А.М. Ямпольский, В.А. Ильин - Краткий справочник гальванотехника (1981)
реклама
")
А. М. ЯМПОЛЬСКИЙ
В. А. ИЛЬИН
....
КРАТНИИ
СПРАВОЧНИК
Г АЛЬВАНОТЕХНИКА
ТРЕТЬЕ ИЗДАНИЕ,
ПЕРЕРАБОТАИНОЕ
И ДОПОЛНЕННОЕ
ЛЕНИНГРАД «МАШИНОСТРОЕНИЕ»
ЛЕНИНГРАДСКОЕ ОТ ДЕЛЕНИЕ
1981
JjБI( 34.66::!я2
Я 57
УДК
621.357(031)
Ре ц е из е н т каид. хим. наук Г. к. Буркат
Я мrюльсю1й А. М
Я57
:Краткий
Ильин В. А.
справочник
гальванотехника.
-
3-е
изд., перераб. и доп.-Л.: Машиностроение, Ленинrр.
отд-ние. 1981.-269 с., ил.
В пер.:
90
коп.
В справочнике излоя<еиы основные сведения по технслогпчеси:им
лроцессам получения метал.nичеси:их
и неметалл11чесr<их ПОI<рытий;
о применяемых материалах и оборудовании. Описаны способы подго·
тошш nшзерхностп деталей перед покрытием и приведены необходимые
в повседневнш'I деятельности мастероn. цеховых технологов и техниче­
СI<ИХ служб предприятий данные по нормированию расхода материа­
лов и техиние безопасности. Подроб110 описаны всевозможные виды
ПОI{рытий.
По сравнению со вторым изданием (i 972 г.) nсг главы перерабстаны
с учетом новых процессов и способов обрабоТiш. появившихся за по­
следiше годы.
зации
и введены новые главы. отражающие процессы
диэлектрии:оn
и
изготовления
nечатных
Справочшш предназначен для ию:<енерно-техничеСIШХ
ков гальnаннчесiШХ цехов и заводских лабораторий.
31105-113
я 038(01)-81
113-81.
2704070000
©
металлн·
nлат.
работии·
ББК 34.663я2
6П4.52
Издательство «Машиностроение»,
(083)
1981
г.
ПРЕ)J,ИСЛОВИЕ
Применеине металлических (галыза­
нических) покрытий является одним из наиболее распро­
страненных методов защиты изделий от коррозии в маши­
ностроении и приборостроении. Качество металлических
покрытий во многом определяет качество изделий, их
долговечность, работоспособность и надежность в эксплуа­
тации.
Гальванические покрытия служат не только средством
защиты от коррозии, но также и сцособом повышения
износостойкости деталей, электропроводности и других
важных свойств поверхности.
Гальванические процессы осуществляются з цехах
защитных покрытий, в которых трудятся десятки тысяч
рабочих, техников и инженеров. Повышение технического
уровня цехов защитных покрытий, внедрение современ­
ных технологических
будут
процессов и средств автоматизации
способствовать
повышению
эффективности
труда
гальванотехников и значительному увеличению производи­
тельности
труда.
Авторы настоящего справочнЦъ:а стремились возможно
nолнее
представить необходимые сведения, отражающие
nередовой производственный опыт гальванических цехов и
участков,
а
также
последние
достижения
в
гальвано­
технике.
Главы
главы
1-6, 9, 12-16
7, 8, 10, 11 -IA. М.
составлены
В. А" Ильиньш,
Ямпольским!.·
Все замечания и пожелания по справочнику просш.1
направлять по адресу: 191065, Ленинград, Д-65, ул. Дзер­
жинского,
1*
10,
ЛО издательства «Машиностроение».
Глава
1.
ОБЩИЕ
1.
И
СВiЕДIЕНИ.Я
ОСНОВНЫЕ
ХИМИЧЕСКИЕ
ФИЗИЧЕСКИЕ
КОНСТАНТЫ
В практической деятельности галь­
ванотехнику необходимо выполнять несложные расчеты
для
оп_F>еделения
концентрации
количества
растворенных
расходуемых
в
воде
металлических покрытий; а также
с эксплуатацией оборудования.
В табл.
1
Таблица
1.
:Элемент
Йод
К.адмий
К.алий
К.альций
К.ислород
К.обальт
К.ремннй
Маrний
Марганец
Мышьяк
Медь
4
2 - физические
масса
элементов
Симnол
1 Атомный
1
Иридий
толщины
связанные
константы
Атомные номера, валентность
и атомная
Вольфрам
Железо
Золото
Индий
расчеты,
даны атомные номера, валентность и атом­
ные массы элементов, в табл.
Азот
Алюминий
Барий
Бериллий
Бор
Бром
Ванадий
Висмут
Водород
материалов,
веществ,
1
N
Al
номер
Si
Mg
Mn
7
13
56
4
5
35
23
83
1
74
26
79
49
53
77
48
19
20
8
27
14
12
25
As
Cu
33
29
Ва
Ве
в
Br
v
Bi
н
w
Fe
Au
Jn
1
Ir
Cd
к
Са
о
Со
1
Валент·\ Атомная
ность
3; 5
3
2
2
3
1; 3
3; 5
3; .
1
6
2; 3
1; 3
3
1; 3
5; 7
2
1
2
2
2; 3
4
2
2; 4;
6; 7
3; 5
1; 2
масса
14,00
26,98
137,33
9,01
10,81
79,90
50,94
208,98
1,00
183,85
55,85
196,92
ll4,82
126,90
192,22
112,41
39,09
40,08
15,99
58,93
28,08
24,30
54,93
74,92
63,54
Продолжение табл.
Символ
Элеме11т
1
1 Атомный
номер
н ость
Na
Ni
Никель
Олово
Sn
Pd
Pt
Палладий
Платина
Re
Rh
Hg
Ru
Рений
Родий
Ртуть
Рутений
РЬ
Свинец
Селен
Сера
Серебро
Стронций
Сурьма
Тантал
Титан
Утерод
Уран
Фосфор
Фтор
Хлор
Хром
Цинк
Se
s
Ag
Sr
Sb
Та
Ti
с
u
р
F
CI
Сг
Zn
Таблица
ПлотМеталл
н ость,
гfсм 3
Алюминий
Бериллий
Ванадий
Висмут
Вольфрам
Железо
Золо1о
Индий
Иридий
2.
масса
1
Мо
Молибден
Натрий
Атомная
Валент-
1
1
42
II
28
50
46
78
75
45
80
44
82
34
16
47·
38
51
73
22
6
92
15
9
17
24
30
3; 6
I
2; 3
2; 4
2; 4
2; 4
4; 6; 7
3
l; 2
3; 4;
6; 8
2; 4
2; 4
2; 4; 6
1
2
3; 5
5
3; 4
2; 4
4; 6
3; 5
1
I; 5; 7
2; 3; 6
2
95,94
22,98
58,70
118,69
106,40
195,09
186,21
102,91
200,59
101,07
207,20
78,96
32,06
107,87
87,62
121,75
180,98
47,90
12,01
238,02
30,97
18,99
35,45
51,99
65,38
Физические константы мета.тшов
К:оэффи-
Тем-
Удельное
пера-
эле1прц-
Удельная
Тепло-
циент
тура
чесiюе
теnло-
nр овод-
линейного
и ость.
расши-
со против-
емкость.
леиия.
леиие.
Дж/(кг.К:)
1\.
Ом-мм
плав-
931
2,70
1,82 1558
5,90 1993
544
9,87
19,30 3653
7,86 1083
19,30 1336
7,31
429
22,60 2727
0,028
0,059
0.190
1;010
0,050
0,097
0,023
0,084
0,050
900,1
2177,0
502,4
125,6
134,0
452,1
129,8
234,4
129,8
Вт/м·Ю
221,90
159,10
-
8,37
159,10
72,85
314,01
23,87
58,62
рения
а.\0 6 ,
К-'
23,1
12,0
7,8
12,0
4,5
12,5
14,2
41,7
6,6
5
Продолжение табл.
ПлотМеталл
иость.
гtсм•
Кадмий
Кобальт
Магний
Марганеu
Медь
Молибден
Никель
Олово
Палладий
Платина
Рений
Родий
Рутений
Свинец
Серебро
Сурьма
Тантал
Титан
Хром
Цинк
8,64
8,83
1,74
7,30
8,93
10,20
8,90
7,28
12,00
21,45
20,90
12,44
12,30
11,34
10,50
6,67
16,60
4,5')
7,90
7,13
металлов. В табл.
и
концентрацией
Тем-
УдсJtьное
пера-
ЭJ!еi{ТрИ-
тура
цеское
КоэффиУдельная
теnло-
со против-
емкость,
лени я,
пение,
ДЖ/(КГ·К)
к
Ом·мм
594
1765
923
1520
1356
2895
1725
505
1828
2047
3443
2239
2773
600
1233
903
3273
2093
2163
692
0,076
0,062
0,045
1,850
0,017
0,052
0,068
0.115
0,109
0,098
0,198
0,043
0,076
0,207
0,016
0,386
0,144
0,800
0,039
0,055
плав-
2
230,3
389,3
1017,0
505,6
385,2
247,0
448,0
226,1
286,1
134,0
138,1
247,0
230,3
129,8
234,4
209,3
159,1
473,1
460,5
385,2
Тепло-
циеит
провод-
лиtJейиого
расши-
ность,
Вт/(М·lО
рения
а-10 8 ,
к-•
31,0
12,3
26,0
22,0
16,5
5,3
12,5
23,0
10,6
8,9
4,0
9,0
10,0
28,0
19,2
10,8
6,5
8.5
6,6
35,0
92,95
71,18
171,66
50,24
319,50
146,50
90,00
67,00
67,00
71,18
-
87,92
35,59
418,70
18,84
54,43
37,68
272,10
125,60
представлены зависимости между
некоторых
растворов
плотностью
3-7
веществ.
Концентрация растворенных в воде веществ выражается
одним
из
следующих способов:
числом грамм-эквивалентов вещества N, растворено
ных в 1 л раствора (нормальность);
2) числом граммов вещества С, растворенного в 1 л
раствора, г/л;
3) числом rраммов вещества р, растворенного в 100 г
раствора, %.
1)
Пересчет концентрации р, выраженной в
%,
на колис
чество граммов в литре производится по формуле
Сг/л
где
6
d-
плотность, r/см3 •
=
pd·10,
Таблица 3. Ссотношение п.1о-rности 11 :<шщентраuии
водных растворов кислот 1;1ри 293 К
_КонцентрацР"Я,
Пло1·-
И ость.
г{см•
1,00
1,01
1,02
1,03
1,04
1,05
1,06
1,07
1,08
1,09
1,10
1,ll
1,12
1,14
1,16
1,17
1,18
1,19
1,20
1,25
1,30
1,40
1,45
1,50
1,60
1,70
1,80
Соля-~ Азот-~ Сер-~ Фосфор- 1
ная
ная
на я
1,33
2,16
3,98
5,78
7,53
9,26
10,97
12,65
14,31
15,95
17,60
19,19
20,80
23,94
27,00
28,50
30,00
31,47
32,94
40,58
48,42
67,00
79,43
96,73
0,26
1,73
3,24
4,75
6,24
7,70
9,13
10,56
12,00
13,36
14,70
16,08
17,43
20,13
22,60
24,00
25,20
26,50
27,70
33,82
39,70
50,50
55,45
60,17
69,09
77,63
87,70
0,30
2,15
4,00
5,84
7,64
9,43
11,19
12,92
14,60
16,26
17,87
29,46
21,03
24,07
27,05
28,51
30,00
31,35
32,75
39,49
45,88
57,54
62,98
68,10
77,60
86,38
94,57
ная
0,36
2,36
4,39
6,43
8,49
10,52
12,51
14,50
16,47
18,43
20,40
22,33
24,25
28,18
32,14
34,20
36,23
38,32
-
-
-
%
1 Уксусная 1
Плавии:овая
0,35
3,0
5,2
8,0
10,1
14,8
17,6
20,0
22,9
25,0
30,0
33,2
36,0
43,0
40,20
53,40
80,00
-
-
-
-
-
4.
rs:s
-
Соотношение плотности и концентрации
водных щелочных растворов при
293
Концентрацня,
К
%
Плотность, г{см•
Едкий
натр
1,01
1,03
1,05
1,08
1,04
2,84
4,65
7,38
Углеи:иСJiый
Ед1<ое I<алн
1
1
1,295
3,48
5,66
8,89
1
18,4
19,6
22,3
23,1
23,8
24,0
30,0
34,5
44,0
46,2
50,0
64,5
65,2
1
Таблица
1
вая
0,45
1,9
2,3
4,0
6,5
7,4
8,0
9,5
ll,2
12,0
12,6
14.0
1,20
8,14
15,40
23,10
31,06
-
Хрома-
i
1
натрий
1,14
3,05
4,98
7,85
1
Продолжение rпабл.
Кшшентрация,
Плотность,
гjсм•
1
1
9,19
11,92
13,73
18,25
22,82
27,41
32,10
36,99
42,07
47,33
1,100
1,13
1,15
1,20
1,25
1,30
1,35
1,40
1,45
1,50
Таблица
гtсм 3
0,998
0,996
0,994
0,992
0,990
0,988
0,984
0,982
0,980
0,978
0,974
0,972
0,970
0,968
0,964
0,962
0,958
0,956
0,954
0,950
0,946
5.
Углекислый
Едкое кали
Едкий натр
Плотнос-rь,
%
11,03
14,19
16,26
21,38
26,34
31,15
35,82
40,37
44,79
49,10
натрий
9,75
12,52
14,35
17,9()
---
Соотношеюtе плотности и концентрации
растворов аммиака при 293 К
Концентрация,
0,046
0,51
0,98
),43
1,89
2,35
3,30
3,78
4,27
4,76
5,75
6,25
6,75
7,26
8,29
8,82
9,87
10,40
10,95
12,03
13,14
%
Плотность,
г/см"
0,942
0,940
0,936
0,934
0,930
0,928
0,926
0,924
0,920
0,918
0,916
0,914
0,910
0,908
0,904
0,900
0,894
0,890
0,886
0,882
0,880
Концентрация,
14,29
14,88
16,06
16,65
17,85
18,45
19,06
19,67
20,88
21,50
22,12
22,75
24,03
24,68
26,00
27,33
29,33
30,68
32,09
33,59
34,35
%
4
Таблица б. Плотиост11 и :ю~щентрыщи
некоторых
продажных материалов
Плотность.
г/см•
Материал
Концентрация,
1
Аммиак водный концентрирован-
ный
Азотная кислота «крепкаю>
Борфтористоводородная кислота
Кремнефтористоводородная кис-
0,901-0,907
25,0-27,0
1,372-1,405
1,285-1,286
1,243
56,0-68,0
40,0-42,0
27,0
1,83-1,835
1,174-1,188
1,05
1,713
1,ll6
93,5~95,6
лота
Серная кислота
Соляная кислота
Уксусная кислота ледяная
Фосфорная кислота
Фтористоводородная кислота
%
1
35,0-38,0
99,8
87,5
35,0
Таблица 7. Концентрация растворов некоторых солей
в зависимости от nлотности nри 293 К
Сериокислая медь
Плопюсть,
г;см•
1,009
1,019
1,040
1,062
1,084
1,107
1,131
1,154
1,180
1,206
1
Кои центрация,
%
1
2
4
6
8
10
12
14
16
18
СернОiшслый
ниi<ель
Конце н-
Плотн:ость,
трация,
г{см 3
%
1
1,009
1,020
1,042
1,063
1,085
1,109
1,133
1,158
1,183
1,209
1
2
4
6
8
10
12
14
16
18
Сернокислый
I(онцеп-
Плотность,
трация,
гtсм•
1
1,019
1,040
1,062
1,084
1,107
1,131
1,155
1,180
цинк
%
2
4
6
8
10
12
14
16
Пересчет концентрации N, выраженной в нормальности,
на количество граммов в литре производится по формуле
NM
Сгjл=-z-'
z-
гдеМ-молекулярная масса;
валентность.
В табл. 8 представлены данные о процентнам содержа­
нии металлов в их солях для наиболее часто применяемых
в гальванотехнике веществ.
9
Таблица
Соль металла
Металл
Медь
»
Никель
Цинк
)}
»
Хром
Кадмий
Олово
Металл в пересчете на
8.
.
Цинк цианистый
Ангидрид хромовый
Кадмия окись
Олово сернокислое
»
»
Свинец
)}
Золото
двухлористое
углекислый
Свинца ОI<ись
Серебро азотнокислое
Диuианаурат калия
2.
И
l(оличе-
1
CТIJO
металла
.
%
25
CuS04 ·5H20
CuCN
NiS04 ·7H2 0
71
21
23
81
ZпS04"7H20
ZnO
Zn(CN) 2
56
52
43
55
53
81
СrОз
основной
Серебро
соль
Химическая
формула
Купорос медный
Медь цианистая
Ню<ель сернокислый
Цинк сернокислый
Цинка окись
Свинеu
ero
CdO
SnS04
SnCI 2·2H20
2РЬСО3 • РЬ(ОН)2
93
63
68
РЬО
AgN03
KAtJ(CN) 2
КОРРОЗИЯ
ВИДЫ
ЗАЩИТНЫХ
ПОI(РЫТИЙ
Коррозией называется процесс разрушения
металлов
при
их
химическом,
электрохимичес­
ком или биохимическом взаимодействии с окружающей
средой.
Процесс коррозии сопровождается окислением металла
и
превращением его в
различные химические соединения
(окислы, гидроокиси, карбонаты и т. п.).
Черные металлы - углеролистая сталь, чугуны
-
наи­
более интенсивно подвергаются коррозии, тогда как МIЮ­
гие цветные металлы и легированные стали весьма устой­
чивы в атмосферных условиях и агрессивных средах.
Характеристика групп условий эксплуатации изде.riий
представлена в табл. 9.
Количественно скорость коррозии можно выразить
массовым показателем К. который определяет количество
растворившегася
металла
с
единицы
поверхности
за
установленный период времени, например 0,4 г/(м 2 ·Ч).
ГОСТ 13819-68 предусматривается оценка скорости
коррозии глубинным показателем коррозии П, выражаю­
щим глубину коррозионного поражения в единицу вре-
Таблица
9.
Группы условий храпения
и эксплуатацrш изделий
Групnа условий
эксnлуатации
Темnература
воздуха, К
Условия хранения и экrnлуатации
Название
Обозиа-
1
чение
1
л
Легкая
1 Отапливаемые и вентилируемые
помещения,
склады
1
1
с
Средняя
Помещения
без
274-313
223-313
регулируе-
мых климатических условий с
большими колебаниями температуры
)J\есткая
.ж
и
влажности
воздуха
223-323
Открытые площадки, навесы
в районах с умеренным и хо-
лодным кJiиматом. Помещения
без регулируемых климатических условий в районах с тропическим
ож
Особо
климатом
223-333
Оп{рытые площадки в районах с любым I{лимато:v., вклю-
жесткая
чая тропический, с большими
колебаниями температуры и
влажности
'
мени. Зависимость между веш1чинами Л и К определяется
формулой
где
К- массовый
показатель,
г/(м 2 ·ч);
металла, г/см 3 •
ГОСТ
13819-68
коррозионной
табл. 10.
рекомендована
стойкости
металлов,
·r- плотность
10-балльная
шкала
приведеиная
в
Относительная оценка коррозионной устойчивости не­
которых металлов в различных средах дана в табл. 11.
Коррозия, как правило, протекает неравномерно и
часто носит местный (точечный) или межкристаллитвый
характер. Коррозионное разрушение происходит обычно
на участках поверхности, имеющих леоднородную струк-
11
Таблица 10. Десятибалл:,ная ШiШJ!а
~>оррозrюнной стоИкости металлов
Глубинный
Группа стойкости
затеJlЬ
пек а~
Балл
корро~ии.
мм/год
1
1
Совершенно стойкие
Весьма стойкие
1
Менее 0,001
0,001-0,005
0,005-0,01
0,01-0,05
Стойкие
2
3
4
5
0,0~0,1
Пониженно-стойiше
Малостойкие
1
Нестойкие
Таблица
11.
6
7
8
9
0,1-0,5
0,5-1,0
1,0-5,0
5,0-10,0
Более 10,0
lO
Оценка коррозионной устойчивоспt
металлов в раsличыых средах (растворах)
"'.
"'~
"'
"'"'
.:
<..>
ОА,;,:
~~~
";:.: t)8
:OQ)
Металл
NaOH
н.sо.
HCl
HN06
о
'"
'"
"'"'"' ~ "'"'
oro
... "'"' '-"'
t:Qt::(;;;з
:;;;
"'"
"'"'
"'"'
...
2
2
4
4
1
1
l
l
1
1
4
4
4
4
2
2
2
2
4
2
Алюминий
Бронза
3
3
2
1
4
4
4
4
4
2
4
2
2
2
1
l
l
1
l
l
l
4
3
3
2
1
1
4
4
4
3
1
4
4
4
l
3
1
4
1
l
1
1
l
1
1
4
l
2
1
1
l
1
1
2
1
1
1
2
2
3
Хром
Никель
Цинк
Медь
Латунь
Свинец
Олово
Серебро
Золото
Платина
1
l
3
3
1
2
4
2
2
3
2
4
4
4
4
l
4
4
;I: :I: ~::s:
~,;~
~
Углероднетая
;:..,W
А
о
~
oro
""'
А
о
~
"'"
oro
""'
"'"'
"'"'
~
о
А
о
...
"'"
""'
oro
о
А
о
о.
""'
о
сталь
Нержавеющая
сталь
2
4
4
4
4
4
12
3-
1
4
3
3
2
4
4
4
4
2
4
4
4
2
Услоnиые обозначения:
дирует;
3
1
3
2
1
1
4
4
4
2
3
1
1
3
4
4
!-разрушается, растворяется: 2-Iюрро-
медленно корродирует;
4-
стоеi{.
1
l
1
1
1
туру
или
характеризующихся
наличием
разнородных
частиц, например частиц феррита и цементита в углеро­
дистых сталях.
На скорость
коррозии
оказывают большое
влияние
состав среды, ее электропроводность, а ТЮ{Же электродные
nотенциалы металлов или каких-либо частиц, находящихся
в контакте с металлами. Электродный потенциал возникает
на металле каждый раз, как только металл поnадает
в жидкую электроnроводную среду, т. е. в воду, в которой
растворены какие-либо вещества (соли, кислоты, щелочи).
В результате перехода металла в раствор в виде ионов
или же адсорбции металлом ионов из раствора металл
приобретает электрический заряд, обусловливающий воз­
никновение на нем электрического потенциала.
Для оценки свойств металла, оnределяющих его поведе­
ние в процессах коррозии, можно пользоваться значением
стандартного
который
его соли,
в
литре
электродного
возникает при
потенциала,. т. е.
погружении
содержащей один
потенциала,
металла
в
раствор
грамм-ион данного металла
раствора.
Значения стандартных электродных потенциалов при­
ведены в табл.
12.
Таблица 12. Стандартные электродные потенциалы
металлов в водных растворах при 298 К
Металл
Калий
Барий
Кальций
Натрий
Магний
Алюминий
Титан
))
Марганец
Хром
))
Цинк
Железо
))
Кадмий
Индий
1 Электрод 1 Потеициал, Б
К/К+
Ва/Ва2+
Са!Са 2 +
Na/Na+
Мg/Mg2+
AJ/AI 3 +
Ti/Тi 2 +
Ti/Ti3 +
Мп/Мn 2 +
Cr/Cr2 +
Cr/Cr 3 +
Zn/Zn2 +
Fe/Fe2+
Fe/Fe8 +
Cd/Cd2+
In/In3 +
-2,92
-2,90
-2,87
-2,71
-2,36
-1,66
-1,63
-1,21
-1,18
-0,91
-0,74
-0,76
-0,44
-0,037
-0,40
-0,34
l
Металл
Кобальт
Никель
Олово
))
Свинец
Водород
Висмут
Сурьма
Медь
))
Ртуть
»
Серебро
Палладий
Платина
Золото
))
1Электрод 1 Потеициал, Б
Со/Со2 +
Ni/Ni2+
Sn/Sn 2+
Sп/Sn4Т
РЬ/РЬ 2 +
l/2H2/H+
Bi/Bi8 +
sь/SЬ 3 +
Cu/Cu2+
Cu/Cu+
2H7:/Hg+
Hg Hg2+
Ag/Ag+
Pd/Pd 2+
Ptfpp+
Au/Au 3 +
Au/Au+
-0,28
-0,25
-0,14
+0.007
-0,13
0,00
+0,21
+0,24
+0,34
+О, 52
+0.79
+0,85
+о,8о
+0,99
+1,88
+1,50
+1,69
13
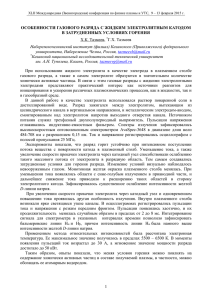
При
контаl{те двух
различных
электропроводной среде за счет
металлов
возниl{ающей
в
жидкой
разности
электродных потенциалов создается гальванический эле­
мент (гальванопара), схематически представленный на
рис.
l.
Если оба металла соединить проводником, по I{Оторому
электроны перемещаются от более отрицательного элект­
рода
\{
на рис.
менее отрицательному (от Ме 1 к Ме 2 ), как показано
l
стрелкой, то первый металл начнет растворяться
вследствие непрерывного
перехода его
[меГ'J
11
ионов.
1.
Растворимый
которого
в
раствор в виде
Pacmбopll
'1
Рис.
в
Гальванический элемент
электрод
гальваническом
называют
элементе
анодом,
выполняет
роль
отрица­
тельно заряженный электрод, в отличие от электролизной
ЯЧеЙКИ, Где ПОД деЙСТВИеМ электриЧеСКОГО ТОКа ОТ ВНеШс
него источника растворимым электродом (анодом) является
положительно заряженный электрод.
Анодное растворение металла в результате действия
гальванопары является одним из главных фа\{торов,
ускоряющих
процесс коррозии,
поэтому
в
конструкциях
приборов, машин и различных сооружениях недопустимо
сопряжение металлов, обладающих значительной раз­
ностью
потенциалов.
В табл.
мых
парах
13
приведены данные о допустимых и недопусти­
сопрягаемых
металлов
в
конструкциях,
рас­
считанных на ЭI{Сплуатацию в жесТI{ИХ условиях. Знаком
«+» отмечены допустимые пары, а знаком «-» - недо~
пустимые.
При нанесении металлических поl{рытий на деталях
приборов и машин создаются сопряжения разнородных
металлов, и для обеспечения надежной защиты от корро­
зии деталей используют такое покрытие, которое в паре
с металлом детали будет служить анодом (анодное покры:~
тие). Так, для стальных деталей анодными покрытиями
являются цинк, кадмий, алюминий, и в том случае, если
14
Таблица
Металл
Ag.
Au.
Pt,
Pd
Ag, Au, Pt, Pd
+
Хромоникелевая
1
т
сталь
Хром
Медь и
ее сnлавы
Никель
Олово и его сплавы
Хромистая
сталь
Углеродистая сталь
и
цинк
Алюминий (оксидированный)
Алю;~,шний
Магний
-
+
Титан
КаД~~-!ИЙ
+
+
+
-
-
13.
Допустимые и недоnустимые контакты между метаJJJiами
Хроtселе-
Хром
вая
+
+
-
+
+
+
-
+
+
+
-
-
-
-
-
Хро-
Угле-
и его
мн-
роди-
спла-
J<.ель
спла-
Тита и
вы
стая
стая
сталь
сталь
l(ад-
мнй и
uиик
nшннй
(оксидиро-
Алюминий
МагliИЙ
в ан-
иый)
+
+
+
+
+
ее
вы
сталь
+
н
А.~ю-
Олово
Ни-
Медь
мони-
-
-
-
+
+
+
-
+
+
+
-
+
+
+
-
+
-
+
+
+
+
+
+
-
+
+
+
-
+
-
+
+
+
-
-
+
+
+
-
+
-
-
-
-
-
+
-
-
-
-
-
-
-
-
-
-
-
+
-
-
-
+
-
-
-
-
-
-
-
-
-
+
-
-
-
-
+
+
-
+
-
-
-
-
-
-
-
-
+
+
+
-
-
-
-
-
-
-
+
+
-
-
- 1
-
-
+
1
в поры покрытия или в места его повреждения проникнет
влага и начнется коррозионный процесс, растворению
будет подвергаться не металл детали, а покрытие.
Существуют различные способы защиты изделий от
коррозии; к наиболее распространенным относятся защит­
ные
покрытия:
ные и
металлические,
химические,
лакокрасоч­
эмалевые.
В зависимости от способа нанесения металлические
покрытия могут быть электролитические (гальванические),
горячие, диффузионные и т. n.
Гальванические покрытия получают посредством выде­
ления
металлов
из
растворов
их
солей
под
действием
электрического тока. Покрываемые детали служат като­
дами, а анодом- вспомогательный электрод, подключен­
ный к положительному полюсу источника тока.
Химические покрытия представляют собой пленки опре­
деленного химического состава,
металле
в
результате
которые образуются
воздействия
на
него
на
химических
реагентов. Наиболее распространены оксидные и фосфат­
ные
пленки.
З. ОСНОВНЫЕ
ПАРАМЕТРЫ
ЭЛЕКТРО~'1ИТИЧЕСКИХ
Плотность
тока.
ПРОЦЕССОВ
Основным
пара·
метром, характеризующим процесс электролиза, является
плотность тока на катоде DR или на аноде Da, представ­
ляющая собой отношение силы тока к площади электрода.
Плотность тока выражают в амперах на квадратный метр
(в данном справочнике применен ампер на квадратный
дециметр как наиболее употребительная единица).
В соответствии с законом Фарадея количество вещества,
выделившегася на катоде или растворившегася на аноде,
прямо
пропорционально
количеству
прошедшего
через
раствор электричества. Количество электричества может
быть выражено числом кулонов (1 Кл
выделения
на
катоде
вещества
необходимо
=
1 А ·l с). Для
одного грамм-эквивалента любого
пропускать
через
Кл, или 96,5 кКл.
Количество вещества, которое выделяется
электролит
96 500
при
про­
хождении через электролит единицы количества электри­
чества,
называют
В табл.
эквивалентов
16
электрохимическим
эквивалентом.
14 приведены значения электрохимических
некоторых веществ.
Таблица
14.
Электршшмичесш1е ЭIШШ!аленты
Электрохимическнй
Электрохимическнй
Ба-
Химический
лент-
элемент
н ость
3
3
1
3
2
3
1
3
2
2
2
2
2
1
Алюминий
Висмут
Водород
Железо
»
Золото
»
Индий
Кадмий
Кислород
Кобальт
Марганец
Медь
))
эквнвален1·
Химический
мг/l(л lг/(А. ч)
элемент
0,093
0,720
0,010
0,193
0,289
0,681
2,044
0,399
0,582
0,083
0,305
0,285
0,330
0,659
0,335
2,600
0,038
0,694
1,042
2,452
7,370
1,429
2,097
0,298
1,099
1,025
1,186
2,372
Балент-
н ость
Никель
Олово
»
Палладий
Платина
Родий
Свинец
Серебро
Сурьма
Хлор
Хром
»
Цинк
2
4
2
2
2
3
2
2
3
1
6
3
2
эквивалент
мг/Кл tr/(A- ч)
0,304
0,307
0,615
0,553
1,011
0,356
1,074
1,118
0,421
0,367
0,090
0,180
0,339
1,095
1,107
2,214
1,990
3,640
1,280
3,865
4,025
1,514
],323
0,324
0,648
1,220
Выход по току. На катоде кроме осаждения металла
происходят побочные процессы, к которым относятся:
выделение водорода, восстановление металлов до более
низкой валентности (Fe3+ до Fe2+), а также восстановление
органических веществ, попавших в электролит. В резуль­
тате этого суммарное количество электричества,
ваемое
выделение
на
превышает
вещества,
затрачи­
количество
электричества, рассчитанное по закону Фарадея.
Это явление характеризуется коэффициентом полезного
использования тока, или выходом по току, который опре­
деляется
отношением
'1')
= .!!:!_ 100 = mФ 100,
qп
где qт, qп
mт
количества электричества, теоретически (по
-
закону Фарадея) и практически расходуемые на единицу
продукта соответственно; тФ, mт
фактически
и
-
количества вещества,
теоретически выделившиеся
на электроде
соответственно.
В гальванотехнике значение выхода по току определя­
отношением количества металла, осажденного на
катоде (катодный выход по току) или растворившегася на
ется
17
аноде (анодный выход по току), к количеству металла,
рассчитанному по закону Фарадея.
Типовые расчеты при катодном выделе11ии металлов.
В соответствии с законом Фарадея расчет толщины б, мкм,
осаждаемого
металлического
покрытия
производят
по
формуле
() __ 3,6DкC1lT
'1'
'
где Dн - рекомендованная для данного электролита и его
температуры катодная плотность тока, А/дм 2 ; С - элект­
рохимический эквивалент, мг/Кл; 11- выход по току, %;
Т - продолжительность процесса электролиза, ч; '\' плотность металла, г/см 3 •
Для расчета времени, необходимого для осаждения
поЕрытия заданной толщины б, пользуются соотношением
т=
Определение
времени
б)'
~,_,.:-.",3,6UкC1J
•
выдержки
в
гальваничесЕих
ваннах в зависимости от катодной плотности тока про­
изводят обычно по таблицам, помещенным в соответствую­
щих главах настоящего справочника. При ориентировоч­
ных определениях времени выдержки удобно пользоваться
данными табл. 15, где представлена скорость осаждения
паЕрытий для различных электролитов.
Таблица
15.
С1юрость оrаждения шжрытий
при плотиости тока
Металл
Тиn эле~<тролита
1
Цинк
)}
Кадмий
»
Олово
»
Медь
»
Никель
Хром
Свинец
Серебро
Золото
Палладий
18
Кислыii
Цианистый
Кислый
Цианистый
Кислый
Щелочной
Кислый
Цианистый
Кислый
»
»
Цианистый
»
Аммиачный
1
1 А/дм2
Выход
no то·/
I<y, %
Скорость
осаждения,
мкм/ч
96
17
80
14
95
90
90
65
100
60
98
13
100
100
70
90
23
22
27
8
13
16
12
0,6
33
37
13
15
Сила тока на ванне устанавлrшается по формуле
l=D"S,
где S поверхность покрываемых деталей с учетом по­
верхности подвесочных приспособлений, составляющей
5-10%
от суммарной поверхности деталей, дм 2 •
Напряжение на ванне определяется с целью правиль­
ного выбора источника тока
вычисляется по формуле
и для стационарных ванн
+ ~) [ЧJа- lf'к + (1 +а) lRJ,
U = (1
где ~-коэффициент, учитывающий потери напряжения
на контактах
покрываемых деталей с
способлением;
соответственно,
тери
fPa,
В;
напряжения
ЧJ 11 потенциалы
а- коэффициент,
подвесочным
при­
анода
и
катода
учитывающий по­
в электролите за счет
газонаполнения;
1-
сила тока на ванне, А; R - сопротишiение электро­
лита, Ом.
Расчет напряжения на ванне производится примени­
тельно к столбу электролита сечением l дм 2 и длиной l,
равной расстоянию между анодом и катодом.
В этом случае вместо силы тока 1 принимается средняя
плотность тока Dcp• которая вычисляется как средне­
квадратичная из значений анодной и катодной плотностей
тока,
т. е.
Сопротивление
электролита
R,
Ом,
определяется
из
соотношения
где l - расстояние катод-анод, см; s - площадь сечением
в 1 дм 2 ; х- удельная электропроводность, ом- 1 ·см- 1 •
В табл. 16 представлены все необходимые для расчета
сведения и значения для наиболее распространенных элек­
тролитов, состав которых приведен в гл. 5-10.
Минима.'IЬное напряжение источника тока определя­
ется как сумма напряжений на клеммах ванны и потерь
nапряжения
в токапроводных шинах,
составляющих до
10%.
19
Таблица
16.
Основиые параметры rальваничесш1х вюш
~g
Потенциал, В
А/дм•
~ Ш1е
:t:o<J
ЭлектроJiит
D 11
Хромирования
Никелирования
Цинкования:
.
~л
."
Плотн ость тока,
1 D8
{/)1<
"'е...·
<>~::,
~о~
:>о~о
«Ра
1
К.оэффициенты
а
1
J3
27,0 10,0
1,0 0,5
-0,80
-0,68
+1,80
+о.зо
0,60
0,40
0,20
0,01
0,10
0,05
цианистый
циикатный
аммиакатный
кислый
1,0
2,0
1,0
1,0
-1,70
-1,45
-1,40
-0,78
-1,20
-1,50
-0,90
-0,60
0,20
0,30
0,11
0,10
0,10
0,02
0,02
0,01
0,04
0,04
0,04
0,04
Кадмирования:
цианистый
кислый
Меднения:
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
-1,60
-0,48
-1,20
-0,30
0,15
0,08
0,10
0,02
0,04
0,04
1,0
1,0
1,0
0,5
+0,25
-1,50
+0,35
-0,30
0,50
0,15
0,00
0,10
0,02_
0,04"
0,5
0,5
0,5
0,5
-0,70
-0,60
+O,IO 1 0,05
0,17
+о.во
0,01
0,01
0,02
0,02
0,3
0,2
0,3
0,3
-1,40
-0,90
+o.os
+1,00
0,06
0,10
0,05
1,0
1,0
1,0
2,0
-0,50
-1,50
+0,15
-0,80
0,20
0,18
0,01
0,15
0,()3_
0,05
кислый
цианистый
Серебрения:
цианистый
роданисто-
сиперодистый
Золочения:
цианистый
лимоннокис-
лый
Лужения:
кислый
щелочной
4.
ПО
РАСПРЕДЕЛЕНИЕ
ПОВЕРХНОСТИ
Распределение
-
-
-
МЕТАЛЛА
КАТОДА
(ДЕТАЛИ)
металлического
по­
крытия по поверхности деталей никогда не бывает равно­
мерным:
на
кромках
и
выступах
толщина
покрытия
значительно больше, чем во впадинах детали. В глубоких
пазах и отверстиях покрытия часто отсутствуют.
Неравномерность покрытия зависит от распределения
силовых линий электрического тока по профилю катода.
Распределение толщины покрытия соответственно распре­
делен-ию тока, обусловленному параметрами электролиз­
ной ячейки, называют первичным. Вследствие катодной
20
nоляризации и снижением выхода по току с ростом плот­
ности тока фактическое распределение покрытпя, которое
называется вторичным, более равномерно, чем первичное.
Способность электролита улучшать распределение металла
по поверхности I{атода
делением
Для
называется
по сравнению с первичным распре­
рассеивающей
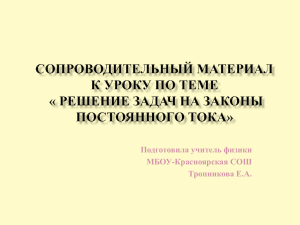
эксперимента.Р,ыюго
способностью
оnределения
способности используют электролизную ячейку
(рис. 2) или ячейку Херринга и Блюма- (рис. 3).
В
(РС).
рассеивающей
Филда
первом случае рас­
сеивающую
способность,
%, определяют по фор­
муле
К-М
l
РС= К+М- 2 00,
Рис.
1 8 -
2.
Ячейка Филда:
анод;
2
ближний
-
рующая
где К
-
дальний
катод;
4 -
катод;
изоли­
1Рис.
1
-
3. Ячейка Херринга и Блюма:
nерфорированиый
дальний
Al,
nерегородка
~
катод;
3 -
-
А2, Аз
анод; 2 ближний катод;
амперметры
первичное распределение, выраженное отноше­
нием расстояний от анода до дальнего и ближнего катодов,
т. е. К= l,цf/6 ; М- вторичное, фактическое распределе­
ние
металла,
выраженное
Выделившихея
М= М6 1Мд.
Во втором
сnособности,
на
ближнем
отношением
и
масс
дальнем
случае для определения
пользуются формулой
металлов,
катодах,
т. е.
рассеивающей
%,
РС= К-;_М 100.
Отношение К принимают равным nяти. Максимальная
рассеивающая сnособность достигается тогда, когда привес
металла на ближнем и дальнем катодах одинаков, т. е.
М = 1, и, следовательно, РС = 80%.
Значения рассеивающей способности для некоторых
тиnовых электролитов приведены в табл.
17.
21
Таблица
17.
Рассеивающая способность злементов
(по Херрииrу и Блюму)
Электролит
РС,%
1
Хромирования
Цинкования:
кислый
цианистый
Меднения:
кислый
цианистый
Никелирования
Оловянирования:
кислый
щелочной
Серебрения
От
-50
От
до
-10
-2 до -10
55-65
От о до
15
55-68
От0до20
ОтОдоЗО
60-74
40-60
Под жикрорассеивающей способностью понимают спо­
собность электролита образовывать равномерные осадки на
микрорельефе поверхности катода. Микрорассеивающую
способность выражают отноше­
нием толщин ::юкрытий на раз­
личных участках микроуглуб­
лений 63 /62 и 62/61 Ibs и 62 толщина
слоя ПОI{рытия на вер­
шине угла и на средней части
одной из сторон выемки соответ­
Рис.
4.
Угловая риска для
определения
микрорассеива­
ющей способности
которую
введение
влияют
ственно (рис. 4) ]. По мере уве­
личения отношений 63 /6 2 и 6iб 1
возрастает
«выравниЕающая»
способность
электролита,
на
значение
катодной
поляризации и
в электролит специальных выравнивающих
бавок.
до-
5. СВОЙСТВА
ЭЛЕКТРОЛИТИЧЕСКИХ
Твердость. В табл.
18
ПОКРЫТИЙ
представлены
данные о твердости гальванических покрытий, получае­
мых в различных электролитах. Твердость покрытий
измеряется с помощью прибора ПМТ-3, в котором алмаз­
ная
22
пирамида
под
различной
нагрузкой
вдавливается
Таблtща
18.
Твердость rальванических пщ;рытий
Поr<рытне
~
Цинковое
Кадмиевое
по
Твердость
Виккерсу
нv.
М Па
400-600
350-500
Медное:
из
кислых электролитов
из
цианистых электролитов
Оловяниое
Свинцовое
600-800
600-l 200
120-300
80-120
НикеJJевое:
из
горячих электролитов
их
холодных электролитов
химическое
1 400-l 600
3000-5000
6 500-9 000
Хромовое:
режим молочного хрома
4 500-6000
режим твердого хрома
7 500-11 000
из тетрахроматноrо электролита
3 500-4 000
600-1 400
1 800-2 200
400-600
2 500-4 000
5 000-8 000
8 000-9 000
4 500-7 000
Серебряное
Серебряное твердое (сплав серебро-сурьма)
Золотое
Палладиевое
Родиевое
Рутениевое
Железное
Б покрытие и размер диагонали отnечатка характеризует
микротвердость покрытия. Микротвердость выражается
Б мегаnаскалях (по Виккерсу).
Электрические свойства. К электрическим свойствам
относятся электропроводность и переходное (контактное)
сопротивление. Эти величины необходимо учитывать при
выборе покрытий для контактов и для различных деталей
приборов. В табл. 19 представлены значения удельных и
23
Таблица
19.
КонтаЕтное сопротивление
при наrрузиах, Ом
Нагрузка, Н
Локрытие
0,05
0,01
0,08
0,1
Серебряное
Золотое
Палладиевое
Никелевое (химическое)
-
Никелевое
Таблица
20.
1
0,009
0,01
0,015
0,012
0,008
0,009
0,015
0,01
4-11
0,25
4
0,006
0,008
0,011
0,008
2,1
0,05
0,015
0,17
0,17
Родиевое
0,8
0,25
1
1
Шероховатость поверхности
rальванических поЕрытий
Класс шероховатости
Покрытие
1
до
покрытил
после
покрытия
1
Медное
Никелевое:
глянцевое
полуглянцевое
матовое
Хромовое:
блестящее
полублестящее
матовое
Цинковое
Кадмиевое
Оловянное
Серебряное:
блестящее
матовое
6-9
7-8
7-10
6-8
5-8
10-13
7-9
5-8
7-10
5-7
5-7
7-8
7-10
6-8
10-13
7-9
5-7
5-7
7-9
6-8
7-9
5-6
10-13
6-7
6-9
7-9
6-7
5-6
6-8
6-8
6-7
4-5
Оксидное:
по стали
по латуни
по алюминию
Фосфатное
24
контактных сопроти.влений, Iюторые определены на образ­
цах, имитирующих точечные контакты в виде двух пересе­
I<ающихся
усилиях
,
1
проволочеi{ диаметром
на
мм,
при различных
контакте.
Шероховатость поверхности.
Шероховатость поверх­
ности деталей после нанесения электролитических ПОI{ры­
тий меняется,
как правило, незначителыю.
В табл. 20 приведены данные, показывающие влияние
способов подготовки nоверхности и условий электро­
осаждения
на
шероховатость
покрытия.
Определение площади покрываемой поверхности. Пло­
щадь поверхности деталей вычисляют, используя размеры
деталей, указанные в чертеже, или измеряя детали с по­
мощью штангенциркуля, линейки и других измеритель­
ных
инструментов.
