разработки документации;
порядок формирования организационных структур;
правила обеспечения технологичности изделий;
порядок ведения технологического контроля документации и т.п.
При внедрении производственно-технических инноваций технологическая подготовка
производства нацелена на обеспечение технологичской готовности полиграфического
предприятия к выпуску конкурентоспособной продукции необходимого объема и качества в
кратчайшие сроки.
В ходе технологической подготовки производства на полиграфическом предприятии при
внедрении производственно-технических новшеств отрабатываются технологические режимы,
разрабатываются технологические маршруты, в соответствии с новой технологией уточняются
скоростные режимы работы оборудования, проверяются методы контроля и возможность
выполнения норм нового техпроцесса. При этом на типовой техпроцесс разрабатываются новые
или корректируются действующие технологические попроцессные карты, операционные карты,
которые базируются на технологических инструкциях, сопровождающих создание новых
технологий.
Типизация технологии - это комплекс работ по установлению прогрессивного процесса
изготовления типовых видов изделий или их отдельных элементов, направленных на обеспечение
конкурентоспособности продукции при минимальных затратах труда и материалов. Типовой
процесс разрабатывается для определенной классификационной группы изданий и предполагает
выполнение следующих условий:
неизменность технологического маршрута движения предметов труда в производстве;
применение конкретного оборудования и определенных технологических режимов его
работы;
постоянство квалификации исполнителей работ;
неизменность норм затрат труда и применяемых материалов.
Типизация технологических процессов способствует совершенствованию управления
производством, повышению эффективности материально-технического обеспечения
производственного процесса, облегчает планирование и учет трудовых и материальных затрат на
полиграфическом предприятии. А так как типовые процессы базируются на передовом
производственном опыте и разработка их имеет научное обоснование, то применение типовой
технологии означает внедрение в производство рациональных методов и приемов осуществления
технологического процесса, обеспечивающих снижение трудоемкости изготовления продукции и
улучшение ее качества.
Работы по типизации технологических процессов проводятся как при внедрении производственнотехнических инноваций, так и в текущей подготовке производства на полиграфическом
предприятии.
Технологические инструкции содержат схемы технологических процессов, требования к
качеству оригиналов, полуфабрикатов и готовой продукции. Инструкции поясняют порядок
подготовки оборудования и рабочего места к работе, последовательность и методы выполнения
операций, режимы работы, требования к качеству материалов и качеству изготавливаемых
изделий и т.п. Инструкции разрабатываются отдельно по формным, печатным и отделочным
процессам научно-исследовательскими организациями отрасли для типовых технологических
процессов.
На полиграфическом предприятии на типовые технологические процессы разрабатываются
технологические попроцессные и операционные карты.
Технологические попроцессные карты регламентируют последовательность выполнения операций
технологического процесса при изготовлении определенной группы однотипных изданий и
содержат информацию о характере обрабатываемой продукции, характеристике оборудования,
техническом оснащении операций, режимах и методах выполнения операций, нормах
расходования материалов, профессии и квалификации исполнителей, нормативах численности и
обслуживания, параметрах качества. Этот вид технической документации разрабатывается на
полиграфическом предприятии.
Операционные карты разрабатываются для каждой операции типового технологического
процесса в отдельности. В них изложены подробные указания по выполнению операций, ее
материально-техническому оснащению. Операционные карты содержат указания по переналадке
оборудования, безопасности труда, сведения по нормам и оплате труда и используются для
инструктажа рабочих.
Сдача отлаженных в ходе технологической подготовки производства при внедрении инноваций
производственно-технического характера техпроцессов производится официально. Акт приемкисдачи подписывается главным технологом полиграфического предприятия и утверждается
директором. Утвержденная технология является строго обязательной, а ее выполнение называется
технологической дисциплиной.
В процессе производства осуществляется доводка технологического процесса, уточняются и
дорабатываются технологические режимы выполнения операций, проводится контроль
правильности установленных нормативов использования материальных и трудовых ресурсов.
Вся сопроводительная документация по внедряемому технологическому процессу должна быть
изучена начальником и технологом цеха, мастером участка и своевременно доведена до
непосредственных исполнителей. Соблюдение технологической дисциплины в процессе
изготовления продукции является важнейшим условием обеспечения ее высокого качества.
Условиями соблюдения технологической дисциплины при изготовлении полиграфической
продукции являются систематический контроль параметров технологического процесса,
своевременное обеспечение материальными ресурсами и систематический инструктаж рабочих,
занятых на выполнении технологических операций.
Контроль за выполнением технологической дисциплины должны осуществлять начальники цехов,
а в целом по полиграфическому предприятию - главный технолог.
Решение организационной задачи подготовки производства на этапе внедрения новой техники и
технологии связано с разработкой нормативов использования материальных и трудовых ресурсов,
организацией рационального обслуживания рабочих мест и ремонта оборудования.
Использование полиграфическим предприятием новой техники и технологии может привести к
изменению организационно-технических условий его деятельности. В этом случае в ходе
организационной подготовки производства помимо вышеназванных мероприятий должны
пересматриваться формы организации полиграфического производства, система обслуживания и
ремонта оборудования, а также производственная структура полиграфического предприятия и
отдельных его звеньев, т.е. фактически должен решаться комплекс вопросов, связанных с
организационным проектированием производства.
Решение экономических задач подготовки производства на этапе внедрения новой техники и
технологии заключается в уточнении технико-экономических показателей нововведения,
рассчитанных на исследовательском этапе.
Большое внимание при подготовке производства инноваций на этапе внедрения уделяется
вопросам экологичности нововведений. В этой связи проводится целый комплекс мероприятий.
7.2.3.
Технико-экономическое обоснование эффективности внедрения новой техники и технологии
Для определения преимущества нововведений проводится их технико-экономическое
обоснование. Количественная оценка эффективности внедрения новой техники и технологии
находит свое отражение в системе объемных, трудовых и финансовых показателей, а также в
показателях эффективности капиталовложений (инвестиций), представленных на рис. 7.2 .
Технико-экономическое обоснование (ТЭО) мероприятий при внедрении новой техники и
технологии проводят по методу вариантов. Сущность этого метода состоит в проведении
сравнительного анализа нескольких вариантов и выборе наилучшего из них. Для определения
наиболее экономичного варианта необходимо по каждому варианту просчитать затраты на
производство продукции. При этом нет необходимости выполнять расчет всех статей
себестоимости, а достаточно сравнить затраты, меняющиеся при изменении технологии процесса
или при замене одного вида оборудования другим (при условии сохранения производственной
загрузки).
При сравнении вариантов следует обеспечивать сопоставимость результатов путем приведения их
к одинаковым единицам измерения продукции, а также учитывать влияние нововведения на
смежные стадии производства. Так, внедрение высокопроизводительного офсетного печатного
оборудования, оснащенного системой автоматической приладки печатных форм, приводит к
значительному увеличению производительности печатного участка и вызывает увеличение
потребности в печатных формах, а это влечет за собой увеличение затрат по формному
подразделению предприятия, которые необходимо учесть в технико-экономических расчетах.
Исходными данными для проведения расчетов по технико-экономическому обоснованию
эффективности внедрения новой техники и технологии являются:
годовой объем выпуска продукции или годовая производительность оборудования по
сравниваемым вариантам;
часовые тарифные ставки, принятые на предприятии;
установленные законодательством нормы отчислений на социальные нужды;
нормы расходования материалов и отходов на нужды производства;
нормы затрат труда;
нормы амортизационных отчислений;
плановые простои оборудования на ремонтах, осмотрах, технологических остановках;
установленная мощность токоприемников;
цены на полиграфические материалы, оборудование, электроэнергию и сложившиеся цены
на услуги полиграфических предприятий;
величина стартовых инвестиций;
нормы доходности.
Интегральным показателем эффективности внедрения нововведения и капитальных вложений
является такой финансовый показатель, как себестоимость единицы продукции. Этот показатель
зависит от объема производства (объемный показатель), изменение которого может произойти в
результате внедрения новой техники или технологии. Изменение трудоемкости изготовления
продукции, численности рабочих и производительности труда (трудовые показатели) также влияет
на величину себестоимости единицы продукции. Такие же финансовые показатели, как прибыль и
рентабельность, являются производными показателя полной и удельной себестоимости. В табл.
7.1 приведены формулы для расчета себестоимости единицы продукции при проведении техникоэкономического обоснования внедрения нового вида техники или технологии.
Формулы расчета показателей
Показатели
Формула расчета
1. Годовая производительность Поб = Hц • Fд • kв.Н.
единицы оборудования (кроме Fд = Fреж. – (fp.o. + fт.о.)
печатного)
fp.o. = fр.о.н. / Тн
fт.о. = nт.о. / 100 • (Fреж. – fp.o.)
2. Годовая производительность Поб.печ = Нч • Fд • kв.Н.• kэфф.
течатного оборудования
kэфф. = tпеч. • Nтир • (1 + kт.н. / 100)
/ (tпр. + tпеч. • Nтир. (1 + kт.н. / 100))
3. Загрузка в учетных единицах N = Поб • kзагр.
4. Загрузка в машиночасах
Fм.ч. = tшт • N/kв.н.
Fм.ч.(печ.) = tпр•Nпр / kв.н. +
tпеч.•N/kв.н.
5. Количество машин
Вр = Fм.ч. / Fд
6. Полная себестоимость
изготовления продукции
Sn = Sм + SL + Sсоц. + Sо.п. + Sох +
Sком.
Sм = 1,2 • Sм.осн.
Sм.осн. = Цм • qм • N
SL = Lпр. • k1
Lпр. = Lч. • tшт • N
Lпр.печ. = Lч • (tпр • Nпр. + tпеч. • N)
Sсоц = kсоц. • SL
Sоп. = kоб. • Sоб. + Lпр.
Sоб. = (Sэ + Sp + Sa) • Bp
Sэ = Цэ • kn • u • Fд
Sp = kт.р. • Lч.4 • (Тк.ср. + Тт.ср.)
Tк.ср. = Тк / Тн
Тт.ср. = Тт • (Тн – 2)/Тн
Sa = Ko / Та
КО = kn • Ц
Условные обозначения
Поб — годовая
производительность единицы
оборудования (кроме
печатного), уч. ед.;
Поб.печ — годовая
производительность печатной
машины, т.л-отт;
Нч — часовая норма выработки
, уч.ед/ч;
Fд — эффективный фонд
времени работы оборудования,
ч;
kв.Н. — коэффициент
выполнения норм;
Fреж. — режимный фонд
времени работы оборудования,
ч;
fp.o — среднегодовой простой
оборудования на ремонтах и
осмотрах, ч;
fр.о.н. — суммарный норматив
простоя оборудования за весь
срок его службы, ч;
fт.о. — время простоя по
технологическим причинам, ч;
Тн — нормативный срок
службы работы оборудования,
лет;
nт.о. — норматив простоя по
технологическим причинам, %;
Sок. = kох • (Sоб. + SL)
Sком. = kком. • Sпроизв.
Sпроизв. = SМ + SL + Sсоц. + Sоп. +
Sох.
7. Себестоимость изготовления Se = Sп/N
учетной единицы продукции
tпр. — норма времени на
приладку (приправку), ч;
Nпр. — годовое количество
припадок (приправок);
tпеч. — норма времени на
печатание, чД. л-отт;
kт.н. — коэффициент отходов на
технические нужды, %;
kзагр. — коэффициент загрузки
оборудования, %;
Nтир. — среднегодовой тираж
продукции, тью. экз.;
N — годовая производственная
программа выпуска, уч. ед.;
Вр — расчетное количество
машин;
Nпр. — годовое количество
приладок (приправок), шт.;
Sn — полная себестоимость
продукции,
Sм — затраты на материалы, р.;
Sм.осн. — затраты на основные
материалы, р.;
SL — затраты на зарплату
основных производств,
рабочих, р.;
Sсоц. — отчисления на
социальные нужды, р.;
Sп. — общепроизводственные
расходы, р.;
Sох — общехозяйственные
расходы, р.;
Sком. — коммерческие расходы,
р.;
Sпроизв. — производственная
себестоимость продукции, р.;
Цм — ценаза единицу
измерения материала, р.;
qн — норма расхода материала,
кг, кв. м и др.;
Lпр. — прямая зарплата
основных производственных
рабочих, р.;
k1 — коэффициент,
учитывающий доплаты,
надбавки и премии по
отношению к основной
заработной плате;
Lч — часовая тарифная ставка
рабочего (или бригады)
соответствующего разряда, р./ч;
tшт — норма времени на
единицу продукции, ч/ед.
продукции;
Lпр.печ. — прямая зарплата
печатника, р.;
kсоц. — коэффициент,
учитывающий отчисления на
социальные нужды;
Sоб. — затраты на содержание и
эксплуатацию оборудования, р.;
Sэ — затраты на
электроэнергию, р.;
Sp — затраты на проведение
ремонта оборудования, р.;
Sa — затраты на амортизацию,
р.;
kn — коэффициент потери
мощности токоприемников;
u — мощность
токоприемников, кВт;
Цэ — цена одного кВт-ч, р.;
Sт.р. — затраты на текущий
ремонт, р.;
Sк.р. — среднегодовые затраты
на капитальный ремонт, р.;
kт.р. — коэффициент,
учитывающий накладные
расходы на ремонт;
Lч.4 — часовая тарифная ставка
рабочего 4 разряда, р/ч;
Tк.ср. Tк.ср. — среднегодовая
трудоемкость капитального и
текущего ремонта, н-ч;
Tк, Тт — трудоемкость
капитального и текущего
ремонта, н-ч;
Ko — балансовая стоимость
оборудования, р.;
Ц — цена машины, р.;
kn — коэффициент,
учитывающий затраты на
монтаж и транспортировку
оборудования;
kох — коэффициент,
учитывающий
общехозяйственные расходы;
kком. — коэффициент,
учитывающий коммерческие
расходы;
Та — нормативный срок
амортизации оборудования, лет.
Эффективность инновационных мероприятий проявляется в экономии затрат на производство
продукции.
Экономия на издержках может быть обеспечена путем сокращения материальных затрат, которое
достигается за счет: изменения номенклатуры и виды применяемых материалов; изменения норм
расходования материалов; изменения цен на применяемые материалы; сокращения норм
технических отходов; многократного использования материалов (формных пластин, химических
реактивов и др.); применения принципиально новых видов энергии; применения
энергосберегающих технологий.
Кроме затрат на материалы и энергию к производственным затратам относятся затраты на
амортизацию (см. табл. 7.2). Экономия затрат на амортизационные отчисления возможна в том
случае, когда рост производительности внедряемого оборудования превышает рост его цены по
сравнению с базовым вариантом.
Таблица 7.2
Экономия основных производственных затрат
Показатели
1. Сокращение затрат на
материалы (ΔSм)
Расчетные формулы
ΔSм=(Mеб-Mепр)×Nпр
Условные обозначения
Mеб, Mепр -затраты на материалы в
расчете на учетную единицу
продукции по базовому и
проектируемому вариантам;
2. Экономия на
амортизационных
отчислениях (ΔSа)
Nб, Nпр - объем продукции по
базовому и проектируемому
вариантам, уч. ед.; Sаб, Sапр - затраты
на амортизацию по базовому и
проектируемому вариантам в расчете
на учетную единицу продукции;
3. Сокращение затрат на
заработную плату (ΔL)
tб, tпр - норма штучного времени в
базовом и проектируемом вариантах;
Lчб, Lчпр - часовая тарифная ставка
(сумма тарифных ставок бригады); Д процент доплат и дополнительной
заработной платы по отношению к
прямой зарплате; Нсоц - процент
отчислений на социальные нужды;
4. Снижение
себестоимости
продукции (ΔS)
Sеб, Sепр - себестоимость учетной
единицы по базовому и
проектируемому вариантам
ΔS=(Sеб-Sепр)×Nпр
Сокращение трудовых затрат на изготовление продукции в результате внедрения инновационных
мероприятий может быть обеспечено за счет сокращения количества выполняемых операций,
нормы штучного времени (операционного времени), норматива численности и расширения зоны
обслуживания.
Норма штучного времени может быть сокращена за счет сокращения норматива основного
времени, обусловленного внедрением новой техники, ускорением технологического процесса или
совершенствованием конструкции оборудования. Этими же факторами может быть обусловлено
сокращение норматива вспомогательного времени (при его наличии). Кроме того, норматив
дополнительного времени может изменяться в результате менеджерских инноваций, связанных с
совершенствованием организации труда и обслуживания рабочих мест.
Изменение отдельных основных производственных затрат может осуществляться в
противоположных направлениях. Довольно часто сокращение трудозатрат сопровождается
значительным ростом затрат на амортизацию и т.п. Результирующая величина затрат получает
отражение в изменении себестоимости продукции. С целью анализа эффективности мероприятий
может быть использован показатель приведенных затрат. Приведенные затраты (С) представляют
собой сумму текущих затрат и нормативной прибыли и определяются в расчете на учетную
единицу по формуле
C = Sе + Eн ×Ке ,
где Eн - нормативный коэффициент экономической эффективности; величина, обратная
нормативному сроку окупаемости; Ке - удельные капитальные затраты.
При сравнении различных вариантов инновационных мероприятий целесообразным считается тот,
который обеспечивает минимальную величину приведенных затрат.
Кроме изложенного выше метода сравнения затрат при оценке и выборе нововведений
производственно-технического характера может применяться метод ранжирования. В основе этого
метода лежит система предпочтений по нескольким наиболее значительным в данных условиях
параметрам; например, расходы на обслуживание оборудования, текущие расходы и затраты на
переквалификацию работников. В результате ранжирования формулируется рейтинг каждого
варианта новой техники или технологии.
Экономия затрат приводит к сокращению потребности в производственных ресурсах (табл. 7.3),
что при стабильном или увеличивающемся объеме производства означает повышение
эффективности их использования.
Таблица 7.3
Экономия производственных ресурсов
Показатели
1. Сокращение затрат на
материалы (ΔSм)
Расчетные формулы
Условные обозначения
ΔSм=(Mеб-Mепр)×Nпр
Меб, Мепр - затраты на материалы
в расчете на учетную еденицу
продукции по базовому и
проектируемому вариантам;
2. Экономия на
амортизационных отчисления
(ΔSa)
Nб, Nпр - объем продукции по
базовому и проектируемому
вариантам, уч. ед.; Sаб, Sапр затратры на амортизацию по
базовому и проектируемому
вариантам в расчете на учетную
единицу продукции;
3. Сокращение затрат на
заработную плату (ΔL)
tб, tпр - норма штучного времени
в базовом и проектируемом
вариантах; Lчб , Lчпр - часовая
тарифная ставка (сумма
тарифных ставок бригады); Д процент доплат и
дополнительной заработной
платы по отношению к прямой
зарплате;
Нсоц -процент отчислений на
социальные нужды;
4. Снижение себестоимости
продукции (ΔS)
ΔS=(Sеб-Sепр)×Nпр
Sеб, Sепр -себестоимость учетной
единицы по базовому и
проектируемому вариантам
После анализа производственных показателей проводится оценка по финансовым критериям. Если
инновационные мероприятия требуют существенных капиталовложений, в особенности если
требуются заемные средства, то целесообразно выделять эту группу показателей и связанных с их
обеспечением мероприятий в инвестиционной проект. В остальных случаях можно ограничиться
расчетом отдельных финансовых показателей, таких, как прибыль и срок окупаемости
капиталовложений.
Методология и методы оценки эффективности инвестиций независимо от форм собственности
определены «Методическими рекомендациями по оценке инвестиционных проектов и их отбору
для финансирования» утвержденными Госстроем, Министерством экономики РФ, Министерством
финансов и Госкомпромом РФ 31 марта 1994 г.
В процессе оценки эффективности реальных инвестиций сравниваются поступающие денежные
средства (потоки) от реализации мероприятий с производственными денежными затратами. Для
упрощения оценки экономической эффективности очень часто предполагается, что необходимая
норма прибыли задана и одинакова для всех инвестиционных мероприятий и, кроме того, каждое
из них имеет одинаковую степень риска.
Основными этапами оценки эффективности реальных инвестиций являются:
1. Выбор направления и объекта инвестиционных вложений.
2. Расчет денежных потоков, которые обеспечивают реализацию инвестиционного
мероприятия.
3. Оценка ожидаемых денежных потоков в результате осуществления мероприятия.
4. Выбор оптимального варианта по соответствующим критериям.
5. Периодическая переоценка инвестиционных мероприятий после их принятия.
При определении денежных потоков (притоков и оттоков) учитывается фактор времени.
Финансовые ресурсы, материальной основой которых являются деньги, имеют временную
ценность. Это проявляется в двух аспектах. Во-первых, денежные средства в данный момент
времени и через определенный его промежуток при одинаковой номинальной стоимости будут
иметь разную покупательную способность. При высоком уровне инфляции денежные средства, не
вложенные в инвестиционные проекты или на хранение в банк, обесцениваются. Во-вторых,
денежные средства, обращаясь как капитал, приносят их владельцам доход. Отношение дохода,
полученного за определенный период (чаще всего за год) к величине вложенных средств
называется процентной ставкой. Поэтому величина будущих поступлений должна приводиться к
моменту вложения средств (текущему моменту) путем их уменьшения на сумму дохода,
нарастающего за определенный срок по правилам исчисления сложных процентов.
Процесс приведения стоимости будущих поступлений к конкретному моменту времени
называется дисконтированием, а величина, найденная таким образом, называется приведенной
дисконтированной стоимостью.
Для определения наращенной стоимости может быть использована формула
.
где К - размер вложения средств к концу t-го периода времени с момента вклада первоначальной
суммы; Кt - текущая оценка вложенных средств; i - коэффициент дисконтирования (норма
доходности или процентная ставка); t - число лет.
Для определения дисконтированной стоимости вычисляется обратная величина:
.
Величина процентной ставки, по которой производится дисконтирование, и современная
(приведенная) величина находятся в обратной зависимости, т.е. чем выше процентная ставка, тем
меньше современная величина при прочих равных условиях. В такой же обратной зависимости
находятся современная величина и срок платежа. С увеличением срока платежа современная
величина становится все меньше.
Процентная ставка, по которой производится дисконтирование («ставка сравнения», «барьерный
коэффициент»), отражает ожидаемый усредненный уровень ссудного процента на финансовом
рынке. Чаще всего величина процентной ставки ориентирована на доходность по безрисковым
вложениям, например по краткосрочным государственным ценным бумагам.
На практике обычно используются таблицы с заранее исчисленными значениями дисконтных
множителей
в зависимости от числа периодов и ставки процента.
К показателям, с помощью которых оценивается эффективность инвестиций, относятся чистый
приведенный доход (ЧПД), срок окупаемости (Ток ) и внутренняя норма доходности инвестиций.
Величина чистого приведенного дохода определяется как разница между текущей стоимостью
денежных притоков и текущей стоимостью денежных оттоков.
При разовых инвестициях ЧПД определяется следующим образом:
.
где Pt - годовые денежные поступления в течение n лет; Кс - стартовые инвестиции.
Если предлагается последовательное инвестирование в течение нескольких (m) лет, то расчет
проводится по формуле
.
Инвестиционное мероприятие считается эффективным, если величина ЧПД > 0.
Период окупаемости - это время, в течение которого прогнозируемые поступления денежных
средств превысят сумму инвестиций.
Если не учитывать фактор времени, т.е. считать, что равные суммы дохода, получаемые в разное
время, являются равноценными, то этот показатель можно определить следующим образом:
где К - размер инвестиций; Pt - ежегодный чистый доход.
С учетом фактора времени под сроком окупаемости понимается продолжительность периода, в
течение которого сумма чистых доходов, дисконтированных на момент завершения инвестиций,
равна сумме инвестиций:
.
Внутренней нормой доходности считается ставка дисконтирования, использование которой
обеспечивает равенство текущей стоимости ожидаемых денежных оттоков и текущей стоимости
ожидаемых денежных притоков. Этот показатель характеризует максимально допустимый
уровень расходов, превышение которого делает проект убыточным.
Различные варианты оценки инвестиционных мероприятий с использованием рассмотренных
показателей приведены в условных примерах 1-4.
Пример 1. Предприятие рассматривает инвестиционный проект по приобретению сложного
многооперационного технологического оборудования.
Стоимость оборудования - 1,0 млн. руб. Срок эксплуатации - 5 лет. Износ начисляется по методу
линейной амортизации, т.е. 20% годовых. Суммы, вырученные от продажи оборудования, в конце
срока эксплуатации покрывают расходы по демонтажу. Выручка от реализации по годам
прогнозируется в следующих объемах (тыс. руб.): 900; 1000; 1200; 1150; 900. Текущие расходы по
годам: в первый год эксплуатации - 400 тыс. руб., ежегодно эксплуатационные расходы
увеличиваются на 4%. Ставка налога на прибыль - 35%. «Цена» авансированного капитала
составляет 14%. Стартовые инвестиции производятся без внешних источников финансирования,
т.е. за счет собственных средств. Исходные данные для расчета могут быть представлены в табл.
7.4.
Таблица 7.4
Исходные данные для расчета
Показатели
Годы
1
2
3
4
5
1200
1150
900
1. Объем
реализации
900
2. Текущие
расходы
400
416
432,2
450
468
3. Амортизация
200
200
200
200
200
4.
Налогооблагаемая
прибыль
300
384
567,4
500
232
5. Налог на
105
134,4
198,6
175
81,2
1000
прибыль
6. Чистая
прибыль
7. Чистые
денежные
поступления (стр.
3 + стр.6)
195
395
249,6
368,8
325
150,8
449,6
568,8
525
350,8
Поскольку приток денежных средств распределен по времени, производится его дисконтирование
по процентной ставке, равной «цене» инвестиционного капитала, что составляет 14%. Чистый
приведенный доход составит:
ЧПД = [395×1,14-1 + 449,61×14-2 + 568×1,14-3 + 525×1,14-4 +
+350 ×1,14-5] - 1000 = [346,5 + 346,0 + 383,4 + 310,9 + 181,8] -1000 = 1568,6 - 1000 = 568,6.
Так как ЧПД больше нуля, данное мероприятие считается эффективным.
Пример 2. Предлагается замена старого оборудования новым с принципиально иными
технологическими параметрами.
Исходные данные:
Цена оборудования 1000 и 200 тыс. руб. на монтаж, транспортировку и установку. При реализации
старого оборудования может быть получено 100 тыс. руб.
Стартовый денежный поток составит 1000 + 200 - 100 = 1100 тыс. руб. Введение нового
оборудования обеспечит ежегодную экономию денежных средств в размере 400 тыс. руб. до
налогообложения в течение пяти лет.
Требуется решить вопрос о том, что целесообразнее: продолжать работу на старом оборудовании
или заменить его новым.
Расчетные параметры по анализируемому мероприятию могут быть представлены в табл. 7.5.
Таблица 7.5
Исходные данные для расчета
эффективности (тыс. руб.)
Показатели
Значения показателей
1. Годовая экономия денежных средств
400
2. Износ новой машины (20%)
1100-0,2 =220
3. Износ старой машины (от остаточной стоимости)
100-0,2 =20
4. Дополнительная амортизация
220 - 20 = 200
5. Доход до налогообложения
400 - 200 = 200
6. Налог на прибыль
200-0,35 = 70,0
7. Дополнительный доход после налогообложения
200 - 70,0 = 130,0
8. Чистый денежный поток за год
130,0 +200=330,0
Таким образом, из ежегодной экономии (400 тыс. руб.) необходимо вычесть дополнительные
расходы по выплате налога (70 тыс. руб.) чистый денежный поток.
Денежный поток и чистая прибыль отличаются на сумму дополнительного износа: 330,0 - 200 =
130,0 тыс. руб.
Вследствие того, что стартовые расходы составляют 1100 тыс. руб., мы можем решить вопрос о
замене старого оборудования новым положительно.
Эф = ΔS + (ΔHa + ΔHпр ) = 400 - (1100×0,2 -100×0,2 + 70,0) =
=400 - 270 = 130 тыс. руб.,
где ΔS - экономия на текущих затратах; ΔHa - дополнительные расходы на амортизацию; ΔHпр дополнительные расходы по выплате налога.
Пример 3.
Определить срок окупаемости инвестиций.
Вариант 3.1.
Разовые инвестиции составляют 38000 руб. Годовой приток наличности равномерный и
составляет 10700 руб.
В этом случае срок окупаемости может быть определен следующим образом:
Вариант 3.2.
Если годовой приток наличности неравномерный, то расчет является более усложненным.
Предположим, что в течение пяти лет поступление наличности по годам соответственно
составляет 8000, 12000, 12000, 8000, 8000 руб.
Сумма поступлений за первые три года составит 32000 руб., т.е. первоначальные инвестиции не
будут возмещены: 38000 - 32000 = 6000 руб. Тогда при стартовых инвестициях в объеме 38000
руб. срок окупаемости составит
.
Вариант 3.3.
Исходные данные представлены в табл. 7.6.
Таблица 7.6
Исходные данные
Годы
1
2
Инвестиции
200
250
3
4
5
6
Отдача
150
250
300
300
В этом случае срок окупаемости определяется как период времени, в течение которого сумма
чистых доходов, дисконтированных на момент завершения инвестиций, равна сумме инвестиций.
Расчет срока окупаемости:
1. 200 + 250 = 150 + 250 + 300× Х.
Очевидно, окупаемость наступит между вторым и третьим годами эксплуатации, т.е. через два
года после начала получения прибыли.
2. Сумма инвестиций на момент их завершения (второй год):
К = 200×1,1 + 250 = 470.
Цена капитала 10%.
За первые два года современная величина дохода составит:
эта величина меньше суммы инвестиций с процентами.
За три года
т.е. больше суммы инвестиций с процентами. Таким образом, срок окупаемости составит:
Пример 4.
Определить срок окупаемости капитальных вложений при внедрении нового полиграфического
оборудования. Стартовый денежных поток предполагается в размере 35 млн.руб. Нормативный
срок эксплуатации оборудования 10 лет, амортизация линейная (равномерная). Предполагаемая
годовая производственная программа (N) - 25 млн.уч.ед. Себестоимость изготовления учетной
единицы с использованием нового оборудования (Sе ) - 0,32 руб. Цена соответствующей учетной
единицы продукции на рынке полиграфических услуг (Цe ) - 0,52 руб. Налог на прибыль 35%.
Ежегодная прибыль предприятия (П) составит
После вычета налога на прибыль чистая прибыль предприятия (Пч ):
Чистые денежные поступления составят 6,75 млн.руб.(3,25 + 35/10) и тогда срок окупаемости
Ток = 35/6,75 = 5,2 года.
7.3.
Подготовка изданий к производству
Подготовка изданий к производству в соответствии с принятой схемой рис. 7.1 предполагает
наличие двух этапов работ - проектный и внедрение. Проектный этап подготовки изданий к
производству осуществляется в издательстве и называется издательским. Этап освоения
осуществляется на полиграфическом предприятии и называется производственным.
В перечень задач издательского этапа подготовки изданий входят все задачи, за исключением
экологической. На производственном этапе решаются технологические, организационные и
планово-экономические задачи.
7.3.1.
Издательский этап подготовки изданий к производству
Проектирование издания и подготовка его к полиграфическому воспроизведению установленными
тиражами осуществляется в издательстве или организациях, имеющих лицензию на издательскую
деятельность. По своей сути производственный процесс в издательстве по отношению к
тиражированному изданию является процессом подготовки его к производству на
полиграфическом предприятии.
Целью издательского этапа подготовки изданий к производству является:
обеспечение высокого качества изданий как по содержанию, так и по оформлению;
своевременное доведение издания до читателя и сокращение сроков выхода изданий в свет;
соответствие структуры издания и его оформления его назначению, условиям пользования
в отношении удобочитаемости, прочности, долговечности;
создание предпосылок для экономного расхода труда, денежных и материальных средств
на полиграфическом предприятии;
экономичность изданий, которая с производственной точки зрения определяется
следующими требованиями:
1. соответствие издания действующим стандартам с целью наиболее полного использования
возможностей полиграфического оборудования;
2. создание предпосылок для низкой трудоемкости полиграфического изготовления изданий.
Для этого запланированная в издательстве технология изготовления заказа должна
соответствовать технологии производственной базы;
3. наименьшая материалоемкость издания, которая обеспечивается подбором кегля шрифта,
соответствием формата издания формату печатной машины, а также путем наиболее
целесообразного оформления отдельных элементов издания - экономного расположения
иллюстраций, спусковых и концевых полос и т.п.
Порядок проведения работ на издательском этапе подготовки изданий к производству и решаемые
при этом задачи представлены в табл. 7.7.
Таблица 7.7
Порядок проведения работ на издательском этапе подготовки изданий к производству
№ п/п
Тип задачи
Содержание работ
1
Организационная работа с
автором
2
Экономическая
3
Организационная
Составление графика прохождения рукописи в
издательстве
Технологическая
Редакционная обработка рукописи: литературное и
специальное редактирование рукописи; перепечатка;
подготовка издательского оригинала
5
Kонструкторская
Kонструкторско-оформительская стадия:
проектирование вида издания и его структуры; подбор
формата и марки бумаги, формата полос издания,
гарнитуры и кегля шрифта, характера и числа
иллюстраций, красочности, вида обложки или
переплета; проектирование внешнего оформления
издания
6
Технологическая
Выбор технологии изготовления заказа и создание
макета издания
7
Организационная
Выбор полиграфической базы; разработка графика
прохождения заказа на полиграфическом предприятии,
составление технической издательской спецификации
4
8
Экономическая
Заключение договора между автором и издательством с
указанием объемов и сроков подготовки рукописи
Расчет авторского гонорара
Расчет потребности в материалах; составление
предварительной калькуляции заказа; определение
стоимости издания
Первая стадия издательского этапа подготовки изданий к производству охватывает всю
предварительную совместную организационную работу издательства с автором по каждому
изданию.
Расчет авторского гонорара осуществляется экономической службой издательства.
График прохождения рукописи в издательстве составляется производственным отделом и
регламентирует сроки подготовки ее к полиграфическому воспроизведению.
Технологическую задачу подготовки рукописи к производству в издательстве выполняют
наборщики, верстальщики, литературные и технические редакторы, корректоры издательства.
Конструктурско-оформительская стадия связана с проектированием вида издания и решением
вопросов его внутреннего и внешнего оформления. Основную работу на этой стадии выполняют
технический и художественный редакторы. Они разрабатывают тип и конструкцию издания,
определяют его составные элементы и характер технического и художественного оформления.
Определяется формат издания, характер и количество иллюстраций, подбирается гарнитура и
кегль шрифта. Производится разметка рукописи, создаются графические оригиналы и оригиналы
иллюстраций.
На следующей стадии решаются технологические задачи подготовки издания к производству.
Технолог производственного отдела издательства прорабатывает вопросы полиграфического
исполнения издания, и с учетом его рекомендаций техническим и художественным редактором
создается оригинал-макет издания. Оригинал-макет издания представляет собой текстовый и
иллюстрационный материал, прошедший редакционно-издательскую обработку и
предназначенный для воспроизведения полиграфическими средствами, каждая страница которого
полностью совпадает с соответствующей страницей будущего издания. По оригинал-макету
можно судить о характере оформления издания и о расположении на страницах намечаемого к
выпуску издания рубрик, таблиц, примечаний, иллюстраций, графиков и т.п.
Конструкторская и технологическая подготовка издания в издательстве осуществляется в
соответствии с техническими условиями, разработка которых базируется на системе
государственной и отраслевой стандартизации и типизации продукции.
Стандартизация в полиграфии обеспечивается комплексом нормативно-технических документов:
государственных (ГОСТ) и отраслевых стандартов (ОСТ), стандартов предприятий и технических
условий. Основными задачами стандартизации в полиграфии является установление единых
требований на каждом из этапов создания и выпуска издательской продукции. В качестве
объектов стандартизации могут рассматриваться термины и определения, принятые в полиграфии
и издательском деле; информационные данные об изданиях; виды издательской продукции
(газеты, книги, нотные издания, учебники и т.п.); конструкции и элементы оформления изданий;
технологические процессы создания продукции в издательствах (редакционно-издательские
процессы) и на полиграфических предприятиях, а также документация на эти процессы;
организация работ по управлению качеством изданий и т.п. Примеры стандартов в полиграфии:
«Издания книжные для детей. Общие технические условия. ОСТ 29.127-96»; «Этикетки,
отпечатанные способом офсетной и флексографской печати. Издательско-полиграфическое
оформление. Общие технические условия» ОСТ 21.1-2001.
Сущность типизации в издательском деле и полиграфии заключается в сведении к минимуму
типов и видов продукции.
Под техническими условиями (ТУ) на издание понимают комплекс требований к определенному
виду изданий, определяющих его качество, экономичность полиграфического изготовления и
удобства использования. ТУ охватывают технические показатели издания, характер оформления,
технологию его изготовления и качество применяемых материалов. Так, например, технические
условия на книжно-журнальную продукцию содержат следующие общие элементы: формат
бумаги и долю листа, объем издания и способ печати. В ТУ на наборные процессы
регламентируются следующие параметры: ширина и высота полосы набора, количество строк
текста на странице, гарнитура и кегль основного и дополнительного текста, характер выделений и
рубрикаций, размер абзаца основного и дополнительного текста, таблицы и выводы, формулы,
подписи к иллюстрациям, сноски, спуски, титульный лист, месторасположения оглавления и
содержания, характер верстки или монтажа иллюстраций, обложка, выходные данные,
колонцифра, колонтитул. В технических условиях на иллюстрационные формные процессы
отражается характер иллюстраций - штриховые или полутоновые, черно-белые и цветные. Для
печатных процессов в ТУ оговаривается сорт бумаги для текста, вкладок, приклеек, обложки,
титульного листа и т.п. по брошюровочно-переплетным процессам технические условия содержат
информацию о виде комплектовки и скреплении блоков, типе переплета и его оформлении, виде
корешка, месте расположения вкладок, приклеек, накидок, наличии суперобложки, а также
характеристику переплетных материалов и картона.
На организационной стадии технический редактор издательства обобщает и уточняет все вопросы,
проработанные в ходе конструкторской и технологической подготовки издания, и составляет
техническую издательскую спецификацию, которая содержит в себе технические условия на
полиграфическое изготовление конкретного издания.
Техническая издательская спецификация содержит проект изготовления заказа. В ней отражены
все вопросы, которые были проработаны на стадии издательского этапа подготовки изданий. В
технической издательской спецификации приводятся следующие основные сведения: автор,
название, объем и тираж издания; вид издания (книга, журнал, брошюра и т.п.); способ печати,
красочность текста и приклеек, обложки, тип печатной машины; номер переплета, характер
фальцовки, шитья; техническая характеристика материалов - бумаги, картона, переплетных
материалов; требования к качеству исполнения.
Спецификация составляется техническим редактором издательства, согласовывается с
художественным редактором и технологом и утверждается начальником производственного
отдела издательства.
Основное назначение технической издательской спецификации - обеспечение технологичности
издания. Под технологичностью следует понимать совокупность свойств изделия,
определяющих оптимальные затраты труда, средств, материалов и времени при технической
подготовке производства, изготовлении и эксплуатации изделия по сравнению с
соответствующими показателями изделий однотипных конструкций и одного и того же
назначения при обеспечении установленных значений показателей качества в принятых условиях
изготовления и эксплуатации. Технологичность издания является для полиграфического
предприятия решающим фактором эффективного использования его производственных ресурсов.
Поэтому уже при разработке конструктивных параметров издания в издательстве необходимо
иметь четкие представления о том, в условиях какой полиграфической базы будет изготавливаться
заказ. Подготовленные издательством в соответствии с техническими условиями оригинал-макеты
могут быть технологичными не для каждого полиграфического предприятия. Например, журнал
формата 70?100/8 тиражом 2 тыс. экз. при размещении его для полиграфического воспроизведения
на предприятии, оснащенном офсетными листовыми печатными машинами формата 485?660 мм,
будет являться нетехнологичным. За один листопрогон на такой машине можно будет запечатать
лишь четвертую долю физического печатного листа издания. При этом достаточно неэкономно
будут использоваться формные пластины. Все это в конечном итоге приведет к удорожанию
издания и увеличению сроков его полиграфического изготовления.
При разработке технической издательской спецификации практически невозможно изложить все
условия на техпроцессы, осуществляемые на полиграфическом предприятии, поэтому
впоследствии вносятся изменения. Но чем меньше таких изменений, тем эффективнее была
осуществлена подготовка издания в издательстве.
Если на полиграфическом предприятии продукция будет изготавливаться из материалов
издательства, то на организационной стадии издательского этапа подготовки издания к
производству необходимо решить вопросы материально-технического обеспечения предприятия
бумагой, картоном и переплетными материалами.
Результатом издательского этапа подготовки изданий к производству являются оригинал-макет
издания, график прохождения заказа в производстве, согласованный издательством и
полиграфическим предприятием, либо договор на выполнение полиграфических работ с
указанием сроков его выполнения и даты подписания сигнального экземпляра и техническая
издательская спецификация (ТИС). Сигнальный экземпляр является образцом тиражированного
издания. Он необходим для проверки качества полиграфического исполнения заказа.
На полиграфическое предприятие передается комплекс материалов, в состав которого входит:
издательский текстовый оригинал, оригиналы иллюстраций, макеты оформления титульного листа
и обложки, техническая издательская спецификация и график прохождения заказа в производстве.
7.3.2.
Подготовка изданий к производству на полиграфическом предприятии. Технологическая и
организационная стадии
Целями подготовки изданий к производству на полиграфическом предприятии является
достижение высокого экономического эффекта благодаря изготовлению продукции в строгом
соответствии с техническими условиями, стандартами и проектами, разработанными в
издательстве. Подготовка изданий к производству направлена на максимальное использование
производственных мощностей полиграфического предприятия, применение рациональных
режимов работы оборудования, прогрессивной технологии, современных форм организации
производства и труда и обоснованных норм расхода всех видов производственных ресурсов.
При подготовке изданий в производстве используются следующие виды документов: техническая
издательская спецификация, ТУ и стандарты предприятий на полиграфическую продукцию и
материалы, технологические инструкции на процессы полиграфического производства и
характеристика технологических процессов и оборудования, применяемых на предприятии.
В табл. 7.8 приведены основные задачи и содержание работ, выполняемых на типографском этапе
подготовки изданий к производству.
Таблица 7.8
Содержание работ, выполняемых на типографском этапе
№ п/п
Тип задачи
Содержание работы
1
Организационная работа с
автором
Заключение договора между автором и издательством
с указанием объемов и сроков подготовки рукописи
3
Экономическая
4
Технологическая
Редакционная обработка рукописи: литературное и
специальное редактирование рукописи; перепечатка;
подготовка издательского оригинала
5
Kонструкторская
Kонструкторско-оформительская стадия:
проектирование вида издания и его структуры; подбор
формата и марки бумаги, формата полос издания,
гарнитуры и кегля шрифта, характера и числа
иллюстраций, красочности, вида обложки или
переплета; проектирование внешнего оформления
издания
6
Технологическая
Выбор технологии изготовления заказа и создание
макета издания
7
Организационная
Выбор полиграфической базы; разработка графика
прохождения заказа на полиграфическом
предприятии, составление технической издательской
спецификации
8
Экономическая
Расчет авторского гонорара
Расчет потребности в материалах; составление
предварительной калькуляции заказа; определение
стоимости издания
Полиграфическое предприятие должно изготовить заказ таким, каким он был запроектирован в
издательстве. При этом предприятие призвано применять прогрессивные технологические методы
и наиболее совершенную организацию труда и производства.
В ходе первой технологической стадии подготовки издания к производству производится оценка
технологичности издания, которая выявляет скоординированность решений, принятых в ходе
технологической подготовки издания в издательстве, с технологическими возможностями данного
полиграфического предприятия. Оценивая технологичность издания, технолог производственного
отдела полиграфического предприятия выбирает наиболее оптимальный вариант технологии и
оборудования для каждого конкретного заказа. Если издание является типовым и технологичным
для данного предприятия, то это позволяет применить для его изготовления типовой
технологический процесс и значительно упростить дальнейшую технологическую подготовку
издания к производству. В случае неординарности издания оценка технологичности его
изготовления производится более тщательно, с подбором уже на этой первой стадии
технологических маршрутов, норм расходования труда и материалов.
