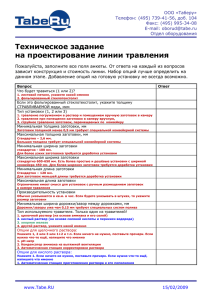
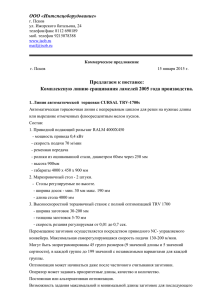
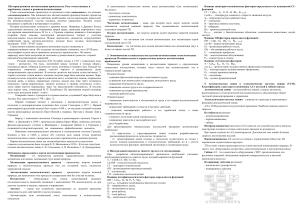
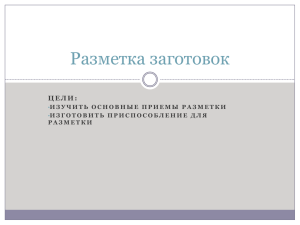
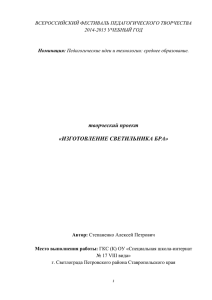
1.История развития автоматизации производства. Роль отечественных и зарубежных ученых в развитии автоматизации. Слово «автоматизация» происходит от греческого слова «автоматос», что означает «самодвижущийся». Мы понимаем под автоматизацией производственных процессов такие процессы, в которых все действия, необходимые для их выполнения, происходят без непосредственного участия человека, включая управление. Человек только налаживает устройства и контролирует их работу. История автоматизации относится к древним векам. Например, в Древнем Египте существовали автоматы для открывания дверей храма, зажигания жертвенного огня, для продажи священной воды». В I в. н. э. Героном старшим, жившим в Александрии, подробно были описаны конструкции автоматических театров с участием многочисленных кукол-автоматов. Можно перечислить множество остроумнейших изобретений часов, игрушек-автоматов, которые были созданы талантливыми мастерами XVII—XVIII веков. Существенное влияние на развитие автоматики оказало появление и совершенствование часов. «Не подлежит ни малейшему сомнению, что в XVIII веке часы впервые подали мысль применить автоматы к производству». По своему характеру часы были построены на сочетании художественного ремесла с теорией производства равномерных движений. Русский механик-самоучка И.П. Кулибин создал в 1767 г уникальные часы «театр – автоматов». Эти часы, «величиной между гусиным и утиным яйцом», показывали время, отбивали количество часов, половины и четверти часа. Каждый час открывались створчатые дверки «златого чертога» и разыгрывалось целое театрализованное представление. В качестве артистов выступали куклы-автоматы. У «гроба господня» стояли воины с копьями, входная дверь была завалена камнем. Через полминуты после открытия чертога появлялся ангел, отодвигался камень, открывалась входная дверь, и воины, пораженные страхом, падали ниц. Еще через полминуты появлялись «жены-мироносицы», звонили колокола и трижды исполнялся «стих», затем двери чертога закрывались, через час представление повторялось. В полдень часы играли гимн, сочиненный И. П. Кулибиным. На протяжении второй половины суток часы исполняли новый «стих». Токарный станок с суппортом и ходовым винтом, созданный Генри Модслеем в Англии, был запатентован в 1798 г. (фиг. 7). Первый токарный автомат с магазином, с распределительным валом, с плоскими и цилиндрическими кулачками был создан Спенсером в 1873 г. Первый револьверный прутковый автомат был создан в 1880 г., он послужил основой создания многих револьверных автоматов: Пратт Витней в Америке, Питтлер и Людвиг Леве в Германии. Наряду с появлением автоматов Спенсера и револьверного автомата Уорсли в 1880 г. и Девенпорта в 1898 г. производства фирмы Браун-Шарп, появились автоматы фасонно-продольного точения в Швейцарии с подвижной бабкой и в Германии с подвижной суппортной кареткой, так называемые, оффенбаховские автоматы. Появление многошпиндельных автоматов и полуавтоматов системы Гридлей, Кливенд и Кон в США в начале XX столетия дало новый толчок развитию автоматостроения в связи с внедрением массового производства в машиностроении. Первая автоматическая линия для механосборочных процессов из агрегатных станков и полуавтоматов была создана И. П. Иночкиным в 1939 г. В эти же годы были созданы автоматические линии А. И. Соколовым, А. И. Волковым, Г. Д. Домокуровым 2.Основные определения и задачи автоматизации производства. Механизация – это направление развития, характеризуемое применением механизмов или машин, заменяющих труд живой природы. Механизация производственного процесса – применение энергии неживой природы в технологическом процессе или его составной части, полностью управляемой людьми. Автоматизация технологического процесса – применение энергии неживой природы для выполнения этих процессов и управление ими без участия человека. Полуавтомат – оборудование или станок, выполняющий заданную последовательность движений, связанных с выполнением ТП, автоматически, но при участии человека в загрузке, выгрузке и управлении. Автомат - станок или устройство, выполняющее по заданной программе совокупность всех действий без участия человека. Автоматизация (или механизация) имеет качественные и количественные показатели. К качественным показателям относят виды автоматизации (или механизации). Различают: - частичную, полную, - единичную, комплексную, - первичную, вторичную. Частичная автоматизация – такая, при которой часть затрат энергии людей заменяются энергией неживой природы. Она ограничивается автоматизацией отдельных операций ТП. Полная автоматизация – все затраты энергии людей заменены энергией неживой природы. Единичная – это частичная или полная автоматизация, или механизация одной составляющей части ТП. Комплексная – это частичная или полная автоматизация или механизация двух и более составных частей ТП. 3. Экономические и социальные последствия автоматизации технологических процессов. Положительные и отрицательные аспекты автоматизации производства. Повышение уровня механизации и автоматизации приводит к определенным социальным последствиям, которые могут носить как положительный, так и отрицательный характер. Положительные: − снижение физической нагрузки и монотонности труда; − устранение или значительное сокращение доли ручного труда; − повышение безопасности труда; − повышение оплаты труда и его содержательности; − повышение культуры производства; − экономия рабочей силы. Отрицательные: − повышение монотонности и интенсивности труда и его нервно-психологической напряженности; − возрастание требований к точности и быстроте действий; − снижение квалификации рабочего и его заработной платы, а также содержательности труда; − сложность получения новой специальности; − сокращение занятости и числа рабочих мест; − рост безработицы. Для предотвращения отрицательных последствий внедрения автоматизации необходимо: 1) параллельно с проектированием новой техники разрабатываются рекомендации физиологов, психологов, гигиенистов; 2) проектирование новой техники и технологии осуществлять не только с учетом технико-экономических и технологических требований, но и с учетом психологических факторов, требований эргономики и гуманизации труда. 4. Интегральный показатель тяжести труда и его составляющие. При разработке автоматизированного производств необходимо интегральный показатель тяжести труда, который выражается функцией: Тт = f (ПФ, СГ, ОП, Э, СП), где ПФ – психологический показатель, СГ – санитарно-гигиенический, ОП – организационно-производственный, Э – эстетический, СП – социально-психологический. Влияние психофизиологических факторов определяется функцией: ПФ = f 1(Сфус ∙Нт ∙Ит ∙Рр ∙Тр ∙Мр), где Сфус- суммарное затрачиваемое физическое усилие, Нт – напряженность труда, Ит – интенсивность труда, Рр – ритм работы, Тр – темп работы, Мр – монотонность работы. учитывать Влияние санитарно-гигиенических факторов определяется так называемой СГфункцией СГ = f 2(Втвс ∙ Зв ∙ О ∙ И ∙ В ∙ Шп ∙ Кв.м.хв), где Втвс – температура, влажность, скорость движения воздуха, Зв – загрязнение воздуха рабочей зоны, О – освещение, И – производственное излучение, В – вибрации, Шп – производственный шум, Кв.м.хв – контакт с биологическими объектами, химическими веществами, водой, маслом. Влияние ОП факторов определяется функцией: ОП = f 3(Фо ∙ Ор ∙ Обр ∙ Сп ∙ Мст ∙ Рто), где Фо – форма организации труда, Ор – организация рабочего места, Обр – обслуживание рабочего места, Сг – совмещение профессии, Мст – многостаночное обслуживание, Рто – режим труда и отдыха. Влияние эстетических факторов: Э = f 4(Аоп ∙ Кхо ∙ Оп ∙ Оз ∙ Мф), где Аоп – архитектурно-художественное оформление помещения, Кхо – конструкторско-художественное оформление, Оп – одежда производственная, Оз – озеленение, Мф – музыко-фукциональный 5. Автоматическая линия и технологические системы машин (ТСМ). Классификация, структура и компоновка АЛ с жесткой и гибкой связью. Автоматическая линия – система рабочих машин, станков, автоматов, расположенных в технологической последовательности, объединенные общей системой транспортирования и управления. Технологические системы машин – сложные по структуре и выполняемым функциям автоматической линии. АЛ и ТСМ разделяются по различным признакам. Наиболее важным является гибкость. По гибкости различают: - непереналаживаемые, - переналаживаемые, - гибкие. Непереналаживаемые (жесткие) АЛ создаются для изделий массового выпуска, конструкция которых в течение длительного времени не изменяется. При замене изделия эти АЛ демонтируются. Достоинства этих линий: большая скорость изготовления изделий. Переналаживаемые АЛ состоят из станков с ограниченной гибкостью. Их переналадка осуществляется вручную. ТП на таких линиях проектируется на основе высокой концентрации операции. В связи с чем, оборудование должно быть многопозиционным и многошпиндельным. Гибкие АЛ – это совокупность оборудования с ЧПУ, предназначенное для различных операций, обладающие широкой универсальностью и высокой производительностью. По принципу действия различают: - циклического (дискретного), - непрерывного действия. В линиях циклического действия после выполнения технологического перехода на одной машине, изделие перемещается к другой, т.