Площади поверхности деталей, имеющих форму пря­
мых геометрических тел (призмы, конуса, цилиндра),
определяются по известным из геометрии формулам рас­
чета поверхности. Площадь поверхности деталей, имею­
щих сложную конфигурацию, условно разделяют на более
простые
элементы,
площади
которых
можно
легко
вы­
числить отдельно. При этом участки площади поверхности,
имеющие неправильную форму, приближенно приравни­
вают к более простым фигурам- треугольнику, прямо­
угольнику, кругу, пренебрегая такими малыми участками
деталей, как фаски, радиусы, закругления, шлицы.
Площади поверхности цилиндрических тел, к которым
относятся
многие
детали,
21,
определить по табл.
поверхности
цилиндра
полученные
точением,
можно
где представлена полная площадь
различных
диаметров
Если деталь типа втулки имеет два диаметра
-
и
длины.
наружный
и внутренний, то при определении ее площади поверхности
по табл.
21
допускаемая ошибка будет незначителы-юй
и ею можно пренебречь,
так как торцевые поверхности
цилиндра компенсируют поверхность внутренней полости
при длине цилиндра больше его диаметра.
В первой строке табл. 21 (высота равна нулю) даны
значения
значения
удвоенной
площади
можно использовать
поверхности
круга;
при определении
эти
площади
nоверхностей дисков, шайб.
В табл.
винтов
с
22-25
представлены площади поверхностей
различной
формой головки
в
зависимости
от
диаметра резьбы и длины винта ..
25
Таблица
21.
Полная площадь поверхности
Диаметр
Высота
(длина);
мм
3
о
0,0014
8
5
1
!О
1
1
0,004
0,01
0,015
15
12
1
1
1
0,0225
0,035
3
0,0042
0,0087
0,017
0,024
0,034
0,049
5
0,0061
0,012
0,023
0,03
0,041
0,058
8
0,0089
0,0166
0,03
0,04
0,0525
0,073
10
O,Oll
0,019
0,035
0,047
0,06
0,082
12
0,013
0,023
0,04
0,053
0,068
0,091
15
0,016
0,0275
0,0476
0,062
0,08
0,10
18
0,018
0,032
0,055
0,072
0,09
0,12
20
0,02
0,035
0,06
0,078
0,0975
0,13
25
0,025
0,043
0,073
0,093
0,116
0,15
30
0,03
0,05
0,085
0,11
0,135
0,18
35
0,034
0,056
0,098
0,125
0,154
0,2
40
0,039
0,067
0,11
0,14
0,173
0,22
45
0,044
0,0745
0,12
0,156
0,192
0,248 j
50
0,048
0,08
0,136
0,17
0,21
0,27
55
0,053
0,09
0,15
0,187
0,23
0,295
60
0,058
0,098
0,16
0,200
0,26
0,317
65
0,0625
0,103
0,17
0,22
0,27
0,345
70
0,067
0,114
0,186
0,23
0,286
0,365
1
1
!
1
1
j
1
1
,;
26
75
0,072
0,121
0,2
0,25
0,30
0,39
80
0,076
0,13
0,21
0,265
0,32
0,41
85
0,0814
0,138
0,22
0,28
0,346
0,435
90
0,086
0,145
0,235
0,30
0,36
0,46
95
0,09
0,15
0,248
0,315
0,38
0,485
100
0,096
0,16
0,26
0,33
0,40
0,50
'1
L
2
цилиндрических тел, дм
цилиндра,
1
мм
1
1
1
30
25
20
18
1
40
35
1
1
1
45
1
50
0,063
0,095
0,14
0,19
0,25
0,321 0,39
0,068
0,081
0,12
0,17
0,22
0,29
0,36
0,44
0,079
0,091
0,13
0,19
0,245
0,31
0,39
0,47
0,096
0,11
0,157
0,215
0,277
0,35
0,43
0,516
0,107
0,125
0,173
0,24
0,30
0,375
0,46
0,55
0,118
0,138
0,19
0,253
0,32
0,40
0,50
0,58
0,135
0,157
0,21
0,28
0,355
(),44
0,53
0,626
0,156
0,176
0,255
0,31
0,387
0,475
0,57
0,67
0,164
0,19
0,25
0,33
0,41
0,50
0,60
0,71
0,19
0,22
0,29
0,375
0,46
0,56
0,67
0,78
0,22
0,25
0,33
0,42
0,52
0,63
0,75
0,87
0,25
0,283
0,40
0,47
0,575
0,69
0,81 1 0,94
1,02
0,88
0,051
0,28_
0,32
0,41
0,52
0,63
0,75
0,30
0,345
0,45
0,565
0,68
0,81
0,96
1,10
0,33
0,38
0,49
0,61
0,74
0,88
1,02
1,19
0,36
0,43
0,525
0,66
0,80
0,94
1,10
1,25
1,00
1,16
1,33
1,06
1
0,39
0,44
0,56
0,70
0,85
0,42
0,47
0,605
0,75
о
0,46
0,5
0,645
0,8
0,96
1.13
0,476
0,55
0,677
0,85
1,01
0,50
0,565
0,72
0,89
0,53
0,59
0,765
0,555
0,62
0,59
0,62
905
1
1,24 1 1,41
1,31
1,5
1,19
1,38
1,57
1,07
1,22
1,44
1,65
0,94
1,12
1,32
1,52
1,73
0,795
0,99
1,18
1,38
1,58
1,79
0,66
0,83
1,03
1,23
1,44
1,66
1,88
0,69
0,87
1,08
1,29
1,51
1,73
1,96
1
1
27
Таблица
22.
Площадь nоверхности винта, дм2 , с nотайной
romw..oй
в зависимости от длины винта и диаметра резьбы
Диаметр резьбы
Длина
вннта,
мм
М3
М4
1
М5
1
8
0,0160
0,0245
-
10
0,0190
0,0280
0,0365
12
0,0215
0,0320
0,0410
0,0375
0,0480
М\0
мв
Мб
1
1
1
-
0,0465
-
0,0525
0,0800
-
0,0610
0,0910
-
-
-
-
Мlб
М12
1
1
-
-
15
0,0240
18
0,0270
0,0410
0,0525
0,0690
0,1050
0,135
0,180
-
22
0,0305
0,0460
0,0590
0,0770
0,1200
0,160
0,200
-
25
0,0335
0,0495
0,0635
0,0825
0,1300
0,170
0,220
0,310
30
0,0380
0,0560
0,0715
0,0920
0,1410
0,195
0,250
0,350
35
-
0,0620
0,0790
0,1000
0,1530
0,210
0,280
0,390
40
-
-
-
-
0,1660
0,230
0,295
0,430
-
0,0950
0,1200
0,1800
0,240
0,315
0,470
-
-
0,1900
0,260
0,330
0,490
0,290
0,370
0,540
45
5О
60
-
-
Таблица
Площадь поверхности винта, }1)112 , с попукруглой головкой
с зависимости от длины винта и диаметра резьбы
23.
Диаметр резьбы
Длина
винта,
мм
1
1
1
Мб
М5
М4
мз
1
1
М\6
М\2
М\0
М8
1
1
-
8
0,0185
0,0270
0,0370
-
0,0215
0,0305
0,0420
0,0500
-
-
-
10
12
0,0225
0,0340
0,0470
0,0615
0,0940
-
15
0,0255
0,0380
0,0515
0,0700
0,1050
-
18
0,0280
0,0420
0,0560
0,0760
0,1200
0,160
-
-
22
0,0320
0,0470
0,0625
0,0830
0,1300
0,180
0,230
-
25
0,0350
0,0505
0,0670
0,0900
0,1400
0,195
0,250
-
-
-
30
0,0400
0,0570
0,0750
0,0985
0,150Q
0,210
0,280
0,405
35
-
0,0630
0,0830
0,1100
0,1600
0,225
0,300
0,445
-
0,0906
0,1200
0,1750
0,240
0,310
0,470
0,0985
0,1300
0,1900
0,255
0,330
0,495
0,1400
0,2000
0,270
0,350
0,520
0,305
0,390
0,570
40
45
50
60
-
-
-
-
-
Таблица
24.
Площадь nоверхности болта, дм2 , с шестиrранной rоловкой
в зависимости ст длины винта и диаметра резьбы
Диаметр резr,бы
Д.~1:ина
болта"~
мм
мз
М5
М4
М8
Мб
1
1
1
1
1
6
8
10
12
14
16
18
22
25
30
40
50
60
80
100
120
160
200
0,0180
0,0205
-
-
0,0270
0,0300
-
-
·-
-
0,0450
0,0500
0,0550
0,0600
0,0680
-
-
--
-
-
0,0735
0,0750
0,0790
0,0860
0,0935
0,1020
0,1100
О, 1300
0,1500
0,1700
-
--0,125
-
0,140
0,150
0,160
0,190
0,215
0,240
0,290
-
-
-
-
J
MI\J
-
-
0,205
0,225
0,260"
0,290
0,320
0,385
0,450
0,520
-
Мlб
Ml2
1
1
--
-
0,290
0,325
0,360
0,400
0,440
0,515
0,590
0,670
0,835
-
--
0,530
0,580
0,630
0,730
0,830
0,950
1,150
1,350
М20
1
-
-
0,730
0,795
0,860
0,985
1,100
1,250
1,500
1,750
1 M241li·t30
-
1,00
1,10
1,25
1,40
1,60
1,90
2,20
--
-
-
1,80
2,00
2,20
2,60
2,95
----·--
Таблица
25.
Площадь поверхности винта, дм2 , с цилиндрической rоловкой
в зависимости от длины винта и диаметра резьбы
Диаметр резьбы
Длина
винта,
мм
МЗ
М4
1
Мб
М5
1
1
-
-
0,0195
10
0,0220
0,0310
0,0435
0,0590
-
12
0,0235
0,0345
0,0480
0,0615
0,0935
15
0,0265
0,0385
0,0530
0,0700
0,1050
0,0850
Ml2
1
1
8
0,0750
MIO
МВ
1
-
-
1,
1 -
-
18
0,0290
0,0420
0,0575
0,0775
0,1160
0,160
0,210
22
0,0330
0,0475
0,0640
0,0830
0,1350
0,180
0,230
-
25
0,0360
0,0510
0,0685
0,0890
0,1450
0,195
0,250
0,380
30
0,0405
0,0575
0,0765
0,0980
о,
0,420
35
40
45
50
60
-
0,0635
-
1500-
0,210
0,280
0,300
М20
Мlб
1
-
-
0,0840
0,1100
0,1600
0,225
0,465
0,629
0,0920
0,1200
0,1750
0,240
0,310
0,490
0,680
0,1000
0,1300
0,1900
0,260
0,330
0,515
0,731
-
0,1400
0,2000
0,270
-
-
-
0,350
0,540
0,762
0,390
0,590
0,825
НА
РАБОТЫ
ПРАВИЛА
6. ОСНОВНЫЕ
ВАННАХ
ГАЛЬВАНИЧЕСКИХ
Для обеспечения хорошего качества
покрытий необходимо следить за чrf~тотой электролитов,
не допуская попадания в них вредны.: примесРй, и соблю­
дать следующие основные правила рdботы ня ·.заннах.
1. Для постоянства состава электрf~.!l~~-rа и равномер­
ного
распределения
на
покрытия
дет:'""'"ях
необходимо
поддерживать отношение анодной поверхноС.и к катодной
равным 2 : 1 или 1 : 1. При этом поверхность анода,
обращенная к стенке ванны, принимается за
1/2
от рас­
четной.
2.
приготовления
Для
должна
электролитов
деминерализованная
применена
вода
с
быть
электропровод­
ностью до 0,02 мком- 1 -см- 1 ; общее содержание солей
в воде должно составлять не более 120 мг/л.
3. Не допускать падения деталей с подвесочных при­
способлений на дно ванны, так как упавшие детали, рас­
творяясь,
загрязняют
электролит
солями
меди,
цинка,
железа.
4. Тщательно обезжиривать и промывать детали во
избежание занесения с деталями жировых загрязнений и
травильных растворов в рабочие ванны.
5. Не допускать попадания смазочных масел в электро­
лит с монорельсов, тельферных устройств и других узпов
механизированных и автоматических линий, расположен­
ных
6.
над
крючки
7.
ваннами.
Своевременно
очищать
штанги
ванн,
контакты,
и другие токонесущие части от окислов.
Своевременно фи.riьтровать электролиты, освобождая
их от механических примесей, заключать аноды в чехлы
из хлоринавой ткани, чтобы не допускать попадания анод­
ного
8.
шлама
в электролиты.
В стальных ваннах для щелочных электролитов, не
имеющих футеровки из пластиков, не следует допускать
близкого расположения анодов к стенкам и дну ванны во
избежание утечек тока к стенкам ванны. Утечки тока
вызывают осаждение покрытия на стенках ванны (катод­
ные участки) и
разрушение
ванны (анодные
участки).
Для улавливания электролита, уносимого деталями,
рекомендуется установить над ванной дополнительную
штангу на стойках, на которую завешивать подвески
9.
32
с деталями по мере разгрузки ванны, что дает возможность
стечь
в
ванны
боЛьшей
частИ
захваченного
деталями
электролита.
Глава
МАТЕРИАЛЫ,
2.
ПРИМЕНЯЕМЫЕ
ЗАЩИТНЫХ
В
ЦЕХАХ
ПОКРЫТИЙ
РАСТВОРИТЕЛИ. КИСЛОТЫ.
7.
ЩЕЛОЧИ
Органические
няют при
подготовке
поверхности
растворители
к покрытию,
приме­
главным
образом для предварительного обезжирИвания, и особенно
при
наличии
консервационной смазки,
следов
краски
и
клеймения красителями и прочих загрязнений, внесение
которых в ванны щелочного обезжириванИя нежелателы-ю.
Окончательное обезжиривание перед покрытием произво­
дят растворителями лишь в тех случаях, когда обработка
в щелочах недопустима. Пары всех растворителей ядовиты,
и при использовании их в больших количествах требуется
применение
вентиляции.
Растворители
разделяются
на
горючие и негорючие. Перечень растворителей приведен
в табл. 26.
Кислоты и щелочи, применяемые в гальванотехнике,
nредставлены в табл.
химические
гальванических
риалов
27.
В табл.
материалы,
28
перечислены основные
используемые
операций.
приведен в табл.
Ряд
при
выполнении
вспомогательных
мате­
29.
После получения химических материалов со склада
в цеховую кладовую прежде всего на каждый вид тары
должна быть наклеена этикетка с наименованием получен­
ного материала и его количества, что необходимо делать
Во избежание путаницы материалов.
Выдача материалов по внешнему сходству при отсут­
ствии маркировки, фабричной или цеховой, часто приводит
к порче растворов, а иногда и к более опасным послед­
ствиям.
По
nересыпать
этим
или
же
соображениям
переливать
2 ЯмпОJIЬСКИй А. м. и др.
не
полученные
рекомендуется
материалы
из
33
Таблица 2б. Характеристика растворителей
Особо
Растворители,
Характеристика группы
Группа
опасные
лег-
ковоспламеняющиесл
входящие
Температура всnышки паров в за-
J<:рытом тигле ниже
292
К
жидкости (ЛВЖ)
Температура вспышки паров в зп-
Опасные ЛВ.Ж
крытом тигле от
255
до
296
К
в
группу
Ацетон
Бензин:
Б-70
А-72, А-74
«Галоша»
2768-69
Бензол
Растворители:
8448-78
люк.
опасные
при
темпера-
Температура вспышки паров в закрытом тигле от 296 до 334 К
туре
Трудногорючие вещества
Способны
ствии
возгораться
источника
при
зажигания,
дейно
не
способны к самостоятельному горению после его
удаления
1
1012-72
2084-77
443-76
Спирт этиловый
18188-72
7827-75
5962-67
Уайт-спирит
Скипидар
Керосин
3134-78
1571-76
4753-68
Трихлорэти.Jiен
Метилен хJiористый
Метилхлороформ
9976-70
ТУ 6-09-3116-74
ТУ 6-01-828-76
646, 649
Р-4
повышенной
гост ИJIИ ТУ
Таблица
Химичес~<ое соединение 1
27.
Кислоты и щелочи
Химическая
формула
1
Ква·/
ГОСТ или ТУ
лиФи·
нация
1
Кислота:
азотная
азотная
коицен­
HN03
HN03
4461-77
701-78
ч
техн
10521-78
9656-75
8704-73
П' 6-09-2577-75
ч
ч
техи
ч
трированная
беизойная
борная
)}
борфтороводород·
С 6 Н 6 СООН
НзВОз
Н3 В03
HBF4
на я
винная
(винно·
каменная)
кремнефтористая
(45%-ная)
лимонная
ортафосфорная
термическая
серная
»
аккуму-
Н2 С4 Н4 0 6
H 2SiF6
Н3С60 7 Н 9 ·~0
5817-77
ч
ТУ
ч
6-09-2774-73
ст сэв
Н3 Р0 4
394-76
10678-76
H 2 S04
H 2 S04
4204-77
667-73
техн
H 2 S04
2184-77
тех н
3118-77
1382-69
ТУ 6-09-2437-72
тех н
ч
ч
ч
ляторная
серная
техниче·
ская
соляная
HCI
»
HCI
сульфаминовая
сульфосалици­
NH 2 SOзH
но.sто>с.н.соон 4478~78
ч
ч
ч
ловая
уксусная
фтористоводо­
родпая
(nла·
виковая)
СН3 СООН
НF
ТУ
6·14-1047-74
1500-78
щавелевая
Мелаиж
кислот·
ный
Аммиак водный
)}
)}
Бария гидрат оки·
си
Калия гидрат оки­
си (кали едкое)
Кальция
гидрат
окиси
Натр едкий
))
»
NH40H
NH40H
тех н
ч
тех н
3760-64
9-77
10848-72
тех н
кон
9285-78
тех н
Са(ОН) 2
9262-77
ч
Ва(ОН) 2 • 8Н2 0
(улуч-
NaOH
NaOH
2263-79
11078-78
гидрат
NaOH
4328-77
шенный)
Натрия
61-75
10484-78
ч
тех н
тех н
тех н
ч
окиси
11 р и м е ч а н 11 е:
2*
ч-чистый проду~<Т; техн-техпи••ес~<иii проду~<т
35
Таблица
28.
Хи~~<lllческие материалы
Химичесн.ая
Химическое
соединение
1
Аммоний:
азотнокислый
двухромово-
гост
Формула
1\ЛИ ТУ
1
NH 4 N0з
Ква1 Jщфи1<3ЦПЯ
(NН4)2Сг2О1
5.1624-72
3763-76
(NH4)2S208
20478-75
ч
(NI~) 2 S04
(NН4 ) 2С0з
ч
(NH4)2HP04
3769-73
3770-75
3772-74
NH4F
NH4Cl
NH4Cl
Cr03
4518-75
3773-72
2210-73
2548-77
ВаСОз
2149-75
те хн
Na~r 20 7
2651-78
тех н
ч
ч
кислый
надсернокис-
(перлый
сульфат)
сернокислый
углекислый
фосфор н окислый двузамещенный
фтористый
хлористый
)}
Ан~идрид хро-
ч
ч
q
q
тех н
техн
МОЕЫИ
Барий
кислый
Бихромат
угле-
на-
три я
Блескообр азователь БЦУ
Вещество вспомоrательное ОП-7
и ОП-10
Висмут серн окислый
Водорода пере-
-
ТУ
6-16-815-73
8433-57
МРТУ
Bi2 (S04) 3 ·3H20
Н202
6-09-6595-70
-
ч
177-77
техн
19627-74
6259-75
тех н
кись
Гидрохинон
Глицерин
д иН3МИl'НЫЙ
ДиметилформаМИД
Диспергатор
НФ'
Дициано-арrен-
тат
калия
Ингибитор
И-1-Е
Калия дицианоа;урат
Калий-натрий
виннокислый
Квасцы алюмиинево-калиевые
36
С6 Н 4 (0Н) 2
СзНs(ОН)з
-
..
-
20289-74
6848-73
I\Ag(CN) 2
-
ТУ
6-09-451-70
ТУ
3840.327-72
I\Au(CN) 2
20573-75
KNaC4H 40 6
5845-79
KAl(S04k
12Н 20
15028-77
тех н
тех н
чда
чда
ч
тех н
1
Продолжение табл.
ХимичесJ<ая
Химичеси:ое
1
Калий хлористый
мездр о[\лей
вый
rальКраска
ваностойкая
СТ-3-13
I\ynopoc:
медный
цинковый
Магний сернокислый
Медь:
борфтористая
сернокислая
углекислая
ГОСТ или
формула
соединение
ТУ
28
Ква-
1 лификация
1
KCl
4234-77
ч
-
3252-75
тех н
CuS04 ·5~0
ZnS04 ·1Н20
MgS04·7Н20
Cu(BFJ 2 • 6Н20
CuS04·5H20
CuC03 • Cu(OH) 2
ТУ
6-29-02-568--76
4165-78
8723-75
4523--77
тех н
те хн
ч
ТУ
6-09-3964-75
4165-78
8927-71
ч
ч
ч
основная
хлорная
цианистая
Натрий:
азотистокис-
(нитлый
рит)
азотнокислый
(селитра)
двууrлекис-
CuCl
Cu(CN) 2
4167-74
10018-73
тех н
NaN02
4197-74
тех н
NaN03
828-77
те хн
NаНЩ
4201-66
ч
чда
лый
оловяннокис-
лый трех·
водный
пирафосфор·
иокислый
сернистый
сернистокис-
лый
серноватисто-
кислый
(тиосульфат
натрия)
сернокислый
(сульфат
натрия)
уксуснокис·
лый
То же
Na2SnOs· 3Н20
ТУ
6-09-1506-72
Na4 PP7· 10~0
342-77
Na2S·9H 20
Na2SOз
546-79
5644-75
Na 2S20s
ст сэв
Na 2S04·10HP
6318-77
Na~H3 02
!99-78
NaC2H3 0 2• 3Н 20
2080-76
ч
ч
техи
тех н
223-75
ч
тех н
ч
тех н
37
Продолжение табл.
ХимичесJ<аи
Химичеси.ое
соединение
фосфор новатистокис-
лый (гипофосфит натри я)
фосфорнокислый двузамещенный
фтористый
хлористый
дианистый
NaH2P02 • Н20
лый трехзамещенный
1,5
ч
4172-76
ч
2871-75
тех н
-
8464-79
8864-71
тех и
-
5.1314-72
12Н 20
NaF
NaCI
NaCN
лимоннокис-
Нафталин
200-76
Na2 HPOQ·
карбомат
1 лифиКваи:ацня
1
диэтилдитио-
днсульфокислоты
ГОСТ или ТУ
формуF..а
1
28
Ci 0H 6 (S03Na) 2
4233-77
МРТУ
ч
•Jда
ч
6-09·2931-66
-
динатриевая соль
НикеJiь:
двухлористый
серно1шслый
))
Олово:
борфтористое
(30%)
NiCI 2 ·6H20
NiS04 ·7H20
NiS04•1Н20
Палладий двухлористый
6-09-2683-73
ч
-
ТУ
6-09-2704-73
ч
SnCI2 ·2H20
SnS04
PdCI2
ТУ
ТУ
36-78
6-09-1502-72
6-09-2025-72
ч
-
Пассивирующая
СОЛЬ «Ли КОНДЮ)
Паста:
ПО.'IИРОВОЧ·
пая (ГОН)
синтетическая
стиральная
«Триалон»
Пептон
сухой
ферментi:!льный
Пленка полиэтиленоnая
38
ч
ТУ
ванное
сернокислое
ч
тех н
Sn(BF4) 2
гранулиро-
двухлористое
4{)38-74
429-77
4465-74
F
ч
ч
ТУ
6-18-76-70
те хн
ТУ
6-10-988-70
тех н
РТУ РСФСР
-
13805-76
-
10354-73
860-68
те хн
ч
-
Продолжение mабл.
Химическое
соединение
Препарат:
д.r1я фосфатирования
«мажеф»
моющие
МЛ-51
и МЛ-52
ОС-20
«Хромию>
Роданин
Сахар-рафинад
Свинец
углекислый
Серебро
азот-
1
Химическая
формула
ГОСТ или ТУ
1
ост
-
ТУ
6-25-14-75
84-288-71
10730-76
ТУ П-59-67
МРТУ 6-09-6608-70
-
1лифиКвакация
-
---
28
тех н
тех н
тех н
тех н
ч
-
РЬС0 3
22-66
10275-74
AgN03
1277-75
ч
5100-73
тех н
-
ТУ
тех н
-
10652-73
ч
Na2Si03
13078-u7
техн
ч
н окислое
Сода кальцинировэнная
Средство
щее
мою-
TJ\\C-31
Соль динатриевая этилендиамин-
Na2C03 •
10Н 2 0
38-407-40-74
тетрауксусной
(трилон
кислоты
Б)
Стекло натриевое жидкое
Стронций
сер-
нокис.JIЬIЙ
Сульфанол
Сульфит натрия
безводный
•jТиомочевина
Трииатрийфосфат
Уротропин
Фенол
Формалин
Фоторезист сухой
пленочный
СПФ-2
Хлорамин Б
Цинк:
окись
сернокислый
SrS04
-
МРТУ
6-09-4059-67
Na2S03
12389-66
5644-75
CS(NH2) 2
Na 3 P04 -12H20
6344-73
201-78
(CH2)6N4
С~Н5 0Н
Н20
-
ZпО
ZnS04 ·7H20
1381-73
6417-72
1625-75
ТУ 6-17-859-77
МРТУ
6-09-3177-66
10262-73
4174-77
ч
тех н
ч
ч
тех н
тех н
чда
тех н
-
ч
ч
ч
39
j
Продолжеиuе табл.
Химическая
формула
Химическое
соединение
1
ГОСТ или ТУ
1JIJ<Фи·
кваl<ацня
1
Zn(H 2 P04 )2 • 3Н20
фосфор н окислый одно-
28
16992-78
те хн
10164-75
6-14-729-72
6-09-146-75
тех н
замещен-
ный
Этиленгликоль
(СНМОН) 2
(CH) (NH )~
Этамои де
Этилеидиамин
11
2
р и м е q а н и е:
чда
Таблица
-
ТУ
ТУ
2
-'1
чистыii nродукт для анализа.
29.
Вспо~~<юrательные 11<1атериалы
Ма"Гериал
ГОСТ или ТУ
Назначение
1
Батист
бумажный
Бумага:
хлопчато-
индикатор на!!
«Рифан»
кабельная
Протирка деталей
12530-67
Определение nоказа­
теля рН растворов
Прокладка nри прес­
ТУ
6-09-3410-73
645-67
сонании
фильтровальная
Фильтрация
раство­
12028-78
ров
Бязь
хлопчатобу­
Протирка деталей
ll680-76
мажная
Вата
медицинская
гигроскопическая
Тампонирование
верхносш
плат
nо­
5556-75
раство­
рителями
Ветошь обтирочн ·я
Вода
дистиллиро­
Обтирка приспособле­
ний, оборудования
Чистовая промывка
5854-78
6709-72
ванная
Дробь техническая
из
чугуна
и стали
Канифоль сосновая
Дробеструйная
ботка
Приготовление
сов
и
обра­
11964-76
флю­
19113-73
консервирующих
составов
Катиониты,
фоуголь
Kлeii БФ·4
суль·
Получение
Склейка медной фоль­
П! •с
40
деиониэо­
5696-74
ванной воды
диэлектрикамп
12172-74
Продолжение табл.
Крошка
ная
мрамор-
электротехниче­
Подводное
ГОСТ илн ТУ
1
Назначение
Материал
шлифова-
29
16426-70
ние и полирование
ская
Круги войлочные
IUлифование и полирование деталей
Материалы
абразивные. Шлифпорош­
10684--75
То же
3647-71
Гидрапескоструйная
4417--75
ки. Микроnорошки
Песок кварцевый
обработка
Пластикат
хлорвиниловый
Пленка
поли-
триацетат­
целлюлозная
Сетки проволочные
тканые
Сукно шинельное
Изоляция
подвесок
и деталей
5960-72
Прокладочный мате­
риал при склейке
ТУ
Изготовление
тых трафаретов
сетча­
6613-73
Изготовление полировочных кругов и филь-
6621-72
6-17-499--73
тров
Ткань:
капроновая
фильтровальная
из
стеклянных
Изготовление
сетча-
тых трафаретов
Фильтрация агрессивных
ОСТ
17-46-71
10146-74
растворов
нитей
фильтровальная
хлоринсвая
Фильтрация
ление
Уголь активирован­
ный БАУ
Фланель хлопчато­
бумажная
Шr<урка
анодных
6217-74
электролитов
Изготовление секций
7200--77
кругов
Зачистка контактов
10054--75
Флюсование перед оп-
ТУ
вальная бумажная во­
достойкая
Флюс канифольный
активированный ФКТ
20714-75
чехлов
Удаление прнмесей из
полировочных
шлифо-
кислых
электролитов и изготов-
81-05-51-·76
лавлением покрытия из
сплава олово-свинец
Электрокорунд
М-40
IUлифование
ности. Зачистка
поверх-
3647-74
41
фабричной тары в цеховую, если в этом нет особой иеоб
-
ходимости.
Кислоты следует хранить отделыю от всех химикатов,
легко
так
разлагающихся
как
ствами
при
и
соединении
происходят
легко
загорающихся
пролитых
кислот с
вежелательные
реакции.
веществ,
этими
веще­
Особо опасны соединения кислот с нитритом натрия.
сульфитом натрия, фтористыми солями и другими распа­
дающимися
соединениями.
Чрезвычайно опасны в пожарном отношении взаимодей­
ствия
хромового
ангидрида
с
растворителями
и
другими
горючими веществами. Поэтому при хранении таких
окислителей, как хромовый ангидрид, хромпик, марганце­
вокислый калий и др., следует изолировать их от мате­
риалов, способных к горению.
8.
АБРАЗИВНЫЕ
Мi\ТЕРИАЛЫ
Характеристика
ветствии с ГОСТ
3647-71
Таблица
30.
Номер
1 зернистости
" вид обработии
Шлифзерно для обдирi•и и
в
соот­
30.
Зернистость абразивов
Груnпа зернистости
1
Размер
зерен,.
мкм
rpy-
200
160
125
100
80
63
50
40
32
25
20
16
2500-2000
2000-1600
1600-1250
1250-1000
1000-800
800-630
630-500
500-4{)0
400-320
320-250
250-200
200-160
Шлифзерно для шлифования вто-
12
10
8
160-125
125-100
100-80
бого шлифования
рога перехода
42
абразивов
приведеиа в табл.
-
.
Продолжепие табл.
Номер
Груnпа зернистости
и вид обработки
5
4
3
МБ
Характеристика
пластинчатых
!>1.20
MIO
!>1.7
9.
31.
Пластинчатые аноды
Раsмеры
Состав по
1
При толщине 5, 6,
мм выпускаются шириной 120, 300,
320, 500, 600 мм; длиной 500-900 мм
8, 12
Лри толщине 4, 5,
1
и 15 мм
6, 7, 8, 9, 10
выпускаются
шири-
150 и 300
длиной 500 мм
ной
марки
ГОСТу
1
1
Оловянные
ано­
31.
Аноды
марок
1
АНОДЫ
дов прив~ена в табл.
Цинковые
марок
ЦО, Цl, Ц2. Прокат
мкм
40-28
28-20
20-14
I0-7
7-5
5-3
М40
М28
Микропорашок для полирования
(минутники)
Таблица
зерен,
80-63
63-50
50-40
40-28
6
Шлифпорашок для чистого шли-
01
1
1
фования с «засалкой»
:Кадмиевые
КДО, I<:Д1
Размер
зернистости
1
30
Аноды
отливают
непосредственно
цехе
по
размерам
мм;
в
требуемым
По ГОСТ
1180-71
содержат цинка не ме-
нее
9'd,8%; примеси,
%, не более: РЬ 0,03; Fe- 0,07; Си 0,002; As - 0,005;
Sn - 0,002; Sb0,005; Bi - 0,002
По ГОСТ J!J68-71
nри~лесей, %, не более: РЬ- 0,03; As0,005; Sb -- 0,005
По гост 850-75
содержат олова 99,9%;
примеси, %, не более:
РЬ- 0,04;
As- 0,015
Си-
0,01;
43
Продолжение табл.
Свинцовые
СО, С1, С2
Состав ло ГОСТу
Размеры
Аноды
марок
Аноды
или
нарезают
отливают
средственно в
31
непо­
uexe по
требуемым размерам
По ГОСТ
содержат
3778-77
свинца
не
менее 99,98%; приме­
си, %, не более: Fe -
0,001; Sb - 0,001
Свинцовые,
створимые
вера­
для
хро­
мирования
Отливка по требуе­
мым
размерам
средственно
в
непо­
цехе
По ГОСТ 1292-74
свинец сурьмянистый
марки ССу! содержит
4-6% Sb
Медные
марок
МО, М 1, М2 или мед­
но-фосфористые мар­
ки АМФ
Никелевые марки
Нl. ТУ 48-21-504672 для засыпки в пло­
ские
анодные
Никелевые
чекатаные
Выпускаются тол­
щиной от 2 до 15 мм;
шириной от 100 до
1000 мм; длиной от
300 до 2000 мм
Квадратные
стинки
горя­
марок
НПА 1 и НПА2 и не­
марки НПАН
Железные ( остали­
вания) марок сталей
1О, 20 или «Армко»
Нерастворимые
марки
Х 18Н 1ОТ для элек·
тролитов золочения
44
767-70
нее
%,
не ме­
примеси,
более: As -
99,7%;
не
0,002; Sb Fe- 0,05
0,005;
nла-
Состав аиодов мар­
размерами
ки Н1 отвечает ГОСТ
25Х25Х5 мм
2132-75
Выпускаются пря­
моугольные
толщи­
ной от 4 до 12 мм;
шириной от 100 до
250 мм; длиной от 400
до 1500 мм и овально­
го сечения 80Х 35 мм
длиной от 400 до
1200 мм
Размеры
По ГОСТ
2132-75
содержат никеля и ко­
бальта не меиее 99,5%;
примеси, %, не более:
Fe Си-
0,25; S 0,10
0,2;
пластин
Аноды нарезать из
и прутов принимают­
стальных полос: сталь
ся по габаритам де­
талей·
стали
ГОСТ
рамы
пассивирующиеся
из
По
содержат меди
Аноды .нарезают в
1О, ГОСТ 103-76, или .
20, гост 1050-74
Листовая сталь по­
цехе по необходимым
ставляется
размерам
7350-77
по
ГОСТ.
Продолжение табл.
Размеры
Аноды
Состав
Серебряные марки
Выпускаются прямоугольные
Сортамент
толщи-
оnределен
ной от 2 до 10 мм;
шириной 50, 100 и
150 мм; длипой ОТ
100 до 300 мм
марки
Золотые
Зл999,9 плотностью
19,3 г/см 8
Выnускаются прямоугольные
в
анодов
гост
6838-54
Сортамент
толщи-
определен
ной от
0,1 до 5 мм;
50, 100 и
150 мм; длиной 100,
200 и 300 мм
в
аиодов
гост
6837-54
шириной
Глава з.
ГОСТу
1
1
Ср999,9
no
31
ОБОРУ ДО ВАН ИЕ
И ОСНАСТКА ГАЛЬВАНИЧЕСI(ИХ
ЦЕХОВ
10.
ОБОРУДОВАНИЕ
ДJJЯ
перед
с
нанесением
поверхности
ПОДГОТОВИТЕJJЬНЫХ
ОПЕРАЦИЙ
Подготовка
поверхности
покрытий заключается в
продуктов
коррозии,
деталей
удалении
окалины,
жировых
загрязнений, а также в устранении царапин, забоин и
других дефектов поверхности с целью ее сглаживания.
Подг_отовка поверхности производится механическим,
химическим или
ски м способами.
одновременно
механическим
и
химиче­
Установки для механической подготовки поверхности.
Для шлифовально-полировальных операций, лрименяю­
щихся при необходимости сглаживания поверхности и
Удаления царапин, рисок, забоин и подобных дефектов,
обычно используют двусторонние полировальные станки
моделей
3853
или ЗА-852 лроизводства завода шлифоваль-
45
Таблица
32.
Технические характеристшеи станков
Модель
Характеристш{а
3853
Частота вращения шпинделя, об/мин
Мощность электродвигателя, кВт
Расстояине между внутренними старонами
кругов,
Модель
ЗА-852
1
1
1400-5000
1,7-2,2
1250
1450-2850
0,8-1
450
1400Х600
600Х300
600-1000
220-1000
мм
Габаритные размеры станка в плане, мм
Расстояние от пола до оси шпинделя, мм
ных станков (г. Дербент), характеристики которых пред·
ставлены в табл. 32.
Для обработки
поверхности деталей абразивными
материалами применяют гидраабразивные установки раз­
личных типов, в которых пульпа
из воды с абразивом подается
под давлением 390-490 кПа.
Более эффективным средст·
вом абразивной обработки яв­
ляется так называемое вибра­
ционное галтование. Устройство
установки для вибрационного
--Рис. 5. Схема установки для
виброабраэивной
обработки
галтования показано на рис.
Для
мелких
финишной
деталей
установки
5.
обработки
испо..'Iьзуются
подводного
По.'IИро­
вания и сухой глянцовки в барабанах. Установка состоит
из ванны с мыльным раствором и двух барабанов с двумя
или тремя отсеками в каждом.
Нижний барабан, имею~
щий перфорированные грани, вращается в мыльной воде;
верхний барабан- герметичен.
Подъем
и
опускание
.барабанов осуществляются с помощью ручной лебедки.
Техническая характеристюса установки подводного
полирования типа
I0-12a
Частота вращения, об/мин • . • •
Время обработки в барабане, мин:
верхнем
нижнем
......... .
•.............•
Масса деталей, загружаемых в барабан, кг
Потребляемая мощность, кВт
. . • . . .
Габаритные размеры, мм • • • • • • • • .
46
30
4-20
2-8
10-20
1,5
1600Х IOOOX2100
Установки для химической подготовiш поверхности.
С nелью очистки поверхности деталей от различных жиро­
вых загрязнений в парахнегорючих растворителей (фреон,
трихлорэтилен,
четыреххлористый
метилен и др.)
применяют различного вида установки,
в
которых
пары
кипящего
углерод,
растворителя,
хлористый
конденсируясь
на холодных деталях, смывают загрязнения. Когда детали
прогреваются, конденсация пре­
кращается
зону
и
пара,
детали,
проходя
попадают
в
про­
странство над паром, где тонкая
пленка растворителя
испаряет­
ся, и детали выгружаются
чис­
тыми, теплыми и сухими. Схема
установки показава на рис. 6.
Общий вид одной из таких уста­
новок представлен на рис. 7.
Для
обезжиривания дета­
лей в щелочных растворах мож­
но
рекомендовать
тичесrше
f-=-
_--==:..
--- --- (,_l---_
ю~
Рис.
о
-
6.
о_
-о
Схема
--=--~'"
v
v
установки
для обезжиривания
в нарах
растворителей:
полуавтома­
1 - иорnус;
2 - змеевин с
!Холодной водой; 3 вентиля.
цня;
4 -зона
nаров раство·
рителя;
5 - нагреватели; 6 ~
ииnящий растворитель
моечно-сушильные
установки типа УПН-2м произ­
водства опытного завода КТБ
(специального технологического
оборудования)
г.
Нальчик,
в
которых
вать детали после механической
можно
промы­
обработки в количестве
до 80 кг в час. Габаритные размеры установки
1150 Х
Х 700Х 1360 мм.
Для операций химического и электрохимического
обезжиривания применяют стальные сварные ванны, обо­
рудованные
подогревом в виде
парового
змеевика.
Ванны для травления в кислотах изготовляются из
кислотостойких материалов (керамики, винипласта, поли­
пропилена и т. п.) или из стали, но с кислотостойкой
футеровкой (винипласт, хлорвиниловый пластикат, ре­
зина). Ванны обезжиривания и травления снабжаются
вытяжными вентиляционными устройствами в виде: борто­
вых отсосов.
С целью
nомещение
исключения
в
период,
выполняются,
ванны
ми
с
гидрав.1ическим
_рис.
выделения
когда
паров
травильные
кислот
рабсты
в
не
должны
снабжаться
крышка­
затворим,
I{aK nоказано на
8.
47
Рис. 7. Установка для обеsжирнваиия в napax
растворителя
Рис.
8.
Схема rидравли•
ческого Затвора
не
на вап·
травления:
2 ~
ванны;
корnус
крышка: 4 раствор; 3 nрина­
желоб,
вода; 5 ренвый no nериметру ва11ны
1 -
ОБОРУДОВАНИЕ
11.
ГАЛЬВАНИЧЕСКИХ
ДЛЯ
ОПЕРАЦИЙ
Стационар­
стационарные.
Ванны
ные ванны, или ванны ручного обслуживания, изготовляют
из листовой стали; в качестве защиты стальных стенок от
агрессивного воздействия электролитов применяют футе­
ровку материаЛами, указанными в табл. 33.
Размер ванны устанавливают, исходя из габаритов
покрываемых деталей, требуемой производительности и
возможности обслуживаниЯ рабочим. Устройство типовой
ванны для нанесения гальванических покрытий представТаблица
33.
Материалы, реtюмендуемые
для футеровки ванн
ванны
или футеровки
Материал
Назначение ванн
1
Обезжиривание
электрохимическое,
ю·е,
химическое
Сталь без футеровки
и
фосфатирова-
оксидирование стали,
щелоч-
ноелужение
Промывка в холодной воде
Виниnласт
1
Промывка в горячей воде
Нержавеющая сталь, титан,
пластикат по рецептуре Р-57-40
Цианистое цинкование, кадмиро-
Винипласт
ванне, меднение, аммиачно-хлорид-
ные и аммиачно-сульфатные электролиты
Хромирование
Свинец, пластикат по рецеп-
туре Р-57-40
1
ХимиЧеское никелирование
.
Никелирование,
ние,
лужение,
кислое
1
медНе-
uинкование,
дирование, серебрение и др.
аио-
Эмаль, фторопласт, фарфор
о
Винипласт,
полиэтилен,
резина,
эмаль,
полипропилен,
ПХВ, пластикат
49
лено на рис. 9. С целью интенсификации процессов и
повышения качества покрытий ванны оборудуются насо­
сами и фильтрами для непрерывной фильтрации электроли­
тов, нагревателями, барботерами для перемешивания
электролита сжатым воздухом, механизмом для покачива­
ния катодных штанг и бортовыми вентиляционными отсо­
сами для удаления вредных выделений.
Некоторые типы ванн снабжаются крышками и обши­
ваются паиелями (кожухами), которые прикрывают си­
стему труб, подводящих к ваннам пар, воздух, воду.
Ванны ко.локольного и
ба­
рабанного типов. Покрытие мел­
целесообразно
деталей
ких
производить
вращающихся
во
ваннах колокольного или бара­
банного типа.
:Колокольная ванна
ного
Рис. 9. Гальванич~ская ванна
с
нагревателем-змеевиком:
1 - корnус ванны; 2 - футеровка; 3 - эмеевнк для горячей воды;
4 -
барботер
рис.
Такие
10.
налив­
на
представлена
типа
колокольные
при
ванны удобны
покрытии
де-
небольшик партий мелких
талей.
помещаются
Детали
и при
колоколе
перекатываются,
его
в
вращении
касаясь
кон­
тактов, закрепленных в днище колокола. Анод вводится
в электролит через открытую часть колокола. Более
производительными являются колокольные ванны погруж­
ноrо типа (рис.
11).
В этих ваннах площадь поверхности
анодов настолько велика, что обеспечивает стабильность
состава электролита, активное состояние анодной поверх­
ности и, следовательно,
тельного тока,
что,
возможность
в свою очередь,
пропускания значи­
позволяет вести
цесс покрытия при достаточно большой
ности
про­
катодной плот­
тока.
Для гальванического покрытия малых партий мелких
деталей удобно применять переносные барабаны, которые
завешиваются на катодную штангу стационарной ванны
вместе с подвесками других деталей. Вращение бара­
бана осуществляется с помощью двигателя постоянного
тоr<а,
питаемого
от
источника
тока
гальванической
барабан
переносной
nредставлен
ванны. На рпс. 12
механического
Тамбовекого
БП производства
тиnа
завода (бывш.).
50
Техническая характеристщш барабана
. . . . .
Объем барабана, л
2,8
л по объему
Загрузка деталей в барабан
или 2,8кг по массе
Внутренние размеры барабана, мм
250
125
..
..... .
длина
диаметр
Частота вращения, об/мин
Сила тока, А
Наnряжение,
9,5
До40
. . . . .
В . . . .
6-12
358Х
Габаритные размеры, мм
··""·~~.
~
Рис.
··~
·. .
:~.. ·
.
l80X440
.~
.
.
.
10.
Колокольная ванна наливного пша
Полуавтоматические и автоматические линии. Полу­
автоматические линии представляют собой комплект ванн,
состоящий из ванн для подготовительных операuий,
ванн,
промывоJ{
и
гальванических
соответствии
с
последовательностью
ванн
в
расположенных
технологических
51
операций. Перемещение подвесок с деталями или бараба­
нов производится с помощью тельфера или других меха­
низмов, управляемых вручную. Регулирование всех пара­
метр0в
гальванического
процесса,
включая
и
время
вы­
держки, осуществляется непосредственно рабочим.
В автоматических линиях все операции гальваниче­
ского
процесса
выполняются
по
данным
режимам
с
по­
мощью исполнительных механизмов (автооператоров, ка­
реток, траверсов).