На второй стадии подготовки изданий к производству проводится экономический анализ
издания. При этом оценивается объем работ по изготовлению заказа и составляется плановая
калькуляция на заказ. Некоторые подходы к расчету себестоимости полиграфической продукции
рассматриваются в «Планово-экономической подготовке изданий к производству на
полиграфическом предприятии».
С учетом затрат на производство формируется цена на полиграфические услуги. И если эта цена
удовлетворяет заказчика, то подписывается договор на полиграфическое исполнение заказа, т. е.
осуществляется третья, организационная, стадия. После подписания договора производится
регистрация заказа с присвоением ему номера.
Следующая стадия работ по подготовке издания к производству направлена на решение
технологических задач и является продолжением технологической подготовки издания к
производству на полиграфическом предприятии. Именно на этой стадии реализуются требования
обеспечения качества продукции, заданного техническими условиями на издание, а также
наилучшего использования материальных и трудовых ресурсов предприятия с учетом факторов
времени. На этой стадии производится уточнение технологического процесса, выбранного ранее,
на стадии приемки заказа. При этом предусматривается детальная проработка перечня операций,
входящих в техпроцесс, и последовательности их осуществления, оценивается технологическая
сложность изготовления заказа, устанавливается группа сложности работ по операциям
технологического процесса.
В полиграфии для определенных классификационных групп изданий разработаны типовые
технологические процессы. На крупных полиграфических предприятиях, специализирующихся на
выпуске определенных видов продукции, типовые технологические процессы детально
проработаны и документально оформлены в ходе подготовки производства инноваций
производственно-технического характера. Это значительно облегчает технологическую
подготовку изданий к производству. Технологическая подготовка производства при изготовлении
неповторяющихся изданий, типовые процессы на которые не разработаны, предусматривает
проектирование технологического процесса и включает в себя:
разработку технологического маршрута;
установление состава и последовательности операций производственного процесса;
выбор оборудования и установление технологических режимов его работы.
Все вопросы, проработанные в ходе технологической подготовки производства, документально
оформляются. Технологическая документация необходима управленческому персоналу
предприятия и исполнителям как руководство по выполнению запроектированного
технологического процесса. В полиграфическом производстве в связи с практически физической
неповторяемостью изданий на каждый заказ необходимо формировать свой пакет
технологической документации, который может состоять из карты заказа, технологических
попроцессных карт, технологических пооперационных карт, нормативно-технологической карты
заказа, цеховых карт-нарядов и т.п.
Карта заказа может содержать следующие сведения: номер заказа; дата поступления заказа на
предприятие; срок сдачи тиража заказчику; сведения о заказчике; наименование издания, его
объем, тираж, формат, красочность; сведения о сроках прохождения издания по стадиям
производства (плановые и фактические) и сведения об ответственных исполнителях работ;
особенности технологии изготовления заказа и используемое оборудование; расчет расхода
материалов. Такая карта заказа заполняется технологом производственного отдела
полиграфического предприятия и является документом, сопровождающим движение заказа в
производстве.
Как уже отмечалось, технологические попроцессные и пооперационные карты разрабатываются на
полиграфических предприятиях в ходе технологической подготовки при внедрении новой техники
и технологии, а в ходе подготовки конкретного издания к производству они уточняются.
Технологические карты-наряды составляются по цехам. В них отражается информация,
содержащаяся в технической издательской спецификации, необходимая для изготовления заказа в
конкретном цехе, и устанавливаются некоторые параметры технологического процесса. Цеховые
карты-наряды содержат такие сведения общего характера, как номер заказа, заказчик,
наименование и автор издания, формат, объем, тираж, красочность, обрезной формат, тип
переплета, срок поступления в цех и срок исполнения.
В технологической карте-наряде на изготовление иллюстраций по формному цеху могут быть
сведения о характере оригинала иллюстраций - цветные диапозитивы (слайды), фотографии,
цветные или тоновые иллюстрации и т.п. В карте отражается группа сложности оригиналов,
линиатура растра цветных и черно-белых иллюстраций и указывается технология их
воспроизведения, вид машинных форм, наименование краски, оптическая плотность оттиска,
отпечатанного краской. При наличии пробной печати в карте фиксируется наименование бумаги
для пробы, ее количество и плотность.
В технологической карте-наряде по офсетному цеху дается более полная характеристика
используемой бумаги. Кроме типа (офсетная, иллюстрационная, мелованная), формата и
плотности указывается ее направление (поперечное или долевое) и формат бумаги до и после
обреза. Эта карта содержит также информацию о формате полосы, раскладке, спуске и монтаже
полос и т.п. В карте отражается количество экземпляров издания, отбираемых для сигнала;
полистно расписывается красочность; указывается наименование краски для печати и порядок их
наложения. В технологической карте-наряде по печатному цеху может быть предусмотрен расчет
потребности бумаги на печать тиража с учетом отходов на приладку, процесс печати, на
фальцовку и брошюровочно-переплетные процессы.
В технологической карте-наряде по брошюровочно-переплетному цеху предусматривается расчет
материалов для выполнения заказа в цехе. В карте отражается расход бумаги в листах
определенной плотности и формата с учетом отходов для издания, форзаца, обложки,
суперобложки, оклейки корешка и т.п. В карте производится расчет потребного количества
картона, ткани и фольги на конкретный заказ.
При поступлении карт-нарядов в цеха полиграфического предприятия расчет материалов,
произведенный в них технологом производственного отдела, является основанием для
выписывания требований начальником цеха на получение материалов на складе.
Разрабатываются технологические карты-наряды на полиграфических предприятиях чаще всего
технологами производственного отдела. А утверждаются главным технологом предприятия.
Чем большее количество параметров технологического процесса проработанно и оформлено
документально в ходе технологической подготовки изданий к производству, тем больше
вероятность обеспечения требуемого качества продукции и рационального использования всех
видов производственных ресурсов в процессе ее изготовления. Тщательно разработанная
технологическая документация является предпосылкой соблюдения технологической дисциплины
в цехах полиграфического предприятия.
Параллельно технологическим решаются задачи организационно-плановой подготовки издания к
производству. В соответствии с установленной группой сложности изготовления издания
подбираются нормы времени и выработки для операций производственного процесса и
устанавливаются требования к квалификации исполнителей работ. Нормы затрат труда
устанавливаются на каждое издание в соответствии с действующими в отрасли «Межотраслевыми
нормами времени и выработки на процессы полиграфического производства». В настоящее время
этот нормативный документ носит рекомендательный характер. Поскольку каждое
полиграфическое предприятие имеет свою специфическую особенность, проявляющуюся в
наличии многообразия оборудования, технологических процессов, выпускаемой продукции,
квалификации рабочих, то целесообразнее использовать местные нормы, разработанные для
конкретного предприятия. При этом «Межотраслевые нормы времени и выработки на процессы
полиграфического производства» служат ориентиром для установления обоснованных местных
норм затрат труда.
Завершаются работы по подготовке изданий к производству на полиграфическом предприятии
составлением предварительного графика прохождения заказа в производстве и организацией
работ по материально-техническому обеспечению производственного процесса.
Документация, разработанная в ходе подготовки изданий к производству, не является достаточной
для установления реальных сроков изготовления заказа. Свое обоснование графики движения
заказов в производстве получают в ходе оперативно-календарного планирования.
7.3.3.
Планово-экономическая подготовка изданий к производству на полиграфическом предприятии
В процессе этой стадии работ по подготовке издания к производству осуществляется расчет
планируемой себестоимости издания. В условиях рынка проблема позаказного определения затрат
на продукцию полиграфических предприятий достаточно актуальна. Позаказно планируя
себестоимость, а затем позаказно анализируя ее, можно выявить, какая продукция является
наиболее прибыльной для данного полиграфического предприятия.
Специфической особенностью полиграфического производства является прямая зависимость
издержек производства на допечатной стадии от объема, формата и красочности издания.
Себестоимость печатных процессов тоже зависит от тех же параметров издания, но, кроме того, и
от тиража издания. Причем зависимость издержек от тиража изданий имеет сложный характер,
особенно при малых его значениях. Величина затрат на брошюровочно-переплетные процессы
прямо пропорциональна тиражу и объему издания и незначительно зависит от формата. Учетные
единицы продукции для различных стадий полиграфического производства тоже разные. Поэтому
калькуляция на заказ составляется попроцессно. Эту работу выполняет экономист
производственного отдела полиграфического предприятия.
Расчету себестоимости продукции должен предшествовать тщательный и всесторонний анализ
сложившегося уровня затрат на конкретном предприятии. Анализ себестоимости проводят
одновременно с комплексным технико-экономическим анализом работы предприятия, изучением
уровня техники и технологии, уровня организации производства и труда, использования
производственных мощностей и материальных ресурсов, структуры и качества продукции и т.п.
При этом необходимо проводить анализ затрат в соответствии с принятой на предприятии
методикой планирования себестоимости продукции. Плановое калькулирование себестоимости
осуществляют на основе применяемых для данного периода норм расхода материалов, топлива,
энергии, норм выработки и обслуживания рабочих мест.
Расчет полиграфической продукции производится различными способами. В настоящее время
полиграфические предприятия используют следующие способы расчета себестоимости заказа:
1.
2.
3.
4.
по калькуляционным статьям затрат;
по удельной себестоимости учетной единицы продукции;
через себестоимость одного машиночаса;
путем позаказного определения прямых и косвенных расходов.
Расчет себестоимости изготовления полиграфической продукции по калькуляционным статьям
затрат. В соответствии с «Инструкцией по планированию, учету и калькулированию
себестоимости продукции на полиграфических предприятиях» при калькулировании
полиграфической продукции расходы на ее производство и реализацию удобно объединять в
калькуляционные статьи с учетом их производственно-технологического назначения и места
возникновения. В полиграфической промышленности применяют следующие калькуляционные
статьи: материалы; возвратные отходы; покупные изделия; полуфабрикаты, работы и услуги
производственного характера сторонних организаций и предприятий; расходы на оплату труда
производственных рабочих; отчисления на социальные нужды; общепроизводственные расходы;
общехозяйственные расходы; потери от брака (только в отчете); коммерческие расходы.
Экономически однородный вид затрат может включаться в несколько статей одновременно. Так,
например, основная и дополнительная зарплата производственных рабочих основного
производства учитывается самостоятельно, а зарплата остальных категорий промышленнопроизводственного персонала отражается в статьях: общепроизводственные и общехозяйственные
расходы. Амортизация основных средств, затраты на топливо, электроэнергию и прочие затраты
также отражаются в нескольких калькуляционных статьях в зависимости от места их образования.
При расчете полной себестоимости изданий (Sп ) калькуляция обычно включает следующие
статьи: материалы (Sм ); расходы на оплату труда основных производственных рабочих (Sl );
отчисления на социальные нужды (Sсоц ); общепроизводственные расходы (Sоп );
общехозяйственные расходы (Sох ); коммерческие расходы (Sком ).
Sп = Sм + Sl + Sсоц + Sоп + Sох + Sком .
К статье «материалы» относят затраты на используемые в процессе производства основные и
вспомогательные материалы. В соответствии с «Инструкцией по планированию, учету и
калькулированию себестоимости продукции на полиграфических предприятиях» в перечень
основных материалов полиграфических предприятий включены: пленка лавсановая, пленка
триацетатная, фототехническая пленка, печатные формы, краска печатная и добавки к ней,
бронзовый порошок, каптал, клеевые вещества, лак для лакирования, марля, нитки, парафин для
парафинирования бумаги, проволока, фольга для тиснения, целлофан, бумага, картон,
переплетные материалы, лак для припрессовки пленки, полиамидная смола, растворители для
лаков. Материалы, не вошедшие в данный перечень, относятся к вспомогательным.
Расчет потребности в основных материалах производится по плановым нормам расходования
материалов. Эти нормы определяются по соответствующим справочным данным. Стоимость
неучтенных материалов вычисляется как определенный процент от стоимости основных
материалов.
К статье «расходы на оплату труда основных производственных рабочих» (Sl ) относят основную
зарплату (Lпр ), а также выплаты стимулирующего характера и дополнительную зарплату
производственных рабочих основного производства.
При расчете прямой зарплаты рабочих используются часовые тарифные ставки, действующие на
полиграфических предприятиях. Сумма доплат рабочим к сдельным расценкам в связи с
отклонением от нормальных условий производства, сумма выплат стимулирующего характера и
дополнительной зарплаты рассчитываются через определенный коэффициент по отношению к
прямой зарплате. Величина этого коэффициента (k1 ) определяется по данным бухгалтерского
учета в ходе анализа соотношения прямой и полной зарплаты основных производственных
рабочих за предыдущий отчетный период:
Sl = Lпр ×k1 .
В статью «отчисления на социальные нужды» включают обязательные отчисления по
установленным законодательством нормам (kсоц ) органам государственного социального
страхования, пенсионного фонда, государственного фонда занятости и медицинского страхования
от затрат на оплату труда производственных рабочих:
Sсоц = kсоц ×Sl
К статье «общепроизводственные расходы» в соответствии с «Инструкцией по планированию,
учету и калькулированию себестоимости продукции на полиграфических предприятиях» относят:
расходы на оплату труда с отчислениями на социальные нужды цехового персонала;
затраты на содержание, амортизацию и эксплуатацию производственного и подъемнотранспортного оборудования зданий, сооружений и инвентаря общепроизводственного
назначения;
затраты на рационализацию и изобретательство цехового характера, расходы, связанные с
управлением и обслуживанием производства.
При расчете себестоимости продукции по калькуляционным статьям затрат
общепроизводственные расходы (Sоп ) определяются как
Sоп = k2 ×(Sl + Sсоц ).
К статье «общехозяйственные расходы» (Sох ) относят затраты, связанные с управлением и
организацией производства в целом по предприятию. При планировании себестоимости
полиграфической продукции по калькуляционным статьям затрат общехозяйственные расходы
определяются по формуле
Sох = k3 ×(Sl + Sсоц + Sоп ).
К статье «коммерческие расходы» в соответствии с «Инструкцией по планированию, учету и
калькулированию себестоимости продукции на полиграфических предприятиях» относят затраты,
связанные со сбытом продукции. Величина коммерческих расходов (Sком ) при этом способе
составления калькуляции на заказ вычисляется следующим образом:
Sком = k4 ×(Sм + Sl + Sсоц + Sоп + Sох ).
Значения коэффициентов k2 , k3 , k4 определяются по данным бухгалтерского учета в ходе анализа
структуры себестоимости продукции, выпускаемой полиграфическим предприятием.
Расчет себестоимости полиграфической продукции с учетом себестоимости единицы продукции.
Этот способ подразумевает использование прайс-листов на основные виды продукции,
выпускаемой предприятием. Основным назначением прайс-листа является обеспечение
оперативной работы с заказчиком.
В общепринятом смысле прайс-лист содержит рекламную информацию о продукции и ее
отпускной стоимости. Но не исключается возможность содержания в нем данных о затратах на
производство единицы продукции определенного вида. Прайс-лист с такой информацией является
внутренним документом предприятия и выполняет не рекламную функцию, а используется для
оперативных расчетов себестоимости продукции на этапе подготовки изданий к производству.
Именно к такому виду прайс-листа относится все нижесказанное.
Чтобы составить прайс-лист, экономическая служба предприятия проводит анализ структуры
выпускаемой продукции и выявляет структуру себестоимости по видам полиграфической
продукции. Затем попроцессно определяется себестоимость в расчете на единицу продукции либо
по калькуляционным статьям затрат, либо путем позаказного определения прямых и косвенных
расходов. Такие расчеты производятся для каждого вида изданий, вошедших в перечень прайслиста, с учетом их тиражности. В табл. 7.9 приведен пример прайс-листа на основные виды
продукции полиграфического предприятия.
Таблица 7.9
Себестоимость изготовления некоторых видов продукции
(в расчете на 1 экземпляр в условных единицах)
Формат и
доля
листа
Объем,
п.л.
Красочность
Плакаты,
календари
60х90/2
0,5
60х90/4
Проспект
Вид
продукции
Тираж, тыс. экз.
1
3
5
10
4+0
0,23
0,080
0,060
0,035
0,25
4+0
0,20
0,073
0,046
0,026
60х90/8
1,0
4+4
0,45
0,170
0,110
0,070
Буклет
60х90/8
0,125
4+4
0,36
0,130
0,083
0,050
Листовка
60х90/8
0,25
4+4
0,43
0,150
0,085
0,053
Брошюра
60х90/8
3,0
1+1
0,39
0,180
0,120
0,090
Большим достоинством прайс-листа является то, что он в считанные минуты позволяет
определить себестоимость, а затем и отпускную стоимость заказа, обеспечивая оперативность
работы с заказчиком. Однако прайс-лист не позволяет учесть всех особенностей
полиграфического исполнения заказа. Поэтому цена, установленная на заказ с помощью такого
документа, может считаться лишь предварительной, требующей дальнейшего уточнения.
Пример 1.
Определить планируемые затраты на полиграфическое изготовление плаката красочностью (4 +
0), формата 60×90/2, объемом 0,5 ф.п.л., тиражом 7 тыс.экз., используя данные табл. 7.9.
Вычислим себестоимость полиграфических услуг, используя правило линейной интерполяции:
Sт=7 = (0,06 - (0,06 - 0,035)×2/5)×7000 = 350 у.е.
или
Sт=7 = (0,035 + (0,06 - 0,035)×3/5)×7000 = 350 у.е.
Расчет себестоимости изготовления полиграфической продукции через себестоимость одного
машиночаса. Этот способ определения планируемой себестоимости продукции, так же как и
предыдущий, требует большой аналитической и подготовительной работы, которая в данном
случае направлена на определение себестоимости одного машиночаса работы оборудования. При
этом способе на этапе подготовительной работы:
1. Рассчитывается годовая загрузка в машиночасах (проектируемая) по ведущим группам
оборудования производственного процесса (Fмаш-ч ).
2. Определяется полная себестоимость годовой производственной программы без учета
стоимости материалов (Sп - Sм ). Для этого составляется смета затрат на производство.
3. Вычисляется себестоимость работы одного машиночаса (Sмаш-ч ) на планируемый год:
Sмаш-ч = (Sп - Sм )/Fмаш-ч .
При определении себестоимости конкретного заказа на этапе подготовки издания к производству:
рассчитывается загрузка ведущего оборудования в машиночасах данным заказом (Fмаш-ч. зак
);
вычисляется себестоимость полиграфических услуг на операции как произведение
себестоимости одного машиночаса на загрузку в машиночасах данным заказом:
Sизг = Sмаш-ч ×Fмаш-ч. зак
рассчитывается стоимость материалов и полуфабрикатов на конкретный заказ (Sм );
суммируются себестоимость полиграфических услуг и стоимость материалов и
полуфабрикатов. Полная себестоимость заказа определяется по формуле
Sп = Sм + Sизг .
Этот способ определения планируемой себестоимости полиграфической продукции применим на
малых предприятиях, которые выпускают достаточно узкую номенклатуру продукции и имеют
небольшое количество схем прохождения заказов в производстве с короткими технологическими
цепочками. Именно в этом случае представляется возможным определить стоимость одного
машино-часа не по отдельным операциям, а в целом для всей технологической цепочки и
значительно упростить расчеты по определению себестоимости заказа на этапе подготовки его к
производству.
Пример 2.
Малое полиграфическое предприятие специализируется на выпуске листовой многокрасочной
продукции. Печатный участок оснащен высокоавтоматизированной четырехкрасочной офсетной
печатной машиной формата 520×740 мм. Себестоимость машино-часа работы составляет 100 у.е.
Норма времени на приладку комплекта форм (tпр ) 10 мин. Коэффициент выполнения норм равен
1. Норма времени на печать тысячи листопрогонов (tпеч ) 7,5 мин. Определить затраты на
изготовление перекидного календаря (без учета стоимости материалов) форматом 70×100/2,
красочностью (4 + 0), объемом 7 п.л., тиражом 6 тыс. экз.
Загрузку печатной машины в машиночасах можно рассчитать по формуле
где Nпр. зак - количество приладок на заказ; Nтир - прогонный тираж издания; kвн - коэффициент
выполнения норм; Nзак - количество листопрогонов (в тыс.) на заказ.
Для изготовления перекидного календаря потребуется 14 комплектов форм соответственно
количество приладок:
Nпр. зак =14,
Nзак = 14×6 = 84 тыс. л-прог.
Тогда загрузка печатной машины в машиночасах составит
Fмаш-ч = tпр ×Nпр. зак + tпеч ×Nзак = 10×14/60 + 7,5×84/60 = 12,8 маш-ч
А себестоимость полиграфических услуг по изготовлению плаката:
Sизг = Sмаш-ч ×Fмаш-ч. зак = 100×12,8 = 1280 у.е.
Расчет себестоимости изготовления полиграфической продукции путем позаказного определения
прямых и косвенных расходов. При этом способе расчета себестоимости полиграфической
продукции полную себестоимость можно представить как сумму прямых и косвенных расходов. К
числу прямых относят затраты, которые непосредственно связаны с производством продукции и
величина которых прямо пропорционально зависит от объема произведенной продукции, сюда
относят затраты на материалы и прямую заработную плату основных производственных рабочих.
Косвенные затраты не могут быть непосредственно отнесены на каждый конкретный заказ, а
распределяются пропорционально определенной базе, косвенно определяются накладные
расходы, величина которых относится на конкретные заказы пропорционально установленной
базе распределения с использованием данных бухгалтерского учета. В качестве базы
распределения могут быть использованы затраты на заработную плату основных
производственных рабочих, стоимость основных производственных фондов подразделения
предприятия, занимаемые площади, численность персонала подразделения и т.п.
Если за базу распределения выбрана прямая зарплата основных производственных рабочих, то в
соответствии с вышесказанным полная себестоимость продукции (Sп ) может быть представлена
как
Sп = Sм + Lпр + Sкосв ,
или
Sп = Sм + Lпр ×(1 + kкосв ),
где Sм - затраты на материалы на заказ, Lпр - прямая зарплата основных производственных
рабочих, отнесенная на этот заказ, Sкосв - величина косвенных расходов, приходящихся на заказ,
kкосв - коэффициент косвенных расходов, показывающий отношение величины косвенных
расходов к прямой заработной плате основных производственных рабочих (kкосв = Sкосв /Lпр ).
Этот способ определения себестоимости продукции, так же как и предыдущие три, требует
аналитической и подготовительной работы, которая в данном случае заключается в определении
коэффициента косвенных расходов. Эти расчеты базируются на данных бухгалтерского учета. Но
в отличие от первого способа, где требовалось определять четыре соотношения k1 , k2 , k3 и k4 ,
здесь необходимо определять всего лишь один коэффициент kкосв . В условиях стабильной
загрузки полиграфического предприятия коэффициент косвенных расходов будет сохранять свое
значение. А при изменении степени загрузки предприятия необходимо этот коэффициент
корректировать с учетом сложившихся условий.
Этот способ расчета себестоимости полиграфической продукции нашел наиболее широкое
применение на полиграфических предприятиях на этапе подготовки изданий к производству, так
как позволяет учесть все особенности технологии изготовления продукции и является менее
трудоемким, чем первый из вышеназванных.
Пример 3.
Рассчитать затраты на изготовление форм и печать заказа (без учета стоимости материалов),
параметры которого приведены в примере 2 при следующих дополнительных условиях: норма
времени на изготовление формы tшт = 20 мин; коэффициент выполнения норм kвн = 1,1; часовая
тарифная ставка копировщика печатных форм Lч = 30 руб.; часовая тарифная ставка бригады
печатников Lч. бр = 80 руб.; коэффициент косвенных расходов kкосв = 20.
Затраты на изготовление заказа (без учета стоимости материалов) могут быть вычислены по
следующей формуле:
7.4.
Организационная структура управления подготовкой производства на полиграфическом
предприятии
Необходимо различать два вида объектов подготовки производства на полиграфическом
предприятии:
инновации производственно-технического характера;
все заказы, принятые в производство.
Подготовке производства каждого вида объектов соответствует, как уже отмечалось выше, свой
перечень задач и этапов работ. Поэтому и аппарат управления подготовкой производства этих
двух групп объектов различен.
Техническое руководство подготовкой производственно-технических инноваций к внедрению
осуществляет главный инженер полиграфического предприятия. На него возложена
ответственность за техническую политику предприятия, за своевременное техническое
перевооружение производства на основе современных достижений науки и техники.
В условиях крупных полиграфических предприятий создаются технические отделы, которые
помимо функции технической подготовки производства отвечают за всю техническую
документацию на предприятии. На исследовательском этапе подготовки производства работники
технического отдела разрабатывают рекомендации по приобретению инноваций производственнотехнического характера и оценивают технико-экономические показатели новых видов техники и
технологии.
Задача технико-экономического анализа и обоснования использования производственнотехнических инноваций на исследовательском этапе подготовки производства осуществляется
группой технико-экономического планирования, входящей в состав планово-экономического
отдела. Таким образом, на исследовательском, маркетинговом этапе подготовки производства
объектов первой группы в качестве исполнителей задействованы технический отдел и группа
технико-экономического планирования.
При наличии на полиграфическом предприятии высококвалифицированных инженеров, рабочихмехаников и развитой рационализаторской работе появляется возможность проводить
модернизацию оборудования собственными силами предприятия. В этом случае подготовка
производства кроме исследовательского и внедренческого этапов, содержание работ и решаемые
задачи на которых описаны выше, включает в себя еще и проектный и экспериментальный этапы.
При этом функции технического отдела расширяются. На работников отдела возлагается
разработка всей проектной и рабочей документации на модернизируемый объект.
На этапе внедрения инновации технический отдел координирует все виды работ по обеспечению
готовности производства к выпуску конкурентоспособной продукции. При этом решением
технологических задач заняты технологи производственного отдела и технологической
лаборатории предприятия. Ответственность за технологическую подготовку производства несет
главный технолог предприятия или заместитель директора по производству.
Технологические лаборатории создаются на крупных и средних полиграфических предприятиях. В
текущей деятельности предприятия они проводят контрольно-аналитические исследования
качества материалов, полуфабрикатов и готовой продукции. А при внедрении инноваций
производственно-технического характера технологическая лаборатория участвует в
технологической подготовке производства, выполняя научные исследования по созданию и
внедрению новых и совершенствованию действующих технологических процессов и
применяемых в полиграфическом производстве материалов. Технологическая лаборатория
обеспечивает решение экологических задач подготовки производства.
В ходе подготовки производства при внедрении новой техники и технологии технологи
производственного отдела участвуют в разработке технологической документации.
При внедрении новой техники из состава ремонтно-механического цеха выделяется группа,
обеспечивающая пусконаладочные работы. Даже если этот вид работ осуществляется
поставщиком оборудования, необходимо чтобы компетентный представитель полиграфического
предприятия участвовал в приемке оборудования.
Решение организационной задачи подготовки производства, которая заключается в обоснованном
подборе, а при необходимости и в разработке новых норм расходования трудовых и материальных
ресурсов, обеспечивает группа нормирования, входящая в состав планово-экономического отдела.
На рис. 7.3 представлена примерная организационная структура управления подготовкой
производства инноваций производственно-технического характера на крупных и средних
полиграфических предприятиях.
На малых полиграфических предприятиях аппарат управления подготовкой производства при
внедрении инновационных мероприятий состоит из директора, заместителя по производству и
экономиста предприятия, перечень же решаемых ими задач и этапов подготовки производства
новой техники и технологии остается неизменным.
Руководство подготовкой изданий к производству на полиграфическом предприятии осуществляет
главный технолог или заместитель директора по производству.
Организационная структура управления подготовкой изданий к производству зависит от масштаба
производства. Так на малых полиграфических предприятиях технологическую и организационноплановую подготовку осуществляет технолог предприятия, а планово-экономическую, так же как
и на всех полиграфических предприятиях другого масштаба, - экономист.
На средних полиграфических предприятиях задачи технологической подготовки изданий к
производству решаются в производственном отделе предприятия. При этом технолог
прорабатывает технологический процесс на каждый заказ и составляет на него документацию для
всех цехов основного производства в форме карт-нарядов и т.п. Уточнение попроцессных картнарядов производится технологами или мастерами цехов и участков полиграфического
предприятия, которые вместе с начальниками цехов отвечают за технологическую дисциплину в
своем подразделении.
На крупных полиграфических предприятиях, так же как и на средних, технологическая подготовка
изданий к производству осуществляется в производственном отделе предприятия с той лишь
разницей, что цеховые карты-наряды составляются технологами, курирующими соответствующие
цеха. Такая специализация технологов позволяет более глубоко проанализировать
технологический процесс на конкретное издание и составить более детальную документацию, что
в дальнейшем, в процессе производства, способствует большей стабильности и устойчивости
технологического процесса, а значит и улучшению качества продукции, а также сокращению
времени его изготовления.
Организационно-техническая подготовка изданий к производству осуществляется службой
материально-технического обеспечения производства. На основе цеховых карт-нарядов
начальники цехов подают заявки и требования на получение материалов нужного количества и
качества на склады предприятия. При подготовке изданий к производству функция складов
заключается в своевременном отпуске материалов соответствующим подразделениям
предприятия.
На рис. 7.4 представлена примерная организационная структура управления подготовкой
изданий к производству на полиграфическом предприятии.
Контрольные вопросы к разделу 7
8.
Организация оперативно-производственной деятельности полиграфического предприятия.
Оперативное управление
8.1.
Задачи и содержание организации оперативно-производственной деятельности полиграфического
предприятия. Системы оперативного управления производством
В современных условиях организация оперативно-производственной деятельности направлена на
обеспечение слаженности и согласованности в работе всех звеньев полиграфического предприятия
по выпуску конкурентоспособной продукции заданного качества и объема, определяемыми
договорами с заказчиками, при наилучшем использовании всех видов производственных ресурсов.
Оперативно-производственная деятельность ограничивается временными рамками
краткосрочного периода планирования в интервале от одного дня до месяца.
В ходе организации оперативно-производственной деятельности полиграфических предприятий
должны решаться следующие задачи:
обеспечение выполнения договоров с заказчиками;
выпуск продукции в полном соответствии с требованиями по качеству, объему и срокам
изготовления, установленными в договорах;
оптимальное использование производственных мощностей полиграфического предприятия;
обеспечение минимальной длительности производственного цикла изданий;
сокращение объемов незавершенного производства;
равномерная во времени и пространстве загрузка рабочих мест;
повышение эффективности полиграфического производства.
Организация оперативно-производственной деятельности полиграфического предприятия
осуществляется посредством оперативного управления производством.
В основе оперативного управления производством лежат объективные соотношения, присущие
производственному процессу и определяемые его структурой. В ходе оперативного управления
осуществляется повседневное руководство процессом производства и получают разработку
вопросы оптимального использования производственных ресурсов предприятия.
Основная задача оперативного управления производством состоит в установлении и поддержании
определенных количественных соотношений между отдельными частичными процессами
изготовления продукции с целью обеспечения выполнения производственного задания в
установленные сроки и с минимальными затратами материалов, труда, времени и денежных
средств.
Для обеспечения рациональной организации оперативно-производственной деятельности
полиграфического предприятия система оперативного управления производством должна отвечать
следующим требованиям:
система оперативного управления производством должна быть гибкой и быстро
реагировать на отклонения от запланированного хода производства;
оперативные планы, разрабатываемые в рамках этой системы, должны быть научно
обоснованы, при этом в основе технико-экономических расчетов должны лежать
обоснованные нормы расходования производственных ресурсов;
в основу обеспечения рациональной организации оперативно-производственной
деятельности должен быть положен принцип полной преемственности разрабатываемых
календарных планов;
оперативность принимаемых решений.
В современных зарубежных системах оперативного управления производством процесс
подготовки производства, технического обслуживания материального обеспечения и организации
движения предметов труда в производстве взаимоувязаны между собой в единую
интегрированную систему.
Наиболее известны четыре интегрированные системы оперативного управления производством.
Это две системы, разработанные в США и направленные на сокращение сроков выпуска
продукции и снижение издержек производства за счет сокращения складских запасов: MRP-2 система планирования производственных ресурсов, МАР - система реального обеспечения
материальных ресурсов, и системы «Канбан» и «точно в срок», разработанные в Японии.
Система «Канбан» представляет собой систему оперативного регулирования производственных
запасов и материальных потоков между отдельными подразделениями предприятия, построенную
по принципу вытягивания предметов труда с предшествующих участков. Обязательным условием
функционирования системы «Канбан» является поставка исключительно доброкачественных и
бездефектных материалов и полуфабрикатов. Основная идея системы «Канбан» состоит в том,
чтобы производить детали не впрок, а непосредственно к моменту подачи на сборку и поставлять
исходное сырье и материалы только тогда, когда они необходимы для изготовления
комплектующих деталей готового изделия. Эта система может эффективно использоваться при
условии стабильной производственной программы предприятия.
Система «точно в срок» представляет собой высокоинтегрированную систему комплексного
решения производственных проблем. Цель этой системы состоит в сокращении накладных
расходов производства за счет минимизации потерь и затрат ресурсов: «нуль брака», «нуль
переналадки», «нуль партионности», «нуль простоев», «нуль завалов и заторов», «нуль
подготовительно-заключительного времени», «нуль перемещений» и «нуль поломок». Философия
системы «точно в срок» заключается в непрерывном совершенствовании производства, борьбе с
потерями и различного рода недостатками.
Система MRP-2 охватывает управление материальным потоком от закупки сырья и
комплектующих до реализации готовой продукции и включает в себя подсистемы:
прогнозирования сбыта и закупок, управление закупками, управление технической подготовкой
производства, управление производством, управление запасами, управление сбытом, калькуляцию
затрат, внутрифирменного планирования, имитационного моделирования процессов производства
хозяйственной деятельности, бухгалтерского учета и финансового управления, управления
контрактами, управления информацией управленческой деятельности, управление качеством
продукции и др.
Система MRP-2 является в настоящее время международным стандартом организации и
управления предприятием. В качестве основных принципов система MRP-2 использует
следующие положения:
основа организации оперативно-производственной деятельности - непрерывный
однонаправленный поток взаимодополняющих заказов;
снабжение, производство и сбыт рассматриваются как типовые этапы движения заказов по
сквозным единым графикам их выполнения;
минимизация запасов материалов, полуфабрикатов и готовой продукции;
оптимизация заделов незавершенного производства;
учет ограничений на используемые для выполнения заказы ресурсы (времени,
материальные, трудовые, финансовые, информационные);
выполнение заказа тогда, когда это нужно потребителю;
интеграция и компьютеризация процессов выполнения заказов и управления предприятием.
Недостатком системы MRP-2 являются плохие адаптационные возможности к условиям реального
производства. Этот недостаток преодолевается в случае использования системы реального
обеспечения материальными ресурсами МАР.
Для управления процессом производства на предприятии во времена директивной экономики в
отечественной науке были разработаны комплексы моделей, которые описывали все стороны
функционирования этой сложной системы. На основе обобщения опыта плановой работы было
установлено восемь традиционных систем оперативного управления производством, которые
сложились в различных отраслях промышленности. Это «позаказная», «по опережениям», «на
склад», «по цикловым комплектам», «по комплектовочным номерам», «по заделам», «по ритму
выпуска» и «партионно-периодическая» системы. Эти системы оперативного управления
производством по сравнению с зарубежными не являются интегрированными. Но они более
разнообразны и совершенны в методическом плане, а зарубежные более совершенны в
программном обеспечении.
Все вышеперечисленные отечественные и зарубежные системы оперативного управления
построены на статическом восприятии хода производственного процесса, а поэтому не могут
обеспечить использования рабочего времени рабочих и оборудования более чем на 70%. В 1991
году в Московском государственном университете управления была разработана «Маршрутная
система оперативного управления непоточным производством» (МС ОУНП), которая позволяет
поднять уровень использования рабочего времени до 90%.
Преимущества маршрутной системы оперативного управления непоточным производством
состоят в обеспечении: ритмичной, согласованной работы всех звеньев производства по единому
графику и равномерном выпуске продукции; максимальной непрерывности процесса
производства; максимальной надежности плановых расчетов и минимальной трудоемкости
плановых работ; достаточной гибкости и маневренности в устранении отклонений от
запланированных графиков работ; непрерывности планового руководства; соответствия типу и
характеру конкретного производства, т. е. МС ОУНП фактически позволяет реализовать основные
требования, предъявляемые к идеальным системам оперативного управления.
Маршрутная система оперативного управления непоточным производством базируется на:
предварительно упорядоченном движении деталей по типовым технологическим
маршрутам;
всемерной унификации и типизации технологических маршрутов с целью упрощения
связей между производственными подразделениями;
использовании расширенного состава календарно-плановых нормативов для согласования
технико-экономического планирования производства и поставок продукции с оперативным
планированием производства;
применении объемно-динамического метода выполнения календарно-плановых расчетов,
который позволяет согласовать сроки прохождения изделий в производстве с равномерной
и полной загрузкой рабочих мест на производственных участках;
специальном организационном механизме сменно-суточного планирования,
обеспечивающем поддержание производственного процесса в запланированном режиме
работы.
Основным фактором, влияющим на выбор системы оперативного управления, является тип
производства. Как уже отмечалось выше, полиграфические предприятия относятся к серийному
типу производства. Однако если для большинства отраслей промышленности серийный тип
производства характеризуется изготовлением ограниченной номенклатуры изделий партиями,
повторяющимися через определенные отрезки времени и главная задача календарного
планирования как основной подсистемы оперативного управления производством, состоит в
определении размера партии выпуска и периодичности запуска ее в обработку, то физическая
неповторяемость заказов полиграфических предприятий исключает даже постановку вопроса о
периодичности запуска изданий в производство (исключение составляют полиграфические
предприятия, специализирующиеся на выпуске беловых товаров). Такая неадекватность понятий
серийного типа производства в полиграфии и других отраслях промышленности не позволяет
использовать тип производства полиграфических предприятий в качестве основного параметра
для выбора системы оперативного управления. Именно физическая неповторяемость изданий
вызвала необходимость применения позаказной системы оперативного управления на крупно-,
средне- и мелкосерийных полиграфических предприятиях. Основной планово-учетной единицей в
такой системе выступает отдельный заказ.
Непосредственно управление производством осуществляется на основе планирования,
организации работ, координации, контроля за исполнением решений и регулирования хода
производства. Основными составными подсистемами оперативного управления производственной
деятельностью полиграфического предприятия и его подразделений являются оперативнокалендарное планирование и диспетчирование производства.
8.2.
Календарно-плановые расчеты производства на полиграфическом предприятии
Оперативно-календарное планирование (ОКП) на полиграфическом предприятии представляет
собой комплекс различных методов, организационных форм и технико-экономических расчетов,
направленных на обеспечение слаженности и согласованности работы всех звеньев производства.
Кроме того, оперативное планирование должно быть направлено на отыскание наиболее
эффективных вариантов использования производственных ресурсов предприятия. При этом надо
опираться на создаваемое организацией производства рациональное сочетание живого труда с
вещественными факторами процесса производства. Такое сочетание представляет собой
необходимую и обязательную базу для оперативного управления, так как оптимальное
планирование плохо организованного производства лишено всякого смысла.
В современных условиях календарное планирование является определяющим этапом
внутрифирменного планирования. Именно календарный план может показать не только то, что
нужно достичь в результате оперативно-производственной деятельности в конечном счете, но
также и показать, как это сделать и как должно развиваться выполнение плана во времени и
пространстве.
Таким образом, с одной стороны, ОКП можно рассматривать как метод организации
производственного процесса во времени и пространстве, а с другой стороны, как комплекс
технико-экономических расчетов по составлению оперативных планов на различные отрезки
времени.
Оперативно-календарное планирование на полиграфическом предприятии, как и система
оперативного управления в целом, охватывает межцеховой и внутрицеховой уровни иерархии
производства. Результатом оперативно-календарного планирования на межцеховом уровне может
быть оперативный план предприятия в целом и графики выпуска полуфабрикатов и готовой
продукции по цехам, а также графики прохождения заказов по стадиям полиграфического
производства. Причем в ходе оперативно-календарного планирования производится четкая
взаимная увязка цеховых календарных планов. На внутрицеховом уровне содержание ОКП
составляет формирование месячных и декадных календарных графиков занятости оборудования и
графиков плотности работ.
В число основных задач оперативно-календарного планирования на полиграфическом
предприятии входит: обеспечение максимальной прибыли предприятия, выполнения договорных
обязательств полиграфического предприятия по выпуску продукции заданных объемов и качества
в установленные сроки, минимальной длительности производственного цикла, максимального
использования производственных ресурсов предприятия, слаженной работы всех звеньев
полиграфического предприятия, максимальной реализации принципов параллельности,
непрерывности и ритмичности.
На сложность проведения календарно-плановых расчетов производства оказывает влияние ряд
факторов:
Характер выпускаемой полиграфическим предприятием продукции. Оперативнокалендарное планирование сложных изданий более трудоемко, чем простых, так как
требует согласования работ по изготовлению отдельных полуфабрикатов, входящих в
готовый продукт, и увязке этих сложных графиков с графиками других заказов,
находящихся в производстве.
Многообразие технологических схем прохождения заказов в производстве на конкретном
полиграфическом предприятии. Наличие на полиграфическом предприятии большого
количества технологических цепочек по изготовлению продукции позволяет предприятию
выпускать широкую номенклатуру и ассортимент продукции и таким образом способствует
увеличению конкурентоспособности предприятия, но вместе с тем значительно усложняет
календарно-плановые расчеты производства.
Количество заказов, одновременно находящихся в производстве. В современных условиях
значительное снижение тиражей изданий и применение современных технологий и
высокопроизводительного оборудования привело к необходимости увеличения выпуска
продукции полиграфическими предприятими по числу наименований (для обеспечения
загрузки производственных мощностей) и в значительной мере усложнило календарноплановые расчеты.
Специализация цехов полиграфического предприятия. В условиях предметной
специализации цехов, участков и рабочих мест оперативно-календарные расчеты
упрощаются.
Масштаб производства. В условиях крупных полиграфических предприятий в задачу
оперативно-календарного планирования входит увязка и согласование работ большого
количества цехов и графиков движения заказов в производстве, что усложняет
формирование обоснованных и взаимоувязанных календарных планов и графиков.
Календарно-плановые расчеты в подсистеме оперативно-календарного планирования
составляются на период от одного дня до календарного месяца.
8.2.1.
Календарно-плановые расчеты производства на межцеховом уровне оперативно-календарного
планирования
На этапе общезаводского (межцехового) оперативно-календарного планирования составляется
сводный оперативный или тематический план полиграфического предприятия, который
формируется путем увязки производственной программы с плановой производительностью
ведущего оборудования цехов и участков. Содержанием оперативного плана предприятия
являются: номера заказов: сведения о заказчике; основная характеристика издания (объем, тираж,
красочность и т.п.); состояние заказа на момент его приемки в производство (оригинал-макет,
готовые пленки и т.п.); стоимость заказа; сроки изготовления.
Максимальный период, на который составляется такой план, - календарный месяц.
Исходными данными для разработки месячных оперативных планов предприятия являются:
планируемые на данный период производительности цехов и отдельных участков;
сроки изготовления изданий, установленные в договорах с заказчиками;
данные документации технологической и планово-экономической подготовки изданий к
производству - технологические карты заказа с установленными в них нормами расхода
трудовых ресурсов;
позаказные калькуляции.
Оперативно-календарное планирование на верхнем уровне иерархии системы оперативного
управления производством на малых полиграфических предприятиях может быть ограничено
составлением сводного оперативного плана предприятия. А на средних и крупных
полиграфических предприятиях со сложной производственной и организационной структурой в
ходе оперативно-календарного планирования на межцеховом уровне кроме оперативного плана
предприятия производится расчет календарно-плановых нормативов производства и составляются
графики прохождения заказов по стадиям полиграфического производства и месячные
оперативные планы-задания цехам.
При позаказной системе оперативно-календарного планирования основой для разработки
оперативного плана производства являются такие календарно-плановые нормативы, как
длительность производственного цикла изготовления отдельных заказов и опережения запуска
изданий в производство по цехам. Величина опережения показывает, насколько раньше должно
начаться изготовление заказа на предыдущей стадии производства по сравнению с последующей.
Расчеты по определению календарно-плановых нормативов полиграфического производства
производятся на межцеховом уровне ОКП при составлении графиков движения заказов в
производстве, сформированных с учетом производственных возможностей структурных
подразделений полиграфического предприятия.