е. процесс имеет циклический характер. В линиях непрерывного действия процесс изготовления связан с процессом транспортировки. Пример: роторная линия и роторно-конвейерная линия. По типу связи между позициями ( с транспортными устройствами) выделяют: - синхронные, - асинхронные. В синхронных линиях изделия перемещаются с одной операции на другую. Связь с транспортом жесткая. Остановка любой из операций останавливает всю линию. В асинхронных линиях нет такой жесткой связи. В них устанавливаются накопители между каждой единицей оборудования, имеющие определенный запас заготовок, что увеличивает надежность автоматической линии По способу разделения потоков: - последовательные - с параллельными потоками обработки, при которых, как правило, наряду с поступательным движением необходимо и вращательное движение инструмента или заготовки. Основной особенностью роторных линий является совмещение процесса обработки заготовки с ее транспортировкой, благодаря чему достигается непрерывность процесса обработки. Это обеспечивается благодаря применению специальных роторных машин. В линию включаются операционные роторные машины — рабочие роторы и транспортирующие роторные машины — транспортные роторы. Рабочий ротор (рис. 10, а) представляет собой многопозиционную машину, состоящую из ротора в виде двух барабанов 14 и 15, насаженных на валу 6. По окружности ротора располагаются рабочие позиции, оснащенные инструментами, а также приспособлениями, если они необходимы для закрепления заготовок. На каждой позиции инструмент и приспособление собираются в быстросменный инструментальный блок 8, устанавливаемый в гнезде блокодержателя. Иногда приспособления монтируются и вне инструментального блока 8. Рабочий ротор и связанные с ним жесткой кинематической связью транспортные роторы 13 и 12 получают вращательное движение от электродвигателя через червячный редуктор и зубчатые колеса 1, 2 и 3. Роторы непрерывно вращаются, при этом на рабочем роторе одновременно осуществляются обработка и транспортирование заготовки, а транспортные роторы 12 и 13 в нужный момент с помощью захватных органов 7 и 9 снимают обработанную заготовку с одного рабочего ротора и передают ее на следующий. а) б) 1 2 3 4 5 15 - смешанные 6 7 Рабочее движение Vтех Транспортное движение Vтр 8 Развёртка рабочего ротора LИ Lп h 9 10 14 I 6. Роторные автоматические линии. Это комплекс рабочих машин, транспортных устройств, объединенных единой системой управления, в которых заготовка одновременно с инструментом во время обработки перемещается по окружностям. Первые линии были изготовлены в конструкторском бюро академика Л.Н. Кошкина в 1938 г. Роторные линии впервые разработаны в Советском Союзе под руководством Л. Н. Кошкина. Первоначально они создавались для операций, при выполнении которых достаточно лишь поступательного перемещения инструмента или заготовки относительно друг друга. К таким операциям относятся прессование, штамповка, вытяжка, некоторые операции контроля и сборки и т. п. На этих линиях легко осуществляются также операции термохимической обработки. Дальнейшие работы по совершенствованию линий позволили расширить круг выполняемых операций. В настоящее время на них производятся также операции механической IV III 12 13 8. Элементы загрузочного процесса загрузки оборудования. Типы заготовок. Классификация заготовок по форме: 1. бунтовые (проволока, лента), 2. прутковые (прутки, полоса, труба, прокат), 3. штучные (литье, штамповки, поковки, сварные). 4. порошковые и гранулированные. Классификация заготовок по плоскостям симметрии: а). заготовки сферической формы (шар) – имеет бесконечное множество осей симметрии. б). тела вращения с одной осью симметрии и одной плоскостью симметрии перпендикулярной оси симметрии. в). тела вращения с одной осью симметрии. г). тела вращения с несимметричными элементами. д). призматические и пластинчатые детали. е). заготовки, не поддающиеся ориентации, не симметричные ни одной ортогональной плоскости. ж). все нежесткие детали, взаимно сцепляющиеся. 9. Типы загрузочных устройств бунтовых, прутковых, листовых и других заготовок. Загрузка бунтовых материалов 11 По наличию спутников: - спутниковые, - бесспутниковые. По технологическому назначению АЛ можно разделить: 1. литейные 2. сварочные 3. термообработки 4. гальванических покрытий 5. сборки 6. ковки и штамповки 7. обработки резанием 8. консервации и упаковки 9. контрольные 10. комплексные 11. испытательные Если рассмотреть действия, связанные с предметом обработки в свете вспомогательного времени, то можно обнаружить 5 вспомогательных переходов: 1) загрузка – доставка предмета обработки из хаотичного положения в пространстве в требуемое. 2) питание – доставка предмета обработки в требуемом положении в рабочую позицию. 3) фиксация – положение на предмет обработки удерживающих связей в соответствии с требованиями технологического перехода. 4) расфиксация – снятие удерживающих связей. 5) разгрузка – удаление предмета обработки с рабочей позиции. Необходимо отметить, что, несмотря на то, что указанных переходов только пять, конструктивных вариантов средств автоматизации много и зависят они от габаритов и массы деталей, от формы и вида заготовки и типа производства. II Рис. 10. Схема работы роторной машины системы Кошкина. В рассматриваемом случае (см. рис. 10, а) заготовка подается в рабочий ротор в зоне I с помощью транспортного ротора 13. В зоне II она обрабатывается, а в зоне III, будучи обработанной, заготовка снимается с рабочего ротора транспортным ротором 12. В зоне IV производится смена инструментальных блоков 8. На каждом рабочем роторе выполняется одна технологическая операция. В зависимости от ее характера инструменту (приспособлению с заготовкой) сообщают то или иное необходимое движение: поступательное вдоль образующей ротора, вращательное относительно оси инструмента (заготовки) или одновременно вращательное и поступательное. Вращательное движение инструменты и приспособления получают от отдельного электродвигателя, а поступательное осуществляется под воздействием неподвижных копиров 5 и 11. При вращении ротора ролики, установленные на ползунах 4 и 10, обкатываются по профилю неподвижных копиров 5 и 11, при этом ползуны вместе с инструментом и заготовкой совершают поступательное движение по закону, зафиксированному на профиле копира. Вращательное движение инструменту (заготовке) может сообщаться от центрального привода через соответствующий промежуточный привод или от отдельного электродвигателя. 7.Системы автоматизированной загрузки. Классификация загрузочных устройств. Автоматизация загрузки и разгрузки заготовок является одной из наиболее сложных задач. Это связано с разнообразием форм и размеров заготовок. Загрузка и разгрузка занимает до 70% вспомогательного времени, поэтому автоматизация этого процесса весьма актуальна. 1 - бунт 2 - проволока 3 - валки 4 - подающий блок 5 - фиксирующая головка 6 - цанга Загрузка прутковых материалов Бункерное магазинное загрузочное устройство: 1 - магазин 2 - отсекатель 3 - подающие ролики 4 - кулачок 10. Загрузка штучных заготовок в различных видах производства. Все автоматизированные загрузочные устройства можно разделить по следующим признакам: 1. По способу укладки: - магазинные, - штабельные, - бункерные, 2. По способу перемещения заготовок: - самотечные, - полусамотечные, - принудительные, - комбинированные, 3. По взаимному расположению заготовок: - с заготовками, располагающимися вплотную, - с заготовками, располагающимися в раскладку, - с заготовками, располагающимися навалом, - с заготовками, располагающимися в разрядку, - с заготовками, располагающимися в накат. 11. Элементы загрузочных устройств. 