В цехах с крупносерийным производством применяют
автоматические
линии
с
жеспшм
единичным
циклом.
Характерными для этого типа
линий являются автоматические
кареточные
+
овальные
линии,
выпускаемые Тамбовеким меха­
ническим
состоят
ленных
заводом,
из
которые
ряда ванн,
по
овалу
в
установ­
порядке
выполнения операций техноло­
гического процесса. Вертикальное
Рис. 11. Колокольная ванна
погружноrо типа
перемещение
изводится
кареток
общей
про­
подъемной
рамой, горизонтальное - толкающими штангами механизма
перемещения. Привод линии гидравлический. Линии оснащены устройствами автома­
тического
регулирования температуры, фильтрации элек­
тролитов,
очистки
зеркала
раствора
и
т. п.
Ванны, в
которых в процессе работы образуются вредные выделе­
ния, снабжены вентиляционными кожухами.
Основные данные JJнний
Производительность линий, м2fч
Темп выхода подвесок, мин
Расстояние между анодными штангами, мм:
для линий с двумя катодными рядами
»
»
Длина линий, м
с одним катодным рядом
. . . . . . . . . . . . . .
80
1-2,5
450
600
10-24
В условиях мелкосерийного производства при относи­
тельно малой производительности по отдельным видам
покрытия более эФФективны автооператорные многопро­
цессные линии с программным управлением, осуществляе­
мым
52
командааппаратом или
управляющими
вычислитель-
ными
лять
машинами
только
(ЭВМ).
Командааппарат может управ~
движением
автооператоров,
переносящих
штангу с подвесками или барабан из ванны в ванну, тогда
как ЭВМ могут выполнять самые разнообразные функции,
в том числе управление автооператорами, режимами работы
~ис.
12.
Переносной 6арабан
ванн (температурой, дозированием компонентов, поддер­
жанием. уровня и т. п.),
а также находить оптимальные
решения по загрузке линий мноrопроцессноrо типа.
В зависимости от грузоподъемности применяются авто­
операторы: тельферные,
рельсовому
пути,
которые перемещаются по моно­
прикрепленному
к
перекрытию
цеха;
nортальные, пере~ещающиеся по рельсам, закрепленным
53
к бортам ванн; консольные, перемещающиеся по направ·
ляющим,
установленным
сзади
ванн.
Автооператорные линии производства Тамбовекого мео
ханическоrо завода (бывш.) оснащены устройствами автома­
тического регулирован:ия температуры, фильтрации элек­
тролитов, очистки зеркала раствора. Грузоподъемность
автооператора - 4,45 Н. Производительность линий при
2
гальванических покрытиях - до 30 м /ч, при химиче-
Рнс.
13.
Схема
компоновю1
автоматической
ванн
линии:
стойка загрузки и разгрузки; 2 ~ сушило камерное;
4 -- холодная nромывка; 5 nромывка;
горячая
осветление и nассивирование в барабане; fi -nассивиро­
7 - холодная nромывка; 8 - осветление; 9 вание;
1 3 -
электрообеsжирнванне; 10 - электрообеsжиривание в ба­
холодная nромывка;
горячая nромывка; 12 рабане; 11 13- сборник; 14- кад'lирование в барабане; 15 - "ад­
19 - хо·
цннкование;
18
17,
сборник;
16
мнрование;
20 - декаnироваиие; 21 - автооnера·
nромывка;
подная
торы
ском- до
60
м 2 /ч. Загрузка и разгрузка производятся
с одной стороны линии. Автоматические линии с автоопе­
ратором консольного типа
меньшей
(АГ-24 и АГ-42) отличаются
грузоподъемностью автооператора
бильны при решении задач по автоматизации
с большим числом видов покрытий.
и
более мо­
uexa
(участка)
Линии могут быть однорядными или двухрядными
с загрузкой-разгрузкой с одной стороны или с разных
сторон. Возможны и овальные компоновки. Обработка
деталей производится на подвесках, в барабанах или на
подвесках и в барабанах одновременно. Пример ком:по­
ношш линии показан на рис. 13.
С целью интенсификаuии работы линии механизмы
загрузки-разгрузки
двухпозиционными
выполнены
(с накоnителем). Автооператоры всегда забирают детали
со
второй
(наиболее
54
от
удаленной
механизма загрузки-разгрузки
и
рабочего)
позиции
устанавливают обра-
ботаиные детали или свободные от них штанги для очеред­
.
ной загрузки на первую (ближайшую к рабочему) позицию
Перемещение штанги с первой поЗиции на вторую осуще­
ствляется
трапспортером
с
приводом.
механическим
Ванны, в которых растворы термостатируются, снаб­
жены
контроля
датчиками
Рис.
температуры
ГальваШ!Чесi{аЯ
14.
линия
с
и
исполнительq
,;:u;iсодъным
автооператором
ными устройствами. Промывочные ванны снабжены авто­
матической подачей сжатого воздуха в барботеры для пере­
.
.мешивания воды при очередной загрузке ванн деталями
Для ванн э.пектрохимичесiшго обезжиривания предусмот­
ре~Iа буферная емкость для очистки раствора
от пены.
В комплект унифицированных узлов входит передвижная
установка для филырации растворов через сменные фильт­
рующие элементы.
Максимальная
производительность линии
ботке дет.алей, м /ч: на подвесках- до
2
30;
при
обра­
в барабанах55
до 60. Единовременная загрузка при обработке деталейt
на подвесках- до 2 м 2 ; в барабанах- до 30 кг.
На рис. 14 представлена схема автооператорной линии.
Гальванические ванны автоматических линий или ста­
устанавливаются в сочетании с промы­
ционарные ванны
вочными, устройство которых должно обеспечивать доста­
точно хорошую отмывку растворов с деталей при мини­
мальном расходе воды. Это достигается применением
как показано
каскадной промывки в сдвоенных ваннах,
на схеме рис.
15.
Детали
про­
Ледвмещение деталей BoiJa мываются дважды: вначале в
ванне /, а затем в ванне /1,
it
I
куда поступает чистая вода.
практика,
показала
Как
применение противточных ванн
каскадной промывки дает воз­
-
- -~
:;;./
с
Нопра8ление /JofJы
Рис.
15. Схема
nротивоточной
воды в
5-10
каскадной
промывки
раз по сравнению
одиночными
ваннами
расход
уменьшить
можность
и
промывочными
улучшить
качество
промывки.
Источники постоянного то­
ка. В качестве источников по-
стоянного тока в основном при­
меняют выпрямительные
агрегаты
германиевых или кремниевых
на
мощных
основе
селеновых,
диодов.
Для каждой ванны устанавливают индивидуальный
источник тока, а при необходимости подачи тока большей
силы подключают параллельна несколько выпрямителей.
Основные характеристики выпрямителей даны в табл. 34.
Таблица 34. Выпрямители селеновые
маслонаполненные регулируемые (ВСМР)
~.lQ
~
T11IJ
11rрегата
;:r,.
\00
.,::;;
о.
.
..
ВСМР-600-6
ВСМР-1200-6
ВСМР-2000-6
ВСМР-5000-6
fi6
Q)D;
~;ф
(-<~t
Scu::r:
"'"'"'
t::::;;",
roo:;E
2,5
12/6
12/6
12/6
12/6
12/6
о.,о
BCl\'\P-200-6
"''
r;e>.I'Q
7
13
16
45
Выпрямлен-
ный ток.
А
Габаритные
Мае-
размеры, мм
са, кг
840Х 405Х 405
1100Х 595Х 595
1345Х 655Х 645
1540Х 845Х 820
1615Х 1240Х 1240
140
455
725
1500
3300
.ooCIJ
100/200
300/600
600/1200
1000/2000
2500/5000
12.
ОБОРУДОВАНИЕ
ДЛЯ
ПРОИЗВОДСТВА
ПЕЧАТНЫХ
ПЛАТ
Комплект оборудования для производства печатных плат включает в себя следующие типы
установоJ{ и автоматическИх линий:
станки для механической обработки;
установки
для
получения
защитного
рисунка;
линии струйного травления;
линии химического меднения и гальванической метал­
лизации.
Станки для механической обработки. В их число вхо­
дят следующие виды оборудования: ножницы гильотинные
и
роликовые,
сверлильные
станки.
Ножницы гильотинные предназначены для резки не­
металлических или фольгировэнных листовых материалов,
а также обрезки облоя; они обеспечивают резку материалов
толщиной от
или
по
0,2
до
1,5
мм с установкой размера по упору
·
разметке.
Ножницы ролиl(овые имеют аналогичное назначение;
резание материалов производится парой дисковых ножей.
Сверлильные стаюш с программным управлением:
одношпиндельные
ОФ-72
производительностью
до
3000
отв/ч и четырехшпиндельные КД-06 производитель­
Jюстью до 12 000 отв/ч.
Установки
для
получения
защитного
рисунка.
Установl(а нанесения сухого пленочного фоторезиста (лалш­
натор)
выполнена в виде настольного варианта.
Техническая характеристика установки
Скорость движения заготовки, м/мин.
Максимальная ширина заготовки, мм
Температура нагрева, К
Потребляемая мощность, кВт . • • .
Габаритные размеры, мм • • • • . •
l\1.acca, кг . • . • • . . . • • . • .
От
0,5 до 3
600
383-393
2,5
860Х660Х570
60
Установка зкспонuрованuя предназначена для проведе­
ния процессов экспонирования одно- и двусторонних
печатных плат с нанесенным на них фоторезистом. Прижим
nлат с фотошаблоном осуществляется в вакуумных рамах
насосом-компрессором, создающим вакуум. Освещенность,
создаваемая ртутными лампами, 80 000 лк.
Установl(а проявления рисунtш в случае применения
органапроявляемого
собой
фоторезиста
хорошо. rермещзИрованную
(СПФ-2)
представляет
емкость,
в
которой
ы:
растворr.rтель под давлением 0,2-0,3 .МПа подается на
поверхность платы через форсунки. В первой и второй
камерах емкости осуществляется проявление, в третьей
-
струйная промывка водопроводной водой, в четвертой­
сушка воздухом. В случае применения водапроявляемого
фоторезиста (СПФ-ВЩ) используется конвейерная уста­
НОВJ{а, аналогичная линии струйного травления, в которой
'
'j
1
1
Рис.
nлата,
16.
Линия струйной обработ~-и печатных штат
двигаясь
по
роликам,
последовательно
проходит
через модули загрузки, проявления щелочным раствором,
nромывки горячей и холодной водой, сушки и разгрузки.
Линия струйного травления (рис. 16). Она предназна­
чается для вытравливания меди с пробельных мест ри­
сунка печатных плат. На линии выполняются операции
в такой последовательности: загрузка плат, травление
меди, промывка водааммиачным раствором, визуальный
промывJ{а проточной
контроль (модуль наблюдения),
водой, сушка горячим воздухом, выгрузка плат.
Основные данные линии
Скорость конвейера, м/мин
Производительность, м 2 /ч
.....
. . . . .
Ширина конвейера, мм
Размеры обрабатываемых плат, мм:
1,8
90
560
минимальные
IOOXIOOXO,I
максимальные
500Х 500>< 3,0
. . . . .
. . . • .
.
раствора, К
Температура
Потребляемая мощность, кВт
Габаритные размеры, мм • •
58
•
От 0,3 до
От 15 до
•
323
30
5190Х 1500Х
1350
В
состав
линии
входят
приборы
аr:~томатичес.кого
регулирования величины рН раствора и nлотности рас­
твора посредством дозирования рабочего раствора аммиа1юм и водой при использовании аммиачно-медного раствора
для травления.
При
использовании
солянокислого рас­
твора травления на основе хлорной меди автоматические
дозирующие устройства корректируют раствор по содер­
жанию меди и соляной кислоты.
Линии химической и гальванической
металлизации.
Химико-гальваническая металлизация печатных плат осу­
ществляется в автооператорных многопроцессных гальва­
нических линиях модульного типа, которые можно компо­
новать на различную производительность.
Программное
управление линиями обеспечивает возможность реализа­
ции
различных
технологических
+
вариантов,
наnример:
химическое
меднение
гальваническое
меднение
(за­
тяжка); гальваническое меднение
покрытие сплавом
олово--свинец; гальваническое меднение
никелирова­
ние
золочение.
На предприятиях применяют автоматические линии
иностранных фирм тиnа <<Ьiодуль-Х», «Модуль-R», а также
+
+
+
отечественные линии АГ-38.
13.
И
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
ОСНАЩЕНИЕ
Установки для фильтрации электро­
литов. Эти установки являются необходимой принадлеж­
иостью каждого гальванического цеха. Наибольшее рас­
пространение получили установки завода химического ма­
шиностроения «Прогресс»
на производительность от
422-36.00.00
наиболее
(г.
Бердичев), рассчитанные
до 1000 л/ч. Установка
пригодна для
гальванических
100
цехов приборастроительных заводов.
Основные даrшые установки
Потребляемая мощность, кВт
Ко.'!ичество фильтрующих дисков .
Диаметр фильтрующего диска, мм
Производительность, л/ч . . . . •
Габаритные размеры, мм . • .
2,8
8
260
1000
I482X644X928
В J{ачестве фильтрующего материала применяют бязь,
хлорин, сукно, стеклоткань и т. д.
59
Насосы. Они предназначены для перекачки электро­
литов из рабочей ванны в резервную и обратно, а также
кислот, щелочей, сточных вод и т. п. В зависимости от
характера перекачиваемого раствора применяют кислото­
стойкие или щелочестойкие насосы. Наиболее распростра­
ненные насосы: центробежные типа ХД, дозировочные НД
и центробежные погружные
насосов указана в табл. 35.
Талица
35.
ХП.
Производительность
Производительность насосов
Тип насоса
1
Производительность, м 3/Ч
Центробежные ХД:
8,64
20
45
90
10
1,5x-60-l-41
2х-9Д-1-41
Зх-9Д-1-41
4х-12Д-1-41
Герметичные ЦНГ-7
Насосы-дозаторы НД:
НД-1000/10
1
1,6
2,5
НД-1600/10
НД-2500/10
Сушильное оборудование. Для сушки деталей на nод­
весках или деталей,
снятых с подвесок,
применяют су­
шильные шкафы обычно собственного изготовления. Мел­
кие детали удобно сушить в центрифуге типа ТВ-600-ЗН
производства механического завода им. 50-летия СССР
(г. Курган).· В центрифугу можно загрузить до 100 кг
мелких деталей. Частота вращения 1420 об/мин. Габарит­
ные размеры 1080Х 1400Х890 мм.
Подвесочные приспособления. Они должны удовлетво­
рять следующим требованиям: хорошо проводить электри­
ческий ток; не допускать экранирования отдельных участ­
ков деталей; обеспечивать хороший контакт с деталями и
штангой ванны; обеспечивать прочное закрепление дета­
лей: быть простыми в изготовлении.
Приспособления рамочного или елочного типа изготов­
ляют из латуни или стали; контактодержатели, на которые
крепятся детали, -из стальной проволоки. Токонесущие
части подвески должны быть изолированы лаками, игели­
бО
том, хлорвиниловой лентой или другими ХИI\ШЧС'СЮI стой­
кими
материалами.
Подвесочные
приспособления
для
хромирования
должны иметь сечение, обеспечивающее nрохождение тока
большой силы; контакт с- деталя­
ми должен быть жестким во избе­
жание
разогрева
места
контакта.
Длина подвесочных приспособле­
ний должна быть такой, чтобы
самая
ная
нижняя
на
них,
ванны на
деталь,
не
укреплен­
доходила
150-180
до дна
мм, а верхняя
деталь была ниже зеркала раство­
ра на 50-80 мм.
Контактные
крюки
должны иметь форму,
подвесок
обеспечи­
вающую контакт со штангой в не­
скольких точках (рис. 17, а).
-Наиболее
характерные типы
рекомендуется
электропроводности
Таблица
36.
металлов
-
а
крюков
-
nра­
неправиль-
ная
подвесочных
использовать
Форма
подвесок:
вильная; б
подвесочных приспособлений пред­
ставлены на рис. 18.
При конструировании
17.
Рис:
для
приспоеселений
данные
(табл.
сравнительной
36),
определяющие
Сравнительная элекrропроводность металлов,
применяемых для подвесочных приспособлений
Допустимый ток,
А
Сечение.
мм
Медь
25Х25
25Х18
25Х 12
25Х6
{25 25
{25 18
{25 12
{256
{25 4,5
{254
{253
{25 1,5
1
Алю-,
ламитунь
ний
600
750 450
500 300
250 15С!
785 470
445 265
200 120
50 30
28
16
20
12
12
6
1,7
3
юоо
250
185
125
63
196
1
Сталь
120
90
60
30
94
53
lll
24
50
13
6
3,5
7
2,5
5
1,5
3
0,7
0,5
1
Бронза
Нержа-
фосфо-
веющая
ристая
180
135
90
45
141
80
36
9
5
3,6
2
0,5
1
сталь
23
17
12
6
18
10
5
1
0,6
0,5
0,25
0,1
Титан
1
30
23
16
8
24
14
6
1,5
0,8
0,6
0,4
0,1
61
допустимые токи для различных сечений металлических
стержней или прутков.
Критерием допустимого тока
заметного
нагрева
металла
установлено отсутствие
на воздухе.
О}
• о)
Li
Рис.
18.
Типы подвесочных приспособленнй:
а- для
плоски:х; штампованных и точеных деталей; б- для
деталей в виде колпачков, втулок; в - для колец 1
труб,ж и подобных деталей
Глава
4.
ПОДГОТОВКА
К ПОКРЫТИЮ
Качество
гальванических
покрытий
в значительной степени зависит от правильного соблюде­
ния технологии подготовительных операций, и подавляю­
щее большинство дефектов покрытий обусловливается
плохим
качеством
подготовки
поверхности
перед осажде­
нием покрытий.
Назначение подготовительных операций заключаетGя
в удалении с поверхности покрываемых деталей всевозмож-
62
ных жировых загрязнений, окалины, ржавчины и окислов,
а также в устранении царапин, рисок, забоин и других
неровностей поверхности.
Подготовительные операции
выполняются механическш.ш или химическими способами.
К механическим способам относятся: пескоструйная
очистка, галтовка, шлифование, полирование и крацева­
ние.
К
химическим
способам
относятся:
обезжиривание,
травление, активация (декапирование), промывки, а также
изоляция
участков
поверхности,
не
подлежащих
покры­
тию.
Последовательность
применения
подготовительных
операций может быть различной в зависимости от состоя­
ния поверхности деталей, видов покрытий, типов электро­
литов
и
т. д.
Последовательность подготовительных операций опре­
деляется технологическим процессом,
принятым
на пред­
приятии.
14. ПЕСКОСТРУЙНАЯ
И
ОЧИСТКА
ГАЛТОВКА
Пескоструйная очистка. Это один
из наиболее эффективных способов подготовки для всех
видов покрытий, не требующих полированной поверх­
ности.
Пескоструйная очистка сухим кварцевым песком ха­
рактеризуется
большой
профессиональной
вредностью
вследствие заболевания работающих силикозом; по этой
причине ее применение повсеместно запрещено. Взамен
сухой пескоструйной обдувки применяют гидропеско­
струйную обработку, обработку абразивными порошками,
стальной дробью или металлическим песком.
Установ ка для гидрапескоструйной обработки состоит
из
стального
резервуара,
центробежным насосом и
снабженного
мешалкой
наполненного песком,
или
смешан­
ным с водой в отношении 1 : 2. Требуемый напор осуще­
ствляется сжатым воздухом. Установка имеет решетчатый
стол для укладки деталей и нижний сборник с насосом для
подачи смеси песка
и воды снова в резервуар.
Для предотвращения коррозии деталей из черных ме­
таллов
в
следующие
4-6;
водапесчаную
J<омпоненты,
пульпу
г/л:
рекомендуется
сода
вводить
кальцинированная
натрий азотистокислый (нитрит натрия)-
18-22.
63
Размер зерен кварцевого песка О, 15-0,5 мм. Возможна
замена кварцевого песка на шлифперошок электрокаруяда
с размером зерен 0,08-0,12 мм.
Детали с жировыми загрязнениями перед гидропеско­
струйной обработкой следует подвергнуть обезжириванию
в
растворителях
или
щелочных
растворах.
Смену абразивной суспензии производят один-два
раза в неделю в зависимости от интенсивности работы
пескоструйной камеры.
Давление воздуха для очистки деталей должно состав­
лять 500-600 кПа; для деталей, толщина стенок которых
менее 1 мм, давление должно быть снижено до 150200 кПа.
В том случае, если в камере применена суспензия песка
с водой, не содержащая добавок соды и нитрита натрия,
детали из черных металлов необходимо после обработки
промыть в растворе следующего состава, г/л: натрий
азотистокислый- 100-150; сода кальцинированная-
8--12.
Детали, обработанные суспензией песка или абразива,
подвергают сушке в сушильных шкафах при температуре
К или обдувке сжатым воздухом.
На деталях из черных металлов допускается наличие
солей после сушки. Детали из цветных металлов перед
360-375
сушкой должны промываться в проточной воде.
Обработка
абразивным
порошком.
Обработка
сухим
абразивным порошком является весьма производительным
способом, заменяющим сухую пескоструйную очистку,
с использованием существующих пескоструйных аппаратов
без их переделки. В качестве абразива применяют шлифпо­
решки N2 14· или 16.
Давление воздуха устанавливают в зависимости от
толщины стенок деталей:
Толщина стенок, мм . . . . .
Давление воздуха, кПа
До l
50-150
До 3
150-250
Свыше 3
300-400
Для удаления частиц абразивных порошков с поверх­
ности деталей их подвергают обдувке сжатым воздухом.
Сжатый воздух,
применяемый для струйной обработки,
должен быть сухим и чистым, не должен содержать масло,
влагу,
эмульсию,
пыль.
Обработка металлическим песком. Широкое примене­
ние получил наиболее производительный способ очистки
64
стальной дробью или металлическим песi<ом с размерами
частиц
0,15-1,5
мм.
Размер зерен песка и давление воздуха устанавливают
в зависимости от толщины. стенок деталей:
Толщина стенок, мм .
Давление воздуха, кПа
. • _. • До 1
До 2,5
До 5
Свыше 5
• • • До 500 До 500 До 600 До 600
. . . • • . 0,15-0,3 0,3-0,5 0,8-1,0 0,8-1,5
Размер зерен, мм
Не допускается обработка металлическим песком дета­
лей из алюминия и его сплавов.
Галтовка. Этот сnособ заключается в обработке мел­
ких
деталей
насыпью
во
вращающихся
металлических
барабанах. Галтовочные барабаны имеют шестигранное
сечение и снабжены плотно закрывающейся крышкой.
Корпус барабана изготовляют обычно из листовой стали.
Для улучшения перемешивания деталей на внутренних
.стенках барабанов приваривают продол)':>ные полосы угло­
вого железа. С этой же цеJJью оси вращения барабана
с каждой стороны закрепляют эксцентрично, вследствие
чего создается дополнительное боковое покачивание.
Размеры барабзнов колеблются в пределах 600мм по длине и 300-1-00 мм по сечению. Частота вра­
щения барабана для крупных деталей 10-15 об/мин, для
мелких - 40-60 об/мин.
В качестве наполнителя служит обычно речной песок
или абразивные материалы, которые вместе с деталями
1000
должны
занимать
одну
третью
часть
объема
барабана.
Галтовка производится сухим или мокрым способом.
Продолжительность обработки зависит от состояния
nоверхности деталей, материала деталей и их конфигура­
ции и поэтому колеблется в ширт<:их пределах
до
40-50 ч.
ванием
-
от
2-3
Очистку песком иногда совмещают с обезжири­
или
травлением:
в
первом
случае
в
барабаны
добавляют 2-3 %-ный раствор едкого натра или тринат­
рийфосфата, во втором случае вводят 3-5 %-ный раствор
серной кислоты.
15.
ШЛИФОВАНИЕ,
ПОЛИРОВАНИЕ,
КРАЦЕВАНИЕ
Шлифование. Применяют для устра­
нения царапин, забоин, рисок и других дефектов поверх­
ности,
а
также
необходимой
3
при
для
получения
нанесении
Ямnольский А. М. н др.
гладкой
поверхности,
защитно-декоративных
по-
65
крытий, имеющих зеркальный, блестящий вид. В зависи­
мости от состояния поверхности детали шлифование
производят в несколько переходов с постепенным уменьше­
нием размера зерна абразива от первой операции к по­
следней.
В качестве обрабатывающего инструмента служит
войлочный круг с наклеенным на его рабочую поверхность
абразивным порошком (электрокорундом, наждаком) различной зернистости.
_
Зернистость абразивных материалов и последователь­
ность
их
применения определяются
поверхности
и
материалом
исходным состоянием
детали.
Детали, имеющие поверхность с классом шерохо­
ватости по ГОСТ 2789-73 ниже четвертого (стальные
поковки, штампованные детали с гофрированной поверх­
ностью, забоины от ударов молотка и т. п.), рекомендуется
шлифовать в четыре-пять переходов, начиная обработку
G абразивов N2 25-16.
Для деталей после механической обработки и штампо­
ванных деталей с исходным четвертым классом шерохова­
тости последовательность применения абразивных порош­
ков приведена в табл.
37.
Таблица 37. Последовательность переходов
при шлифовально-полировальной обработt<е деталей
Класс шероховатости
поверхности
Металл детали
исход-~
вый
Сталь
fГЛеро-
тре-
1
66
ходы
4
6
5
8
5
9
9
Номер
шлиф-
no-
Паста
рошка
буемый
днетая
6
Пере-
l
2
l
2
3
1
2
3
4
1
2
3
12
8
8
5
4
8
5
4
4
5
4
-
Шлифовальная
-
Шлифовальная
Полировальная
-
Шлифовальная
Полировальная
-
Продолжmuе табл.
1
•
Класс шерооверхнос~и
1исход- 1
ный
мыt'i
'
1
2
3
1
lO
1
10
1
1
сплавы
хромом
8
1
1
10
1
1
1
11
10
Шлифовальная
Полирова.1JЬная
Шлифовальная
Полировальная
4
-
2
1
1
Шлифовальная
5
4
))
-
l
1
-
Полировальная
1
-
1
1
1
-
3
4
2
3
Покрытие никелем,
!О
6
1
цинка
Покрытие медью
Паста
порошка
сnлавы
Медь и ее спла-
шлиф-
ходы
тое-
5
Алюминий и его
Пере-
буе-
1
вы,
Номер!
хова·rости
Металл детали
37
1
Полнровальн ая
Полировальная
1
Пасты, применяемые при шлифовании, имеют различ­
ные составы, и использование их связано с особенностями
производства и накопленным опытом шлифования, поэтому
трудно унифицировать их составы и дать единые рекомен­
дации.
В табл. 38 приведены составы паст для шлифования и
полирования,
применяемых
предприятиями
прибороТаблица
38.
и
Пасты для шлифования
nо,1ирования
Состав пасты
Оnерация
Коли-
Матt:риал
1
Шлифование
среднее
Шлифование
тоююе
Кварц молотый
(маршаллит)
Парафин нефтянр~
К:ислота оленновая
Шлифпорашок
К:ислота
стеари-
%
60
3*
-
30
10
75
15
Для деталей иs
меди и ее сплавов
количество шлиф-
новая
Вазелин
К:еросин
1
Примечшше
чество,
8
2
порошка
шается до
умень-
40%
67
ПродолженUJЗ табл.
88
Состав ласты
Оnерация
I(ОЛИ•
Материал
1
~
Полирование
Окись хрома
Силякагель
Стеарин
Расщепленный жир
Полирование
}{елевых
покрытий
строительной
скающими
10
10
2
промышленности
изделия
Паста гои
(средняя)
2
Окись алюминия
Цереsин
Стеарин
Пчелиный воск
ни-
%
76
Керосин
медных: и
Примечанне
чество;
широкого
-
65
14,5
10,0
2,5
и
nредприятиями,
выпу­
ассортимента.
Шлuфоеанuе абрqзuеныАш лен.та.лш является произподи­
тельным процессом обработки, особенно при шлифовании
фасоннвiх поверхнО(.'Тей.
шероховатость
Производительнос'FЬ процесса и
поверхности
зависят
от
размера
зерен
абразива, наклеенного на ленту, и линейной скорости
движения ленты. Например, при шлифовании стgльных
деталей 4-ro класса шероховатости поверхности для дости­
жения 8-ro класса производят обработку в три пepexoita:
1-й- абразив N!! 10-8; 2-й- абразив N!! 6; 3-й­
абразив N2 5-3.
В качестве абразивных лент используют склеенные
полосы шлифовальной шкурки или наносят с п'омощью
клея шлифпорошки на полосы ткани, бесконечные ремни
и т. п. В первом случае применяют щкурки шлифовальные
на тканевой основе (ГОСТ 5009-75) или на бумажной
основе (ГОСТ 6465-76).
По сравнению с шлифованием на войлочных кругах
обработка
абразивными лентами
имеет следующие пре­
имущества:
- поверхность соприкосновения значительно больше,
что способствует лучшему рассеиванию тепла;
- скорость движения ленты остается
ЕСе время шлифования;
-
отпадает
инструмента;
68
необходимость
в
постоянной во
балансировке
рабочего
-
более
оперативна
переналадка
станка;
более безопасны условия труда рабочего.
Полирование. Этот процесс является заключительной
операцией декоративной отделки, в результате которой
достигаются 10-12-й класс шероховатостИ поверхности и
зеркальный блеск. Полирование осуществляется с по­
мощью кругов lfЗ фетра, войлока, бязи, сукна и других
материалов, периодически емазываемых в процесее работы
полировальными- па<3тами.
В соатав полировальных
паст
вводятся тонкие
абразивные
порошки
такие материалвr,
как венская
крокус,
окись
качестве
известь,
абразива
(Ml О-М28)
окись
или
алюминия,
хрома.
Полированию
медью,
в
никеJlеМ,
подвергают
хромом
металлические
или
поверхность
покрытия
деталей
из
цветных металлов перед нанесением покрытия.
_Подеодное полирование заключается в обкатывании
деталей совместно с кусками абразива и стальными шари­
ками в мыльном растворе. При этом с поверхности деталей
удаляются
ляются
заусенцы,
скругляются
острые
следы от режущего инструмента и
кромки,
класс
уда­
щерохо­
ватости повышается с 5-6-го до 10-11-го. Подобное
повышение класса обработки производят обычно в два
этапа. Первый этап - отделка от 5-6-го до 7 -8-ro клас­
са
-
называется
подводным
шлифованием;
в
качестве
абразивов используют бой шлифовальных электрокорущо­
вых кругов, предварительно обкатанных в течение 30-
ч. Для повышения чистоты отделки с 7-8-го до 1011-го
классов- второй этап- применяют предвари­
60
те.'!ъно обкатанный фарфоровый бой и стальные шарики,
размер которых зависит от конфигурации деталей; корун­
дового или фарфорового боя берется в три--пять раз
больше по объему, чем деталей. Для хорошей обкатки
щшерхности сложного рельефа
шарики
различных
размеров
одновременно загружают
в
количестве
от
деся,ти раз большем по объему, чем деталей.
-
В
каждом
шариков
и
случае
деталей
приготовления
соотношение
подбирается
мыльного
объемов
опытным
раствора,
двух
абразива,
путем.
применяют
до
Для
хорошие
сорта хозяйственного мыла, вводя его в количестве 0,20,3% по массе. Вода в ванне подогревается до температуры
305-310 К. Уровень мыльного раствора должен быть на
25 мм выше уровня загрузки барабашi.
69
ТаблUt{а
Операция
[Шлифование
Линейные с1шрости час·пщ
аб!Jазивных ма·rериалов
39.
Материал деталей
Чугун,
стая
углероди-
сталь
Линейная
Характеристика
скорость,
деталей
м/с
Крупногабарит-
35-48
ные
Простой формы
Сложнорельеф-
18-30
15
ные
Медь и ее сплавы
Простой формы
Сложно рельефные
Цинковые и алюминиевые сплавы
Полирование
Чугун,
стая
углероди-
сталь,
никель,
-
.._
Медь и ее сплавы,
серебро
Цинковые и алю-
10
10-14
Детали раздичной формы
хром
14-18
30-35
22-30
18-25
миниевые сплавы
Обработка
абразивными
лентами
Чугун,
углеродн-
Тела вращения
35-40
Плоские и рель-
25-30
стая сталь
МедНые сплавы
ефные
Виброабразuеная
обработка
заключается
в
воздей­
ствии сухого или влажного абразивного порошка на по­
верхность деталей при загрузке деталей в абразивную
среду насыпью в условиях интенсивной вибрации барабана
или другой емкости, в которой находятся детали и абразив.
Виброабразивное шлифование по сравнению со шлифо­
ванием во вращающихся барабанах дает возможность
обрабатывать различные по размеру детали равномерно
по всей поверхности деталей. В качестве абразивного
материала наиболее эффективны пластмассовые абразивные
призмы с треугольным основанием размером 20Х20 или
IOX 10 мм. Их состав: пластмассовая связка 50% по .массе,
карборундавые абразивные гранулы- 50%.
70
Крацевание. Процесс заключается в обработке по­
верхности деталей вращающимиен проволочными щет­
ками. В результате воздействия концов проволок, из
которых сплетена щетка,- металл очищается от окислов и
приобретает полублестящий вид чистой металлической
поверхности. Крацевание производят до нанесения покры­
тий с целью подготовки поверхности или после нанесения
покрытий для уплотнения их (серебром, цинком, кадмием)
и
придания
им
декоративных
качеств;
крацованная
по­
верхность, кроме того, приобретает невосприимчивость
к «захватам» от рук рабочих при сборочных операциях.
Для крацевания стальных деталей применяют щетки из
стальной проволоки диаметром О, 15-0,25 мм. Для цвет­
ных металлов используют латунную проволоку диаметром
О, 1-0,2
мм.
Для
крацевания
серебряных
покрытий
диаметр проволоки берется в пределах 0,1-0,15 мм, а для
крацевания золотых покрытий - в пределах 0,07-0,1 мм.
При всех видах механической подготовки поверхности
качество отделки во многом зависит от линейной скорости
вращения (движения) абразивных частиц. В табл. 39
представлены данные о линейных скоростях шлифовочных
и пшшровальных кругов при обработке деталей из раз­
личных металлов.
16.
Обезжиривание растворителями. Обрастворителями особенно эффективна при уда­
работка
лении
ОБЕЗЖИРИВАНИЕ
полировальных паст,
консистентных смазок,
мине­
ра.тъных и растительных масел. Практика применении
для этих целей керосина, бензина, уайт-спирита и других
пожароопасных
материалов
показала,
что,
несмотря
на
ряд профилактических мер, принимаемых для предупреж­
дения пожароопасных ситуаций, имеется много случаев
тяже.•юго травматизма,
связанных с возгоранием раство­
рителей в цехах покрытий. По этой причине применение
горючих растворителей следует исключать и повсеместно
заменять их на хлорированные углеводороды, используе­
мые
в
специальных
установках,
конструкция
которых
предусматривает безопасные условия работы (см. рис.
Для
комбинированного
обезжиривания
в
7).
кипящем
растворителе, а затем в парах растворителя (температура
кипения
395
К) рекомендуется применять тетрахлорэтилен
71
-
или трихлорэтилен (температура кипения 360 К), стабили­
зированные катионатом-20 в количестве 1-3 г/.л или
нестаби.лизированные этим продуктом. При обезжирива­
ниИ в хлорированных растворителях необходимо иметь
в
что
виду,
трихлорэтилен
не
применять
рекомендуется
для деталей из титана, алюминиевых сплавов, медных
сплавов и серебра, а таиже для серебряных и медных
покрытий. Тетра:ялорэтилен не рекомендуется применять
для деталей из q-итановых сплавов. Не допускается обезжи­
ривать детали, смоченные водой или водными рас'Fворами.
Для повышения устойчивости q-рихлорэтилена в него
вводят в качестве стабилизаторов триэтиламин· (0,01 r/л),
монобутиламин (0,01 г/л) или уротропин (0,01 г/л).
Для удаления консервирующего елоя густой смазки,
например
пушечного
солидола,
детали
сала,
технического
вазелина
или
корзины и
проволо'l!ные
укладывают в
погружают на 10-15 мин в подогретое· до температуры
353-363 К веретенное масло. Подогрев масла лучше
всего
производить
о
помощью
горячей
воды
или
пара
в бачках, имеющих двойную стенку. Оставшийся после
этой операции на деталях тонкий слой веретенноrо масла
удаляют
в
органических
растворителях
или
щелочных
растворах.
~п\шческое
обезжиривание
в
щелочных
растворах.
Производят в стационарных ваннах с перемешиванием
растворов сжатым воздухом или движением дета.лей или
в моечных машинах различной конструкции. Для обезжи­
ривания печатных плат применяют линии струйной обра­
ботки. Во избежание образования пены при струйных
обработка~ или перемешивании сжатым воздухом необ­
ходимо в соетав растворов вводить пенога.сители, например
эмульсию КЭ-10-21 в количестве до 1 г/л.
Составт щелочных растворов для обработки деталей
nредставлеНБJ в табл. 40. Раствор N2 1 применяется длЯ
деталей из углеродистых сталей и медных сплавов, за­
грязненных маслами
и
см.азкамщ
раствор
N~
2-
для
обезжиривания деталей из алюминия и его сплавов, а также
для полированных деталей из меди и ее сплавов; раствор
N2 3 - для струйно:rо о@5езжиривания заготовок печатных
nлат; раствор N2 4 - для удаления полировочных паст
с деталей из любых металлов, кроме алюминия; раствор
N2 5 -
для удаления смазочнv-охлаждающих жидкостей
для деталей из любых металлов.
rj'2
Таблица
40.
Составы щелочных растворов
для обезжиривания. г/л
Номер раствора
Компоненты
1
1
Натр едкий
Сода кальцинированная
Тринатрий~осфат
Си-нтанол де
Жидкое стеi<ЛО или продукт
ОС-20
Моющее средство:
МЛ-51 или МЛ-5;2
ТМС-31 или
Tl'\tiC-70
растворов
Температура
335-355
3
2
1
1
1
.;
1
-
-
-
-
для
1
--
-
15-501 15-40 30-35 30-50
15-40 30-35 30-50
3-5
3-5
3-5
-
5
4
1
-
-
-
'60-80
15-35
обезжиривания
-
деталей
К. Продолжительность обработки в зависимости
от степени загрязнения составляет
5-20
мин.
Применеине ультразвуковых колебаний с использова­
нием растворов, представленных в табл.
значительному
ускорению
процесса
40,
способствует
обезжиривания
и
снижению температуры раствора до 310 К.
Электрохимическое обезжиривание. Этот
способ яв·
ляется более эффективным методом очистки поверхности,
чем химическое обезжиривание, так как выделяюЩиооя на
поверхности деталей пузырьки водорода или кислорода спо­
собствуют отрыву жировых частиц и других загрязнений,
При электрохимическом обезжиривании детали
кре.
подвесочные приспособлени-я и в таком виде
подвергаются последующей обработке во всех ваннах,
·включая и ванну нанесения покрытия. Мелкие деталй
пятся
на
обезжиривают
в
барабанах
или
колокольных
ванна"){,
В качестве вспомогательного электрода в ваннах электро­
обезжиривания завешиваm стальные листы или листы
никелированной стали.
Составы электролитов для обезжиривания и режимы
обработки привещ~ны в таб.tt. 41.
Для достижения хороших ревультатов
соблюдать следующие прави-ла:
необходимо
- не допускать длительной передержки процесса,
так каи это приводит и насыщению деталей водородом и
nотемнению- поверхностщ
73
Таблица
41.
Составы электролитов
и режимы обезжиривания
Номер раствора
Состаа и режим
1
Состав, г/л:
сода
кальцинированная
тринатрийфосфат
жидкое стекло
Пдотность тока, А/дм 2
-
O,l-0,3
330-350 330-350
1-2
2-10
0,5
3-10
2-10
ПродоJiжительиость, мин
8-12
8-12
4-6
25-30
20-40
20-40
330-350
сульфанол НП-3
Температура, К
1
-
10-20
20-40
20-40
3-5
едкий натр
3
2
1
5-10
-обрабатывать только на аноде детали типа пружин,
стальные >rонкостенные детали (до
-
мм}, а также термо­
обезжиривать на катоде детали из меди и ее сплавов,
как
так
1
цементированные детали;
обработанные и
при
анодном
процессе
оксидируются
детали
и
темнеют;
-
при обработке деталей в барабанах из полиэтилена,
оргстекла
винипласта
или
температура
раствора
может
быть снижена до 315 К, а продолжительность обработки
увеличена до 10--15 мин;
- перед обезжириванием с подвесок должны быть
как цинк, олово,
удалены (стравлены) такие покрытия,
свинец и
их
загрязняющие электролиты в
хром,
резу.'IЬтате
растворения.
Раствор _Ng 1 применяют в основном для стальных
деталей; раствор J\fg 2 - д.'Iя металлов и пекрытий всех
видов; раствор J\fg 3 - для катодного обезжиривания
цинковых
сплавов.
17.
производят
с
И
ТРАВЛЕНИЕ
Травление.
целью удаления
с
ДЕI{АПИРОВАНИЕ
травления
Операции
поверхности де:гадей
различного рода окислов: окалины,
ржавчины и
тов коррозии цветных металлов. В табл.
42-45
продук­
приведены
составы растворов и режимьt'для травления углеродистых
сталей, коррозионно-стойких нержавеющих сталей, меди
и
74
ее
сплавов,
а
также
алюминиевых
сплавов.
Таблица
·
42.
Составы растворов и режимы для травления углеродистых сталей
Номер раствора
Состав и режим
3
2
1
1
1
1'
б
5
4
1
1
7
1
Состав, г/л:
кислота серная
))
))
соляная
ортефосфорная
ангидрид хромовый
уротропин
175-200
-
3-5
катапин
сиитанол
150-250
де или сульфанол
3-5
-
100-200
150-.350
200-220
-
-
-
-
-
-
120-160
-
-
180-200
40-50
40-50
-
-
-
5-7
-
80-100
3-5
НП-3
-
калий йодистый
-
натр .едкий
-
-
-
315-355
300-315
300-330
натрий азотнокислый
Температура, К
-
-
8-10
-
-
-
-
-
400-600
-
-
-
300
340
340
410
0,8-1,0
100-200
Таблица 43. Составы растворов и режимы
для травления коррозиоиио-стойких стdЛей
Номер раствора
Состав и режим
3
2
1
1
1
Состав, г/л:
кислота серная
»
»
азотная
фтор истоводо-
родная
кислота соJiяная
натрий хлористый
Температура, I<:
Продолжительность, мин
-
200-250
15-20
1
-
80-110
70-200
15-50
4
350-450
70-90
-
-
90-110 70-90
20-25
285-300 285-300 320-325 320-325
До 60
l-2
10-60 1 10-15
В табл. 46 даны сведения о способах удаления с поверх­
ности деталей травильных шламов, образующихся в ре­
зультате растворения окислов и частично самого металла.
Материалы таблиц составлены; на .основании рекоменда­
ций гост 9.047-75.
В табл. 42 растворы N2 1 и 2 предназначены для травле­
ния углеродистых сталей и чугуна. Раствор N2 2 не требует
подогрева до температуры· 315-355 К. Раствор N2 3
рекомендуется для бесшламного травления углеродистых
сталей; раствор N2 4 - для деталей с точными размерами
(1-го и 2-го классов); раствор N2 5 -для травления
стальных деталей 1-го и 2-го классов точности, а также
деталей с частичной окалиной (повышенное содержание
катапииа-ингибитора
коррозии-препятствует раство­
рению стали); раствор N2 6-- для чугунного литья;
раствор N2 7 -- для разрыхления окалины, если последняя
имеет очень плотную структуру и травление в
растворах
и 2 не дает должного эффекта.
Продолжительность травления устанавливается в за­
N2 1
висимости от характера и толщины слоя окислов.
В качестве ингибиторов травления можно использовать
различные присадки, не приведеиные в табл.
42,
например
присадку ЧМ.
Раствор1я
окалины
е
N2 1 и 2 (табл. 43)
деталей,
применяются для удаления
изготовленных
из
сталей
марок
12Xl8H9T, 12Х21Н5Т, 08Х17Н5М3 и т. п.; растворы
J\fg 3 и 4 --для удаления окалины с детаJiей, изготовлен76
Таблица
44.
Составы растворов и р~жимы для травления меди и ее сплавов
-
\
Номер раствора
Состав и режим
l
2
3
1
1
4
5
6
1
1
1
Состав, г/л:
кислота серная
-
920
-
-
920
790-800
))
азотная
-
-
-
-
690
100-IIO
))
соляная
-
-
-
-
-
2-4
-
-
-
-
600-800
-
600--800
-
-
-
-
-
-
1600-1700
-
-
290-300
290-300
290-300
290-300
290-300
290-300
10-30
10-30
10-30
10-30
натрий хлористый
))
азотнокислый
кислота ортафосфорная
Температура, К
Продолжительность, с
-
-
5-10
До
10
' -
5-10
Таблица
для
45.