Графики прохождения изданий в производстве направлены на рациональную организацию
производственного процесса во времени и пространстве. Они могут быть рассчитаны с
использованием цепного метода календарного планирования от последней операции
производственного процесса к первой (при условии выпуска издания к определенному сроку,
оговоренному в договоре с заказчиком). По графику определяется планируемая длительность
цикла изготовления заказа и величины опережений.
Исходными данными для составления графика движения заказа в производстве являются
пооперационные трудоемкости выполнения заказа и маршрут его движения в производстве,
установленные в ходе подготовки издания к производству, а также сведения о
производительности оборудования на «узких» рабочих местах.
Графики движения изданий в производстве могут быть представлены для каждого заказа в виде
перечня операций и календарных сроков их окончания либо графически. На рис. 8.1 и 8.2
представлены соответствующие варианты графиков прохождения журнальных изданий в
производстве в условиях издательско-полиграфического предприятия.
После предварительных расчетов календарных сроков движения отельных заказов в производстве
на основе пооперационных трудоемкостей их изготовления необходимо увязать графики между
собой с учетом производительности оборудования на «узких» рабочих местах. Согласование работ
по выполнению всего множества заказов, планируемых к изготовлению на очередной месяц, на
основе учета наличия ограниченных производственных ресурсов в подразделениях
полиграфического предприятия производится методами объемно-календарного планирования и
позволяет получить скорректированные графики прохождения заказов в производстве. Именно по
таким графикам можно определить планируемую длительность цикла изготовления заказа и
величины опережений, которые необходимы для формирования месячных оперативных планов
структурных подразделений полиграфического предприятия.
В условиях деятельности малых полиграфических предприятий сроки прохождения заказа по
операциям производственного процесса чаще всего отражены в карте заказа. На крупных и
средних предприятиях график прохождения заказа в производстве существует в форме
самостоятельного документа межцехового уровня оперативно-календарного планирования.
Месячные оперативные планы структурных подразделений полиграфического предприятия,
разрабатываемые на межцеховом уровне оперативно-календарного планирования, по своему
содержанию являются графиками выпуска полуфабрикатов и готовой продукции. Порядок
расположения заказов в таких оперативных планах соответствует очередности их изготовления в
данном цехе. Разработка месячных планов структурных подразделений полиграфического
предприятия ведется цепным методом, обратно ходу технологического процесса.
Исходными данными для составления таких планов являются:
месячный оперативный план предприятия;
величины опережений запуска заказов в данный цех, установленные графиками
прохождения заказов в производстве, рассчитанными с учетом производственных
возможностей подразделения предприятия;
данные документации технологической и планово-экономической подготовки изданий к
производству - технологические карты заказа с установленными в них нормами расхода
трудовых ресурсов;
планируемые производительности оборудования на «узких» рабочих местах.
На полиграфических предприятиях, специализирующихся на выпуске журналов, брошюр и
листовой продукции, сначала разрабатывается план брошюровочно-переплетного или (и)
отделочного цехов, затем печатного и формного. А на книжном полиграфическом предприятии
сначала составляется план переплетного цеха, затем брошюровочного и крышечного и только
потом печатного и формного. Оперативный план заключительной для данного полиграфического
предприятия стадии производства представляет собой план сдачи готовой продукции. Он
содержит номера заказов, их техническую характеристику, сроки изготовления, объем работ,
принятый в плане в экземплярах и приведенных листах-оттисках, а в случае книжно-журнального
производства вся продукция подразделяется на брошюры по видам и книги по типам переплетов.
Если на начало планируемого периода в производстве имеются издания, работа над которыми
была начата, но не завершена, то такие переходящие издания в первую очередь включаются в план
сдачи готовой продукции.
Месячный оперативный план по печати составляется по отдельным печатным цехам таким
образом, чтобы сроки изготовления полуфабрикатов (отпечатанные листы-оттиски и тетради) в
этих подразделениях соответствовали срокам запуска их в отделочных цехах. В оперативном
плане печатного цеха указывается перечень изданий (номера заказов), их техническая
характеристика (формат, объем, красочность, тираж) и объем выполняемых работ в натуральных
единицах - физических и приведенных листах-оттисках и краскооттисках, а также в тетрадях.
Причем издания в соответствии с их технической характеристикой - форматом, красочностью и
тиражностью - группируются по видам печатных машин. Поскольку печатное оборудование
является наиболее дорогостоящим и его производительность определяет производственные
мощности полиграфического предприятия в целом, основная задача при формировании такого
плана - обеспечение наилучшего использования производственных мощностей печатного цеха.
Кроме того, оперативный план по печати должен быть сформирован таким образом, чтобы
выдержать сроки подписания сигнальных экземпляров изданий, установленные в договорах с
заказчиками.
Месячный оперативный план допечатного производства направлен на своевременное
обеспечение печатного процесса печатными формами необходимого количества, качества и
формата. Он составляется в строгом соответствии с планами печатных цехов и включает в себя
перечень номеров заказов с указанием их объема в физических печатных листах, формата издания,
характера иллюстраций, объема работ в печатных формах требуемого формата и сроки их
изготовления.
Научное обоснование оперативные планы предприятия и его структурных подразделений
получают в ходе проведения объемных расчетов производства, которые предполагают полную
увязку объема работ по изготовлению запланированной производственной программы с
производственными возможностями полиграфического предприятия. Для этого планируемая
производственная программа (загрузка) подразделения полиграфического предприятия,
определенная в натуральном выражении (Nпл ), сравнивается с производительностью
соответствующих групп или единиц оборудования (П), рассчитанной в тех же учетных единицах,
пропускная способность которых определяет производственные возможности данного
структурного подразделения на планируемый краткосрочный период. При этом возможны три
варианта соотношения этих величин:
1) Nпл = П; 2) Nпл < П; 3) Nпл > П.
Наиболее предпочтительным является первый вариант. Однако необходимо отметить, что
сопоставление планируемого объема работ и производственных возможностей предприятия и
(или) его структурных подразделений в натуральных единицах производится только на
узкоспециализированных участках при выпуске унифицированной продукции. Например, если
полиграфическое предприятие оснащено офсетными печатными машинами одного и того же
формата, но разной красочности и выпускает печатную продукцию только определенного
формата, то объемные расчеты по увязке производственной программы и производительности
формного подразделения можно производить в натуральных единицах - печатных формах
определенного размера.
Большинство полиграфических предприятий выпускает продукцию, разнообразную по объемам,
форматам, тиражам и оформлению. А это накладывает определенные ограничения на возможность
формирования реальных оперативных планов полиграфического предприятия путем увязки
производительности его структурных подразделений и производственной программы в
натуральных единицах.
Наиболее универсальной единицей измерения, используемой при проведении объемных расчетов
полиграфического производства, являются единицы трудоемкости - нормочасы и человеко-часы, и
единицы загрузки - машиночасы. Они позволяют наиболее полно и реально отразить объем
планируемых работ и учесть различного рода остановки и простои оборудования в планируемом
периоде времени.
При составлении месячных оперативных планов полиграфического предприятия и его
структурных подразделений в ходе проведения объемных расчетов производства производится
сопоставление загрузки соответствующей группы оборудования месячной производственной
программой в машиночасах (Nмаг.-ч ) с действительным фондом времени работы этой группы
оборудования на планируемый месяц (Fмаш-ч ). При этом загрузка в машиночасах месячной
производственной программой представляет собой сумму загрузок (маш-ч) данной j-й группы или
единицы оборудования отдельными i-й заказами, вошедшими в месячный оперативный план:
где n - количество заказов, вошедших в месячный оперативный план предприятия или цеха.
Загрузка в машиночасах рассчитывается по формулам.
Для всех операций, кроме печатных:
Для печатных операций:
где Nмаш.-rij - загрузка в машиночасах i-м заказом на j-й машинной операции; tштij - норма времени
на выполнение j-й операции над i-м заказом; Nij - планируемый объем работ, количество
соответствующих учетных единиц в i-м заказе; tпрij , tпечij - нормы времени на приладку и печать
соответственно установленные в ходе организационной подготовки i-го заказа к производству для
j-й операции, ч; Nпрij - количество приладок (приправок) на i-й заказ; Nл-прогij - объем работ при
печати i-го заказа в листопрогонах с учетом коэффициента отходов на технические нужды
производства; Кв.н - коэффициент выполнения норм.
Действительный фонд времени работы оборудования на планируемый месяц рассчитывается с
учетом плановых простоев оборудования на ремонтах и осмотрах, а также на технологических
остановках. Для месяца, в котором планируется текущий ремонт оборудования:
.
Во все остальные месяцы:
,
где Fрежj - режимный месячный фонд времени работы j-й группы или единицы оборудования,
вычисленный с учетом коэффициента сменности его работы, ч; fрj - время простоя в текущем
ремонте j-оборудования в планируемом месяце, ч; fоj - время простоя на осмотре j-го
оборудования в планируемом месяце, ч; fт. оj - планируемое время простоя оборудования на
технологических остановках j-го оборудования за месяц, ч.
При сопоставлении планируемой загрузки в машиночасах с месячным действительным фондом
времени работы оборудования, так же, как и в случае проведения объемных расчетов в
натуральных учетных единицах, возможны три варианта соотношений:
1) Nмаш-ч = Fмаш-ч ; 2) Nмаш-ч <Fмаш-ч ; 3) Nмаш-ч >Fмаш-ч .
Первый случай предполагает (Nмаш-ч = Fмаш-ч ) выполнение производственной программы при
наилучшем использовании производственных возможностей предприятия и его цехов и является
наиболее предпочтительным. Однако, в силу того, что в процессе производства возможны
различного рода сбои, для своевременного выполнения производственной программы необходимо
предусмотреть небольшие резервы. Организация и поддержание ритмичной работы каждого
предприятия предполагает целенаправленное резервирование ресурсов в плане (до 5-8%) их
первоначальной величины. Поэтому наиболее реальным вариантом выполнения производственной
программы является случай, когда Nмаш-ч = 0,92×Fмаш-ч . Такая величина соотношения
производственной программы и производительности позволяет гарантировать выполнение
производственного задания по объемам и срокам.
Во втором случае, когда Nмаш-ч <Fмаш-ч , существует 100-ная вероятность выполнения оперативного
плана. Но производственные возможности подразделения предприятия используются не
полностью, недозагружены. А это ведет к снижению технико-экономических показателей
деятельности полиграфического предприятия.
Третий случай, Nмаш-ч >Fмаш-ч , свидетельствует о наличии большого портфеля заказов у
полиграфического предприятия и создает возможность определения приоритетности их
изготовления. В первую очередь в план предприятия войдут заказы с наибольшей стоимостью.
Для выполнения остальных заказов производственный отдел предприятия должен будет
пересмотреть технологию их изготовления с целью перераспределения работ по видам машин
либо, если есть такая возможность, увеличить сменность работы оборудования, которое является
«узким» рабочим местом на данный планируемый отрезок времени. В случае, если выполнить
перечисленные выше мероприятия не удается, полиграфическое предприятие вынуждено
переносить сроки изготовления заказов на следующий планируемый период.
В реальных условиях деятельности полиграфических предприятий, особенно в случае большого
месячного портфеля заказов и изготовления продукции при использовании старого, изношенного
оборудования, экономически целесообразно просчитать два варианта оперативных планов
предприятия и его структурных подразделений. Первый вариант плана мог бы носить
оптимистический характер. Исходные данные для такого варианта плана совпадают с перечнем
представленных выше данных, используемых при составлении месячных планов. Второй вариант
плана мог бы представлять собой пессимистическую оценку. При расчете такого варианта
необходимо учитывать статистику потери работоспособности оборудования и простои его по
организационно-техническим и случайным причинам.
При проведении объемных расчетов производства в ходе формирования месячных оперативных
планов полиграфического предприятия и его структурных подразделений увязка месячной
производственной программы с производительностью оборудования производится лишь на
«узких» рабочих местах.
Формирование месячных оперативных планов структурных подразделений полиграфического
предприятия помимо оптимального использования производственных ресурсов направлено и на
обеспечение принципа пропорциональности загрузки различных подразделений предприятия и
пропорциональности загрузки рабочих в соответствии с их квалификацией.
В настоящее время многие полиграфические предприятия на начало планируемого месяца не
имеют месячного портфеля заказов. В этом случае оперативный план необходимо составлять на
более короткие временные интервалы - декаду или неделю. Содержание объемных расчетов по
увязке производственной программы и производственных возможностей предприятия то же
самое, что и при формировании месячных оперативных планов. Отличие состоит лишь в том, что
загрузка в машиночасах на неделю или декаду сопоставляется со значением действительного
фонда времени работы оборудования на соответствующий отрезок времени.
8.2.2.
Календарно-плановые расчеты производства на внутрицеховом уровне
На внутрицеховом уровне оперативно-календарного планирования на полиграфическом
предприятии разрабатываются графики загрузки оборудования и плотности работ.
График загрузки оборудования на полиграфических предприятиях строится для печатных цехов и
поточных линий. Этот вид графиков позволяет обеспечить рациональную организацию
производственного процесса в пространстве.
Графики загрузки оборудования составляются с учетом:
сформированного оперативного плана подразделения предприятия на заданный
календарный отрезок времени;
фактически достигнутого уровня производительности машин;
точных расчетов затрат времени на изготовление продукции на данной операции;
данных, содержащихся в графиках прохождения заказов в производстве;
продолжительности смены в часах и коэффициента сменности;
фронта работ на операции.
Назначение графика загрузки оборудования - обеспечение полной и равномерной загрузки
печатных машин и поточных линий и рациональное размещение заказов по машинам (линиям).
Графики загрузки оборудования позволяют согласовывать движение изданий в производстве,
планировать и контролировать работу оборудования, определять время его высвобождения для
выполнения последующих очередных заказов. В ходе проведения календарно-плановых расчетов
на внутрицеховом уровне используются методы объемно-календарного планирования.
Проведение расчетов графика загрузки печатных машин несколько отличается от расчета графика
загрузки поточных линий. Основное отличие состоит в том, что в первом случае расчеты
проводятся в машиночасах, а во втором - в натуральных единицах.
Порядок построения графика загрузки печатных машин следующий:
1. Рассчитывается загрузка в машиночасах для каждого заказа, планируемого к изготовлению
в данном временном интервале.
2. Проверяется возможность изготовления продукции заданного объема в запланированные
сроки. Для этого загрузка в машиночасах запланированного перечня заказов сравнивается с
плановым фондом времени работы оборудования на участке на заданный календарный
отрезок времени. График загрузки печатных машин будет более точным, если при его
составлении учесть плановые остановки оборудования, связанные с его техническим
обслуживанием.
3. Выбирается фронт работ на операции для изготовления каждого заказа.
4. Заказы выстраиваются в очередь с учетом сроков их изготовления либо с использованием
правил приоритетности запуска.
5. Строится график загрузки оборудования по машинам.
6. Производят уплотнение графика и расчет недоиспользованного времени.
График загрузки печатных машин может быть представлен графически (см. рис. 8.3 ) и в виде
таблицы (см. табл. 8.1) с указанием по дням недели и сменам номера выполняемого заказа и
номеров листов издания. В качестве дополнительной информации в табличном графике
содержится время, недоиспользованное в течение рабочего дня (резервное время).
Причиной возникновения резервного времени является технологическая нецелесообразность
переноса части процесса печати с одной машиноприладки с вечерней смены предыдущего дня на
последующий день. Например, если печать одного печатного листа 20-тысячного тиража издания
с одной машиноприладки на офсетной листовой печатной машине занимает 3 ч., то в течение двух
смен одного дня можно осуществить 5 таких приладок и напечатать 100 тыс. п.л. издания. При
продолжительности смены 8 ч, в конце второй смены останется 1 ч свободного времени, которого
явно недостаточно, чтобы осуществить следующую приладку и напечатать весь прогонный тираж.
В этом случае резервное время и составит 1 ч. А резервным оно называется потому, что при
уплотнении графика загрузки печатных машин это время может быть использовано для печати
малообъемного и малотиражного издания.
При построении графика загрузки поточной линии заказы располагаются в соответствии с
последовательностью их запуска на линию, который определяется сроками изготовления заказов и
обеспечением минимального времени на переналадки оборудования при переходе от одного заказа
к другому. Объем работ по каждому заказу на каждый день устанавливается в натуральных
единицах. При расчетах графиков загрузки поточной линии дневная производственная программа
увязывается с производительностью участка. В табл. 2 представлен пример графика загрузки
поточной линии.
Таблица 8.2
График загрузки поточной линии на неделю
Операции, процессы
Kалендарные сроки изготовления
1. Набор текста
05.12.01
2. Изготовление иллюстраций
05.12.01
3. Верстка
07.12.01
4. Kорректура
11.12.01
5. Правка
13.12.01
6. Изготовление форм и печать блока
18.12.01
7. Печать обложки
16.12.01
8. Утверждение сигнальных экземпляров
17.12.01
9. Изготовление и сдача тиража
20.12.01
График плотности работ является разновидностью графика загрузки оборудования. Применяется
этот вид графика в многоменклатурном производстве, чаще всего на участках набора. При этом
увязывается трудоемкость изготовления заказов с производительностью участка, но детализация
графика по рабочим местам не производится.
Исходными данными для построения графика плотности работ являются: перечень заказов; сроки
их изготовления; плановая трудоемкость выполнения заказов на данной операции или участке
производства (tч-ч ); плановая производительность работы участка за день (Пплан ч-ч ). График
плотности работ целесообразно составлять на неделю или декаду.
Порядок составления графика плотности работ следующий.
1. Позаказно рассчитывается планируемый объем работ на участке.
2. Определяется коэффициент плотности работ на участке на планируемый временной
интервал (декаду или неделю) как отношение объема работ в человекочасах к плановой
производительности участка в тех же учетных единицах. Объем работ представляет собой
сумму трудоемкостей изготовления заказов, вошедших в план данного периода,
рассчитанных с учетом группы сложности выполняемых работ и принятых на предприятии
норм времени и выработки на соответствующие процессы производства. Плановая
производительность участка рассчитывается исходя из продолжительности работы и
коэффициента сменности, а также количества рабочих мест на участке. Если речь идет о
наборном участке, то необходимо учитывать правила эксплуатации персональных
компьютеров и издательских систем. Коэффициент плотности работ на планируемую
неделю (декаду) должен иметь значение, равное или меньшее единицы. Только в этом
случае запланированные заказы будут набраны в срок.
3. Заказы выстраиваются в очередь с учетом сроков их изготовления.
4. Планируется объем работ по каждому заказу на каждую смену. При этом учитывается
количество исполнителей и их планируемая производительность в смену. Данные заносятся
в таблицу позаказно.
5. Рассчитывается коэффициент плотности (kплотн ) работ на каждую смену по формуле
где tпл - суммарная трудоемкость обработки заказов за день (смену) в ч-ч, Псм планируемая производительность участка за день (смену) в ч-ч.
Если расчетное значение коэффициента плотности в какой-то день принимает значение более
единицы, то работы перераспределяются, и строится новый график плотности работ. Пример
графика плотности работ (графика загрузки наборного участка) издательско-полиграфического
предприятия представлен в табл. 8.3.
Таблица 8.3
График загрузки наборного участка
издательско-полиграфического предприятия
на неделю
№ заказов
Срок
Трудоемкость
изготовления
(Т ч-ч)
Дни недели
1
2
3
4
5
А
2
72
40
32
—
—
—
Б
3
163
120
43
—
—
—
В
5
300
—
80
80
80
60
Г
5
250
—
—
80
80
90
Итого планируемый
объем работ, ч-ч
785
160
155
160
160
150
Планируемая
производительность
участка
800
160
160
160
160
160
1,0
0,97
1,0
1,0
0,93
Kоэффициент
плотности работ
Разрабатываются все вышеперечисленные виды календарных планов и графиков
производственным отделом полиграфического предприятия.
Оперативное управление производством направлено на обеспечение слаженной работы не только
основного производства, но и вспомогательного и обслуживающего.
Если основные операции производственного процесса не будут вовремя обеспечены такими
материалами и полуфабрикатами, как фотопленка при изготовлении фотоформ, пластины - для
получения печатных форм, бумага - для процесса печатания и т.п., то все усилия по рациональной
организации производственного процесса будут сведены к нулю. Поэтому перед оперативным
управлением, и, в частности, перед оперативно-календарным планированием встает задача
обеспечения комплектности производства. На решение этой задачи направлено построение
комплектовочных графиков. В этих графиках предусматриваются сроки поставки материалов и
полуфабрикатов несобственного производства в цеха основного производства в соответствии со
сформированными плановыми заданиями.
В ходе оперативно-календарного планирования производится и строгая координация работы цехов
основного и вспомогательного производства. Как отмечалось выше, календарные планы и графики
формируются с учетом времени проведения технического обслуживания и ремонта
полиграфического оборудования. В условиях полной загрузки предприятий графики ремонта и
технического обслуживания подстраиваются под календарные графики загрузки оборудования,
используя перерывы в работе, возникающие из-за несогласованности продолжительностей
смежных операций производственного процесса. Несвоевременность проведения работ по
ремонту и техническому обслуживанию оборудования может явиться причиной срыва
календарных графиков и выполнения производственной программы предприятия.
8.2.3.
Календарно-плановые расчеты производства при выпуске периодических изданий
Организация оперативного управления производством на полиграфических предприятиях,
специализирующихся на выпуске газетной и журнальной продукции, имеет свои специфические
особенности. Основное требование, предъявляемое к системе оперативно-календарного
планирования при изготовлении полиграфической продукции такого рода, заключается в
обеспечении жестких сроков выпуска периодических изданий. Поэтому календарно-плановые
расчеты производства по формированию календарных планов и графиков должны быть
соподчинены именно этому требованию.
Хотя журналы и газеты являются периодическими изданиями, выпускаемыми определенными
сериями (тиражами), для них характерна все та же физическая неповторяемость по содержанию. А
это исключает возможность применения традиционных систем оперативно-календарного
планирования, используемых в других отраслях промышленности для серийного типа
производства. При выпуске периодических изданий на полиграфических предприятиях, так же как
и во всех прочих случаях (кроме производства беловых товаров), используется позаказная система
оперативно-календарного планирования производства. А поэтому все вышеописанные
календарно-плановые расчеты производства по составлению календарных планов и графиков
имеют место и на предприятиях, выпускающих периодику.
Журнальные и газетные полиграфические предприятия большое внимание уделяют унификации
изданий. Для изготовления унифицированных по объемам, тиражам и оформлению изданий
создаются все возможности по применению типовых технологических процессов, обеспечивается
глубокая специализация участков и рабочих мест, создаются все предпосылки для применения
прогрессивных форм и методов организации производства с целью своевременного выпуска
конкурентоспособной продукции. В условиях издательско-полиграфических предприятий,
заинтересованных в обеспечении максимальной загрузки собственных производственных
мощностей за счет высокой степени технологичности изделий, могут применяться искусственные
приемы по унификации изданий. Например, за счет подбора кегля шрифта и межстрочного
интервала даже непериодические издания унифицируются по объемам и форматам, создавая тем
самым условия для применения типовых технологий и использования преимуществ календарного
планирования периодических изданий.
Периодический характер повторяемости изданий создает предпосылки для использования такой
эффективной системы управления производственными запасами, как система «Точно в срок».
При проведении календарно-плановых расчетов производства периодических изданий
учитывается постоянство номенклатуры выпускаемой продукции, стабильность технологических
процессов, закрепление изделий и отдельных деталей за определенными участками и рабочими
местами. При этом календарные планы и графики принимают форму стандарт-планов. В такой
форме может быть составлен график изготовления полуфабрикатов и готовой продукции, график
плотности работ и график загрузки печатных машин и поточных линий.
Стандарт-планы устанавливают четкие сроки запуска и выпуска периодических изданий, при этом
большое внимание уделяется обеспечению оптимальной загрузки рабочих мест и оборудования.
Количество вариантов месячных стандарт-планов определяется периодичностью запуска-выпуска
заказов. Если на полиграфическом предприятии выпускаются журналы с еженедельной,
ежемесячной и ежеквартальной периодичностью, то достаточно составить на весь год всего лишь
два варианта месячных стандарт-планов по всем структурным подразделениям предприятия и два
варианта месячных графиков загрузки печатного оборудования и поточных линий.
В газетных цехах составляются почасовые графики выпуска продукции и загрузки печатных
машин на каждый день. Количество вариантов графиков на неделю определяется периодичностью
газет. Так, например, если полиграфическое предприятие выпускает газеты группы А ежедневно,
кроме воскресенья, группы Б - два раза в неделю по вторникам и пятницам, а газеты группы В три раза в неделю, по понедельникам, средам и пятницам, то необходимо иметь четыре стандартплана. Первый из них будет регламентировать работу по выпуску газет в понедельник и среду
(заказы групп А, В), второй - во вторник (заказы групп А, Б), третий - в четверг и субботу (заказы
группы А), а четвертый - в пятницу (заказы групп А, Б, В).
В условиях малых тиражей изданий полиграфические предприятия для обеспечения загрузки
оборудования с целью рационального использования производственных мощностей должны иметь
дело с большим количеством наименований изданий. А это создает определенные трудности в
выполнении календарных стандарт-планов при условии обеспечения жестких сроков изготовления
периодических изданий.
8.2.4.
Методические основы разработки оптимальных планов-графиков на полиграфическом
предприятии
Разработка методических основ формирования оптимальных календарных планов-графиков
предполагает выбор математической модели, полностью отражающей производственный процесс
на полиграфическом предприятии. В частности, при этом важно учитывать порядок выполнения
операций. Построение в этом случае адекватной модели невозможно без сетевого графика.
Использования системы сетевого планирования и управления (СПУ) в качестве математической
модели сложного производственного процесса изготовления полиграфической продукции ведет к
переводу экономических расчетов на строгие математические основы. Сеть обеспечивает
возможность осуществления взаимоувязки и координации движения всего множества заказов,
находящихся в производстве. При этом отдельные заказы (их маршруты) выступают как элементы
единой системы, которая может быть подвергнута всестороннему анализу. Сетевой граф наглядно
отражает существующие между операциями производственного процесса взаимосвязи, позволяет
довольно точно определять обязанности между исполнителями.
Сетевая модель трактуется как модель комплекса работ, обязательной составляющей которой
является сеть комплекса. Сеть комплекса рассматривается как абстрактное понятие, как
ориентированный граф, отображающий отношения предшествования и непосредственного
предшествования между работами комплекса. Допускается существование двух равноправных
типов сетей, в одном из которых работам комплекса сопоставлены дуги (ветви) графа, а в другом вершины графа. В отечественной литературе наибольшее распространение получили сетевые
модели типа работы-дуги.
Несмотря на их широкую применимость, сетевые модели типа работы-дуги обладают одним очень
существенным недостатком. При осуществлении параллельного или параллельнопоследовательного вида движения предметов труда по операциям производственного процесса
сети типа работы-дуги требуют введения большого количества фиктивных операций. А это
значительно усложняет сеть, увеличивает объем требуемой информации при подготовке данных
для расчета параметров сети.
На полиграфическом предприятии организована партионная передача предметов труда с операции
на операцию производственного процесса, что способствует сокращению длительности цикла
продукции, но ведет к усложнению сетевой модели и расчетов сети.
Производственный процесс изготовления сложной продукции на полиграфическом предприятии
может быть представлен сетевым графом без петель и контуров. Таким образом, выполняется
основное требование, предъявляемое к моделируемому процессу в системе СПУ.
С учетом специфики полиграфического производства, которая проявляется в повторяемости
технологических маршрутов движения заказов, в партионном перемещении предметов труда по
операциям производственного процесса, для планирования прохождений изданий в производстве
целесообразно применять сетевую модель типа работы-вершины. Сетевой график этого типа,
называемый сетью предшествования, более адекватно, чем традиционная сетевая модель типа
работы-ветви, моделирует повторяющиеся и параллельно выполняемые операции.
Основным элементом сетей типа работы-вершины является работа (операция). Связи между
работами изображаются дугами. Сетевой график, построенный по типу работы-узлы, так же как и
в сетях типа работы-ветви, ориентирован слева направо. Относительно компактное представление
производственного процесса в условиях партионной передачи предметов труда с операции на
операцию в сетях типа работы-вершины возможно благодаря тому, что в сетях этого типа дуги
указывают не только последовательность операций, но и несут определенную смысловую
нагрузку. При этом могут указываться связи между началами работ, а также между их
окончаниями. При составлении сетевого графика, моделирующего некоторый производственный
процесс, указывается время опережения и запаздывания для начала и окончания каждой работы,
при этом используются следующие характеристики: время запаздывания для связи окончаниеокончание; время опережения для связи начало-начало; время запаздывания для связи окончаниеначало.
Время запаздывания для связи окончание-окончание, обозначаемое Fij означает, что последующая
операция j заканчивается на время Fij позже окончания предыдущей операции i.
Время опережения для связи начало-начало, обозначаемое Sij , указывает, на какой отрезок
времени предыдущая работа i начинается раньше последующей работы j.
Время запаздывания для связи окончание-начало, обозначаемое Cij, показывает, на какое время
последующая операция j начинается позже окончания предыдущей операции i.
На рис. 8.4 а и 8.4 б наглядно показано, насколько компактнее сетевая модель типа работывершины, чем сетевой граф типа работы-ветви, моделирует производственный процесс с
партионной передачей предметов труда.
Отметим, что связи начало-начало (Sij ) и окончание-окончание (Fij ) существуют только для
операций, перекрывающихся во времени, т.е., когда в процессе производства происходит передача
изделий, полуфабрикатов с одной операции на другую партиями. Нетрудно заметить, что
величина запаздывания для связи окончание-окончание равна времени обработки последней
партии изделий на j-й операции, а величина опережения для связи начало-начало равна
длительности обработки первой партии изделий на i-й операции.
На рис. 8.5
представлен обобщенный сетевой график движения изданий в производстве.
Основная задача календарного планирования известна как задача Беллмана - Джонсона.
Формулируется она следующим образом.
Пусть задано множество n изделий (заказов) и множество m ресурсов (станков), на которых эти
заказы могут быть обработаны. Изготовление каждого изделия Li требует выполнения
совокупности операций Vi1 , Vi2 , ... Vim , которые должны выполняться в заданной
последовательности. Технологический маршрут может быть задан в виде упорядоченного набора
чисел T = |{Nij , tij }|, называемого технологической матрицей, где каждый элемент {Nij , tij }
представляет собой упорядоченную пару чисел. Каждая пара показывает, на каком станке
(рабочем месте) должна выполняться операция Vij и в течение какого времени.
Требуется определить план-график (расписание) S, оптимизирующий некоторый критерий
оптимальности Ks . При этом под планом можно принимать матрицу |{Nij , tij }|, где Nij указывает
номер станка, на котором должна быть выполнена j-я операция над I-м заказом; tij - время начала
этой операции. Обычно предполагается, что расписание удовлетворяет следующим условиям:
1. Выполнение любой операции производится полностью на одном и том же станке и не
прерывается в процессе выполнения.
2. Любой станок может выполнять не более одной операции.
Кроме этих основных ограничений принимаются следующие дополнительные:
3. В начальный момент времени все заказы готовы к исполнению.
4. Разные операции над одним заказом не могут выполняться одновременно.
5. Время переналадки станков и передачи деталей от одного станка к другому полагается
равным нулю.
6. Станки не взаимозаменяемы.
7. Каждый заказ (деталь) обрабатывается на станке один раз.
8. Все детали имеют одинаковые технологические маршруты.
9. Порядок прохождения заказов на всех станках одинаков.
Конкретная задача календарного планирования определяется выбором набора ограничений из
вышеназванного списка. Так, при проведении календарно-плановых расчетов полиграфического
производства это могут быть ограничения под номерами 1, 2, 5, 6, 7.
Особенность задач календарного планирования заключается в наличии множественности
возможных вариантов решений и, следовательно, возможности выбора наилучшего из них. Для
того чтобы найти оптимальное расписание для задачи календарного планирования в общей
постановке, необходимо оценить (n!)m вариантов плана.
В условиях полиграфического производства возможны два варианта постановки задачи
оптимизации. Первая из них предусматривает достижение максимального конечного результата
при заданных ресурсах, а вторая - заданного конечного результата при минимальных затратах
производственных ресурсов. Задача построения оптимальных планов-графиков рациональной
организации производства может быть сведена к первому варианту.
Последовательность решения задачи оптимального управления производством включает в себя
постановку задачи; определение цели; выбор критерия оптимальности; математическую
формулировку задачи; выбор эффективного экономико-математического метода; разработку
алгоритма программы и расчет.
В ходе оперативного управления производством на полиграфических предприятиях решаются два
типа оптимизационных задач. В задачах первого типа определяется оптимальный порядок запуска
заказов в производство с целью получения минимальной длительности производственного цикла
отдельных изданий. В ходе рассмотрения такой задачи решается проблема оптимальной
организации производственного процесса во времени. Для решения этого типа задач
используются модели объемно-календарного планирования, а в качестве оптимизационного
метода - один из методов теории расписаний.
Задачи второго типа заключаются в оптимизации использования производственных ресурсов
предприятия с целью достижения рациональной организации производственного процесса в
пространстве. Такие задачи решаются с использованием модели объемного планирования и
методов линейного программирования.
В традиционной постановке задачи календарного планирования минимизируется один из
следующих критериев оптимальности:
1. общее время обработки всех деталей (длительность совокупного производственного
цикла);
2. суммарное пролеживание деталей;
3. суммарный простой станков;
4. суммарное отклонение от плановых сроков окончания обработки заказов;
5. средняя длительность пребывания заказа в обработке.
Критерием оптимальности, наиболее полно отражающим требование наилучшего использования
производственных ресурсов (при обеспечении минимальных сроков выпуска изданий), основного
требования, предъявляемого при решении задач календарного планирования, является минимум
длительности совокупного производственного цикла изготовления месячного портфеля заказов.
Чем меньше значение этого показателя, тем плотнее составлено расписание, а значит, лучше
используются производственные мощности предприятия, его материальные и трудовые ресурсы.
В свою очередь, длительность совокупного производственного цикла в значительной мере зависит
от очередности обработки заказов на отдельных операциях производственного процесса.
Условие обеспечения минимальной длительности производственного цикла отдельных изделий
приводит к необходимости решения так называемой «задачи упорядочения» с сохранением
очередности обработки заказов на всех операциях производственного процесса постоянной. В
этом случае процесс оптимизации заключается в выборе такого порядка запуска изданий в
производство, который обеспечил бы минимально возможную длительность совокупного
производственного цикла и минимум простоев оборудования.
Модель оптимизации графиков движения изданий в производстве с минимальной длиной
расписания в сетевой постановке должна включать целевую функцию, отображающую условия
наиболее эффективного выполнения комплекса работ; систему топологических ограничений,
вытекающих из структуры графа; систему ограничений на используемые ресурсы и
математически может быть сформулирована следующим образом:
Целевая функция
Ограничения на ресурсы
топологические ограничения
где Т - длительность совокупного производственного цикла расписания S; S - расписание,
включающее в себя графики движения отдельных изданий в производстве s1 , s2 , ..., sn ; N месячный портфель заказов, сформированный в результате оперативного планирования; Nj заказы, обрабатываемые на j-й операции; Sij , Fij , Cij - связи между операциями производственного
процесса при изготовлении отдельных изделий; ESj , LSj - соответственно раннее и позднее начало
j-й операции в расписании s1 ; EFj , LFj - соответственно ранее и позднее окончание j-й операции;
τj - длительность операции j;
- время начала и окончания j-й операции соответственно; Cij связь между окончанием j-й операции заказа № l1 и началом j-й операции следующим в
расписании S за ним заказом l; r(t) - общий уровень наличия ресурсов в момент времени t; rt (S) общий уровень потребления ресурсов в момент времени t.
Задача получения графиков движения изданий в производстве с кратчайшими по длине
расписаниями является многовариантный (N!). Для ее решения могут быть использованы
экономико-математические методы теории расписаний, значительно сокращающие полный
перебор множеств вариантов.
В условиях полиграфических предприятий наиболее остро стоит проблема рационального
использования производительности печатного оборудования. Поэтому при решении задач
календарного планирования в первую очередь рассматривается ограничение по ресурсам на
операции печатания. Автором проводились исследования по построению оптимальных графиков
прохождения заказов в производстве при обеспечении минимума простоев печатного
оборудования с использованием сетевой модели процесса изготовления продукции в условиях
конкретного полиграфического предприятия. Задачи календарного планирования в такой
постановке решались с применением экономико-математического метода последовательного
конструирования, анализа и отсева бесперспективных вариантов, который позволяет значительно
сократить вычислительную процедуру поиска оптимального решения. Проведенные исследования
позволили выявить правило приоритетности запуска заказов в производство с целью наилучшего
использования ограниченных производственных ресурсов полиграфического предприятия. Это
правило заключается в следующем: заказы обрабатываются на однотипном печатном
оборудовании в порядке убывания прогонных тиражей изданий. Такая очередность запуска
заказов в производство обеспечивает минимум простоев печатного оборудования, решая тем
самым одну из основных задач оперативно-календарного планирования на полиграфическом
предприятии.
Зная правила приоритетности запуска заказов в производство и используя в качестве модели
производственного процесса на полиграфическом предприятии систему сетевого планирования и
управления (СПУ), можно обоснованно осуществлять все календарно-плановые расчеты
производства:
рассчитать сквозной попроцессный (на межцеховом уровне) и пооперационный (на
внутрицеховом уровне) графики прохождения конкретного заказа в производстве;
увязать их сроки с прохождением других заказов;
провести расчеты по выбору наилучшего варианта плана с позиции минимальной
длительности цикла и максимальной загрузки оборудования;
рассчитать календарный график загрузки оборудования и рабочих мест;
получить график выпуска полуфабрикатов.
То есть применение системы СПУ и знание правила приоритетности запуска заказов в
производство позволяет рационально спланировать и скоординировать работу цехов и участков
полиграфического предприятия во времени и пространстве. Выходными документами процесса
оперативно-календарного планирования в этом случае будут оперативный план предприятия на
месяц, пооперационные графики прохождения заказов в производстве, графики выпуска
полуфабрикатов и готовой продукции, графики загрузки печатного оборудования и поточных
линий, а также графики плотности работ наборных участков.
8.3.
Диспетчирование производства
Главной задачей диспетчирования является создание оптимальных условий для бесперебойной,
слаженной работы всех цехов основного и вспомогательного производства по выполнению
календарного графика движения изданий в производстве и строгом соблюдении сроков выпуска
их.
Равномерная и бесперебойная работа полиграфического предприятия осуществляется только при
четком контроле и регулировании производства.
Для выполнения календарных планов и графиков необходимо оперативно организовать текущий
ход производства. На предприятии этим занимается диспетчерская служба, которая контролирует
и регулирует процесс производства изданий.
Диспетчирование производства представляет собой централизованную систему оперативного
руководства текущим ходом производства на основе плана и графиков, направленную на
обеспечение выполнения производственных планов. Эта система создает условия для
равномерного выпуска продукции в соответствии с планом в короткие отрезки времени - смену,
сутки, неделю, декаду; предупреждение и немедленного устранения нарушений в процессе
производства, для бесперебойной и согласованной работы всех звеньев производства, ритмичной
работы цехов, участков, рабочих мест, выполнение планов-графиков, предупреждение и
устранение неполадок и диспропорции в производстве.
В ходе диспетчирования на полиграфическом предприятии решаются следующие задачи:
разработка сменно-суточных заданий на основе данных внутрицехового уровня
оперативно-календарного планирования;
оперативный учет и контроль хода производственного процесса;
анализ причин отклонений от запланированного хода производства;
регулирование хода производства.
Организация диспетчерской службы предприятия зависит от типа и масштаба производства.
В крупносерийном производстве необходим строгий порядок текущего хода производства,
оперативность поступления к диспетчеру информации о движении заказа в производстве, загрузки
оборудования. В условиях поточного производства диспетчерская служба решает следующие
вопросы: соблюдение регламента работы потока; контроль за объемом выпуска продукции;
состояние заделов; корректировка сроков выпуска готовых изданий или полуфабрикатов по
определенному ритму.
В условиях серийного производства осуществляется ежедневный или посменный контроль на
ведущих операциях производственного процесса. При серийном выпуске периодических изданий
основным содержанием диспетчирования является выполнение стандарт-планов и выпуска
изданий в установленные календарные сроки. Предприятие должно работать в определенном
ритме, так как выпуск периодических изданий регламентирован жесткими сроками реализации
готовой продукции.
В функции диспетчирования в условиях мелкосерийного производства входит контроль сроков
подготовки и выпуска изданий, оперативное регулирование движения заказа по основным этапам
производства (формный, печатный и отделочный).
Диспетчерская служба на полиграфическом предприятии решает вопросы контроля и
регулирования на межцеховом уровне; на внутрицеховом уровне; осуществляет оперативное
руководство и контроль текущего хода производства.
Диспетчирование осуществляет свою работу на данных оперативного учета результатов
производственной деятельности цехов и участков полиграфического предприятия. В процессе
разработки календарных планов внутрицехового уровня (графиков загрузки оборудования и
плотности работ) и сменно-суточных заданий используется информация о текущем ходе
производства. Эта информация, отражая результаты работы цехов основного, вспомогательного и
обслуживающего производства за истекшие сутки или смену, должна накапливаться в
диспетчерских службах.
Обработанная информация оформляется в виде соответствующих итоговых данных.
Своевременность поступления информации, ее полнота и достоверность непосредственно влияют
на качество разрабатываемых сменно-суточных заданий. В таблице приведена примерная форма
сменно-суточного задания-рапорта, используемая полиграфическими предприятиями.
Таблица 8.4
Сменно-суточное задание-рапорт
Марка
Наименование
Учетная
Задание на
Выполнение
машины
(или
наименование
операции)
издания
единица
смену
в учетных
единицах
за смену
с начала тиража
Оперативный учет должен проводиться своевременно и быстро, точно представлять картину
производства, информация должна быть проста и удобна.
Система диспетчирования на полиграфическом предприятии может нормально функционировать
только при наличии четко организованной системы оперативного учета в масштабе всего
предприятия. Такая система должна обладать высокой оперативностью по сбору и обработке
информации: исключать возможность передачи избыточной информации; обеспечивать
возможность обобщения полученной информации в необходимых для учета разрезах; свести к
минимуму ручной труд при заполнении первичных форм учетной документации; быть
экономически эффективной.
Объекты учета различны для разных типов производства:
o
o
для условий крупносерийного производства - задание в количественном выражении и его
выполнение;
для условий мелкосерийного производства - загрузка оборудования и сроки выполнения
работ по обработке каждого заказа.
На полиграфических предприятиях оперативный учет осуществляется по операциям и по заказам.
Сменное задание является первичной документацией для пооперационного учета, в котором
определяется задание на смену для машины или участка в цехе, в нем фиксируется объем работы
по заказам. В этом документе сочетается плановое задание и учетная информация, этим
облегчается контроль за ходом производства.
При попроцессном учете готовится ежедневная сводка (рапорт) о выполнении цехом плана по
основным операциям. Эта сводка передается главному диспетчеру или руководителю
предприятия.
Наиболее распространенной формой позаказного учета является технологическая карта-наряд, в
которой фиксируются данные о движении заказа в производстве. Также используются
специальные карточки заказов. В карточку заказа ежедневно вносятся сведения о выполненном
объеме работ по каждой операции нарастающим итогом.
В условиях серийного и единичного производств заполняется маршрутный лист, который является
удобной формой учета и контроля состояние заказа. Маршрутный лист сопровождает заказ по
всем стадиям производственного процесса.
Пример маршрутного листа приведен в табл. 8.5 .
В полиграфическом производстве как средство учета особое место занимают графики.
Преимуществом графических методов учета является упрощение регистрации данных учета.
График наглядно показывает фактическое движение заказов. Результаты оперативного учета
используются в оперативном планировании и регулировании производства. В результате
сопоставления данных учета с календарными планами-графиками формируются сменно-суточные
задания, которые помогают оперативно регулировать производство. На полиграфических
предприятиях используются карты оперативного учета, в которых отражается следующая
информация: наименование заказа, объем, тираж, операции производственного процесса, сроки
сдачи продукции на склад или в экспедицию. Пример карты оперативного учета приведен в табл.
8.6 .