12. Питатели штучных заготовок. Типы и структура питателей. Это механизмы, получающие заготовки из магазина и осуществляющие подачу заготовок в зажимное приспособление или рабочую зону станка. Подача заготовок в зажимное приспособление станка или в иную рабочую зону осуществляется питательным механизмом, который забирает заготовки из магазина и через определенные интервалы подает их в рабочую зону. Работа питателя жестко связана с кинематикой оборудования. Цикл работы питательного механизма строго согласован и соответствует циклу работы станка. Питатель является неотъемлемой частью ЗУ. В основном, питательный механизм является связывающим звеном между станком и бункером. Рассмотренные ранее механизмы бункерных ориентирующих устройств ориентировали заготовки в пространстве, а питательный механизм ориентирует их во времени. Питатели классифицируют по характеру движения подающего звена. Различают следующие виды питателей: - с комбинированным движением; - с возвратно-поступательным движением, - с вращательным движением - с колебательным движением 13. Револьверные, шиберные, грейферные и комбинированные питатели. На рисунке приведен питатель с вращательным движением подающего звена — барабана 4. Эти питатели иногда называют револьверными. При совпадении одного из гнезд барабана 4 с отверстием магазина 1 поток заготовок 2 опускается до опоры, при этом заготовка А западает в гнездо барабана. При повороте последнего заготовка А отсекается от потока и переносится в рабочую зону автомата. На рисунке в рабочей зоне — между двумя шлифовальными кругами 3 — находится заготовка Б. Легко увидеть, что в рассматриваемом случае шлифования торцов заготовки подающее звено — барабан 4, находящийся в рабочей зоне, не мешает выполнению операции. 1 2 А 3 Б 4 Наиболее распространенными являются шиберные питатели (загружатели), осуществляющие подачу деталей при помощи возвратно-поступательно движущегося ползуна. Когда ползун шиберного загружателя 1 отведен в исходное положение, приемное гнездо находится против отверстия магазина. В этом положении ползуна деталь западает в приемное гнездо. При движении ползуна запавшая деталь переносится к зажимному приспособлению и зажимается, затем ползун совершает обратный ход, приемное гнездо снова устанавливается против отверстия лотка или магазина, происходит западание следующей детали, и цикл повторяется. Чтобы шиберные загружатели правильно и надежно работали, точку О шарнира откидывающейся губки2 следует помещать правее центра детали, находящейся в выемке, т.к. при этом угол отклонения губки получается меньшим, чем при левом расположении. Угол, образованный верхней плоскостью корпуса 1 и наклонной стенкой выемки, должен быть закруглен ( R » 0.15D) и хорошо отполирован. Часть загружателя, где находится выемка, делают сменной из закаленной стали. 14. Устройства накопления и отделения предметов обработки. Лоткимагазины. Предназначены для создания запаса заготовок достаточного для бесперебойной работы и транспортирования заготовок в механизм питателя. Магазины подразделяются на: - лотковые - трубчатые - фрикционные - цепные - дисковые Трубчатые магазины бывают: - наклонные - вертикальные - горизонтальные. Лотковые магазины предназначены для заготовок простой формы. Подразделяются на: - прямолинейные - криволинейные - зигзигообразные - спиральные - каскадные - комбинированные 15. Механизмы поштучной выдачи заготовок. Отсекатель отделяет от общей массы по одной детали, которая дальше самотеком поступает к рабочему месту. Отсекатель необходим, если в процессе транспортирования заготовки требуется изменить ее положение или направление движения, а также в случаях тяжелых заготовок, чтобы исключить действие веса заготовок на питатель. Различают: - штифтовые отсекатели - барабанного типа, - кулачкового типа. В устройстве, показанном на рис. 10.1, а, отсекатель 3 под действием пружины 4 удерживает поток заготовок 2, находящихся в вертикально расположенном магазине 1. Питатель 6 идет вправо и подает ранее отсеченную заготовку А на рабочую позицию автомата. В некоторый момент времени питатель 6 через штифт 7 переместит вправо отсекатель 3, который освободит (для дальнейшего движения) поток заготовок 2, при этом последний опустится до питателя 6 и некоторое время будет оказывать на него давление (что является недостатком подобных отсекателей). Привод 9 (рис. 10.1, б) сообщает качательные движения планке 7, насаженной на ось 8. К планке 7 на осях 4 и 6 прикреплены соответственно штифты 3 и 5. В положении, показанном на рисунке, штифт 5 введен в полость магазина при этом весь поток заготовок 2 удерживается этим штифтом. При повороте планки 7 против часовой стрелки в полость магазина войдет штифт 3, отсечет заготовку А и будет удерживать остальной их поток. Штифт 5 при этом выйдет из полости магазина и освободит отсеченную заготовку А, которая под действием силы тяжести переместится к питателю. При возврате планки 7 в исходное положение поток заготовок опустится на один шаг, и детали механизма займут положение, показанное на рисунке. Отсекатель 5 на рис. 10.1, в имеет возвратно-поступательное движение. В положении, показанном на рисунке, штифт 3 отсек от потока заготовку А и удерживает поток заготовок 2, штифт 4 вышел из магазина 1, предоставив возможность заготовке А перемещаться к питателю. При перемещении отсекателя 5 вправо штифт 3 будет выходить из полости магазина 1, а штифт 4 — входить в него, при этом поток заготовок опустится на одну заготовку. При возврате отсекателя 5 в левое положение штифт 3 отсечет очередную заготовку. Отсекатель, изображенный на рис. 10.1, г, состоит из качающейся планки 5, насаженной на ось 7 и приводимой в движение от привода 6. На верхнем конце планки 5 укреплен подпружиненный плунжер 4, который под действием пружины 3 в определенный момент времени удерживает поток заготовок 2, находящихся в магазине 1. В положении, показанном на рисунке, отсекатель отделил от потока заготовку А, которая под действием силы тяжести может беспрепятственно перемещаться к питателю. При дальнейшем повороте планки 5 по часовой стрелке ее нижний конец войдет в полость магазина 1 и ограничит проход заготовок вниз, при этом пружина 3 расслабится, плунжер 4 освободит поток заготовок, и они опустятся на одну заготовку. При повороте планки 5 против часовой стрелки плунжер 4 вновь будет удерживать поток заготовок 2 и отсечет очередную заготовку. 1 2 2 1 2 3 4 3 1 4 7 А 5 3 4 А А 6 5 5 6 7 8 9 16. Бункерные загрузочные устройства(БЗУ) Это группа механизмов, которая загружается случайно ориентированными заготовками. Выдача заготовок из бункера может осуществляться поштучно, партиями, потоком уже в ориентированном положении. В общем виде бункерные ЗУ состоят из: - бункера, - механизма захвата и ориентации заготовок, - привода механизма захвата и ориентации, - предохранительного механизма, - магазина, - отсекателя и питателя, - привода питателя. По своей форме БЗУ могут быть: - с цилиндрическим бункером, - с коническим бункером, - любой другой формы. По конструкции: - с одним бункером, - с двумя бункерами, - с предбункером 18. Классификация БЗУ и их характеристика. -Карманчиковые БЗУ -Крючковые БЗУ Применяются для загрузки заготовок типа станков, втулок, колец небольшого диаметра. Крючки могут располагаться радиально на вращающемся диске, на торце диска и внутри барабана. - Секторные БЗУ Захватно- ориентировочным устройством является качающийся сектор. Он совершает колебательные движения. В нижнем положении сектора заготовки западают под действием собственного веса в паз. В верхнем положении сектора заготовки скользят и поступают в магазин. - Ножевые БЗУ Применяются для загрузки колец, шариков, деталей с головками. Заготовки выдаются партиями. -Трубчатые БЗУ Различают трубчатые БЗУ : - с вращающейся трубкой, - с вращающейся чашей, - с движущейся возвратно-поступательно чашей, - с движущейся возвратно-поступательно трубкой, - комбинированная конструкция. Применяются для шариков и коротких цилиндрических деталей. Производительность: 60-100 шт/мин. Заготовки непрерывным потоком выдаются из бункера в трубку и создается требуемый запас заготовок в магазине. -Фрикционные БЗУ -Вибрационные БЗУ Характеризуются тем, что в них захватный орган, имея вибрационное движение, захватывает заготовки из бункера и перемещает их в магазин за счет использования сил трения и инерции. -Лотковые БЗУ Поворот диска осуществляется скачкообразно, с тем чтобы имел место выстой его в момент выдачи заготовок из щели в магазин, благодаря чему снижается вероятность заклинивания их при выдаче. В зависимости от формы заготовок щелевые устройства обеспечивают при захвате одну или две степени их ориентации. 