Составы растворов и режимы
травления
алюминиевых
сплавов
Номер растворов
Состав и режим
1
Состав, г/.1:
едкий натр
50150
кислота фтористоводородная
кислота азотная
))
ортефосфорная
натрий хлористый
калий кремнефтористый
кислота соляная
Температура, К
1
-
1
125150
320-
120140
660680
300
300
До
До
До
1,2
3,0
350
Продолжительность, мии
1
-
5
4
3
2
1
-
-
- - ВО100
- 25-35 - 4-6
- 10-20
290- 290- 320- 290330 300
2-60
10,51,0
10
1
ных из сталей марок 20Xl3, 40Х13 и т. п., причем обра­
ботку произвоДят сначала в растворе N2 3, затем без
nромывки детали переносят в раствор J\fg 4. Для разрыхле­
ния окалины можно использовать раствор J\fg 1 из табл. 44.
При отсутствии :фтористоводородной кислоты допускается
замена ее на эквивалентное количество фтористого калия
или
натрия.
Растворы
N2 I
и
2
(табл.
44)
применяют для матового
травления латунных деталей со слабоокисленной поверх­
ностью; обработку производят последовательно в раство­
рах
N2 1 и 2,
не делая промежуточной промывки. Подобный
метод травления
характеризуется
называют дозированным травлением; он
минимальным
расходом
материалов
и
протекает с очень малым по объему выделением окислов
азота. Процесс особо удобен для автоматических линий.
Растворы N2 3 и 4 предназначены для матового травления
деталей 1-, 2- и 3-ro классов точности. Растворы также
применяют последовательно без промежуточной промывки
(дозированное травление). Раствор N2 5 служит для
блестящего травления деталей; раствор N2 6 -для мато­
вого травления пр ужин, тонкостенных и резьбовых деталей.
78
Таблица
----
46.
Со(:тавы растворов и режимы у~аленин травильного шлама
Номера растворов
Состав и режим
r
l
2
1
3
4
1
1
5
1
7
6
1
1
Состав, г/л:
кислота
»
))
азотная
фтористоводородная
серная
70-80
80-100
-
70-120
-
350-450
300-400
740-700
-
-
4-5
-
100-120
-
15-30
-
-
-
8-12
-
-
90-110
-
-
r
ангидрид хромовый
-
натр едкий
-
натрий хлористый
-
-
3-5
-
-
-
-
290-300
290-300
290-300
290-300
290-300
290-300
290-300
1-3
5-10
1-5
'-3
3-5
Температура, К
Продолжительность, мин
До
50-100
5
-
1-10
Раствор
N!! 1
(табл.
45)
применяется для травления
чистого алюминия, деформируемых и литейных сплавов;
после травления и промывки требуется производить
осветление (см. табл. 46); для уменьшения уноса раствора
выделяющимся водородом рекомендуется добавлять суль­
фанол из расчета 0,5 г/л. Раствор N!! 2 применяется для
высококремнистых алюмпниевых сплавов (осветление не
производится); раствор N!! 3 - для травления сваряых
деталей с негерметизированным сварным
швом;
раствор
для получения матовой поверхности на деформи­
руемых сплавах и в качестве подготовительной операциИ
N!! 4 -
перед эматалированием и анодированием; раствор
N!! -5 -
для декоративного, так называемого снежного, травления
для алюминия марок АДl, АД, АДО, АДОО. Операция
травления
производится
напряжении
36
под
переменным
током
при
В. Обрабатываемые детали служат электро­
дами.
Растворы N!! l и 2 (табл. 46) применяют ДJIЯ осветления
деталей из углеродистой стали (в растворе N2 2 снятие
шлама производят под током, на аноде, при анодной плот­
ности тока 5-10 А/дм 2); раствор N!! 3 - для снятия шламов
с поверхности стальных легированных деталей (после
удаления шламов следует произвести осветление в соляной
кислоте nлотностью I ,19 г/см 3 в течение 1-3 мин); раствор
N!! 4 - для снятия шлама с поверхности деталей из
коррозионно-стойких сплавов; раствор N!! 5 -для деталей
из алюминия и его деформируемых сплавов; раствор N!! 6 для деталей из литейных алюминиевых сплавов; раствор
N!! 7 - для
сварных деталей с негерметизированнъrм швом.
Для травления магниевых сплавов применяют следую­
щие растворы: азотной кислоты (плотность 1,43 г/см3 )
60-70 мл/л, серной кислоты (плотность 1,84 r/см3 ) 2-
4 мл/л, хромпика калиевого 4-6 г/л или фосфорной ки­
слоты (плотность 1,6 r/см 3 ) 30-40 мл/л, хромового ангид­
рида 15-25 г/л. Температура растворов не выше 300 К.
выдержка
20-30 с. Образующийся после травления серый
налет (шлам) удаляется в растворе плавиковой кислоты
40-50 г/л.
Электролитическое травление применяют для ускоре­
ния
процесса
и
сокращения
расхода
химикатов,
так как
операция производится в разбавленных растворах. Кроме
того, электролитическое (анодное) травление стальных
термаобработанных деталей полностью исключает наводо-
80
роживанне металла, что неизбежно происходит при хими,:­
ческом
травлении
и
выражается
виде
в
«травильном
v
хрупкости».
Для анодного травления стальных деталеи применяют
электролит состава, г/л: серная кислота
ристый
натрий-
10-20.
Температура
- 80-120; хло­
раствора 290-
300 К, анодная плотность тока 3-5 А/дм , выдержка
3-5 мин. В качестве катодов применяют свинец.
2
Для удаления окалины, образующейся после горячей
применяют
листов из нержавеющей стали,
прокатки
электролитическое травление переменным током промыш­
ленной
тока
частоты
5-10
напряжением
12-18
В
при
плотности
А/дм 2 • Электродами служат обрабатываемые
листы стали.
Анодное травление используют для получения рельеф­
ного рисунка на поверхности плоских стальных деталей.
Например, для нанесения рисок и делений на поверхности
стального мерительного
инструмента
используют процесс
анодного травления в электролите состава, г/л: хлористый
аммоний - 60, железоаммиачные квасцы - 30. Темпера­
2
тура электролита 290-300 К, плотность тока 20-25 А/дм ,
глу­
заданной
выдержка 1 мин и более в зависимости от
бины рисок. Изоляцию поверхности производят а~фальто­
вым лаком. Катоды свинцовые.
Удаление окалины в расплавленных щелочах. Процесс
электролитического травления стальных деталей с окали­
ной в расплавленных щелочных составах обеспечивает
возможность
получения
чистой
поверхности
без
каких­
либо следов растравливания и без изменения свойств
металла. В ванну для травления загружают куски техни­
ческого едкого натра и едкого калия, взятые в отношении
или 4: 1.
Плавление щелочей происходит при температуре 425 К,
рабочая температура в ванне должна составлять 650 +
+50 К. Корпус ванны изготовляют из листовой стали; его
3: 1
снабжают электронагревателями, теплоизоляционной ру­
башкой, бортовой вентиляцией и подключают в качестве
электрода к источнику постоянного тока напряжением
6 В.
Детали, смонтированные на подвеску, вначале выдер­
живают над поверхностью расплава в течение 5-10 мин
для прогрева и удаления с их поверхности влаги. Процесс
электролитического травления ведут при плотности тока
5-10 А/дм 2 , чередуя катоДную и анодную обработку через
81
Таблица
47.
Составы растворов и режИIIfЫ д;ля активации
Номер раствора
Состав и режим
1
3
2
1
1
5
4
1
1
6
1
1
1
8
9
1
1
Состав, г/л:
кислота
»
серная
соляJая
калий цианистый
уротропин
Продолжительность, с
-
50-100
25-50
-
-
30-50
-
-
40-50
-
-
-
-
-
-
15-60
10-15
3-5
-
25-50
-
-
-
-
-
-
15-45
15-60
50-100
5-10
50-100
30-80
5-15
50-100
-
5-15 30-60
300-350
30-60
каждые
5 мни. Общая продолжительность процесса 15-
'зо мин. Процесс очистки заканчивается катодной обработ­
кой, после чего выключают постоянный ток и выгружают
штангу с подвесками, выдерживая ее над ванной в течение
3~ с для стекания избытка щелочи. Затем детали дву­
кратно погружают в воду на 3--::5 с.
Пuи
быстром выполнении этои операции поверхность
детаЛей остается светлой и сухой. Шлам, накапливающийся
на поддоне, установленном выше дна ванны на
должен
периодически
Активация
имя
(декаnJ!рование).
производится
100-150 мм,
удаляться.
Операция
непосредственно
перед
декапирова­
погружением
деталей в гальваническую ванну с целью удаления тон­
чайших окисных пленок, которые образуются на поверх­
ности
металла
в
результате даже
кратковременного
хра­
нения.
В табл. 47 приведены составы растворов, применяемых
в гальванотехнике для этой цели.
Растворы .J\12 1-3 применяют перед нанесением различ­
ных покрытий на детали, изготовденные из углеродистой
стали и медных сплавов, а также для медных и никелевых
покрытий; раствор .J\12 4 - для стальных термообработан­
ных деталей, пружив и тонкостенных деталей; раствор
N2 5 - для цинковых сплавов, а раствор .J\12 6 - для
цинковых и кадмиевых покрытий после обезводорожива­
ния перед нанесением хроматных пленок (пассивИрова­
ние);
раствор
N!! 7
-для деталей
из медных сплавов,
а также покрытий медью, латунью, серебром перед нанесе­
нием покрытий серебром и золотом в цианистых электро­
литах; раствор .J\Ig 8 -перед палладированием или роди­
рованием серебряных покрытий; раствор .J\12 9 - перед
палладированием или родированием никелевых ПОiфытий.
После активации следует промывка в проточной холод­
ной воде и загрузка в гальваническую ванну. Температура
растворов активации 290-300 К, продолжительность
процесса 5-15 с.
18.
ПРОМЬПЮЧI-IЫЕ
ОПЕРАЦИИ
Промывочные операции имеют боль­
шое значение для качества покрытий и влияют на эконоJVш­
ческие показатели
производства.
Назначение промывок - удаление с поверхности дета­
лей растворов и продуктов реакций, Образовавшихея от
83
предыдущих операций,
не вносить
примеси
G тем
других
чтобы в последующую ванну
веществ.
Плохая nромывка приводит к образованию раэличшях
дефектов покрытий, а слишком обильная промывка влечет
за собой повышенный расход воды, потребление которой
с каждым годом все более ограничивается.
Для промывочных операций применяют водопроводную
(питьевую) воду, требования к которой определяются
гост 2874-73.
Для промьшки деталей перед загрузкой в ваинвr,
ком-поненты которшх по технологичеGким условиям раотво­
ряются в деминерализованной или дистиллированной
воде, применяют деминерализованную воду. Определение
ее
качества
производится
по
:щачению
электрическогь
сопротивле1:1ия, которое должно быть не менее
Деминерализованную воду
улавливания
и
ванн
алюминиевых
сплавах.
50 мкОм/см.
применяют также для
уплотнения
анодной
ванй
пленки
на
Промывка в холодной водопроводной воде може.r осу­
ществляться
в
прямоточных
или
противоточных
ваннах
каскадной промывi<И (см. рис. 15).
Расход воды в ваннах каскадной пршvшвки значительно
1\Iеньше, однако он зависит не только от способов про­
мыяки, но и от предельно допустимой конuентрации компо­
нентов растворов в ваннах промывки, а также от масшта­
бов промывки и конфигурации деталей.
Для определення часового patJxoдa воды в одиночной
ванне промывки пользуются формулой (по ГОСТ 9 ..047 -75)
QP = ч .;;-кl) F ,
где QP - часовой расход воды, л/ч:; q - удельный вынос
раствора из ванны поверхностью деталей, л/м 2 ;
F промываемая поверхность, м 2/ч;
К0 - критерий окон­
чательной
промывки;
. n-
количество
ступеней
про-
1\'IЫВКИ.
Удельный вынос раствора из ванны зависит от конфи­
гурации изделий и приведен в гл. 15 справочника. Для
расчетов расхода воды можно пользоваться ориентировоч­
ными данными, приведеиными в табл.
48.
Критерий оконЧательной промывки К0
которая
показывает,
во
концентрацию основного
сколько
раз
-
это величина,
-слеJ'.Ует
снизить
компонента или раствора, выно-
Таблица
48.
Значенне удельного выноса растворов
Удельный
вЬiнос растворов, л/м 2
Вид обрабоТIШ
На подвесюtх с выдержкой над ванной для стеi<ания
0,2
раствора не менее б с
В колоколах и барабанах с выдерююй над ванноii
не менее 15 с
0,4
В корзинах и сетках с выдержкой над ванной не ме-
0,5
нее 15 с
На подвесках и в барабанах в особо агрессивных
0,7
растворах; время стекания не регламентируется (наnример, травление меди в смеси азотной и серной кИслот)
поверхностью
еимого
допустимых
в
ванне
ко_
где С0
зщtчений,
до
деталей,
предельно
промывки:
Со
'
~
Lп
концентрация основного компонента в электро­
-
лите, применяемом для операции, после которой следует
промывка, г/л (за основной компонент принимают тот,
для
которого
шИм); Сп
-
получается
промывки
критерий
наиболь­
предельно допустимая концентрация основ­
ного компонента в воде после промывки в ней деталей,
Значение Сп определяется по табл.
r/.rz.
49.
Таблица 49. Зиа>Jения nреде.'!Ьно доnустимых
rюицентраций основноrо комnонента в ванне промышш
Предельно допу-
НаименоВание кшнпонеита
или иона электролита (раствора)
Наименование
или
операции
стим:ал
электролита (раствора),
перед
которыми
дитсн
пронзво-
ко11цен-
трация основного
характеристика
комnонента
в
воде после опер ации
промывка
nро:мывки.
г/.о
Щелочной
Общая щелочность
пересчете на NaOH
в
Анодирование
ни я
Красители (для окрашивания
ОКС)
no
шифру АН.
и
его
алюми-
сnлавов
Iv\ежоперашюнная промьшка,
1
1
1
0,8
0,05
1
0,005
сушка
- 85
Продолже1ше табл.
Предельно допу-1
Наименование операции
Нзимеиоваиие компонента
или характерпстика
или иона электролита (рас-
электролита (раствора),
твора)
перед-которыми
произво-
49
стимая I\.оиuен-
трация
основного
компонента в
воде после операцин
дится промывка
промывкн,
r/л
Кислый
0,1
1
Щелочной
Кислота
на
в
0,05
1
пересчете
H2S04
Цианистый
0,01
1
Наполнен~е и пропитка
СN~бщ•
Zn2 +,
Sn2 +,
покрытии,
сушi<а
t
Sп 4 +,
0,01
0,01
Межоперационная про-
Cr 6+ , РЬ 2+
мывка, суШI<а
Cd2+, CNS::..
0,015
Никелирование
0,002
Cu2 +, Cu+
1
Сушка
Меднение
Ni2+
Хромирование,
0,01
1
0,02
1
Сушка
Fe2+
1
Соли драгоuенных ме·
таллов
сушi<а
1
в
пересчете
0,01
0,15
1
Сушка
0,001
на
металл
Если перед промывкой устанавливают ванны- улав­
ливатель элеirтролита, то значение К0 уменьшают умноже­
ннем на коэффициенты: 0,4- при одной ванне улавлива­
ния; 0,15- при двух ваннах улавливания; 0,06- при
трех
86
ваннах
улавливания.
глава
ЦИНКОВАННЕ
5.
И КАДМИРОВАНИЕ
19.
ЦИНКОВАННЕ
Цинк относится ь: весьма активным
металлам,
легко
растворами.
В
реагирующим
с
кислыми
и
щелочными
паре с железом цинк является
анодом,
поэтому в результате коррозионных процессов, происходя­
щих на поверхности оцинкованных деталей, растворяется
цинк, а не основной металл, который не корродирует до
тех пор, пока сохраняется цинковое покрытие. Ср{'дняя
скорость
разрушения цинкового покрытия в промытлен­
ных районах составляет около
по мере накопления
цинка
скорость
на
1,0-1 ,5
мкм в год, причем
поверхности продуктов
растворения
цинкового
коррозии
ПОiфытия
умень­
шается И пленка из продуктов коррозии толщиной до
20 мкм
служит своего рода дополнительной защитой. Хорошие
защитные свойства цинка и его низкая стоимость по
сравнению с другими цветными металлами обусловливают
широкое
распространение
составляет
более
60%
от
цинкового
всех
покрытия,
видов
которое
гальванических
покрьпий.
Толщина цинковых покрытий в зависимости от условий
эксплуатации
устанавливается
отраслевой
технической документацией. В табл.
50
нормативно­
представлены дан­
ные по цинковым покрытиям для стальных деталей.
Цинковые покрытия достаточно эластичны и хорошо
выдерживают развальцовку. изгибы, вытяжку. Свеже­
осажденный цинк хорошо паяется с применением бескис­
лотных флюсов; для пайки цинковых покрытий со сроком
хранения более 10-15 дней необхоДимы активные флюсы.
Для циюшвания используются различного типа элект­
ролиты
-
кислые,
цианистые,
аммиакатные,
цинкатные,
пирофосфатные. Во всех электролитах цинк двухвалентен,
и,
следовательно,
равен
0,339
его
электрохимический
ЭIШИвалент
мг/Кл.
Скорость осаждения цинка в зависимости от катодной
плотности тока и выхода по току представлена в табл. 51.
При расчете данных табл.
равной
7,1
51 плотность цинка припята
г/см 3 , что соответствует плотности металлурги-
87
Taблutja
Даиные по цинковым покрытням
50.
ДЛЯ СТR.11ЬНЫХ деталеЙ
Толщина
Группа
условий
Обдасть применении
Обозначение
покрытия,
эксп.~уатации
lll.i{М:
!
л
л
крепленые
Резьбовью
Ц3
3-6
де'iали с шагом до
Детали
Ц6
6-9
0,4
прибороn,
мм
стан-
IIOB
1
с, ж
Ц9.хр
9-12
с
0,8
с
ша-
мм
Защита от IЮррозии различньт деталей
Цl5.~р
Ц24.хр
Ц36.хр
15-18
24-30
36-42
с. ж
ж. ож
Резьбовые детали
гам более
1. ГрушiЬJ условий эксплуатации пр!iняты
14007=68: Л- легкие, С-~ среди11е, )R- жесткие, 0)!(2. Индеко «хр» в обозначении nокрытия означае'l', что
Пр и меч а н и я•
по ГОСТ
очень жес'l'кие.
nокрытие nассивировано в
хроматиЬiх
растnорах для увеличения кор•
розиониоfr стойкости.
Taблutja
51. Сt~оростъ осаждения цишщ, мкм/•1
Выход по току,
i(атбдная
%
плотиость
А};~&
1
2
3
4
5
б
7
8
9
IO
88
70
75
1
12,0
24,Q
36,0
48,0
60,0
72,0
84,0
96,0
108,0
120,0
12,9
25.~
38,7
51,6
64,5
77,4
90,3
103,2
ll6,1
129,0
1
1
1
1
13,8
27,6
41,3
55,2
69,0
82,6.
96,1
110,4
123,9
138,0
90
85
80
14,6
29,2
43,8
56,4
73,0
87,8
102,3
112,8
131,5
146,0
15,5
31,0
46,5
62,0
77,5
93,0
108,0
124,0
139,5
155,0
95
16,4
32,6
4~2
6 ,6
82,0
98,1
114,8
131,2
147,6
164,0
1
100
17,2
34,4
5Ц>
68,8
86,0
103,2
120,4
137,6
154,8
172.0
ческого цинка; плотность электролитического цинка в за­
висимости от его структуры может несколько отличаться
от этого значения, поэтому в врактике наблюдаются слу~
чаи оазличия между расчетной толщиной покрытия и
толщiшой, иЗмеренной оптическими методами.
Цинкованне в кислых &J!ектролитах. В кислых элек­
наго
Zn2+
в виде про~тоrо
цинw находится
тролитах
иона
и
+ 2е-> Zn°.
Выход
no
на
его
разряд
току близок к
катоде
100%.
гидратирован­
происходит
схеме
по
Анодный процесс проте­
кает без затруднений, и вследствие химического растворе­
ния цинковых анодов анодный выход по току больше
100%.
Катодная поляризация весьма незначительна, поэтому
рассеивающая способность кислых элеi{Тролитов низкая,
и они рекомендуются для покрытия деталей простой формы
(болты, листы, проволока и т. п.).
В кислых электролнтах получаются пскрытия с очень
малой степепью наводороживания стальных деталей,
поэтому
тонкостенные
термически
обработанные детали
(пружины, пружинные шайбы) следует цинковать в кис­
лых
электролитах.
Составы электролитов и режимы цинкования приве­
дены в табл. 52.
Таблица
52.
Составы 1шсльш ЗJJектролитов
п режииы
цш-пювашш
Номер электроm;та
Состав н режпм
1
i
2
Состав, г/л:
сернокислый цинк
))
натрий
))
алюминий
алюмокалиевые юзаеды
декстрин
блескообразователь У2
))
ДЦУ
I1оказатель рН
Температура, .1(
Плотность тока, А/дм~:
без перемешивания
с nеремешнванием
Катодный выход по TOI<y,
%
250-300
80-100
200-300
50-100
30-50
-
8-10
--
3,5-4,5
290-300
50-60
!-2
1,5-2,0
1,0
3,0-4,0
290-300
1-2
3-6
2,0-2,5
3,0-4,5
95-98
1
95-98
89
В приборестроении получил применение фторборатвый
электролит, который обладает более высокой рассеиваю­
щей способностью, позволяет получать ПОiфытия с более
тщшой структурой и особенно эффективен при цинкевании
деталей из хромистых сталей. Фторборатвый электролит,
кроме
того,
допускает
возможность
более высоких плотностях тока (до
осаждать
15
цинк
при
А/дм 2).
Состав электролита, r/л
Борфтористоводородный цинк
250-300
25-30
10-15
4,0-5,0
1,5-2,0
.
.
Борная кислота • . . . • • •
Тио~'lочевина
. . . • . . . .
аммоний
»
Поnерхностно-активиая добавка
Показатель рН электролита 3,0-4,5, катодная плот­
ность тока при комнатной температуре 3-5 А/дм 2 , при
температуре 310-315 К- до 10 А/дм 2 •
Приготовление электролитов. :Каждый из компонентов
взвешивают
в
количестве,
соответствующем
составу
и
объему ванны, растворяют в отдельных емкостях в горя­
чей воде, после чего все растворы декантируют нли фильт­
руют в рабочую ванну, которую затем доливают водой до
уровня. Для приготовления электролитов можно исполь­
зовать питьевую воду, однако лучше применять деионизи­
рованную воду или конденсат паровых котлов.
Блескаобразующие добавки вводят в последнюю оче­
редь. Перед введением блескообразователей рекоменду­
ется электролит проработать током в течение
8-15
ч,
завешИвая на катод железные листы при катодной плот­
ности тока 0,5-0,8 А/дм 2 •
Борфтористоводородный цинк обычно приготовляют
непосредственно в цехе из окиси цинка и борфтористо­
водородной кислоты. Для этого в борфтористоводородную
кислоту добавляют при помешивании окись цинка. Расчет
необходимого колнчества материалов ведут, учитывая
реакцию
Аналогичным
образом
приготовлю-от
борфтористово­
дородный аммоний.
Основные неполадки при цинкавании в ЮIСЛЫХ элек­
тролитах и·способы их устранения представлены в табл.
90
53.
Таблица
nри
Характер
53.
Основные неnолаюш
цинковании
неполадок
1
в
I<ислых электролитах
Образование
I<pyn-
1
Защелачнвание
электролита:
нокристаллических
покрытий и наростов
шенная
на острых кромi<ах
nлотность
и
углах деталей
Способ устранения
Причина неполадок
1
по вы-
катодная
нижеиное
тока;
по-
содержа-
1. Подкислить электралит серной кислотойдорН = 3,5+4,5.
2. Снизить плотность
тока.
3.
ние солей цинка
Откорректировать
электролит по цинку
Шероховатость покрытия
Накопление в элеiстралите
механнче-
Отфильтровать
эле1пролит
ских nримесей
Образование пятнистых покрытий
Накопление в электралите солей железа
Добавить переiшсь
водорода (до 0,5 мл/л)
в нагретый до
электролит
н
340
К
после
подщелачивания содой
отфильтровать (рН =
= 5,2+6,0)
Темный
покрытия
плотностлх
оттенок
при
всех
тока
Наличие примесей
органических
в е-
I. Проработать электралит, подкисленный
до рН = 2+ 3, током.
2. Добавить пере-
ществ
кись водорода и про-
работать тоiюм
Образование
эырей»
в
«пу-
покрытни
(отслаивание)
Чрезмерное наво-1
при
ности.
подготовительоперациях;
нижеиная
по-
кислот-
-
н ость
Образование
пр еДлительное
бывание электролита
без тока; защелачи-
ков в электролите
Изменить спосо-
бы подготовки поверх-
ных
хлопьевидных сгуст-
I.
дороживание металла
2. Подкислитьэлектралит
Подiшслить
тралит серной
той
элеккисло-
ванне электролита
91
Продолжение табл. 53
Характер неполадок
Причина неполадш<
1
Образование
ных
тем-
полосчатых
крытий,
по-
вопрово-
Ждаемое ПИТТИНГОМ
Сnособ устранения
1
Наличие в элеi<тралите солей элеi<-
Проработать nодIшсленный ДО рН=
тропаложительных
= 2+ 3 электролит то-
мвталлов (медь, олово). Попадание в
электролит nрнмееей
ком
органнчески:!!i веществ
(клей, растворители)
или азотной кислоты
Ослабление блеска
в электролитах бле-
Недостаток блескаабразовател ей
стящего цинкования
блескаДобавить
образаватели из рас-
чета
1/3
от нормы
Цинкованне в цианистых электролитах. В цианистых
электролитах цинк находитея в виде комплекеного аниона
Zn (CN)l-t и осаждение цинка на катоде происходит по
€хеме
Zn (CN):-
+ 2е __, Zn + 4CN-.
Помимо разряда цинка на катоде происходит разряд
водородных ионов, вследствие чего выход по току падает
до
80-50%.
Например, для электролита
N2 1 из
табл.
54
Rатодный выход по току изменяется следующим образом:
Катодная плотность тока, А/дм 2
Выход по току, %
• • . . . .
1,0
90
2,0
87
3,0
80
4,0
75
5,0
55
Цианистые электролиты благодаря значительной каrrодной поляризации, падению выхода по току с ростом
плотности тока и хорошей электропроводности обладают
высокой рассеивающей способностью и применяются для
покрытия сложнопрофилированных деталей.
Составы _наиболее употребительных электролитов (по
ГОСТ 9.047-75) приведены в табл. 51.
~лектролит N2 1 - универсального типа, электролит
J\!'g 2 служит для nолучения блестящих осадков циш<а,
электролит
ных ванн.
{12
J\!'2 3
используетея для колокольных и барабан­
54.
Таблица
Составы элеi<тролИ1'0В и режимы цинкования
в цианистых эJJ..ei<TPOJIИTax
Номер sлеJ<·rролита
Состав
н режим
1
2
3
1
1
·-
Состав, г/л:
1
окись uинка
натри.й цианистый обЩИИ
1
1
20-30
20-45
50-120
8-IO
18-20
50-70
0,5-5,0
0,5-l,O
50-100
0,5-5,0
60-80
l0-18
1
натр едкий
натрий сернистый
глицерин
блесrюобр азующая
добавка БЦУ
Температура, К
Плотность тоr<а, А/дмз:
без nеремешивания
с перемешиванием
-
-
-
-
6-10
290-315
295-305
290-300
0,5-2,0
2-5
l-3
3-5
0,5-2,5
2-5
-
Для удаления поглощенного при цинкавании водорода
nроизводят прогрев детаJiей при температуре 375 К
в течение 2-2,5 ч.
Приготое/lеtше в/leкmpollumoв. Все компоненты в коли­
чествах,
соответствующих
средним
рецептурным данным,
необходимо растворить в следующем порядке. Отдельно
в минима.1ьном количестве воды
растворить
цианистый
натрий и едкий натр. Окись цинка развести в небольтом
количестве воды до пастообразного состояния и постепенно
при
тщательном
перемешивании
цианчетого натрия.
добавить
ее в раствор
После растворения основной массы
окиси цинка добавить раствор едкого натра, все тщательно
перемешать. Полученный раствор после отстаивания де­
кантировать в рабочую ванну, добавить в него водный
раствор сернистого натрия и глицерина и долить водой до
заданного объема.
Блескаобразующая добавиа вводит~я
.в
электролит после его проработки током до получения
светлых осадков цинка. Электролит следует корректи­
ровать не реже двух раз в месяц по данным химического
аналиЗа на содержание окиси цинка, цианистого натрия и
едкого натра. Глицерин и сернистый натрий добавляют,
исходя из внешнего вида покрытия; обычно при двухсмен­
ной работе ванны через
натрий из расчета
2-3 дня
0,1-0,3 г/л. В
добавляют сернистый
процессе работы из-за
93
Таблиt1а
55.
Основные неnоладки nри цинковании
в
Харак·rеристика
1'
непо.ладон:
Темный
крьrтия;
цвет
цианистых электролитах
Причина пепол.адоJ<
Способ устранения
1
Ввести
Наличие в электралите солей тяже·
лых металлов (Cu
по-
покрытие
плохо осветляется в
>
>
HN03
0,1 г/л,
0,05 г/л)
Sn
>
>
в
электро-
Na2S ;:}--4 г/л;
лит
электрообработать
лит цинковой пылью
(2-5 г/л) и прорабо-
тать током при плот-
ности
0,2
Малая
Избыток uианидов
Сiюрость
осаждения цинка; интенсивное
ление на
на
дов;
на-
ванне;
СТЬIЙ
nассивирование
анодов
шения
их
uиани-
увели-
чить анодную поверх-
вс.11едствие
значительного умень-
кон цен-
трации цинка
Плохо
Добавить
натрий;
Недостаток цианн-
на
плен-
nовышенное
снижение
окись
uинка
газовыде-
Образование
белой
пряжение
Добавить
в электролите
0,1-
катоде
анодах
ки;
тока
А/ЩА2
н ость
поверхно-
сти
'
ются цинком углуб-
ция цианидов; нагрев
Добавить
цианистьrй натрий; снизить
лени я
электролита
температуру электро-
Мала
покрьmа-
Iюнuентра-
лита
Полосчатость
Загрязнение элек-
по-
крытия и неоднород-
тролита органически-
ный
ми
оттенок;
кость
хруп-
веществами
покрытия
Ввести
аi<ТИВИро-.
ванный
уголь
(!-
2 г/л), отфильтровать
через 2-3 ч н npopaботать током
Кристаллизация
солей на
Накопление
карбольше
бонатон
стенках
100 г/л
ванны
Ввести гидрат окисн бария или кальuия
из расчета 1,5 г на 1 г
карбонатов н отфильтровать электролит
1
94
ПродолжеNие табл.
Характеристика
1
Отслаивание
по-
крытия
1
Некачественн ая
деталей
Шероховатость по-
Улучшить
подго-
подготовка
товку поверхности; из-
перед покрытием; на-
менить
личие дефектов в ме-
изготовления деталей
тал л е
виде
в
танных
пленок
ЛИНЫ
Т. П.
И
частиn
nыли
и
т.
ока-
шлама,
п.;
технологию
зака-
Наличие взвешенных
.крытия
Сnособ устранения
Причипа неnоладоi<
неполадоl{
55
чрез-
Отфильтровать
электролит;
плотность
СИИЗИТЪ
тока
мерно высокая плотность тока
Ухудшение блеска
покрьrrия
в
ваннах
Недостатоi<
блескообразователя; пе-
блестящего цинкова-
регрев
ни я
выше
электролита
310
К
Добавить
блескаобразователь;снизить
температуру ЭЛ€Ктролита
попадания в электролит вредных примесей, а также
изменения состава электролита наблюдаются неполадки,
приведеиные в табл. 55.
Цинкованне в аммиакатных электролитах. В аммиакат­
ных электролитах,
применяемых взамен цианистых, цинк
находится в виде комплексных катионов [Zп(NН 3)п(Н 20)т]2+
при рН среды более 5.
При рН менее 5 аммиачный комплекс распадается
и цинк
образует простые
акваионы.
Аммиакатные
электролиты обладают хорошей рассеивающей способ­
ностью и пригодны для цинкования сложнорельефных
деталей.
Необходимо иметь в виду, что в элех<тролитах этого
типа содержится в больших количествах анион Cl-,
поэтому в технологических процессах следует предусмат­
ривать очень хорошую промывку деталей после цинкова­
ния, так как остатки неотмытого иона Cl- могут вызвать
коррозию цинкового ПОКJ:)ытия при эксплуатации. Со­
ставы
табл.
рекомендуемых
электролитов
представлены
в
56.
95
Таблица
Составы электролитов и режи~J'ы
56.
в
цишювания
аммиюштных электролитах
Номер элеJ<тропита
Состав и режим
1
1
Состав, r/л:
ОКИСЬ
уротропин
уксуснокисдый
м опий
ам-
препарат ОС-20
диспергатор НФ, м:iJ/л
;
20-220
20-25
80-100
Температура, К
А/дм 2
N2 1
деталей
-
7,5-8,2
2-3
3,5-4,5
290-300
290-300
290-300
*
Электролит
-
17-35
50
5
4,8-5,5
До 7
1
Добавки Ликонда поставлшотся в готовом
Ли·rбытхим, г. Вильнюс.
рельефных
40-45
200-250 ..
25-40
-
4-5
6-8
-
-
40-120
120-230
-
блескаобразующие
добавки, мл/л:
Ликонда "Zn SRA
Ликонда Zп SRB
Покаватель рН
I<атодная nлотность тока,
3
1
-
35-45
ЦННI{а
цинк хлористый
хлористый аммоний
2
1
виде
·З-5
предпrиятпем
предназначен для покрытия сложно­
и
рекомендован
ГОСТ
9.047-75;
электролит N2 2 - для получения блестящих ПОI<рытий;
электролит .N'2 3 - для использования при ПОiфытии
в колоколах и барабанах, так как аноды не пассивируются
даже при большой плотности тока, что имеет место при
малой анодной поверхности в указанных ваннах.
Приготовлещzе электролитов. К концентрированному
раствору хлористого
аммония,
нагретого до температуры
К, следует добавить при непрерывном перемеши­
в:з.нии окись цинка до полного ее растворения.- Получен­
325-355
ный раствор комплексной соли цинка фильтруют в рабо­
чую ванну, куда вводят остальные компоненты в соответ­
ствии с расчетом. Приготовленный электролит прорабаты­
Бают током при плотности тока
0,5
А/щ,'1. 2 до получения
качественных осадков цинка, после чего вводят блеска­
образсватели (для ванн блестящего цинкования). Непо­
ладки, встречающиесн в работе при цинкавании в аммиа­
катных эдектролитах, представлены в табл.
96
57.
Таблица
57.
Основные неполад".tи при цинковании
в ам&Шаi<атных элехтро.rштах
Харю<·rернстнка
1
Покрытие
темное,
иногда губчатое; раствор
Способ устранения
Причина неполадок
неполадок
прозрачен
1
Наличие в электролите примесей меди
более
0,2 г/л,
железа
более 9 г/л; низкое
содержание ОС-20
На
сти
цинковую
пыль
с последующей фильтрацией;
добавить
ОС-20
«nодгар»
Осадки цинка шероховатые,
на
внутрен-
них поверхностях поI<рытия
Завышена
деталей
краях
образуется
плот-
Снизить
плотность
ность тока; слишком
тока;подогретьэлек-
низкая
тралит
температура
Недостаток в элек"
тралите аммонийных
солей
Добавить хлористый аммоний
нет
Светлый
ватый
Проработать электралит током или вве-
Наличие взвешен-
шерохо-
осадок
цинка
ных
Отфильтровать
электролит
частиц
в виде крупчатых насос ов
Образование осадбелого цвета на
ка
Кристаллизация
избыточных солей
стенках ванны и ан о-
цинка вследствие ох-
д ах
лаждения
Подогреть
элек-
тралит
электро-
лита
Выпадение на дно
ванны
солей
осадка
Снижение рН электролита
ЦИI!Ка
Подщелочить эле ктралит добавлением
аммиака
Образование nиттин-,
га в покрытии
Недостаток в элек-,
Добавить ОС-20
тралите смачивателя
(ОС-20)
Ухудшение
каче-
ства покрытий с образованием
более темных
Нагрев электроли-
та выше
320
К
Охладить электр олит
осадков
Обильное
погруженным б.ар.аба-
Уменьшить
загрузку или подобрать
nодходящий nенога·
н ом
ситель
разаванне
4
в
пенообванне
с
Большая загрузка
деталей
Ямпольский А. м. н др.
97
Цинкованне в цинкатных электролитах. В цинкатных
электролитах цинк находится Б виде комплексного аниона
Zno~-. образующегося nри растворении гидрата окиси
цинка Б избытке едкого натра:
Хорошая рассеивающая способность обусловливается
высокой электропроводностью электролитов, значитель­
ной катодной поляризацией при разряде цинка, а также
падением
выхода
по
току
с
ростом
плотности
тока.
Составы электролитов и режимы цинкования приведены
в табл.
58.
Таблица
58.
цишювания
Составы электролитов и режимы
в
цинi<атных электролитах
Номер электролита
Состав и режим
2
1
1
3
1
Состав, r/л:
окись
50-60
200-220
цинка
едкий натр
полИэтиленnолиамин
-
10-12
90-120
1,0
0,1
0,1
0,02
7
0,15-0,25
330-345
1,5-2,0
290-300
1-2,5
290-300
1,5
85-90
75-80
81-83
тисмочевина
желатина
ванадат аммония
блескообраэователь
БЦУ, мл/л
станн ат калия
Температура, К
Катодная плотность тока,
А/дм 2
Выход по току, %
-
5
150
5
-
-
-
Электролит N!:! 1 рекомендуетGя для деталей несложных
и для покрытия в барабанах; электролит N2 2 - для
nолучения блеGтящих покрытий; электролит N2 3 - для
t:ложнорельефных деталей.
Электролит
N2 2
имеет
довольно
сложный
соетав,
трудно поддающийtш анализу, поэтому его корректировка
производится ежедневно введени~м корректирующего рас-
!:/8
твора в количестве
электричества
и
в
1
мл после прохождения
составе,
3600
Кл
л:
Полиэтиленполиамин (10%-ный)
Тиомочевина (2% -ная) . • • •
Добавка БЦУ (50%-ная)
Ванадат аммония (1% -ный)
1
1
1
0,5
Приготовление электролитов. Едкий натр растворяют
в 1/1 О объема ванны, в которой готовятся растворы; к нему
осторожно при непрерывном перемешивании добавляют
рассчитанное
количество
окиси
цинка
до
полного
ее
растворения. Затем доливают воду до 3/4 объема ванны и
полученный раствор цинката натрия с избытком едкого
натра фильтруют в рабочую ванну. Все добавочные
компоненты
растворяют
отдельными
порциями
в
не.
большом количестве воды и вводят в рабочую ванну.
- Ванадат аммония растворяют перед введением в рвбо­
чую ванну
в отдельной
порции
раствора
цинката нат­
рия.
Пирофосфатные
электролиты.
В
пирафосфатных
электролитах цинк находится в виде комплексного аниона
{Zn
(Р 2 07)
6
] -.
Электролиты совершенно безвредны, устой­
чивы в работе и по рассеивающей способности прибли­
жаются к цианистым электролитам. Однако вследствие
плохой растворимости пирафосфатов цинка концентрация
цинка невысока, и его осаждение происходит при неболь­
тих плотностях тока, несмотря на подогрев электролита.
ГОСТ 9.047-75 рекомендует пирафосфатный электро­
лит следующего состава, г/л:
Цинк сернокислый
. • • . • • • • • • о о
Натрий nирофосфорнокислый
• • • • • •
Аммоний фосфорнокислый двухзамс;:щенный
Декстрин
••••••••••••••••
•
50-60
180-200
16-20
3-5
Температура электролита 325--330 К; катодная плот­
ность тока до 3 А/дм 2 ; рН
8,0-о-8,3.
Цинкованне в прочих электролитах. Известен ряд
=
электролитов, в которых цинк находится в виде органиче­
ских комплексных солей: этилендиаминовый, триэтано.тш.
минавый и др.; однако сложность обезвреживания амино­
соединений в сточных водах ограничивает их широкое
nрименение. Из электролптов, содержащих органический
комплексообразователь, рекомендуется аммиакатно-су ль-
4*
99
фасалициловый электролит, который нетоксичен и обла­
дает хорошей рассеивающей способностью.
Состав электролита, r/ .л
80
Окись цинка • • • • • . • •
Сулыфосалициловая кислота
Бифторид аммония
Бутиндиол
••••••••
165
100
1
•••••••••
1
Желатина
Показатель рН доводится до значений
водного раствора
8-8,5 введением
аммиака.
Электролит используется при комнатной температуре;
катодная плотность тока до 6 А/дм 2 при перемешива­
нии.
Пассивирование цинковых покрытий. Для усиления
защитных свойств цинкового покрытия применяется опе­
рация пассивирования путем обработки цинкованных
деталей в растворах хромовой кислоты или ее солей. При
этой обработке происходит частичное растворение цинка
с
образованием
трех2алентного
пленки
хрома,
хроматов
цинка
придающих
и
пленке
соединений
характерные
цвета побежалости радужных оттенков. Толщина пленки
до 0,5 мкм. Хроматвые пленки не допускают нагрева их
до температуры выше 335 К, так как при этом происходит
дегидратация,
вследствие
чего
снижаются
защитные
и
механические свойства пленок. Операции пассивирования
(хроматирования) обычно предшествует операция осветле­
ния,
которая
выполняется
в
растворе
азотной
кислоты
концентрацией 10-30 г/л. Температура раствора - ком­
натная, время выдержки 5-15 с.
При обработке в автоматических линиях концентрация
азотной кислоты снижается до 4-7 г/л, а продолжитель­
ность обрабf>тки увеличивается до
1
мин. В случае, когда
азотная кисло'Иt введена в состав раствора для хроматиро­
вания,
операция осветления совмещается с
нием. В табл.
59
хроматирова­
приведены составы растворов и режимы
хроматирования цинковых покрытий.
Раствор
подвесках в
.N2 2
.N2 1
применяется при обработке деталей на
ваннах с
предназначается
ручным обслуживанием.
для
радужного
Раствор
пассивирования
nолублестящих и блестящих покрытий и рек()мендуется
для обработки деталей в барабанах, переносимых авто.
100
59.
Таблица
Составы растворов и режимы
пассивирования (хроматирования) цинковых покрытий
Номер раствора
Состав и режим
l
2
Состав, г/л:
100150
бихромат натрии
пассивирующая
смесь
Ли-
конда-1
серная
70-80
8-12 1,53
кислота
азотная
-
>>
сернокислый натрий
Температура, К
Продолжительность, с
3
1
1
- 290- 290-
5
4
1
1
15-25 25-35 200220
-
-
-
8-10
15-30 4-7
100-
llO
10-20 10-15 4-6
290- 290- 290300
300
300
300
300
5-20 20_..:_40 15-60 30-60 10-30
операторами, так как время переноса деталей до промыв­
ной ванны, не критично.
Пассивирующая смесь Ликонда-1 приобретается в виде
готового продукта; в ее состав входят,
Бихромат натрия
Борная кислота
%:
60,8
13,9
3,9
13,6
7,8
. .
Серншшслый натрий •
Сернокислый магний
Азотнокислый натрий
Расход смеси Ликонда-1 - 1 кг на 65 м 2 обрабатывае­
мой поверхности. Смена раствора - 1 раз в месяц.
Раствор N!! 3 предназначен для деталей, подвергаемых
обезводороживанию после пассивирования; раствор N2 4 для одновременного пассивирования и осветления (в рас­
творе можно обрабатывать детали на подвесках и в бара­
банах); рRствор N!! 5 -для получения светлой пассивной
пленки. Детали после обработки в растворе
N!! 5
промы­
ваются проточной холодной водой и затем осветляются
,погружением на 1-2 мин в раствор тринатрийфосфата
при комнатной температуре.
Характерные неполадки
ставлены в табл. 60.
при
пассивировании
nред­
101
Таблица
60.
Непопадки при пассивировании
Характеристика
неполадок
1
Сnособ устранения
Причина неnоладок
1
Добавить
Увеличение рН рас-
Образование
коричиевой легко стирающейся пленки
твора;
передержка
деталей в растворе
серную
кислоту до задаиного
рН; сократить время
выдержки
Пятнистые плешш
на
внутренних
Разбавление
по-
свежий
раствор в коицентри·
верхностях деталей
рованном виде
Неравномерность
оттенка
Добавить
рас-
твора
Недостаточное пок~чивание деталей
пленок
Усилить
ванне
покачи-
подвесок с де-
талями
Пленка
синевато-
1 Недостаток бихро- 1 Добавить бихромат
-
го цвета
Наличие участков,
непокрытых пленкой
матов
калия
Некачествеиная
промывка перед пас·
Улучшить
про·
мывку
сивированием
20.
КАДМИРОВАНИЕ
Химиче~кие свой~тва кадмия ана­
логичны- <Шойствам цинка, однако он более устойчив
в киGлых, нейтральных и щелочных растворах. В паре
G железом кадмий также является анодом, и поэтому
кадмий относится к категории защитных покрытий, осо­
бенно в условиях воздействия хлоридов и сульфатов
(морсзкая атмосфера). На поверхности кадмия в атмосфер­
ных УGJювиях образуются продукты его коррозии в виде
пленки толщиной
5-1 О
мкм, которая, как и в случае
цинкового покрытия, нескольк!? тормозит коррозионный
процесе. Проведеиные исследования коррозионной устой­
чивости кадмиевых покрытий в различных районах пока­
зали, что они менее устойчивее цинковых (за исключением
морской
атмосферы).