Контроль, который осуществляет диспетчерская служба, направлен не только на выполнение
плана на конец месяца, но и ежесуточно.
Объектами контроля диспетчерской службы полиграфических предприятий являются сроки
запуска заказов в производство и выпуска готовых изданий, а также движение заказов по
операциям производственного процесса; комплектность заказов; обеспеченность заказов
материалами; эффективность загрузки оборудования.
Диспетчерская служба цеха контролирует текущий ход производства по следующим вопросам:
объем выпуска продукции цехом;
подача в цех полуфабрикатов и материалов;
оперативная подготовка производства и обеспечение рабочих мест всем необходимым.
Контроль за объемом выпуска продукции в цехе осуществляется по календарным планамграфикам и сменно-суточным заданиям, контроль за поступлением в цех материалов и
полуфабрикатов осуществляется в соответствии с календарным графиком запуска изданий в
производство.
Контроль за оперативной подготовкой производства в цехе проводится по тематическому плану и
графикам.
Текущий контроль за ходом производства состоит в выполнении плановых сроков, выполнении
работ на основных операциях и позаказно.
Производственный процесс на поточной линии контролируется ритмом работы линии. Для
соблюдения ритма поточной линии необходимо поддержание на нормативном уровне
межоперационных оборотных и резервных заделов. Важное место в бесперебойной работе
поточной линии отводится своевременной подаче материалов и полуфабрикатов на операции
производственного процесса.
Диспетчерский контроль на предприятии осуществляется путем сравнения оперативной
информации с плановой по стадиям производства и заказам.
При выявлении отклонений от выполнения плана принимаются меры по их устранению, в этот
момент появляется необходимость в регулировании производственного процесса. Для принятия
сообщений и запросов об отклонениях регистрируются в журнале диспетчера. Форма записи в
диспетчерском журнале приведена в табл. 8.7.
Корректировка месячных оперативных планов осуществляется путем внесения изменений в
календарные планы-графики и разработкой для цехов и участков подекадных или понедельных
графиков.
Организационное построение диспетчерского аппарата предприятия зависит от типа, характера и
масштаба производств, производственной структуры. На крупном предприятии диспетчерская
служба может быть подчинена директору по производству. На полиграфических предприятиях
может существовать диспетчерский отдел, возглавляемый главным диспетчером. В его ведении
находятся диспетчерские группы, которые осуществляют взаимодействие с различными
структурными подразделениями по обеспечению ритмичного хода производства. В состав
центрального диспетчерского бюро входят диспетчерские группы по основному и
вспомогательному производству, а также по подготовке производства.
В современных рыночных условиях система оперативного регулирования производства должна
быть ориентирована на получение запланированных показателей, обеспечивающих высокий
совокупный доход каждому предприятию. Снижение объемов производства на многих
предприятиях, возможные отклонения фактического хода производства от оперативных плановграфиков и другие рыночные факторы значительно повышают роль и значение производственного
планирования вообще и оперативно-календарного в частности в осуществлении многих важных
функций современного полиграфического производства. В этих условиях главным ориентиром в
оперативном регулировании хода производства должно стать не устранение выявленных
отклонений, а создание необходимых производственных условий для выполнения плановграфиков выпуска изданий. Это будет способствовать получению запланированных высоких
финансовых результатов, которые служат одним из главных рыночных показателей роста
эффективности производства, достижению основных стратегических и оперативных целей
предприятия.
Наиболее эффективная работа диспетчерского персонала достигается на основе
функционирования на предприятии автоматизированных рабочих мест (АРМ). При использовании
АРМ-диспетчера вся информация о плановых сроках изготовления продукции, плановых графиках
загрузки оборудования хранится в компьютере. Задача диспетчера в этом случае состоит в том,
чтобы своевременно вносить сведения об отклонениях от запланированного хода производства в
ПК и корректировать графики.
8.4.
Информационные технологии в организации оперативного управления на полиграфических
предприятиях
Появление персональных компьютеров позволило сделать качественный скачок в организации и
управлении, формировании баз данных и значительно расширило использование новых
информационных технологий.
Заинтересованность предприятий в совершенствовании организации и оперативном управлении
производством, с одной стороны, и возросшие возможности компьютеризации процессов
управления и организации - с другой, обусловливают актуальность и эффективность применения
компьютерного потенциала для решения организационных и управленческих задач на
предприятиях различных масштабов.
К настоящему времени накоплен положительный опыт реализации на ПК следующих функций:
организация информационных массивов; систематизация, упорядочение информации; хранение и
поиск информации; выполнение разнообразных технико-экономических расчетов; отображение
информационных массивов на расстоянии.
Вышеуказанные функции обеспечиваются программными средствами, к числу которых относятся:
текстовые редакторы, электронные таблицы, базы данных, деловая графика, средства передачи
информации по локальной сети и средства телесвязи для передачи информации и т.д.
Перевод организационных и управленческих функций на компьютерную основу представляет
собой актуальную научно-техническую проблему. Современное решение этой проблемы
характеризуется переходом к распределенной обработке данных на базе ПК непосредственно на
рабочих местах функциональных специалистов, которые получили название АРМ
(автоматизированное рабочее место). АРМ - это профессионально-ориентированный комплекс,
включающий в себя технические и программные средства для решения задач на рабочем месте в
интерактивном режиме с ПК. Схема автоматизированного рабочего места представлена на рис.
8.6 .
Третья цель компьютеризации на базе АРМ - социальная. Под этим понимается
интиллектуализация организационно-управленческого труда, освобождение его от рутинных,
нетворческих операций. Работа на АРМ способствует повышению профессиональной
квалификации пользователей, совершенствованию их подготовки. При этом их труд становится
более престижным, интересным, соответствующим по своим характеристикам уровню мировых
стандартов.
АРМ должен отвечать следующим требованиям:
своевременное удовлетворение информационной и вычислительной потребности
специалиста;
минимальное время ответа на запросы пользователя;
адаптация к уровню подготовки пользователя и его профессиональным запросам;
простота освоения приемов работы на АРМ и легкость общения, надежность и простота
обслуживания;
терпимость по отношению к пользователю;
возможность быстрого обучения пользователя;
возможность работы в составе вычислительной сети.
На полиграфических предприятиях используются программные средства АРМ для контроля и
координации производственной деятельности, где вся управленческая деятельность описывается
как совокупность процессов, каждый из которых имеет даты начала, окончания и ответственных
исполнителей. При этом деятельность каждого работника увязывается с остальными, таким
образом создается план-график работ.
Важную роль в управленческой деятельности предприятия играет оперативный обмен данными,
который занимает до 95% времени работы руководителя и до 53% рабочего времени
специалистов. В связи с этим получили распространение программные средства типа
«электронная почта». Их использование позволяет осуществлять рассылку документов внутри
предприятия, отправлять, получать и обрабатывать сообщения с различных рабочих мест,
проводить совещания специалистов, находящихся на значительном расстоянии друг от друга.
Проблема обмена данными тесно связана с организацией работы АРМ в составе локальной сети.
В зависимости от состава решаемых задач выделяются три класса АРМ: руководителей,
секретарей и специалистов.
Можно предложить следующий примерный перечень распределения задач между различными
классами АРМ организационно-управленческого персонала.
АРМ руководителя (организатора, менеджера):
оперативное получение справок об основных показателях производственно-хозяйственной
деятельности объекта управления (предприятия, подразделения);
выявление проблемных ситуаций;
прогнозирование работы объекта управления для выполнения отклонения от плана,
которые по всей величине относятся к компетенции данного руководителя;
сбор статистики по принятию управленческих решений;
координация деятельности функциональных подразделений и принятие коллективных
решений на основе телесовещаний и деловых игр;
контроль качества управленческих решений подчиненных линейных руководителей;
проведение телесовещаний;
регламентация процесса личной работы (электронная записная книжка, календарь и т.д.).
АРМ специалиста:
формирование информационной базы предметной области;
оперативное получение справок об основных позициях предметной области;
планирование производственно-предпринимательской деятельности;
анализ производственно-предпринимательской деятельности;
участие в телесовещаниях;
повышение квалификации специалиста с использованием автоматизированной обучающей
системы.
Каждая подсистема АРМ включает в себя два уровня. На нижнем уровне находятся АРМ,
обеспечивающие отдельные функции управления или область работы. В пределах одной
подсистемы все АРМ нижнего уровня замкнуты на один АРМ руководителя, на который
возлагаются задачи координации и обобщения управленческой деятельности отдельных
специалистов.
Отправным вопросом разработки функциональной части системы АРМ производственноэкономического подразделения является обоснование состава задач, выполняемых на АРМ. Под
задачей здесь понимается функциональность операций обработки информации, выполняемых на
одном рабочем месте.
Содержание оперативного управления определяется сочетанием таких функций управления, как
организация производства, планирование, учет, контроль, анализ, регулирование, так и
производства как объекта управления.
Разработано множество подсистем АРМ управленческого персонала. Вопросы организации
производства рассматриваются в подсистемах АРМ производственного отдела и АРМ-диспетчера
цеха основного производства.
Подсистема АРМ производственного отдела нацелена на решение следующих задач оперативнопроизводственного отдела: расчет оперативного плана по номенклатуре и объему; межцеховое
планирование, учет и контроль производства; информационную поддержку выработки
организационно-управленческих решений по регулированию хода производства в процессе
диспетчирования; проведение диспетчерских совещаний.
Подсистема АРМ-диспетчера цеха основного производства может осуществлять контроль
выполнения плановых заданий цехами, участками по основным технико-экономическим
показателям, производить расчет оперативных графиков запуска-выпуска изданий; формирование
сменно-суточных заданий; оперативный учет фактического выпуска изданий; формирование
ведомости простоев оборудования.
Подсистема АРМ производственного отдела позволяет решать задачи межцехового уровня
оперативного управления производством. Она используется для составления оперативнокалендарных планов при формировании номенклатур и объемов выпуска продукции,
обеспечивающих оптимизацию принятого критерия в условиях имеющихся ресурсов; в
технологической подготовке производства при оптимизации использования отдельных видов
ресурсов, для оптимального распределения работ в цехе, на участке, между взаимозаменяемым
оборудованием; для организации и проектирования поточного производства при оптимизации
регламентов работы и расчета календарно-плановых нормативов; в организации контроля качества
продукции.
Подсистема «Оперативно-календарное планирование» предназначена для автоматизации
составления и диспетчеризации календарного плана выпуска продукции. Она реализуется с
помощью АРМов в производственном отделе полиграфического предприятия и в цехах основного
производства. Для автоматизированного расчета календарных планов-графиков нормативы
времени на каждую технологическую операцию вводятся в базу данных. Расчет ведется на каждое
издание с учетом приоритета выпуска продукции. Контроль за ходом прохождения изданий
осуществляется диспетчером производственного отдела. На АРМ-диспетчера вводятся
фактические данные о прохождении издания. Сбор информации осуществляется поэтапно в
соответствии с прохождением заказа по операциям. Оперативные сводки выдаются по запросу в
виде оформленных документов. Анализ фактической длительности производственного цикла
осуществляется на АРМ.
Подсистема «Контроль за ходом прохождения изданий» предназначена для автоматизации
диспетчеризации хода выполнения графиков прохождения заказов в производстве.
Для реализации задач по указанным направлениям применяются известные экономикоматематические методы: симплексный, наименьших разностей, разрешающих множителей,
распределительный, рационального выбора, приоритетов, индексный, динамического
программирования, математической статистики, теории игр, корреляционного анализа и др.
Контрольные вопросы к разделу 8
9.
Организация обеспечения качества продукции
9.1.
Сущность и значение управления качеством
В современных условиях одной из ключевых проблем экономического развития становится
обеспечение конкурентоспособности продукции, в том числе полиграфической. Ее можно
обеспечить за счет улучшения качества и четкой ориентацией на заказчика. Стало очевидным, что
изготовители продукции не могут привлечь и удержать потребителей (заказчиков), если они не
рассматривают качество как стратегическую цель.
Обеспечение качества продукции на полиграфических предприятиях определяется целым рядом
внутренних факторов: технических, организационных, экономических, социальнопсихологических. Важное место среди этих факторов занимают организационные факторы,
связанные с совершенствованием организации производства и труда и др. Именно с этими
факторами связано использование эффективного подхода к решению проблем качества на
предприятии - системного управления качеством.
Система управления качеством - это особая организация в производственной системе. Основным в
этой организации является документированность всех процессов, имеющих отношение к
производству продукции, начиная с закупки материалов и заканчивая доставкой потребителю
готовой продукции. Во многих случаях это приводит к кардинальным изменениям в технике,
технологии и организации производства на предприятии. Обеспечить качество на предприятии
возможно только тогда, когда все процессы - технический, технологический, организационный будут взаимосвязаны между собой через управление качеством. Качество - это система, и этой
системой надо управлять.
Сегодня каждое предприятие независимо от его масштабов и отраслевой специфики рискует
довольно быстро оказаться вне сферы решения проблемы качества, если оно откажется от
внедрения системы управления качеством. Конечно, каждое предприятие индивидуально и
абсолютно одинакового подхода к решению проблемы качества быть не может. Существуют
также отличия при создании систем управления качеством на крупных и малых предприятиях.
Современные системы управления качеством на предприятиях создаются в соответствии с
требованиями стандартов ИСО серии 9000:2000, представляющих собой целый комплекс
документов: методические материалы, руководства по использованию стандартов. Комплекс
стандартов ИСО серии 9000:2000 в РФ утвержден в виде государственных стандартов:
ГОСТ Р ИСО 9000-2001 - концептуальный стандарт, содержащий также
терминологический словарь;
ГОСТ Р ИСО 9001-2001 - стандарт, в котором изложены все требования к системам
качества;
ГОСТ Р ИСО 9004-2001 - стандарт, который выступает в роли руководящего документа к
стандарту ГОСТ Р ИСО 9001-2001 (рекомендации по улучшению деятельности);
ГОСТ Р ИСО 19011:2002 - стандарт, включающий руководящие указания по аудиту систем
менеджмента качества и охраны окружающей среды (будет введен в 2002 г.).
Стандарты ГОСТ Р ИСО серии 9000-2001 являются документами рекомендательного характера,
допускают значительные вариации, определенные структурой, принципами работы каждого
предприятия. Несмотря на рекомендательный характер, эти стандарты приняты в качестве
национальных почти в 100 странах мира, в том числе в России в 2001 году. В стандартах ГОСТ Р
ИСО серии 9000-2001 модифицирован термин «система управления качеством». Вместо него
используется термин «система менеджмента качества» как система менеджмента для руководства
и управления организацией применительно к качеству.
Внешним признаком, имеется ли на предприятии система качества в соответствии с требованиями
ГОСТ Р ИСО серии 9000-2001, является сертификат соответствия, который свидетельствует, что
предприятие независимо от внешних и внутренних обстоятельств будет выпускать продукцию
требуемого качества с определенными гарантиями. Сертификат соответствия на систему
менеджмента качества выдается уполномоченным на то органом по сертификации, например, ЗАО
«ТКБ «Интерсертифика» и др. Срок действия сертификата соответствия на систему качества не
более 3 лет. По окончании срока его действия проводится ресертификация системы качества.
Действие сертификата соответствия может быть приостановлено или аннулировано в случаях
изменения: нормативных документов на продукцию, конструкции или комплектации изделия,
технологии, требований технологии, методов контроля, системы обеспечения качества.
Необходимо отметить, что выполнение требований ГОСТ Р ИСО серии 9000-2001 не может
обеспечить стопроцентной гарантии по качеству выпускаемой продукции, но призвано обеспечить
гарантированное устранение всех недостатков процесса производства, которые влияют на
качество.
Внедрение ГОСТ Р ИСО серии 9000-2001 на предприятии можно осуществить не путем
радикального внедрения всего, что предусмотрено этими стандартами, а путем гармоничного
вливания элементов новой системы качества в соответствии с требованиями рынка или
специфическими особенностями конкретной ситуации.
Зарубежный опыт работы предприятий показывает, что системы управления качеством на основе
требований стандартов ИСО серии 9000 охватывают лишь 30% проблем, которые постоянно
приходится решать предприятиям. В связи с этим конкурентоспособность предприятий в будущем
может быть обеспечена только путем комплексного управления всеми подсистемами предприятия
и их постоянного совершенствования на основе «Всеобщего руководства качеством» (TQM). Это
комплексная система, основанная на постоянном улучшении качества, поставке точно в срок и
минимизации издержек производства. Основная идеология TQM базируется на принципе улучшению нет предела.
9.2.
Технический контроль в системе управления качеством продукции
В системе менеджмента качества в стандартах ГОСТ Р ИСО серии 9000-2001 определенное место
отводится контролю, под которым понимается процедура оценивания соответствия путем
наблюдений и суждений, сопровождаемых соответствующими измерениями. Эти измерения
должны осуществляться с помощью методов, которые должны подтверждать способность
процессов достигать запланированных результатов.
Для выполнения этой процедуры в ГОСТ Р ИСО 9004-2001 рекомендуется определить методы
измерения, требования к измерениям для оценки функционирования процессов и их улучшения,
спланировать измерения.
При выборе методов измерения для обеспечения соответствия продукции требованиям
необходимо учитывать:
a. виды характеристик продукции, от которых затем зависят виды измерений, подходящие
средства измерений, необходимая точность и требующиеся навыки;
b. необходимое оборудование, программные средства и инструменты;
c. расположение точек измерения в последовательности процесса;
d. характеристики, подлежащие измерению в каждой точке, документацию и критерии
приемки, которые будут применяться, и т.д.
Видимое место в системе контроля занимает технический контроль качества, который является
составной часть производственного процесса и представляет собой систему мероприятий,
направленных на обеспечение производства продукции, полностью соответствующей требованиям
нормативных документов. Технический контроль - это проверка соответствия объекта контроля
установленным техническим требованиям.
В качестве основных объектов технического контроля на полиграфических предприятиях
рассматриваются:
поступающие со стороны основные и вспомогательные материалы;
полуфабрикаты, получаемые со стороны;
рукописи и оригиналы, поступающие из издательств;
техническая документация;
технологические процессы, операции, режимы их выполнения;
полуфабрикаты, передаваемые из цеха в цех или с участка на участок;
технологическая дисциплина в процессе производства;
состояние оборудования и инструментов;
готовая продукция и др.
Контролируемыми параметрами в зависимости от объекта технического контроля могут быть:
марка материала, физико-химические, геометрические, функциональные параметры,
количественные и качественные характеристики технологического процесса, внешние и
внутренние дефекты.
Организационные виды и формы процессов технического контроля весьма разнообразны. Поэтому
целесообразно их деление на группы по классификационным признакам: этап производственного
процесса, полнота охвата изделий контролем, степень связи с объектом контроля во времени,
назначение контроля, расположение контрольных пунктов, характер контроля, метод определения
показателей качества, организационные формы выявления и предупреждения брака, исполнители
и т.д. Классификация технического контроля качества продукции приведена в табл. 9.1.
Таблица 9.1
Классификация технического контроля качества продукции
№ п/п
Kлассификационные признаки
Виды и формы технического контроля
Входной
1
Этап производственного контроля
Операционный
Приемочный
Сплошной
2
Полнота охвата изделий контролем
Выборочный
3
Степень связи с объектом контроля по
времени
Периодический
Непрерывный
Kонтроль годности изделий
4
Назначение контроля
Kонтроль качества продукции
Kонтроль устойчивости процесса
Скользящий
5
Расположение контрольных пунктов
Стационарный
Активный (предупредительный)
6
Характер контроля
Пассивный (заградительный)
Расчетный
7
Метод определения показателей качества
Измерительный (инструментальный.
органолептический)
Экспертный
Социологический
Летучий
8
Организационные формы выявления и
предупреждения
Kольцевой
Статистический
Текущий предупредительный
Самоконтроль
9
Исполнители
Kонтроль мастеров
Kонтроль ОТK
Входной контроль включает проверку поступающих на предприятие материалов (бумаги, краски
и т.д.), полуфабрикатов и комплектующих изделий на предмет их соответствия стандартам,
техническим условиям и др.
Операционный контроль проводится в процессе обработки продукции с целью проверки
качества выполнения технологических операций, выявления и устранения отклонений от
нормального хода производственного процесса в ходе проверки выполнения технологической
дисциплины, состояния оборудования.
Приемочный контроль проводится с целью определения соответствия показателя качества
установленным стандартам, техническим условиям и др.
В зависимости от полноты охваты изделий контролем различается сплошной и выборочный
контроль. Сплошной контроль выполняется при 100%-ном охвате предъявляемой продукции
(всей партии изделий одного наименования). В полиграфии он применяется:
1. при ненадежности качества поступающих материалов, полуфабрикатов, комплектующих
изделий;
2. при невысокой надежности оборудования или технологического процесса (когда не
обеспечивается однородное качество на всех операциях);
3. на операциях, имеющих решающее значение для обеспечения качества изготовления
продукта на последующих операциях (например, чтение корректуры).
Выборочному контролю подвергают только выборку продукции из достаточно большой партии
изделий при высокой степени устойчивости технологического процесса, обеспечивающего
однородность качества продукции (например, проверка качества поступающих материалов
технологической лабораторией).
По степени связи с объектом контроля по времени различают периодический и непрерывный
контроль. Периодический контроль применяется при достаточно высокой стабильности качества
изделий и технологических процессов. Непрерывному контролю подвергают нестабильные
технологические процессы при необходимости постоянного обеспечения определенных
качественных характеристик, как правило, автоматическими или полуавтоматическими
средствами контроля.
По назначению контроля различают контроль годности изделий, качества продукции и
устойчивости продукции. Контроль годности изделий предназначен для отделения от
бракованных изделий партии (например, отбраковка оттисков во время сортировки). Он
сочетается с предупредительными мероприятиями и анализом брака. Контроль качества
продукции выполняется самими рабочими, контролерами, мастерами непосредственно на
производственных операциях для оценки уровня качества по установленным показателям.
Контроль устойчивости технологического процесса определяет отклонения от заданных
параметров и факторы их вызывающие в процессе изготовления продукции. Это позволяет
проводить подналадки и регулировки оборудования для обеспечения сохранения параметров
качества.
По расположению контрольных пунктов различают скользящий и стационарный контроль.
Скользящий контроль выполняется непосредственно на рабочих местах с применением простых
контрольно-измерительных приборов и инструментов. При этом контролер одновременно
обслуживает несколько рабочих мест. Стационарный контроль выполняется в стационарных
контрольных пунктах, которые создаются при необходимости проверки большого числа
одинаковых объектов производства. Эти пункты оснащаются сложной измерительной
аппаратурой и требуют рациональной организации труда контролеров. Стационарный
контрольный пункт может включаться в поток заключительных операций технологического
процесса.
В зависимости от характера контроля различают активный и пассивный контроль. Активный
(предупредительный) контроль изделий проводится для выявления отклонений от заданных
параметров качества по мере выполнения операций. Этот контроль наиболее эффективен.
Пассивный (заградительный) контроль проводится в основном после завершения операции и
предназначен для выявления брака, чтобы не допустить бракованные изделия на последующие
операции.
В полиграфическом производстве используются различные методы определения показателей
качества: расчетный, измерительный, экспертный, социологический.
Расчетный метод основывается на использовании теоретических и (или) эмпирических
зависимостей показателей качества от его параметров.
Измерительный метод может проводиться с использованием технических средств измерения
(инструментальный метод) или основываться на анализе восприятия органов чувств
(органолептический).
Инструментальный метод в полиграфическом производстве представлен геометрическим, физикохимическим, экспериментальным методами. При инструментальном контроле используются
контрольно-измерительные приборы и инструменты соответствующего назначения. Физикохимический контроль применяется в основном в лабораторном анализе, например при
поступлении на предприятие материалов. Экспериментальный метод применяется в виде
испытаний эксплуатационных свойств изделий в заданных условиях при помощи специальных
приборов.
Органолептический метод в полиграфическом производстве представлен в основном визуальным
контролем, состоящим в осмотре изделия, иногда с применением лупы или микроскопа, а также
тест-объектов.
Экспертный метод основывается на решениях, которые принимают специалисты на основе
экспертных исследований.
Социологический метод предполагает сбор и анализ мнений о качестве продукции фактических
или возможных потребителей.
Летучий контроль выполняется контролером без графика при систематическом обходе
закрепленных за ним рабочих мест.
При кольцевом контроле продукция проходит контроль на месте ее изготовления. За контролером
закрепляется определенное количество рабочих мест, которые он обходит «по кольцу»
периодически в соответствии с часовым графиком.
Большую роль в обеспечении качества продукции играют статистические методы контроля
качества, использование которых является одним из требований к системе менеджмента качества
согласно ГОСТ Р ИСО серии 9000-2001.
Под статистическим методом контроля понимается контроль качества продукции или состояния
технологического процесса, проводимый с использованием теории вероятности и математической
статистики.
Целью статистических методов контроля являются исключение случайных изменений качества
продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и
устранить своевременно.
Преимущество статистического контроля заключается в возможности обнаружения отклонений от
технологического процесса не тогда, когда весь тираж изготовили, а в процессе производства.
Применение статистического контроля также связано с сокращением издержек на проведение
контрольных операций по сравнению со сплошным контролем.
Среди используемых разновидностей статистических методов контроля качества на
полиграфических предприятиях:
статистический анализ производственного процесса;
статистический анализ точности и надежности технологических процессов;
статистический приемочный контроль качества и др.
Каждая из разновидностей статистических методов контроля качества имеет свои преимущества и
недостатки.
Использование статистических методов контроля эффективно при налаженных, стабильных
технологических процессах. Отсюда встает необходимость стабильности производства. Самым
надежным способом такой стабилизации является создание на полиграфическом предприятии
системы управления качеством.
Для успешного применения статистических методов контроля качества продукции необходимо
разработать руководства и стандарты, в доступной форме раскрывающие существо данных
методов для работников предприятия.
Текущий предупредительный контроль выполняется с целью предупреждения брака в начале и в
процессе обработки. При этом контроле производят: проверку первых экземпляров изделий;
контроль соблюдения технологических режимов; проверку вступающих в производство
материалов, технологической оснастки и др.
Распространенной формой контроля на полиграфических предприятиях является самоконтроль,
осуществляемый непосредственными исполнителями на рабочих местах. При самоконтроле
осуществляется текущий контроль с регистрацией данных о качестве и без такой регистрации,
качественное завершение операций с заполнением сопроводительной документации, принимается
решение об исправлении дефектов и недостатков. Другие виды работ по техническому контролю
должны выполняться специалистами: работниками ОТК, а также мастерами. Самоконтроль
сокращает затраты на контрольные операции, повышает ответственность исполнителей, играет
большую воспитательную роль.
В практике работы полиграфических предприятий, особенно малых, в целях экономии на
исполнителя необоснованно возлагаются обязанности выполнения всех контрольных операций.
Это часто отрицательно сказывается на качестве продукции, так как непосредственный
исполнитель не имеет возможности осуществлять контроль по всем параметрам изделий и
технологических процессов, не имеет специальных навыков и необходимых приборов. На
самоконтроле могут также работать бригады, участки.
Внедрение автоматизированного оборудования во всех случаях требует обеспечения автономии
исполнителей-операторов и расширения выполняемых ими функций, в число которых в
обязательном порядке включается самоконтроль. Необходимым условием перехода к
самоконтролю является переподготовка персонала и изменение структуры предприятия. В
комплексе эти меры обеспечат улучшение качества продукции.
Состав исполнителей и структура службы технического контроля определяются принятой на
полиграфическом предприятии организацией технического контроля.
9.3.
Организация технического контроля
Проведению операций технического контроля предшествует разработка технологии контроля,
проектирование и изготовление контрольной оснастки, внедрение контрольно-измерительной
аппаратуры.
Разработка технологии технического контроля заключается в ее приспособлении к типовым
технологическим процессам производства, составляется последовательный перечень контрольных
операций. Технология технического контроля разрабатывается для каждого типового объекта
контроля, для каждого подразделения предприятия и оформляется в виде технологической карты
технического контроля (табл. 9.2). При разработке технологии технического контроля
используется инструкция о пооперационном техническом контроле на полиграфическом
предприятии, где отражены контрольные позиции на всех стадиях технологического процесса на
полиграфических предприятиях, перечислены контролируемые показатели с допусками на их
изменение, указаны методы и средства контроля, а также лица, осуществляющие контроль.
Фрагмент инструкции о пооперационном контроле приведен в табл. 9.3.
Применяемые виды и методы технического контроля должны соответствовать достигнутому на
предприятии уровню техники, технологии и организации производства, а также требованиям к
качеству продукции.
Выбор вида и методов технического контроля качества - сложная и ответственная задача, решение
которой требует соответствующих затрат на проведение технического контроля, в сопоставлении
их с возможными потерями от брака по разным вариантам технологии контроля.
Для координации работы по управлению качеством на полиграфических предприятиях должна
создаваться служба качества, в функции которой должно входить и обеспечение проведения
операций технического контроля. Возглавлять эту службу должен заместитель директора по
качеству, обладающий достаточными полномочиями. Не каждое полиграфическое предприятие
способно содержать развернутую систему качества. Малые и средние предприятия, как правило,
прибегают к услугам специализированных, консультационных, инжиниринговых фирм,
ограничиваясь наличием одного инженера по качеству или просто ответственного исполнителя по
качеству из числа сотрудников предприятия.
В составе службы по качеству на полиграфическом предприятии выделяется подразделение по
техническому контролю качества - отдел технического контроля (ОТК), обеспечивающий
технические и технологические аспекты контроля качества.
Главными задачами ОТК является предотвращение выпуска продукции, не соответствующей
технологической документации, требованиям стандартов и технических условий, договорным
условиям, а также укрепление производственной и технологической дисциплины и повышение
ответственности всех звеньев производства за качество выпускаемой продукции. ОТК на уровне
производственной единицы предприятия организует проведение всех видов технического
контроля. Структура и штатное расписание ОТК предприятия разрабатываются с учетом
производственных особенностей предприятия.
К функциям технического контроля на полиграфическом предприятии непосредственно
примыкает метрологическое обеспечение производства, которое позволяет осуществлять
разработку, поверку и правильную эксплуатацию средств измерений, электронных компьютерных
устройств и контроль их состояния и т.д.
На полиграфических предприятиях в качестве средств измерений широко применяются
денситометры различных конструкций и другие приборы и технические средства, в том числе
электронная техника, обеспечивающая контроль и регулирование технологического процесса в
автоматическом режиме.
Особое место в средствах контроля занимают тест-объекты или тест-шкалы. Они предназначены
для визуального контроля результатов печатания, а также дают возможность получать цифровые
значения показателей некоторых свойств изображения. Предприятие должно быть в полной мере
оснащено средствами контроля.
9.4.
Учет и анализ брака
Продукция, изготовленная с отступлением от стандартов и технических условий, считается
дефектной, или браком. Если брак выявлен внутри предприятия - это внутренний брак, если у
заказчика (потребителя) - внешний брак.
Исправимый брак - это детали, полуфабрикаты или готовые изделия, дефекты которых
экономически выгодно и технически возможно устранить. Неисправимым (окончательным)
браком считаются детали, полуфабрикаты или готовые изделия, которые нельзя технически
устранить или это делать экономически невыгодно.
В соответствии со стандартами ГОСТ Р ИСО серии 9000-2001 при организации процесса
изготовления продукции важное значение необходимо уделять обеспечению прослеживаемости,
под которой понимается возможность проследить историю, применение или местонахождение
того, что рассматривается. Прослеживаемость может относиться к происхождению материалов и
комплектующих; истории обработки продукции; распределению и местонахождению продукции
после поставки.
Обеспечение прослеживаемости позволяет выявить проблемы в производстве систематические
причины отклонений, в наибольшей степени влияющие на качество продукции.
На полиграфических предприятиях прослеживаемость обеспечивается путем учета случаев
возникновения брака. Для проведения такого учета требуется единая классификация по видам
брака, виновникам и причинам брака. Для этого на предприятиях разрабатывается классификатор
брака. Содержавшиеся в классификаторе шифры позволяют упростить записи, связанные с
оформлением брака, и дают возможность автоматизировать его учет.
Под видом брака в классификаторе брака подразумеваются конкретные дефекты и отступления от
установленных для изделий требований, которые являются основанием для его забракования и
отделения от годной продукции.
По причинам различают брак, допущенный из-за дефектов в исходных материалах, ошибок в
технологической документации (небрежного отношения рабочего к своей работе), из-за
неисправностей и неправильной наладки оборудования, пропуска дефектов ОТК и др.
По виновникам различают брак, допущенный по вине рабочего-оператора, рабочего-наладчика,
мастера, работников лаборатории, отделов: производственного, планового, главного технолога,
главного механика, бумаги, ОТК и др.
Например, вид брака «марашки» получает шифр 02. Причинами этого вида брака могут быть:
«пыльная бумага», получающая шифр 021, и «износ красочного валика», получающаяся шифр
022, могут быть и другие причины. Потенциальные виновники брака тоже получают свои шифры.
Для учета причин, приводящих к выпуску бракованной продукции, их влияния на техникоэкономические показатели деятельности предприятия могут разрабатываться различные формы
документов. Примерные образцы документов, используемые для учета и анализа брака,
приведены в табл. 9.4, 9.5, 9.6.
Таблица 9.4
Проблемы (брак) в производстве
Причина
Kоличество случаев
Задержка поставки
20
Плохой переплет
22
Ошибка в тексте
11
Неприводка
34
Порча при перевозке
11
Пропуск страниц
16
Ошибки в накладных
14
Неправильная фальцовка
28
Перетискивание
44
Плохое цветовоспроизведение
72
Все причины
272
Таблица 9.5
Ранжирование брака по значимости
(в зависимости от суммы затрат)
Причина
Kоличество
случаев
Сумма штрафа,
тыс. руб.
%
Накапливаемый,
%
Пропуск страниц
16
4,3
20,7
20,7
Перетискивание
44
3,8
18,3
39,0
Неприводка
34
3,4
16,3
55,3
Ошибки в накладных
14
2,4
11,5
66,8
Плохой переплет
22
2,0
9,6
76,4
Ошибки в тексте
11
1,9
9,1
85,5
Порча при перевозке
11
1,2
5,8
91,3
Неправильная
фальцовка
28
1,0
4,8
96,1
Плохое
цветовоспроизведение
72
0,6
2,9
99,0
Задержка поставки
20
0,2
1,0
100,0
10.
Организация вспомогательного производства и обслуживающих хозяйств на полиграфическом
предприятии
10.1.
Содержание и задачи технического обслуживания полиграфического производства
Для обеспечения ритмичной работы полиграфического предприятия по выпуску
конкурентоспособной продукции необходимо своевременное снабжение производства
материалами, полуфабрикатами, рациональная организация транспортных перевозок грузов, а
также поддержание оборудования в работоспособном состоянии и обеспечение производства
электроэнергией и необходимыми видами топлива. Именно перечисленные выше работы и
составляют содержание технического обслуживания основного производства.
Техническое обслуживание основного производства на полиграфическом предприятии
предполагает решение следующих двух задач:
обеспечение нормального функционирования средств труда;
обеспечение бесперебойного движения предметов труда в производстве.
Решение первой из вышеперечисленных задач осуществляется в ходе организации
вспомогательного производства - ремонтного и энергетического. А в решении задачи
рациональной организации материальных потоков задействованы служба материальнотехнического снабжения, складское и транспортное хозяйство. Структура этих хозяйств и служб
определяется особенностями и масштабом основного производства, размером предприятия, а
также уровнем развития его кооперационных связей. Совокупность ремонтного, энергетического,
транспортного, складского хозяйств и службы снабжения составляет систему технического
обеспечения производства полиграфического предприятия.
Ремонтное хозяйство полиграфического предприятия относится к числу вспомогательных
производств. Продукция и услуги ремонтных подразделений чаще всего используются для
внутренних нужд предприятия. Основная задача, стоящая перед ремонтными службами, это
обеспечение работоспособного состояния полиграфического оборудования. От качества и
своевременности проведения работ по техническому обслуживанию и ремонту оборудования
зависит эффективность функционирования предприятия как единой производственной системы.
Так, например, не учет плановых простоев оборудования на осмотрах и ремонтах при
формировании месячных оперативных планов полиграфического предприятия (при наличии
большого портфеля заказов) в ходе выполнения производственной программы может
отрицательно сказаться на качестве и привести к срыву сроков выпуска продукции. В условиях
менее напряженной месячной производственной программы вероятность невыполнения сроков
выпуска продукции по причине несвоевременности или полного отсутствия технического
обслуживания оборудования снижается, так как существуют резервы времени для проведения
внеплановых (аварийных) ремонтов, в то время как вероятность ухудшения качества продукции
из-за отсутствия системы по поддержанию оборудования в работоспособном состоянии остается.
Своевременное и качественное проведение работ по техническому обслуживанию и ремонту
средств производства увеличивает сроки службы оборудования, снижает потери от брака и
значительно повышает общую эффективность работы полиграфического предприятия.
Полиграфическое предприятие: Хозяйство энергетическоеЭнергетическое хозяйство предприятия
тоже относится к числу вспомогательных производств. Основная задача энергетического
хозяйства - обеспечение производства всеми видами энергии и рациональной организации их
использования. Решение этой задачи способствует росту энерговооруженности труда и развитию
прогрессивных энергоемких технологий.
Основная задача обслуживающих служб и хозяйств полиграфического предприятия состоит в
рациональном обслуживании основного и вспомогательного производства за счет обеспечения
своевременной и комплектной поставки, хранения и транспортировки материалов,
полуфабрикатов и готовой продукции. От результативности функционирования службы
материально-технического снабжения, транспортного и складского хозяйств зависит
эффективность протекания производственного процесса во времени, ритмичность работы
предприятия, своевременность сроков выпуска продукции и рациональное использование
материальных ресурсов полиграфического предприятия.
Повышение технической оснащенности полиграфических предприятий, автоматизация основного
производства требуют коренного пересмотра отношения к организации вспомогательного
производства и обслуживающих хозяйств.
Техническое обслуживание производства должно рассматриваться как часть единого
производственного процесса на предприятии. При этом комплекс работ по техническому
обслуживанию производства надо увязывать во времени и пространстве с основным
производственным процессом изготовления продукции.
Для эффективного функционирования полиграфического предприятия как единой
производственной системы необходимо приоритетность работ по организации вспомогательного
производства и обслуживанию приравнять по значимости к организации работ основного
производства. А это значит, что вспомогательные и обслуживающие операции должны
подвергаться тщательной технологической проработке, нормированию и установлению
определенного порядка их выполнения.
В ходе регламентации работ по техническому обслуживанию полиграфического производства
должна быть разработана технологическая, нормативная и организационно-методическая
документация, которая направлена на взаимную увязку работ по техническому обслуживанию
производства с организацией основного производства.
Значительная роль в совершенствовании всей системы технического обслуживания
полиграфического производства принадлежит дальнейшей централизации и специализации
однородных функций обслуживания. Так, в последние годы в связи с ростом технического уровня
полиграфических предприятий и применением высокоавтоматизированного оборудования
наблюдается тенденция к все большей централизации ремонтных работ в рамках отрасли, а это
влечет за собой изменения в формах организации ремонтных работ и технического обслуживания
оборудования на полиграфических предприятиях.
Централизация функции внешней транспортировки грузов происходит на базе крупных
автохозяйств. Все большее количество полиграфических предприятий, содержащих собственное
транспортное хозяйство для обеспечения поставок материалов и полуфабрикатов на предприятие,
а также для вывоза готовой продукции заказчикам, приходят к выводу о нерентабельности таких
хозяйств.
Централизация энергоснабжения осуществляется на основе создания районных и кольцевых
энергосистем.
В целом система технического обслуживания производства должна быть направлена на
повышение эффективности производства за счет обеспечения минимальных сроков выпуска
продукции при минимальных затратах всех видов производственных ресурсов полиграфического
предприятия.
10.2.
Логистический подход к организации обслуживания производства на полиграфическом
предприятии
Логистика - это наука управления материальными потоками от первичного источника до
конечного потребителя с минимальными издержками, связанными с товародвижением и
относящимся к нему потоком информации . Цель логистики как науки состоит в повышении
организованности производственных систем, проектированием, развитием и созданием которых
занимается наука организации производства. В этом проявляется взаимосвязь этих двух наук.
Законы и закономерности организации производства являются базой для решения логистических
проблем.
Логистический подход к управлению материальными потоками предполагает интеграцию
снабженческой, производственной и сбытовой политики предприятия. В логистической системе
функции снабжения материалами, сырьем, полуфабрикатами, хранение их и потребление в
процессе производства продукции, а также сбыт готовой продукции взаимоувязаны между собой.
В настоящее время выделяют следующие функциональные области логистики:
логистику, связанную с обеспечением производства материальными ресурсами (закупочная
или снабженческая логистика);
производственную логистику;
сбытовую логистику.
Неотъемлемой частью всех этих областей логистики является обязательное наличие
логистического информационного потока, который включает в себя сбор данных о материальном
потоке, их обработку и анализ с последующей выдачей готовой информации для принятия
соответствующих решений.
При управлении материальными потоками в логистической цепи выделяют следующие звенья:
поставка материалов и полуфабрикатов на предприятие; хранение продукции и сырья; движение
материальных потоков в процессе изготовления продукции; сбыт готовой продукции; потребление
готовой продукции. На рис. 10.1 представлена логистическая цепь, которая наглядно
демонстрирует взаимную связь отдельных функциональных областей логистической системы.
Каждое звено логистической системы имеет свою материальную основу. К материальным
элементам логистики относятся транспортные средства, складское хозяйство, средства связи и
управления. Работники, занятые выполнением операций логистической цепи, также являются
элементами логистики.
Различают макро- и микрологистику. Макрологистика решает задачи, связанные с анализом
рынка поставщиков и потребителей, выработкой общей концепции сбыта продукции, размещения
складов, выбора транспортных средств и организацией транспортного процесса, рациональных
направлений материальных потоков, осуществляемых во внешней среде предприятия.
Микрологистика решает локальные вопросы в рамках отдельных звеньев и элементов логистики.
Примером может служить решение задач оптимального планирования величины
производственных запасов и наилучшей организации таких логистических операций, как
транспортно-складские и погрузочно-разгрузочные. Микрологистика обеспечивает операции по
планированию, подготовке, реализации и контролю за процессами движения предметов труда
внутри предприятия.
Различают два вида функций логистики: оперативные и координационные.
Оперативные функции логистики заключаются в непосредственном управлении движением
материальных потоков в сфере снабжения, производства, распределения и сбыта продукции и
фактически совпадают с функциями материально-технического обеспечения производства.
К оперативной функции логистики в сфере снабжения относится управление движением
материалов и полуфабрикатов от поставщика-производителя или поставщика-посредника этих
материальных ресурсов к складам полиграфического предприятия.
В сфере производства оперативная функция логистики заключается в управлении
производственными запасами, контроле за движением предметов труда по стадиям
производственного процесса и перемещением готовой продукции на склады предприятия.
Полиграфические предприятия в своем большинстве, производя продукцию, не являются ее
собственниками. В этой связи функция распределения продукции на полиграфических
предприятиях отсутствует. Исключение составляют издательско-полиграфические предприятия,
для которых проблема сбыта продукции является достаточно актуальной и ее решение напрямую
связано с осуществлением стратегической цели предприятия и главной задачей логистики разработкой тщательно взвешенного и обоснованного предложения, которое способствовало бы
достижению наибольшей эффективности работы предприятия, получению преимуществ перед
конкурентами на рынке полиграфической продукции. Оперативная функция логистики в сфере
распределения продукции охватывает оперативную организацию потоков конечной продукции от
издательско-полиграфического предприятия к потребителям.
Координационные функции логистики заключаются в выявлении и анализе потребностей в
материальных ресурсах полиграфического предприятия; анализе рынка полиграфических услуг.
Таким образом, система материально-технического обеспечения, выполняя функции
логистической системы, а транспортное и складское хозяйства, являющиеся материальной базой
этой системы, могут рассматриваться как элементы единой логистической цепи управления
материальным потоком на полиграфическом предприятии.
Контрольные вопросы к разделу 10
11.
Организация материально-технического обеспечения производства на полиграфическом
предприятии
11.1.
Состав материальных ресурсов полиграфических предприятий. Цель и задачи материальнотехнического обеспечения производства
При создании готового продукта необходимы различного рода материальные ресурсы.