20. Вибрационные классификация. загрузочные устройства. Принцип действия и Вибрационные БЗУ Характеризуются тем, что в них захватный орган, имея вибрационное движение, захватывает заготовки из бункера и перемещает их в магазин за счет использования сил трения и инерции. Рассмотрим принцип работы вибрационного захватного органа на примере движения заготовки 2 вверх по наклонному вибрирующему лотку 1 (рис. 19). Лоток 1 наклонен к горизонту под углом , несколько меньшим угла трения ( =1—3°). Лотку сообщаются колебательные вибрационные движения с малой амплитудой в направлении линии КК, наклоненной к горизонту под углом . При медленном движении лотка 1 вверх в направлении линии КК из положения I—I в положение II—II заготовка 2 движется вместе с лотком и переходит из положения А в положение Б. Ускорение лотка при движении вверх выбирается таким, чтобы заготовка 2 удерживалась на нем силами трения. Это значит, что сила трения FT должна быть больше суммарной составляющей по направлению лотка от силы тяжести Q и силы инерции F. При движении лотка 1 вниз из положения II—II в положение I—I ускорение выбирается таким, чтобы лоток С ) - ( 1 К Б А 2 F Вид А 1 2 3 4 5 6 Б Вид Б 8 2 , будут совершать колебания под r , R — угол наклона пружин, рад; r — радиус окружности, на котором расположены пружины 9, мм; R — средний радиус лотка 2, мм; — угол направления вибраций (см. рис. 6.2, а), рад. В Н aЛ aН a Л , и для обеспечения движения заготовки по лотку необходимо обеспечить Рис.19 7 где Dср колебания чаши (лотка) Q=mg А углом R I К Dср радиуселотка, равном При вибрациях чаши 1 заготовки будут смещаться от центра к лотку 2 и далее непрерывно двигаться вверх по лотку к магазину 10. В рассмотренном случае, когда электромагнит включается непосредственно в цепь, будут иметь место симметричные I точки на чаше, находящиеся в заделке пружины 9, могут перемещаться только по перпендикуляру к пружине. Точки же чаши 1, расположенные на среднем II II FT вается на трех наклонно установленных листовых (иногда стержневых) пружинах 9, расположенных по касательной к окружности радиусом r под углом 120° (2,095 рад) относительно друг друга. Пружины 9 нижними концами прикреплены к промежуточному диску 4, а он, в свою очередь, через промежуточные детали прикреплен к основанию 7 вибробункера. На этом основании установлена катушка 6 электромагнита, сердечник 5 которого прикреплен ко дну чаши 1. При подаче питания к электромагниту от сети переменного тока с промышленной частотой 50 Гц чаша 1 будет совершать вдоль оси бункера 100 колебаний (вибраций) в 1 с, при этом движение ее вниз будет осуществляться под действием силы магнитного поля, а вверх — под действием усилия пружин 9. Так как чаша 1 подвешена на пружинах 9, то при втягивании сердечника 5 она будет не только опускаться вниз, но также и поворачиваться относительно своей оси. В результате каждая точка чаши будет совершать движение по винтовой линии. Точки чаши 1, находящиеся на окружности радиусом r, будут совершать колебания по винтовой линии с углом подъема, приблизительно равным (см. на рис. 6.4, б вид Б), так как 10 9 Рис. 20. Вибрационное бункерное устройство отрывался от заготовки 2, удерживаемой силами инерции. Тогда заготовка под действием кинетической энергии, сообщенной ей при движении вверх, совершит полет из положения Б в положение С, а лоток вернется в исходное положение I—I, при этом заготовка за один двойной ход лотка переместится вверх по лотку из положения А в положение С. При новом цикле колебаний (вибраций) лотка процесс повторится. При непрерывной вибрации лотка заготовка будет непрерывно двигаться вверх по лотку. 21. Конструкции вибрационных загрузочных устройств. На рис. 6.4, б показана одна из конструкций вибрационного бункера с винтовым лотком 2, укрепленным на внутренней поверхности цилиндрической чаши 1. Дно ее выполнено коническим для того, чтобы заготовки, засыпанные в чашу, под действием силы тяжести передвигались от центра к лотку 2. Чаша в собранном виде подвеши- Н В (см. первый способ). aкр aкр Если же к электромагниту подавать пульсирующий выпрямленный ток, подводимый от сети через селеновый однополупериодный выпрямитель, то чаша будет совершать 50 колебаний в 1 с. Причем движение ее вниз под действием сил магнитного поля будет происходить за время, равное четверти периода, а движение вверх под действием усилия пружин 9 — за три четверти периода. Таким образом, в этом случае будут иметь место несимметричные колебания (см. второй способ). Изменением силы тока с помощью реостата можно изменять производительность вибробункера, так как с изменением тока будут изменяться сила магнитного поля и амплитуда колебаний чаши. Амплитуда выбирается в пределах 0,5—1,5 мм. Для предотвращения жесткого удара чаши при опускании устанавливаются резиновые прокладки 8, а для предохранения всего устройства от повреждений предусмотрен кожух 3. В ряде случаев для увеличения объема засыпаемых заготовок над колеблющейся чашей с лотком устанавливают предбункер. Заготовки будут высыпаться из него в тех случаях, когда под ним будет израсходован весь их запас. Благодаря вибрациям чаши заготовки не застревают при выходе из предбункера. Вибрационные бункеры обладают рядом преимуществ. Располагая обособленным электромагнитным приводом, вибробункер превращается в самостоятельный агрегат, легко монтируемый на любом станке и в любом удобном месте. Он универсален — допускает загрузку различных по форме заготовок. Наличие вибраций способствует уменьшению случаев заклинивания заготовок. Так как в вибробункере заготовки перемешиваются и не соударяются под воздействием перемещающихся захватных органов, они и не повреждаются. Это позволяет загружать чисто и точно обработанные, а также хрупкие и легко деформируемые заготовки. Производительность вибробункера можно легко изменять. К недостаткам его следует отнести наличие шума при работе. В последнее время вибробункеры нашли широкое применение для загрузки различных мелких заготовок. Они вытесняют другие типы бункеров, где заготовки перемещаются под действием силы тяжести. Производительность вибробункеров достигает 500 заготовок в 1 мин. 23. Рейнеры. Это автоматические ЗУ, осуществляющие установку и съем заготовок, действующие над линией станков. В зависимости от выполняемых операций и конструкции рейнеры делятся на 4 группы: 1. Рейнеры, выполняющие установку, съем деталей и межоперационное транспортирование между двумя смежными станками. Они имеют лишь один захват, применяются в автоматических линиях для обработки деталей типа валов. 2. Рейнеры с двумя захватами 3. Рейнеры, которые работают спарено. Они производят съем детали и перемещение на общий транспортер. Второй рейнер производит съем с первого транспортера и установку детали на второй.Применяются для громоздких тяжелых деталей. 4. Рейнеры на колонне с двумя захватными устройствами, производящими установку и съем детали, и их применение на транспортное устройство и обратно. Рейнеры применяются на АЛ с жесткой транспортной связью. На таких линиях все одноименные операции производятся одновременно. Перемещение рейнеров осуществляется на строго определенную величину L, т.к. каждый рейнер обслуживает 2 смежных станка. Базирующие элементы станков или приспособлений находятся на одном (18)уровне, т.к. захваты рейнеров в вертикальной плоскости перемещаются на одну и ту же величину Н. Рейнеры первой группы применяются для обработки деталей небольшого размера и весом. 24.Автооператоры. В качестве загрузочно-разгрузочных устройств станков автоматов различного типа используют автооператоры, выполняющие следующие функции: - предварительное ориентирование заготовок для подачи их в шпиндель станка, - удаление готовых деталей из зоны обработки, а также передача их в отводящее устройство. Область применения: массовое и серийное производство. Транспортируемые объекты представляют собой штучные заготовки и обработанные детали типа фланцев, колец, валов, зубчатых колес и т.п. Несмотря на разнообразные конструкции автооператоров, как правило они выполняют одни и те же типовые действия: - выделить одну или несколько заготовок из общего потока, - подать заготовку соосно шпинделю станка, - установить заготовку в зажимной патрон или на оправку, - снять обработанную деталь со шпинделя, - удалить деталь из зоны обработки. 27. Захватные устройства ПР, и их классификация. Захватные устройства служат для захватывания и удержания объектов манипулирования. К ним предъявляются следующие требования: 1. Сохранение положения ОМ (объекта манипулирования) при всех режимах работы робота. 2. Надёжность захвата и удержания заготовки. 3. Стабильность базирования. 4. Универсальность, т.е. способность захватывать и удерживать заготовки в широком диапазоне типоразмеров. 5. Высокая гибкость, т.е. лёгкая и быстрая переналадка или смена захватного устройства. 6. Малые габариты и масса. 7. Компенсация погрешностей взаимного расположения ОМ, захватного устройства и обслуживающего оборудования. 8. Недопустимость разрушения или повреждения объекта манипулирования. Классификация ПР 1). По способу удержания объекта манипулирования: - поддерживающие - удерживающие - схватывающие В поддерживающих ОМ свободно лежит и фиксируется только собственным весом. В удерживающих ОМ фиксируется на основе различных физических эффектов (магнитных сил, атмосферного давления, струйный). В схватывающих ОМ удерживается с помощью сил трения и запирающими усилиями, возникающими в следствие перемещения рабочих элементов. 