Кадмий
быстро
разрушается при
контакте о изделиями, содержащими олифу, топливные и
смазочные материалы, а также с пластмассовыми деталями.
При выборе покрытия следует учитывать также высокую
102
Таблица
Группа
Данвые для кадмиевых покрытий
61.
Толщина
условий
покры-
эксплуата-
Обозначение
Область nрименемня
Кд6.хр
Пружины при толщине или
диаметре до 1 мм. Крепленые
тия, мкм
цни
л. с
6-9
детали-
с
ж.ож
Кд15.-хр
15-18
24-30
Детали nриборов
1
1
1
Кд24.хр
Детали приборов, эксплуатирующихся
ского
ож
30-36
Кд30.хр
в условиях
мор-
тумана
Детали, постоянно находя-
щиесЯ во влажной атмосфере,
насыщенной морскими испареН ИЯМИ
стоимость кадмия и большую токсичность продуктов его
коррозии.
В табл.
61
представлены наиболее употреби­
тельные толщины покрытия кадмием для стальных деталей.
Защитные свойства кадмиевого покрытия значительно
повышаются дополнительной обработкой в хроматных
растворах (пассивированием) или фосфатированием.
Калмированне осуществляют в кислых, цианистых и
аммиакатных электролитах. Во всех электролитах кадмий
находится в двухвалентной форме, скорость его осаждения
может быть определена по данным табл. 62.
Кадмирование в кислых электролитах.
В
кислых
электролитах кадмий находится в виде простого катиона
Cd 2+,
электролиты обладают низкой рассеивающей спо­
собностью, и их применение обычно ограничивается дета­
лями несложной формы. В табл.
распространенные
кислые
63
представлены наиболее
электролиты
кадмирования.
Электролит .N'!! 1 применяется главным образом для
покрытия мелких деталей в колокольных и барабанных
ваннах. Электролит .N'!! 2 характеризуется высокой· рас­
сеивающей способностью, приближающейся к рассеиваю­
щей способности цианистых элеи:тролитов. Применяется
103
Таблица
Скорость осаждения кадмия, мкм/ч
62.
Плот·
Выход по току,
Н ОСТЬ
тока.
А/дм•
75
0,5
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
10,0
9,1
18,2
36,4
54,6
72,8
91,0
109,2
127,4
145,6
182
80
1
85
1
9,7
19,4
38,8
58,3
77,6
97,0
ll6,6
136,0
155,2
194
%
90
1
1
1
100
12,1
24,2
48,4
72,6
96,8
121
145,2
169,4
197,6
242
11,5
23,1
46,2
69,3
92,4
115
138,6
161,7
184,8
231
10,9
21,8
43,6
65,4
87,2
109
130,8
152,6
174,4
218
10,3
20,6
41,2
51,8
82,5
103
124,0
144,6
165,0
206
95
для покрытия сложнопрофилированных деталей, а также
деталей, для которых нежелательно наводороживание.
Электролит
добавку ДЦУ,
содержащий блескаобразующую
применяется для получения блестящих
.N'!! 3,
Таблица
Составы кислых электролитов
63.
и режимы
кадмирования
Номер электролита
Состав и режим
1
1
2
1
3
Состав, г/л:
сернокислый кадмий
борфтористоводород·
ный кадмий
сернокислый аммоний
))
алюминий
борфтористоводород·
иая
кислота
уратроп ин
диспергатор НФ·А,мл/л
вещество
ОП-10
или
ОС-20
закрепитель ДЦУ
клей столярный
или
желатина
Показатель рН
Температура, К
Плотность тока, А/дМВыход цо току,
!04
%
2
60-65
40-60
32-64
30-35 240-260
25-30
50-100
-
-
-0,5-0,7
15-20
50-100
0,7-1,2
--
3,5-5,5 4,Q-6,0
290-300 290-300
0,5-1,0 0,8-1,2
100
90
-
10
290-300
4-5
90-95
1
4
-
140-160
35-40
-
1-2
-
290-300
3-8
96-98
nокрытий на деталях nростой формы. Электролит М
4
nозволяет
и
интенсифицировать
процесс
кадмирования
получать более равномерные покрытия вследствие хоро­
шей рассеивающей способности.
Приготовление сульфатных и борфтористоводородных
электролитов
производится
методикам приrотовления
по
методикам,
аналогичным
кислых электролитов
цинкова­
ния.
Встречающиеся неполадки при эксплуатации кислых
электролитов кадмирования связаны обычно с уменьше­
нием или увеличением кислотности. Так, при снижении
кислотности (увеличение рН) покрытие в углублениях
темнеет, при поиижении рН осадки кадмия становятся
крупнозернистыми. Примеси электроположительных ме­
таллов (медь, олово, никель, сурьма и др.) вызывают
образование губчатых темных покрытий; для устранения
этого дефекта необходимо электролит проработать током
nри плотности тока
D 11
=
(0,3-;-0,5)
А/дм 2 •
l(адмирование в цианистых электролитах. В циани­
стых электролитах кадмий находится в виде анионов
Cd (СN)З и Cd (CN)~-. Цианистые электролиты кадмиро­
вания, как и цинкования, обладают хорошей рассеиваю­
щей способностью, стабильны в работе и менее чувстви­
тельны
к
загрязнениям.
Составы цианистых электролитов и режимы электро­
лиза по ГОСТ 9.047-75 приведеныв табл. 64.
Электролит .N2 1 применяется для деталей сложной
конфигурации, понрытие матовое; электролит .N'!! 2 - для
деталей типа пружни и для деталей с цементированными
поверхностями; электролит .N'!! 3 - для получения блестя­
щих покрытий деталей сложной конфигурации.
В электролиты .N2 1 и 3 для снижения наводороживания
добавляют 0,4-0, 7 г/л Метатитаната калия в пересчете
на металлический титан, при этом электролит не должен
содержать ионы натрия (только
Приготовление электролитов.
порциях воды цианистый натрий,
натрий и сернокислый никель.
в небольтом количестве воды до
ионы калия).
Растворить в отдельных
едкий натр, сернокислый
Окись кадмия развести
кашицеобразного состоя­
ния и ввести в раствор цианистого
его до
полного
растворы
растворения
сернокислого
натрия
натрия,
окиси
и
перемешивая
кадмия.
Добавить
сернокислого
никеля.
· Полученный раствор тщательно перемешать и после отстаи105
Таблица
64.
Сосrавы цианистых электролитов
кадмирования
и режимы электролиза
Номер электролита
Состав и режим
2
1
Состав*, r/л:
кадмия окись
натрий цианистый об·
щий
натр едкий
никель сернокислый
натрий сернокислый
блескообразователь
25-40
40-60
20-30
1,0-1,5
40-60
5-15
40-90
-20
290-300
0,5-2,0
290-300
0,8-1,2
290-300
До 3
125-150
-
-
Плотность тока, А/дм 2
20-30
25-40
80-130
БК-2
Температура, к
3
1
1
* В состав электролитов входят поверхностно-активные веще•.
ства (ПАВ), в качестве которых применяют один нз следующих про•
дуктов; сульфировапное касторовое масло (8-10 г/л), концентрат сульфатно-сnиртовой барды (8-12 г/л); сульфатный щелок (8- 10 г/л),
моющее средство «Прогресс»
(2,5..., 3,0 мл/л), ализариновое масло
(5-10 г/л).
вания декантировать в рабочую ванну, затем добавить
в него водный раствор ПАВ и долить до рабочего уровня.
Основные неполадки, встречающиеся при цианистом
кадмировании, представлен~ в табл.
Таблица
65.
65.
Неполадки цианистых электролитов
кадмирования
Характер
1
Увеличение
центрации
Отслаивание
крытия
зырей»
в
КОН·
кадмия
виде
Способ
Причина неnоладок
неполадоi<
1
Большая поверхность
ПО•
1.
«ПУ·
дов.
анодов
Избыток циаии-
Уменьшить анодную
1.
2.
Подогреть элек-
тролит.
Плохая
подго-
товка поверхности.
Попадание в
электролит
ний хрома
соедин е-
3. Улучшить каче·
ство обезжиривания и
травления.
4.
Обработать элек·
тролит сульфидом натри я
106
Добавить окись
кадмия.
2. Низкая темпера-
4.
1
устранения
поверхность
тура.
3.
1
Продолжение табл.
Сnособ устранения
Причина неnоладок
Характер неnоладок
1
1
Наличие в электро-
Блестящие полосы
на
покрытии;
хруп-
лите
Темный
органических
через
элек-
активи-
рованный уголь
Примеси солей
1.
пятни-
Фильтровать
тралит
примесей
кость покрытия
65
Примеси свинца
l.
стый осадок на като-
олова, сурьмы, свин-
удаляются
де
ца.
ной обработкой. При-
при
одновремен-
2.
ном почернении ано-
Недостаток циа-
меси олова и сурьмы-
обработкой
нидов
дов
сульфид-
электро-
лита цинковой пылью
с последующей прора-
боткой током при Dк =
= 0,3 Аlдм2.
2.
Добавить циа-
ниды
Покрытие
ховатое
и
Наличие
1.
шеро-
«подгоре-
шенных
2.
лое»
ВЗВе-
частиц.
Высокая плот-
ность тока
Повышенное rазо-
l.
выделение на катоде
Низкое
жание
2.
1.
Отфильтровать
электролит.
2. Снизить плотность
тока
содер-
1.
Добавить
окись
кадмия
кадмия.
Избыток циани-
2.
То же
до в
Пассивирование
анодов;
Недостаток циани-
электролит
Добавить пианиды
дов
мутный
Прочие электролиты кадмирования. Для замены ток­
сичных цианистьiх электролитов получили распростране­
ние аммиакатные электролиты, составы и режимы которых
приведены в табл.
66.
Пассивирование кадмиевых покрытий.
ния коррозионной устойчивости
Для
повыше­
кадмиевого покрытия и
улучшс:ния его декоративных качеств применяется допол­
нительная химическая обработка кадмия в хроматных
растворах, в результате которой на металле образуются
пассивные
пленки,
аналогичные
пассивным
пленкам,
получаемым на цинковых покрытиях. Операции пассиви­
рования
предшествует
операция
осветления,
которая
107
Таблица
66.
Составы аммиакатиых элекrролитов
кадмирования
и
режимы
электролиза
Номер электролита
Состав и режим
1
2
1
Состав, г/л:
-
окись кадмия
30-40
200-250
хлорис<rый аммоний
1-2
сульфа'll аммония
30-40
хлорисФый натрий
борная кислота
столярный клей
2
5,0-5,8
0,5-1,5
5,5-6,0
295-315
0,8-2,0
96-98
trиомочевина
Показатель рН
Температура элекr~олиwа, к
Плотность rока, А »~"'
Выход по troкy,
250-300
20-30
40-50
хлорис<rый кадмий
%
290-300
0,7-1,0
90-95
1
погружением
производится
кадмированных
деталей
на
с в 1-3%-ный раствор азотной кислоты или 2%-ный
раствор перекием водорода в 0,5%-ном растворе серной
2-5
кислоты. Можно применить также раствор состава, г/л:
хромовый ангидрид- 150-160; серная кислота- 8-10.
Температура раствора комнатная.
Составы и режимы растворов, применяемые для nасси­
вирования кадмия, nредставлены в табл. 67.
Таблица
61.
Составы растворов и режимы
пассивирования
кадмиевого покрытия
Номер раствора
_Состав и режим
1
Сос'!'ав, г/л:
бихромат натрия*
серная кислmа
азотная кислота
сернокислый на'llрий l
Температура pactrвopa, К
Продолжительносtrь пас-
100-150
8-10
-
-
290-300
5-30
1
2
1
3
15-25
25-35
14-28
10-20
290-300
15-60
4-7
9-15
290-300
30-60
-
-
сивирования, с
* Бихромат на<rрия в PI!C'I'ВOpax N2 1 и 2 может быть замеиен
такое же количес<rво хромового ангидрида.
108
иа
Раствор N!! 1 nрименяется для деталей на подвесках
при ручном переносе из ванн; раствор N!! 2 - для деталей,
подвергаемых обезводороживанию при температуре 450-
470
К в течение 2 ч (цвет пассивной пленки при этом изме­
няется до темно-коричневого, защитные свойства пленки
несколько ухудшаются); раствор
при обработке
N!! 3 -
в барабанах, а также и на подвесках в автоматических
линиях.
Удаление дефектных покрытий.
удаляется
химическим
растворением
Цинковое
его
в
покрытие
растворе
еле.
дующего состава, г/л: кислота соляная- 50-100; ката­
пни КИ-1- 3-5. Катапии КИ-1 вводится с целью умень­
шения воздействия кислоты на металл основы. Темпера­
тура
раствора
Кадмиевое
сплавов
с
комнатная.
покрытие
удаляется
концентрацией
в
с
деталей
растворе
450-550
г/л.
из стали
и
медных
азотнокислого
аммония
Температура
раствора
комнатная.
Глава
6.
ОЛОВЯНИРОВАНИЕ
И
СВИНЦЕВАНИЕ
21.
ОЛОВЯНИРОВАНИЕ
(ЛУЖЕНИЕ)
Оловянные покрытия пластичны, вы­
держивают развальцовку, штамповку. Снежеосажденное
олово легко паяется при применении спирто-канифольных
флюсов. При продолжительном хранении (2-3 недели)
способность к пайке резко ухудшается.
O.'IOBO относится к весьма стойким металлам по отно·
шению к влажному воздуху; разбавленные растворы сер­
ной, соляной и азотной кислот взаимодействуют с оловом
очень медленно. Крепкие растворы щелочей растворяют
олово только при
нагревании.
По отношению к железу олово, имея стандартный по­
:тенциал -0,14 В, относится к катодным покрытиям и за­
щищает его от коррозии при отсутствии пор. Для деталей
109
113 меди и ее сплавов олово служит защитным анодным по­
.нрытием. Продукты коррозии олова безвредны для чело­
веческого
дуктов,
и
организма
поэтому
олово
влияют
не
широ:ко
на вкус
пищевых
применяется
про~
для защиты
При низких температурах
ъонсервной тары, посуды.
(ниже 260 К) олово с:клонно к переходу в серую модифика­
L.ию и рассыпает~я в порошок. При длительном хранении
эле:ктролитически
луженых
деталей
отмечаются
случаи
образования тонких игольчатых наростов («усов»), кото­
рые вызыввют замыкание электрических цепей.
Подслой никелевого покрытия, оплавление оловян­
ного покрытия, а также легирование олова небольшими ,цо­
б.авками висмута, кобальта и других металлов удлиняют
период хранения деталей до пайки и снижают вероят­
ность образования игольчатых наростов. Толщина слоя
олова в зависимости от назначения покрытия регламенn1-
руется данными табл.
68.
ТабЛица 68. Даиные дли оловянного покрытия
Толщина
nокрытия,
Область применсиня
Обозначение
мкм
Защита стальных деталей 0'/J коррозии
Лепестки, наконечники, выводы, дета-
21-24
3-6
021
03
06
ли, 3апрессованные в пластмассу, и дру-
3-6
9-12
9-12
12-15
12-18
03
rие детали
6-9
И3 меди и ее сплавов
Н309
09
012
012
Ващита при а3отировании
Ващита при гуммяровании
ГерметИ3ация реgьбовых соединений
Электролиты для
оловянирования
применяют двух
Sn2+,
Бидов: кислые, содержащие олово в виде катиона
1ши щелочные, в которых олово находится в четырехва­
Jiентной форме вида аниона Sno~-.
Скорость осаждения олова в зависимости от плотности
'Тока представлена в табл. 69.
Оловянирование в кислых электролитах.
В
кислых
эдектролитах олово восстанавливается на катоде по схеме
Sn2+
но
+ 2е- Sn.
Таблица
Скорость осажденИя олова, мкм/ч
69.
Выход по току,
%
Плотность
тока. А/дм 2
65
9,8
1
70
1
10,6
0,5
4,9 5,3
1,0
9,8 10,5
19,6
2,0
2,5
3,0
3,5
39,2
19,6
49,0
24,5
54,2
29,6
69,0
34,5
21,0
42,4
21,2
53,0
26,5
63,6
31,8
74,2
37,1
П р и м е ч а и и е.
В
75
1
11,4
5,7
22,6
11,3
45,4
22,7
57,0
28,5
68
34
79,4
39,7
80
1
12,0
85
1
12,8
90
13,7
1
95
1
14,4
-
15
6;0 6,4 "6,8 7;-2 '7;5
24,0
12,0
48,2
24.2
60
25,6
12,8
51,4
25,7
64
27,7
13,8
54,4
27,2
68
30 32 34
72,4
36,2
84,4
42,2
77,2
38,6
90
45
81,3
40,6
95
47,5
29,2
30
14,6 15
57,5
60
23,8 30
75
72
36 37,5
85,9 90,5
42,9 47
100,3 105
50,1 ---gз
числителе nриведены значения для
лых электролитов, в знаменателе
100
для
кнс-
щелочных.
Наибольшее распространение получили сульфатные,
хлоридные и борфтористоводородные электролиты.
JJ:ые электролиты обладают достаточно хорошей
Кис­
рассеи­
вающей способностью и стабильны в эксплуатации. Со­
ставы электролитов и режимы приведены в табл.
70.
Во всех кислых электролитах обязательным компонен­
том является какое-либо поверхностно-активное вещество,
без которого олово выделяется на катоде в виде дендрит­
ных кристаллов. Для подавления гидролиза солей олова
в состав электролитов
ствах
вводятся
в значительных
количе­
кислоты.
Электролит ,N'g 1 рекомендуется применять для дета­
лей простой и средней конфигурации при покрытии на
nодвесках и в барабанах; электролит J\19 2 - для более
сложных деталей, так как он обладает повышенной рассеи­
вающей способностью; электролит .N2 3 - для покрытия
сложнорельефных деталей, так как он обеспечивает воз­
можность значительной интенсификации процесса оло­
вянирования.
111
Таблица
70.
Составы и режимы для кислых
электролитов оловянирования
Номер электролита
Состав и режим
2
1
1
Состав, г/ л:
-
двухлористое
)}
»
борфторис<rово-
дородное
»
соляная
-
30-70
-
))
фтористоводо-
--
родная
ОС-20
2-4
2-5
кисло11а борная
натрий фтористый
npenapa11
30-50
50-100
серная
кислота
-
25-50
олово сернокислое
мар-
ки в
290-300
желатина
к.l!ей е<rолярный
Темnература, К
Плотиость :rока, А/дм 2
1-2
Плотность :rока nри пере-
4-5
мешивании, А/ дм2
1
1-2
-
290-300
0,5-1,0
2-3
3
180-200
45-60
25-30
3-5
290-300
4-5
10-12
Для получения белой жести в установках с непрерыв­
ным
движением
ленты
применяют
электролит
состава.
г/л: хлористое олово- 75; фтористый натрий- 35-40;
фтористый аммоний - 35; хлористый натрий - 20-22;
соляная кислота- 12-15; дисульфонафталин- 1; ро­
данистый аммоний - 0,25. Электролиз ведут при темпера­
2
'l·уре 300-315 К и катодной плотности тока до 45 А/дм •
Приготовление электролитов. Соль олова растворить
в воде, подкисленной соответствующей кислотой во избе­
жание гидролиза с выпадением осадков основных солей
олова. После отстаивания раствор влить в рабочую ванну,
нуда вводятся остальные компоненты электролита. Фто­
ристый натрий (в галогенидных электролитах) раство­
рить т·акже в подкисленном соляной кислотой электро­
лите.
Нерастворившийся
фтористый
натрий
вводится
также в рабочую ванну и присутствует в ней в виде сту­
денистого осадка на дне ванны, выполняя роль буфера
r
д.'IЯ ПОДДерЖаНИЯ ПОСТОЯННОЙ КОНцентрацИИ ИОНОI!
в электролите. Основные неполадки при работе с кислыми
электролитами представлены в табл.
jl2
71.
Таблица
71.
Основные неполадки при оловянировании
в
кислых электролитах
Характеристика
1
1
Наличие примесей
Покрытие темное,
плохая
Сnособ устранения
Прнч_нна неnоладок
неnоладок
меди
паяемость
или
мышьяка
в электролите
снежеосажденного
покрытия
1. Проработать током при Dк = 0,2->-
->-0,5 А/дм2.
2. Ввести
ный
Губчатое
тие,
по
Недостаток в элек-
покры-
тролите
краям дета-
поверхност-
лей образуются ден-
но-активных добавок
др и ты
(клей, ОС-20)
Покрытие
Высокая
1.
рыхлое
с ((Загаром» на углах
плот-
Пониженное со-
держание олова.
Попадание в
3.
электролит иона
Шероховатость покрытия
No;
Загрязнение электролита
Почернение аиодов,
,
газавыделение
Добавить клей или
продукт ОС-20 в ко-
личестве
1,0-1,5 г/л
1. Снизить плотность
тока.
ность тока.
2.
оловян-
порошок
2.
Добавить
солей
олова.
3. Проработать электролит
при
высоких
Dк
Отфильтровать электролит
Примеси свинца в
Сменить аноды
электролите
на поверхности ан оДОВ
Помутнение электролита и образоваиие
осадка
на
Недостаток кислоты
в
Добавить кислоты
электролите
дне
ванны
Неоднородный от-
. тенок
покрытия
на
Расслоение
тролита
элек-
Перемешать
элек-
тролит
деталях с одной подвески
IIЗ
Лужение в щелочных электролитах. В щелочных элек­
тролитах
олово
находится
в
четырехвалентной
форме
в виде аниона Sndз-. Осаждение олова на катоде nроис­
no
ходит
схеме
sno~-
+ ЗН20 + 4е- Sn +Бон-.
Щелочные электролиты обладают очень хорошей рас­
сеивающей способностью и позволяют получать весьма
равномерные покрытия на сложнорельефных деталях
даже
в том
случае,
когда
они
покрываются
в корзиноч­
ных приспособлениях (навалом).
В щелочной среде олово в двухвалентной форме может
находиться в виде аниона Sno~- (станнита). Станпиты со­
вершенно
тия,
и
вепригодны для осаждения
даже
незначительные
оловянного
количества
rю:кры­
двухвалентного
олова в станнатнам электролите приводят к образованию
губчатых осадков. Это обстоятельство следует учитывать
пря
анализе
неполадок
и
определении режимов анодного
растворения. Составы электролитов и режимы оловяни­
рования приведены в табл. 72.
Таблица 72. Составы и режимы. для щелочных
(станнатных) электролитов оловяниров~ия
Номер
электрОJiнта
'
Состав и режим
1
2
1:
Состав, г/л:
оловяннокислый натрий
»
калий
едкий натр
едкое
кали
Плотность тока, А/ дм2
%
Электролит ~2
оловянирования;
1
-
10-15
-
15-20
335-355
0,5-2,0
70-80
уксуснокислый натрий
Температура, К
·
Выход по току,
50-100
20-25
-
150-165
365
6-10
90
наиболее распространен в практике
стабилен в работе; для о.:кисления не­
больших количеств двухвалентного олова, образующегося
в электролите, необходимо вводить в него
1-2
мл/ л пере­
киси водорода один раз в смену при непрерывной работе
ванны. Электролит ~2
ll4
2
рекомендуется
применять для
тужении
где
жести,
требуется
проволоки,
высокая
лент
скорост-ь
и
других
материалов,
осаждения
покрытия,
а также доля сложнорельефных деталей.; обладает высокой
рассеивающей способностью.
В е:гаынатных этектролитах большое значение имеет
строгое поддержание режима
анодного процесса.
При низких плотностях тока (до
оловшшых
2нодов
происходит
с
2
А/дм 2 ) р-астворение
образованием двухва­
лентных ионов олова, а при повышенных (более
аноды
полностью
I<ращается.
пассивируются
и
их
4 А/дм
растворение
2
)
-
пре­
Растворение оловянных анодов с образова­
нием четырехвалентных ионов олова происхоДI~Т в интер­
вале
2-4
А/дм2 ; при этом поверхность анодов приобретает
желтовато-золотистый оттенок, отвечающий моменту ча­
стичной nассивности.
Для прив~дения всех анодов ванны в состояние частич­
ной пассивности необходимо аноды загружать поочередно,
завешивая следующий анод после того, как на цредыдущем
образовалась Золотистая пленка.
Приготовление электролитов.
способом
приготовления
1.
является
Наиболее
простым
растворение
непо­
средственно в рабочей ванне станнат.а натрия в виде го­
'IОвого
продукта
Na2Sn03 • ЗН~О.
При
этом
получается
электролит, не содержащий ионов хлора, что характерно
для других методов nриготовления. Ион хлора не оказы­
вает какого-либо влияния на процесс эл,ектролиза, но -его
nрисутствие в
стенок
электролите вызывает
коррозию стальных
ванны.
2. Для приготовления электролита из четыреххлори­
стого олова SпCI 4 • 3Н 2 0 или SnCl 4 - 5Н 2 0 рассчитанное ко­
личество
этой
соли
растворяется
в
небольшом
объеме
торячей воды и также в небольшом объеме растворяется
едкий
натр.
Оба раствора сливаются при интенсивном
nеремешивании; образующийся при этом в небольшом ко­
личестве ос~до·к метаоловянной кислоты удаляется декан­
'тированием. Полученный раствор станпата натрия вво­
дится в рабочую ванну, куда-добавляются остальные ком­
nоненты. Безводное хлорное олово, представляющее со­
бой интенсивно дымящуюся жидкость, для приготовления
электролятов
применять нельзя.
приготовления электролита из хлористого
олова SnC1 2 · 2Н 2 0 необходимо в горячий раствор хлори­
стого олова ввести раствор едкого натра из расчета 34 г
3.
Для
115
едкого натра на 40 г хлористого олова. Затем полученный
станпит натрия вводят в рабочую ванну и добавлением
перекием
водорода
отдельными
порциями
при
одновре­
менной проработке электролита током с частично запас­
сивираванными
оловянными
анодами
окисляют
двухва­
лентное олово в четырехвалентное. Проработку током и
добавление перекием водорода производят до тех пор,
Пока на катоде не прекратится осаясдение олова в виде
губчатого riокрытия. Неполадки, встречающиеся при ще­
Jючном оловянировании, представлены в табл. 73.
Таблица
73.
Неполадки при щелочном
оловя пиравании
Характеристика
неnоладок
Причина неnоладок
светлые
(бесавет-
Сnособ устрапении
Наличие в элек-
l. Добавить в элек·
тролите двухвалент-
тралит перекись во-
н ого олова более
дорода.
l.
Темное губчатое и
рыхлое покрытие; аиодь1
1
1
l г/л
иые)
2.
Низкая
Повышенная
3.
плотность
Образование черной
пленки
на
Высокая
3.
анодная
Подогреть элек-
тролит.
ную
тока
Снизить катодплотность
Снизить
плотность
плотность тока
анодах
2.
темпе-
ратура электролита.
тока
анодную
тока
ДО
4-5 A/JJМ2
1
Плохая
смачивае-
мость приnоем покрытия
после
непосредственно
его
Бурное
Наличие
элек~олите
0,1
меди
г л
Избыток щелочи
лениена катоде; малая
или недостаток солей
скорость
олова
осаждения
тралит
током
плотности
0,5
нанесения
газовыде-
Проработать элек-
в
более
при
тока
А/дм2
Добавить соли олова
олова
Помутнение
тролита;
элек-
выпадение
осадка, на анодах белый иалет
116
Недостаток щелочи
Добавить
едкий
натр или едкое кали
П ирофосфатный электролит. В пирафосфатных элек­
тролитах
олово
[Sn(P20 7) 2 ] 6- ,
находится
в
виде
комплексного
аниона
что обусловливает хорошую рассеивающую
способность электролитов и возможность замены щелоч­
ных электролитов,
где скорость осаждения
вдвое ниже и
условия работы на ваннах более сложные. Наиболее ста­
бильным в работе является электролит состава, г/л: олово
(в расчете на металл)- 70; пирафосфат калия- 500600; солянокислый гидразин- 8-12; поверхностно-ак­
тивные вещества - 3-4; желатина (гидролизованная) 2-2,5. Показатель рН = 8,0-7-8,5.
Режим электролиза: температура электролита 300-
340
К. плотность тока до
6 A/JJ)II 2 •
Выход по току
80-90%.
Рабочая плотность тока зависит от температуры и пере­
мешивания электролита: при комнатной
температуре
она сосrавляет
А/дм 2 •
3--3,5
А/дм2 ,
а
при
330-340
К- до
6
Оплавление покрытий. С целью улучшения способ­
ности оловянных покрытий к пайке, снижения пористости
покрытий и получения блестящих покрытий оловяниро­
ванные детали подвергают оплавлению. В производстве
белой жести операция оплавления особенно необходима,
так как тонкие покрытия оловом (1-2 мкм) весьма по­
ристы.
Операцию оплавления осуществляют логруженнем де­
талей на 1-2 с в касторовое масло или раствор состава,
г/л: глицерин дистиллированный-
50;
диэтиламин соля­
нокислый - 50. Оплавление производят при темпера­
туре 510-550 К. После оплавления детали встряхившот
для удаления излишков глицерина. Отмывка деталей
от теплоносителей производится в горячей проточной
воде.
Покрытие
«Кристаллит». В практике декоративных
покрытий широкое применение получил специальный вид
декоративного лужения,
называемый «Кристаллит».
внешнему виду покрытие сходно с
По
изморозью на стекле.
Подобная отделка nрименяется при изготовлении на­
стольных памп, nылесосов и различной фурнитуры. За­
щитные свойства покрытия обеспечиваются слоем олова
и лаковой nленкой. Gущность способа заключается в том,
что детали,
подвергнутые лужению,
оплавляют
в печах
и охлаждают. После охлаждения производят повторное
nужение;
nри этом nроисходит выявление границ зерен
117
первого оплавленного слоя олова, что придает поверхности
требуемый уаорчатый вид.
Технологический процесс получения покрытия «Кри·
сталлиD> состоит из нескольких операций.
1.
Гальваническое
оловянирование.
Покрытие
носят в обычных кислых электролитах толщиной
4-5
на­
мкм.
При толщине менее 5 мкм олово почти полностью
окисляется в процессе последующей термообработки,
а при толщине более 6 мкм происходит каплеобразова­
ние.
2. Термообработка. Заключается в подогреве деталей
в воздушной среде в печах при температуре 540 К и вьШiе.
Прогрев заканчивается, как только на поверхности по­
являются соломенно-желтые цвета побежалости. При ох­
лаждении
чаются
3.
при
в зависимости от условий теплоотвода полу­
кристаллы
Проявление
повторном
различных
размеров.
кристаллического
оловянировании
в
узора.
Происходит
кислом
электролите
nри катодной плотности тока 0,1-0,4 А/дм 2 в продолже­
ние 20-10 мин. После проявления кристаллического
узора его закрепляют нанесением прозрачных лаков типа
УВЛ-3, АС-82, МЧ-52.
Химическое оловянирование. Применяется для покры­
'fИЯ мелких деталей из меди и ее сплавов тонким слоем
олова (менее 1 мкм) для облегчения пайки и защиты их от
окисления в условиях межоперационного хранения .. Хи­
мическое
оловянирование
dсуществлнется
логруженнем
деталей на 25-30 мин в раствор состава, г/ л: двухлористое
олово - 10-20; тиомочевина - 80-90; соляная кислота
(d = 1,19)- 15-17 мл/л; хлористый натрий- 75-80.
Температура раствора 330 К. Детали загружаются в рас­
твор с помощью корзинок из латунной сетки. В процессе
покрытия необходимо детали встряхивать. Раствор хими­
ческого оловянирования является раствором разового дей­
ствия, 1 л раствора рассчитан на покрытие поверх­
ности в 5 дм2 ,
Химическое оловянирование стальных деталей про­
водят в насыщенном растворе сегнетовой соли, в который
введено 2-5 г/л двухлористого олова, при температуре
К. Детали загружают в оцинкованные корзины
и периодически встряхивают. Раствор также рассчитан
370-375
на разовое использование: в
1л
раствора можно покрыть
детали с суммарной nоверхностью до 5О дм~.
118
22.
СВИНЦЕВАНИЕ
Свинец- химически стойкий металл,
не растворяющийся в серной кислоте, а также в слабой
соляной. На воздухе свинец легко окисляется; едкие ще­
лочи,
азотная
кислота
и
многие
органические
кислоты
(например, уксусная) разрушают свинец.
Свинцовые покрытия применяются главным образом
для защиты изделий от воздействия сернокислых раство­
ров (например, шины сернокислых аккумуляторов) и рент­
геновских лучей.
Толщина свинцовых покрытий колеблется в пределах
50-2000
мкм. В гальванотехнике свинцевание применяют
для защиты от растворения подвесочных приспособлений
в процессе электролитического полирования, тонких про­
волочек,
служащих
дополнительными
анодами
при
хро­
мировании пресс-форм, фильер и подобных изделий.
Для свинцевания используются кислые электролиты на
основе растворимых солей свинца борфтористоводородной,
фенолеульфоновой и кремнефтористоводородной кислот
(табл.
74).
Во всех электролитах свинец находится в двух-
Таблица
74.
Составы и режимы электролитов свинцевания
Номер электролита
Состав и режим
1
Состав, г/л:
борфтористоводородный свинец
кремнефтористоводородный свинец
парафенолсу льфоновый
свинец
борфтористоводородная
кислота
борная кислота
кремнефтористоводородная
кислота
фенолеульфоновая кис-
180-200
-
2
80-150
-
-
40-45
-
1
3
140-200
-
5-6
20-35
-
-
20-40
0,5-1,0
290-300
0,5-2,5
90
0,5-1,0
290-300
1,0-1,2
95
0,5-1,0
290-300
1,5-4,0
95
лота
столярный клей
Температура, К
Плотность :rока, А/дм2
Выход по ~rоку, %
Il9
валентной форме в виде катиона РЬ2+. В плюмбитных элек·
тролитах свинец присутствует в виде аниона РЬо~-, од­
нако
практического
применении эти электролиты не
по­
лучили.
_ Электролит N!! 1 обеспечивает получение свинцовых
покрытий при более высоких плотностих тока. Адгезия
покрытий толщиной более 100 мкм неудовлетворительная,
и для ее увеличения необходимо подвергать детали песко­
струйной обдувке. Электролит N!! 2 по эксплуатационным
качествам аналогичен электролиту N!! 1, но содержит более
дешевые компоненты. Электролит N!! 3 позволяет полу­
чать более светлые осадки свинца и с лучшей адгезией
к основному металлу. Его применение, однако, вызывает
дополнительные трудности с обезвреживанием
вод, содержащих производвые фенола.
В табл.
75
сточных
представлены данные о скорости осаждения
свинца.
Таблица
75.
Скорость осаждения свинца, мкм/ч
Плот-
Выход по току,
%
н ость
тока.
А!м••
0,5
1,0
2,0
3,0
4,0
5,0
90
15,4
30,8
61,6
92,4
123,2
154,0
1
91
15,5
31,1
62,2
93,3
124,4
155,5
1
92
93
1
15,7
31,5
63,0
94,5
126,0
157,5
15,8
31,8
63,6
95,4
127,2
159,0
1
94
16,0
32,1
64,2
96,3
128,4
160,0
1
95
16,2
32,5
65,0
97,5
130,0
162,5
Приготовление электролитов. Борфтористоводородный
электролит готовится растворением борфтористоводород­
ного свинца в рабочей ванне, куда затем вводятся борфто·
ристоводородная кислота и клей, предварительно замоченный в воде для набухания.
.
При отсутствии борфтористоводородной соли свинца
ее можно приготовить, растворяя в борфтористоводород­
ной кислоте свинцовый г лет (РЬО) или свежеосажденный
углекислый свинец, который получается осаждением из
любой растворимой соли свинца действием содового рас­
твора.
Jlля приготовления кремнефтористоводородного элек·
тролита вначале в отдельной емкости получают соль
120
свtшца, растворяя глет или свежеосажденный углекислый
свинец в кремнефтористоводородной кислоте по реакции
2РЬС03
•
РЬ (ОН)2
+ ЗH2SiFo ~ ЗPbSiFв + 2СО2 + 4Н20.
Затем в рабочую ванну после отстаивания вводят после­
довательно растворы кремнефтористоводородного свинца,
борной кислоты и кремнефтористоводородной киСJюты.
Основным компонентом фенолеульфонового электро­
лита является фенолсуJIЬфоновый свинец РЬ(С6 Н 50SОз) 2 соль фенолеульфоновой кислоты, которая получается
в результате сульфирования фенола по реакции
С6Н50Н
+ H S0
4
2
Фенолеульфоновая
=
CoH50S03H
кислота,
+ Н20.
реагируя
с
свинца, образует соответствующую соль
соединениями
Pb(C6 H 50S03 ) 2 •
Встречающиеся при свинцевании неполадки представ­
лены в табл.
76.
Таблица
76.
Характер неnоладок
Неполадки при свинцевании
Причина неnоладок
Крупнозернистая
структура покрытия
Сnособ устранения
1
1
1. Недостаток клея.
2. Повышенная
температура электро-
l. Добавить клей
2. Снизить температуру электролита.
лита.
Пониженное со-
3.
Добавить
3.
соот-
держание кислоты
ветствующую кислоту
ма из фтористого
Недостаточное количество борной кис-
ДОбавить в электролит борную кислоту
свинца
лоты
Образование шла-
Плохое сцепление
покрытия с деталями
Наводорожива-
1.
чесхюе
готовке поверхности.
скоструйной .обдувкойо
2. Улучшить подго-
Плохая
2.
товка
Наросты на краях
деталей,
ное
значитель-
газавыделение
на катоде
Заменить хими-
1.
ние металла при под-
1.
ная
2.
ТЫ
подго-
поверхности
товку
1.
ванне.
2.
пе-
поверхности
Снизить ток на
Высокая катодплотность тока.
Избыток кисло-
травление
Добавить
окись
свинца
121
23.
СПЛАВЫ
ОЛОВА
Олово легко образует сплавы с мно­
гими металлами в различных соотношениях. Практическое
нашли
примепение
олово-свинец,
сплавы
олово-пинк,
олово-никель, олово-висмут.
Сплав олово-свинец. Покрытие оловянно-свинцовыми
сплавами
различным
с
содержанием
олова
применяется
для обеспечения пайки деталей Jrегкими припоями. В от­
личие от чистого олова сплавы олово-свинец сохраняют
способность к пайке более длительное время. Так, сплав,
содержащий
олова, будучи ошшвленным, сохраняет
60%
способность к пайке более года.
Для покрытия сплавами олово-свинец
электролиты,
в табл.
составы
используют
приведены
которых
режимы
и
77.
Таблица
77.
Составы электролитов и режимы
для сплавов
олово--свинец
Номер электроJшта
Состав
и режим
2
1
1
Состав, г/ л:
борфтористоводородный свинец (в пересчете на металл)
борфтористоводородное олово (в лересче-
те на металл)
борфтористоводородная кислота (свободна я)
К~С.;!ОТа борная •
клеи
мездровым
или
1
3
60--90
65--75
25--40
6--10
18--25
35--60
50-100
50-100
40-100
25--40
0,5--1,0
25--40
1-2
25--40
3--5
0,8--1,0
290--300
1--2
0,8--1,0
290--300
1--2
1--2
290--300
1--2
nелтон
гидрохинон
Температура, К
Плотность тока, А/дм 2
Электролит .N'!! 1 рекомендуется для покрытий сплавом,
содержащим 12% олова; электролит N2 2 - для сплава,
содержащего 25% олова; ЭJiектролит N2 3 - для сплава,
·
содержащего 60% олова.
На ряде предприятий применяют фенолеульфоновый
элеюралит состава, r/л: фенолеульфоновый свинец (в рас-
122
чете
на
металл)-
10-15; фенолеульфоновое олово
27-35; фенолеульфоновая кис­
(в расчете на металл)-
лота- 2-3.
Сплав олово-свинец, содержащий 60% олова, оса­
ждается при плотности тока 0,5-0,8 А/щл. 2 •
В
качестве анодов
следует применять
сплав,
состав
которого одинаков с составом катодного осадка. При ис­
пользовании раздельных анодов из свинца и олова реко­
мендуется подавать на них ток пропорционально составу
осаждаемого сплава.
Приготовление электролитов. Борфтористоводородная
кислота, взятая из расчета количества, необходимого для
образования солей свинца и олова, делится примерно на
две части. В одной из них в отдельной емкости растворяют
свинцовый глет или углекислый свинец, как это делается
при приготовлении электролита свинцевания. Вторая
часть кислоты используется для получения борф'Тористо­
водородного олова,
Для
получения
если
нет
готового продукта.
борфтористоводородного
олова
вна­
чале приготовляют борфтористоводородную медь, вводя
углекислую медь небольшими порциями в борфтористово­
дородную кислоту. Раствор борфтористоводородной меди
нагревают до температуры 325-330 К и вводят в него ме­
таллическое олово в виде гранул, стружки или порошка.
Для ускорения реакции олова берут на
расчетного
количества
и
раствор
1/5
часть больше
периодически
переме­
шивают. Процесс прекращают после полного обесцвечи­
вания раствора. Полноту удаления меди проверяют путем
добавления раствора железистосинеродистого калия: если
в растворе имеется медь, то образуется красно-бурый оса­
док. Следы меди удаляют путем контактного осаждения
на стальную пластинку. Для приготовления 1 л электро­
nита требуется 60 г металлического олова, 55--60 г угле­
кислой меди, 40-55 г углекислого свинца.
Основные неполадки при осаждении сплавов олово­
свинец и способы их устранения аналогичны неполадкам,
наблюдаемым при свинцевании. Специфичными для дан­
ного покрытия являются: 1) снижение содержания олова
в сплаве при нормальном составе электролита (для устра­
нения
l-2
этого дефекта
г/л клея);
2)
необходимо
ввести
дополнительно
снижение концентрации борфтористо­
водородной кислоты, которое вызывает ухудшение рассеи­
вающей способности.
123
·
Сплав олово-цинк. Этот сплав содержит от 20 'до
цинка и является анодным покрытием по отношению
к стали, легко паяется с бескислотными флюсами; приме­
няется в качестве защитного покрытия стальных деталей
с одновременным обеспечением паяемости (толщина покры­
30%
тия
12, 24, 30
и
48
мкм из условий эксnлуатации Л, С, Ж
и ОЖ соответственно). Для осаждения сплава олово­
цинк
используют
электролиты
щелочио-цианистые
или
пирофосфатные. Состав щелочио-цианистых электролитов,
г/л: олово четыреххлористое (в пересчете на безводное)65-77; окись цинка- 4-6; калий цианистый (общий)40-50; натр едкий - 5-10. Состав пирофос<fатных элек·
тролитов, г/л: олово сернокислое-
8-12;
цинк серно·
кислый- 8-12; натрия пирафосфат- 180-250; аммо·
ний азотнокислый- 1-2; клей мездровый или жела·
тина- 0,5-1,0. Показатель рН = 7,5-7-8,5. Режимы оса­
ждения
тура
покрытия:
340-345
для
щелочио-цианистого- темпера·
К; катодная плотность тока
2-3
- температура 325--340 К;
0,5-1,0 А/дм2 •
для пирафосфатного
А/дм-2 ;
катод­
ная плотность тока
В качестве
анодов применяется сплав олово-цинк
с содержанием олова 80% ; анодная плотность тока 1,01,5 А/дм 2 • Аноды в щелочио-цианистом электролите, как
и в
станнатном,
должны находиться
в
частично запасен·
вираванном состоянии.
Сплав олово-никель. Сплав содержит 60% олова и
сочетает в себе различные свойства - твердость и износо·
устойчивость, хорошие декоративные качества и способ·
ность к лайке. Многолетние наблюдения за оловянными
сплавами по возможности появления игольчатых кристал·
лов
показали,
что
на сплаве олово-никель это
явление
не отмечалось. Толщина покрытия для различных условий
эксплуатации составляет 6, 9 и 12 мкм (условия Л, С, Ж)
с подслоем меди до 18-30 мкм.
Электролит-для получения сплава олово-никель имеет
состав, г/л: двухлористое олово-
40-50;
хлористый ни­
кель- 250-300; хлористый аммоний- 100; фvrористый
аммоний- 60. Показатель рН = 3,5-7-4,5. Температура
электролита 320-335 К. Катодная плотность тока 0,5-
1,0 А/дм 2 , а анодная - 0,5 А/дм2 • В качестве анодов при·
меняется сплав, содержащий 30% никеля и 70% олова.
Можно использовать никелевые и оловянные анодыt
110 при этом потребуется раздельное регулирование тока~
124
nроходящего через
меняя
никелевые и оловянные аноды. Из­
соотношение силы тока,
проходящего через те или
'Другие аноды, можно поддерживать постоянную концен­
трацию ионов никеля
и олова в электролите
.
.
Сплав олово-висмут. С целью улучшения способ­
'Jюсти оловянных покрытий сохранять способность к лайке
на длительное время в состав покрытия включается от 0,3
до
3,8%
висмута в качестве легирующего компонента.
Применеине покрытия сплавом олово-висмут позволяет
отказаться от операции оплавления, что сокращает трудо­
емкость производства и снижает вероятность иглаобразо­
вания
на
покрытиях.