Полиграфические предприятия, выпуская разнообразную по видам, оформлению, тиражам
продукцию, потребляют при их производстве широкую номенклатуру материалов, которая
насчитывает несколько сотен наименований.
В структуре издержек производства полиграфических предприятий материальные затраты
превышают расходы на заработную плату, а по некоторым видам продукции их доля составляет
более 50% всех затрат на производство. В связи с этим вопросы рационального и экономного
использования материальных ресурсов (МР) должны постоянно находиться в поле зрения
руководителей полиграфических предприятий. Экономия материалов создает условия для
расширения производства, увеличения выпуска продукции, снижения себестоимости единицы
продукции, повышения прибыльности производства. Экономии материально-технических
ресурсов способствует снижение затрат и потерь при транспортировке и хранении материалов,
снижение норм их расходования, предупреждение брака при изготовлении полиграфической
продукции, вторичное использование материалов. Применение отходов производства для выпуска
дополнительной продукции является одним из резервов увеличения объема товарной продукции и
в целом положительно влияет на технико-экономические показатели деятельности
полиграфических предприятий.
В состав материальных ресурсов полиграфических предприятий входят следующие группы:
Основные материалы, которые непосредственно входят в состав изготавливаемой
продукции, - бумага; краски, используемые для изготовления тиража; картон; нитки; клей;
проволока; переплетные материалы и т.п.
Вспомогательные материалы технологического назначения. Эти материалы, не являясь
составной частью полиграфической продукции, участвуют в основном процессе ее
изготовления. Сюда относятся, например, фотопленка и формные пластины (в соответствии
с отраслевой «Инструкцией по планированию, учету и калькулированию себестоимости
продукции полиграфических предприятий» материалы этой группы отнесены к числу
основных).
Вспомогательные материалы для эксплуатационно-технических и хозяйственных целей,
такие, как обтирочные, смазочные материалы и т.п.
Материалы многоразового использования, которые не полностью расходуются за один
производственный цикл. Примером такого рода материалов может служить монтажная
основа.
Малоценные и быстроизнашивающиеся предметы.
Запасные части для ремонта оборудования.
Тарные материалы для изготовления упаковки и обменная тара.
Топливо и энергия для технологических целей и отопления производственных помещений.
Строительно-ремонтные материалы для капитального ремонта и реконструкции зданий и
сооружений.
Оборудование, мебель и другой инвентарь.
Большая роль в улучшении использования материальных ресурсов полиграфических предприятий
принадлежит системе материально-технического обеспечения (МТО) производства.
Основной целью рациональной организации материально-технического обеспечения производства
является своевременное удовлетворение потребностей производства в материалах с максимально
возможной экономической эффективностью. Она совпадает с целью снабженческой логистики.
Для достижения этой цели необходимо решить целый ряд задач:
выявить номенклатуру потребляемых в производстве материальных ресурсов;
обеспечить точное соответствие между количеством поставок и потребностями в них;
выдерживать обоснованные сроки закупки материалов и полуфабрикатов;
соблюдать требования производства по качеству материалов;
обеспечивать своевременную доставку материалов в производственные подразделения и на
рабочие места (решение этой задачи обеспечивается за счет координации и интеграции
работ по материально-техническому обеспечению производства, рациональной
организации складского и транспортного хозяйств полиграфического предприятия).
Для эффективного функционирования системы материально-технического обеспечения
производства как элемента логистической цепи управления материальными потоками необходимо
выполнение таких функций, как планирование, организация, учет, контроль и анализ. В табл. 11.1
приведены функции и содержание работ, выполняемых для их реализации в ходе материальнотехнического обеспечения производства на полиграфических предприятиях.
Таблица 11.1
Функции и содержание работ
по материально-техническому
обеспечению производства
на полиграфическом предприятии
№ п/п
Функция
Содержание работ
Определение потребности всех видов материальных ресурство для
производства продукции;
Планирование периодичности возобновления производственных
запасов;
Расчет оптимальной величины производственных запасов;
1
Планирование
Нормирование расхода материалов;
Установление оптимальных хозяйственных связей с
поставщиками материалов;
Разработка графиков поставки МР в производственные
подразделения
Заключение хозяйственных договоров с поставщиками и
организация доставки МР на склады полиграфического
предприятия;
2
Организация
Организация складирования и хранения материалов на
предприятии;
Организация доставки МР в производственные подразделения
Своевременное заполнение лимитных карт, групповых и разовых
требований на отпуск материалов со склада;
Kонтроль соблюдения сроков поставок материалов на
предприятие;
3
Учет, контроль и
анализ
Kонтроль качества материальных ресурсов на момент доставки
его на полиграфическое предприятие;
Анализ оптимальности выбора хозяйственных связей с
поставщиками;
Kонтроль и анализ уровня производственных запасов, выявление
сверхнормативных запасов;
Анализ выполнения лимитов и норм расходования материалов
Проведение работ по материально-техническому обеспечению производства на полиграфических
предприятиях условно можно разбить на три этапа: 1 - организация поставок материалов на
склады предприятия, 2 - управление производственными запасами, 3 - организация материальнотехнического обеспечения цехов, участков и рабочих мест.
11.2.
Организация поставок материальных ресурсов на полиграфическое предприятие
Первый этап работ по материально-техническому обеспечению производства осуществляется во
внешней среде предприятия. Для выполнения своевременной поставки материальных ресурсов
нужного количества и качества на склады полиграфических предприятий необходимо провести
следующий комплекс работ:
выявить всю номенклатуру потребляемых в производстве материальных ресурсов;
определить количество материалов, которое понадобится для производства продукции, и
время, когда они понадобятся;
провести маркетинговые исследования рынка поставщиков ресурсов. Заключить
хозяйственные договора с поставщиками;
организовать экономичную доставку материальных ресурсов на склады полиграфических
предприятий;
осуществлять контроль за выполнением сроков поставки.
В рыночных условиях хозяйствования полиграфические предприятия имеют право выбора
поставщика материальных ресурсов. Исходным пунктом исследования рынка материальных
ресурсов должна быть точно сформулированная постановка проблемы. Предпосылкой к
проведению исследований могут быть внедрение новых видов техники и технологии, переход на
выпуск новых видов продукции, неудовлетворенность поставками материалов в настоящий
момент и т.п.
В ходе проведения исследований рынка закупок сырья и материалов определяется и тип рынков,
которые должны быть исследованы. При этом различают:
рынки, обеспечивающие в настоящее время потребности предприятия в материальных
ресурсах;
опосредованные рынки, т.е. рынки, используемые посредниками;
рынки заменителей используемых в настоящее время материалов;
новые рынки.
Изучение рынка с целью закупок материальных ресурсов на полиграфических предприятиях
обычно проводится на исследовательском этапе подготовки производства инноваций
производственно-технического характера либо при изменении номенклатуры и перехода на
выпуск новых видов продукции.
При изучении рынка вопрос цен является главным, но существенную роль играет анализ и других
факторов. Критериями оптимальности выбора поставщика материальных ресурсов при этом могут
служить: соотношение цена-качество материального ресурса, надежность и стабильность
поставок, культура обслуживания, сроки поставок, стабильность и устойчивость работы фирмыпоставщика, широта сервисных услуг, наличие различного рода скидок при установлении
долгосрочных договоров и увеличении объема поставок материальных ресурсов, удаленность от
потребителя и т.п. Согласно традиционной практике снабжения, из всех возможных выбирается
поставщик, материалы которого удовлетворяют по качеству, цене и срокам поставок.
Для сбора информации о поставщике материальных ресурсов необходимо пользоваться
разнообразными источниками информации, такими, как банки и финансовые институты,
конкуренты потенциального поставщика, торговые ассоциации, информационные агентства и т.п.
При этом желательно пользоваться двумя правилами: 1 - нельзя ограничиваться одним
источником информации вне зависимости от глубины и полноты представленных данных, 2 - как
минимум один из источников должен быть независимым, т.е., не заинтересованным в возможных
последствиях использования предоставляемой информации.
Изучив рынок и остановившись на каких-либо конкретных поставщиках, необходимо определить
потребности предприятия в конкретных поставках материалов. На полиграфическом предприятии
этот вид работ проводится в ходе управления производственными запасами.
Далее решается вопрос о методе поставки закупаемых материалов. Основными методами закупок
материальных ресурсов являются:
оптовые закупки;
регулярные закупки мелкими партиями;
закупки по мере необходимости и различные варианты перечисленных методов.
Метод оптовой закупки материалов предполагает поставку материальных ресурсов большой
партией за один раз. Преимущества этого метода состоят в простоте оформления документов,
гарантии поставки всей партии, увеличении торговых скидок, а значит, и в снижении
снабженческих издержек. Недостаток метода оптовых закупок заключается в потребности
больших складских помещений для хранения партии материалов и в замедлении оборачиваемости
оборотных средств предприятия.
Метод регулярных закупок мелкими партиями состоит в доставке материальных ресурсов на
предприятие небольшими партиями в течение определенного периода времени. При этом договор
с поставщиком заключается на весь период. При использовании этого метода ускоряется
оборачиваемость капитала, достигается экономия складских помещений, сокращаются затраты на
документирование поставки. К числу недостатков этого метода можно отнести возможность
появления избыточного количества материала и необходимость его оплаты, так как договор на
поставку заключается на длительный срок, в течение которого могут произойти
незапланированные номенклатурные сдвиги выпускаемой продукции.
Метод получения материалов по необходимости основан на заключении долгосрочных
договоров на поставку материалов, количество которых строго не оговаривается. При таком
методе поставщики перед выполнением каждого заказа связываются с покупателем и оговаривают
точное количество материала данной поставки, которое предприятие и оплачивает. По истечении
срока договора заказчик не обязан принимать и оплачивать материалы, которые ему предлагает
поставщик. Преимущества метода состоят в ускорении оборачиваемости оборотных средств
предприятия и в минимуме работ по оформлению документов.
Метод закупки материалов с условием немедленной его поставки на предприятие используется
тогда, когда возникает необходимость в изготовлении продукции с использованием
нетрадиционных материалов. Материальные ресурсы, потребность в которых возникает
непредвиденно и не требующие большого времени на их подготовку к производству, как правило,
закупаются в сроки, близкие к потреблению. При использовании этого метода увеличиваются
снабженческие издержки, связанные с необходимостью детального оофрмления документации на
достаточно ограниченный объем поставки материала и расходов на транспортировку.
При организации работ по материально-техническому обеспечению производства на первом этапе
полиграфические предприятия используют две формы снабжения - прямую (транзитную) и
складскую.
При прямой форме снабжения полиграфическое предприятие, используя метод оптовых поставок,
получает материальные ресурсы непосредственно со склада предприятия-изготовителя. При этом
устанавливаются прямые хозяйственные связи между предприятием-изготовителем и
предприятием-потребителем материального ресурса. Преимущества этой формы снабжения
очевидны. Однако существует нижняя граница ее применимости, которая определяется
минимальной величиной размера поставки, равной транзитной норме, обеспечивающей загрузку
хотя бы одного контейнера или железнодорожного вагона. В полиграфии транзитная форма
снабжения применяется в основном для обеспечения процесса производства газетных и крупных
книжно-журнальных предприятий бумагой, для которых характерны большие среднесуточные
объемы потребления данного вида ресурса. В этом случае транзитная форма снабжения наиболее
экономична за счет сокращения транспортно-заготовительных расходов.
Использование прямой формы снабжения для полиграфических предприятий с потребностью
материала, меньше транзитной нормы, экономически не целесообразно, так как ведет к
ухудшению оборачиваемости оборотных средств предприятия.
При складской форме снабжения материальные ресурсы от предприятия-изготовителя поступают
сначала на склады фирм-посредников, у которых полиграфические предприятия закупают нужное
им количество материала. Складская форма снабжения широко используется полиграфическими
предприятиями. Эта форма снабжения в границах своей применимости позволяет наиболее
рационально расходовать оборотные средства предприятия, не создавать излишки материалов на
складах и в производственных подразделениях предприятия, тем самым способствуя улучшению
использования материальных ресурсов и повышению прибыльности предприятия.
При складской форме снабжения имеют место опосредованные хозяйственные связи между
предприятиями-изготовителями материальных ресурсов и предприятиями-потребителями,
которые предполагают наличие хотя бы одного посредника. Фирмы-посредники производят
оптовые закупки на предприятиях-изготовителях материальных ресурсов, например на бумажных
комбинатах, лакокрасочных заводах, используя транзитную форму поставок ресурсов на
собственные склады. Появление посредника в цепочке производитель-потребитель, естественно,
ведет к дополнительным затратам на покрытие расходов деятельности посреднических
организаций. Однако потребность в косвенных, опосредованных связях объясняется
невозможностью установления прямых связей между производителем и потребителем
материальных ресурсов при малых объемах их использования в процессе производства.
Эффективность применения складской формы снабжения в значительной мере зависит от
оптимальности выбора поставщика (посредника) и от частоты производимых закупок.
Поставка материальных ресурсов на склады полиграфических предприятий осуществляется на
основе хозяйственных договоров. В договоре указывается наименование, ассортимент, сортность с
указанием стандартов и технических условий, требования к упаковке и таре, срок действия
договора и сроки поставок материальных ресурсов, цена за учетную единицу и стоимость
материала по конкретной позиции, общая стоимость по всем позициям, условия оплаты и
ответственность сторон за соблюдение условий договора, а также оговариваются права и
обязанности сторон. Хозяйственный договор на поставку материальных ресурсов может быть
разовым, краткосрочным и долгосрочным. От того, насколько оптимально выбран поставщик и
грамотно составлен договор на поставку материальных ресурсов, зависит эффективность
проведения первого этапа работ по материально-техническому обеспечению полиграфического
производства.
Доставка материальных ресурсов на полиграфическое предприятие может осуществляться
самовывозом или централизованно с использованием транспортных средств предприятияпоставщика (производителя или посредника). При самовывозе полиграфическое предприятие,
используя либо собственные транспортные средства, либо пользуясь услугами транспортной
организации, не связанной договорными отношениями с предприятием-поставщиком,
самостоятельно осуществляет доставку материальных ресурсов на собственные склады.
Централизованная доставка предполагает доставку ресурсов транспортными средствами
предприятия-поставщика, что позволяет более рационально составить маршруты грузоперевозок и
таким образом снизить транспортные расходы, расширяя при этом сферу сервисных услуг
поставщика. Централизованная доставка позволяет повысить степень использования транспорта.
При наличии долгосрочных договоров с предприятиями-поставщиками материальных ресурсов
создаются предпосылки для оптимизации уровня производственных запасов на полиграфических
предприятиях.
11.3.
Организация управления производственными запасами
Второй этап материально-технического обеспечения производства осуществляется во внутренней
среде полиграфического предприятия и направлен на оптимизацию уровня производственных
запасов.
На этом этапе МТО выполняются следующие виды работ:
определение необходимой и достаточной потребности в каждом виде материальных
ресурсов на планируемый период времени;
установление технически обоснованных норм расходования материалов;
оптимизация производственных запасов, контроль за их рациональным использованием;
подготовка материальных ресурсов к производственному процессу;
обеспечение количественной и качественной сохранности производственных запасов;
разработка мероприятий по снижению норм расходования материалов.
Под производственными запасами понимается совокупность материальных ресурсов,
поступивших на склад предприятия, но не вовлеченных в производственный процесс.
Запасы относятся к числу объектов, требующих больших капиталовложений, и поэтому
представляют собой один из факторов, определяющих эффективность организации производства
на предприятии. Создание производственных запасов на предприятиях направлено на обеспечение
гибкого функционирования производства за счет некоторой избыточности ограниченных ресурсов
системы материально-технического обеспечения и является своего рода «страховкой»
экономической безопасности производства.
Количество материальных ресурсов, находящихся в стадии производственных запасов, должно
быть необходимым по номенклатуре и достаточным по количеству и качеству для обеспечения
непрерывности процесса производства на полиграфическом предприятии. Нехватка
производственных запасов может привести к перебоям в работе, простоям оборудования. Вместе с
тем необоснованно завышенная величина производственных запасов приводит к неэффективному
использованию оборотных средств предприятия. В связи с этим встает задача оптимизации
величины производственных запасов, которая в традиционной постановке решается на
полиграфических предприятиях посредством их нормирования.
Нормирование производственных запасов - это процесс установления по каждому виду
материального ресурса обоснованного их минимального количества, необходимого для
обеспечения ритмичной работы полиграфического предприятия.
Нормативы производственных запасов устанавливаются в календарных днях, в натуральном и
стоимостном выражении.
Норматив производственных запасов в календарных днях состоит из двух нормативов:
1. Норматив текущего или оборотного запаса (Етек ) в календарных днях соответствует
периоду времени между двумя поставками на склад и включает в себя:
o время на транспортировку материального ресурса от поставщика до
полиграфического предприятия;
o время приемки, разгрузки и складирования МР;
o время хранения материала на складе;
o время подготовки материала к производственному процессу. Это время учитывается
лишь для тех видов материальных ресурсов, для которых такая подготовка
предусмотрена стандартами и техническими условиями. Например, время
акклиматизации бумаги или время разрезки на листы ролевой бумаги и т.п.
2. Норматив страхового или резервного запаса (Нрез ) устанавливается опытным путем и
учитывает неравномерность поставок материалов.
Общий норматив производственного запаса по каждому виду материального ресурса в днях
определяется по формуле
Норматив производственных запасов в натуральном выражении (Ннат ) по каждому виду
материальных ресурсов призван обеспечивать бесперебойность производственного процесса на
полиграфическом предприятии и определяется произведением среднесуточного расхода материала
(Qсут ) на общий норматив производственного запаса этого вида ресурса в днях (Ндн ):
В процессе производства происходит потребление материальных ресурсов, и величина
производственных запасов с течением времени изменяется. Максимального значения, равного
нормативу (Ннат ), она достигает в момент очередной поставки материала на склад
полиграфического предприятия, а минимального - накануне следующей поставки.
Норматив оборотных средств полиграфического предприятия определяется по средней величине
производственных запасов в стоимостном выражении и вычисляется по формуле
где Цi - цена единицы измерения i-го вида материального ресурса; Qсутi - среднесуточная
потребность i-го вида материального ресурса; Нднi , Нтекi , Нрезi - соответственно общий, текущий и
резервный нормативы производственных запасов i-го вида материального ресурса в календарных
днях.
Среднесуточная потребность в i-м виде материального ресурса определяется исходя из
среднесуточной производственной программы в соответствующих учетных единицах и нормы
расходования i-го вида материального ресурса на эту учетную единицу.
Нормы расходования материалов вместе с нормативами производственных запасов в календарных
днях составляют нормативную базу управления производственными запасами полиграфических
предприятий.
Норма расходования материального ресурса - это максимально допустимое количество материала,
которое необходимо и достаточно для изготовления учетной единицы продукции заданного
качества при определенных организационно-технических условиях производства.
Нормирование должно быть направлено на эффективное использование материалов. Нормы
должны быть прогрессивными и технически обоснованными. Это означает, что они должны
отражать передовой опыт работников полиграфических предприятий, обеспечивающих экономное
расходование материалов, и устанавливаться расчетно-аналитическим методом. Завышение норм
расходования материалов приводит к образованию сверхнормативных производственных запасов
и, как следствие этого, к ухудшению использования оборотных средств предприятия. С другой
стороны, необоснованное занижение норм расходования материальных ресурсов может привести
к ухудшению качества выпускаемой продукции, к потере ее конкурентоспособности.
Нормы расходования материальных ресурсов можно классифицировать по следующим признакам:
по назначению - основных и вспомогательных материалов технологического назначения;
вспомогательного и обслуживающего производства; капитального строительства; топлива
и энергии;
по степени применимости - общепромышленные, общеотраслевые; местные;
по степени детализации или агрегатирования - специфицированные и групповые;
по периоду действия - долгосрочные и временные.
В отрасли разработаны нормы расхода материалов на полиграфических предприятиях. Эти нормы
охватывают материальные ресурсы, используемые в основном, вспомогательном производстве и
сфере обслуживания, и носят характер общеотраслевых, специфицированных, долгосрочных.
Нормы расходования полиграфических материалов установлены в расчете на различные учетные
единицы продукции, одну машиносмену, единицу площади, единицу оборудования.
В отраслевых нормах учитывается «полезная» составляющая расхода материала, которая
установлена чаще всего расчетно-аналитическим или опытным методом, и «паразитная»
составляющая, вычисленная с помощью отчетно-статистического метода, основанного на анализе
статистических данных. Состав нормы расхода материала может быть представлен формулой
где qм - норма расхода материала на учетную единицу; qосн - норматив полезного, минимально
необходимого расхода материала на учетную единицу; qотх - норматив отходов, который может
включать в себя норматив отходов на технические нужды производства и нормативы различного
рода потерь.
При стабильных организационно-технических условиях производства нормы расходования
материалов длительное время могут не пересматриваться. При совершенствовании техники и
технологии полиграфического производства наблюдается тенденция к снижению нормы за счет
уменьшения величины ее «паразитных» составляющих. Поэтому чем больше составляющих
нормативов, учитывающих различного рода отходы в составе нормы, тем легче ее пересматривать
или корректировать ее значение.
Применение новых технологий и новых видов техники, а также освоение новых видов
выпускаемой продукции и применение новых материалов в полиграфическом производстве
приводит к необходимости разработки новых норм расходования материальных ресурсов.
Полиграфические предприятия могут самостоятельно проводить работы по нормированию МР и
устанавливать местные нормы расхода материалов.
Эффективное управление производственными запасами на полиграфических предприятиях в
рыночных условиях наряду с традиционным нормативным методом предполагает использование и
современных систем.
Существуют две основные системы управления запасами. В первой из них оптимизируется
величина поставки, а во второй - величина интервала поставки. Остальные системы управления
производственными запасами построены на использовании этих двух базовых систем.
В системе с фиксированным размером поставки материальные ресурсы пополняются за счет
строго определенного размера конкретного вида ресурса. Размер поставки в этой системе
определяется чаще всего каким-либо организационным соображением. Например, удобством
транспортировки или возможностью оптимальной загрузки складских помещений. В системе с
фиксированным размером поставки объем закупки должен быть не только рациональным, но и
оптимальным. В качестве критерия оптимальности здесь чаще всего используют минимум
совокупных затрат на хранение запаса материалов и транспортных расходов. Этот критерий
учитывает три фактора: использование складских помещений, затраты на хранение и
транспортные издержки. Эти три фактора тесно взаимоувязаны между собой. Желая сэкономить
на хранении запасов и уменьшая их величину, приходится увеличивать частоту поставок, а это
вызывает рост затрат на поставку из-за транспортных издержек. Увеличение периода поставок
ведет к экономии затрат на транспортировку, но при этом приводит к потерям, связанным с
содержанием излишних складских помещений. Кроме того, при максимальной загрузке складских
помещений вероятен риск появления неликвидных запасов.
В системе с фиксированным размером поставок оптимальный размер поставки рассчитывается по
формуле Вильсона:
где ОРЗ - оптимальный размер поставки; А - затраты на учетную единицу запаса; N - потребность
в заказываемом виде ресурса; Зе - затраты на хранение учетной единицы материального ресурса.
Система с гарантированным размером поставки предполагает расчет гарантийного (страхового),
порогового и максимально желательного уровня запаса.
Гарантийный запас направлен на обеспечение потребности в этом виде ресурса на время
(максимальное из возможных) предполагаемой задержки поставки. Восполнение страхового
запаса производится в ходе последующих поставок через использование порогового уровня
запасов.
Пороговый запас определяет уровень, при достижении которого производится очередная поставка.
Величина максимального желательного запаса в этой системе соответствует оптимальной загрузке
складских помещений при обеспечении минимума совокупных затрат.
Система с фиксированным размером поставок используется полиграфическими предприятиями
при снабжении их такими видами материальных ресурсов, как, например, краска и формные
пластины, а газетными полиграфическими предприятиями - при снабжении их и бумагой.
Система с фиксированным интервалом времени между поставками базируется на определении
оптимального интервала поставок (t). Расчет интервала времени между двумя очередными
поставками можно вычислить по формуле
,
где К - количество рабочих дней в году; Nгод - потребность в заказываемом виде материального
ресурса на год, уч.ед.; ОРЗ - оптимальный размер запаса, уч.ед.
Так как в рассматриваемой системе момент поставки заранее определен и не меняется ни при
каких обстоятельствах, размер поставки постоянно пересчитывается. Его вычисление
основывается на прогнозируемом уровне потребления до поступления материального ресурса на
склад предприятия.
Расчет размера поставки в системе с фиксированным интервалом времени между очередными
поставками рассчитывается по формуле
РЗ = МЖЗ - ТЗ + ОП,
где РЗ - размер поставки, уч.ед.; МЖЗ - максимальный желательный запас, уч.ед.; ТЗ - текущий
запас, уч.ед.; ОП - ожидаемое потребление за время поставки, уч.ед.
В практике работы полиграфических предприятий система с фиксированным интервалом поставки
может использоваться для материальных ресурсов с ограниченным сроком годности, например,
для поставки на полиграфическое предприятие клея.
Вышеприведенные подходы к управлению производственными запасами базируются на создании
определенных запасов материалов, которые обеспечивают непрерывный ход производства и
призваны сглаживать, нивелировать ошибки в организации и управлении производством.
В последние годы в западных странах нашла применение кардинально новая система управления
запасами «Точно в срок». Главное ее отличие от вышеописанных систем состоит в том, что
поставка материальных ресурсов производится непосредственно на первичные стадии
производства, а не на склад. Идея системы «Точно в срок» базируется на трех предпосылках. Вопервых, предполагается готовность производственных мощностей перерабатывать материалы и
полуфабрикаты со стороны почти «с колес». Вследствие этого объем производственных запасов,
квалифицируемый как замороженные мощности, минимизируется. Во-вторых, в условиях
минимума производственных запасов необходимо обеспечение рациональной организации и
управления производством. В-третьих, для оценки эффективности организации
производственного процесса помимо уровня затрат, следует учитывать и длительность
производственного цикла изделий.
Рыночные условия хозяйствования предъявляют к полиграфическим предприятиям требования
большой гибкости производства, которая достигается, в частности, благодаря применению
современных систем управления запасами. Некоторые элементы системы «Точно в срок»
используются при поставке бумаги на полиграфические предприятия. В более полном объеме
применить эту систему возможно на предприятиях, специализирующихся на выпуске
периодических изданий.
11.4.
Организация материально-технического обеспечения цехов и участков полиграфического
предприятия
Третий этап в организации работ по материально-техническому обеспечению производства
осуществляется во внутренней среде предприятия и состоят в своевременном обеспечении
производственного процесса материальными ресурсами. На этом этапе МТО решаются
следующие задачи:
установление лимитов отпуска материальных ресурсов отдельным цехам и
производственным участкам;
разработка графика поставки материалов к местам их непосредственного потребления;
учет, контроль и анализ использования материальных ресурсов.
На полиграфических предприятиях применяется лимитная система отпуска некоторых видов
материалов со склада, другие виды материальных ресурсов отпускаются по разовым требованиям.
При лимитной системе устанавливаются предельные значения (лимит) материальных ресурсов
каждому цеху. Потребление отдельных видов материальных ресурсов в течение месяца может
быть крайне неравномерным, что в значительной степени зависит от материалоемкости
выпускаемой продукции. А поэтому и доставка материалов со склада к рабочим местам в течение
месяца может производиться различными партиями и через разные промежутки времени. По
лимитной системе может осуществляться отпуск краски, формных пластин и т.п.
В соответствии с особенностями производственных заданий цехов на текущий месяц
осуществляется разработка графиков поставки материальных ресурсов к местам их потребления.
Расчет лимита i-го вида материального ресурса (Лi ) осуществляется по следующей формуле:
где qмi - норма расходования i-го вида материального ресурса в расчете на учетную единицу; Nмес месячная производственная программа в соответствующих учетных единицах с учетом отходов на
технологические нужды производства; Nн.з.н.п, Nн.з.к.п - незавершенное производство на начало и
конец планового периода соответственно.
При равномерной загрузке предприятия, специализирующегося на выпуске периодики, месячные
лимиты по видам материальных ресурсов будут иметь постоянные значения. В этом случае расчет
лимитов МР цехам осуществляется один раз в год, а ежемесячно производится их небольшая
корректировка.
При выпуске непериодических изданий, когда месячная производственная программа
полиграфического предприятия формируется из заказов, неповторяющихся по тиражам, объемам
и оформлению, расчет лимитов отпуска материалов необходимо производить помесячно. По
каждому заказу, вошедшему в месячный оперативный план цеха, рассчитывают требуемое
количество материального ресурса с учетом норм расхода материалов. А лимит отпуска каждого
вида ресурса определяется как сумма позаказных расходов.
При снабжении цехов полиграфических предприятий материальными ресурсами используется
следующая документация: лимитные карты по видам МР, групповые и разовые требования,
лимитно-заборная карта, в которой указывается количество материала и сроки его получения
производственным подразделением предприятия.
Лимитная система отпуска материалов со склада призвана обеспечивать строгий учет и контроль
за расходованием материальных ресурсов на полиграфическом предприятии.
Организационная структура управления материально-техническим обеспечением производства на
полиграфическом предприятии представляет собой совокупность аппарата снабжения и аппарата
управления работой складов.
Состав и структура службы материально-технического снабжения (МТС) зависят от масштаба и
типа производства, широты номенклатуры и материалоемкости выпускаемой продукции,
специализации предприятия. На крупных полиграфических предприятиях, службы снабжения
могут быть построены по предметному признаку, который предполагает наличие бюро или
отдельных исполнителей, курирующих определенные виды или группы материальных ресурсов,
например группа бумаги, группа основных материалов, группа стройматериалов и т.п. На средних
и мелких предприятиях такого разделения нет.
Эффективность организации работ по материально-техническому обеспечению цехов и участков в
значительной мере зависит от уровня организации складского хозяйства на полиграфическом
предприятии.
Контрольные вопросы к разделу 11
12.
Организация складского хозяйства полиграфического предприятия
12.1.
Сущность, задачи и структура складского хозяйства
Склад - специализированное здание, сооружение, устройство, предназначенное для приемки,
обработки, хранения и выдачи материалов.
На полиграфических предприятиях производственные склады создаются как внутренние
подразделения предприятия, которые являются неотъемлемой частью производственного
процесса. В логистических цепочках склад может выступать как в качестве конечного звена, так и
в качестве промежуточного звена. Производственные склады выполняют определенные функции и
образуют складское хозяйство.
Возникновение складского хозяйства на полиграфическом предприятии связано с
необходимостью временного хранения и накапливания материально-технических ресурсов. Это
определяется характером полиграфического процесса, требующего компенсировать
несогласованность во времени интенсивности материальных потоков поступления и выдачи
материальных ресурсов. Образуемые при этом на складах запасы создают условия для
равномерной работы предприятия.
Современные склады - это сложные технические сооружения, оснащенные самым разнообразным
складским оборудованием, транспортно-складской тарой. От уровня технической оснащенности и
организации работ на складах зависят организованность, общий ритм и эффективность
производственного процесса. На некоторых складах транспортно-погрузочные и комплектовочные
операции составляют большую часть выполняемых работ (например, при хранении готовой
продукции).
К основным задачам системы складского хозяйства полиграфического предприятия относятся:
организация постоянного и бесперебойного снабжения внутренних потребителей всеми
видами материально-технических ресурсов;
обеспечение их количественной и качественной сохранности и готовности к
использованию;
максимальное сокращение материальных и трудовых затрат, связанных с осуществлением
складских операций.
Складское хозяйство в общем виде принято классифицировать по следующим признакам:
1. По назначению и подчиненности:
o материальные, которые принимают и хранят используемые в производстве
материалы и выдают их внутренним потребителям;
o производственные, которые включают общезаводские склады и кладовые,
обеспечивающие производственный процесс предметами и средствами труда;
o склады отходов.
2. По масштабу работы:
o общезаводские, обслуживающие все предприятие и занимающие, как правило,
отдельную площадь на территории предприятия;
o прицеховые, обслуживающие группу цехов и служащие для хранения материальных
ценностей;
o цеховые склады, являющиеся цеховыми подразделениями. Это могут быть цеховые
склады и кладовые для хранения материалов, полуфабрикатов, инструментов и т.д.
3. По роду и назначению хранимых материальных ресурсов:
o универсальные - для хранения разнообразных материальных ценностей;
o специальные - для хранения однородных материальных ценностей (например,
горючесмазочных материалов).
4. По техническому устройству и в зависимости от свойств материалов:
o
o
o
открытые склады (оборудованные площадки);
полузакрытые склады (площадки с навесами);
закрытые склады (отапливаемые и неотапливаемые).
Складское хозяйство полиграфического предприятия включает в состав различные виды
складских помещений, устройств перемещения грузов и т.д.
По классификации, принятой в полиграфии, складские помещения делятся на следующие группы:
1.
2.
3.
4.
5.
склад бумаги и картона,
склад (база) полуфабрикатов,
склад готовой продукции,
склад материалов,
склад горючесмазочных и легковоспламеняющихся жидкостей.
Склады бумаги и картона организуются в следующем составе:
a. базисный склад бумаги и картона предназначен для долговременного хранения бумаги и
картона. Он может быть расположен в производственном корпусе вблизи операционного
склада или даже в отдельном корпусе вне территории предприятия. Он должен быть
защищен от атмосферных осадков и почвенной влаги. Потребность в базисных складах
снижается. В основном эти склады есть у крупных предприятий, в них чаще всего хранятся
материалы заказчиков;
b. операционный склад предназначен для кратковременного хранения запасов бумаги и
картона. Он располагается в основном корпусе предприятия близко к печатным цехам. В
операционном складе может производиться подготовка бумаги и картона к производству:
подрезка листовой бумаги, разрезка картона на полосы и сторонки, сортировка бумаги,
акклиматизация бумаги и др.
Акклиматизация бумаги должна производиться в специальной камере с регулируемым
микроклиматом с обдувом воздуха. Допускается проводить акклиматизацию бумаги в
помещениях печатных цехов на движущемся цепном транспортере и с обдувом воздухом этого
помещения.
Склад (база) полуфабрикатов предназначен для хранения: офсетных пластин, отпечатанных
листов, сфальцованных тетрадей, переплетных крышек и др. При отсутствии такого склада
указанные полуфабрикаты хранятся непосредственно в цехах и загромождают производственную
площадь.
На складе готовой продукции упакованная продукция накапливается и хранится в специальной
таре для отправки заказчикам. На предприятиях, выпускающих газеты и журналы, готовая
продукция поступает в экспедицию, где комплектуется, упаковывается перед отправкой
потребителям.
Материальный склад является универсальным и предназначен для хранения материалов,
потребляемых в производстве: печатных красок, переплетных материалов, ниток, клеев, запасных
частей и т.д. Помещения склада должны быть приспособлены для хранения соответствующих
материалов.
Склад горючесмазочных и легковоспламеняющихся жидкостей проектируется по специальным
нормам и располагается обособленно за пределами производственных корпусов в специальных
помещениях.
Кроме этих складов на полиграфических предприятиях могут создаваться склады отходов,
кладовые и др.
Склад отходов предназначен для хранения отходов производства: макулатуры, негодных к
употреблению переплетных и тому подобных материалов, поступающих на склад в таре или по
специальным трубопроводам. Эти отходы прессуют, упаковывают и отгружают организациям,
специализирующимся на переработке отходов.
Цеховые кладовые предназначены для хранения небольших запасов основных и вспомогательных
материалов, запасных частей и др.
Состав складов полиграфического предприятия зависит от характера продукции, объема и
материалопотока. На небольших предприятиях количество складских помещений минимальное.
Техническое оснащение склада зависит от вида, формы и количества хранимых материалов, типа,
характера и расположения складских помещений, а также от существующей системы
внескладской транспортировки материально-технических ресурсов. Склады оснащаются
тельферами, погрузчиками (автопогрузчиками, электропогрузчиками, вилочными
электропогрузчиками), тележками (ручными, универсальными, специализированными), карами,
стеллажами, унифицированной тарой, измерительным оборудованием (весами и счетчиками и
др.).
Основные принципы при организации складов:
условия хранения на складе должны обеспечивать сохранение физико-химических свойств
материально-технических ресурсов;
места установки транспорта и средств механизации должны быть обязательно
фиксированы;
расположение складов на территории предприятия должно отвечать принципу
прямоточности материалопотока;
емкость склада должна обеспечивать размещение соответствующего запаса материальнотехнических ресурсов с учетом многоярусного хранения;
должны соблюдаться правила техники безопасности и пожарной безопасности (работники
склада должны иметь специальную подготовку).
Все вопросы организации складского хозяйства решаются в соответствии с установленными
строительными и Санитарными нормами и правилами (СНиП), правилами пожарной безопасности
и т.д. Например, СНиП 2.11.01.-85. Складские здания, СНиП 21.01-97. Пожарная безопасность
зданий и сооружений и др.
12.2.
Организация складских операций
На современных складах выполняются следующие виды работ: прием, размещение по местам
хранения и контроль сохранности материальных ресурсов, комплектовка и подготовка их к
производству, точный учет наличия на складе материальных ценностей и их движения, выдача
материальных ресурсов внутренним потребителям (цехам, участкам, отдельным исполнителям) и
их отпуск внешним потребителям. Кроме того, может осуществляться обработка отходов
производства.
Рациональная организация складских операций позволяет иметь необходимые сведения о наличии
материальных ценностей на складах и принимать своевременные меры по их пополнению и
бесперебойному обеспечению производства.
Все складские операции можно объединить в четыре основных блока: приемку, хранение, учет и
контроль за отпуском материальных ценностей.
Приемка материальных ценностей может быть количественная и качественная.
Количественная приемка поступающих материалов и полуфабрикатов со стороны состоит в
проверке их количества, массы, объема и соответствия сопроводительным документам
(накладным, счетам-фактурам, спецификациям). В случае расхождения данных в коммерческом
акте указываются все претензии по недостаче материалов и полуфабрикатов, которые
предъявляются поставщику или транспортной организации.
Качественная приемка материальных ценностей предусматривает проверку соответствия их
стандартам, техническим условиям, спецификациям и другим требованиям, указанным в договоре
на поставку материалов, и др.
На принятые материалы, полуфабрикаты и другие материальные ресурсы составляются
приемочные акты или ордера. На забракованные (непринятые) материальные ценности
составляются оперативно-технические акты, служащие в дальнейшем основанием для
предъявления рекламаций поставщикам. Непринятые материалы поступают на ответственное
хранение в особо отведенном месте на складе до получения указаний от поставщика об их
дальнейшем использовании. Материалы и другие материальные ценности, поступившие без
накладных или актов ОТК о приемке, хранятся до их оформления.
В приемке материальных ценностей участвуют работники складов и другие специалисты
предприятия. Так, при приемке запасных частей, оборудования принимают участие работники
отдела главного механика.
Хранение материальных ценностей на складах должно обеспечивать сохранность их количества и
качества, удобство выполнения приемных и отпускных операций. Размещение материалов, высота
складирования должны быть удобными для максимальной механизации и автоматизации
погрузочно-разгрузочных и транспортных работ. При хранении должно достигаться наиболее
полное использование площади складского помещения, например при вертикальном размещении
материалов. Для быстрой приемки, отпуска и удобства хранения материалы размещают на складе
по специализированным секциям, внутри которых их располагают по группам, видам, сортам и
размерам. Должна быть обеспечена техника безопасности и противопожарная безопасность.
Огнеопасные материалы (бензин, керосин) и кислоты требуют специальных приспособлений для
хранения и подготовки к отпуску в производственные цехи. Полиграфические материалы
целесообразно хранить на складах, имеющих одинаковую температуру с производственными
помещениями.
Учет материальных ценностей на складах должен отражать их движение (приход и расход), а
также их наличие. Материалы со склада отпускаются в цехи по индивидуальным требованиям, а
также в соответствии с лимитами. Индивидуальные требования выписываются на отдельные
материалы, используемые в производстве периодически. Готовая продукция отпускается
заказчику по накладным.
Учет материалов ведется на карточках, которые открываются для материала каждого вида. В
карточках имеется информация о величине минимального, максимального и страхового запасов
(установленных), наличие, поступление и расход. Учет материалов на складах ведется в
натуральных, а в бухгалтерии - в натуральных и стоимостных показателях.
Контроль работы складов осуществляют начальник отдела снабжения предприятия и бухгалтерия.
Бухгалтерия предприятия контролирует работу складов по приходно-расходным карточкам. При
этом учитываются установленные нормы потерь, осуществляется систематическая инвентаризация
складов, которая состоит в описи имеющихся остатков материалов и других материальных
ценностей. Инвентаризация складских запасов способствует выявлению излишних потерь, причин
перерасхода материалов, недопущению сверхнормативных запасов. Результаты инвентаризации
оформляются актами, которые содержат предложения по улучшению использования материалов,
учета и хранения материальных ценностей.
Надлежащая организация выполнения складских операций - необходимое условие экономного
использования материалов, обеспечения их сохранности и качества, низких затрат на хранение.
12.3.
Расчеты складского хозяйства, показатели эффективности и направления совершенствования
организации складского хозяйства
Общая площадь складских помещений (Sскл ), требующихся предприятию, должна включать:
полезную площадь (Sпол.скл ), занятую под хранение материально-технических ресурсов,
оперативную площадь (Sоп.скл ), занятую приемно-отпускными и сортировочными площадками,
конструктивную площадь (Sкон.скл ), занятую под перегородками, колоннами, лестницами,
подъемниками и др., площадь служебно-бытовых помещений (Sбыт.скл ), т.е.
Коэффициент использования площади склада можно определить по формуле
Расчет полезной площади склада производится: по удельным нагрузкам, по объемным
измерителям при хранении в стеллажах.
Полезная площадь по удельным нагрузкам может быть определена по формуле
где Zmax - максимальная норма складского запаса, хранимого в штабелях и емкостях, т, кг; qдоп допустимая нагрузка на 1 м2 площади пола склада по справочным данным, т/м2 , кг/м2 .
Полезная площадь по объемным измерителям определяется по формуле
где Sст. - площадь, занимаемая одним стеллажом, м2 ; Nст - число стеллажей, необходимых для
хранения максимального складского запаса, определяемого по формуле (расчетное)
где Vст - объем стеллажа, м3 (см3); Кзап - коэффициент заполнения объема стеллажа; qуд плотность (объемный вес) запаса, т/м3, кг/см3, г/см3.
Vст = Д×Ш×Н,
где Д, Ш, Н - длина, ширина, высота стеллажа соответственно, м.
Принятое число стеллажей устанавливается после проверки соответствия допустимой нагрузки по
формуле
Остальные виды площади стеллажей (Sоп.скл , Sкон.скл , Sбыт.скл ) определяются по нормам СНиПа.
В связи с уменьшением тиражности полиграфической продукции возникла проблема
эффективного использования складских помещений, свободного доступа ко всем хранимым
полуфабрикатам и готовой продукции. Поэтому должна составляться рациональная схема их
размещения на складе.
Основными показателями эффективности работы складского хозяйства являются: обеспечение
сохранности материальных ценностей, бесперебойность снабжения производственных
подразделений материалами, уровень механизации складских работ, снижение затрат на
выполнение складских работ.
Основные направления совершенствования систем складского хозяйства - это механизация
погрузочно-разгрузочных работ, автоматизация учета и поиска, ритмичная отгрузка материалов и
др.
Контрольные вопросы к разделу 12
13.
Организация производственного транспорта
13.1.
Значение и задачи организации транспортировки грузов
Изготовление полиграфической продукции сопровождается систематическим перемещением
различных грузов. Совокупность взаимосвязанных работ по перемещению грузов составляет
содержание процесса транспортировки, основным элементом которого является транспортная
операция.
Значение процесса транспортировки обусловлено не только перемещением грузов, которые
представляют собой материально-вещественные элементы производства. Транспортные операции
являются составной частью производственного процесса и влияют на длительность
производственного цикла. Кроме того, они выступают как средство обеспечения технологических
и кооперационных связей в процессе производства.
От организации производственного транспорта зависит непрерывная и ритмичная работа
предприятия. Его значение еще более усиливается в условиях механизированного и
автоматизированного производства, основанного на применении высокопроизводительного и
дорогостоящего оборудования.