2). По характеру базирования: - способные к перебазированию объекта. Захватные устройства изменяют положение удерживаемой детали благодаря управляемым действиям рабочих элементов. Этим свойством обладают захватывающие устройства с управляемыми шарнирными пальцами; - центрирующие: определяют положение оси или плоскости симметрии захватывающего объекта. Механические захватывающие устройства (схваты, губки, призмы); - базирующие: определяют положение базовой поверхности. Поддерживающие и иногда схваты. - фиксирующие: они сохраняют положение ОМ, которое тот имел в момент захватывания; - не обеспечивающие базирования или фиксации. Почти не применяются. 3). По числу рабочих позиций: - однопозиционные; - многопозиционные. 4). По характеру работы многопозиционные можно разделить на 3 группы: - последовательного действия - параллельного действия - комбинированного действия К захватывающим устройствам последовательного действия относятся 2-х позиционные устройства, имеющие загрузочную и разгрузочную позиции. Рабочие элементы на каждой позиции действуют независимо. Многопозиционные ЗУ параллельного действия имеют ряд позиций для одновременного захватывания или освобождения группы деталей. 5). По виду управления: - неуправляемые: устройства с постоянными магнитами или с вакуумными присосками без принудительного разряжения. Для снятия ОМ с таких ЗУ требуется усилие больше, чем усилие удержания; - командные: управляются только командами на захватывание или отпускание ОМ. К этой группе относятся ЗУ с пружинным приводом, оснащаемые стопорными устройствами; - жёстко-программируемые: величина перемещения губок, взаимное расположение рабочих элементов, усилия зажима могут меняться в зависимости от заданной программы; - адаптивные: программируемые устройства, оснащённые различными датчиками внешней информации: определение формы поверхности и массы объекта, наличие проскальзывания ОМ относительно рабочих элементов. 6). По характеру крепления к руке робота: - несменяемые: замена схватов не предусматривается (заодно с рукой робота); - сменные: самостоятельные узлы с базовыми поверхностями для крепления к роботу. При этом их крепление не предусматривает быстрой замены. Например, схваты на фланцах. - быстросменные: конструкция базовых поверхностей этих устройств для крепления к роботу обеспечивает их быструю смену, например, исполнение в виде байонетного замка; - пригодные для автоматической смены. 1. 28.Проектирование схватов Промышленных роботов. Выбирают тип схвата. При выборе типа схвата необходимо учитывать свойства объекта манипулирования: массу, форму и её изменение в процессе обработки на 2. 3. 4. 5. 6. технологическом оборудовании, требования к времени захвата и точности удержания, свойства захватываемой поверхности. Определяют усилие захвата. Определяют необходимые перемещения губок схвата. Определяют усилие в кинематических элементах схвата, исходя из кинематического анализа, прикладывая к губкам схвата усилие захвата заготовки. Выбирают тип привода Рассчитывают размеры кинематических элементов схвата и его привода: размеры губок определяют исходя из расчёта на контактную прочность, поперечное сечение рычагов схвата рассчитывают на изгиб. Опасным сечением обычно является место установки шарнира. 30. Понятие об автоматическом управлении и регулировании. Автоматическая система и ее структура. Управление - это такая организация того или иного процесса, которая обеспечивает достижение определенных целей. Автоматическое управление - это управление, работой тех или иных технических агрегатов либо теми или иными процессами, т.е управление, осуществляемое без участия человека. Совокупность объекта управления и управляющей подсистемы, образует систему автоматического управления (САУ). С помощью системы автоматического регулирования (САР) автоматически решаются задачи изменения какой-либо физической величины по требуемому закону. Физическая величина, подлежащая регулированию в САР, а технический агрегат, в котором осуществляется автоматическое регулирование – объектом регулирования. Автоматическое регулирование является частным случаем автоматического управления. Цель управления в этом случае как раз заключается в обеспечении требуемого закона изменения регулируемой величины. К элементам автоматического цикла управления относятся: распределительные звенья передаточные звенья исполнительные звенья С помощью распределительного звена создается сигнал на выполнение команды. Передаточное звено передает, усиливает, ослабляет, замедляет сигнал полученный с распределительного звена. Сигнал может быть преобразован в передаточном звене, где могут вычисляться ими логические операции. В качестве распределительного звена могут использоваться: Кантакторы; кнопки выключения; термопары; фотоэлементы; датчики В качестве передаточного звена: Кантакторы; Реле времени; Передаточное реле; Логические элементы В качестве исполнительного звена: Двигатели; электромагниты Все средства контроля имеют первичные преобразователи, т.е. датчики. Датчикустройства которые преобразовывают изменения контрольных параметров в выходной сигнал, являющийся информацией -пневматические датчики -электроконтактные датчики -индуктивные датчики -емкостные датчики -виброиндукт-ые датчики Рис. 16.1.2. Принципиальная схема электроконтактного датчика: 1 – стержень; 2, 7 – контакты; 3 – коромысло; 4 – пружинный крест; 5, 11 – пружины 6 – оцифрованный барабан; 8 – измерительная головка; 9 – пятка; 10, 13 – хомутики; 12, 14 – штифты. На рис. 16.2.1 показана принципиальная схема электроконтактного датчика. Изменение размера контролируемой детали вызывает перемещение стержня 1 с навернутым на него съемным наконечником. При этом на пружинном кресте 4 поворачивается коромысло 3 с запрессованными в него подвижными вольфрамовыми контактами 7. Движение передается через твердосплавную пятку 9 хомутика 10, воздействующего на корундовый штифт 12, запрессованный в малое плечо коромысла. Измерительное усилие создается пружиной 11. На стержне 1 также закреплен хомутик 13 с регулируемым по ширине пазом, в который входит неподвижный штифт 14, что предохраняет шток от поворота в направляющих скольжения. При замыкании контактов 7 и 2, вмонтированных а оцифрованные барабаны 6, которые настраивают по образцовым деталям, выдается сигнал. Если под наконечник установлена деталь, значение которой превышает верхнее контролируемое значение, пятка отходит от штифта, и под действием пружины 5 замыкается верхний контакт. В корпусе преобразователя имеется гнездо, куда может быть установлена измерительная головка 8 для настройки преобразователя. Датчик работает в любом положении. 31. Элементы автоматического цикла управления. Понятие о динамическом звене. Классификация элементов по назначению САУ - комплекс средств, необходимый для отбора, обработки и передачи информации, а также для формирования команд. При этом управляемым объектом является устройство или комплекс устройств, обеспечивающий выполнение ТП. САУ обеспечивает точность выполнения команд по перемещению рабочих органов, синхронизацию перемещения рабочих органов и обеспечивает выполнение большого количества команд в единицу времени. Элементы автоматического цикла управления. К элементам автоматического цикла управления относятся: - распределительные звенья (датчики) - передаточные звенья - исполнительные звенья С помощью распределительного звена создаётся сигнал на выполнение команды. Передаточное звено передаёт, усиливает, ослабляет, заменяет сигнал, полученный с распределительного звена. Этот сигнал может быть преобразован в передаточном звене, где могут осуществляться вычислительные или логические операции. Сигнал передаётся на рабочий орган или выполняет часть ТП. 32. Первичные измерительные преобразователи (датчики). Виды датчиков. Рис16.1.4. Индуктивный датчик: 1 – корпус; 2 – индуктивные катушки; 3 – шток; 4 – якорь. Индуктивные датчики позволяют измерять непрерывно меняющиеся размеры. Это необходимо при контроле деталей в процессе обработки, измерении шероховатости поверхности, контроле зубчатых колес и в других случаях. Принцип действия датчика состоит в том, что при изменении контролируемого размера непрерывно меняется его индуктивность. В этом случае измерительный стержень смещается относительно катушек датчика, а следовательно, смещается и якорь. В результате изменения взаимного расположения якоря и катушки меняется сопротивление магнитной цепи датчика, а следовательно, и его индуктивность. Наиболее часто применяют дифференциальные датчики, имеющие две катушки, между которыми помещен якорь. При смещении якоря из нейтрального положения индуктивность одной катушки возрастает, а другой – на те же величину убывает. Это позволяет увеличить чувствительность датчика вдвое по сравнению с датчиками, имеющими одну катушку. Помимо этого, в дифференциальных датчиках значительно уменьшается влияние нестабильности питающего напряжения на точность его работы. Для включения датчиков наиболее часто используют неуравновешенную мостовую схему и схему самобалансирующегося моста. В основном индуктивные датчики являются безрычажными, т. е. не содержат увеличивающих механизмов. Это объясняется тем, что чувствительность индуктивных датчиков в большей степени зависит то выбранной электрической схемы, частоты питающего тока и в меньшей – от увеличивающего механизма. Основными узлами безрычажного индуктивного датчика являются корпус 1 (рис. 16.1.4), индуктивные катушки 2, измерительный шток 3 с укрепленным на нем одним или двумя якорями 4. 