Толщина покрытия сплавом олово-висмут устанав·
пивается в зависимости от условий эксплуатации, как и
для олова. Составы электролитов и режимы осаждения
сплава представлены в табл.
Таблица
78.
78.
Составы электролитов и режимы nокрытия
Номер электролита
Состав и режим
1
1
2
Состав, г/л:
40-60
100-110
0,8-1,5
0,3-0,8
4-5
сернокислое олово
серная
кислота
сернокислый висму'l'
хлористый натрий
препарат ОС-20 (В)
формалин (40%), мл/л
блескообразователь, мл/л
Температура, К
Плотность тока, А/дм 2
-
35-45
120-140
0,8-1,5
0,3-0,5
4-5
5-10
290-300
1-2
290-300
2-4
-
5-IO
Электролит NQ 1 применяется для получения матовых
покрытий. При его использовании следует учитывать, что
на оловянных
теря
висмута
анодах
в отсутствие тока происходит по­
вследствие его
контактного
выделения
на
~лове по реакции
3Sn
+ 2ВР+ -
3Sn2+
+ 2Bi.
125
Во избежание этого аноды в электролите без тока остав­
лять
не
нужно
гу
и
следует,
а
в
перерьшах
перевешивать один
извлекать
их
из
между
из анодов на
ванны
при
загрузками
катодную штан•
длительных
переры­
вах.
Электролит
J\I'Q 2
применяется для получения блестя­
щих покрытий, которые обладают хорошими декоратив­
ными
качествами
и невосприимчивостью
к
«захватам» от
рук рабочих при сборке. Наличие в электролите блеско~
образователя исключает возможность потери висмута
вследствие его контактного
выделения.
Приготовление электролитов. Электролит J\I'Q 1 готовят
следующим образом. В воду при тщательном переметива­
нии небольши!'vш порциями вводят серную кислоту из
расчета
твор
60-80
вводят
мл/л (плотность
среднее
1,84).
рецептурное
В полученный рас­
количество
сернокис­
лого олова и хлористого натрия. В небольтом количестве
электролита растворяют сернокислый висмут и вливают
-в готовый раствор, так же поступают и с веществом ОС-20.
Приготовленный электролит нуждается в проработке то·
ком при плотности тока 0,5-1,0 А/дм 2 •
Электролит J\I'Q 2 приготовляют аналогичным образом,
вводя в последнюю очередь ОС-20, хлористый натрий,
блескообразователь и сернокислый висмут. Блескообразо­
вателем служит продукт
конденсации,
который
готовят
следу-ющим образом: 730 мл ацетона смешивают с 330 мл
25%-ного раствора аммиака и 400 мл 50%-ного раствора
едкого натра; к смеси в вытяжном шкафу добавляют по
каплям, непрерывно охлаждая и перемешивая, 400 мл
уксусного альдегида. Температура смеси не должна пре­
вышать 300 К. Ампулы с уксусным альдегидом следует
предварительно охладить в холодной воде до температуры
285-290
К. В результате реакции конденсации образуется
продукт
коричневого
цвета,
который
после оттаивания
образует верхний слой. Продукт конденсации отделяют
сифонированием или в делительной воронке, или осторож·
ным смывом. Хранить его необходимо в закрытых бутылях
темного цвета.
Формалин, вещество ОС-20 и продукт конденсации вво­
дят в электролит в количестве 2-2,5 г/л каждого после
прохождения 54 000 Кл электричества. Осиовные непо­
JJадки, встречающиеся при покрытии сплавом олово-вис­
мут, представлены в табл.
126
79.
Таблица
79.
Основные неполадки
при покрытии сплавом олово--висмут
Характер неполадок
Покрытие
шеро-
ховатое
Покрытие темное,
плохо паяется
в
Причина неполадок
Высокая
l.
плот-
низ-
тока.
2. Наличие механических примесей
электролит
Наличие nримесей
Недостаточное
l.
содержание
мута
в электролите.
висмута
2. Повышенная темПовышеиная
3.
nлотиость тока.
элек-
1. ·Добавить
соли
висмута.
2.
Снизить темпера-
.
3. tнизить
nлот-
ность тока.
Недостаток хло-
ридов
4. Добавить хлористь1й натрий
l. Плохая промывка деталей.
ство
4.
по-
Проработать
туру.
пература.
Пятнистость
Отфильтровать
2.
тралит током
кое содержание вис-
крытия
l. Снизить nлотность
ность тока.
меди
ПОI(рЫТИИ
Способ устранения
2. Недостаточное
форма-
количество
l.
2.
Улучшить качепромывки.
Добавить форма-
ЛИН
-
лина (в электролите
,Ng 2)
Несплошность
по-
крытия
Недостаточное содержание
вещества
Добавить вещество
ОС-20
(2-2,5
г/л)
ОС-20
Покрытие блестя-
ПовьШJенное
щее, темное и хруп-
держание
кое (для электроли-
конденсации
та
со-
продукта
Отфильтровать
электролит
через
ак-
тивированный уголь
,Ng 2)
127
24.
УДАЛЕНИЕ ДЕФЕКТНЫХ
ПОКРЫТИЙ
олово-висмут
с
Оловянное
покрытие
деталей из стали без
основы удаляются анодным растворением
содержащем
50-100%
едкого натра,
и покрытие
повреждения
в
электролите,
при
температуре
К и плотности тока 0,5-1,0 А/дм 2 • Катоды стальные.
Также снимается олово с использованных банок и других
335
изделий с целью его регенерации. С деталей из меди
ее сплавов оловянное
мут
растворяются
покрытие
химически
и покрытие
в
составе:
и
олово-вис­
соляная
кис­
лота (d = 1,19)- 1 л; окись сурьмы- 12 г/л; вода125 мл. Температура раствора комнатная.
В результате реакции растворения олова на поверх­
ii::Юсти деталей образуется налет контактной сурьмы, ко­
торый удаляется в 10%-ном растворе горячей щелочи.
Можно использовать соляную кислоту, разбавленную во­
дой 1 : 1, при температуре раствора кислоты 330 К. При­
меняя этот раствор, ·нужно следить за тем, чтобы поверх­
ность деталей не перетравилась. Некачественные свин­
цовые покрытия удобно удалять анодным растворением
в 10%-ном растворе едкого натра при температуре рас­
твора 330-340 -К и плотности тока 1-3 А/дм 2 • Покры­
тие сплавом
олово-свинец
можно
растворением в растворе состава:
удалить
химическим
азотная кислота
= 1,4)- 400-450 мл/л; борфтористоводородная
лота- 11,5-1,0 г/л; вещество ОС-20- 1-5 г/л.
(d
=
кис­
Рас·
творение покрытия происходит при комнатной темпера­
туре со скоростью
Г пава
7.
2-4
мкм/мин.
МЕДНЕНИЕ
r адьванически
осажденная медь име­
ет розовый цвет, но в атмосферных условиях легко реа­
гирует с влагой и углекислотой воздуха, с сернистыми
128
газами, покрьшается окислами и темнеет . .Медь интенсивно
растворяется в азотной кислоте, медJ1еннее- в хромовой,
значительно слабее-- в серной и почти не реагирует с со·
JIЯНОЙ КИСЛОТОЙ.
Благодаря своей пластичности и свойству легко поли­
роваться медь широко применяется в многоелоИных за­
щитно-декоративных покрытиях типа медь-никель-хром
в качестве промежуточной прослойки. Как самостоятель­
ное покрытие медь применяется для местнон защиты сталь­
ных деталей от цементации, азотирования, борирования
и прочих дr-~ффузионных процессов. Большое значение
толстослойные медные покрытия имеют в гальванопла­
стике дJIЯ снятия металлических копиИ с художественных
изделий, а также ДJIЯ гальванического формования мед­
ных деталей сложного профиJiя.
Существующие эJiектролиты меднения разделяются по
своему составу не щелочные и кислые. К щелочным от­
носятся цианистые, железистосинеродистые и пирофосфат­
ные электроJiиты. Основными достоинствами щелочных и,
в
частности,
цианистых
электролитов
рассеивающая способность (более
являются
60%),
высокая
мелкокристал­
Jiичность покрытий и возможность непосредственыого оса­
ждения меди на сталь.
Из кислых электролитов наиболее широко применяе­
мыми являются сернокислый и борфтористоводородныii.
Они характеризуются простотой состава, устойчивостью
в эксплуатации, но обладают низкой рассеивающей спо­
собностью ii невозможностью непосредственного медне­
ния стали вследствие выпадения контактнон меди.
25.
ЩЕЛОЧНЫЕ
ЭЛЕКТРО.ТНПЫ
МЕДИЕН ИЯ
Цианистые
язводетвенного
применеимя
электролиты.
следует
Лля
про­
рекоJ\Iендовать
про­
стой электролит, состоящий из двух компонентов, г/л:
комплексная цианистая соль - 40-50 (или в пересчете
на металJiическую медь- 18-22); цианистый натрий сво­
бодный - 10-20. Рабочая температура 290-300 К; ка­
тодная плотность тока 0,5-1 А/дм 2 ; катодный выход по
току 50-70%.
При
наличии
цианистой
двухкомпонентного
5
меди
электролита
Ямnольский А. М. и др.
составление
весьма
данного
fiесдожно
и
за-
129
ключается в постепенном введении расчетного количества
цианистой меди в концентрированный раствор цианистого
натрия или калия при подогревании до 335-345 К и
nеремешивании. После образования раствора комплекс­
ной соли меди его анализируют на содержание свободного
цианистого натрия, корректируют по мере необходимости,
nосле чего разбавляют электролит водой до рабочего
уровня ванны и nриступают к эксплуатации без какой­
либо nредварительной проработки.
Скорость осаждения меди для всех u.ианистых электро­
nитов определяется в зависимости от плотности тока и вы­
хода по току, который для различных электролитов мо­
жет колебаться в больших nределах (табл.
Таблица
80.
80).
Скорость осаждения меди иэ цианистых
электролитов, мкм/ч
Выход
Плот-
no
току,
%
и ость
тока,
А/дм•
40
0,5
1,0
2,0
3,0
4,0
5,0
5,3
10,7
21,4
32,1
42,8
53,5
50
1
6,6
13,2
·26,4
39,6
52,8
66,0
1
50
7,9
15,9
31,9
47,9
63,8
79,0
1
70
9,3
18,6
37,2
56,0
74,4
93,0
J
1
80
10,7
21,3
42,6
63,9
85,2
107,0
1
90
12,0
24,0
1 48,0
74,0
96,0
120,0
Остальные цианистые электролиты отличаются лишь
различными добавками, ускоряющими в какой-то мере
nроцесс осаждения либо улучшающими внешний вид по­
крытий. К ним относится, например, сегнетова соль (ка­
лий-натрий виннокислый), которая вводится 50-70 г/л
для растворения пассивной пленки на анодах.
ГОСТ 9.047-75 предусматривает также введение до­
бавок щелочи и повышение рабочей температуры до 325335 К с целью ускорения процесса, но эксплуатационная
длительность службы электролита при этом снижается.
Основные неполадки при меднении в цианистых элек­
тролитах приведены в табл. 81.
Нецианистые електролиты. Этот вид электролитов
nризван
заменить
токсичные
цианистые
электролиты
на
безвредные или, в крайнем случае, на менее токсичные,
iНО равноценной замены пока не предложено. К электро-
130
Таблица
81.
Основные неполадки цианистых
электролитов медпения
Характеристика
Возможная причина
нх образования
непо.цадок
водорода на деталях
Большой избыток
свободного цианисто-
и медленное осажде-
го
Сильноевыделение
ние меди или. отсутствие осаждения; ано-
натрия;
малая
· концентрация
солей
меди
Способы
устранения
Определить знализом
содержание
сво-
бодного
цианистого
натрия и добавить медных солей
ды блестящие
На отдельных уча-
Загрязнение элек-
1. Ввести в электро-
органиче-
лит активированный
древесный
уголь
стках деталей явлеНИе «ПIIТТИНГа» В фор-
тролита
ме грушевидных то-
(столярный клей, дек-
чек
стрин,
или
вертикаль-
ных блестящих полос
На анодах белый
налет;
электролит у
анодов имеет голубой
скими
nолироваль-
сированне
1. Недостаток свободнаго цианистого
ни е
натрия.
инетого натрия
Недостаточная
nлощадь
На анодах Iюричневый
или
голубой
налет
Быстрое
снижение
содержания
меди
в
солей
электролите
(0,5 г/л).
2. Примепить ревер-
ная паста)
2.
цвет
веществами
1. Д~вести ~одержасвободного
10~15 г/л.
циа-
до
2. Зачистить аноды
и добавить новые
анодов
Недостаточное количество
тока
анодов
в
Зачистить аноды
и
завесить дополнитель·
ванне
но новые
1. Отсутствие свободнаго пианнстого
жание
натрия.
цианистого натрия до
2.
Пассивирование
.анодов
1.
Довести сод ерсвободного
I0-15 г/л.
2. Добавить
анодов
или заменить новыми
Темно-красный
цвет
медного
Высокая
стость
и
слоя
пори-
шерохова-
тость медного слоя
Высокая катодная
Загрязнение электролита
ми
взвешениы-
примесями
Снизить
тока
плотность тока
или
на
Очистить
лит
плотность
катоде
электро-
фильтрованием
или декантацией
анодным шламом
5*
131
Продолжение табл.
Характеристина
Возможная nричина
неnоладок
их образования
Высокая
тролите
аноды и стенки ван-
более
ствие усиленного раз-
уровне
Выпарить электролит до половины объ-
к~бонатов
ны
на
Способы усТранения
Накопление в элек-
nори-
стость медного слоя;
элек-
100
тролита покрыты бе-
ложен и я
лым рыхлым налетом
солей
81
ема, охладить до 280285 к и декантиро-
г л вслед-
вать; осадок соды уда-
цианистых
лить
с
добавлением
железного
куnороса
литам, наиболее полно заменяющим цианистые, следует
отнести железистосинеродистый электролит, составлен­
ный на основе железистосинеродистого калия и сегнето­
вой соли.
Состав железистосинеродистого электролита, r/л
Медь (в пересчете на металл)
• • • • •
Железистосинеродистый калий • • . . •
Сегнетова соль
. • . . . . • . . . . •
Едкое кали • • • • . . . . • . . . . .
20-25
180-220
90-110!
8-10 -f'
Режим эксплуатации
Рабочая температура, К • • . • . . .
Плотность тока, А/дм 2 • • • • • • • •
Выход по току,
%
.
325-335
1,5-2
50-60
• • . • • • . . • •
Способ составления электролита заключается в при­
готовлении соли Шевреля (CuS08 • Cu2S08 · 2Н 20) путем об­
работки горячего раствора медного купороса подогре­
тым же растворvм сульфита натрия до обесцвечивания по
уравнению
3CuS04 + 3Na2S03 + ЗН2О = CuS03 • Cu2 S03
Х 2Н20 + 3Na 2 S04 +H2S04 •
Выпадает
после
чего
кирпично-красный
дают
распюру
осадок
отстояться,
х
соли Шевреля,
декантируют
его;
осадок несколько раз промывают, а затем к декантираван­
ному осадку соли приливают 50%-ный раствор железисто­
синеродистого
калия,
подщешзчивая
полученную
10% -ным раствором едкого кали до рН
=
массу
11 + 12. Едкое
количестве 30 г/л и ки­
кали вводят в указанную массу в
пятят все вместе 3,5-4 ч. Коричневый осадок, состоящий
132
из
Fe(OH) 3 , анализируют на отсутствие меди и удаляют из
ванны фильтрованием, а в раств<tр вводят сегнетову соль
как депассиватор медных анодов. После этого электролит
заливают водой до рабочего уровня и приступают к ра­
боте.
Несмотря
. электролита,
количество
iцихся
на
высокую
рассеивающую способность
широкому его применению мешает некоторое
цианистых
комплексных
солей,
во время эксплуатации электролита,
образую­
а также
вы­
сокая стоимость сегнетовой соли.
Следующим электролитом, получившим производствен­
ное
применение,
хотя
и
весьма
ограниченное,
является
пирафосфатный электролит, для которого предложено не­
сколько составов. Наиболее известный из них рекомендо­
ван ГОСТ 9.047-75.
Состав электролита, г/л
Медный купорос
. . . . . . . . • . •
Натрий пирафосфорнокислый
. . . . •
Натрий кислый фосфорнокислый . . . .
Режим эксплуатации
Рабочая температура, К • • • .
Показатель рН
...•.•••
Плотность тока, А/ дм 2 • • • • •
Выход по току, %
••••.•
Скорость осаждения меди, мкм/ч
30-50
120-180
70-100
295-305
7,5-8,9
0,3-0,4
70-80
3-4
Механическое перемешивание электролита позволяет
повысить рабочую плотность тока до 1 А/дм2 •
При составлении электролита каждый из его компонен­
тов растворяют отдельно в горячей воде и затем сливают
вместе в рабочую ванну с доведением водой до заданного
уровня. Готовый электролит имеет темно-синий цвет и
содержит комплексные ионы двухвалентной меди. Рассеи­
вающая способность его существенно ниже, чем у циани­
стых электролитов. Кроме того, при меднении стальных
деталей их следует завешивать под током во избежание
выпадения контактной меди. Для удовлетворительной ра­
боты с этим электролитом весьма важно поддерживать
значение показателя рН в заданных пределах.
26.
КИСЛЫЕ
ЭЛЕКТРОЛИТЫ
МЕДПЕНИЯ
Из кислых электролитов наиболее
общепринятым со времен Б. С. Якоби является серно­
кислый. В простейшем своем виде он состоит всего из
133
двух
компонентов,
серная
кислота-
г/л:
медный
купорос-
200-250;
50-70.
Режим осаждения
290-300
1-2
95-98
Рабочая температура, К • • • • • • •
Плотность тока, А/ дм 2 • • • • • • • •
Выход по току, %
. . . . . . . .
При перемешивании электролита сжатым воздухом или
его прокачивании с непрерывным фильтрованием катод­
ную плотность тока можно повысить до 6-8 А/дм2 , а при
вращении цилиндрических деталей- до 30-40 А/дм2 ,
что бывает несЮходимо при наращивании слоя меди боль·
шей толщины, например в гальванопластике.
С целью интенсификации процессов медпения приме­
няют борфтористоводородные электролиты.
Состав борфтористоводороДIIоrо электролита, г/л
Фторборат меди
»
35-40
9-10
15-20
15-18
• • • • . • • • • . . . • .
__
. . . . . • . . . . . • . .
(в пересчете на металл)
»
Борная кислота
Борфтористоводородная кислота (свободная)
Режим медпения
Рабочая температура, К
Показатель рН
...•
Плотность тока, А/дм
Выход по току, %
2
290-300
1
до 1{)
99-ЮО
•
Электролит перемешивают сжатым воздухом или меха·
нической мешалкой. Аноды медные. Корректировку элек­
тролита производят углекислой медью и борфтористоводо­
родной кислотой.
Для получения гладких и блестящих покрытий в сер·
нокислый электролит вводят блескообразователи. Из оте:..
чественных блескаобразующих добавш< следует рекомен·
довать для этой цели выравнивающую добавку марки
«ЛТИ», разработанную на кафедре электрохимии Ленин­
градского технологического института им. Ленсовета. Она
создает зеркальный блеск покрытия, обладая выравни­
вающим действием, а осажденная медь обладает высокой
пластичностью
и
низкими
внутренними
напряжениями.
При ее применении требуются химическая чистота компо­
нентов, входящих в состав электролита, и наличие хлори·
стого
J.34
натрия,
вводимого
в дистиллированную
воду,
на
которой составляется электролит. Широко применяется
аналогичная добавка Б-7211 («Меданит»), поставляемая
болгарской промышленностью.
Состав сернокислоi"о электро.1Jита, r/л
- Медь
сернокислая . . • . . • . • • . . . • • .
Серная кислота • • • • • • • • . • • . . . . .
Хлористый натрий, мr/л . . . . . . . . . . . . .
Выравнивающая добавка «ЛТИ» или блескообразователь Б-7211, мr/л • • • . . • . . . . . • . . . . . •
200-250
40-60
30-60
4-5
Режим эксплуатации
Рабочая темnература, К:
290-300
• •
Плотность тока, А/дм 2 :
2-3
без перемеПIИвания
3-4
• • •
с перемеiШiванием
Основные неполадки при меднении Б указанном серно­
кислом электролите приведены Б табл.
Таблица
Неполадки при меднении
82.
в сернокислом
Характеристика
Плохая noдro-
1.
товка
особенно nри полировке или термообработке
детми
2.
1.
ка.
2.
плотность
то--
Малое межэлек-
тродное
1.
ку
Улучшить очист-
поверхности дета-
лей от заrряsнений.
Увеличить тол-
2.
щину подслоя до
Змкм
Чрезмерно вы-
др и ты
и кромках деталей
к покрытию.
подслоя никеля
сокая
выступах
поверхности
Малая толщина
горелые) места и денна
Способ устранения
их образования
ванне медного сдоя,
К:раснеющие (при-
электролите
Возможная nричина
неполадок
Вздутия и отслаи-
82.
расстояние
2-
1. Снизить Dк и ввести
перемешиванне.
2.
Правильно рас-
положить
детали
на
подвесках
в
углублениях
1. Низкая концентрация серной кисло-
деталей крупнокристаллический, рых-
ты.
лый и шероховатый
слой меди
катодная
2.
Очень
низкая
плотность
1.
Добавить кисло-
ту по данным анализа.
2.
Повысить
плот-
ность тока на катоде
тока
135
Продолжение mабл.
Характеристика
Возможная.причина
неполадок
их образования
82
Сnособ устранения
1
РЫхлый и rубчатый слой меди и большое выделение водарода
медного
катоде
на
Появление
Большой избыток
серной кислоты при
низкой концентрации
Загрязнение элек-
бле-
стящих полос на поверхиости
медного
купороса
тролита
органичепримесями,
скими
п~ировальной
покрьrrия
тои
Отдельные
и
кон-
тактной меди на по-
тлом слое покрьrrия,
верхиости
хорошо заметные при
вследствие малой тол-
воде
в
Черные
стали
электро-
активированным
древесным углем
Увеличить вьщержку
деталей,
2-3
доводя
nодслоя
толщину
ДО
мкм, не менее
или медн
Загрязнение элек-
корич-
и
Очистить
лит
щины подслоя никеля
..
ан а-
лиза
т. п.
неющие пятна на све-
промывке
электролита
результатам
ПО
пас-
Выпадение
крае-
Откорректировать
состав
Поставить электро-
да с блестящими про-
тяжелых
металлов,
лит на проработку, а
большом содерпри
светами на сдое оса-
чаще всего мышьяка
жании примесей сме-
жденной меди
и
невые полосы,
иног-
Крупнокристаллическая
слоя
структура
меди;
кристал·
лизация медного ку-
тролит.а
примесяl\lи
нить электролит
сурьмы
Чрезмерно
ка я
вы со-
концентрация
медного ~пороса {более 250 r л)
Слить
тролита
часть
и
оставшийся
лит водой
элек-
разбавить
электро-
пороса на анодах и на
дне ванны
Грубая
вата я
шерохо-
поверхность
слоя медного покрытия
136
Загрязнение электралит а
скими
механиче-
примесями
Очистить электролит декантацией или
фильтрованием
27.
И
МЕДНЕНИЕ РАЗЛИЧНЫХ МЕТАЛЛОВ
СПЛАВОВ
Медпение стали 08Х18Н10Т осу·
ществляют обработкой детали сначала в электролите, со·
держащем
200
г/л хлористого никеля и
200
г/л соляной
кислоты, при комнатной температуре в течение
а
затем,
включив
ток,
руют при плотности тока
детали
5
1-2
гальванически
А/дм 2 в течение
мин,
никели·
1 мин.
После
нанесения подслоя никеля детали промывают в воде, пере·
носят в стандартный сернокислый электролит меднения
с завеской под током и меднят до требуемой толщины
слоя.
Медпение алюминия и
припятых
электролитах,
ero
сплавов производят в обще·
применяя
специальную
подго·
товку поверхности. Операции очистки поверхности, т. е.
травление и осветление, описаны в гл. 4. При наличии
цианистых медных электролитов в качестве специальной
подготовки применяют двукратную цинкатную. обработку.
Для этой цели очищенные детали погружают при покачи~
вании в цинкатный раствор состава, г/л: ZпS04 или ZnO
(в пересчете на Zn)- 25-30; сода каустическая- 120140. Режим обработки: рабочая температура 290-300 К;
выдержка 30-40 с.
После цинкатвой обработки детали промывают в хо·
ладпой проточной воде и стравливают контактный слой
цинка в 10-20%-ном растворе азотной кислоты в тече~
ни е 10-20 с. После промывки в холодной проточной воде
производят повторную цинкатную обработку в указанном
выше растворе, но с выдержкой 8-10 с и также с пока·
'-iиванием. Детали, промытые в холодной проточной воде,
завешивают в медный цианистый электролит под током и
наращивают слой меди до заданной толщины.
При отсутствии цианистых электролитов очищенные
детали завешивают в электролит, состоящий из ортофос·
форной кислоты с концентрацией
250-300
г/ л.
Анодная обработка производится при комнатной тем·
пературе и плотности тока 2-4 А/дм 2 со средней выдерж·
Iюй 10 мин. Затем детали промывают в воде и завешивают
под током в сернокислый медный электролит с общепри•
пятыми составом и режимом осаждения и наращивают за·
данную толщину слоя
меди. Для
этой же пели можно
nользоваться и борфтористоводородным электролитом.
137
Медпение титановых сплавов типа ВТ-1, ВТ-3. Медне·
ние производят по следующей схеме. Детали обезжири·
вают органическими растворителями или венской из·
вестью, после Чего промывают и производят травление
в
растворе состава,
мл/ л:
азотная
кислота
(плотность
1,4 г/смЗ)- 200; фтористоводородная кислота (40%-ная)20. Продолжительность травления 3-5 мин.
После промывки в воде производят вторичное травле·
iНИе в растворе состава: этиленгликоль - 800 мл/л; соля·
iНая кислота (плотность 1,19 г/смЗ)- 200 мл/л; фтори·
стый цинк- 100 г/л. Продолжительность травления
мин до образования равномерной
1-2
черной
пленки.
Затем детали промьшают в холодной проточной воде
и медпят в uианистом электролите с содержанием свобод·
8 + 0,2
IНого цианистого натрия в пределах
17lучения покрытий
с большой
толщиной
дуется после наращивания слоя
г/л. Для по-
слоя
рекомен·
меди в несколько микро·
метров подвергать детали отжигу при температуре 730К в течение 10-20 мин, поддерживая вакуум во время
отжига до 0,01 Па. После отжига и декапирования нара­
770
щивание меди продолжают до заданной толщины.
Для получения слоя меди, не превышающего
10-
мкм, применяют также травление сплава ВТ-1 в рас·
кислота
фтористоводородная
мл/л:
состава,
творе
(40%-ная)- 10; серная кислота (плотность 1,84 г/см3 )-
15
15;
вода
- 90.
Проuесс травления
ведут при темпера·
туре 290-305 К в течение 30-60 с.
После травления следует быстрая и усиJiенная про·
мывка в холодной проточной воде и завешивание под то·
ком в ванну с пирафосфатным электролитом. Для полу·
чения
прочного
сuепления
меди
с
титаном
следует
при·
менять вакуумный отжиг.
28.
ОСАЖДЕНИЕ
СПd1АВОВ
МЕДИ
применяются
Латунные покрытия
для защитно-декоративной отделки различных изделий,
а также имеют и спеuиальное техническое назначение, на­
nример покрытие стальных деталей, подлежащих обклейке
резиной.
Латунирование производят в электролитах, содержа­
щих комплексные соли меди и цинка и позволяющих сов­
местное осаждение этих двух металлов. Общепринятый
1~
состав
около
электролитически
меди и
60-70%
ведут лишь
осаждаемой
из цианистых
латуни
содержит
цинка. Осаждение латуни
30-40%
электролитов,
так
как до
на­
стоящего времени не разработаны в промытленных :мас­
штабах электролиты, пригодные для их замены.
Состав цианистого электролита, r/л
Комплексная медноцианистая соль
»
40-42
•
16-17
цианистая соль цинка
Цианистый натрий (свободный)
15-16
• . . . . •
Режим эксплуатации
Рабочая темnература, К • • • • • • • •
Плотность тока, А/дм2 • • • • • • • • •
Выход по току, %
••••••••••
800-305
0,1-0,3
60-70
Для процесса используют аноды из листовой латуни.
Изменение оттенков цвета латуни на отдельных дета­
лях или на различных участках одной и той же детали
nроисходит вследствие неравномерной плотности тока на
поверхности детали и зависит от неправильноrо располо­
жения деталей- в ванне по- отношению к анодам. Общее
изменение цвета латуни на отдельных партиях зависит от
изменения температуры электролита.
Пассивирование анодов с отложением на них плотной
мерастворимой корки имеет место при завышенной плот­
ности тока,
а также при
недостаточном содержании сво­
бодного цианистого натрия в электролите. Замедленное
осаждение латуни бледного оттенка, сопровождающееся
газовьщелением, при наличии чистых блестящих анодов
указывает на избыток свободного цианистого натрия, ко­
rорый устраняется добавками медных и цинковых солей.
Гальванотер.миwский способ получения латунных по­
крытий без применении цианистых электролитов заклю­
чается
в том, что стальные детали предварительно нике­
лируют с толщиной слоя в 2-3 мкм и затем меднят с тол­
щиной слоя 9--12 мкм в стандартном сернокислом элек­
тролите. Медненые детали переносят в сернокислый элек­
тролит цинкования и покрывают слоем, составляющим по
толщине
тали
50%
от слоя меди, т. е.
помещают
в
сушильный
4-6
шкаф
мкм. Покрытые де­
и
прогревают
при
К до получения требуемого оттенка.
Бронзовые покрытия получаются в процессе совмест­
620-670
ного
гальванического
осаждения
меди
и
олова,
причем
состав nолучаемЬIХ бронз, их цвет и оттенок, а также их
139
физико-химические свойства изменяются в зависимости от
проuентного содержания в них меди и олова. Практиче­
ское
применение
цвета,
имеющие
получили
покрытия
защитно-декоративное
золотисто-желтого
назначение
и
со­
держащие в своем составе от 10 до 15% олова.
В щелочио-цианистых электролитах, применяемых для
получения бронзовых покрытий, олово находится в че·
тырехвалентной форме, а медь - в одновалентной. По­
этому электрохимический эквивалент бронзы, содержа­
щей около
12%
олова, склаДывается из электрохимических
эквивалентов олова
и меди,
отношению в бронзе:
взятых
(1,107·0,12)
пропорционально их
+ (2,37·0,88) =
Плотность такой бронзы составляет около
2,2.
8,6
г/cNf!.
При меньшем содержании олова в осажденном покрытии
его цвет приобретает красноватый оттенок, а при увели·
чении содержания олова сверх
20%
покрытие приобретает
белый uвет.
Для осаждения бронзовых покрьrrий зо.тiотисто-жел·
тоrо uвета, содержащих 10-15% олова, используют сле·
дующий электролит.
Состав электролита, r/л
Станнат натрия • • • • • • • •
~едноцианистая соль . . • . . •
Цианистый натрий (свободный) •
Сода каустическая . . . • • . .
33-35
70-75
•
12-15
7-8
Режим эксплуатации
Рабочая температура, К
Плотность тока, А/дм2 • • • • • • • • • •
Выход по току, %
.••••••••••
340-345
До
2-2,5
60
Аноды следует брать бронзовые литые того же состава,
что и
получаемое покрытие.
Для осаждения белой бронзы рекомендуется следую­
щий электролит.
Состав электролита,
Станнат натрия
r/л
• . . • . . •
соль . • . . •
~едноцианистая
Цианистый натрий (свободный)
Сода каустическая
• . • . . •
30-45
10-15
12-15
7-В
Режим эксплуатации
Рабочая температура, К
Плотность тока, А/дм 2 •
Выход по току,
%
140
••
340-345
2-3
60-70
В качестве анодов nрименяют медные и стальные nла­
стины. Применеине стальных анодов связано с необходи­
мостью содержания оловянных соединений только в че­
тырехвалентной форме, поэтому электролит необходимо
nоследовательно корректировать станнатом натрия.
Для замены цианистого электролита латунирования
на нецианистый nрименяется nирафосфатный электролит.
Состав пирофосфатноrо эJiектроJiита,
Медь сернокислая • • •
ЦИНI{ сернокислый
Пирефосфат натрия
. .
Сода кальцинированная
IЦавелевая кислота
Борная кислота ••
r/JI
4,8-5,0
4,4-4,6
50-60
30-40
•
Ю-15
4-6
Режим осаждения
Покаэатель рН
Температура, 1(
8,0-9,4
290-300
0,8-1,2
• . . . . . . .
• • . • • • • •
Катодная плотность тока, А/ дм 2
Для nолучения осадка латуни толщиной 0,6-0,8 мкм
nродолжительность электролиза составляет 3-5 мин.
Глава
8.
НИКЕЛИРОВАНИЕ
И
ЖЕЛЕЗНЕНИЕ
29.
НИI(ЕЛИРОВАНИЕ
Вследствие своей nассивности никель
химически стоек во многих органических кислотах, слабо
растворим в минеральных кислотах и nолностью устой­
чив в щелочах
nри
всех
темnературах
и концентрациях.
В гальванической паре никель-железо никель как
более электроnоложительный металл является в атмо­
сферных условиях и в агрессивных средах катодом
ношению
к железу
и,
следовательно,
no
от­
электрохимически
не может защищать железо от коррозии.
141
Являясь главным образом защитно-декоративным по­
крытием,
никель способен надежно защитить железо от
коррозии лишь при условии полной беспористости покры·
тия,
поэтому
никелирование
как
защитно-декоtJативное
nокрытие применяют обычно с подслоем меди.
Кроме защитно-декоративного назначения никелиро­
вание получило широкое применение в химической про­
мышленности для защиты рабочих поверхностей обору·
дования
от
воздействия
различных
агрессивных
сред.
В этих случаях толщина осажденного никеля без подслоя
меди достигает 0,20-о,зо мм.
Сернокислые электролиты никелирования. Во всех
отраслях
промышленности
этот
вид
электролитов
лучил почти исключительное применение. Поэтому
по­
они
являются наиболее изученными и для них существует
большое количество составов и режимов
осаждения,
предназначенных для
различных
условий эксплуата •
nии.
Сернокислые электролиты весьма чувствительны к от­
клонениям от принятого режима и к наличию посторонних
примесей, nоэтому при эксплуатации никелевых электро­
литов, особенно сернокислых, необходимо соблюдать еле·
дующие обяз-ательные правила:
ванны никелирования к моменту загрузки деталей
1)
должны быть полностью nодготовлены; катодные и анод·
ные штанги должны быть тщательно вычищены, исправ·
ность реостатов и амперметров должна быть проверена,
а системы перемешивания и фильтрования, если таковые
имеются, должны быть включены;
2) корректировка электролитов по составу и показа·
телю рН во время процесса nокрытия исключается;
3) загрузку деталей следует производить быстро, при
включенном токе
с
nостепенным
повышением
силы
тока
выключение тока в nроцессе никелирования
или
до заданных значений;
4)
изъятие nодвесок из ванн для осмотра приводит к отелам·
вщшю
5)
покрытия;
поворачивание деталей в присnособлениях для пере·.
мещения точек контакта и прочие исправления в располо·
жении деталей в ванне следует производить при вклю­
ченном токе, только в резиновых перчатках, так как, если
касаться деталей незащищенными руками, в местах ка·
сания образуются непокрытые участки.
142
Таблица
83.
Составы и режимы работы сернокислых
электролитов
Номер электролита
Состав и режим
1
Состав, г/д:
сернокислый никель
хлористый никель
сернокислый натрий
борная кислота
хлористый натрий
фтористый натрий
Температура электроли-
'l'a,
к
Катодная
ка, А/дм 2
плотность
rro-
Показатель рН
Катодный выход по току,
%
70-75
В табл.
83
нескольких
«-» -
3
1
1
4
140-150 140-200 400-420
30-40
40-50 80-100 60-80
25-30 25-30 25-40
25-40
5-10
5-10
2-3
290-300 300-305 300-335 325-340
-
0,5-1
0,8-2
0,5-2
5,6-5,8 5,0-5,5 5,2-5,8
90
95
90-95
ванне
П р и м е ч а н и е.
2
-
Переметиванне
Непрерывное
фильтре-
ное применение;
1
-+
-
«+» -
применение;
отсутствие
+
-+
-+
«-
+,. -
5-10
2-3
85-90
+
+
необязатель-
nрименения.
приведены составы и режимы работы для
наиболее применяемых электролитов.
Указанные электролиты устойчивы в работе и при пра­
вильной эксплуатации и систематической очистке от вред­
ных примесей могут использоваться в течение нескольких
лет без замены. Необходимость корректировать их состав
по содержанию
основных
компонентов
вызвана главным
образом потерями электролита при уносе его покрывае­
мыми деталями. Эти потери зависят от концентрации
электролита,
конфигурации деталей и аккуратности ра­
ботающих. Для деталей, покрываемых на подвесках,
удельные нормы потерь электролита на унос колеблются
в пределах 120-200 мл электролита на 1 м 2 площади по­
крываемых деталей, а для мелких деталей,
покрываемых
в колоколах и барабанах, составляют от
220 до 370 мл/м2 •
83 электролит N!! 1 предназна­
Из приведеиных в табл.
чается для стационарных установок с небольшой про­
траммой, электролит N!! 2 - для колокольных и бара­
банных
ванн;
электролит
N2 3 предусмотрен по
-
143
ГОСТ
электролит
9.047-75;
N2 4
наиболее пригоден для
получения толстослойных никелевых пекрытий в химиче­
ской и медшщнской: промышJrенности. Все эти сернокис­
лые электролиты выделены в группу матовых покрытий
без введения блескаобразующих добавок.
Никелевые электролиты весьма чувствительны к по·
нижению температуры и при снижении ее до 280 К фак­
тически неприrодны для эксплуатации. Для ускорения
процесса и повышения качества пекрытий ванны оснащают
автоматическими устройствами дЛЯ покачивания катодных
штанг, очистки зеркала электролита, непрерывного пере·
мешивания и фильтрования.
_Таблица
84. Скорость осаждения никеля, мкм/ч
Плот-
Выход по току,
о/о
н ость
тока,
50
А/дм•
0,5
1,0
2,0
3,0
4,0
5,0
10,0
3,1
6,3
12,5
18,8
25,1
31,4
62,8
1
60
70
1
3,7
7,4
14,9
22,3
29,8
37,2
74,4
во
1
4,4
8,7
17,6
26,2
34,9
43,7
87,3
5,0
10,0
20,0
29,9
39,9
49,8
99,7
1
1
90
95
1
5,6
11,2
22,4
33,6
44,8
56,0
112,0
5,9
11,8
23,6
35,4
47,2
59,0
118,0
Скорость осаждения никеля определяют по табл. 84.
Основные неполадки при никелировании и способы их
исправления указаны в табл. 85.
ЭJ1ектролиты блестящего никелирования.
При нике­
лировании, создающем защитно-декоративную отделку из­
делия,
никель должен
верхность,
иметь
зеркально блестящую по·
поэтому широкое применение получили элек·
тролиты блестящего никелирования, содержащие различ­
ные блескообразователи. Так, из неорганических соедине­
ний некоторое применение для этой цели получили серно­
кислые соли кобальта и кадмия.
Несмотря на простоту получения и равномерный блеск
покрытий, добавки кобальта нецелесообразны вследствие
их высокой стоимости. Добавки хлористого или сернокис­
лого кадмия в количестве 0,03-0, 10 г/ л применяются
особенно при покрытии крепежньiх деталей в колоколь·
ных и барабанных ваннах. Наилучшие результаты полу·
144
Таблица 85. Неполадки nри никелировании,
их причины и способы устранения
Характеристика
неnОJiадок
1
Прич~ша неполадок
1
Способ устранения
Jiенно выдеJiяется во­
Мал
показатель
рН
электролита;
слишком
кислый
3% -ным
дород
электролит
NaOH
Никель на деталях
не
осаждается;
уси­
Никель на деталях
1.
не осаждается; дета­
рН.
ли покрываются чер­
ным мажущим нале­
Мал показатель
Низкая темпе­
2.
его
раствором
Повысить рН.
Подогреть элек­
1.
2.
тролит до
295-300
К.
ратура электролита.
Неправильное
3.
том
Проверить рН и от­
корректировать
включение полюсов в
Проверить и пе­
3.
реключить полюса.
ваннах.
4. Наличие солей
азотной кислоты в
4.
Проработать или
сменить
ванну
электролите
Частичное покры­
тие деталей-никелем
при
хорошем
стве
покрытия
каче­
1. Недостаточное
обезжиривание дета­
лей.
2. Детали взаимно
экранируютел на под­
Повторить
1.
рации
опе­
подготовки.
2. Из енить распо­
ложение деталей.
веске.
Неправильное
3.
расположение
дов
или
контакта
ано­
нарушение
Улучшить
3.
такт
и
кон­
расположение
анодов.
отдельных
анодов.
4.
Отсутствие кон­
такта
Покрытие
имеет
подвески
со
Улучшить
4.
такт
подвески
штангой
штангой
и подкислить электро­
Проверить рН
желтый оттенок, а
на кромках деталей
возможно образова­
l. Высокое значе­
ние рН.
2. Чрезмерно вы­
лит
3% -ным
сокая катодная плот­
ром
кислоты.
ние
ность тока
2.
Снизить
тов
зеленых
окиси
гидра­
IIOH·
со
никеля
1.
раство­
ную
плотность
или
дать
катод­
тока
усиленное
перемешивание
элек­
тролита
Медленное осажде-1
ние никеля
Низкая темпераrу-1
ра электролита
Подогреть электро-
лит до
290-305
К
145
Продолжение табл.
.
Характеристика
Причина неполадок
неполадок
Аноды покрыты
коричневой или черной пленкой
Сnособ устранения
1
1
и
эластичность,
но
отслаивается
Уменьшить анод-
анод-
l.
ная nлотность тока.
ную
Малая концентрация NaCI
увеличив поверхность
1.
Высокая
2.
1.
2.
Плохая nодго-
товка к покрытию.
2.
Перерыв
плотность
Добавить
тока
2-3
NaCI
Удалить
анодным
или изменение плот-
тока,
анодов.
г/л
Никель имеет нормальный
оттенок
85
ем в
никель
растворен и-
и повто·
H 2S04
рить nокрытие
ности тока
Слой никеля блестящий с продольны-
Накопление в электролитесолейlКелеза
более
ми трещинами
0,1 г/л
Подкис.'lить
эле к·
тралит, ввести Н 202 ,
наr·реть и перемешать,
=
sащелочить до рН
6 и отфильтровать
==
Никель имеет серый
оттенок,
полируется,
ПJIOXO
аноды
без тока покрываются
Накопление в электралите
солей
более 0,02 r/л
меди
Подкислить
эле к-
тролит и nроработать
его при низкой плотности тока
медью
Появление черных
или
коричневых
по·
лос или общее почернение
Добавить Jiзвестко·
вого молока или мела
ка
до рН
6,1+6,3 и
отфильтровать осадок
покрытия
Отслаивание никеля в виде мелких блестящих чешуек, леr·
ко
Загрязнение электролита солями цин-
осыпающихся
от
прикосновения
==
1. Слишком кис1. Подщелочить
лый электроли'r и выэлектролит и снизить
сокая Dк.
Dк.
2. Низкая концен·
2. Добавить серно2
трация Ni + nри боль- кислого никеля
шом содержании про-
водящих солей
Шероховатость
Электролит
за-
и высокая пористость
грязиен взвешенным
никеля
анодным
прочими
uтамом
механиче-
скими nримесями
146
и
Отфильтровать
электролит
и
надеть
чехлы из льняной ткани
на
аноды
Продолжение табл.
Характеристика
Причина неnоладок
.неполадок
Образование
1
Сnособ устранения
1
nит-~ Змрязнони< элек-
тролита органически-
тин га
85
ми примесями
Загрязнение элек-
Подкислить электролит, добавить Н 202
и
снова
эащелочить
примеси
Удалить
дробленым древесным
Никелевое покрытие хрупкое и блестя-
тролита
щее
кими соединениями
Образование шероховатых по:крытий и
ность тока.
ную
какдеталей (при нор-
Чрезмерно продолжительный про-
мальном составе элек-
цесс
Ввести полировку и промежуточный
nодслой меди
дендритов
на
кром-
1.
органичес-
углем марки БАУ
Высокая плот-
2.
никелирования
Снизить
l.
катод-
nлотность
тока.
2.
тролита)
чаются при их введении за 1-2 ч до выгрузки деталей.
Действие кадмиевых добавок непродолжительно, оно не
превышает 8-10 ч непрерывной загрузки ванн.
Широкое применение получили электролиты с добав­
ками органических блескообразователей
в
виде натрие­
вых солей сульфированного нафталина. Большое распро·
странение получил следующий электролит.
Состав электролита, r/л
Сернокислый никель
• • • . . . . • . . .
Борная кислота . • • . • . • . . • • • .
Хлористый натрий
. . • • • . • • • . .
Фтористый
>;
• • • • • • • • • • • •
Натриевая соль нафталиндисульфокислоты 1,5
Формалин • • • • . . . . . . . . . . .