Задачи организации производственного транспорта заключаются в следующем:
своевременное перемещение различных грузов в соответствии с потребностями
производства;
обеспечение равномерного движения предметов труда с целью равномерной и полной
загрузки рабочих мест, предотвращение простоев оборудования и рабочих;
рациональный выбор и эффективное использование транспортных средств;
механизация и автоматизация транспортных операций;
сокращение затрат на транспортировку, повышение производительности труда
транспортных рабочих.
Организация производственного транспорта предполагает определение:
номенклатуры перевозимых грузов;
грузопотока и грузооборота;
применяемых транспортных средств и эффективности их использования;
маршрутов транспортировки грузов и обеспечении их бесперебойного функционирования;
количества транспортных средств и рабочих.
13.2.
Объекты транспортировки грузов
Объектами транспортировки на предприятиях являются:
основные и вспомогательные материалы (получаемые со стороны, перемещаемые со
складов в производственные подразделения и на рабочие места);
полуфабрикаты (получаемые со стороны, перемещаемые между производственными
подразделениями, между складами и цехами, внутри складов);
готовая продукция (перемещаемая из производственных подразделений на склад);
оборудование, хозяйственный инвентарь и другие виды основных производственных
фондов;
узлы и детали для ремонта оборудования;
отходы производства и другие грузы.
На полиграфических предприятиях объектами транспортировки являются:
бумага, картон, переплетные материалы, на долю которых приходится более 60%
грузооборота (в зависимости от специализации предприятия);
краска, клей, нитки, проволока, фольга, пленка для отделки печатной продукции;
формные пластины, фотоматериалы, технологические растворы и реактивы;
вспомогательные материалы, используемые в обслуживании оборудования и
производственных помещений;
фотоформы и тиражные формы, отпечатанные листы-оттиски, сфальцованные тетради и
другие элементы печатной продукции;
книжные и брошюрные блоки, журналы, переплетные крышки;
готовая полиграфическая продукция;
другие грузы (оборудование, инструменты, инвентарь, отходы и т.п.).
13.3.
Определение грузооборота
Количество грузов, которые поступают на предприятие (в его подразделения), а также
транспортируется внутри предприятия или его структурного подразделения за определенный
промежуток времени (год, квартал, месяц, смену) называется грузооборотом.
Грузооборот, связанный с доставкой грузов на предприятие и отправкой с него, называется
внешним. Грузооборот, связанный с транспортировкой грузов между цехами, складами и внутри
них, называется внутренним. Расчет грузооборота производится по отдельным видам грузов. В
основе расчета грузооборота лежит сумма отдельных грузопотоков. Грузопотоком называется
количество грузов, перемещаемых определенными видами транспортных средств за определенный
период времени между пунктами отправления и назначения. Величина грузопотоков зависит от
номенклатуры и объема перевозимых грузов, числа пунктов их отправления и приема, частоты,
регулярности и расстояния транспортировки. На основе отдельных грузопотоков для расчета
общего грузооборота составляется шахматная ведомость первоначально для каждого
производственного подразделения, а затем для предприятия в целом (табл. 13.1).
Таблица 13.1
Шахматная ведомость грузооборота предприятия
Получатель
Отправитель
Склад
Склад
Внешний
Формный Печатный Брошюрный
бумаги и
готовой
транспорт
ценх
цех
цех
материалов
продукции
Внешний
транспорт
+
54,0
Склад бумаги
и материалов
—
Формный цех
Всего
—
—
—
—
54,0
+
1,2
49,5
3,0
—
53,7
—
—
+
1,2
—
—
1,2
Печатный
цех
—
—
—
+
49,0
—
49,0
Брошюрный
цех
—
—
—
—
+
51,5
51,5
Склад
готовой
продукции
—
—
—
—
+
—
54,0
1,2
Всего
209,4
В условиях постоянной номенклатуры и объемов производства величина грузопотока может быть
рассчитана аналитическим методом на основе норм расходования материалов и производственной
программы.
В условиях изменяющейся номенклатуры и объема производства может быть использован метод
специального обследования и накопления статистической информации о грузопотоках с их
последующей обработкой.
На основании шахматной таблицы и пространственной планировки предприятия составляются
схемы грузопотоков.
Совершенствование организации транспортного хозяйства осуществляется, как правило, на
основании анализа грузопотоков и грузооборота. При этом важнейшим показателем
рационального функционирования транспортного хозяйства является равномерность
грузооборота. Для ее оценки используется коэффициент неравномерности грузооборота (К нг ),
который рассчитывается исходя из максимального грузооборота одного дня за расчетный период
(Qгрmах ) и среднедневного оборота за тот же период (Qгрср ):
В организации производственного транспорта указанный коэффициент используется также при
определении величины максимального суточного (сменного) грузооборота, применяемой для
расчета потребности в транспортных средствах.
13.4.
Средства транспортировки грузов
В процессе транспортировки используются различные транспортные средства. Комплекс
технических средств предприятия, предназначенных для перемещения грузов на территории
предприятия и за его пределы, образует транспортное хозяйство.
В зависимости от назначения различают внешний и внутризаводской транспорт. Внешний
транспорт применяется для доставки грузов, поступающих на предприятие, а также для вывоза
готовой продукции и других грузов с территории предприятия.
Внутризаводской транспорт применяется для перемещения грузов внутри предприятия. В
типологии транспортных средств классификация осуществляется по таким признакам, как место
действий, уровень механизации, направление перемещения грузов, принцип действий, вид
транспорта (рис. 13.1 ).
Средства внутризаводского транспорта в зависимости от места действия классифицируются на
межцеховой, внутрицеховой и внутрискладской. Межцеховой транспорт обеспечивает
перемещение грузов между цехами; внутрицеховой - перемещение грузов между структурными
подразделениями цеха; внутрискладской предназначен для перемещения грузов внутри складов и
экспедиций. Дальнейшая дифференциация внутрицеховых транспортных средств может быть
произведена путем их классификации на общецеховые - для транспортировки грузов между
участками и межоперационные - для перемещения грузов между отдельными рабочими местами.
По уровню механизации различают ручные, механизированные и автоматизированные
транспортные средства. На полиграфических предприятиях получили распространение
транспортные средства автоматического действия, такие, как автопогрузчики, электротельферы,
штабелеукладчики, электрокары, электротельферы для транспортировки материалов и
выполнения складских операций. Применяются также автоматические транспортные линии и
специальные транспортные устройства, встроенные в агрегаты или соединяющие станки автоматы, обеспечивающие объединение основных и транспортных операций на автоматических
поточных линиях.
В зависимости от направления перемещения грузов транспортные средства могут быть
горизонтальные, вертикальные и горизонтально-вертикальные (смешанные). Горизонтальные и
наклонные ленточные транспортеры применяются в брошюровочно-переплетном производстве, на
складах готовой продукции и в экспедициях. Из вертикальных транспортных средств наибольшее
распространение получили лифты, элеваторы, а из горизонтально-вертикальных - тельферы.
По принципу действия различают транспортные средства прерывного и непрерывного действия.
Транспорт прерывного действия периодически обеспечивает производственные подразделения и
рабочие места необходимыми грузами. К внутризаводским средствам прерывного действия
относятся следующие виды средств:
безрельсовый, включающий в себя автомобили, электрокары, электропогрузчики,
штабелеукладчики, тележки (рельсовый транспорт - электровозы с вагонами, тележки
узкой колеи применяются на крупных книжно-журнальных и газетных предприятиях);
грузоподъемные средства - грузовые лифты, подъемники, лебедки, кран-балки,
монорельсовые пути остельферами, талями;
гравитационные устройства - спуски, лотки, желоба, пандусы, рольганги и др.;
пневматические устройства - установки для подачи краски, кислот и др.
Период действия транспортных средств должен быть равным или большим времени между двумя
рейсами. На рабочих местах происходит накопление предметов труда и, как следствие, увеличение
длительности производственного цикла изготовления заказов из-за пролеживания. Кроме того,
возникает необходимость в дополнительных производственных площадях. При использовании
таких транспортных средств важным условием является отсутствие загроможденности
производственных помещений и наличие свободного подъема к рабочим местам.
Широкое применение транспортных средств прерывного действия в значительной степени связано
с их большой маневренностью из-за того, что они не связаны с направлением и скоростью
движения.
У внутризаводским средствам непрерывного действия относятся следующие виды:
конвейеры;
транспортеры (ленточные, пластинчатые, цепные, подвесные, люлечные, скрепковые);
рольганги.
Транспортные средства непрерывного действия стационарно связывают склады, цеха,
производственные участки, рабочие места. С их помощью обеспечивается передача материалов,
полуфабрикатов, готовой продукции по мере их готовности поштучно или транспортными
партиями. На полиграфических предприятиях широко применяются в процессе обработки
печатной продукции.
13.5.
Факторы и критерии выбора транспортных средств
В процессе формирования и совершенствования транспортного хозяйства предприятия выбор
транспортных средств осуществляется с учетом особенностей предприятия и его структурных
подразделений, а также условий их работы, определяемых технологическими и организационными
особенностями обслуживаемого ими производственного процесса.
Масштаб производства, специализация предприятия и применяемая технология определяют
характер перевозимых грузов (габариты, вес, форму, физико-химические свойства) и величину
грузооборота; количество технологических операций и соответственно количество транспортных
связей и систему передачи предмета труда с операциями на операцию.
Организационный тип производства и формы его организации влияют на частоту и стабильность
грузопотоков. В массовом и крупносерийном производстве в условиях постоянной повторяемости
изделий имеются предпосылки для более полной загрузки транспортных средств, создания
постоянных маршрутов и применения высокопроизводительных, специализированных
транспортных средств. В условиях серийного и мелкосерийного производства имеет место
нестабильность грузопотоков из-за переменной повторяемости изделий, что обусловливает
целесообразность применения универсальных транспортных средств. Сложная производственная
структура предприятия увеличивает объем перевозок, усложняет транспортные связи между
производственными подразделениями. Применение поточной формы организации
производственного процесса часто предполагает применение специальных транспортных средств.
Большое значение имеет тип и размеры здания, планировка производственных помещений,
компоновка оборудования, которые определяют расстояния и направления перемещения грузов.
При выборе транспортных средств учитывается их назначение, соответствие производственным
потребностям, а также сопряженность производительности транспортных средств и основного
технологического оборудования, работающих в едином ритме, а также работающих на различных
участках.
Техническая оценка вариантов транспортных средств осуществляется по следующим критериям:
производительность транспортного средства;
степень механизации и автоматизации;
соответствие характеру перемещаемых грузов;
надежность транспортных средств в эксплуатации и сохранности перевозимых грузов;
необходимый уровень техники безопасности и охраны труда работников.
Экономическая оценка осуществляется по следующим критериям:
затраты на транспортировку;
затраты на эксплуатацию транспортных средств;
затраты на транспортные работы в расчете на 1 тонну груза;
срок окупаемости затрат на приобретение транспортных средств или дополнительных
затрат на совершенствование транспортного хозяйства.
Затраты на транспортировку могут быть сокращены за счет эффективного использования
транспортных средств - их вместимости и грузоподъемности, соответствия грузовой единицы
размерам транспортных средств и ускорения их оборачиваемости, а также сохранности грузов.
13.6.
Определение маршрутов перевозок
Особенность процесса транспортировки заключается в том, что движение грузов между пунктами
отправления и назначения осуществляется по заранее установленным направлениям - маршрутам.
На полиграфических предприятиях применяются три схемы движения транспортных средств:
односторонняя, маятниковая и кольцевая.
Односторонние маршруты применяются при транспортировке грузов в одном направлении. Такие
маршруты устанавливаются при помощи стационарного непрерывно действующего транспортера.
На полиграфических предприятиях наиболее широко применяются в процессе послепечатной
обработки книжно-журнальной продукции.
Маятниковые маршруты устанавливаются между двумя пунктами. Если транспортные средства
движутся в груженом состоянии только в одном направлении, а в обратном - порожняком, то
такой вариант называется маятниковым односторонним (а):
В том случае, когда транспортные средства движутся в обеих направлениях в груженом
состоянии, имеет место маятниковый двусторонний маршрут (б):
Система лучевых маятниковых маршрутов связывает один пункт с несколькими отправителями
или потребителями грузов. Лучевая центробежная перевозка имеет место, когда из одного пункта
грузы перевозятся в несколько пунктов (в):
Лучевая центростремительная перевозка имеет место, когда грузы транспортируются из
нескольких пунктов в один (г):
Кольцевые маршруты характеризуются тем, что обслуживание транспортными средствами
последовательно расположенных пунктов осуществляется по замкнутому пути с возвратом в
начальный пункт. Различают кольцевые маршруты с равномерным, затухающим и возрастающим
грузопотоком. Как правило, на последнем участке кольцевого маршрута, связывающем первый и
последний пункты, движение транспортных средств происходит без груза.
Наиболее широкое применение на полиграфических предприятиях получила односторонняя
маятниковая транспортировка грузов. Однако она не является достаточно эффективной из-за
наличия холостого пробега. Более эффективной считается двусторонняя маятниковая
транспортировка, но специфика полиграфического производства не позволяет ее широко
использовать на предприятиях. Наиболее перспективной в этом смысле считается кольцевая
система транспортировки, которая следует технологическим и кооперационным связям в процессе
производства.
Способом обеспечения транспортных связей в условиях стабильных и устойчивых грузопотоков,
характерных для крупносерийного и массового производства, являются графики, разрабатываемые
по постоянным маршрутам. При неустойчивых грузопотоках в условиях серийного и единичного
производства перемещение грузов осуществляется на основе разовых заданий или укрупненного
сменного графика.
13.7.
Расчет количества транспортных средств и рабочих
Расчет количества транспортных средств производится по каждому их виду в отдельности исходя
из грузооборота, схем грузопотоков и маршрутов перевозок с учетом нормативов, регулирующих
процесс транспортировки. Суть расчета заключается в том, что величина грузооборота за смену
(сутки) сопоставляется с производительностью транспортного средства за соответствующий
период времени. Производительность транспортных средств зависит от их грузоподъемности и
уровня ее использования, продолжительности рабочего периода и уровня его использования, а
также от затрат времени на полный цикл транспортной операции. Полный цикл транспортной
операции в свою очередь зависит от применяемого маршрута перевозок (табл. 13.2 ).
Расчет количества транспортных рабочих может быть выполнен различными способами: по
нормативам численности вспомогательных рабочих, которые имеются на конкретном
предприятии; по количеству рабочих мест и нормам их обслуживания; по сложившемуся
соотношению численности основных и транспортных рабочих. На полиграфических предприятиях
применяется метод расчета, основанный на количестве рабочих мест, а также на трудоемкости
транспортных работ. Исходя из трудоемкости (Tн-чтр. ) транспортных операций и явочного фонда
времени рабочего Fяв :
Трудоемкость транспортных работ может быть определена исходя из оперативного времени
транспортировки (Топ ) и коэффициента (Кд ), учитывающего время выполнения дополнительных
функций (отдых и личные надобности, а также время на получение задания, оформления
документов и ежесменного обслуживания, выполняемого транспортным рабочим). В состав
оперативного времени выполнения транспортной операции включается время транспортировки,
погрузки и выгрузки на транспортном маршруте.
Контрольные вопросы к разделу 13
14.
Организация ремонта и обслуживания оборудования на полиграфическом предприятии
14.1.
Сущность и задачи ремонта оборудования
Производственный процесс на полиграфических предприятиях осуществляется с использованием
разнообразного технологического оборудования, транспортных средств, подъемных механизмов,
приборов и инструментов.
В полиграфии используется широкая номенклатура оборудования, которое характеризуется
сложностью конструкции, использованием электроники, лазерной техники, гидро- и
пневмотехники, к нему предъявляются высокие требования по точности работы. Отдельные виды
оборудования используются в агрессивной среде.
Учитывая специфику полиграфической продукции - сдачу тиражей газет и журналов в строго
определенные сроки, жесткую конкуренцию печатной продукции на рынке, к полиграфическому
оборудованию предъявляются высокие требования по надежности его эксплуатации,
ремонтопригодности, точности работы.
В период эксплуатации и хранения полиграфическое оборудование подвергается физическому и
моральному износу.
Физический износ характеризуется утратой оборудованием своих первоначальных качеств. Это
вызывает уменьшение точности работы оборудования, снижение скорости его работы.
Физический износ оборудования является причиной увеличения доли бракованных изделий,
увеличения времени простоя оборудования по техническим причинам, перерасхода основных и
вспомогательных материалов, простоев в связи с авариями, что в конечном итоге ведет к росту
себестоимости полиграфической продукции.
Моральный износ оборудования бывает двух форм. Первая форма морального износа вызывает
уменьшение стоимости машин или оборудования вследствие удешевления их воспроизводства.
Вторая форма морального износа наступает в том случае, если изменяется конструкция и
эксплуатационные показатели новых машин, когда машина технически устарела и заменяется
более совершенной.
Предприятия должны постоянно проводить мероприятия, предупреждающие или устраняющие
последствия износа оборудования путем своевременного проведения различного вида ремонтов и
технического обслуживания оборудования.
Организация технического обслуживания и ремонта оборудования на полиграфических
предприятиях направлена на поддержание и восстановление работоспособности оборудования. Но
в результате ремонта можно не только восстановить утерянные функции деталей и узлов машин и
механизмов, но и модернизировать их с целью улучшения технических характеристик. Сущность
ремонта заключается в обеспечении сохранности и качественном восстановлении
эксплуатационных характеристик оборудования путем замены или восстановления изношенных
деталей и регулировки механизмов.
Ремонт - это комплекс операций по восстановлению исправности, работоспособности либо
ресурса оборудования, либо его составных частей.
Техническое обслуживание - это комплекс операций по поддержанию работоспособности или
исправности оборудования при его использовании по назначению, во время ожидания, хранения
или транспортирования.
Вопросам своевременности и качества ремонта полиграфические предприятия придают большое
значение. Следует учитывать, что многие полиграфические предприятия не имеют средств на
приобретение современного полиграфического оборудования и вынуждены работать на морально
и физически устаревшем оборудовании, которое необходимо поддерживать в работоспособном
состоянии. На полиграфических предприятиях всегда не хватает квалифицированных рабочих
ремонтников, особенно электронщиков.
В настоящее время удельный вес рабочих, занятых ремонтом оборудования на крупных
полиграфических предприятиях, составляет до 50% от общей численности вспомогательных
рабочих.
Повышение требований к качеству, определяющему конкурентоспособность изданий, вызывает
необходимость обеспечения высокой устойчивости и точности технологических процессов при
изготовлении полиграфической продукции. А этого можно достигнуть лишь при четкой
организации системы технического обслуживания и ремонта оборудования.
Внедрение рациональной системы профилактического обслуживания способствует сокращению
простоев оборудования по техническим причинам. Это ведет к улучшению использования
производственных мощностей предприятия, является предпосылкой дополнительного выпуска
продукции.
Задачами организации ремонтных работ на полиграфическом предприятии являются:
поддержание полиграфического оборудования в работоспособном состоянии;
предупреждение преждевременного износа деталей и узлов;
сохранение высокой точности, надежности и долговечности полиграфического
оборудования;
сокращение простоев оборудования во время ремонтов и техобслуживания;
снижение затрат на ремонт и техническое обслуживание.
Для выполнения указанных задач на полиграфических предприятиях должны быть созданы
соответствующие производственные и организационные структуры и принята система ремонта и
технического обслуживания оборудования.
14.2.
Задачи и структура ремонтного хозяйства
Для выполнения всех видов работ по организации технического обслуживания и ремонта на
предприятиях создается ремонтное хозяйство. Оно включает в себя общезаводские и цеховые
ремонтные службы, на больших предприятиях ремонтное хозяйство централизовано на уровне
предприятия.
Ремонтное хозяйство - это комплекс подразделений предприятия, занимающихся ремонтом и
техническим обслуживанием оборудования. Его целью является обеспечение работоспособности
оборудования при наименьших затратах.
Структура ремонтного хозяйства зависит от ряда факторов:
объема производства, его технических характеристик;
развития кооперирования при выполнении ремонтных работ;
уровня централизации ремонтных работ и т.д.
Все подразделения ремонтного хозяйства возглавляются главным механиком и находятся в
подчинении главного инженера предприятия.
В состав ремонтного хозяйства входят: отдел главного механика (ОГМ), ремонтно-механический
цех (РМЦ), цеховые ремонтные службы.
ОГМ возглавляется главным механиком. Задачи отдела главного механика:
поддержание действующего парка оборудования предприятия в исправном рабочем
состоянии путем своевременного качественного ремонтного и технического обслуживания;
повышение экономичности ремонтного обслуживания оборудования;
совершенствование службы главного механика.
ОГМ планирует, ведет контроль и учет всех видов ремонтных и профилактических работ;
внедряет в практику ремонта прогрессивные технологии ремонта; обеспечивает экономное
расходование материалов, предназначенных для ремонта; разрабатывает чертежи сменных
деталей; подготавливает заявки соответствующим службам на материалы и комплектующие
изделия для ремонта; контролирует правильность хранения запасных (сменных) частей
оборудования на складах; контролирует загрузку ремонтного цеха и служб цеховых механиков;
обеспечивает работы по модернизации оборудования; участвует в составлении заявок на
приобретение оборудования, в том числе по лизингу и т.д.
В соответствии с указанными видами работ, составом и сложностью установленного
оборудования, производственной структурой предприятия формируется структура и
количественный состав подразделений ОГМ. В составе ОГМ могут быть созданы следующие
функциональные подразделения (бюро, группы):
планово-производственное;
конструкторско-технологическое;
планово-предупредительного ремонта.
На небольших предприятиях отдельные бюро в составе ОГМ не выделяются. ОГМ формируется
из следующих специалистов: инженер по ремонту, инженер-конструктор, техник-паспортист.
Конструкторско-технологическое бюро или инженер-конструктор осуществляет всю техническую
подготовку ремонтных работ всех видов, включая модернизацию, обеспечивает комплектование
альбомов чертежей и их хранение по всем видам оборудования.
Планово-производственное бюро (инженер по ремонту) планирует все виды ремонта и
контролирует работу РМЦ и цеховых ремонтных служб, осуществляет материальную подготовку
ремонтных работ, производит анализ технико-экономических показателей ремонтной службы
предприятия, выявляет непроизводительные затраты, разрабатывает мероприятия по их
устранению.
Бюро планово-предупредительного ремонта (техник паспортист) контролирует и учитывает
выполнение ремонтных работ всех видов, инспектирует правильность эксплуатации и
разрабатывает инструкции по уходу за оборудованием, ведет паспортизацию и учет оборудования
всех видов, проводит ежегодную инвентаризацию и т.д.
ОГМ устанавливает номенклатуру, сроки службы, нормы расхода и лимиты на запасные детали и
покупные материалы, планирует изготовление запасных частей и руководит складскими запасами
деталей.
РМЦ является основой ремонтного хозяйства предприятия. Он комплектуется разнообразным
универсальным оборудованием, которое обслуживают высококвалифицированные рабочие. В
этом цехе выполняют все наиболее сложные работы по ремонту оборудования, изготовлению и
восстановлению сменных деталей, а также работы по модернизации оборудования.
Цеховые ремонтные службы создаются только на крупных полиграфических предприятиях при
использовании децентрализованной и смешанной системы организации ремонтных работ.
14.3.
Системы ремонта оборудования. Нормативы, регулирующие ремонтные работы и техническое
обслуживание оборудования на полиграфическом предприятии
Рациональная организация производства на полиграфическом предприятии предполагает и четкую
организацию системы технического обслуживания и ремонта оборудования.
Под системой ремонта понимается совокупность взаимосвязанных положений и норм,
определяющих организацию и выполнение ремонтных работ на предприятии. Существует
несколько систем организации ремонта оборудования. В основу каждой из них закладывается
определенный изначальный принцип. Он касается, прежде всего, периодичности выполнения
ремонтов и технического обслуживания. Наиболее широко распространены три системы.
1. Система ремонта оборудования «по отказам» предусматривает выполнение ремонтов в
случае отказа работы оборудования. В этой системе достаточно сложно предусмотреть
простои и затраты на ремонт. К числу недостатков этой системы можно отнести
длительность простоя оборудования при ремонте и значительные затраты на ремонт.
2. Система послеосмотрового ремонта. При использовании этой системы решение о
проведении ремонта принимается после осмотра оборудования.
Вышеперечисленные две системы называются еще системами ремонта по потребности.
3. Система планово-предупредительного ремонта (ППР). При использовании этой системы
ремонта заранее выполняется комплекс работ, предупреждающий большой износ
оборудования, длительные простои, большие затраты на ремонт и аварии.
Под системой планово-предупредительного ремонта понимается совокупность организационных и
технических мероприятий по изучению и контролю износа деталей и узлов машин, а также по
уходу, надзору, обслуживанию и ремонту оборудования, проводимых на нормативной основе с
целью постоянного поддержания оборудования в работоспособном состоянии и предупреждения
неожиданных выходов его из строя. Такая система ремонта позволяет наилучшим образом
сочетать работы по техническому обслуживанию и профилактическому ремонту с общим ходом
производственного процесса на предприятии.
Сущность системы планово-предупредительного ремонта заключается в следующем:
систематическая проверка состояния оборудования и проведение необходимых ремонтов
для предупреждения аварии;
необходимость изучения износа деталей и узлов и планирования ремонтов с целью
предупреждения аварий;
обязательная материальная и техническая подготовка планируемых ремонтов с целью
повышения качества ремонтов и уменьшения простоев при ремонтах машин;
создание надежных предпосылок для снижения трудоемкости ремонтов.
На полиграфических предприятиях применяется планово-предупредительная система ремонта
оборудования или отдельные ее элементы. При этом нормативной базой является «Положение о
техническом обслуживании и ремонте оборудования полиграфических предприятий» (1990). Этот
документ в значительной степени носит характер методических рекомендаций.
Действовавшая до 1991 г. система ППР в полиграфии была обязательной для выполнения на
каждом полиграфическом предприятии. Этой системой предусматривалась жесткая
периодичность проведения профилактических и ремонтных работ, определенный порядок расчет
ремонтных рабочих и оборудования, строгое регламентирование простоев и трудоемкости
ремонтов.
Необходимость изменения подхода к системе планово-предупредительного ремонта была
обусловлена увеличением хозяйственной самостоятельности полиграфических предприятий,
фактическим невыполнением запланированных ремонтов и работ по техническому
обслуживанию, формальным подходом и несоблюдением нормативов, большими затратами на
ремонт и техобслуживание.
Основные черты действующего варианта системы планово-предупредительного ремонта:
нормами и нормативами предприятие может воспользоваться, если в ремонтной и
эксплуатационной документации нет конкретных указаний о проведении предупредительных
ремонтов и техническом обслуживании оборудования;
состав и содержание ремонтных операций должны ориентироваться на фактическое состояние и
использование оборудования;
нормативы простоев и трудоемкости ремонтных работ носят усредненный характер и
применяются в основном для планирования численности ремонтных рабочих и расчета
эффективного фонда времени работы оборудования.
В целом система ремонта остается планово-предупредительной, но меняется ее характер. Она
стала более гибкой, рассчитанной на расширение самостоятельности полиграфических
предприятий в определении своей ремонтной политики. Усиливается роль предприятийизготовителей новой техники в определении нормативов трудоемкости ремонтных работ и
простоев.
Содержание работ по поддержанию оборудования в работоспособном состоянии
регламентируется ремонтной политикой предприятия, она определяет виды ремонтных работ и
технического обслуживания полиграфического оборудования и периодичность их проведения.
Ремонтная политика не обязательно жестко определяется на весь срок эксплуатации и может быть
откорректирована с учетом плановых осмотров или неплановых ремонтов, может проводиться
индивидуально по отношению к единице оборудования в зависимости от его физического
состояния.
Все виды работ по ремонту и обслуживанию оборудования, выполняемые на полиграфических
предприятиях, можно представить в виде схемы (рис. 6.1 ).
Качественное выполнение работ по техническому обслуживанию значительно удлиняет сроки
службы оборудования и сокращает затраты на плановые ремонты. Техническое обслуживание
выполняется во время перерывов в работе оборудования производственными рабочими.
Подготовка и производство монтажных работ заключается в сборке и установке нового
оборудования. Финансирование таких работ осуществляется за счет капитальных вложений. Этот
вид работ выполняет представитель поставщика оборудования при участии работников
ремонтных служб полиграфического предприятия.
Пусконаладочные работы, освоение и обкатка состоят в доведении оборудования до
работоспособного состояния, обеспечивающего качественное и количественное выполнение
технологических операций. Затраты на пусконаладочные работы относятся на себестоимость
продукции. В проведении этого вида работ принимают участие те же исполнители, что и в
производстве монтажных работ, и, кроме того, основные рабочие, обслуживающие данное
оборудование.
Эти виды работ могут выполняться и специальной монтажной организацией, предприятиемизготовителем или самим полиграфическим предприятием.
В состав периодического технического обслуживания входит ежесменное обслуживание и
осмотры.
Ежесменное обслуживание включает в себя наружный осмотр, смазку, чистку, устранение мелких
неисправностей, регулировку отдельных механизмов, проверку технологической точности,
контроль за правильностью технической эксплуатации полиграфического оборудования.
Выполняют ежесменное обслуживание основные и ремонтные рабочие.
Осмотры могут различаться содержанием операций. Система проведения осмотра - общая
составляющая ремонтной политики для всего эксплуатирующегося оборудования. В зависимости
от выявленного при осмотре состояния тех или иных функциональных систем оборудования
может меняться периодичность осмотров и перечень контролируемых при осмотре параметров.
В целом осмотр заключается в проверке состояния оборудования с целью устранения мелких
неисправностей. Во время осмотра производится чистка и смазка оборудования, в зависимости от
результатов осмотра осуществляются более сложные ремонтные операции. Осмотры проводятся
не реже одного раза в месяц слесарями и рабочими, обслуживающими данное оборудование.
Ремонты предполагают обязательную замену изношенных узлов и деталей.
Текущий ремонт выполняют без демонтажа оборудования, в ходе его устраняют неисправности
путем замены или восстановления отдельных составных частей (быстроизнашивающихся
деталей), а также выполняют регулировочные работы. Его выполняют штат, обслуживающий
данное оборудование, с привлечением персонала ремонтных служб или только персонал
ремонтных служб.
Средний ремонт выполняется для восстановления исправности и частичного восстановления
ресурса оборудования с заменой или восстановлением составных частей ограниченной
номенклатуры. Задачей среднего ремонта является восстановление эксплуатационных
характеристик оборудования путем замены только изношенных или поврежденных составных
частей. При проведении среднего ремонта обязательно проверяется техническое состояние
остальных составных частей и устраняются обнаруженные неисправности.
Капитальный ремонт предполагает полную разборку оборудования, замену базовых деталей и
узлов, комплексную проверку и испытания после проведения ремонта. Капитальный ремонт
должен не только восстанавливать характеристики оборудования, но и улучшать их за счет
модернизации. Модернизация устраняет моральный износ оборудования и предусматривает
улучшение его рабочих характеристик.
В результате капитального ремонта осуществляется полное или близкое к полному
восстановление ресурса оборудования. Этот вид ремонта выполняют только ремонтные рабочие.
Капитальный ремонт проводится в зависимости от технического состояния оборудования.
Аварийный ремонт - в данной системе планово-предупредительного ремонта внеплановый
ремонт. Причинами возникновения такого ремонта являются: несоблюдение правил технической
эксплуатации, низкое качество монтажных и пусконаладочных работ, скрытый брак в деталях
оборудования, недостаточная квалификация рабочих, плохое содержание рабочего места,
несоблюдение технических требований, поставка недоброкачественных запчастей и т.п.
Вопрос о технико-экономической целесообразности проведения ремонтных работ решается
предприятием самостоятельно с учетом рекомендаций изготовителя, технического состояния
полиграфического оборудования, финансовых возможностей предприятия и т.п.
В современных условиях деятельности полиграфических предприятий при заключении контрактов
на поставку оборудования с предприятием-изготовителем или посредником предусматривается,
что будет представлена эксплуатационная, ремонтная документация, монтажные схемы и
установочные чертежи. В эксплуатационной документации должны указываться виды работ по
ремонту и обслуживанию оборудования, периодичность их выполнения. Если таких указаний нет,
то предприятие самостоятельно определяет свою ремонтную политику, т.е. объем и виды
ремонтных работ в каждом году вплоть до списания оборудования. Предприятие самостоятельно
решает и вопросы, связанные с выполнением подготовительных, монтажных и пусконаладочных
работ, если оно выполняет эти работы самостоятельно. В этих случаях используются
рекомендации «Положения о техническом обслуживании и ремонте полиграфического
оборудования», которые устанавливают количественные параметры ремонтных и обслуживающих
процессов:
1. Периодичность проведения ремонтов и технического обслуживания. Если в
эксплуатационной документации нет других указаний, то в течение нормативного срока
службы ежегодно, за исключением первого года гарантийного обслуживания и года, в
котором проводится капитальный ремонт, осуществляется текущий ремонт. В течение года
ежемесячно, за исключением месяца проведения текущего ремонта, осуществляется осмотр
оборудования.
2. Нормативные сроки службы оборудования установлены по основным видам для
двухсменного режима работы оборудования. Этот показатель используется при расчете
среднегодовой трудоемкости ремонтных работ.
3. Нормативы простоя установлены на весь срок службы оборудования суммарно и
дифференцированно по видам работ. Суммарный норматив простоя используется при
определении эффективного фонда времени работы оборудования в расчетах
производственной мощности полиграфического оборудования.
4. Нормативы трудоемкости при проведении технического обслуживания и ремонте
определены отдельно по видам ремонтов и осмотров по видам и маркам оборудования.
Трудоемкость распределяется по видам работ: слесарные, станочные, электротехнические,
электронные, контрольно-измерительные и прочие (сварочные, малярные, столярные).
Среднегодовая трудоемкость ремонта (Трем ) по всем видам работ определяется по формуле
где Тк , Тт , Тс - трудоемкость капитального, текущего, среднего ремонтов, н-ч; То трудоемкость одного осмотра, н-ч; Тн - нормативный срок службы оборудования, годы.
На основании нормативов трудоемкости можно определять количество ремонтных рабочих
и станков.
5. Количество рабочих для ежемесячных осмотров устанавливается в зависимости от нормы
обслуживания одним ремонтным рабочим по трудоемкости капитального ремонта в нормочасах по специальностям ремонтных рабочих (слесарь-ремонтник, слесарь-электрик,
станочник широкого профиля, токарь, фрезеровщик и др.).
6. Количество рабочих для выполнения ремонтных работ может определяться по суммарной
трудоемкости ремонта оборудования (Tн-ч , сум), а также по видам отдельных ремонтных
работ (по специальностям рабочих) по общей формуле:
где Р - среднесписочная численность ремонтных рабочих, чел., Fяв - явочный фонд времени
одного рабочего, ч; Кв.н - коэффициент выполнения норм.
Численность бригады ремонтных рабочих «Положение» не регламентирует, она определяется
предприятием в зависимости от вида оборудования, подлежащего ремонту и трудоемкости
ремонтных работ.
Специалисты в цехах: механики, инженеры-электронщики, техники по наладке и испытаниям,
которые прикрепляются к цехам, определяются исходя из суммарной трудоемкости капитального
ремонта установленного в цехе оборудования.
14.4.
Планирование и организация подготовки ремонта и технического обслуживания оборудования
Объем ремонтных работ по предприятию определяет отдел главного механика. Планирование
ремонтных работ осуществляется в виде годового плана-графика. В основу плана-графика
положена структура ремонтного цикла по каждому виду оборудования и нормативы трудоемкости
по видам планируемых ремонтов для каждого вида оборудования.
План-график является основой для определения загрузки ремонтных подразделений. На его
основании определяется годовая трудоемкость ремонтных работ, численность персонала,
потребность в материалах и т.д.
Плановые ремонтные работы должны увязываться с производственной программой основных
цехов.
Годовой план-график ремонта составляется по месяцам планируемого года и включает кроме
ремонтов и осмотры оборудования. Календарные сроки ремонта каждой единицы оборудования
определяются по согласованию с руководством цеха основного производства.
Ремонтные работы, предусмотренные планом-графиком, надо, по возможности, равномерно
распределять по кварталам и месяцам года для однотипного оборудования и обеспечивать
равномерную загрузку ремонтных рабочих.
При построении графика осмотров учитывается принятая периодичность профилактических работ
и соответствующие нормы времени на выполнение этих работ.
Полиграфические предприятия заинтересованы в сокращении сроков простоя оборудования в
ремонте, а также в высоком качестве проведения ремонтных работ. Для этого необходима их
техническая и материальная подготовка.
Техническая подготовка состоит из конструкторской и технологической подготовки.
Конструкторская подготовка заключается в подготовке следующей документации: альбомов
чертежей сменных деталей и узлов; паспортизация оборудования и т.д.
Альбомы чертежей используются при технологической подготовке ремонтных работ.
Технологическая подготовка предусматривает составление технологической карты ремонта,
основанной на типовых технологических процессах разборки и сборки оборудования, разработку
технологических процессов изготовления и восстановления деталей, проектирование специальной
оснастки для проведения ремонтных работ, а также уточнение ведомости дефектов.
Технологические ремонтные карты должны содержать нормы времени на выполнение станочных,
слесарных и других видов ремонтных работ.
Перед каждым ремонтом на основе данных технического обслуживания составляется ведомость
дефектов. Она составляется специалистом ремонтной службы и корректируется после разборки
оборудования. Ведомость дефектов содержит перечень деталей и узлов, которые необходимо
изготовить или восстановить. На ее основе составляются заявки в РМЦ и на приобретение
деталей, материалов, инструментов и приспособлений. Ведомость дефектов прикладывается к
договору между производственным цехом и ремонтной службой на выполнение ремонтных работ.
Материальная подготовка ремонтных работ заключается в своевременном приобретении или
изготовлении запасных деталей или узлов, снабжении инструментами и приспособлениями,
материалами и комплектующими изделиями.
Техническую и организационную подготовку необходимо сочетать с организационными
мероприятиями по выводу оборудования в ремонт. Это, прежде всего, согласование сроков
проведения ремонта с оперативно-календарными планами выпуска изданий на данном участке
производства.
14.5.
Организация проведения ремонтных работ на полиграфических предприятиях
Ремонтные работы и техническое обслуживание технологического оборудования на
полиграфических предприятиях выполняются силами РМУ и ремонтными службами основных
цехов.
В зависимости от доли работ, выполняемых РМЦ и цеховыми ремонтными службами, различают
три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной системе все виды ремонта и часть межремонтного обслуживания
проводятся силами РМЦ.
При смешанной системе наряду с РМЦ создается цеховая ремонтная служба, возглавляемая
механиком цеха и состоящая из бригады слесарей и дежурного ремонтного персонала. При этой
системе капитальный ремонт выполняется РМЦ, а текущий ремонт и ежесменное обслуживание силами цеховой ремонтной службы.
При децентрализованной форме все виды ремонтов и технического обслуживания оборудования
выполняются силами цеховых ремонтных баз, под руководством механиков цехов.
На полиграфических предприятиях применяют централизованную и смешанную формы
организации ремонтных работ и технического обслуживания.
При любой системе ремонта дежурный ремонтный персонал и ремонтные бригады слесарей
прикрепляются к определенной группе оборудования или производственному участку. В штат
ремонтной службы цеха выделяются инженеры-механики, инженеры-электрики, техники по
наладке и испытаниям. Численность указанных специалистов определяется в зависимости от
специализации цеха и трудоемкости капитального ремонта оборудования цеха или участка.
В случае грубого нарушения правил технической эксплуатации оборудования или техники
безопасности специалист ремонтной службы имеет право остановить работу оборудования и
принять меры к их устранению, поставив в известность руководство цеха.
На полиграфических предприятиях должен строго соблюдаться порядок сдачи оборудования в
ремонт, приемки его после ремонта и учет осмотров. Основанием для сдачи конкретной машины в
ремонт служит оперативный план-график.
Проведение осмотра, текущего и капитального ремонтов фиксируется в следующих документах,
представленных в табл. 1.
Таблица 1
Состав документов, отражающих технических состояние оборудования
Наименование документа
Вид ремонта или технического обслуживания
О
Т
С
K
Эксплуатационный паспорт
—
+
+
+
Журнал учета технического состояния,
технического обслуживания и ремонтов
+
+
+
+
Kарта осмотров
+
—
—
—
Ведомость дефектов
—
+
+
+
Акт сдачи оборудования в ремонт
—
+
+
+
Акт по приемке оборудования после ремонта
—
Перспективный план-график проведения
плановых ремонтов
Годовой и оперативный планы-графики
проведения осмотров и плановых ремонтов
+
+
+
+
+
+
+
+
+
+
Полиграфическое оборудование должно удовлетворять особым техническим требованиям при его
приемке в ремонт. Начальник производственного цеха (механик цеха, мастер участка), сдающий
машину в ремонт, предъявляет акт о сдаче машины в соответствующий вид ремонта. Проверяется
комплектность машины. Лицо, принимающее оборудование в ремонт, имеет право проверить ее
техническое состояние путем частичного демонтажа отдельных узлов и механизмов.
На завершающем этапе ремонта оборудование испытывается на холостом ходу, под нагрузкой и
при различных режимах работы.
После окончания ремонта, при условии нормальной работы машины и соответствия качества
производимой ею продукции требованиям технических стандартов, составляется акт о приемке
оборудования после ремонта.
Большую специфику имеет организация ремонтных работ и технического обслуживания в мелких
районных и городских типографиях.
На малых полиграфических предприятиях ремонтная служба может состоять из небольшого штата
слесарей, которые вместе с основными производственными рабочими выполняют периодическое
техническое обслуживание оборудования.
Поскольку должность главного механика в штатном расписании малого полиграфического
предприятия отсутствует, ответственность за работоспособность оборудования несет один из
заместителей директора малого предприятия. Естественно, что при отсутствии материальной базы
проведения ремонтных работ и такой упрощенной структуре ремонтной службы
полиграфического предприятия необходимо пользоваться услугами специализированных
организаций по обслуживанию и ремонту оборудования.
Полиграфическое предприятие может предусмотреть для современного и особо сложного
оборудования использование фирменного ремонтно-технического обслуживания. Оно включает в
себя выполнение следующих видов обслуживания:
монтажные, шефмонтажные и пусконаладочные работы;
выполнение всех видов ремонта и техническое обслуживание полиграфического
оборудования;
изготовление и снабжение запасными частями;
обучение персонала типографий правилам обслуживания и ремонта полиграфического
оборудования;
информационное обеспечение потребностей полиграфического оборудования;
сбор информации о работе полиграфического оборудования.
Объем выполняемых услуг и оперативность их оказания определяются договором, заключенным
между предприятием-поставщиком полиграфического оборудования и полиграфическим
предприятием.
14.6.
Основные направления совершенствования ремонтных работ
Залогом эффективности ремонтных работ является четкая организация работы специалистов
ремонтных служб в цехах: уточнение ведомости дефектов во время осмотров оборудования,
участие в освоении нового оборудования, обеспечение исправности средств сигнализации,
блокировок и других устройств безопасности на оборудовании, предоставление в ОГМ (ОГЭ)
информации о выполнении ремонтных работ для внесения ее в эксплутационные паспорта
оборудования и т.д.
На предприятии должна действовать система наблюдения за состоянием оборудования. Состояние
оборудования отражается в ведомости дефектов, в эксплуатационных паспортах оборудования, в
аварийных и рекламационных актах, в актах сдачи машины в ремонт, в акте о приемке
оборудования после ремонта.
Требует дальнейшего развития организация ремонта полиграфического оборудования мелких
городских и районных типографий на базе специализированных ремонтных служб.
Основой централизованной ремонтной службы является обязательное наличие в ее составе
стандартной ремонтной базы: ремонтного завода, ремонтной мастерской, ремонтно-монтажного
предприятия и специализированных выездных бригад, ремонтных групп, обслуживающих
определенный район.
Каждое звено централизованной ремонтной службы выполняет определенные виды работ.
Ремонтно-механический завод осуществляет изготовление, ремонт и восстановление
определенных деталей и узлов, проводит неплановые ремонты, выполняет обезличенный ремонт
оборудования.
Ремонтно-монтажное предприятие (РМП) выполняет восстановление (обмен) деталей и узлов по
запросам ремонтных групп и специализированных бригад, входящих в состав РМП.