35. Классификация САУ. САУ различают по степени централизации, по наличию О.С., по виду пограммоносителя, по числу управляемых координат. По степени централизации САУ: - централизованные - децентрализованные - смешанные Управление централизованных САУ выполняется с центрального пульта или другого управляющего органа. Системы просты, надёжны, команды могут осуществляться с помощью электросетей, с помощью кулачковых механизмов, гидравлических и пневматических сетей. Простота централизованных систем объясняется минимальным количеством связей. Они удобны в эксплуатации. Децентрализованные САУ (путевые). Управление осуществляется при помощи упоров, датчиков и концевых выключателей. Каждый агрегат данной системы выполняет управляющую функцию. Каждый последующий агрегат получает команду от предыдущего, так называемая, эстафета управления. Преимущества: Отсутствие сложной блокировки. Однако система требует таких элементов, которые бы следили за цикличностью выполнения команд (т.е. должны быть блоки памяти); большое количество датчиков. Смешанные системы. Такие системы имеют характерные черты двух предыдущих систем. Управление последовательностью работ осуществляется через командоаппарат, но каждый новый элемент цикла начинается только после сигнала о срабатывании предыдущего. По виду О.С.: - замкнутые - разомкнутые По виду программо-носителя: - с распределительными валами - с упорами - с копирами - с программным управлением САУ с распределительными валами подразделяют на: - кулачковые - шариковые - с командоаппаратом 36. Различия САУ по централизации управления. Централизованная, децентрализованная и смешанная система управления. Примеры САУ с различными видами централизации. САУ различают по степени централизации, по наличию О.С., по виду пограммоносителя, по числу управляемых координат. По степени централизации САУ: - централизованные - децентрализованные - смешанные Управление централизованных САУ выполняется с центрального пульта или другого управляющего органа. Системы просты, надёжны, команды могут осуществляться с помощью электросетей, с помощью кулачковых механизмов, гидравлических и пневматических сетей. Простота централизованных систем объясняется минимальным количеством связей. Они удобны в эксплуатации. Децентрализованные САУ (путевые). Управление осуществляется при помощи упоров, датчиков и концевых выключателей. Каждый агрегат данной системы выполняет управляющую функцию. Каждый последующий агрегат получает команду от предыдущего, так называемая, эстафета управления. Преимущества: Отсутствие сложной блокировки. Однако система требует таких элементов, которые бы следили за цикличностью выполнения команд (т.е. должны быть блоки памяти); большое количество датчиков. Смешанные системы. Такие системы имеют характерные черты двух предыдущих систем. Управление последовательностью работ осуществляется через командоаппарат, но каждый новый элемент цикла начинается только после сигнала о срабатывании предыдущего. По виду О.С.: - замкнутые - разомкнутые 37. Различия САУ по видам программоносителя. По виду программо-носителя: - с распределительными валами - с упорами - с копирами - с программным управлением САУ с распределительными валами подразделяют на: - кулачковые - шариковые - с командоаппаратом Кулачковые САУ Задающая информация в этих системах заложена в профилях кулачков. Кулачковые системы одновременно выполняют 2 функции: силового механизма и системы управления. Управление движением перемещения органа осуществляется законом, заложенном в профиле кулачка, который воспринимается толкателем механизма. Для этой цели кулачок вращается или линейно перемещается относительно толкателя, с помощью распределительного вала с приводом. Рычажный механизм, если он имеется, выполняет функцию преобразователя направления движения и одновременно усилителя. Усиление небольшое из-за ограниченности размеров. Поэтому кулачковый механизм должен развивать силы соизмеримые с силами резания. Это вызывает значительные силы в зоне контакта толкателя с кулачком, а также в опорах рычажного механизма, что приводит к снижению КПД и износу механизма. Если в автомате использованы кулачковые системы, то для управления работой каждого механизма, служит свой кулачок. Для вращения кулачков могут быть использованы индивидуальные приводы, но это нецелесообразно. Поэтому в большинстве случаев используют один привод, сообщающий одну или две скорости валу с кулачками. Такой вал называется распределительным. 38. САУ с распредвалами, упорами и копирами. САУ с распределительными валами Система с распределительными валами имеет 3 структуры: 1) С постоянной скоростью вращения распределительного вала. - звено настройки частоты вращения шпинделя 2звено настройки частоты вращения распределительного вала 3-шпиндель 4- распределительный вал На распределительном валу установлены кулачки, управляющие работой основных механизмов и кулачки, управляющие работой вспомогательных механизмов. Распределительный вал получает вращение (одну скорость) через звено настройки частоты вращения. Такие схемы удобно применять в тех случаях, когда продолжительность холостых и рабочих ходов близки друг к другу для изготовления мелких и несложных деталей. 2) Распределительный вал с 2-мя скоростями вращения. 5- цепь ускорения распределительного вала Распределительный вал имеет 2 скорости вращения: одну для рабочих подач (через звено настройки частоты вращения распределительного вала) и другую для холостых ходов (без звена настройки). В схеме автомата применяют обгонную муфту, чтобы не выключать привода рабочей подачи. Такой схемой оснащены многие металлорежущие автоматы и полуавтоматы с циклом работы более 20 секунд. 3) С двумя распределительными валами. 6- распределительный вал (вспомогательный) Если на протяжении одного цикла обработки необходимо неоднократно включать какой-либо исполнительный механизм (например, револьверную головку), то применяют структуру системы управления с 2-мя распределительными валами- с основным и вспомогательным. На основном размещены кулачки рабочих движений и часть холостых , длительность которых пропорциональна рабочим. На вспомогательном- остальные кулачки холостых ходов. Основной вал имеет одну настроенную скорость. Вспомогательный вращается со скоростью холостых ходов. Может достигать до 300 оборотов в минуту. Чтобы не было рассогласования в работе 2-х управляемых валов, выключение и подключение вспомогательного вала к приводу осуществляется при одном и том же угловом положении с помощью однооборотной муфты. САУ с упорами Длина пути задаётся расстановкой упоров на барабанах, линейках или на самом станке. Упоры могут выполнять функцию ограничителя перемещения (жёсткие упоры). Они могут быть также переключателями. При достижении рабочим органом заданного положения упоры действуют либо на управляющие элементы (золотники, клапаны), либо на кулачковую муфту. Точность этих систем часто недостаточна. В наиболее современных системах, оснащённых устройствами снижения скорости при подходе к упору, точность находится в пределах от 10 до 60 мкм, а т.