200-300
25-30
3-15
4-6
2-4
1-1,5
Режим эксплуатации
Рабочая температура, К
Показатель рН
• . . •
Плотность тока, А/дм2
Выход по току,
%
290-300
5,8-6,3
•
l-2
95-96
•
При nеремешивании электролита плотность тока мо­
жет быть повышена до
В табл.
86
4-5
А/дм 2•
приведены составы и режимы работы элек­
троЛiпов с блескообразующШ\Ш добавками,
мых гост
рекомендуе·
9.047-75.
147
Таблица
86.
Составы и режимы работы электролитов
блестяiЦеrо никелирования
Номер электролита
Состав и режим
~
2
1
1
3
Состав, г/л:
никель сернокислый
.))
хлористый
кислата борная
натрий хлорисrый
1,4· бутиндиол
(100%-ный)
сахарин
формальдегид
фталимид
хлорамин Б
Рабочая температура, К
Покаэатель рН
1
250-300
50-60
25-40
250-300
50-60
25-40
0,15-0,18
0,18-0,30
-
25-40
10-15
0,2-0,5
1,0-2,0
1,0-2,0
0,02-0,04
0,5-1,2
325-335
4,5-4,8
3-8
92-96
2,0-2,5
315-325
4,5-5,5
2,5-3,5
92-96
-
0,08-0,12
-
Плотность <rока, А/дМ.2
Выход по 'ТОКу, %
325-335
4,0-4,8
3-8
92-96
-
250-300
-
-
Непрерывное перемешивание электролитов сжатым воз­
духом, непрерывное фильтрование и селективная очистка
являются обязательными. Никелевые аноды завешивают
в чехлах из ткани «хлорин» артикул
2089
или <<бельтинr»
артикул 2030, ГОСТ 332-69.
При составлении электролитов сернокислый никель,
хлористый натрий и борную кислоту растворяют в воде
при температуре
350-360
К, после чего в раствор вводят
активированный уголь марки БАУ, ГОСТ 6217-74, в ко­
личестве 1-2 г/л. Допускается замена на активированный
уголь марки КАД. Электролит с углем перемешивают
сжатым воздухом в течение
нее
12
ч. Затем
3
ч и дают отстояться не ме­
электролиты
подвергают
селективной
очистке. Для этой цели показатель рН электролита дово­
дят до 5,0-5,5, подогревают электролит до 320-325 К
и вводят в него марганцовокислый калий в количестве до
2
г/л или 3%-ный раствор перекиси водорода до
2
мл/л
и фильтруют. Этими операциями достигается удаление
органических примесей, железа и частично цинка.
Для очистки от меди и следов цинка электролит под­
кисляют до рН
2,5 -+-3,0, завешивают случайные ка­
тоды из листовой рифленой стали и прорабатывают его
=
148.
при температуре
320-325
К и перемешивании сжатым
воздухом.
Проработка идет при напряжении
0,8-1 ,О В и nлот­
(0, 1 -:-0,2) А/дм2 до получения све1лых
что требуется обычно 2-3 смены. В очищt:н·
ности тока Dн =--=
покрытий, на
ный электролит вводят блескообразователи,
руют рН и приступают к эксплуатации.
корректи·
Корректировка электролита по основным компонентам
производится на основании анализов. Для добавки блеско·
образователеП
обычно
примимают
следующий
график:
бутшщиол вводят один раз в смену по 0,13 мл/л, <}юр·
мальдегид также вводят один раз в смену по 0,02 мл/л.
а хлорамин Б - один раз в неделю по 0,5 г/л. Добавки
1,4
сахарина и фталимида
производят два
раза
в
неделю.
Для селективной очистки наиболее пелесообразно ста­
вить электролит на проработку ежедневно в нерабочую
ночную смену. Химическую очистку электролита акшви­
рованным углем можно производить непрерывно, помещая
мешочки с углем между рамками фильтр-пресса и сменяя
их один раз в месяц. Очистку электролита от железа про­
изводят не реже одного раза в месяц.
Наибольший блеск покрытия имеют при темпера­
турах 325-335 К. плотности тока 4-5 А/дм 2 и пеказателе
рН = 4,8--:-5,0. При этих условиях осажденный никель
имеет степень блеска 70-80%, степень выравнивания
около
80%.
Неполадки при осаждении блестящего никеля и спо­
. собы
их устранения nриведены в табл. 87.
Прочие электролиты никелирования. Для скоростного
осаждения никеля можно использовать борфтористые и
су льфаминовые электролиты.
Состав борфтористоr·о эnектроnита, г/л
.
Борфтористый никель
Хлористый никель
•
Борная кислота
300-400
10-15
10-15
••.
Режим осаждения
Рабочая температура, 1(
Локазатель рН . . . .
Плотность тока, А/дм2 •
Выход по току, %
320-330
3,0-3,5
До 20
95-98
Осажденный никель получается светлым. эластичньп\'1•
электролит пригоден для
использования
в колокольных
149
Таблица
Неполадки при осаждении
87.
блестящего никеля и способы их устранения
Характеристика
Вся
покры·
тия иМеет недостаточ·
ный блеск
1.
Малая
концен-
трация блескообразо·
вателей.
2.
выравниСлабое
ванне (сrлаживание)
никелируемой
1
1
поверхность
никелевого
Способ устранения
Причина неnоладок
неполадок
Не выдерживает-
1. Ввести добавки
блескообразовате·
лей.
2.
Отрегулировать
ся заданная nлотность
nлотность тока и по-
тока
казатель рН
Малая
концентра-
ция бутиндиола
Ввести добавку бh·
тиндиола по
0,1 мл
л
ПО·
верхиости
Никелевый
слой
имееттемный оттенок
ИJIИ пятна серые и бе-
имеет
11роизвести селек-
примеси тяжелых ме·
Электролит
тивную очистку элек·
тал.лов,
тролита при низкой
лые
и др.
Слой никеля блестящий, но хрупкий
грязнения.
меди,
цинка
плотности тока
1. Органические
2.
Малая
за-
концен·
трация сахарина (или
хлорамива Б)
Точечная водородная пористость нике-
. ля
(питтинг)
и барабанных
11росторонние при·
меси
в
1.
Очистить акти·
вираванным
электрОJiите,
углем.
Ввести добавку
сахарина (или хло·
рамина Б)
2.
Очистить электр~
лит и ввести добавку
органические или ме-
0,01 мл/л препарата
тал.лические
ОС-20
ваннах.
Широкому
распространению его
nреnятствует более высокая стоимость химикатов.
Для сульфаминовокислого электролита ГОСТ 9.047-
75
предлагает следующий состав, г/ л:
Никель сульфаминовокислый
»
хлористый
. •
Кислота борная . . . . . .
Натрия лаурилсульфат
300-400
12-15
25-40
0,1-1,0
Режим осаждения
Рабочая температура, К
11оказатель рН
. • •
11лотность тока, А/дм2
Выход по току,
150
%
325-335
3,6-4,2
5-12
98-99
При низких плотностях тока (порядка
5
А/дм2) полу·
чают весьма пластичные покрыцrя без внутренних на·
nряжений, особо пригодные для гальванопластики.
Многослойное никелирование. Сущность этого спо­
соба
никелирования
никеля
на
заключается
стальные детали
в
том,
производят
что
осаждение
последовательно
из двух или трех электролитов никелирования с различ·
ными составами и режимами осаждения. Полученные слои
никеля обладают различными физико-химическими свой·
Ствами, изменяя которые в заданном направлении, можно
получить
покрытие,
имеющее
при
равных
толщипах
не­
сравненно более высокую коррозионную стойкость, чем
однослойное. Для этого первый слой никеля, имеющий
толщину, составляющую от
покрытия,
осаждают
из
50
до
70%
от общей толщины
электролита,
не
содержащего
органических блескообразователей и создающего мато·
вую или полублестящую поверхность .слоя.
Такой слой совершенно не содержит серы в своем со·
ставе или должен содержать ее не более
0,005%.
При
двухслойном никелировании второй слой никеля оса·
ждают из электролита, содержащего органические блеско·
обр азователи.
Эти блескообразователи всегда содержат серу, которая
· при
их
разложении
входит
в
состав
в форме сульфидов в количестве до
никелевого
слоя
0,05%, снижая элек·
60-80 мВ по. отноше­
тродный потенциал второго слоя на
нию к первому. Таким образом, блестящий слой никеля
является анодом по отношению к первому слою,
не допу­
ская, чтобы процесс электрохимической коррозии распро­
странялся в глубину покрытия.
При трехслойном никелировании между описанными
выше слоями матового и блестящего никеля осаждают
промежуточный слой никеля толщиной 0,50-0,75 мкм,
содержащий 0,15-0,20% серы и предохраняющий оба
контактирующие с ним слоя никеля от электрохимической
коррозии.
Состав никелеяого электролита, г/л
Сернокислый никель • • .
Хлористый никель
. . .
Борная кислота . . . • •
1.4 бутиндиол (100%-ный)
Сахарин
•••••...
Фталимид •••••.•••
•
150-300
50-60
25-40
0,05-0,10
1,0-1,5
0,08-0,12
151
Процесс осаждения
ведут при температуре
330
К и
персмешивании электролита с плотностью тока 4-5 А/дм2.
в течение 0,5 ч, после чего детали промывают в воде и пере­
Еосят во второй электролит никелирования для так назы­
ваемого процесса никельсил. Состав электролита принят
тот же, что и для первого электролита, но взамен фтали­
нида в него вводят взмученный порашок каолина опре­
деленной степени дисперсности, с размерами частиц от
до 3 мкм. Каолин вводят в количестве 0,1-3,0 г/л.
Процесс ведут при 330 К и плотности тока 4-5 А/дм2.
0,1
в течение
3
мин.
Осаждение
износостойкого
никеля.
Сущность
этого
процесса заключается в том, что в никелевый электролит
вводят порошки абразивов, взмучивая их путем переме·
шивания электролита в проuессе осаждения никеля. В ка­
честве абразивов могут применяться наждачные и корун­
довые порошки, карбиды кремния или во.'lьфрама, тонкие
помолы песка,
алмазные пороmки и прочие мелкодисперс­
ны~ материалы. Частицы этих материалов, оседая на по­
верхности металлических деталей, заращиваются в слой
· гальванически осажденного никеля, сообщая ему непре­
взойденные показатели твердости, износостойкости, высо­
кие антифрикционные свойства, ударную вязкость и про­
чие свойства, необходимые при эксплуатации трущихся
пар. Такие Iюмбинированные покрытия содержат от 10
до 35 и даже до 50% абразива и приобретают твердость
до 7000 МПа.
Состав электролита для этой пели, зернистость абра­
зива и режим взмучивания и заращивания его зер·ен вы­
бираются в зависимости от требований к полученному абра­
зивному слою.
Метод износостойкого никелирования весьма перспек­
тивеп
и
с
успехом
используется
для
повышения
износо­
стойкости матриц и пуансонов, поршневых колец, клапа­
нов и рабочих полостей цилиндров двигателей внутрен­
него сгорания, для калибров и подшипников, изготовле­
ния надфилей, а также во многих других отраслях маши­
ностроения.
Для примера рассмотрим процесс изготовления одно­
сторонних абразивных кругов, применяемых для зубопро­
тезирования. В качестве кругов используются диски,
штампованные из стальной ленты. Диски располагают
в подвесках горизонтально и помещают в ванну с нцкеле-
152
вым электролитом, в который введен карборундавый поро­
шок
.N'2 150-180
в количестве
2-4
г/л. После включения
тока пЕJрошок взмучивают путем барботирования ЭJlектро­
лита сжатым воздухом через каждые
15
мин
окончании
10
2
1\!ИН в течение
проuесса заращивания зерен карборунда,
взмучивания
осаждение
никеля
10а по
ведут
еще
мин.
Для получения весьма твердых нокрытий никелевое
nокрытие осаждают из электролита, содержащего 300 г/л
хлористого никеля и 40 г/л борной кислоты, с введением
в электролит 20 г/л карбида вольфрама и 12 г/л порошка
аморфного бора. Размеры час:rиц равны 1-3 мкм. Процесс
осаждения ведут nри темnературе 320-325 К, nоказателе
рН = 3+4 и плотности тока 20 А/дм2 с nеремешиванием
электролита магнитной мешалкой [ 16]. Полученное по­
крытие подвергают отжигу в вакууме nри
ние
3
ч и nри
держит по
1400 К доnолнительно 1 м_ин.
массе 5,5% карбида вольфрама
1300
К в тече­
Покрытие со­
и
3,5%
бора.
Осаждение черного никеля. При введении солей цинка
в
сернокислые
электролиты
никелирования
nокрытие
приобретает черный цвет. Это свойство было исноJiьзо­
вано для nолучения защитно-декоративных покрытий чер­
ного цвета и нашло nрименение в оптичесi<ой промышлен­
ности
и
в некоторых спеuиальных отраслях машинострое­
ния.
У черного никеля весьма низкие показатели корро­
зионной стойкости, пластичности и прочности сцепления
с покрываемыми изделиями, особенно при отложении на
сталь. Поэтому при осаждении черного никеля применяют
nредварительное
осаждение
подслоя
меди
или
свет-'юго
никеля с последующей его полировкой. Толщина слоя
черного никеля обычно не превышает 0,5 мкм.
Для небо.JIЬnюго объема работ используют упрощенный
состав на основе общепринятых никелевых электролитов,
указанных в табл. 83, например электролита .N'2 1, в ко­
торый вводят добавкп роданистого аммония и сернокис­
лого цинка, после чего электролит приобретает следующий
состав, г/л:
Сернокислый никель
•
•
Борная кислота . . •
»
натрий
Сернокислый цинк
Роданистый аммоний
Хлористый натрий
70-75
40-50
20-25
20-25
15-20
5-10
153
Электролиз ведут при Dи = 0,1 Nдм 2 , поддерживая
рН углекислым цинком в пределах 5,2-5,8. Корректи•
ровку показателя рН производят 3%-ным раствором сер­
ной кислоты или углекислым цинком, избыток которого
на дне ванны способствует устойчивости рН.
Детали после покрытия черным никелем пассивируют
Б горячем 5%-ном растворе хромпика K2 Cr20 7 и проти·
рают салфетками, смоченными жидким смазочным маслом.
Никелирование нержавеющих сталей. Для никели­
рования нержавеющих, кислотоупорных и жаростойких
сталей типа 12Х13, 12X18HIOT и им подобных предложено
много соста~ов. Наилучшие результаты дает следующий
nроцесс: подготовленные детали монтируют на подвесках,
производят
анодное
электрообезжиривание,
промывают
в горячей воде и завешивают без тока в ванну со следую·
щим составом электролита: хлористый никель - 200-
250
г/л; солЯная кислота-
150--200
мл/л.
Детали выдерживают без тока при комнатной темпер ату·
ре в течение 1 мин, после чего включают ток и никелируют
с никелевыми анодами при плотности тока 5-10 А/дм~
Б течение 1 мин. Затем детали пр омывают в холодной про·
точной воде и переносят в ванну с обычным сернокислым
электролитом, с завеской
заданной толщины слоя.
под током
Химическое никелирование.
ществуют
nроцесса
три
способа
химического
В
и
никелируют до
настоящее время су­
осуществления
никелирования,
технологического
различающихся
в
зависимости от вида реагента, выбранного в качестве вос·
становител я.
1)
гипофосфитный
способ,
характеризующийся
сов­
местным выделением фосфора в никелевое покрытие;
2)
боргидридный способ, при котором происходит вы·
деление бора, входящего в состав покрытия;
3)
гидроксиламинный способ, при котором никель оса·
ж:дается с наименьшим количеством примесей.
Промытленное применение получил пока лишь гипо·
фосфитный способ, причем осаждение никеля произво­
водится гирофосфитом натрия.
Осажденное покрытие имеет полублестящий металли·
ческий вид, аморфную структуру и является сплавом
!Никеля с фосфором. При этом содержание фосфора в осадке
зависит от состава раствора и колеблется от 4-6% для
щелочных до 8-10% для кислых растворов.
}54
После 'I'ермообработки при
кельфосфорного
покрытия
673-773
возрастае'I
К твердость ни·
вдвое,
составляя
МПа и приближаясь таким образом к хро·
мовым покрытиям. При этом многократно возрастает и
прочность сцепления. Пористость никельфосфорного по•
9000-10 000
крытия можно приравнять к гальванически осажденному
IНИкелю. Указанные свойства никельфосфорного покрытия
определяют и область его nрименения.
Никельфосфорному покрытию подвергаются детали из
черных металлов, меди, алюминия и никеля или детали,
покрытые этими металлами. Этот метод покрытия непри·
годен для осаждения на таких металлах или покрытиях,
как свинец, цинк, кадмий и олово.
Щелочные растворы характеризуются высокой устой·
чивостью, простотой корректировки, отсутствием склон·
ности к бурному и мгновенному выnадению порошкообраэ·
ного никеля (явление саморазряда) и в.озможностью их
длительной эксплуатации без пересмены.
Из многочисленных составов следует рекомендовать
nроверенвый в производственных условиях раствор, со·
держащий следующие компоненты, г/ л:
Хлорпетый никель
»
аммоний .•
Лимоннокислый натрий
Гипосульфит натрия ••
Аммиак • • • • • • • •
40-50
45-55
40-50
10-20
До синего
цвета
раствора
Процесс осаждения ведется при температуре 353К. Скорость осаждения никеля составляет 8-10 мкм/ч.
Процесс идет с интенсивным выделением водорода на по·
360
верхиости деталей.
Кислые растворы характеризуются большим разнооб·
разием добавок к растворам солей никеля и гипофосфита.
Так, для этой цели могут применяться уксуснокислый на­
трий, янтарная, винная и молочная кислоты, трилон Б
и прочие органические соединения.
Состав раствора, r/л
Сернокислый никель
••
Уксуснокислый натрий
Гипофосфит натрия
.
• • • . • • .
. • • • . . . .
28-30
10-12
8-10
Режим осаждения
Рабочая температура, 1(
Локазатель рН
••••.•••••••
363-365
4-4,5
155
Показатель рН следует корректировать 2%-ным рас­
·rвором едкого натра. Скорость осаждения никеля состав­
ляет
8-10
мкм/ч.
Для футеровки цилиндрических ванн химического ни­
келирования наиболее целесообразно пользоваться съем­
ными
пластикатовыми
чехлами,
сваренными
методом
го­
рячего проглаживания. При очистке ванн растворы вы­
качивают насосом, а чехлы извлекают и обрабатывают
в азотной кислоте.
В качестве материала для подвесок и корзин следует
nрименять
углеродистую сталь. Изоляцию отдельных
участков деталей и подвесок производят перхлорвинило­
выми
эмалями
или
пластикатом.
Для нагревания раствора ванн следует применять элек­
~рические нагреватели с передачей тепла через водяную
рубашку.
Термообработку деталей производят в термо­
статах.
Определение качества покрытий и исnравление брака.
Качество гаJiьванических никелевых покрытий опреде­
ляется их внешним видом, прочностью сцепления с основ·
ным металлом, толщиной и пористостью.
На деталях, лакрытых матовым слоем никеля до его
nолирования, никель должен быть светлым, с допускае­
мыми дефектами в виде высохших потеков воды и раз­
Iюстыо оттенков. Допускается также :наличие рисок, ца­
рапин, отдельных шероховатостей и несквозных пор, легко
устраняемых при последующей по.1ировке.
Полированные
никелевые
покрытия
должны
nметь
равномерный блеск и не иметь дефектов, ухудшающих
декоративный вид и снижающих коррозионную сlfойкость
покрытия.
Удаление забракованных гальванических осадков ни­
келn производят в электролите, состоящем из серной кис­
лоты, разбавленной до плотности
1,5-1,6
г/см3 • Анодное
растворение никеля производят при плотности тока
5
А!дм2 •
Сплавы никеля.
2-
Никель легко осаждается совместно
с рядом других металлов, образуя сплавы,
из числа ко­
торых наибольшее распространение получили сплавы ни­
келя с жеJiезом, кобальтом и фосфором.
Сплав никель-железо. Сплав, содержащий
келя,
аналогичен
пермаллаю
и. применяется
в
80%
магиитомягкого материала для придания поверхности
156
ни­
качестве
cne-
циальных магнитных свойств. Осаждение сплава произ­
водят в малых толщинах, используя электролит .N'!! 1 по
табл. 88.
Таблица
Составы электролитов и режимы
88.
получения
никелевых
сnлавов
Номер электролита
Состав и режим
1
Состав, г/л:
лаурилсульфат натрия
Показатель рН
Температура, К
Катодная плотность тока,
А/дм 2
1
-25
-
0,8
0,4
1,8-2,0
325-330
1-2
3
150-200
-
110-120
20-30
10-15
2
кобальт сернокислый
борная кислота
калий хлористый
rипофосфит натрия
ортафосфорная кислота
2
130-140
60
никель сернокислый
железо сернокислое
сахарин
1
-
20
25
20-30
40-50
4-5
-
2-2,5
343-353
10-15
313-323
1-2
_ Сплав никель-кобальт. Содержание кобальта в сплаве
изменяется от 20 до 80%. Cru1aв относится к категории
магиитотвердых
материалов
и
применяется
в
системах
звукозаписи, а также с целью получения методом гальва­
нопластики твердых матриц для литья и прессования изде­
лий из пластмасс. Состав электролита приведен в табл. 88
(электролит .N'2 2).
Сплав никель-фосфор. Сплав обладает высокой твер­
достью, аналогичной твердости хромового покрытия;
по
мере увеличения содержания фосфора и в результате тер­
мообработки при температуре 673-873 К твердость зна­
чительно возрастает. Скорость осаждения этого сплава
составляет
0,07-0,1
мм/ч, что в
50 раз
превышает скорость
осаждения хрома. Основное назначение сплава - замена
хромовых покрытий на деталях сложной формы, так как
рассеивающая способность электролита значительно выше
рассеивающей способности хромовых электролитов. Для
получения сплава, содержащего 10-15% фосфора, ре­
комендован электроли:r .N'2 3 из табл. 88.
157
30.
ЖЕЛЕЗНЕНИЕ
Гальваническое
часто
применяют для
восстановления
осаждение
размеров
железа
изношен­
ных или маломерных деталей. Железнение выгодно от­
личается от хромирования большой скоростью наращи­
вания железа, доходящей до 400-500 мкм/ч, возмож­
ностью наращивать слой толщиной до 2-3 мм и низкой
профессиональной вредностью. После шлифования по за­
данным
размерам
осажденный
слой
можно цементиро·
·
вать и калить.
Технология подготовки поверхности стальных деталей
к железнению имеет свои особенности. Сущность их за·
ключается в необходимости анодного протравливания по·
крываемой поверхности в электролите, состоящем из рас·
твора серной кислоты с концентрацией
бавкой
10-15
350-360
г/л с до·
г/л железного купороса. Протравливание
ведут при анодной плотности тока 40--60 А/дм"' для угле­
родистой стали и 15-20 А/дм 2 для чугуна с выдержкой
1-2
мин. Катоды из свинца или стали О8Х18НЮТ. Про­
травленные
детали
переносят
с выдержкой без тока
1-3
в
электролит
железнения
мин для нараЩивания слоя
заданной толщины.
Для железнения применяют кислые электролиты: хло·
ристые,
в
которых
основой
служит
хлористое
железо
и сернокислые на основе железного купороса FeS04 •
Хлористое железо следует готовить непосредственно в
FeCl 2 ,
в
цехе
путем
растворения
стружки
малоуглеродистой
стали в соляной кислоте. Железный купорос поставляется
по гост 6981.:....75.
Характеристика
электролитов
ГОСТ 9.047-75 приведена в табл. 89.
Таблица
89.
железнения
по
Составы и режимы для электролитов
железнения
Номер электролита
Состав и режим
1
1
2
f
Состав, г/л:
железо хлористое
железный купорос
кислота
»
158
соляная
щавелевая
200-250 600-650
2-3
-
2-3
-
3
-
200-250
-
1-4
1
4
-
400
--
Продолжение табл.
89
Номер электролита
Состав и режим
1
калий сернокислый
натрий фтористый
кислота
аскорбиновая
Электролит
требует
2
%
.N'!! 4,
подогрева
-
-
-
4
1
100-150
150
-
10
2-4
-
-
20-40
20--30
3-10
12-15
90-95
85-90
80-90
85-90
Показатель рН
Выход по току,
-
3
1
333-343 353-373 293-333 300-310
Рабочая treмnepaтypa, К
Плотность тока, А/дм
2
1
не входящий в ГОСТ
достаточно
при
2,5-3
2,5-3
не
9.047-75,
плотностях
высоких
тока. Для всех электролитов аноды из низкоуглеродистой
стали завешивают в чехлах из кислотостойкой тканИ.
Плотность тока повышают постепенно, начиная с 3-
А/дм2 , доводя ее до рабочих величин через
5
от
начала
10-15
мин
электролиза.
Скорость осаждения железа определяют по табл. 90.
Основные неполадки при железнении в хлористом элек­
тролите указаны в табл.
Таблица
90.
91.
Скорость осаждения железа
в зависимости от плотности тока и выхода тока, мкм/ч
Плот-
Выход по току,
%
н ость
тока,
тока,
АJдм»
85
80
1
1
90
1
Выход
Плот-
н ость
95
А/дм•
80
85
1
no
1
току,
%
95
90
1
1
10,6
11,3
12,0
12,7j
20
212
226
240
253,6
3
31,8
33,9
36,0
38,0
30
318
339
360
380,4
5
53,0
56,5
60,1
63,6
40
424
452
480
507,2
106,0 113,0 120,0 126,8
50
530
565
60]
635,0
10
159
Таблица
91.
Неполадки при эксплуатации
хлористого электролита железнения
и способы их устранения
'
Характеристика
неnоладок
Осажденный слой
железа
имеет
гру­
бую шероховатую по­
верхность;
электро­
Сnособ устранения
Причина неnоладок
Завышена плот­
1.
1.
Отрегулировать
ность тока.
плотность тока.
тролита
ды и поместить их в
2. Заоорение элек­
нераствори­
2.
Зачистить ано­
лит непрозрачен, но
мыми частицами анод­
чехлы; добавить со­
сохраняет зеленый
ного шлама
цвет
рата
ляной кислоты; от­
фильтровать
элек­
закиси
или
гид­
железа
тролит
Игольчатый или
острошишкавый слой
железа; мутно-серый
цвет электролита
Накопление
валентного
электролите
5 г/л
трех­
Проработ_i!ть элек­
в
тролит до прозрачно­
свыше
зеленого цвета с из­
железа
бытком соляной кис­
лоты
Наличие темных
1.
Избыточная кон-
пятен на осажденном
центрация
слое железа
кислоты.
2.
соляной
Повышенное со­
держание
хлорного
1.
Нейтрализовать
электролит
3% ·ным
NaOH.
2. Проработать
электролит
железа
Высокая
дость,
твер-
растрескива­
ние или отслаивание
покрытия
1.
Низкая темпера­
тура электролита.
2.
Не
режим
Нагреть
элек­
и
2.
Проверить
ре­
жим подготовки и на­
ступенчатого повыше­
чальной
ния плотности тока.
ращивания.
3. Перерыв тока или
доливание
холодной
нарушения режима
воды при
160
саблюдался
подготовки
1.
тролит.
осаждении
3.
не
стадии
на­
допускать
глава
ХРОМИРОВАНИЕ
g,
Электролитически осажденный хром
обладает рядом nенных свойств: высокой твердостью,
износоустойчивостью, термостойкостью и химической ус­
тойчивостью.
Хром обладает большой стойкостью против воздей·
ствия многих кислот и щелочей: он верастворим в раство·
рах азотной и серной кислот, в соляной и горячей серной
кислотах легко растворяется, на воздухе и под действием
окислителей пассивируется- на его поверхности обра·
зуется тонкая окисная пленка. Хром положительный по­
тенnиал и не обеспечивает при наличии
в покрытии пор
электрохимической защиты от коррозии стальных деталей.
Хорошо полированная
поверхность хрома
сокие декоративные качества,
бильностью
нагрева до
во
времени:
хром
имеет вы­
которые отличаются
не тускнеет даже
с1:а­
после
К. Сернистые соединения на хром
670-720
не действуют.
Хромовые покрытия применяют в следующих случаях.
1. Для защитно-декоративных целей. Хромовое по­
крытие с подслоем меди и никеля хорошо защищает сталь
от коррозии, придавая изделиям красивый внешний вид.
Защитно-декоративному
хромированию
подвергают
де·
тали автомобилей, велосипедов, приборов и т. п.
2.
Для увеличения отражательной способности. Отра­
жательная
лишь
способность
отражательной
хромового
способности
покрытия
серебра
уступает
и алюминия,
однако вследствие более высокой стойкости против окис-
- ления
отражательная способность хрома более стабильна.
Хромовое покрытие поэтому широко используется в про·
изводстве зеркал, отражателей, прожекторов.
3.
Для
увеличения
износоустойчивости.
Хромирова·
ние с этой целью используется в инструментальном произ­
водстве при отделке мерительных инструментов, фильер
для волочения металлов и т. п. Большой эффект дает хро·
мирование штампов
и матриц при
изготовлении
различ·
ных изделий из резины, пластмасс, кожи, стекла. В этом
6 Ямnопьский А. м. и др.
161
случае хромовое покрытие не только обеспечивает износо­
стойкость, но также исключает налипание прессуемых ма­
териалов к поверхности матриц. Хромовое покрытие зна­
чительно снижает смачиваемость стенок форм расплавл(i!н­
ным стеклом или металлом. Значительное повышение изно­
состойкости трущихся поверхностей стенок цилиндров и
nоршневых колец двигателей внутреннего сгорания дости­
гается
при
применении
процессов
пористого
хромирова­
ния.
4.
Для восстановления изношенных размеров. Нара­
щивание слоя
хрома на изношенные поверхности термо­
обработанных валов, втулок позволяет восстановить раз­
меры деталей и этим увеличить срок эксплуатации изде­
лий.
Толщина хромовых покрытий устанавливается в за­
висимости от условий эксплуатации и назначения покры­
тий по отраслевой нормативно-технической документации
и имеет следующие значения, мкм:
Защитно-декоратнвные:
по никелевому nодслою
. . . • • • • • • •
• • . . .
для деталей из меди н ее сnлавов . .
Повышающие износостойкость nресс-форм,
н т.
штампов
n. . • • • • . • • • • • • • • • • • •
Восстанавливающие изношенные размеры
31.
• • • • •
0,5-1,5
6,0-9,0
9-60
До
500
ЭЛЕI(ТРОЛИТЫ ХРОМИРОВАНИЯ
В электролитах хромирования хром
содержится
в
шестивалентной
форме
в
виде
анионов
Cro~- или Cr20~-. Скорость осаждения хрома в зависи­
мости от плотности тока дана в табл.
92.
Составы
тролитов и режимы осаждения приведены в табл.
Электролит
покрытий
-
.N'2 1 используется для
элек­
93.
всех видов хромовых
блестящего (по подслою никеля), твердого и
«молочного» хрома, обладающего минимальной пористо­
стостью. Содержание хрома в трехвалентной форме допу­
скается до 6 г/л. Электролит .N'2 2 (саморегулирующийся)
содержит в своем составе труднорастворимую соль серно­
кислого стронция, которая, находясь в цзбытке, обеспе­
чивает nостоянство отношения количества хромового ан­
гидрида к аниону so~-. Электролит более сложен по со­
ставу, однако обесnечивает осаждение хрома с лучшей рас·
сеивающей способностью и при более высоком выходе по
току. Трехвалентный хром доnускается до 10 г/л. Элек162
Таблица
..
92.
Скорость осаждения хрома, мкм/q
Выход по току,
nлот-
%
н ость
!J'OKa,
18
15
Ajp)d•
13
10
15
20
25
30
35
40
6,1
9,13
12,2
15,2
18,3·
21,3
24,5
30,5
36,6
42,6
5О
60
70
20
1
1
1
8,4
12,6
16,8
21,0
25,2
29,4
33,6
42,0
50,4
58,8
7,0
10,5
14,0
17,6
21,0
24,6
28,0
35,0
42,0
49,0
Таблица
93.
1
9,4
14,0
18,8
23,4
28,2
32,8
37,6
47,0
56,4
65,6
25
30
11,7
17,6
23,4
29,2
35,1
41,0
46,8
58,5
70,2
82,0
35
1
1
14,0
21,6
26,0
35,1
42,0
49,]
56,0
70,0
84,0
98,2
16,4
24,6
32,8
40,9
49,2
57,3
65,6
81,8
98,4
115
Составы и режимы работы
для электролитов хромирования
Iioмep электролита
Состав н режнм
1"
2
3
1
1
4
1
Состав, г/л:
хромовый ангидрид
серная
кислота
препарат «Хромин»
стронций сернокислый
калий кремнефтористый
натр едкий
Температура, К
Плотность чока, Аlдм
Выход по :rоку,
тролит
N!! 3
%
2
200-300 225-300 200-250 350-400
10-20 2,5-3,0
2-3
1-3
1-3
1-3
5,5-6,5
18-20
40-60
323-353 323-353 330-355 290-305
20-40
15-35
40-70
10-60
13-15
17-18
20-25
30-33
-
-
(сверхсульфатный) рекомендуется для полу­
чения твердых износостойких покрытий большей толщины
(более 30 мкм), так как осаждение хрома происходит при
повышенном выходе потоку. ЭлектролитМ•4 (тетрахромат­
ный) обладает более высокой, чем остальные электролиты,
рассеивающей способностью. Хром осаждается при ком­
натной температуре с более высоким выходом по току.
Осадки хрома матовые, сероватые и более мягкие; ПОI{ры­
тие легко полируется. Электролит применяется для полу­
чения
защитных
декоративных
покрытий.
трехвалентного хрома допускается до
6*
10
Содержание
r/л.
163
Режимы хромирования. Они оказывают большое влия·
ние на свойства
хромового покрытия и на его качество.
Для улучшения кроюшей способности сульф2тных.
электролитов сразу же после загрузки деталей дается ток,
в 1,5 раза превышающий расчетное значение («толчок»
тока); через 15-30 с значение тока снижается до номи­
!Нального. При хромировании стальных деталей вначале
дается ток
противоположного напр2вления для
анодного
растворения окисных пленок, а затем «толчок» тока в пря­
мом направлении, как указано выше. «Толчок» тока осо·
бенно необходим при хромировании деталей из чугуна.
Режимы, обеспечивающие получение хромовых покры·
тий в сульфатных электролитах с различными свойствами,
nредставлены в табл. ~4.
Таблица
Вид
94.
Режимы хромирования
fl.qотность
Темnе]:Jатура, К
хромирования
1
1
Защитно-декоративное
(блестящее)
Износостойкое (твердое)
Молочное
тока. А/дм 2
320-325
15-25
330-332
342-344
30-50
25-35
Пористое хроАtирование. Для хромовых покрытий, за
исключением «молочных», характерно наличие пор и сетки
мелких трещин, которые снижают защитные свойства по­
крытия. С целью улучшения условий для удержания сма·
зочных масел в условиях больших нагрузок на поверх­
ность- трущихся деталей размеры пор и трещин увеличи·
вают анодной обработкой в том же электролите, где про·
исходило
осаждение
хрома.
Наиболее развитая сетка каналов и пор получается
nри температуре электролита 325-331 К и катодной плот­
ности тока 40-60 А/дм 2 , анодная обработка производится
также при плотиости тока 40-60 А/дм2 в течение 10-
12
мин.
Приготовление и корректирование электролитов. Для
приготовления электролитов .N'2 1 и N!! 3 (см. табл. 93)
раздробленные куски хромового ангидрида помещают не·
посредственно в рабочую ванну, наполненную до уровня
водопроводной
164
водой,
нагретой
до
температуры
330-
К. В случае, если вода имеет большую жесткость и
350
содержит много железа, рекомендуется использовать кон­
денсат паровых котлов или деионизированную воду. Рас­
творение
хромового
ангидрида
ведут
при
непрерывном
помешивании. После растворения проверяют Концентра­
nию
хромового
ангидрида
по
плотности
раствора
с по­
мощью ареометра (см. табл. 3). Далее химическим анали­
зом определяют концентрацию серпой кислоты в растворе,
которая всегда содержится в некотором количестве в тех­
ническом хромовом ангидриде. По результатам анализа
рассчитывают количество дополнительно вводимой сер­
ной кислоты до заданной по составу концентрации. За­
тем электролиi· прорабатывают током в течение 3-4 ч,
2--
завешивая в ванну стальные листы с поверхностью, в
раза превосходящей поверхность свинцовых анодов.
Проработку током производят для накопления трехвалент­
ного хрома, без наличия которого в малых количествах
3
хром
на катоде не осаждается.
Препарат «Хромин» в виде таблеток вводят небольшими
порuиями во избежание образования значительной пены
на
поверхности
N2
Для приготовления саморегулирующегося электролита
2 к раствору хромового ангидрида, из которого пол­
ностью
электролита.
удалена
с отдельными
серная
кислота,
приливают
порциями воды сернокислый
смешанные
стронций
и
и кремнефтористый калий. Затем эJJектролит перемеши­
вают и также прорабатывают током при
318-335
nлотности тока Dн = 4+-6 А/дм 2 в течение 4--5 ч.
Для приготовления тетрахроматного электролита
К
и
N!! 4
вначале растворяют хромовый ангидрид и анализируют
содержание сульфатов. Едкий натр растворяют в отдель­
ной порции теплой воды и осторожно приливают к рас­
твору хромового ангидрида. Посде охлаждения в раствор
вводят недостающее количество серной кислоты.
Для образования неко'юрого количества трехвалент­
ного хрома к электролиту добавляют сахар
из
расчета
г/JI; проработка электролита током в этом случае не
требуется.
Корректирование электролитов производят на осно­
1
вании данных химического анализа. Добавление хромо­
вого ангидрида, который расходуется на осаждение хрома.
можно производить,
определяя
плотность раствора арео­
метром И содержание хромового ангидрида по
табл.
3.
165
Избыток серной кислоты устраняют добавлением ка­
шицы углекислого бария, вводя ее при интенсивном п<r
мешивании. На 1 г удаляемой серной кислоты вводят 2,2 г
При накоплении трехвалентного
углекислого бария.
хрома в количестве выше допустимого для данного элек­
тролита производят проработку током с увеличенной ка­
тодной поверхностью. При накоплении в электролите бо­
лее
1О
г/ л железа следует часть электролита заменить све­
жим; загрязненный электролит можно использовать для
хроматных
приготовления
используемых
растворов,
при
пассивировании цинковых и кадмиевых покрьrгий.
Основные неполадки, встречающиеся при хромирова­
нии в сульфатных электролитах, представлены в табл.
Таблица
95,
Неполадки при хромировании
95.
в сульфатных электролитах и способы их устранения
Характеристика
Причина неполадок
неполадок
1
Хром не осаждает-
1. .Малая плотность
2.
Высокая темпе-
ратура
Хром не осаждается на отдельных де-
1.
Увеличить силу
тока на ванне.
тока.
ся на всех деталях
Способ устранения
1
электролита
Плохой
контакт
детали с подвеской
2. Снизить температуру
электролита
Улучшить
деталей на
контакт
nодвесках
талях
Осадки хрома темные;
nрекращенне
осаждения
хрома
Присутствие
ной кислоты
азот-
и
свинцо-
разрушение
вой футеровки
1. Осадить азотную
кислоту солями бария
проработать элекн
тролнт при
высокой
плотности тока в тече-
4-5 ч.
2. Сменить электро-
ние
лит, если проработка
не
током
дала
эффекта
Хром не осаждает-~
ся даже в малых
yr-
Избыток серной
1 Ввести
n
электро-
литуглекислый барий
кислоты
лублениях
Отдельные
jучаст-
ки поверхности не покрываются
хромом
1.
Низкая
nлот-
ность тока.
2.
Экранирование
отдельных
участков
деталей.
З. Газовые «мешки»
166
1.
Увеличить ток на
ванне.
2. Изменить распол ожени е
деталей
подвеска-'f.
3.
То же
на
Продолжение табл.
Характеристика
Способ устранения
Причина неполадок
неполадок
1
1
Отслаивание
Улучшить
Нарушение режи-
по-
крьiтия вместе с ни-
мов
келевым
или плохая подготов-
подслоем
95
никелирования
качест-
во никелирования
ка к никелированию
Отслаивание
1. Заменить
риал деталей
1. Деталь изготовлена с большим со-
хро-
мового покрытия
от
мате-
держанием хрома.
основы
2.
Остаток неуда-
ленного
Недостаточное
3.
Покрытне
1. Недостаток хро-
мато-
мового
ся. «Подгар» на вы-
2.
частях
ступающих
Добавить хромо-
1.
вый ангидрид.
ангидрида.
Велика
Улучшить подго-
товку поверхности
декапирование
вое, трудно полирует-
полно-
.
покрытия.
3.
Удалить
2.
стью старое покрытие.
хромового
Снизить
2.
плот-
плот-
ность тока
ность тока
1. Недостаток серной кислоты.
2. Избыток трехва-
кислоту.
лентнога
ктролит при большой
детали
На покрьrrии
ко-
ричневые пятна
3.
хрома.
(8
Добавить серную
2.
Проработать эле-
анодной поверхности.
з. Произвес111 ча-
Повышенное со-
держание
1.
железа
г/л)
С11!чную замену электролита
Темный
цвет
крытия
по-~
Детали плохо про-
1 Обеспечить
нор-
мальный прогрев де-
греты в электролите
тали
Отсутствие покрытия
на
Неправильно смон-
внутренних
участках
тиров ан
Устранить
дефек-
ты монтажа деталей
дополни-
ТеJIЬНЫЙ анод
поверхно-
сти детали
Крупные
поры
Раковины и
в
покры111н
в
поры
основном металле
Чрезмерно
вы со-
напряжение
ванне
на
Повысить качество
поверхности
шлифо-
ванием·
1
кое
1
Образование ТОЛ·
стой пленки хроматов свинца на
аноде
Очистить
аноды
стальной щеткой; обработать аноды в растворе,
·
содержащем
100 г/л сегнетовой соли и 80 г/л едкого натра
167
а
при
электролите
хромирования.
nроцесса
происходит
мирования
тетрахроматном
в
хромировании
в табл. 96.
Особенности
при
низком
хро­
Процесс
катодном
-
выходе
по
току, вследствие чего на катодной поверхности выделяется
Таблиrtа 96. Неполадки при хромировании
rз тетрахроматном электролите и способы
устранения
их
Характеристика
неполадок
Образование «Под­
гаров»
на
кромках
деталей
f<P''"'' ''"'""'' 1
l. По:вышение
плот­
Способ устранения
l. Снизить плотность
тока.
тока.
2.
Концентрация
3.
Низкая концен­
2. Снизить концен­
трацию сульфатов до­
бавлением углекисло·
ГО ба_QИЯ.
3. Доба11нть хромо·
:вый ангидрид
ности
сульфатов ~2,5 г/л.
трация хромового ан­
гидрида при избытке
натра
едкого
Осадки хрома тем­
но-серого цвета
l. Поиижеиная
кон­
центрация сульфатов.
Высокая
2.
центрация
кон­
хрома
1. Добавить
серную
кислоту.
2. Проработать элек­
тролит током при боль­
шой анодной поверх­
ности
Осадки хром-а твер­
Повышенная
1.
дые и плохо поддают­
температура
ся полированию
тролита.
элек-
Чрезмерно вы­
2.
сокая (350-400 г/л)
или низкая (80 г/л)
концентрация
мового
Отдельные
:vчаст·
ки деталей не п"окры­
ваются
хромом
катодная
ность
2.
2. Довести содержа­
ние хромового ангид­
рида до нормы
хро­
низ­
плот­
l.
Повысить
плот­
ность тока.
тока.
Низкая хюнцен­
трация хромового ан­
гидрида
168
темпера­
электролита.
ангидрида
Слишком
l.
кая
1. Снизить
туру
2. Добавить хромо­
вый ангидрид
газообразный водород, а на поверхности нерастворимых
анодов
,,
интенсивно выделяется
кислород.
Проходящие через электролитьr газы увлекают вместе
с собой капельки электролита, что ведет к необходимости
оборудования ванн вы1-яжными устройствами и к боль­
шим
потерям
электролита,
уносимого
в
вентиляционные
каналы.
Для снижения потерь электролита и улучшения усло­
вий труда работающих в электролит вводится препарат
«Х ромин»,
который,
снижая
поверхностное
натяжение
электролита, обусловливает выход газов из электролита
с минимальным уносом последнего. Используя препарат
«Хромин», необходимо строго руководствоваться инструк­
nией по его применению и своевременно корректировать
содержание его в электролите. Необходимо также иметь
в виду, что в препарате «Хромин» содержится фтор, ко­
торый воздействует на свинцовую футеровку ванн, раз­
рушая ее.
Футеровка ванн титановыми листами обеспе­
чивает их большую долговечность.
Значительному
рида
снижению
способствует
плавающими
также
кусочками
потерь
хромового
заполнение
или
зеркала
шариками
из
ангид­
ванны
инертных
материалов
(полиэтилен,
полипропилен,
фторопласт
и т. п.).