Выездные ремонтные группы выполняют весь комплекс плановых ремонтов и технического
обслуживания, а также монтажно-демонтажные, пусконаладочные и другие работы.
Специализированные бригады выполняют определенные виды ремонтных, монтажных и
наладочных работ во всех типографиях, входящих в зону обслуживания РМП.
Специализированные ремонтные предприятия могут создаваться не только для обслуживания
городских и районных типографий. В условиях специализированного ремонтного предприятия
можно создавать такие организационно-технические условия, при которых ремонт машин одного
технологического назначения осуществляется поточно. При таком ремонте машину разбирают,
все детали и узлы обезличивают, оснащают ее новыми или восстановленными узлами и деталями,
собирают и испытывают.
Взаимоотношения специализированного ремонтного завода с полиграфическими предприятиями
основываются на заключении между ними договоров. Договор определяет все составляющие
взаимоотношений между полиграфическим предприятием и ремонтным заводом: сроки сдачи
машины в ремонт и возвращения из ремонта; цены на все виды предполагаемых работ, объем
работ; стоимость запасных частей и материалов и т.д.
Наряду с мероприятиями по централизации и специализации полиграфического оборудования
следует внедрять и прогрессивные методы ремонта.
В полиграфии все большее распространение получает узловой метод ремонта. Этот метод
предполагает, что на основе осмотра оборудования можно заранее предположить, какие узлы и
детали следует заменить во время ремонта. До остановки оборудования на ремонт необходимые
узлы и детали, заранее снятые с однотипного оборудования, восстанавливаются, ремонтируются
или изготавливаются. Одним из важнейших направлений для широкого внедрения узлового
ремонта следует считать изучение срока службы основных деталей и узлов оборудования. Детали,
входящие в состав узла, имеют различные сроки службы. Большое значение имеет выравнивание
сроков службы деталей, входящих в один узел, путем повышения срока службы деталей,
подверженных наибольшему износу.
Второе направление внедрения узлового метода ремонта - замена наиболее быстро
изнашивающихся деталей во время осмотров оборудования.
Узловой метод ремонта чаще всего применяется на предприятиях со значительным числом
однотипных машин и при ремонте оборудования, лимитирующего производство. Этот метод
эффективен при ремонте оборудования поточных линий полиграфических предприятий.
Общий принцип организации ремонта оборудования поточных линий состоит в одновременном
ремонте всего оборудования потока во избежание длительных простоев оборудования поточной
линии при разновременном ремонте отдельных машин. Если в цехах основного производства
имеется резервное оборудование, входящее в состав поточной линии, то можно производить
разновременный ремонт машин с заменой их резервными. При отсутствии резервного
оборудования разновременный ремонт возможен только при условии выполнения его по узловому
методу с постепенной, а не единовременной сменой узлов, нуждающихся в ремонте.
Технологическое оборудование, входящее в состав поточных линий, а также транспортеры,
конвейеры, рольганги, подъемники и прочие транспортные средства целесообразно ремонтировать
в нерабочие смены и дни с применением узлового метода.
Ремонтная служба предприятия должна рационально организовывать выполнение ремонтных
работ и сокращать время простоя оборудования в ремонте за счет:
снижения трудоемкости ремонта при внедрении прогрессивной технологии и форм
организации ремонтных работ;
комплексной и материальной подготовки ремонтных работ;
расширения фронта работ по каждому объекту и увеличения сменности при выполнении
работ;
специализации рабочих мест;
внедрения узлового метода ремонта;
организации выполнения ремонтных работ в нерабочие дни и смены.
Контрольные вопросы к разделу 14
15.
Организация энергетического хозяйства
15.1.
Роль и задачи энергетического хозяйства полиграфического производства
Современное полиграфическое производство не является энергоемким. Основное назначение
энергетического хозяйства предприятия - бесперебойное снабжение производства различными
видами энергии при соблюдении техники безопасности, выполнении требований к качеству и
экономичности энергоресурсов. Основными видами энергии, использующимися в
полиграфическом производстве, являются: электроэнергия, сжатый воздух, разряженный воздух,
горячая и холодная вода, пар, теплый воздух. К энергоресурсам относятся: электрический ток,
натуральное топливо, сжатый воздух различных параметров, сжатый воздух разного давления и
т.д.
Основными задачами энергетического хозяйства являются: бесперебойное обеспечение
предприятия, его подразделений и рабочих мест всеми видами энергии с соблюдением
установленных для нее параметров - напряжения, давления, температуры и др.; рациональное
использование энергетического оборудования, его ремонт и обслуживание; эффективное
использование и экономное расходование в процессе производства всех видов энергии.
Энергоснабжение полиграфических предприятий имеет специфические особенности, непрерывное
увеличение потребления энергии, связанное с применением новой техники и технологии,
механизацией и автоматизацией процессов производства. Совершенствование технологических
процессов полиграфического производства также связано с увеличением потребления энергии.
Растет число и мощность машин и агрегатов, следовательно, увеличивается потребность в
двигательной энергии.
15.2.
Планирование потребности предприятия в энергии различных видов
Основой рациональной организации энергетического хозяйства на полиграфическом предприятии
является правильное планирование производства и потребления энергоресурсов с применением
балансовых методов. Балансовый метод планирования дает возможность рассчитать потребность
предприятия в энергии и топливе различных видов исходя из объема производства на предприятии
и прогрессивных норм расходования норма расхода, а также определить наиболее рациональные
источники потребления этой потребности за счет получения энергии со стороны и собственного
производства ее на предприятии.
Энергетические балансы входят в группу материальных балансов. Они подразделяются: по
назначению - перспективные, плановые и отчетные; по характеру целевого использования энергии
- силового, технологического и производственно-хозяйственного.
Перспективные балансы составляются на длительный срок и используются при проектировании,
реконструкции производства и для развития энергохозяйств предприятия в целом.
Плановые балансы составляются на год с разбивкой по кварталам и являются основной формой
планирования и потребления энергии всех видов.
Отчетные балансы предназначены для контроля за потреблением энергоносителей и выполнением
плановых балансов, а также служат основным материалом для анализа использования носителей,
оценки работы в области рационализации энергохозяйства и экономии топлива и энергии.
Исходными данными для планирования любого вида энергии являются: задание по выпуску
продукции на предстоящий на единицу продукции.
В общем виде потребность в электроэнергии Аполн рассчитывается по следующей формуле:
Аполн = Атехн + Аосв + Астор + Ап ,
где Атехн - потребность в силовой и технологической энергии, кВт×ч; Аосв - потребность в энергии
для освещения, кВт×ч; Астор - электроэнергия, отпускаемая на сторону, кВт×ч; Ап - потери
электроэнергии, кВт×ч.
Планирование потребности в энергии должно проводиться с учетом технически обоснованных
норм ее расходования на единицу продукции или единицу времени работы оборудования,
приборов и др.
Структура энергетического хозяйства полиграфического предприятия зависит от типа и масштаба
производства. Энергетическое хозяйство крупных предприятий находится в ведении главного
энергетика, мелких предприятий - в ведении главного механика. В состав отдела главного
энергетика входят группы энергоиспользования, энергооборудования, электрическая и тепловая
лаборатории. Обеспечение бесперебойного питания крупного полиграфического предприятия
необходимыми энергоресурсами возлагается на дежурных инженеров, руководящих
эксплуатацией всего энергетического хозяйства в течение смены. Персонал энергетических цехов
подразделяется на сменный, ведущий текущую эксплуатацию оборудования, и ремонтномонтажный.
Ответственность за экономное расходование топлива и энергии и выполнение планов
организационно-технических мероприятий несут руководители предприятий, начальники цехов,
технологи, энергетики.
15.3.
Основные пути совершенствования работы энергохозяйства и экономия энергоресурсов
Основными направлениями совершенствования энергетического хозяйства и повышения
эффективности его функционирования являются:
приобретение ресурсосберегающего оборудования;
использование наиболее экономических видов энергоресурсов;
совершенствование схем энергопотребления;
совершенствование технологических процессов;
автоматизация производственных процессов, учета и контроля использования;
применение расчетно-аналитических методов нормирования ресурсов;
упрощение структуры энергетического хозяйства предприятия;
стимулирование улучшения использования ресурсов и др.
В соответствии с разработанными направлениями по совершенствованию энергетического
хозяйства составляются мероприятия, которые условно подразделяются на энергетические,
технологические, мероприятия по улучшению режима работы, общепроизводственные и
организационные.
Перечень основных технико-экономических показателей приводится ниже: экономичность
производства и распределения энергии; удельный расход топлива и энергии на единицу
продукции; себестоимость единицы энергоресурса; доля затрат на энергию в себестоимости
продукции; энерговооруженность труда; коэффициент мощности.
Контрольные вопросы к разделу 15
16.
Проектирование и совершенствование организации производства на полиграфическом
предприятии
16.1.
Организационное проектирование на полиграфическом предприятии
Проектирование организации производства - это процесс разработки организационной,
технической и планово-экономической документации, необходимой для обеспечения
эффективного функционирования полиграфического предприятия как целостной
производственной системы.
Организационное проектирование направлено на решение следующих задач:
определение количественного и качественного состава элементов производственной
системы и рациональное размещение их в производстве, т.е. формирование оптимальной
производственной структуры предприятия;
разработка регламента проведения организационных процессов по упорядочению
функционирования производственной системы и создание организационно-плановых
документов, содержащих основные положения этого регламента;
разработка нормативной базы организации производства для конкретных
производственных объектных и функциональных подсистем;
определение характера информационных взаимосвязей элементов производственной
системы, формирование системы документооборота для целей информационного
обеспечения организации производства;
установление оптимальных экономических отношений между участниками
производственного процесса - подразделениями предприятия и отдельными
исполнителями.
Проект организации производства должен составляться как на этапе проектирования
полиграфических предприятий, так и при изменении его организационно-технических условий и
может включать в себя следующие разделы:
1. Общесистемные сводные данные, которые содержат сведения о: производственной
структуре предприятия; структуре системы управления; составе и численности кадров,
мероприятия по их подготовке и переподготовке.
2. Организационные решения, относящиеся к формированию функциональных подсистем
системы организации производства: организация подготовки производства инноваций
производственно-технического характера; организация подготовки изданий к
производству; организация оперативного управления производством; организация
обеспечения качества продукции; организация материально-технического обеспечения
производства; организация транспортного хозяйства; организация ремонта и технического
обслуживания оборудования; организация энергетического хозяйства на полиграфическом
предприятии.
3. Организационные решения, относящиеся к элементам производственного процесса: выбор
форм и методов организации труда; рациональная организация средств труда; оптимальная
организация движения в пространстве и во времени предметов труда; рациональное
объединение всех элементов производства в единый производственный процесс.
4. Решения по установлению экономических отношений в процессе функционирования
системы организации производства: формирование коллективов работников для всех
звеньев производственной системы; обоснование моделей и форм оплаты труда для
различных подразделений полиграфического предприятия; разработка системы
материального стимулирования работников предприятия.
5. Организационные проекты подразделений предприятия с детальной проработкой вопросов,
перечисленных выше в разделах 1-4.
6. Непрерывное, гибкое, комплексное совершенствование организации производства.
Комплексный организационный проект производственной системы - это комплекс проектной
документации, регламентирующей всю совокупность работ по организации производства на
предприятии.
Приведем примерный состав организационного проекта цеха полиграфического предприятия.
1. ИСХОДНЫЕ ПОЛОЖЕНИЯ ПО ПРОЕКТИРОВАНИЮ:
1.1. Сведения о документах, служащих директивной основой для разработки проекта.
1.2. Цели и задачи оргпроекта.
1.3. Источники финансирования.
1.4. Состав исполнителей по разработке оргпроекта.
1.5. Анализ результатов предпроектного исследования.
2. СОСТАВ КОМПЛЕКСНОГО ОРГПРОЕКТА ЦЕХА:
2.1. Общая характеристика цеха
2.1.1. Цели, назначение.
2.1.2. Технико-экономическая характеристика.
2.1.3. Производственная структура.
2.1.4. Организационная структура.
2.1.5. Общая планировка.
2.1.6. Расчет численности промышленно-производственного персонала.
2.2. Организация производственного процесса.
2.2.1. Организация основного производства.
2.2.2. Организация технического обслуживания производства.
2.3. Организация управления.
2.3.1. Общее линейное руководство.
2.3.2. Организация управления производственными процессами.
2.3.3. Организация управления качеством продукции.
2.3.4. Организация управления материальными потоками.
2.3.5. Организация управления подготовкой изданий к производству.
2.4. Организация труда.
2.4.1. Организация труда основных рабочих.
2.4.2. Организация труда вспомогательных и обслуживающих рабочих.
2.4.3. Организация труда ИТР и служащих.
2.5. Условия труда и техника безопасности.
2.5.1. Общая характеристика условий труда и техники безопасности.
2.5.2. Зоны условий труда.
2.5.3. Типовые режимы труда и отдыха рабочих.
2.5.4. Типовые режимы труда и отдыха ИТР и служащих.
2.5.5. Средства защиты от воздействия неблагоприятных элементов производственной
среды.
2.5.6. Мероприятия по обеспечению благоприятных условий труда и требований техники
безопасности.
3. РАСЧЕТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА ОТ ВНЕДРЕНИЯ КОМПЛЕКСНОГО
ОРГПРОЕКТА ЦЕХА
4. СОПУТСТВУЮЩАЯ ДОКУМЕНТАЦИЯ:
4.1. Описание содержания процесса проектирования, сроки их выполнения и состав
исполнителей.
4.2. Аннотированный отчет об исследованиях отечественного и зарубежного опыта
организационного проектирования.
4.3. Методики и нормативная база предпроектного обследования.
4.4. Результаты предпроектного исследования.
4.5. Методики нормирования труда.
4.6. Типовые проекты организации рабочих мест.
4.7. Формы документов.
4.8. Наборы стандартных программ решения задач организации производства на ПЭВМ.
5. ПОЛОЖЕНИЕ ПО ВНЕДРЕНИЮ КОМПЛЕКСНОГО ОРГПРОЕКТА.
5.1. Общая характеристика работ.
5.2. Календарный план-график внедрения оргпроекта.
5.3. Смета затрат на внедрение оргпроекта.
5.4. Рекомендации по реализации оргпроекта.
16.2.
Исследование и анализ состояния организации производства на полиграфическом предприятии
Исследование и анализ состояния организации производства направлен на выявление
положительных сторон и недостатков системы организации производства на предприятии и
выработку конкретных рекомендаций по ее совершенствованию. В ходе оценки уровня
организации производства на полиграфическом предприятии выявляется степень прогрессивности
и совершенства форм, методов и способов осуществления производственных процессов во
времени и пространстве и исследуются все основные стороны организации производства:
организация труда, функционирование средств труда, движение предметов труда, т.е. оценивается
эффективность организации отдельных элементов производственной системы. А также изучается
организация функциональных подсистем, таких, как подсистема подготовки производства
инноваций производственно-технического характера, подсистема подготовки изданий к
производству, подсистема оперативного управления производством, подсистема технического
обеспечения производства.
Оценку состояния уровня организации производства целесообразно осуществлять в ходе
оперативного анализа ежемесячно или ежеквартально по каждому структурному подразделению
основного производства полиграфического предприятия. Такая периодичность и
детализированность проведения анализа позволяет выявить динамику показателей и своевременно
мобилизовать дополнительные резервы для обеспечения рациональной организации производства
с целью своевременного выпуска конкурентоспособной продукции.
Результативность мероприятий по организации производства можно оценивать по трем
направлениям:
эффективность конечных результатов производственной деятельности полиграфических
предприятий;
степень реализации научных принципов организации производства;
эффективность функционирования отдельных подсистем и элементов организации
производства.
Перечень и расчетные формулы технико-экономических показателей, отражающих состояние тех
или иных сторон организации производства на полиграфическом предприятии, представлены в
табл. 16.1 (см.: , , ).
Эффективность организации производства отражается в таких конечных результатах деятельности
полиграфических предприятий, как выполнение тематического плана в натуральном выражении
(Квтп ), выполнение тематического плана в стоимостном выражении (Квпр ), коэффициент средней
сменности работы оборудования (Ксм ), степень использования рабочего времени (Крв ) и
показатель организации обеспечения качества выпускаемой продукции (Ккач ).
Оценить степень реализации научных принципов организации производства можно с помощью
коэффициента пропорциональности использования средств труда (Кпрт ), коэффициента
непрерывности (Кнепр ), коэффициента параллельности (Кпар ), коэффициента пропорциональности
загрузки рабочих (Кзр ), коэффициента ритмичности выпуска продукции (Критм. в.п ), коэффициента
ритмичности работы оборудования (Критм. р.о.i ) и коэффициента ритмичности работы
подразделения предприятия (Критм. р.п.п ), а также коэффициента соответствия квалификации
рабочих группе сложности выполняемых работ (Ккв ).
Рациональность организации труда находит отражение в числовых значениях коэффициента
соответствия квалификации рабочих группе сложности выполняемых работ (Ккв ), показателе
организации рабочих мест (Кр.м ) и коэффициенте пропорциональности использования средств
труда (Кпрт ).
Охарактеризовать эффективность функционирования средств труда позволяют: коэффициент
внутрисменного использования оборудования (Кв.о. ), коэффициент эффективного использования
печатного оборудования (Rэф.п.м), коэффициент использования производственной мощности
(Кисп.м ), коэффициент загрузки оборудования (Кзагр ), а также величина коэффициента средней
сменности работы оборудования (Ксм ) и коэффициента автоматизации производства (Кавт ).
Для анализа результативности организации движения предметов труда используются такие
показатели, как коэффициент непрерывности (Кнепр ), коэффициент параллельности (Кпар ) и
показатель эффективности организации движения предметов труда (Кц ).
Для оценки организации производства функциональных подсистем применяются комплексы
показателей. Так, организационно-плановая подготовка изданий к производству оценивается
коэффициентом выполнения норм (Кв.н ), планово-экономическая - коэффициентом соответствия
фактической себестоимости заказа его плановой величине (Ксс ), а технологическая - показателем
использования типовых технологий (Ктип ). Эффективность подготовки производства инноваций
производственно-технического характера находит отражение в коэффициенте автоматизации
производства (Кавт ), показателе применения передовых форм организации производства (Кпф ) и
показателе использования типовых технологий (Ктип ).
При исследовании эффективности организации оперативного управления производством комплекс
анализируемых технико-экономических показателей может включать в себя:
показатель выполнения тематического плана в натуральном выражении;
показатель выполнения тематического плана в стоимостном выражении (Квпр );
коэффициент средней сменности работы оборудования (Ксм );
степень использования рабочего времени (Крв );
коэффициент непрерывности (Кнепр );
коэффициент параллельности (Кпар );
коэффициент ритмичности выпуска продукции (Критм. в.п );
коэффициент ритмичности работы оборудования (Критм. р.о.i );
коэффициент ритмичности работы подразделения предприятия (Критм. );
коэффициент внутрисменного использования оборудования (Кв.о. );
коэффициент эффективного использования печатного оборудования (Кэф.п.м. );
коэффициент использования производственной мощности (Кисп.м );
коэффициент загрузки оборудования (Кзагр );
показатель эффективности организации движения предметов труда (Кц ).
Результативность работ по организации обеспечения качества продукции на полиграфическом
предприятии находит отражение в показателе использования прогрессивных методов контроля
(Кконтр ) и показателе организации контроля качества.
Организация подсистемы технического обеспечения производства на предприятии анализируется
по коэффициенту своевременного обеспечения производства материалами, по показателю
эффективности организации вспомогательного производства (Квсп ).
16.3.
Рационализация организации производства на полиграфическом предприятии
Исследование состояния и последующий анализ системы организации производства на
полиграфическом предприятии позволяют выявить организационные резервы производства и
разработать мероприятия по ее совершенствованию.
Под организационными резервами производства понимают недоиспользованные за счет
нерациональной организации производства, труда и управления потенциальные возможности
развития производства. Поэтому мероприятия по совершенствованию системы организации
производства в первую очередь направлены на мобилизацию этого вида резервов.
План по рационализации организации производства на полиграфическом предприятии может
включать следующие направления:
1. Улучшение использования трудовых ресурсов за счет:
o более полной загрузки работников предприятия с учетом их квалификации и
использования передового опыта;
o улучшения организации рабочих мест;
o установления оптимальной численности работников на операциях
производственного процесса в сфере управления производства.
2. Усовершенствование использования средств труда при обеспечении:
o более полной загрузки оборудования;
o повышения сменности работы оборудования;
o сокращения времени пребывания оборудования в ремонте и времени переналадок и
технологических остановок в процессе работ;
o оптимального использования параметров оборудования;
o уменьшения времени простоев по организационно-техническим причинам.
3. Сокращение времени производства полиграфической продукции, которое предполагает:
o улучшение качества и сокращение сроков подготовки изданий в издательстве и на
полиграфическом предприятии;
o обеспечение технологичности изданий;
o выбор оптимальной технологии изготовления заказов на полиграфическом
предприятии;
o наиболее полную реализацию принципов рациональной организации производства;
o установление обоснованных норм затрат труда и материалов;
o совершенствование системы оперативно-календарного планирования и
регулирования полиграфического производства;
o осуществление контрольных и транспортных операций параллельно операциям
основного производственного процесса;
o совершенствование материально-технического обеспечения производства и
установление оптимальных запасов материалов;
o рационализацию грузопотоков на предприятии.
4. Повышение качества продукции за счет:
o унификации и стандартизации полиграфической продукции;
o применения типовой технологии;
o использования прогрессивных методов контроля качества изделий и параметров
технологического процесса;
o системы мероприятий по сокращению брака.
Некоторые из перечисленных мероприятий носят комплексный характер. Так, совершенствование
системы оперативного управления производством создает предпосылки для рационализации
использования всех видов организационных резервов и позволяет улучшить использование
трудовых ресурсов, орудий труда, сократить время производства, обеспечив при этом выпуск
конкурентоспособной продукции.
Характер конкретных мероприятий по улучшению организации производства в значительной мере
определяется особенностями предприятия и уровнем организации производства на нем.
Мероприятия по рационализации системы организации производства на полиграфическом
предприятии разрабатываются в следующем порядке:
на основе проведенных исследований состояния и оценки уровня организации
производства выявляются объекты рационализации;
изучается передовой опыт по организации этого объекта, производится опрос работников
предприятия по исследуемой проблеме и анализируются их предложения;
разрабатываются мероприятия по совершенствованию системы организации производства,
определяются сроки и ответственные исполнители работ.
Завершающим этапом работ является реализация намеченных мероприятий.
Контрольные вопросы к разделу 16
17.
Организационно-правовые аспекты деятельности полиграфических предприятий
17.1.
Правовые и экономические основы деятельности предприятий
На всех этапах развития экономики основным ее звеном является предприятие. На предприятии
осуществляется производство продукции, происходит непосредственная связь работника со
средствами производства. Предприятием является самостоятельный хозяйственный субъект с
правом юридического лица, созданный в порядке, установленном законодательством, для
выполнения работ и оказания услуг в целях удовлетворения общественных потребностей и
получения прибыли.
Предприятие самостоятельно осуществляет свою деятельность, распоряжается выпускаемой
продукцией, прибылью, оставшейся в его распоряжении после уплаты налогов и других
обязательных платежей. В условиях рыночной экономики главной целью предприятия является
получение максимальной и стабильной прибыли от реализации продукции и услуг.
Предприятие является юридическим лицом, так как имеет в собственности, хозяйственном
ведении или оперативном управлении обособленное имущество и отвечает по своим
обязательствам, может от своего имени приобретать и осуществлять имущественные и личные
неимущественные права, нести обязанности, быть истцом и ответчиком в суде. Юридические лица
должны иметь самостоятельный баланс или смету. Статус юридического лица предприятие
получает после его государственной регистрации.
Предприятие является обособленным целостным производственно-хозяйственным организмом, в
котором предполагается социальное единство, производственно-техническое единство, а также
организационно-административное единство и финансово-экономическая самостоятельность.
Социальное единство предполагает формирование трудового коллектива, состоящего из
различных категорий работников (рабочих, руководителей, специалистов, служащих, младшего
обслуживающего персонала), для достижения цели, поставленной перед предприятием.
Социальная сторона деятельности предприятия выражается в улучшении условий труда, жизни и
здоровья членов трудового коллектива. Руководители подразделений предприятия должны
заботиться о развитии творческих способностей работающих.
Производственно-техническое единство предусматривает:
соответствие имеющегося технологического оборудования и производственных площадей
характеру производства определенной продукции;
последовательную связь и законченность всех технологических процессов;
динство технического и производственного руководства.
Организационно-административное единство предполагает, что аппарат управления, созданный на
предприятии, организует производственно-хозяйственную деятельность трудового коллектива на
основе плана, ведет учет и отчетность предприятия. Предприятие является совокупностью
составляющих его производственных единиц. Во главе предприятия стоит директор (генеральный
директор, управляющий), осуществляющий на основе принципа единоначалия руководство всеми
сторонами его деятельности.
Финансово-экономическая самостоятельность означает, что предприятие располагает
материальной базой в виде имущественных и денежных ресурсов, действует на основе хозрасчета
и самоокупаемости, стремится к получению максимальной прибыли.
Главными задачами предприятия являются: удовлетворение общественных потребностей (спроса)
в его продукции, услугах и реализации на основе полученной прибыли социальных и
экономических интересов членов трудового коллектива предприятия и интересов собственников
имущества.
В соответствии с Гражданским кодексом РФ юридические лица, являющиеся коммерческими
организациями, могут создаваться в форме хозяйственных товариществ и обществ,
производственных кооперативов, государственных и муниципальных унитарных предприятий.
Хозяйственные товарищества могут создаваться в форме полного товарищества и товарищества
на вере (коммандитного товарищества).
Хозяйственные общества могут создаваться в форме акционерного общества, общества с
ограниченной или дополнительной ответственностью.
Полным признается товарищество, участники которого (полные товарищи) в соответствии с
заключенным между ними договором занимаются предпринимательской деятельностью от имени
товарищества и несут ответственность по его обязательствам принадлежащим им имуществом.
Товариществом на вере (коммандитным товариществом) признается товарищество, в котором
наряду с участниками, осуществляющими от имени товарищества предпринимательскую
деятельность и отвечающими по обязательствам товарищества своим имуществом (полными
товарищами), имеется один или несколько участников-вкладчиков (коммандитистов), которые
несут риск убытков, связанных с деятельностью товарищества в пределах сумм, внесенных ими
вкладов, и не принимают участие в осуществлении товариществом предпринимательской
деятельности.
Акционерным признается общество, уставный капитал которого разделен на определенное
число акций; участники акционерного общества (акционеры) не отвечают по его обязательствам и
несут риск убытков, связанных с деятельностью общества, в пределах стоимости принадлежащих
им акций.
Акционерное общество может быть закрытым или открытым. Акционерное общество, участники
которого могут отчуждать принадлежащие им акции без согласия других акционеров, признается
открытым. Такое акционерное общество вправе проводить открытую подписку на выпускаемые
им акции и их свободную продажу на условиях, устанавливаемых законом. Оно обязано ежегодно
публиковать для всеобщего сведения годовой отчет, бухгалтерский баланс, счет прибылей и
убытков.
Закрытым признается такое акционерное общество, акции которого распределяются только
среди его учредителей или иного, заранее определенного, круга лиц. Акционеры этого общества
имеют преимущественное право приобретения акций, продаваемых другими акционерами этого
общества.
Обществом с ограниченной ответственностью признается учрежденное одним или несколькими
лицами общество, уставный капитал которого разделен на доли определенных размеров
учредительными документами. Участники этого общества не отвечают по его обязательствам и не
несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных ими
вкладов.
Участники общества с дополнительной ответственностью солидарно несут субсидиарную
ответственность по его обязательствам своим имуществом в одинаковом для всех кратном размере
к стоимости их вкладов, определяемом учредительными документами общества. При банкротстве
одного из участников его ответственность по обязательствам общества распределяется между
остальными участниками пропорционально их вкладам, если иной порядок распределения
ответственности не предусмотрен учредительными документами общества.
Производственные кооперативы (артели) - это добровольные объединения граждан на основе
членства для совместной производственной или хозяйственной деятельности, основанное на их
личном трудовом и ином участии и объединении его членами (участниками) имущественных
паевых взносов.
Государственным, муниципальным унитарным предприятием признается коммерческая
организация, не наделенная правом собственности на закрепленное за ней собственником
имущество, которое является неделимым и не может быть распределено по вкладам (долям, паям),
в том числе между работниками предприятия; в форме унитарных предприятий могут быть
созданы только государственные и муниципальные предприятия. Имущество государственного и
муниципального предприятия находится соответственно в государственной или муниципальной
собственности и принадлежит такому предприятию на праве хозяйственного ведения или
оперативного управления.
Коммерческие организации в целях координации их предпринимательской деятельности, а также
представления защиты общих имущественных интересов могут по договору между собой
создавать объединения в форме ассоциаций или союзов, являющихся некоммерческими
организациями. Участники ассоциации (союза) могут принять решение о ведении
предпринимательской деятельности. В этом случае ассоциация (союз) преобразуется в
хозяйственное общество или товарищество. Члены ассоциации (союза) сохраняют свою
самостоятельность и права юридического лица.
17.2.
Создание и ликвидация предприятия
Предприятие может быть создано по решению правительства на основе выделенных государством
средств для изготовления определенного вида продукции (государственное промышленное
предприятие). Предприятие может быть создано по решению собственника (собственников)
имущества (частное или коллективное предприятие). Кроме того, предприятие может быть
образовано в результате выделения из состава действующего предприятия по инициативе
коллектива работников указанного предприятия, если на это есть согласие собственника
имущества предприятия и обеспечивается выполнение ранее принятых договорных обязательств
(предприятие с коллективной ответственностью).
Предприятие считается созданным со дня утверждения учредительных документов:
учредительного договора;
устава;
паспорта.
Оно приобретает права юридического лица со дня его государственной регистрации.
Государственная регистрация предприятия осуществляется соответствующим органом местной
власти в городе по месту нахождения предприятия. Для государственной регистрации
предприятия собственник имущества представляет: заявление учредителя предприятия,
учредительный договор или решение правительства о создании предприятия и устав предприятия.
Негосударственные предприятия должны представлять приказ или выписку собрания учредителей
(кроме индивидуальных и семейных); гарантийное письмо на производственную площадь;
анкетные данные на руководителя; платежное поручение о плате за регистрацию; другие
документы по перечню, определяемому правительством.
Государственная регистрация предприятия должна быть не позднее чем за 30 дней с момента
подачи заявления с предоставлением необходимых документов. Отказ в государственной
регистрации предприятия (объединения) может последовать по мотивам нарушения
установленного законодательными актами порядка создания предприятия, а также несоответствия
учредительных документов требованиям законодательства.
Если государственная регистрация предприятия в установленный срок не произведена либо в ней
отказано по мотивам, которые учредитель считает необоснованными, то последний может
обратиться в суд.
За государственную регистрацию с предприятия взимается плата в размерах, установленных
законодательством. Полученные средства зачисляются в бюджет района, города, района города по
месту регистрации предприятия.
Данные государственной регистрации предприятия в десятидневный срок передаются в
государственную налоговую инспекцию района по месту регистрации.
Предприятие может создавать дочерние предприятия (юридического лица), а также филиалы,
представительства и другие подразделения с правом открытия текущих расчетных счетов и
утверждает положение о них.
Для осуществления подлежащих лицензированию видов деятельности предприятие обязано
получить необходимую лицензию в установленном порядке.
Во исполнение закона РФ «О лицензировании отдельных видов деятельности» полиграфические
предприятия должны получить в Министерстве по делам печати, телерадиовещания и средств
массовых коммуникаций лицензии на право ведения полиграфической деятельности.
Предприятия, получившие лицензию на полиграфическую деятельность, обязаны указывать
величину тиража и другие выпускные и выходные сведения издания, предоставлять в
министерство обязательные контрольные экземпляры, вести выпуск изданий на основе договора с
издательством, не допускать принятия заказа в производство от организаций, не имеющих
лицензии на издательскую деятельность, не допускать бездоговорный выпуск произведений,
охраняемых авторским правом. Проверка полиграфических предприятий на предмет соблюдения
лицензионных требований и других нормативных актов проводится постоянно Управлением по
делам печати, телерадиовещания и средств массовых коммуникаций.
В Управлении ведется специальный реестр предприятий, нарушивших лицензионные требования,
с указанием конкретного нарушения и последующими действиями со стороны управления
госинспекции и со стороны предприятия.
Имущество предприятия составляют основные фонды и оборотные средства, а также иные
ценности, стоимость которых отражается в самостоятельном балансе предприятия. В соответствии
с законодательством и уставом предприятия имущество этого предприятия может принадлежать
ему на правах собственности либо полного хозяйственного ведения.
Источниками формирования имущества предприятия являются денежные и материальные взносы
учредителей, доходы, получаемые от реализации продукции, работ и услуг, а также от других
видов хозяйственной деятельности; доходы от ценных бумаг; кредиты банков и других
кредиторов; капитальные вложения и дотации из бюджета; безвозмездные или благотворительные
взносы, пожертвования организаций, предприятий и граждан; иные источники, не запрещенные
законодательными актами.
Предприятие имеет право продавать и передавать другим предприятиям, организациям и
учреждениям, обменивать, сдавать в аренду, предоставлять бесплатно во временное пользование
либо взаймы принадлежащие ему здания, сооружения, оборудование, транспортные средства,
инвентарь и другие материальные ценности, а также списывать с баланса, если иное не
предусмотрено законодательством. Безвозмездная передача и предоставление предприятием
материальных ценностей другим предприятиям и гражданам осуществляется с разрешения
собственника или уполномоченного им органа. Владение землей, использование других
природных ресурсов предприятие осуществляет в установленном порядке за плату. Предприятие
обязано своевременно осуществлять природоохранительные мероприятия, направленные на
снижение и компенсацию отрицательного воздействия его производства на природную среду. Оно
несет ответственность за соблюдение требований и норм по рациональному использованию,
восстановлению и охране земель, недр, лесов и других природных ресурсов, а также возмещает
ущерб.
Государство гарантирует защиту имущественных прав предприятия. Изъятие государством у
предприятия его основных и оборотных средств не допускается. Убытки, причиненные
предприятию, возмещаются по решению суда.
Предприятие действует на основе учредительных документов - устава и учредительного договора.
Учредительный договор составляется учредителями предприятия (если предприятие создается
не по решению правительства) и состоит из следующих разделов:
1.
2.
3.
4.
5.
6.
7.
8.
предмет договора;
права и обязанности учредителя;
порядок образования имущества и распределение расходов;
органы управления предприятием;
ответственность сторон;
срок действия договора;
порядок внесения изменений в договор и порядок расторжения его;
порядок прекращения договора.
В первом разделе договора отражается, как участники договариваются о создании предприятия;
определяются обязательственные стороны взаимоотношений; устанавливаются цель создания
предприятия и предмет его деятельности; определяются размер имущества предприятия, в том
числе величина уставного фонда, а также размер основных фондов и оборотных средств;
приводятся название предприятия, печать и штамп с наименованием предприятия, а также
местонахождение (почтовый адрес).
Во втором разделе перечисляются права и обязанности учредителей (участие в управлении делами
предприятия и контроле за его производственно-хозяйственной деятельностью; получение части
прибыли и т.д.), определяются порядок и условия приема новых учредителей; порядок выхода из
состава учредителей.
В третьем разделе освещаются вопросы, связанные с порядком образования имущества
предприятия и распределением доходов.
Источниками формирования имущества предприятия являются: денежные и материальные взносы
учредителей предприятия; доходы, получаемые от реализации продукции, работ и услуг; доходы
от приобретения ценных бумаг; кредитов банков и других кредиторов; безвозмездные или
благотворительные взносы; пожертвования предприятий, организаций и граждан.
Чистая прибыль предприятия образуется после уплаты налогов в бюджет и во внебюджетные
фонды.
В четвертом разделе приводятся органы управления предприятием. Высшим органом управления,
как правило, является совет учредителей. Лица, входящие в совет учредителей, поочередно
председательствуют на заседаниях. Для текущего управления деятельностью предприятия по
контракту нанимают директора предприятия сроком на 2-3 года и другой управленческий
персонал. Директор предприятия наделяется большими правами: принимает решения по всем
вопросам, не отнесенным уставом и учредительным договором к исключительной компетенции
собрания учредителей; принимает и увольняет работников; без доверенности действует от имени
предприятия, представляет его интересы в учреждениях и организациях; распоряжается
имуществом, заключает договоры, выдает доверенности, открывает в банках расчетные счета,
пользуется правом распоряжения средствами, утверждает штаты исполнительного аппарата,
издает приказы и дает указания, обязательные для всех работников предприятия.
Контроль за деятельностью директора осуществляет ревизионная комиссия. Руководители
предприятия не реже одного раза в год отчитываются перед учредителями по результатам
производственно-хозяйственной деятельности.
Пятый раздел посвящен ответственности сторон. В случае невыполнения взятых на себя
обязательств стороны несут ответственность в соответствии с действующим законодательством.
Директор предприятия несет персональную ответственность за качество выпускаемой продукции,
рентабельность работы предприятия, своевременность отчисления налогов и отчетность перед
налоговой инспекцией, своевременность отчисления дивидендов учредителям.
В шестом разделе приведены сроки, на которые составляется учредительный договор. Договор
может быть составлен на определенный или неопределенный срок.
В седьмом разделе излагаются порядок внесения изменений в учредительные документы и
порядок расторжения договора. Изменения вносятся в договор по согласованию сторон или в
арбитражном порядке. Изменения к учредительному договору оформляются протоколом,
являющимся неотъемлемой частью данного договора. Договор может быть расторгнут в случае
реорганизации или ликвидации предприятия, а также при изменении формы собственности.
В восьмом разделе описывается порядок прекращения договора. Договор прекращается, если в
составе учредителей остается менее двух представителей. Порядок ликвидации регламентируется
уставом.
Предприятие (объединение) приобретает связанные с его производственно-хозяйственной
деятельностью права и обязанности со дня утверждения устава, а со дня регистрации оно
становится юридическим лицом.
Устав - основной документ, определяющий задачи, права и область деятельности предприятия,
положение его в отрасли и в системе финансовых и хозяйственных органов. Он утверждается
учредителями предприятия. Устав включает следующие разделы:
1. общие положения;
2. учредители предприятия;
3.
4.
5.
6.
7.
8.
9.
уставный фонд предприятия;
производственно-хозяйственная деятельность предприятия;
порядок образования имущества предприятия;
организация, оплата и дисциплина труда;
социальное обеспечение;
управление предприятием;
прекращение деятельности предприятия.
В первом разделе приводят точное наименование предприятия, его местонахождение (почтовый
адрес), наименование органа, которому предприятие непосредственно подчиняется, цель создания
и вид деятельности, а также то, что имущество предприятия является собственностью учредителей
и предприятие имеет право создавать дочерние предприятия в других городах, участвовать в
акционерных обществах, ассоциациях и других организациях.
Второй раздел содержит указание о том, что предприятие учреждено решением правительства или
в соответствии с учредительным договором. Если предприятие создано на основе учредительного
договора, то перечисляются все учредители.
В третьем разделе указывается размер уставного фонда и доля каждого из учредителей. Размер,
форма и порядок внесения вкладов учредителей в уставный фонд определяются так же, как и в
третьем разделе учредительного договора. В этом разделе предусмотрены и дополнительные
вклады, и величина взносов новых учредителей в уставный фонд предприятия в порядке,
установленном вторым разделом учредительного договора.
В четвертом разделе содержатся сведения о том, что предприятие является юридическим лицом,
имеет свой расчетный счет в банке, печать и штамп со своим наименованием. На основе полного
хозяйственного расчета оно обеспечивает самоокупаемость и самофинансирование и полностью
отвечает за результаты производственно-хозяйственной деятельности; самостоятельно планирует
свою производственно-хозяйственную деятельность и устанавливает договорные цены на свою
продукцию и оказываемые услуги. Основными показателями производственно-хозяйственной
деятельности предприятия являются прибыль и рентабельность.
Прибыль, остающаяся в распоряжении предприятия после уплаты налогов в бюджет и
внебюджетные фонды, а также уплаты дивидендов учредителям в соответствующем порядке,
поступает в полное распоряжение предприятия и расходуется на формирование фондов
экономического стимулирования, резервного и других фондов.
Далее в этом разделе указывается, что предприятие ведет бухгалтерский учет и отчетность в
установленном порядке и несет ответственность за их достоверность; отчитывается о результатах
своей производственно-хозяйственной деятельности перед налоговой инспекцией, внебюджетным
фондом и фондом социальной защиты населения, а также перед статистической службой в сроки,
установленные действующим законодательством.
В пятом разделе приводится порядок образования имущества предприятия, источники
формирования имущества (см. учредительный договор). Кроме того, здесь находят отражение
сведения о том, что предприятие имеет право: приобретать или арендовать основные фонды,
приобретать оборотные средства и брать ссуду в банке на эти цели, иметь постоянно находящиеся
в кассе денежные средства для текущих расходов; продавать и передавать другим предприятиям,
учреждениям и организациям, обменивать, сдавать в аренду, передавать во временное пользование
оборудование, инвентарь и другие материальные ценности.
Изъятие имущества у предприятия не допускается, за исключением случаев, предусмотренных
законодательными актами.
Шестой раздел включает организацию, оплату и дисциплину труда на предприятии. В частности, в
этот раздел могут быть включены следующие положения: трудовые взаимоотношения с
работниками предприятия регулируются действующим трудовым законодательством;
предприятие обеспечивает своевременную выплату заработной платы не реже одного раза в
месяц; размеры заработной платы устанавливаются предприятием самостоятельно, но не ниже
минимальной величины, предусмотренной законодательством; трудовые доходы каждого
работника предприятия определяются количеством и качеством его труда, а максимальные
размеры не ограничиваются; правила внутреннего распорядка, режим труда и трудовая
дисциплина устанавливаются администрацией предприятия, а за нарушение дисциплины могут
быть наложены административные взыскания.
В седьмом разделе рассматриваются социальные вопросы. В частности, работники предприятия
подлежат социальному и медицинскому страхованию и социальному обеспечению в порядке,
предусмотренном действующим законодательством. Предприятие ежемесячно вносит средства в
фонд социальной защиты населения и другие отчисления от своих доходов в порядке и размерах,
установленных законодательством. Предприятие возмещает ущерб пострадавшим работникам, а
также проводит расследование причин несчастных случаев. Оно самостоятельно устанавливает
для своих работников продолжительность отпусков, сокращенный рабочий день в
предпраздничные дни, а также другие льготы в пределах заработанных средств.
В восьмом разделе излагается организация управления предприятием. В частности, управление
предприятием осуществляют собрание учредителей, директор предприятия и его функциональные
подразделения. Высшим органом управления является совет учредителей, к исключительной
компетенции которого относятся: определение основных направлений производственнохозяйственной деятельности предприятия; избрание и отзыв членов исполнительного и
ревизионного органов; вынесение решений о привлечении к ответственности должностных лиц
предприятия; вступление предприятия в объединение, ассоциацию и другие формы организации;
исключение учредителей и привлечение новых учредителей предприятия; принятие решения о
ликвидации предприятия.
Кроме того, в этом разделе устава приводятся положения о правомочности, сроках и порядке
проведения заседаний совета учредителей и очередности избрания председателя заседания.
В этом разделе излагаются права и обязанности директора предприятия.
Контроль за деятельностью директора осуществляет ревизионная комиссия.
Главный бухгалтер предприятия несет ответственность и пользуется правами, установленными
законодательством, и непосредственно подчиняется директору предприятия.
В девятом разделе излагаются вопросы, связанные с прекращением деятельности предприятия. В
частности, предприятие прекращает свою деятельность по решению собрания учредителей, на
основании решения суда, в случае признания предприятия банкротом, в других случаях,
предусмотренных законодательством, а также предприятие прекращает свою деятельность в
случае реорганизации.
При реорганизации предприятия вносятся необходимые изменения в учредительные документы и
в реестр государственной регистрации, а при ликвидации делается соответствующая запись в
реестре. Орган, принявший решение о ликвидации предприятия, назначает ликвидационную
комиссию. После уплаты в установленном порядке всех долгов ликвидируемого предприятия, в
первую очередь долгов перед бюджетом и внебюджетными фондами, оставшиеся средства
распределяются ликвидационной комиссией между учредителями пропорционально их вкладу в
уставный фонд.