к. жёсткие упоры воспринимают ударные усилия, они подвержены интенсивному износу и разрушению, точность срабатывания теряется. Системы мало мобильны. Их достоинства: простота и малая стоимость. САУ с копирами Копировальные системы применяют для автоматического управления скоростью и перемещением рабочего органа, находящегося длительное время в работе. Задающую информацию несёт копир, которая считывается щупом датчика или копировального устройства. Системы получили распространение в станках для обработки ступенчатых и фасонных поверхностей. Для считывания информации с копира, щуп должен перемещаться относительно копира с задающей подачей. Это обеспечивает привод. Копировальное устройство или датчик, состоящий из щупа и преобразующего устройства следуя за изменениями профиля копира, управляет приводом и обеспечивает следящую подачу рабочему органу. Различают копировальные системы прямого и непрямого действия. В системах прямого действия копир непосредственно воздействует на щуп и жёстко связанный с ним рабочий орган. Эти системы просты по конструкции. Их недостаток в большой удельной силе, возникающей в зоне контакта щупа и копира, соизмеримой с силой резания, что приводит к быстрой потере точности. Копировальные системы непрямого копирования могут быть: - контактными - бесконтактными - непрерывными - релейными По виду энергии: - электромеханические - электрические - гидравлические - комбинированные По количеству управляемых координат: - однокоординатные; - двухкоординатные; - многокоординатные 39. САУ с ЧПУ. Различают: - с цикловым ПУ - с ЧПУ В системах с ЧПУ рабочий цикл состоит из небольшого количества этапов обработки. Управление осуществляется с помощью 2-х видов автоматизированного управления: 1. задаётся информация о циклах работы и режимах обработки в числовом виде и устанавливается с помощью штекеров на пульте управления; 2. размерная информация, которая характеризует величину перемещения рабочих органов. Она задаётся с помощью упоров. Системы с ЧПУ: В зависимости от технологического назначения: - позиционные - контурные В позиционных системах программируется последовательное перемещение инструмента или заготовки. В контурных системах программируется скорость. По способу задания УП: - системы с NC – эти устройства с жесткой структурой алгоритма работы схемным путём. Но не может быть изменена после изменения системы. Все алгоритмы задаются с помощью блоков реализуемых ту или иную функцию. Модернизация может осуществляться только с помощью замены блока. - системы с CNC – данные системы отличаются от предыдущих тем, что в их структуре имеются управление ЭВМ: вычислительное устройство, бло ввода и вывода информации, интерфейсное устройство. Данные системы обладают повышенной надежностью, система имеет малые габариты и массу. Также система снабжена диагностическими программами, с помощью которых легко обнаружить неисправность, упрощается программирование, повышается гибкость. - системы с DNC – системы создаётся на базе мини ЭВМ и имеют устройства - системы с HNC – ручное управление – ввод программы в ручную. Применяется для крупно габаритных станков. Применяют: станки токарной группы 16К20Ф3, 16Б16Ф3; фрезерной группы: 6Р13Ф3, 6Р12РФ3, станки сверлильной группы 2Р11РФ2,2Р135Ф2, горизонтально расточные станки 2А620Ф2, 2А622Ф2 40. САУ с копирами. Системы с копирами прямого и непрямого действия. Копировальные системы применяют для автоматического управления скоростью и перемещением рабочего органа, находящегося длительное время в работе. Задающую информацию несёт копир, которая считывается щупом датчика или копировального устройства. Системы получили распространение в станках для обработки ступенчатых и фасонных поверхностей. Для считывания информации с копира, щуп должен перемещаться относительно копира с задающей подачей. Это обеспечивает привод. Копировальное устройство или датчик, состоящий из щупа и преобразующего устройства следуя за изменениями профиля копира, управляет приводом и обеспечивает следящую подачу рабочему органу. Различают копировальные системы прямого и непрямого действия. В системах прямого действия копир непосредственно воздействует на щуп и жёстко связанный с ним рабочий орган. Эти системы просты по конструкции. Их недостаток в большой удельной силе, возникающей в зоне контакта щупа и копира, соизмеримой с силой резания, что приводит к быстрой потере точности. Копировальные системы непрямого копирования могут быть: - контактными - бесконтактными - непрерывными - релейными По виду энергии: - электромеханические - электрические - гидравлические - комбинированные По количеству управляемых координат: - однокоординатные - двухкоординатные - многокоординатные 43. Системы с ЧПУ. Системы с числовым программным управлением и с ЦПУ. Система ЧПУ — это совокупность специализированных устройств, методов и средств, необходимых для реализации ЧПУ станком, предназначенная для выдачи управляющих воздействий исполнительным органам станка в соответствии с УП. Различают: - с цикловым ПУ - с ЧПУ В системах с ЧПУ рабочий цикл состоит из небольшого количества этапов обработки. Управление осуществляется с помощью 2-х видов автоматизированного управления: 3. задаётся информация о циклах работы и режимах обработки в числовом виде и устанавливается с помощью штекеров на пульте управления; 4. размерная информация, которая характеризует величину перемещения рабочих органов. Она задаётся с помощью упоров. Системы с ЧПУ: В зависимости от технологического назначения: - позиционные - контурные В позиционных системах программируется последовательное перемещение инструмента или заготовки. В контурных системах программируется скорость. Цикловая система программного управления является простейшей, обеспечивая в основном двухточечное позиционирование, осуществляемое по жестким упорам. Основой ЦСПУ является программно-временное устройство с блоком управления переходами и раздельными блоками запоминания информации о последовательности включения звеньев манипулятора и времени (продолжительности работы механизмов). Информация о положении звеньев непосредственно в запоминающее устройство не вводится, а обеспечивается определенной установкой жестких упоров или флажков путевых выключателей, что является конструктивной особенностью с позиционированием по упорам. 44. Разновидность с ЧПУ по способу задания управляющей программы. По способу задания УП: - системы с NC – эти устройства с жесткой структурой алгоритма работы схемным путём. Но не может быть изменена после изменения системы. Все алгоритмы задаются с помощью блоков реализуемых ту или иную функцию. Модернизация может осуществляться только с помощью замены блока. - системы с CNC – данные системы отличаются от предыдущих тем, что в их структуре имеются управление ЭВМ: вычислительное устройство, бло ввода и вывода информации, интерфейсное устройство. Данные системы обладают повышенной надежностью, система имеет малые габариты и массу. Также система снабжена диагностическими программами, с помощью которых легко обнаружить неисправность, упрощается программирование, повышается гибкость. - системы с DNC – системы создаётся на базе мини ЭВМ и имеют устройства - системы с HNC – ручное управление – ввод программы в ручную. Применяется для крупно габаритных станков. Применяют: станки токарной группы 16К20Ф3, 16Б16Ф3; фрезерной группы: 6Р13Ф3, 6Р12РФ3, станки сверлильной группы 2Р11РФ2,2Р135Ф2, горизонтально расточные станки 2А620Ф2, 2А622Ф2 47. Системы автоматического регулирования, следящие и адаптивные системы. Эти системы предназначены для обеспечения поддержания регулируемой величины в заданных пределах. ЭС- элемент сравнения У- усилитель З- задатчик; У- усилитель; ИЭ- измерительный элемент; ОР- объект регулирования; ОС- обратная связь; ЭС- элемент сравнения Адаптивной системой управления или самоприспосабливающейся системой называют такую систему, в которой автоматически изменяется способ функционирования управляющей части в зависимости от конкретных условий работы. В настоящее время развиваются три вида адаптивного управления: 1. Адаптивная система функционально регулирования, управляющее воздействие в этой системе является функцией какого-либо параметра (подача – функция одной из составляющей силы резания S=f(PZ), скорость резания – функция мощности V=f(N); 2. Адаптивная система предельного (экстремального регулирования, обеспечивает постоянство параметров при предельно возможном их значении; Адаптивная система оптимального регулирования – представляет собой использование совокупности многих факторов при комплексном критерии оптимальности. В соответствии с этим критерием осуществляется изменение регулируемых параметров, например, поддержание в станке режима обработки, обеспечивающего максимальную производительность и наименьшую себестоимость обработки, определяющихся заданием оптимальных значений скорости, силы резания и температуры Следящая система управления — вид системы автоматического управления, в которой заранее неизвестен вид управляющего воздействия. Обычно следящие системы предназначены для воспроизведения на выходе изменения управляющего воздействия, слежения за ним. Они представляют собой особый класс систем автоматического управления, в которых изменения происходят по любому закону. Входной сигнал непрерывно обрабатывается системой, при этом заданное входное воздействие, обрабатываемое системой, изменяется произвольно в широких пределах. 