Производственно-технический паспорт- это документ, характеризующий предприятие как
производственно-техническую единицу. Он содержит необходимые данные о предприятии и его
составных частях и состоит из двух разделов.
В первом разделе приводят наименование, подробную материальную и техническую
характеристику предприятия и технико-экономические показатели его работы.
Второй раздел включает объемные показатели, отражающие производственную деятельность
предприятия: объем выпускаемой продукции; сведения о среднесписочной численности
работников предприятия, о производительности труда, размере фонда заработной платы; данные о
материальном обеспечении; сумму балансовой прибыли и уровень рентабельности предприятия.
Паспорт используется как справочный документ для решения вопросов по внутризаводскому
планированию, дальнейшему развитию предприятия и для контроля со стороны государственных
органов.
17.3.
Особенности современного состояния полиграфических предприятий
Полиграфическим предприятием является самостоятельный хозяйственный субъект с правом
юридического лица, созданный в порядке, установленном законодательством, для осуществления
полиграфической деятельности в целях удовлетворения общественных потребностей и получения
прибыли.
Под полиграфической деятельностью понимается набор (для последующего изготовления
печатных форм), подготовка печатных форм (включая подготовку печатей и штампов), печать,
изготовление тиражей печатных изданий любого вида. Полиграфическая деятельность может
включать в себя как перечисленные процессы, так и отдельно взятые. Деятельность
полиграфических предприятий может осуществляться после получения лицензии в Министерстве
печати и информации РФ или территориальных органах государственной инстанции при этом
министерстве [ ].
Задачей полиграфического предприятия является предоставление полиграфических услуг
высокого качества издающим организациям в целях наиболее полного использования
информационного ресурса, который надлежит довести до населения. Деятельность
полиграфического предприятия, как и предприятий других отраслей, подлежит государственному
регулированию, которое опирается на Конституцию РФ, гражданский, судебный, налоговый
кодексы, на документы исполнительной власти. На уровне отрасли предприятия должны вести
свою производственную деятельность в соответствии с такими законами, как «О средствах
массовой информации», «О лицензировании отдельных видов деятельности», Постановление
Совета Министров «О регулировании полиграфической деятельности».
Отдельные виды полиграфической продукции, например школьные учебники, должны
подвергаться гигиенической сертификации. Законодательство предусматривает, чтобы продукция
полиграфических предприятий своим содержанием не давала преднамеренную дезинформацию,
не пропагандировала вражду и насилие, не способствовала нравственному разложению.
Указанная основная задача, стоящая перед полиграфическими предприятиями, может быть
выполнена путем решения многообразных частных задач, находящихся в области маркетинга,
ценовой политики, совершенствования техники и технологии, а именно:
увеличение выпуска печатной продукции, обеспечивающей рост образовательного,
технического, культурного уровня читателей, удовлетворение их духовных потребностей;
проведение маркетинговых исследований в целях расширения круга заказчиков и
определения своей ниши на рынке полиграфических услуг;
улучшение качества художественно-технического оформления и полиграфического
исполнения печатной продукции на базе современных отечественных полиграфических
материалов;
создание новых видов полиграфической продукции в соответствии с требованиями рынка;
техническое совершенствование производства, внедрение новейших достижений
отечественной и зарубежной науки и техники в целях привлечения заказчиков на
отечественную полиграфическую базу;
создание ориентировочной нормативной базы для определения цен на полиграфические
услуги;
создание предприятий различных форм собственности с целью повышения эффективности
производства, получения максимального дохода, усиления экономических методов
управления и самоуправления;
повышение квалификации работников, создание резерва на руководящие должности;
обеспечение материального благосостояния работников, улучшение условий их труда и
быта за счет увеличения выпуска продукции.
С конца 90-х годов российские полиграфические предприятия испытывают большие трудности,
связанные с падением спроса на полиграфическую продукцию, снижением объемов производства,
дефицитом оборотных средств и т.д. Рынок определяет ассортиментную структуру печатной
продукции. В годы плановой экономики на долю книг, журналов, газет, бланков падало почти 95%
от общего выпуска печатной продукции (1992), сейчас все большее значение приобретает
производство высококачественных этикеток, упаковки, рекламных изданий, представительской
продукции [ ]. Хорошо оформленные издания содержат вкладки, вклейки образцов, отрывные
купоны, разнообразные приложения. Для многих изданий требуется поэкземплярная упаковка. В
годы плановой экономики масштабы производства, здания и оборудование, предназначались для
выпуска многотиражной продукции идеологического содержания. Сейчас потребности общества в
печатной продукции разделены на большое число групп, но сами группы невелики; этим
объясняется уменьшение величины тиража изданий. На уменьшение тиражей изданий повлияло и
снижение жизненного уровня населения.
В промышленно развитых странах параллельно с прогрессом информационных технологий растет
и выпуск печатной продукции, причем чем выше уровень информационной технологии (США,
Япония, Германия, Великобритания), тем значительнее рост издания печатной продукции. Если 10
лет тому назад в США потреблялось за год 290 кг бумаги на душу населения, то сейчас эта цифра
возросла в 1,5 раза. В 1993 г. в России на 100 человек приходилось 58 экз. газет, а в 1998 г. только
15 экз.
Ряд ведущих полиграфических предприятий строились и оснащались в 70-80-е годы. Очевидно,
что оборудование этих предприятий за годы эксплуатации подверглось физическому и
моральному износу. Исследования, проведенные специалистами отрасли [ ], показали, что 68%
оборудования полиграфической промышленности России работает свыше 10 лет. В том числе в
крупных федеральных и региональных типографиях такое оборудование составляет 61%; на
предприятиях городского и районного масштаба - 75%. В целом по полиграфическим
предприятиям Российской Федерации неконкурентоспособны из-за морального или физического
износа более 90% установленных машин.
Вместе с тем нельзя не отметить и те положительные изменения, которые происходят на
полиграфических предприятиях по повышению технического уровня производства. К 2000 году
фактически полностью переоснащен Смоленский полиграфический комбинат, построен офсетный
цех на Саратовском полиграфическом комбинате, новое оборудование установлено на Тверском
комбинате детской литературы, переведено на офсетную печать газетное производство в Саратове,
Краснодаре, Волгограде. С привлечением частных средств по последнему слову техники
оснащены типографии ЗАО «Алмаз-Пресс», «Финтрекс» в Москве, ЗАО «Типография Паритет» в
Челябинске.
Проблемы современной полиграфии могут быть сформулированы следующим образом:
несоответствие мощности многих полиграфических предприятий потребностям рынка
печатной продукции;
техническая и технологическая отсталость большинства предприятий от среднего мирового
уровня;
зависимость предприятий от импорта материалов и оборудования;
потери от размещения заказов на зарубежной базе;
низкая инвестиционная активность;
дефицит квалифицированных кадров на предприятиях.
Четкое определение проблем необходимо для каждого предприятия, чтобы выявить приоритетные
направления развития и сформировать соответствующую им политику.
17.4.
Классификация полиграфических предприятий
По данным межрегиональной ассоциации полиграфистов (МАП), в России насчитывается более
4,5 тыс. полиграфических предприятий. Эти предприятия крайне разнообразны по характеру
выпускаемой продукции, формам собственности, используемой технике и технологии и т.д.
Для полиграфических предприятий можно выделить следующие классификационные признаки:
по характеру выпускаемой продукции;
по формам собственности;
по подчиненности;
в зависимости от применяемой техники и технологии;
по специализации;
по масштабам производства;
по уровню механизации и автоматизации;
по методам организации производства.
В зависимости от характера выпускаемой продукции полиграфические предприятия традиционно
классифицировались на книжные, книжно-журнальные, газетно-журнальные, газетные,
журнальные, фабрики-печатные, картографические, нотные, бланочные, беловых товаров и др.
Ведущими специалистами Министерства по делам печати, телерадиовещания и средств массовых
коммуникаций разработана методика оценки финансово-хозяйственной деятельности
полиграфических предприятий. Основным условием объективности действия методики является
стратификация предприятий [ ]. Стратификация предприятий предназначена для
первоначального разделения всей совокупности на однородные группы. В роли количественной
меры качественной однородности использован удельный вес того или иного вида продукции в
натуральном объеме производства. Если значение удельного веса превышает 50%, предприятие
признается специализированным на выпуске данного вида печатных изданий. В противном случае
предприятие считается универсальным. По указанной методике полиграфические предприятия
подразделяются на следующие виды:
издательско-полиграфические комплексы, выпускающие газетную продукцию;
полиграфические предприятия, выпускающие изобразительную, в том числе этикеточную
продукцию;
полиграфические предприятия, выпускающие бланочную, в том числе билетную
продукцию.
полиграфические предприятия, выпускающие продукцию для слепых и слабовидящих;
полиграфические предприятия, выпускающие разнообразную печатную продукцию, т.е.
универсальные предприятия.
Классификация по формам собственности. Действующий в отрасли Закон о лицензировании
отдельных видов деятельности, позволяет оценить тенденцию появления и развития
государственных и негосударственных полиграфических предприятий. По данным МАП,
численность государственных предприятий составляет более 30% от общей численности
полиграфических предприятий, частных - более 60%, и небольшой процент приходится на
предприятия смешанных форм собственности.
Формирование негосударственного сектора происходит наиболее интенсивно. Он осваивает
наиболее выгодные экономические ниши. Различные негосударственные предприятия могут
производить как очень простую с точки зрения технологического исполнения продукцию, так и
высокохудожественные специальные журналы, журналы для отдыха, высококачественные
этикетки, упаковку, рекламные издания, представительскую продукцию, буклеты со сложной
фальцовкой.
Предприятия государственного сектора занимают ведущее место в газетном производстве, в
выпуске книг, традиционной бланочной продукции.
Классификация по подчиненности. Государственные предприятия могут находиться в ведении
федеральных, региональных, муниципальных органов власти. По этому признаку
полиграфические предприятия делятся на федеральные, республиканские, краевые, областные,
городские, межрайонные.
Среди государственных полиграфических предприятий следует особо выделить группу различных
предприятий, находящихся в подчинении Министерства по печати, телерадиовещанию и средств
массовых коммуникаций. Всего это 65 полиграфических предприятий, из них 36 издательскополиграфических комплексов, где сосредоточена система децентрализованного печатания газет, и
29 предприятий, выпускающих в основном книжно-журнальную продукцию. Удельный вес
предприятий подчинения МПТСМК невелик, но благодаря им печатается до 60% от общего
листажа газет в России и 80-90% книжной продукции.
Небольшие полиграфические предприятия могут входить в состав министерств, промышленных
предприятий, НИИ, вузов. Они получили название «ведомственных», т.е. подчиняются тем
организациям (ведомствам), которые их создали для изготовления различных видов
полиграфической продукции, необходимой для внутренних нужд данной организации.
В зависимости от применяемой техники и технологии предлагается подразделение
полиграфических предприятий по способам печати. В настоящее время в России применяются два
основных способа печати - офсетная и высокая. Поэтому выделяют предприятия высокой,
офсетной печати и универсальные предприятия, на которых применяются различные способы
печати.
Следует отметить, что технология высокой печати является устаревшей и сохраняется только
благодаря слабой инвестиционной политике. Высокая печать до сих пор используется в городских
и районных типографиях, отдаленных от центра районов для печати газет и бланочной продукции.
Активно осваивается флексографская печать для печати этикетов и на упаковках.
Трафаретная печать используется для печати на переплетных крышках и изготовления стендовой
рекламы.
В зависимости от вида специализации полиграфические предприятия могут быть технологически
или предметно специализированными. При технологической специализации на предприятиях
выполняются отдельные стадии производственного процесса - предприятия по изготовлению
оригинал-макетов, студии цветоделения, фабрики офсетной печати и т.п. Предметная
специализация предполагает изготовление на предприятиях отдельных видов печатной
продукции. Примером могут служить книжно-журнальные и газетные полиграфические
предприятия, предприятия по выпуску многокрасочной листовой продукции и бланочные
типографии. Как уже указывалось, в отрасли действуют и универсальные предприятия,
выпускающие разнообразные виды продукции.
По масштабам производства полиграфические предприятия принято классифицировать на
крупные, средние и мелкие. В основу этой классификации может быть положен такой показатель,
как численность работающих. К крупным следует относить полиграфические предприятия с
численностью свыше 200 чел. работающих, к средним - от 50 до 200 чел., к мелким - до 50 чел. В
отрасли проводилось исследование по широкому кругу предприятий разного уровня численности
и различных форм собственности [ ], позволяющие получить представление о структуре отрасли
исходя из показателя численности работающих.
Исследование показало, что типографии с числом занятых 20 чел. и менее составляют более 70%.
Это соответствует мировой структуре полиграфической промышленности, где удельный вес
мелких предприятий достигает 90% [ ].
По степени механизации и автоматизации различаются полиграфические предприятия с
комплексно-автоматизированным, комплексно- и частично механизированным производством.
По методам организации производственного процесса предприятия могут быть с преобладанием
поточного (параллельно-поштучного, параллельно-группового), последовательного и смешанного
методов. Применение конкретного метода зависит от масштабов производства, его специализации
и организационно-технического уровня.
Современные полиграфические предприятия разнообразны по формам собственности, по
ведомственному подчинению, по характеру выпускаемой продукции, по техническому уровню и
т.д.
Все полиграфические предприятия могут выживать в условиях рынка только постоянно
совершенствуя свой организационно-технический уровень.
Важным для полиграфии является вопрос о переводе районных и городских типографий на
офсетный способ печати. В России сейчас централизованно выпускается более 1 тыс.
наименований районных и городских газет. Так, например, в Московской области выпускают
газеты более 100 наименований, а также брошюры, этикетки и товары народного потребления.
Уже сейчас 2/3 типографий региона оснащены компьютерными настольными издательскими
системами и могут осуществлять допечатную подготовку изданий для офсетного способа печати.
Воскресенская, Егорьевская, Коломенская, Мытищинская, Орехово-Зуевская и Раменская фабрики
офсетной печати имеют современное оборудование для бесшвейного скрепления книг и брошюр.
Ряд подмосковных типографий внедрили у себя трафаретную печать и используют ее для
производства представительской и сувенирной продукции. Типографии имеют оборудование для
высечки из бумаги и картона, производят товары народного потребления из собственной
макулатуры.
Каждое полиграфическое предприятие должно определить для себя, какую роль оно занимает на
общероссийском и региональном рынках печатной продукции. Это необходимо для выработки
стратегии развития предприятия. В условиях рынка недостаточно заменить устаревшее
оборудование на что-то новое, предприятия должны проводить организационные изменения на
основе плана стратегического развития.
Повышение конкурентоспособности отечественных полиграфических предприятий позволит
снизить размеры импорта основных дорогостоящих материалов и уменьшить ценовое давление на
российский рынок со стороны зарубежных поставщиков.
Один из путей повышения конкурентоспособности - это завершение работ по отладке технологии
выпуску монометаллических офсетных пластин на Зарайском заводе фирмы «Полиграфресурсы»
и офсетных резинотканевых пластин на Уфимском заводе эластомерных материалов.
Есть вопросы, которые нельзя решить только силами отрасли, необходимо участие высших
органов государственной власти - Федерального Собрания и Правительства Российской
Федерации.
Необходимо создание системы протекционизма в отношении отечественных производителей
печатной продукции. Для этого на государственном уровне должен быть решен вопрос о
либерализации ввоза полиграфического оборудования, не производящегося в России, для
коренного обновления машинного парка действующих предприятий.
Необходимо добиться отмены или снижения налога на добавленную стоимость на ввозимое
оборудование и 100-процентного обеспечения валютой под заключенные контракты. В этом
случае может быть использована система залога имущества предприятия как гарантии
добросовестной сделки.
Инвестиции в полиграфические предприятия могут быть обеспечены за счет негосударственного
сектора экономики. Примером такого инвестирования является типография «ОСТ-Мастер»,
открывшаяся в 1995 г. в подмосковной Черноголовке. Типография выпускает этикетки, рекламные
издания, буклеты, плакаты, календари. Полиграфическое предприятие создано группой
предприятий ОСТ, основной продукцией которых является производство различных напитков.
Типография «ОСТ-Мастер» имеет в своем составе дизайн-бюро и участок подготовки текста и
иллюстраций. В печатном цехе установлена пятикрасочная листовая машина Speedmaster-74 с
переворотом листа и нумерационной секцией. Отделочное производство включает позолотный
пресс фирмы Steuer, машину для высечки и разрезки этикеток, многофункциональную машину для
изготовления картонных коробок фирмы Heidelberg.
Опираясь на мировой опыт создания и прослеживания тенденции создания и развития
полиграфических предприятий, которые существуют во всем мире [ ], следует ожидать
увеличения доли негосударственного сектора в общем объеме производственных мощностей
полиграфического производства, рост числа мелких и небольших предприятий.
Список литературы к главе 17
Контрольные вопросы
К разделу 1
1.
2.
3.
4.
В чем заключается сущность и содержание материального производства?
Основные элементы процесса труда.
Сущность организации производства.
Цель производства и цель организации производства.
Характеристика объекта организации производства.
Что такое организация, каковы ее свойства как социальной системы?
Что такое производственная система, каковы ее признаки?
Сущность структурного и функционального подхода к объекту организации. Как они
реализуются при формировании системы организации производства?
9. Что является предметом организации производства?
10. Что такое связь, каковы их виды в производственной системе?
11. Какими параметрами характеризуются производственные связи и каким образом они
реализуются на различных структурных уровнях производства?
12. Каково содержание организации производства как области научного знания?
13. В чем проявляется прикладной характер организации производства?
14. Содержание организации производства как вида управленческой деятельности.
5.
6.
7.
8.
Перейти к разделу
К разделу 2
1. Каковы состав и структура производственного процесса на полиграфическом предприятии?
2. По каким признакам классифицируются производственные процессы?
3. Дайте определение основному, вспомогательному и обслуживающему процессу. Приведите
примеры всех видов процессов на полиграфическом предприятии.
4. Перечислите основные принципы организации производства и дайте им определение.
5. Какие принципы организации производства лежат в основе организационного
проектирования полиграфических предприятий?
Перейти к разделу
К разделу 3
1. Сформулируйте определения понятий «производственный цикл», «длительность
производственного цикла», «структура производственного цикла».
2. Какие факторы влияют на длительность и структуру производственного цикла
полиграфической продукции?
3. Каковы соотношения между длительностью совокупного производственного цикла,
длительностью операционного периода цикла и длительностью рабочего периода цикла?
4. Назовите виды движения предметов труда в производстве и дайте краткую характеристику
каждому из них.
5. Приведите расчетные формулы длительности операционного периода цикла. Чем
отличается расчет длительности рабочего цикла от длительности операционного периода
производственного цикла?
6. В чем заключается социально-экономическое значение сокращения длительности
производственного цикла издательской продукции?
7. Назовите направления сокращения длительности производственного цикла издательской
продукции.
Перейти к разделу
К разделу 4
1.
2.
3.
4.
Типы организации производства на полиграфических предприятиях.
Временная структура форм организации производства.
Концентрация как форма организации производства на предприятии.
Внутрипроизводственная специализация как форма организации производства.
5. Внутрипроизводственное кооперирование и внутрипроизводственное комбинирование как
формы организации производства.
6. Функциональная форма организации производства на предприятии.
7. Поточные и непоточные формы организации производства.
8. Методы организации производства.
Перейти к разделу
К разделу 5
1. Какие факторы влияют на производственную структуру полиграфического предприятия?
2. Назовите виды производственных структур полиграфических предприятий. Приведите
примеры.
3. Приведите примеры предметной и технологической специализации полиграфических
предприятий.
4. Какие формы организации производственного процесса в пространстве вы знаете?
5. Назовите состав цехов книжно-журнального предприятия.
6. По каким признакам классифицируются рабочие места в цехах полиграфического
предприятия?
7. Назовите направления совершенствования производственной структуры полиграфического
предприятия.
Перейти к разделу
К разделу 6
1. Основные признаки поточного производства.
2. Признаки поточной линии.
3. Классификация поточных линий.
4. Основные этапы проектирования поточных линий.
5. Определение синхронизации, цель и способы ее проведения.
6. Однопредметные непрерывные поточные линии, особенности их проектирования.
7. Многопредметные поточные линии, особенности их проектирования.
8. Однопредметные прерывные поточные линии, особенности их проектирования.
9. Виды заделов на всех видах поточных линий.
10. Методика расчета межоперационных оборотных заделов.
11. Применяемые транспортные средства на поточных линиях. Особенности их использования.
12. Особенности организации труда рабочих на поточной линии.
13. Преимущества поточной формы организации производства.
Перейти к разделу
К разделу 7
1. Назовите объекты, этапы и задачи, решаемые в ходе комплексной подготовки производства
на предприятии.
2. Каковы экономические критерии выбора оптимального состава оборудования и технологии
изготовления полиграфической продукции?
3. В чем заключается сравнительный технико-экономический анализ вариантов выбора
оборудования и технологии при подготовке полиграфического производства?
4. Каков порядок проведения технико-экономических расчетов при внедрении новой техники
и технологии на полиграфическом предприятии?
5. В чем заключается специфика подготовки полиграфического производства?
6. Раскройте цели и задачи издательского этапа подготовки изданий к производству.
7. Назовите формы документов, которые являются выходной информацией издательского
этапа подготовки изданий к производству.
8. Какие задачи решаются в ходе подготовки изданий к производству на полиграфическом
предприятии?
9. Какие формы документов используются в качестве исходной информации для плановоэкономической подготовки изданий на полиграфическом предприятии?
10. Какие способы расчета себестоимости полиграфической продукции в ходе плановоэкономической подготовки изданий к производству на полиграфическом предприятии вы
знаете?
11. Какова организационная структура управления подготовкой производства на
полиграфическом предприятии?
Перейти к разделу
К разделу 8
Каковы задачи организации оперативно-производственной деятельности?
Какие требования предъявляются к системе оперативного управления производством?
Какие интегрированные системы управления производством вы знаете?
Чем объясняется применение позаказной системы оперативного управления производством
на полиграфических предприятиях?
5. Какие функции выполняет система оперативного управления производством на
полиграфическом предприятии?
6. Каково содержание календарно-плановых расчетов производства на межцеховом уровне?
7. Какие планы-графики составляются в ходе внутрицехового оперативно-календарного
планирования?
8. В чем заключаются особенности календарно-плановых расчетов производства при выпуске
периодических изданий?
9. Что является главной задачей диспетчирования и какие задачи решает служба
диспетчирования на полиграфическом предприятии?
10. Расскажите об организации работы диспетчерской службы предприятия.
11. Дайте определение автоматизированного рабочего места (АРМ).
12. Какие цели решает компьютеризация при оперативном управлении производством?
13. Какие задачи может решать АРМ-руководителя?
14. Какие задачи может решать АРМ-специалиста?
15. Какие задачи решает подсистема АРМ-производственного отдела?
1.
2.
3.
4.
Перейти к разделу
К разделу 9
Сущность и значение управления качеством продукции.
Сущность контроля и выбор методов измерения согласно ГОСТ Р ИСО серии 9000-2001.
Сущность и объекты технического контроля качества на полиграфическом предприятии.
Классификация технического контроля качества.
Сущность, значение и условия применения статистических методов контроля качества на
полиграфическом предприятии.
6. Сущность, значение и условия применения самоконтроля качества на полиграфическом
предприятии.
7. Методы определения показателей качества в полиграфическом производстве.
8. Разработка технологии контроля качества на полиграфическом предприятии.
9. Функции, задачи и техническое оснащение службы качества (ОТК) на полиграфическом
предприятии.
10. Организация учета брака и его значение для полиграфического предприятия.
1.
2.
3.
4.
5.
Перейти к разделу
К разделу 10
1. Каковы задачи технического обслуживания производства?
2. Назовите состав системы технического обслуживания производства на полиграфическом
предприятии.
3. Каковы тенденции развития системы технического обслуживания производства?
4. Назовите основные звенья логистической системы.
5. В чем заключается логистический подход к управлению материальными потоками?
6. Перечислите оперативные функции логистики.
7. Назовите элементы логистической системы.
Перейти к разделу
К разделу 11
Назовите состав материальных ресурсов полиграфических предприятий.
Перечислите основные задачи материально-технического обеспечения производства.
Какие методы поставок и формы снабжения используют полиграфические предприятия?
Чем ограничивается область применимости прямой формы снабжения?
В чем заключается организация управления производственными запасами?
Какие системы управления производственными запасами вы знаете?
В чем состоят преимущества системы управления запасами «Точно в срок»?
Какими экономическими соображениями, на ваш взгляд, ограничивается применение
системы «Точно в срок» по отношению ко всем видам материальных ресурсов
полиграфических предприятий?
9. Расскажите об организации материально-технического обеспечения цехов и участков
полиграфического предприятия.
1.
2.
3.
4.
5.
6.
7.
8.
Перейти к разделу
К разделу 12
Сущность и основные задачи складского хозяйства полиграфического предприятия.
Классификация складов полиграфического предприятия.
Состав и техническое оснащение складов полиграфического предприятия.
Прием, хранение, учет и контроль за отпуском материальных ценностей на складах
полиграфического предприятия.
5. Основные показатели эффективности работы и направления совершенствования складского
хозяйства полиграфического предприятия.
1.
2.
3.
4.
Перейти к разделу
К разделу 13
Каково содержание процесса организации производственного транспорта?
Как классифицируются транспортные средства, используемые на предприятиях?
Каково назначение и содержание шахматной ведомости?
Как определяется величина грузооборота?
Каковы наиболее перспективные схемы движения транспортных средств на
полиграфических предприятиях и почему?
6. Какие факторы влияют на эффективность использования транспортных средств?
1.
2.
3.
4.
5.
Перейти к разделу
К разделу 14
1. Какие причины вызывают необходимость проведения ремонта и технического
обслуживания оборудования?
2. Перечислите основные задачи ремонта и технического обслуживания оборудования на
полиграфических предприятиях.
3. Какова структура ремонтного хозяйства полиграфического предприятия?
4. Какие системы ремонта вы знаете?
5. Каковы особенности действующего варианта системы ППР на полиграфических
предприятиях?
6. Классификация работ по ремонту и техническому обслуживанию оборудования
7. Краткое содержание работ, выполняемых при техническом обслуживании, текущем,
среднем и капитальном ремонтах.
8. Что такое аварийный ремонт?
9. Назовите основные нормативы ремонтных работ и технического обслуживания.
10. В чем заключается планирование ремонтных работ? На какие календарные отрезки
времени разрабатываются планы?
11. В чем заключается техническая, технологическая, материальная подготовка ремонтных
работ и технического обслуживания?
12. Назовите формы организации ремонта, применяемые на полиграфических предприятиях.
13. В каких документах фиксируется техническое состояние оборудования?
14. В каких случаях полиграфические предприятия могут использовать фирменный ремонт
оборудования?
15. В чем заключается особенность ремонта поточных линий?
16. Назовите основные направления совершенствования ремонта оборудования.
17. В чем заключается суть узлового метода ремонта?
Перейти к разделу
К разделу 15
1.
2.
3.
4.
5.
6.
Каково назначение энергетического хозяйства?
Перечислите виды топливо-энергетических ресурсов.
Задачи энергетического хозяйства.
Какие существуют энергобалансы?
Как рассчитывается потребность в электроэнергии?
Какие пути совершенствования работы энергетического хозяйства вы знаете?
Перейти к разделу
К разделу 16
1. Что включает в себя понятие организационное проектирование производства?
2. Назовите этапы и стадии организационного проектирования.
3. Какие нормативные документы, разработанные в отрасли, могут быть использованы при
организационном проектировании производства?
4. По каким трем направлениям можно оценить результативность организации производства
на полиграфическом предприятии?
5. Как оценивается эффективность организации производственного процесса во времени?
6. Какой показатель отражает степень использования производственных мощностей
полиграфического предприятия?
7. Как оценить степень непрерывности движения заказа в производстве?
8. Приведите формулу для расчета ритмичности выпуска продукции.
9. Как рассчитать уровень специализации рабочих мест?
10. Назовите организационные резервы развития полиграфического производства.
Перейти к разделу
К разделу 17
1. Понятие предприятия как юридического лица.
2. Что предполагает социальное и организационно-административное единство, финансовоэкономическая самостоятельность?
3. Основные формы комплексных предприятий.
4. Понятие государственного или муниципального унитарного предприятия.
5. Состав учредительных документов предприятия, порядок государственной регистрации.
6. Содержание Учредительного договора.
7. Содержание Устава предприятия.
8. Основные разделы производственно-технического паспорта.
9. Особенности деятельности полиграфических предприятий.
10. Основные задачи полиграфических предприятий.
11. Направления классификации полиграфических предприятий.
Список использованной литературы
1. Автоматизированные информационные технологии в экономике: Учебник /Под ред.
Г.А.Титоренко. - М.: ЮНИТИ, 2000.
2. Аникина К.А. Организация полиграфического производства: Учебник. - М.: Книга, 1992.
3. Гасов В.М., Цыганенко А.М. Информационные технологии в издательском деле и
полиграфии: Учебное пособие для вузов. - М.: Изд-во МГУП «Мир книги», 1998.
4. Гончаров В.В. В поисках совершенства управления: руководство для высшего
управленческого персонала (Опыт лучших промышленных фирм Японии, США и стран
Западной Европы). В 2-х т. - М.: МНИИПУ, 1998, т. 2.
5. Зельдович Б.З., Сафонова Н.И., Павлова М.А. Организация и планирование
полиграфического производства. Управление предприятием. - М.: Книга, 1990. - 400 с.
6. Капелев В.В. Программные средства обработки информации. Учебное пособие. - М.: Издво МГУП, 2000.
7. Лихачев В.В. Основы управления качеством продукции. - М.: Изд-во, МГУП, 1999.
8. Логистика: Учебное пособие/Под ред. проф. Б.А.Аникина. - М.: Инфра-М, 1999.
9. Миронова Г.В., Г.И.Осипова. Организация полиграфического производства: Конспект
лекций. - М.: МГУП, 1998.
10. Новицкий Н.И. Организация производства на предприятиях. - М.: Финансы и статистика,
2001.
11. Организация и планирование полиграфического производства: Учебное пособие/Под ред.
Н.Ф. Чванова и Л.М. Хейфеца. - М.: Книга, 1970.
12. Организация производства: Учебник для вузов /О.Г.Туровец, В.Г.Попов, В.Б.Родионов. М.: Экономика и финансы, 2000.
13. Смирнов Э.А. Основы теории организации. - М.: ЮНИТИ, 2000.
14. Смолкин А.М. Менеджмент: основы организации. - М.: ЮНИТИ, 2000.
15. Соколов Р.В. Новая информационная технология управления производством: Учебное
пособие. - СПб.: Изд-во Санкт-Петербургского инженерно-экономического института,
1992.
16. Стефанов С.И. Путеводитель в мире полиграфии. - М.: ИФ «Унисерв», 1998.
17. Теория организации: Конспект лекций /А.К. Ершов, Е.А. Кондрусь, Г.В. Миронова, С.Н.
Яковлева. - М.: Изд-во МГУП «Мир книги», 1999.
18. Управление организацией: Учебник /Под ред. А.Г. Поршнева, З.П. Румянцевой, Н.А.
Саломатина. - М.: ИНФРА-М, 2000.
19. Фатхутдинов Р.А. Организация производства: Учебник. - М.: ИНФРА-М, 2000.
20. Шепеленко Г.И. Экономика, организация и планирование производства на предприятии. Ростов-на-Дону: Издательский центр «МарТ», 2001.
21. Экономика полиграфического производства: Справочник /Под ред. д.э.н., проф.
Р.М.Машталера. - М.: Книга, 1985.
22. Экономика предприятия: Учебник /Под ред. А.Е. Карлика, М.Л. Шухгалтера. - М.: ИНФРАМ, 2001.
Список литературы к главе 17
1. ФЗ РФ от 27 декабря 1991 г., № 2124-1 «Средства массовой информации».
2. ФЗ РФ от 25.09.98, № 158-ФЗ «О лицензировании отдельных видов деятельности».
3. Постановление СМ Правительства РФ от 22 сентября 1993 г., № 960 «О регулировании
полиграфической деятельности в РФ».
4. Аникина К.А. Организация полиграфического производства: Учебник. - М.: Изд-во МПИ
«Мир книги», 1992.
5. Кузьминова Н., Марголин Е., Маркова Т. Оценка деятельности полиграфических
предприятий. Полиграфия, 2000, № 5.
6. Левин Ю.С., Матвеев П.А., Маудрих К-Д. Производственные процессы в полиграфии:
проектирование и расчет. - Москва - Лейпциг: Книга, 1985.
7. Лесин М. Полиграфическая промышленность и направления развития. - Полиграфия, 1998,
№ 6.
8. Марголин Е.М. Исследование отраслевого рынка: Курган, 1999.
9. Новицкий Н.И. Организация производства на предприятиях: Учебно-методическое
пособие. - М.: Финансы и статистика, 2001.
10. Положение о техническом обслуживании и ремонте оборудования полиграфических
предприятий. - М.: Книжная палата, 1990.
11. Устинов В.А. Полиграфия Подмосковья сегодня // Полиграфия, 1995, № 5.
Именной указатель
Атос Э.
Предприятие как система
Бернард Ч. Предприятие как система
Вебер М.
Предприятие как система
Гант Г.
Предприятие как система
Герцберг Ф. Предприятие как система
Гилберт Ф. Предприятие как система
Драккер П. Предприятие как система
Лайкерт Р. Предприятие как система
Макгрегор Д.
Предприятие как система
Мак-Клеланд Д.
Предприятие как система
Марч Дж.
Предприятие как система
Маслоу А. Предприятие как система
Паскаль Р. Предприятие как система
Питерс Т.
Предприятие как система
Саймон Г.
Предприятие как система
Старр М.
Предприятие как система
Тейлор Ф.
Предприятие как система
Уотерман Р. Предприятие как система
Файоль А. Предприятие как система
Форд Г.
Предприятие как система
Черчмен У. Предприятие как система
© Центр дистанционного образования МГУП
Автоматические операции
Аппаратурные операции
Ассоциация (организаций)
Брак исправимый
Брак неисправимый (окончательный)
Внутрипроизводственная специализация
Внутрипроизводственноу кооперирование
Временная структура форм
Вспомогательные материалы
Вспомогательный процесс
Двухступенчатая (цеховая) структура
Длительность производственного цикла
Договор учредительный (предприятия, организации)
Карта заказа
Карта-наряд технологическая
Комбинирование
Концентрация
Кооператив производственный (артель)
Кооперационные связи
Логистика
Макрологистика
Материалы многоразового использования
Машинные операции
Машино-ручные операции
Метод закупки материалов с условием немедленной его поставки
Метод оптовой закупки материалов
Метод получения материалов по необходимости
Метод регулярных закупок мелкими партиями
Микрологистика
Моральный износ
Непоточные формы
Нерегламентированные перерывы
Обслуживающие операции
Обслуживающий процесс
Общество акционерное закрытое
Общество акционерное открытое
Общество акционерное
Общество с дополнительной ответственностью
Общество с ограниченной ответственностью
Общество хозяйственное
Объект организации производства
Одноступенчатая (бесцеховая) структура
Оперативно-календарное планирование (ОКП)
Операционные карты
Операционный период цикла
Операция
Организационное кооперирование
организационно-управленческая
Основной процесс
Основные материалы
Параллельно-последовательный вид движения
Параллельный вид движения
Партия
Паспорт производственно-технический (предприятия, организации)
Период оборота
План оперативный допечатного производства
План по печати оперативный
План сдачи готовой продукции
Подготовка производства комплексная
Подготовка производства конструкторская
Подготовка производства организационная
Подготовка производства организационно-плановая
Подготовка производства организационно-техническая
Подготовка производства социальная
Подготовка производства технологическая
Подготовка производства экологическая
Подготовка производства экономическая
Подготовка производства
Подсистема
Полиграфическая деятельность
Полиграфическое предприятие: Хозяйства обслуживающие
Полиграфическое предприятие: Хозяйство ремонтное
Полиграфическое предприятие
Попроцессная форма
Последовательный вид движения
Поточная линия
Поточная форма
Поточные формы
Прайс-лист
Предмет организаци производства
Предметная специализация
Предметная форма
Предметно-технологическая форма
Предприятие как экономический субъект
Предприятие унитарное
Принцип непрерывности
Принцип параллельности
Принцип пропоциональности
Принцип ритмичности
Принцип специализации
Производственная система предприятия
Производственная структура
Производственный цикл
Простой производственный процесс
Пространственная структура
Процесс производственный
Прямоточная форма
Прямоточность
Рабочий период цикла
Ремонт аварийный
Ремонт капитальный
Ремонт средний
Ремонт текущий
Ручные операции
Сеть предшествования
Система «Канбан»
Система «точно в срок»
Система MRP-2
Система социальная
Системный подход
Склад
Сложный производственный процесс
Содержание организации Производства
Социальные связи
Союз (организаций)
Способ связи
Структура цикла
Структурный (объектный) подход
Теория организации
Технические условия (ТУ) на издание
Технический контроль входной
Технический контроль выборочный
Технический контроль непрерывный
Технический контроль операционный
Технический контроль периодический
Технический контроль приемочный
Технический контроль сплошной
Технический контроль
Техническое обслуживание производства
Технологическая (стадийная) специализация
Технологическая форма
Технологические инструкции
Технологические связи
Технологическое кооперирование
технологичность
Тип организации производства
типизация
Товарищество на вере (коммандитное)
Товарищество полное
Товарищество хозяйственное
Трехступенчатая (корпусная) структура
Устав (предприятия, организации)
Физический износ
Форма организации производства
Функции логистики координационные
Функции логистики оперативные
Функциональная форма
Цех
Экономические связи
Экономический анализ издания
© Центр дистанционного образования МГУП
Иллюстрации
[Рис. 06]. Виды поточных линий
[Таблица 08.5]. Маршрутный лист
[Таблица 08.6]. Карта оперативного учета по переплетно-брошюровочному цеху
[Таблица 13.2]
[Таблица 16.1. Начало]
[Таблица 16.1. Продолжение 1]
[Таблица 16.1. Продолжение 2]
Рис. 02.1. Классификация производственных процессов и операций
Рис. 03.1. Примерная структура длительности производственного цикла отдельных изданий по
стадиям производства
Рис. 03.2. Поэлементная структура производственного цикла издательской продукции
Рис. 03.3, а. График движения предметов труда при последовательном виде движения
Рис. 03.3, б. График движения предметов труда при параллельном виде движения
Рис. 03.3, в. График движения предметов труда при параллельно-последовательном (смешанном)
виде движения
Рис. 03.4. График движения заказа (буклета) в производстве
Рис. 03.5. Цикловой график изготовления книги
Рис. 05.1. Производственная структура крупного полиграфического предприятия
Рис. 05.2. Производственная структура цеха допечатных процессов крупного полиграфического
предприятия
Рис. 05.3. Производственная структура офсетного цеха крупного или среднего полиграфического
предприятия
Рис. 05.4. Производственная структура брошюровочно-переплетного цеха крупного
полиграфического предприятия
Рис. 05.5. Производственная структура среднего книжно-журнального полиграфического
предприятия
Рис. 05.6. Производственная структура среднего полиграфического и предприятия по выпуску
листовой и журнальной продукции
Рис. 05.7. Производственная структура малого полиграфического предприятия
Рис. 06. График занятости рабочих мест и движения оборотных заделов в течение смены
Рис. 06.1. Классификация работ по ремонту и техническому обслуживанию полиграфического
оборудования
Рис. 06.8, а. Варианты регламента работы поточной линии
Рис. 06.8, б. Варианты регламента работы поточной линии
Рис. 07.1. Этапы и задачи комплексной подготовки производства (2)
Рис. 07.2. Критерии оценки эффективности внедрения инноваций производственно-технического
характера
Рис. 07.3. Примерная организационная структура управления подготовкой производства
инноваций производственно-технического характера на полиграфическом предприятии
Рис. 07.4. Примерная организационная структура управления подготовкой изданий к
производству на полиграфическом предприятии
Рис. 08.1. График прохождения журнала в производстве (графический вариант)
Рис. 08.2. График прохождения журнала в производстве (табличный вариант)
Рис. 08.3. Пример графика загрузки листовых офсетных машин (графический вариант)
Рис. 08.4 а. Фрагмент сетевого графика типа работы-ветви
Рис. 08.4 б. Фрагмент сетевого графика типа работы-вершины
Рис. 08.5. Сетевая модель производственного процесса на полиграфическом предприятии
Рис. 08.6. Схема автоматизированного рабочего места
Рис. 10.1. Логистическая цепь [Источник: The realitics and challenges of european logistics into the
90s, Milan, 6th European Logistics Congress. November 1988, p. 10.]
Рис. 13.1 Классификация транспортных средств
Рис. 3.2. Поэлементная структура производственного цикла издательской продукции
Рис. 3.5. Цикловой график изготовления книги
Таблица. Расчет межоперационных оборотных заделов
[Рис. 06]. Виды поточных линий
[Таблица 08.5]. Маршрутный лист
[Таблица 08.6]. Карта оперативного учета по переплетно-брошюровочному цеху
[Таблица 13.2]
[Таблица 16.1. Начало]
[Таблица 16.1. Продолжение 1]
[Таблица 16.1. Продолжение 2]
Рис. 02.1. Классификация производственных процессов и операций
Рис. 03.1. Примерная структура длительности производственного цикла отдельных изданий по
стадиям производства
Рис. 03.2. Поэлементная структура производственного цикла издательской продукции
Рис. 03.3, а. График движения предметов труда при последовательном виде движения
Рис. 03.3, б. График движения предметов труда при параллельном виде движения
Рис. 03.3, в. График движения предметов труда при параллельно-последовательном
(смешанном) виде движения
Рис. 03.4. График движения заказа (буклета) в производстве
Рис. 03.5. Цикловой график изготовления книги
Рис. 05.1. Производственная структура крупного полиграфического предприятия
Рис. 05.2. Производственная структура цеха допечатных процессов крупного полиграфического
предприятия
Рис. 05.3. Производственная структура офсетного цеха крупного или среднего
полиграфического предприятия
Рис. 05.4. Производственная структура брошюровочно-переплетного цеха крупного
полиграфического предприятия
Рис. 05.5. Производственная структура среднего книжно-журнального полиграфического
предприятия
Рис. 05.6. Производственная структура среднего полиграфического и предприятия по выпуску
листовой и журнальной продукции
Рис. 05.7. Производственная структура малого полиграфического предприятия
Рис. 06. График занятости рабочих мест и движения оборотных заделов в течение смены
Рис. 06.1. Классификация работ по ремонту и техническому обслуживанию полиграфического
оборудования
Рис. 06.8, а. Варианты регламента работы поточной линии
Рис. 06.8, б. Варианты регламента работы поточной линии
Рис. 07.1. Этапы и задачи комплексной подготовки производства
Рис. 07.2. Критерии оценки эффективности внедрения инноваций производственнотехнического характера
Рис. 07.3. Примерная организационная структура управления подготовкой производства
инноваций производственно-технического характера на полиграфическом предприятии
Рис. 07.4. Примерная организационная структура управления подготовкой изданий к
производству на полиграфическом предприятии
Рис. 08.1. График прохождения журнала в производстве (графический вариант)
Рис. 08.2. График прохождения журнала в производстве (табличный вариант)
Рис. 08.3. Пример графика загрузки листовых офсетных машин (графический вариант)
Рис. 08.4 а. Фрагмент сетевого графика типа работы-ветви
Рис. 08.4 б. Фрагмент сетевого графика типа работы-вершины
Рис. 08.5. Сетевая модель производственного процесса на полиграфическом предприятии
Рис. 08.6. Схема автоматизированного рабочего места
Рис. 10.1. Логистическая цепь [Источник: The realitics and challenges of european logistics into
the 90s, Milan, 6th European Logistics Congress. November 1988, p. 10.]
Рис. 13.1 Классификация транспортных средств
Рис. 3.2. Поэлементная структура производственного цикла издательской продукции
Рис. 3.5. Цикловой график изготовления книги
Таблица. Расчет межоперационных оборотных заделов