49. Применение алгебры логики для синтеза систем автоматического управления. Минимизация логических функций. Логика- это наука о формах и законах мышления. Отрасль логики, развивающаяся применительно к потребностям математики называется –математической логикой. Один из её разделов- алгебра логики. Буль положил начало разработки логического исчисления, позволяющего оперировать логическими суждениями так же, как в математике делается с алгебраическими символами. Их можно складывать, умножать и т.д. Исчисление высказываний- первое понятие математической логики. a + b= b + a; a * b= b * a (a + b)c= ac + bc; (a + b)(a +c)=a + bc a * a * a= a; a + a + a= a a + ā= 1; ẵ= a; ab= Элемент “И” Элемент “ИЛИ”: P= a * b a P= a + b b a b Элемент “НЕ”: Применение алгебры логики: - в автоматах с пневмоприводами; - в эл.приводах; - нашли большое применение в литейном производстве a P=ā Ц1 Х1 С задающего элемента сигнал подаётся в косвенном виде на элемент сравнения. Из элемента сравнения выходит сигнал рассогласования. В усилителе он усиливается. ВР1 ВР 1 Рис. 26. Функциональные схемы разомкнутой (а) и замкнутой (б) систем автоматического регулирования: 1.Ц1, Ц2- исходная 2.Ц1выдв, Ц2- исходная 3.Ц1↑, Ц2- исходная 4.Ц1↑, Ц2↑ 5.Ц1↑, Ц2↑ 6.Ц1↑, Ц2втяг. 7.Ц1↑, Ц2 в исх. 8.Ц1втяг., Ц2 в исх. Пол. 9.Ц1 исх., Ц2 исх. Cтроим циклограмму работы автомата по устойчивым тактам (1,3,5,7). Имеются совпадающие такты- 2 и 4..Чтобы исключить совпадающие такты, необходимо в схему управления включить элемент обратной связи (элемент памяти). В качестве элемента О.С. можно использовать обычный воздухораспределитель. Элемент О.С. включают как можно ближе к последнему совпадающему такту, а выключают как можно ближе к первому совпадающему такту. Состояние, в котором число на единицу больше называется состоянием высшего порядка. Оно покрывает состояние низшего порядка и из рассмотрения выбрасывается 57. Адаптивная система оптимального управления. Виды системы. Целевая функция. Виды целевой функции в адаптивной системе оптимального управления. Сущность таких систем заключается в том, что с целью повышения эффективности поддерживается оптимальное протекание технологического процесса механической обработки. При этом оптимизация процесса должна быть относительно какой-то целевой функции, причем адаптивная система должна обеспечить значение функции в заданных пределах. К целевым функция можно отнести функцию времени или функцию стоимости Целевая функция времен может определяться по формуле: Dl , q 1 r t n FT Tn E V S t V S где Tn – постоянные затраты времени, не связанные с режимом обработки, Tn= Tn3/n+ Tв+ Tоб+ Tо+ TД q, r, n – коэффициенты, определяющие скорость обработки, q=1/m, r=YV/m, n=XV/m m – коэффициент при стойкости инструмента E – время, связанное с заменой инструмента и поднастройкой, T Dl E и CV q Tи – время замены инструмента и настройки станка на размер; CV – коэффициент для расчета скорости резания; D – диаметр обрабатываемой поверхности; l – длина обрабатываемой поверхности Целевая функция стоимости определяется выражением: Dl , q 1 r t n FС С n E L S t 1 2 3 ЭВМ ЧПУ АСУ 4 Рис. 31 В схему адаптивного управления помимо блока адаптивного управления должен входить блок скорости, блок подачи и блок частоты вращения, а также блок сопряжения с ЭВМ. Адаптивный блок автоматически подключается в нужный момент и обеспечивает управление процессом на управляемых переходах. Включение адаптивного блока выполняется по заданной программе или включенной директиве. 64. Активный и пассивный контроль. Современное автоматизированное производство немыслимо без проявления автоматического контроля, т.к. с помощью его не только предупреждается появление барка, но и стабилизируется точность и повышается производительность обработки. Автоматический контроль в первую очередь осуществляется при обработке деталей на финишных операциях. Но его следует применять и на предшествующих чистовых операциях, т.к. это способствует стабилизации припуска при окончательной обработке. В зависимости от степени автоматизации методы контроля подразделяются на пассивные и активные. Пассивные- применяются после обработки деталей. По результатам контроля производится рассортировка деталей на годные или брак, или сортировка деталей по размерным группам. Такой контроль не влияет на работу станка, не предупреждает появление брака. В качестве измерительных средств применяются различные многомерные устройства с индикаторами, а также контрольно- сортировочные аппараты. Активные- осуществляются до обработки, в процессе обработки и в конце обработки. Такой контроль предупреждает появление брака, благодаря наличию в системе контроля элементов, выполняют функцию управления исполнительными органами станка. V S где Cn – постоянные затраты, Cn= M+C1( Tn3/n + Tв+ Tоб+ Tо+ TД); М – затраты, связанные с расходом материала; C1 – расходы в единицу временя на эксплуатацию оборудования, приспособлений и зарплату с накладными расходами, C1 = Cо + Cпр + Cз.п; L Tси (С1Tси Сит )Dl CV q – время эксплуатации инструмента; С ит – стоимость инструмента. Целевые функции представляются как функции от переменных управления. Задача оптимизации заключается в том, чтобы найти составляющие или факторы, при которых целевая функция будет иметь наименьшее значение. В общем виде можно записать значения этих функций FТ=f(S,V,t); FC=f’(S, V, t). Условие минимизации: ; и т.д. Fc Fc 0 0 V S Реализация рассматриваемых задач для управления требует создания таких систем, которые обладают гибкостью управления на различных переходах. Такое управление можно осуществить на базе микропроцессорных систем с прямым управлением процессом обработки от ЭВМ (рис.) Безразличнтакты апрещённые Виды автоматического активного контроля Дооперационный активный автоматический контроль -контроль размеров, веса -контроль параметров заготовки -контроль полуфабрикатов Автоматический активный контроль в процессе обработки Послеоперационный активный автоматический контроль 65. Автоматический контроль деталей в процессе обработки. Прямой и косвенный методы измерения, их достоинства и недостатки. Этот вид контроля является наиболее совершенным, т.к. при этом осуществляется сравнение размеров, получаемых во время обработки, с заданными, и в зависимости от результатов этого сравнения производится либо останов станка, либо размерная поднастройка станка (вызванная износом инструмента), либо изменение режимов резания в случае перехода от черновой обработки к чистовой. Преимущества: измерение деталей производится от тех же баз, что и её обработка. Недостатки: низкая точность измерения, которая вызывается вибрацией системы СПИД, большими скоростями вращения обрабатываемой детали, наличием загрязнений, износом измерительных наконечников, температурными погрешностями. Устранение: применение виброконтактных датчиков, устройств для температурного равновесия, а также контроль за измерительными устройствами может значительно уменьшить погрешности. Характерной особенностью устройств этого контроля является то, что у них имеется обратная связь, которая предохраняет от появления брака. Этот вид контроля осуществляется прямым и косвенным методом. Прямой метод Прямое измерение – измерение, при котором искомое значение величины находят непосредственно из опытных данных. Например, измерение температуры воздуха термометром, силы тока – амперметром, диаметра вала – микрометром и т.п. Косвенное измерение – это измерение, при котором искомое значение величины находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям. При этом числовое значение искомой величины определяется по формуле: z=f(a1, a2,…, am), где: z - значение искомой величины; a1, a2,…, am – значение непосредственно измеряемых величин. Косвенные измерения сложнее прямых, однако, они широко применяются на практике в случаях, когда прямые измерения практически невыполнимы, или когда косвенное измерение позволяет получить более точный результат по сравнению с прямым измерением. 67. Автоматический контроль изделий после обработки. Автоматический контроль в первую очередь осуществляется при обработке деталей на финишных операциях. Но его следует применять и на предшествующих чистовых операциях, т.к. это способствует стабилизации припуска при окончательной обработке. Этот вид контроля может осуществляться либо на станке на специальноизмерительной позиции, либо вне станка. Устройства послеоперационного контроля могут выполнять следующие функции: 1. Пропускать годные детали на специальную операцию. 2. Производить сортировку обработанных деталей по размерам. 3. Производить размерную подналадку станка, компенсировать износ инструмента. Этот вид контроля позволяет осуществлять более точные измерения, т.к. отсутствуют погрешности, которые имеются при контроле в процессе обработки.