. Монтаж деталей на подвесочные приспособления дол­
Жен производиться так, чтобы детали имели достаточно
жесткий контакт, не экранировали бы друг друга. Сече­
ние токонесущих элементов конструкции приспособлений
должно быть достаточно большим, чтобы обеспечить про­
хождение тока большой силы, не вызывая перегрева под­
весок. Учитывая, что в результате прохождения тока че­
рез электролит выделяется значительное количество тепла,
которое повлияет на температурный режим ванн, следует
величину загрузки ванн деталями определить таким об­
разом, чтобы объемная плотность тока (отношение силы
тока, проходящего через ванну, к ее объему) была не
более 1 А/л.
Дополнительные аноды, применяемые для получения
покрытия на внутренних поверхностях деталей, не должны
препятствовать выходу газов и касаться катодной поверх­
ности.
Материалом дополнительных
анодов
могут слу­
жить свинец; освинцованная сталь и в отдельных случаях
сталь без.покрытия.
169
Выделяющийся на катодной поверхности водород ча·
стично
проникает
в
кристаллич~кую
решетку
стали,
из
которой изготовлены детали, и обусловливает этим появ­
ление значительных внутренних напряжений в металле,
которые могут вызвать даже растрескивание металла после
хромирования,
если
внутренние
напряжения
от
термо­
обработки не были сняты перед хромированием. Внутрен·
ние
напряжения
мироваться
с
в
результате
внутренними
хромирования
напряжениями,
могут сум­
вызванными
nодготовительными операциями (травление, катодное обез­
жиривание), что также может привести к растрескиванию
деталей, особенно если они тонкостенные. Для удален·ия
пог лощенного водорода все стальные и особенно термо­
обработанные детали после хромирования
подвергают
обезводороживанию путем их прогрева в масле или на
воздухе при температуре 445-455 К в течение 1-1,5 ч.
Комбинированное двухслойное покрытие. Для того
чтобы обеспечить хромовым покрытием одновременно за­
щитные свойства и износостойкость, рекомендуется ком­
бинированное покрытие из беспористого молочного хрома
с последующим осаждением
несение
покрытия
(температура
тока
30
в
износостойкого хрома. На­
режиме
электролита
. 343
молочного
К,
А/дм 2) производят в течение
хромирования
катодная
20-30
плотность
мин, nри этом
осаждается слой хрома толщиной около 9 мкм; затем
в этой же ванне после охлаждения ее до температуры 323-
328 К детали
45-55 А/дм2 •
вается
Для
хромируются при катодной плотности тока
Толщина хромового покрытия устанавли­
в зависимости от назначениц_ детали.
обеспечения
прочного сuеп)Iения
между
слоем
молочного хрома и слоем износостойкого хрома детали
вначале обрабатывают при катодной плотности тока
5
А/дм2, а затем увеличивают ее до номинального значе­
ния
(45-55
А/дм2).
32.
ЧЕРНОЕ
ХРОМИРОВАНИЕ
Черное хромирование
применяется
для покрытия деталей оптических систем и деталей, кото­
рые должны иметь
хорошую
теплоотдачу в пространство
(радиаторы).
Толщина слоя черного хрома составляет
1,5-2,0
мкм.
Для защюы от коррозии на основной .металл наносится
170
обычно подслой хрома в режиме молочного хромирования
толщиной не менее 9 мкм для стальных деталей и 3-6 мкм
для деталей из цветных металлов. Покрытие черного
хрома обладает хорошей термостойкостью, сохраняя свои
качества до температуры 773 К, и в отличие от черного
никеля или оксидных покрытий является износоустой·
чивым.
Составы электролитов
и режимы получения
хрома представлены в табл.
Таблица
97.
черного
Варианты электролитов
97.
Составы и режимы для электролитов
черного хромирования
Номер-электролита
Состав и режим
1
2
1
1
3
Состав, г/л:
хромовый ангидрид
криолит
аммоний фтористый
железо щавелевокислое
азОтнокислый натрий
уксуснокислый барий
борная кислота
препарат «Хромин»
Температура, К
Плотность 'fOKa, А/дм 2
Продолжительность, мин
черного
хромирования
250-280 250-300 300-350
0,2-0,3
0,2-0,3
50-65
5-7
7-10
12-15
3
290-300 290-300 295-315
50-100 40-80
8-15
15-20
15-30
1-2
являются
равноценными;
выбор
того или иного варианта диктуется наличием материалов,
необходимы~ для приготовления электролита.
Контроль качества и удаление дефектных покрытий.
Качество хромового покрытия должно отвечать требова­
ниям ГОСТ 9.301-78 «Покрытия металлические и неме­
таллические неорганические. Технические требования».
Визуально опенивается состояние поверхности и фикси­
руются такие дефеК'Iы, как шишковатые наросты, непо­
кр~Iтые
участки,
отслаивание,
<Шодгар»
и
пятнистость.
Толщина покрытия и пористость определяются
по
ГОСТ 9.302-79 «Покрытия металлические и неметалли­
ческие неорганические. Правила приемки и методы покры·
'ГИЯ». Качество пористого хрома определяется осмоаром
171
через лупу с увеличением
личить
характер
пор
или
30-IOOX,
позволяющим раз­
каналов.
Удаление дефектных покрытий осуществляется хими­
ческим или электрохимическим способом. В первом слу­
чае хромовое nокрытие растворяется логруженнем детали
в соляную кислоту, разбавленную водой в отношении 1 : 1,
nри температуре раствора 300-314 К. При электрохими­
ческом способе хромовое покрытие удаляют анодным рас­
творением в электролите, содержащем едкий натр в коли·
честве 150-200 г/л, при комнатной температуре электро­
лита и плотности тока
Глава
10.
3-10
А/дм2 •
ОСАЖДЕНИЕ
И
33.
РЕДКИХ
ДРАГОЦЕННЫХ
МЕТАЛЛОВ
СЕРЕБРЕНИЕ
Серебро легко растворимо в азотной
кислоте и растворах аммиака, слабо растворимо в серной
кислоте и практически нерастворимо в соляной кислоте
и щелочах. Во всех химических соединениях серебро од­
новалентно. Соли серебра разлагаются под действием
света. Наиболее широкое применение серебрение имеет в
электропромышленности
для
создания
слоя с высокой электропроводностью, в
мышленности, а также в оптике для
nоверхностного
ювелирной
повышения
nро­
отража­
тельной способности.
Цианистые электролиты серебрения. Эти электролиты
отличаются простотой состава и весьма высокой рассеи­
вающей способностью. Выход по току у них весьма
близок к 100%, и слой серебра из них осаждается
светлый и мелкокристаллический. Электролиты характе­
ризуются высокой ядовитостью. Существует много эле­
ктролитов, важнейшие из которых приведены в табл. 98.
Из nриведеиных электролитов N!! 1 является простей­
шим по составу; N!! 2 рекомендован ГОСТ 9.047-75 при
условии реверсирования тока Т11 : Та
10 ! 1. При вве-
=
172
Таблица
98.
Составы и режимы осаждения
цианистых электролитов серебрения
Номер электролита
Состав и режим
1
2
1
Состав, г/л:
(в пересчете на металл)
uианистый калий (свободный)
азотнокислый калий
углекислый калий
5
4
1
-
кали
-
Плотность rока, А/дм
1
35-45 20-40 90- 45-60 40-45
100
50-70 20-30 50-60 30-50 45-50
8-15
0,25- 0,50
290- 290- 290- 290- 315300
300
300
300
325
0,1- 0,3- 2-3 0,8- До 10
0,2
1,5
1,2
каптакс
Рабочая :температура,
3
30-40 20-30 45-60 35-45 30-40
комплексная соль серебра
едкое
1
I\
2
-
-
дении в электролит N!! 3 блескообразователя (каmакс)
и предварительной длительной проработке из него полу­
чают зеркально-блестящие покрытия в широком диапа­
зоне плотностей тока. Для электролита N!! 4 также тре­
буется реверсирование тока, а N!! 5 применяют для непре­
рывного скоростного серебрения nроволоки и ленты.
Серебряные аноды поставляются по ГОСТ 5.1214-72.
Приготовление электролитов. При наличии готового
дициано-аргентана калия I\.Ag(CN) 2 (ТУ 6-09-451-70)
составление
электролитов
весьма
просто
и
заключается
в растворении сухой соли KAg(CN) 2 в воде, подщелочен:
ной свободным цианистым калием в количестве, предусмо­
тренном выбранным составом электролита. Если готовая
соль
KAg(CN) 2
отсутствует,
то электролит составляют
на основе азотнокислого серебра
растворяют
азотнокислое
серебро
AgN03 •
в
Пре~де всего
дистиллированной
воде nри красном свете в темном помещении. Отдельно
готовят раствор цианистого калия (цианистый натрий
вепригоден для составления электролита) с концентра­
цией 40-50 г/л и nриливают его при nеремешивании
к раствору азотнокислого серебра. Обраэующийся белый
творожистый осадок растворяют в избытне цианистого
калия, вводят, если необходимо, остальные комnоненты,
173
доводят электролит до рабочего уровня водой и присту­
пают
к эксплуатации.
При отсутствии азотнокислого серебра анодное или
пробное серебро, или серебряный припой, нарезанный
кусочками, растворяют постепенно в крепкой азотной
кислоте, выпаривают избыток кислоты, растворяют оса­
док с примесями в дистиллированной воде и осаждают
из него хлористое серебро раствором хлористого натрия.
Полученный осадок растворяют цианистым калием, как
указано
ранее.
К
Особенности технологии серебрения.
ним следует
отнести прежде всего необходимость создания свеже­
осажденного подслоя меди, весьма сnособствующего вы­
сокой прочности сцепления серебра; затем, в связи со
склонностью серебра контактно выпадать на поверхности
деталей при завеске их в электролиты серебрения, необ­
ходимость предохранить поверхности деталей от выпа­
дения серебра. Для этого детали после меднения завеши­
вают под током в один из электролитов предварительного
серебрения или же амальгамируют поверхность слабым
раствQром ртутных солей, а затем под током завешивают
в рабочий электролит серебрения. Составы и режимы
.работы растворов для предохранения от контактного
выделения серебра приведены в табл. 99.
Таблица
Составы электролитов и режимы обработки
99.
деталей для предохранения от контактного
выделения серебра
Номер электролита
Состав и режим
1
1
2
1
Состав, г/л:
комплексная соль серебра в
ne-
реечете на металл
цианистая
меди в
комплексная
пересчете
соль
на металл
цианистый калий свободный
окись
ртути илн
азотнокислая
азотная
ртуть
кислота
Рабочая U"емперату~а, К
Плотность <rока, А дм 2
Выдержка, мии
174
0,5-1,5
0,8-1,5
70-90
290-305
6,0-7,5
3
-
60-70
6-8
8-10
3-5
290-300 290-300
8-12 0,1-0,2
0,4-0,6
0,055-10
0,1
50-60
-
--
-
Иs
приведеиных
электролитов
ван ГОСТ 9.047-75, а электролит N!!
меди и серебра. В обоих случаях
N2 1 рекомендо­
2 осаждает сплав
аноды никелирован­
ные пластины.
преднаsначен для
Электро.цит
N2 3
кон·
тактнаго вьщеления ртути.
Основные
неполадки
при
эксплуатации
электролитов серебрения указаны в табл.
цианистых
100.
Таблица 100. Неполадки при эксп.луатации цианистых
электролитов серебрения и способы их устранения
Характеристика
Сnособ устранения
Причина неnоладок
неnоладок
1
1
Недоброкаче-
Проверить и от-
Гальванически
осажденный слой се-
ственная подготовка
корректировать
ребра шелушится или
к покрытию.
жим
:отслаивается при на-
1.
2.
Передержка
1.
в
2.
ре-
подготовки.
Сократить время
гревании или во вре-
растворе для амаль-
амальгамирования
мя полировки
гамирования.
2-3 с.
3. Повысить концен-
Серебряные
н истые
темным
трацию
цианистого
KCN
калия
свободного
по данным ана-
электролите
ли за
Малая концентрация свободного циа-
Сделать анализ на
содержание KCN, до-
нистого калия в элек-
бавить
тролите
калия
цианистого
по
расчету
покрыты
налетом
Интенсивное
вы-
Избыток
свобод-
деление водорода на
ного цианистого
катоде; серебряное
лия
покрытие
хрупкое;
Серебряное
рыхлое
или
очень
ка-
низ-
кая концентрация се-
Ввести
лит
в
электро-
азотнокислое
ребро
на
результата
се-
основании
анализа
ребра в электролите
аноды чистые
крытие
в
по-
крытия темные и пят-
Аноды
3. Малая концентрация свободного
до
noи
крупнокристалличе-
Завышена
ная
катод-
nлотность
тока
Отрегулировать реостатом катодную плотность тока
с кое
175
Продолжение табл.
Харакз·еристика
неполадок
Питтинг
в
\
ных
стрелок
на
Способ устранения
Причипа неnоладок
1
Задержка пузырь-
форме
ков
точек или вертикаль-
по-
водорода
вслед-
загрязнения
ствие
крытии
100
Применить
хивание штанги, фильтрование
электрмита
ревер-
сированне тока, встрячерез
акти-
вираванный уголь
Темные
пятна
Засорение элек-
1.
на
серебряных деталей. Ано-
мом
ды светлые
ними металлами.
поверхности
ролита анодным шла-
посторон-
или
пасульфита до
Обеднение
2.
электролита
2.
слоя
прикатодного
1. Отфильтровать
электролит. Ввести добавки NH40H нли ги-
ионами
1 г/л.
Применить переэJiектро-
мешивание
лита
серебра
Быстрое
Наличие
потемне-
н и е промытых и вы-
серебря-
сушенных
стых
газов
сер нив
атмо-
сфере участка
ных деталей
ne-
хромпика
Чрезмерно велика
Неравномерность
толщип слоя на разучастках.
личных
Ввести пассивирование серебряных
растворе
'f&'leй
в
Увеличить
соответ-
изде-
ственно площадь ано-
лий, например бух-
дов из серебра, стали
08Х18Н или плати-
поверхность
Пассивирование ано-
:ты
проволоки,
ДОВ
ты
и
т. д.,
площадь
и
ленмала
пированного 'fитана
анодов
Нецианистые электролиты серебрения. Известны сме­
шанные
желе.зистосинеродисто-роданистые,
йодистые,
сульфитные, роданистые и сульфосалициловые электро­
литы. Из них лишь железистосинеродисто-роданистый
получил промытленное применение. Остальные исполь­
зуются в основном для лабораторных работ; составы
и режимы работ для двух из них приведены в табл. 101.
Из
трех
указанных
ГОСТ
9.047-75.
нента
сливают
электролитов
рекомендован
N2 1
При его составлении первые три компо­
вместе
и
киnятят,
защитив
от
света,
не
менее 5-6 ч, после чего удаляют образующийся коричне­
вый осадок гидрата окиси железа, приливают раствор
роданистого калия и приступают к работе. Осадок обяза­
тепыю
176
проверяют
на
отсутствие
солей
серебра.
Рода-
Таблица 101. Составы и режимы осаждения
нецианистых электролитов серебрения
Номер электролита
Состав и режим
1
1
2
1
3
1
Состав, г/л:
азотнокислое
или
25-30
50-60
50-80
25-30
120-150
400-450
свежеосажден-
ное хлористое серебро в пересчете на металл
железистосинероднстый калий
углекислый калий
роданистый I{алий
йодистый калий
сульфит натрия
желаmна
препарат ОС-20
1-2
3-4
-
-
-
250--300
-
-
5-10
290--335 290-300
0,3-0,5 0,15- 0,5-0,7
0,25
Рабочая температура, К
Плотность тока, А/JЩ 2
нистый электролит
290-305
25-30
N2 3
отличается своей нейтральностью
nри серебрении покрытых медью радиосхем из пластмасс,
керамики и прочих неметаллических материалов.
На ряде предприятий применяют сульфосалициловый
электролит состава, г/л:
Серебро (в пересчете на металл) . •
Сульфосалициловая кислота (общая)
Аммоний углекислый
. • • • . . •
»
(
сернокислый
. . • . . . .
40-50
50-100
20-30
60-80
Ка!Q-дная nлотность тока при комнатной температуре
электролита
0,8-1,2
А/дм 2 •
Электролиты блестящего серебрения. С целью эко­
номии серебра за счет снижения толщины покрытия на
15-20%
и улучшения его декоративных качеств при­
меняют электролиты блестящего серебрения, обеспечива­
ющие получение блестящих покрытий, не нуждающихся
в крапевании или полировании, которые неизбежно сни­
мают до
В
3
мкм покрытия.
качестве блескаобразующих добавок используют:
меркаптобензотиазол - каптакс (МРТУ 6-09-29-88-66) 0,5 г/л, или селен элементарный (МРТУ 6-09-638-63)0,001-0,004 г/л. На ряде предприятий применяют до·
бавку эльдин (ТУ 6-09-46-47 -78) - 1-4 г/л.
177
Введение
блескаобразующих
добавок обычно осуще­
ствляют в цианистый электролит, содержащий повышенное
до
30-40
г/л количество серебра, что обусловливает воз­
можность увеличения плотности тока до
0,8-1,5 А/дм2•
Пассивирование и декоративная отделка слоя серебра.
Наиболее простым способом предохранения серебряных
nокрытий от окисления и .образования сернистых пленок
является химическое пассивирование в 1 %-ном растворе
хромпика K2Cr20 7 при комнатной температуре и частом
nеретряхивании мелких деталей в течение
20
мин. Пока­
эатель рН при этом поддерживают в пределах
хромовым
3,0-4,5
ангидридом.
Более надежным следует считать катодное пассивиро­
вание в электролите, содержащем 100-150 г/л хромово­
кислого калия и 1-2 г/л кальцинированной соды. Детали
завешивают на катоде и выдерживают при рН =
комнатной
температуре
и
Dн =
4+-8
А/дм 2
в
8--;-9,
течение
мин.
Чернение поверхности под старое серебро производят
раствором серной печени, которую готовят в цехе спла­
влением одной весовой части серы с двумя частями по­
таша в течение 15-20 мин. Полученную массу растворяют
в теплой воде с концентрацией 20-30 гiл, затем подогре­
вают раствор до 335-345 К и погружают в него обез­
жиренные детали на 2-3 мин или же наносят раствор
кисточкой. Высохшую темную пленку слегка крацуют
I0-15
латунными щетками дл
проеветления металла
на
выпук·
.пых участках.
Регенерация серебра. Химическое растворение эабра·
кованных покрытий на меди производят в подогретой до
350 К смеси
19: 1.
серной и азотной кислот, взятых в отношении
Для полного удаления забракованных серебряных
покрытий детали завешивают в электролит, состоящий иэ
раствора цианистого калия с концентрацией
50--70
г/л,
и подвергают анодному растворению. В качестве катодов
могут быть использованы угольные или графитовые пла­
стины.
При анодном растворении серебра в цианистом кали
возможно и растворение меди или медного подслоя дета­
лей, поэтому nосле использования цианистого электролита
находящееся в нем серебро может быть изв"1ечено в виде
AgCI
178
путем осторожного подкисления электролита ма·
лыми дозами HCI в вытяжном шкафу. Ввиду высокой
опасности указанной операции ее выполнение может быть
поручено только квалифицированным исполнителям. Се­
ребро
осаждается
в
виде
белого творожистого
осадка
которому дают отстояться не менее суток. Про­
верку на полноту осаждения серебра производят добавле­
AgCl,
нием соляной кислоты к отфильтрованной пробе раствора.
Осадок хлористого серебра фильтруют через плотную
бязевую ткань, промывают и сушат при
Возможно также
щелочных
извлечение
электролитов
путем
380-395
серебра
введения
из
К.
цианистых
эквивалентного
количества цинковой пыли или стружки.
Извлечение серебра из ванн с непроточной промывнпй
водой, которые служат для улавливания солей серебра,
уносимых на поверхность деталей, можно производить
посредством
выпаривания
воды
и
разрушения
остатка
цианядов соляной кислотой, как описано выше.
В производстве практикуют извлечение серебра
из
промывных вод фильтрованием через колонки, заполнен­
ные монообменными (анионитными) смолами, которые
ад­
сорбируют серебро, золото и прочие тяжелые металлы.
После насыщения смолу сжигают, а серебро извлекают
из золы азотной кислотой с последующим осаждением
его
хлоридами.
34.
ЗОЛОЧЕНИЕ
Свойства металла и области приме­
нения. Золото устойчиво в щелочах и кислотах, но раство­
ряется в свежееоставленной смеси трех объемов соляной
и одного объема азотной кислоты (в так называемой
царской в_одке) с образованием хлорного золота.
От дейс'fвия атмосферы и сернистых газов золото не
'fУскнеет. Благодаря высокой химической пассивности
золота
и
красивому внешнему виду золоченых
гальваническое
золочение
широко
применяется
изделий
.в
юве­
лирном деле, часовой промышленности, производстве точ­
ных приборов, разновесов аналитических весов и лабо­
раторных приборов. Цвет гальванического покрытия мо­
жет быть различен в зависимости от примесей других
металлов
веркиости
в
электролите
золочения. Шероховатость
перед покрытием
при
всех
условиях
по·
должна
быть не нище 8-го класса.
179
Толщина золотых покрытий устанавливается в соот·
вететвин с общемашиностроительными руководящими ма­
териалами и изложенными в них техническими требова­
ниями к гальваническим покрытиям.
Электролиты золочения. Промытленное применение
щелочные (цианистые и железистосинероди­
получили
стые), кислые и нейтральные (на основе лимонной кислоты
и ее солей) электролиты. Составы и режимы работы элек­
тролитов золочения приведены в табл. 102.
ТDблица
102.
Составы и режимы работы
электролитов
золочения
Номер электролита
Состав и режим
1
Состав, г/л:
диllИанаурат калия (в пересчете
на металл)
хлорное
золото
(в
пересчете на
металл)
цианистый калий (свободный)
железистосинеродистый калий
углекислый калий
роданистый калий
лимонная
кислота
Показатель рН
Температура, К
Плотность тока, А/дм 2
Выход по току, %
В
999,9,
1
4-10
1
2
-
10-20
-
11-12
1
8-12
4
-
200
65
100
-
3
--
100-150
ll-12 3,5-5,0
320-330
335
305-335
0,2-0,5 0,2-0,3 0,5-1,0
30-40
40-50
60-80
1
качестве анодов можно применять золото марки
ГОСТ 5.1213-72, а в качестве нерастворимых -
nлатинированный титан, графит марки Э, ГОСТ 4426-71,
и сталь 08Х18Н10Т.
П рuготовление электролитов.
Цианистые электро­
литы наиболее целесообразно составлять, исходя из гото­
вого дицианаурата калия, который поставляется nромыш·
лениостью по ГОСТ 5.ll33-71. В этом случае готовую
соль растворяют в воде, подщелоченной KCN в заданной
концентрации. Для составления железистосинеродистых
и лимоннокислых электролитов следует пользоваться гото·
вым хлорным золотом AuCl 3 ·HC1·4H20, поставляемым
МРТУ 6-09.2584-65. Перед составлением электролита
no
хлорное железо можно нейтрализовать раствором поташа
180
КzСОз ДО прекращения выделения пузырьков со2. Для
приготовления
железистосинеродистого
растворяют
К
и безводную соду. Растворы сливают
Fe(CN)6
4
кипятят
и
в
отдельно
u
кипящип
раствор
желтую
электролита
золочения
вводят
кровяную
u
горячии
соль
вместе,
раствор
хлорного железа. Для повышения выхода по току и улуч­
шения качества лакрытий приготовленный электролит
рекомендуется прокипятить в течение 4--5 ч, после чего
он пригоден для эксплуатации.
Для
крытий
в
повышения
износоустойчивости
золотых
по­
на
контактах радиоэлектронной
аппаратуры
электролиты
золочения
вводят
соли
никеля
или
ко­
бальта. Содержание никеля или кобальта в сплаве соста­
вляет десятые доли процента. Рекомендуется следующий
состав электролита, г/л:
Дицианаурат калия (в пересчете на золото)
Кислота лимонная
. . . . . . . . . .
Калий лимоннокислый трехзамещенный • • •
Никель или кобальт сернокислый . . . • • •
Температура
А/дм2 •
310--320
К;
катодная
8-10
30-40
30-40
1-3
плотность
тока
0,5--0,7
Основные неполадки при эксплуатации электролитов
золочения приведены в табл. 103.
Регенерация зQ,лота из электролитов и промывных вод.
Отработанные электролиты золочения содержат в зависи­
мости от состава от 2 до 15 г/л золота в пересчете на металл.
Содержание золота в ваннах первой, второй и третьей
промывок в дистиллированной воде после золочения ко­
леблется
от
250
до
1
мг/л.
Количество металлических
частиц золота в промывных водах после галтовки, краце­
вания и полировки может изменяться от 6 до 130 мг/л.
Для восстановления золота из отработанных электро­
литов золочения рекомендуются два способа. Первый из
вих заключается в медленном осаждении золота цинковой
nылью или стружкой, которое производят из щелочного
раствора с содержанием свободного
KCN
не менее
2
г/л.
освинцовывают контактным путем,
погружая ее на
l-
При осаждении стружкой ширина ее должна составлять
2-3 мм, а толщина 40-50 мкм. Стружку предварительно
2 мин в раствор уксуснокислого свинца концентрацией
100 г/л. Электролит перед осаждением фильтруют, после
чего засыпают в него освинцованную, но не просушенную
ISI·
Таблица
10:1.
Основные неполадки
при эксплуатации электролитов золочения
и способы их устранения
Характеристика
неполадок
1\расный оттенок
золота
на
изделиях
Причина неполадок
1
1
Примеси солей ме-
ди
в
Способ устранения
1
электролите
Проработать
элек-
'l"ролит
Белый или зеленоватый оттенок nокры-
Примеси серебряных солей в электро-
тия
лите
Светлый, бледный
оттенок золота на изделиях
1.
Плотность тока
ниже
2.
0,05 А/дм2 •
Низкая ковцен-
трация
золотых
со-
лей.
2. Проверить ан ализом и добавить солей
золота.
3. Низкая температура электролита
Темный и рыхлый
слой золота на из-
Повысить плот-
1.
ность тока.
ЗавьШiена
nлот-
ность тока
3.
Подогреть
элек-
тролит
Снизить
nлотность
тока
делиях
ет
Осадок золота имегрязно-розовый
Накоnление
бонатов выше·
карг/л
90
оттенок
Регенерировать соли золота из элек'l"ролита
стружку в количестве 8-10 г/л. Осаждение длится 1015 сут с перемешиванием раствора один раз в двое суток.
Если в электролите содержится примесь других металлов,
стружку добавляют через каждые
4-5
сут.
При контактном осаждении золота газавыделения не
nроисходит. Процесс осаждения ведут nри комнатной
температуре раствора. Проверка на полноту осаждения
золота производится путем введения в раствор на 57 мин nорции блестящей неосвинцованной цинковой
стружки. При отсутствии nотемнения стружки реакция
восстановления считается законченной. Отработанный рас­
твор фильтруют, а осадок тrцательно пр.омывают, пере­
носят в фарфоровую чашку и сушат. Целесообразнее обра­
ботать осадок соляной
182
кислотой, тщател_ьно nромыть и
затем обработать азотной кислотой (плотностью
1,4 г/смЗ)
с подогреванием до получения металлического золота.
Второй,
чается
в
ускоренный метод осаждения золота заклю­
разруШении
цианистого
электролита
соляной
кислотой, которую вводят-в электролит с большим избыт­
ком. Кислоту вводят постепенно, небольшими порциями,
особенно строго соблюдая правила техники безопасности
при работе с цианом. Разрушение цианидов производят
в закрытом вытяжном шкафу. В подкисленный раствор
вводят цинковую стружку, как указано выше, и осаждают
золото в течение 1-2 сут. Проверку на полноту осаждения
и последующую обработку осадка производят, как ука­
зано при описании первого способа.
Для улавливания весьма малых количеств золота и
других благородных металлов, содержащихся в краце­
вальных-растворах и промывных водах, в условиях произ­
водства наиболее целесообразно извлечение золота,
ребра и платины посредством ионообменных смол.
Степень
металлов
улавливания
золота
анионитными
смолами
се­
и, других драгоценных
ближе
к
100%.
При
фильтровании промывных вод, содержащих после поли­
ровки взвешенные частицы металла, отфильтрованная
жидкость должна быть совершенно прозрачной, без опа­
лесценции,
что указывает на полное извлечение металла.
Анионитные
<;молы
способны
поглощать
до
100%
металла от веса сухой смолы, но практический коэффи­
циент
их
использования намного ниже.
35.
ПОКРЫТИЯ
МЕТАЛЛАМИ
ПЛАТИНОВОЙ ГРУППЫ
платина
21,4
Осаждение платины Металлическая
характеризуется высокой плотностью, равной
г/сМ'. Теплопроводность и электропроводность пла­
тины приблизительно в шесть раз ниже, чем у серебра.
В
соединениях
платина
главным
образом
четырехва­
лентна. Она нерастворима в кислотах, но растворяется
в царской водке.
Платинирование применяется для покрытия титано­
вых электродов, эксплуатируемых в агрессивных средах.
Из электролитов для осаждения платины наиболее изве­
стны фосфатньiе и цис-диаминонитритные. -Их
.и режимы осаждения приведен.ы в табл. 104.
составы
183
Таблица
104.
Составы и режимы работ электролитов
для
осаждения
платины
Электролит
Состав и режим
фосфатный
Состав, r/л:
кислый фосфат натрия
--
-
цис-диаминонитрит nлатины
(в nересчете на ме-
'Галл)
азотнокислый аммоний
нитрит
нитритный
24
130
хлорnлатинат аммония
Pt(NH3MN02) 2
1цис-диамиио·
10
--
натрия
аммиак- 25% -ный водный
Рабочая те!>шература, К
Показатель рН
Плотность тока, А/ д~1 2
330
-
100-120
10-12
50-60
371-373
4,8
8-9
0,4-0,5
6-7
Для составления фосфатiюго электролита металличе­
скую платину (ГОСТ 13498-68) растворяют в царской
водке. Образовавшуюся хлорную платину в форме желтых
кристаллов H 2 PtCl 6 ·6H2 0 нейтрализуют аммиаком, а по­
лученный хлорплатинат аммония (NH 4 ) 2 PtCI 6 используют
для
составления
указанного
электролита.
Электролит требует предварительной проработки из
расчета до 7200 Кл, б~з которой доброкачественных по­
крытий получить нельзя и выход по току чрезмерно низок.
Кроме того, необходимо применять перемешивание элек­
тролита
сжатым
воздухом
и
не
центрации хлорплатината ниже
допускать
5
падения
кон­
г/л в пересчете на ме­
талл.
Для
приrотовления
цис-диаминонитритного электро·
лита металлическую платину
растворяют в царской
водке, как это делается и при получении фосфатного
электролита. Полученный раствор хлорной платины кри­
сталлизуют. При смешивании растворов хлорной платины
с раствором нитрита натрия
NaN02
(или калия
KN02),
взятым в десятикратном избытке против расчетного коли­
чества, и подогревании полученной смеси до
четырехвалентная
платина
313-323 К:
восстанавливается
платинанитрита
двух­
с
K2Pt(N02) 4 •
К полученному раствору приливают расчет·
l84
образованием
до
валентной
калия
ное
количество
аммиака
до
получения
цис-изомера
ди·
аминанитрита .платины Pt(NHзMN02) 2 , который посте·
пенно выпадает в виде объемистой кристаллической массы.
При
покрытии
из
этого ·электролита
применяют
аноды
платиновые нерастворимые.
При
реверсировании
'I'одного периода
5
тока с
с и анодного
продолжительностью
- 2
ка·
с слой платины ста·
новится гладким и беспористым.
Регенерацию отработанных электролитов и извлечение
платины из промывных вод производят путем пропускания
сероводорода через ·растворы, подкисленные соляной кис·
лотой. При прокаливании полученный осадок сернистой
платины восстанавливается до метаJiла.
Осаждение
палладия.
Палладий- серебристо-белый
металл с температурой плавления
1827
К.
Его электри·
ческая проводимость почти в семь раз ниже серебра, но
она неизменна
нагревании до
в течение длительного времени, даже при
575
К, а гальванические· покрытия палла·
дием отличаются высокой твердостью и износостойкостью.
Поэтому палладирование применяют для покрытия элек·
трических контактов. Из электролитов палладирования
применяются фосфатные, нитритные и аминохлоридные.
Для всех них основной солью является хлористый палла.
дий PdCl 2 ·2H20 (МРТУ 6-09-1502-72). При отсутствии
готовой соли ее готовят путем химического растворения
металлического
водке
или,
что
палладия
проще,
(ГОСТ
анодным
в
царской
растворением
металла
13462-68)
в соляной кислоте или хлористом аммонии.
Состав нитритного электролита, r/л
Хлористый палладий
5-10
15-20
40-50
25-30
Нитрит натрия
Хлористый натрий
Борная кисдота .
.
. .
Осаждение ведут с растворимыми анодами из палладия.
nрн
325 К и рН = 5,6-;-6,5 с плоwостыо тока D 11 = 0,1-7-:-1,5 А/дм 2 и выходом по току 40-50%. Покрытия тол·
щиной до 2 мкм получаются блестящими.
Осаждение родия. Родий обладает голубовато-белым
оттещщм, имеет плотность 12,44 r/сМЗ и температуру пла­
вления
2240 К.
тусщз:еет и
Гальванически
не окисляется
на
осажденный
воздухе
и
родий
не
под действием
185
агрессивных сред, обЛадает высокой отражательной спо­
собностью, а электропроводность его в четыре раза ниже
электропроводности серебра, но не изменяется во времени.
Поэтому осаждение родия применяют для покрытия зеркал
и отражателей, ;!Лектрических контактов и защиты от
_
агрессивных сред.
Родий в химических соединениях, применяемых в галь­
ванотехнике,
трехвалентен;
верастворим в щелочах и
во
всех органических и неорганических кислотах (даже
в царской водке). Растворим он лишь в концентрирован­
ной серной кислоте и в расплавленном бисульфате калия.
Из электролитов для
nрименевне
Возможно
получили
осаждение
осаждения
родия
сернокислые,
родия
из
наибольшее
фосфорнокислые.
аминохлоридных,
бор­
фrористоводородных,
сульфаминовых
и
хлоридных
электролитов. Наиболее изучены сернокислые электро­
литы. Они просты по составу и содержат .лишь серно­
кислый родий (2-3 г/л) и серную кислоту (40--60 г/л).
Рабочая температура 290-300 К, плотность тока Dн
= 1,5--;-2 А/дм 2 , выход по току 'fJ = 20+40%.
=
Наиболее просто приготовить сернокислый электролит:
в раствор серной кислоты с концентрацией 50 г/л вводят
30%-ный раствор перекием водорода в количестве 1-
1,5
г/л. Этот раствор заливают в Н-образный стеклянный
сосуд с вмонтированными в него графитовыми стержнями.
Порашок или пластинки металлического родия предва­
рительно активируют в растворе соляной кислоты, раз­
бавленной 1 : 1, при комнатной температуре, обрабатывая
их переменным током с частотой 50 Гц при плотности тока
А/дм2 в течение 5-10 мин. Затем пластины помещают
в Н-образный сосуд, подключают их в качестве электродов
50
и ведут растворение переменным током до требуемой кон­
центрации родия. Полученный электролит кипятят 3-4 ч
до
удаления
следов
перекием
36.
водорода.
ОСАЖДЕНИЕ
ПРОЧИХ
МЕТАЛЛОВ
Осаждение индия. Индий - мягкий
nластичный металл с плотностью 7,31 г/см 3 и температурой
плавления
ной
430
К. Он растворим в серной, соляной и азот­
кислотах.
по ГОСТ
Металлический
10297-75.
индий
поставляется
Покрытие индием и его сплавами
применяется как антифрикционная смазка подшипников
скольжения
186
и для
получения
металлических зеркал.
Состав простого сернокислого электролита, г/л
Сернокислый индий
Сернокислый натрий
50-70
• • • • • • • • -. • • • •
. • . • . . . . . • . . .
10-15
Режим эксплуатации электролита
290-300
2,0-2,7
Рабочая температура, К
Покаэатель рН
. • .
Плотность тока, А/дм
Выход по току,
2
l-2
60-80
%
Аноды - графит или металлический индий.
Осаждение висмута. Висмут хорошо растворим в креп~
кой азотной кислоте. Соляная и серная кислоты практи­
чески не действуют на него. Висмут легко окисляется,
образуя оксидную пленку черного цвета. Для осаждения
висмута разработан электролит со следующим составом,
г/л:
16-20
150-170
20-25
2,5-3
Азотнокислый висмут
• • •
Трилон Б . . . • . . . • •
Лимоннокислый аммоний
Клей столярный . . • . .
Режим эксплуатации
290-300
9-9,5
0,5-1
Рабочая темnература, К
Покаэатель рН
. . .
Плотность тока, А/дм2
Осаждение ведут с нерастворимыми
дами с выходом по току '!!и =
25%.
угольными
ано­
Покрытие плотное,
nолублестящее.
Осаждение сплавов.
Из сплавов драгоценных метал­
лов промытленное применение получили сплавы серебра
с сурьмой и золота с медью. Введение сурьмы .в состав
сплава серебра в количестве 1,5-3% повьПllает износо­
стойкость покрытия в 5-10 раз, что особенно важно при
покрытии электрических контактов. Электро..1ит для оса­
ждения такого сплава с содержанием сурьмы около
пригоден для
и барабанах.
покрытия
мелких
деталей
в
0,5%
колоколах
Состав электролита, r/л
Серебро азотнокислое
Калий железистосинеродистый
» роданистый
»
»
углекислый
сурьмяноnиннокислый
20-40
50-70
~IO-IIO
20-50
5-8
JB7
Процесс ведут при: комнатной температуре, показа-:
теле рН 8-8,5, катодной плотности тока О, 1-0,2 A/JJ}.1 2 ,
частоте вращения 13-15 об/мин. Аноды серебряные.
Концентрацию сурьмы поддерживают периодическими до­
бавками соли в электролит.
Гальванически
осаждаемые
сплавы
золото - медь
nолучили
применение
в
ювелирной
промышленности
в связи с тем, что позволяют существенно экономить рас­
ход золота и одновременно повысить износостойкость
покрытия в 2,0-2,5 раза по сравнению с покрытием
чистым золотом. Составы электролитов с различным содер­
жанием
золота
ведены в табл.
в
сплаве
и
режимы
их
осаждения
при­
105.
Аноды применяют из сплава с тем же соотношением
компонентов,
что
и
в
составе
осажденного
покрытия.
В качестве анодов допускается применять и чистое зо­
лото, но корректировку электролита в этом случае необ­
ходимо вести путем периодических добавок медноциани­
ст~й комплексной соли.
Таблица
105.
Составы электролитов н режимы осаждения
различных
сплавов
золота
Содержание золота
в сплаве,
%
Состав и режим
55-60
75-80
1
90
1
Состав, г/л:
соль золота в пересчете н а металл
соль меди в пересчете на металл
калий цианистый свободный
Рабочая температура, К
1,1-1,4 l,б-1,9 2,3-2,8
4,5-6,0 3,4-4,4 2,5-3,5
11,05,0-7,5 7,0-9,0
14,0
320-325 320-325 320-325
Плотность тока, АJдМ2:
катодная
анодная
Катодный выход по току,
188
%
0,25- 0,5-1,0
1,0
1,0-1,6 1,5-2,0
65-70
50-55
0,251,0
1,7-2,3
45-50
г~ава
ХИМИЧЕСКОЕ
11.
И
ЭЛЕКТРОХИМИЧЕСКОЕ
ПОЛИРОВАНИЕ
Теория
вания
и
химического
процессов
полирования
еще
электрополиро­
не
раскрыта
до
конuа. Практически же введение в травильные растворы
некоторых
химикатов
и
поверхностно-активных
веществ
приводит к созданию глянцевой, блестящей поверхности.
При этом образующиеся в процессе травления вязкие про­
дукты реакции обволакивают всю поверхность изделий.
В микровпадинах, канавках и прочих мельчайших углу­
блениях толщина этой вязкой пленки в несколько раз
больше, чем на микровыступах, острых
бешках,
.полученных
обработки.
ранее
в
кромках
результате
и гре­
механической
Подбирая специальные вещества и режимы
обработки, можно настолько усилить эффект сглаживания,
что поверхность металла становится весьма блестящей
и может повысить класс шероховатости с 10-11-го до
12-13-го по ГОСТ 2789-73. Следует отметить, что по­
вышение
класса шероховатости
может иметь
место лишь
при высокой начальной степени, например начиная с 8-го
или 9-го класса и выше, а при шероховатости 4-6-го
-
начальный класс шероховатости останется неизменным,
но поверхность станет блестящей.
ХИМИЧЕСКОЕ
37.
ПОЛИРОВАНИЕ
ЧЕРНЫХ
И
ЦВЕТНЫХ
Химическое
металлов
Так,
имеет
пока
промытленное
весьма
МЕТАЛЛОВ
полирование
ограниченное
применение
получило
черных
применение.
химическое
полирование деталей часовых механизмов из углеродистых
сталей марок А75,
YlOA,
65Г и др. Для полирования приме­
няется раствор, содержащий следующие
компоненты, г:
Ортафосфорная кислота (плотностью 1,98 r/см 3)
Хромовый ангидрид
. . . . • • • • . .
Метасиликат натрия марки «содовое»
Борная кислота . . . . . . • • • •
Марганцовокислый калий •
Хлористый натрий
1
10
2
0,1
2,0
4,0
189
Процесс полирования ведется при температуре
383
К; выдержка
2-3
373-
мин.
При составлении и эксплуатации указанного раствора
важнейшей задачей является полное обезвоживание всех
компонентов. Для этой цели ортафосфорную кислоту,
независимо от ее начальной плотностИ, выпаривают при
600
К до плотности
также
до
1,98
просушивают,
пылевидного
шивании,
состояния
вводят
предварительно
г/см3 •
растирают
в
и
Остальные
в
медленно,
ортафосфорную
галтуют
компоненты
фарфоровой
ступке
при
переме­
кислоту.
Детали
в осветляющем
растворе
соста­
ва, г/л:
Ортафосфорная кислота
•••••••••••••••••
Двухромовскислый калий
Марганцовокислый
»
• • • • • • • • • • • • • • •
50
60
1,5
Раствор готовят на дистиллированной воде и обраба­
тывают детали при комнатной температуре в течение 510 мин. Перед погружением в полировальный раствор
детали
промывают ацетоном для удаления влаги и сушат
горячим сжатым воздухом. Полирование ведут при пере­
метивании или встряхивании деталей. При вьщержке
в 2-3 мин снятие металла составляет 4-5 мкм на сто­
рону. Для химического полирования деталей из нержаве­
ющей
стали
марок
12Xl8H9T,
12Х17
и
др.
(ГОСТ
рекомендуется состав, г/л:
9.047 -75)
Серная кислота
Соляная
»
Азотная
»
350-430
20-40
• • . • •
35-50
20-25
Краситель оранжевый
Для ведения проnесса необходимы температура рас­
твора порядка
340
К и выдержка от
2 до 10 мин
в зависи­
мости от состояния поверхности. Проц~сс не получил пока
промытленного применения вследствие неустойчивости
полировального эффекта.
Химическое полирование цветных металлов гораздо
эффективнее, чем черных, и может применяться для
обработки деталей из меди, алюминия и прочих ме­
таллов. Так, д.'Iя деталей из меди и ее сплавов можно
применять
растворы,
сведенные
для
удобства
в
табл. 106.
190
106.
Таблица
Составы и режимы химического полирования
меди и ее сплавов (ГОСТ
9.047-75)
Номер раствора
Соетав и режим
1
2
1
Состав, гjл:
ортафосфорная кислота
уксусная кислота
азотная
ледяная
кислота
935-950
250-260
280-290
1300-1400
290-305
1-6
365-375
0,5-2
450-500
-
азотнокислый калий технический
Рабочая температура, К
Выдержка, мин
Для химического полирования меДных, медненых
томпаковых деталей применяют раствор состава:
Серная
Азотная
Соляная
кислота (плотностью
»
»
(
(
»
»
Хромовый анmдрид
Вода
. . . . • .
.
1,84 г/см3)
1,4 г/см3)
1,19 г/смЗ)
• • • . . .
• .....
и
400 мл
100 МЛ
5 мл
300 г
1
Раствор используют без подогрева с выдержкой в
л
1,5-
2 мин.
Для изготовления ванн применяют пентапласт, вини­
пласт, поливинилхлорид N2 5740, керамику и другие
кислотостойкие материалы. Все растворы для химического
полирования требуют применения бортовой вентиляции.
Для химического полирования мелких алюминиевых
деталей рекомендуется раствор состава:
Серная кислота (плотностью
Азотная
»
(
>>
Ортафосфорная
(кислота)
Мочевина
• . . . . .
1,84 г/см3)
1,4 г/см3) • • •
1, 7 г/см3)
. •..•
200
150
60
5
мл
МЛ
МЛ
г
Полирование производят при погружении и встряхи­
вании
деталей,
08X18HIOT,
держкой
в
засыпанных
в
корзинки
в растворе, нагретом до
15-20 с.
Ванны
из
375-385
изготовляют
из
стали
К, с вы­
фарфора,
·кварца или керамики с применением наружных электро­
нагревателей.
Составы растворов и режимы для химического полиро­
вания алюминия, указанные в ГОСТ
в табл. 107.
9.047-75,
приведены
191
Таблица
химического
107.
Составы растворов и режимы
полирования
алюминия
ero
и
сплавов
Номер раствора
Состав и режим
1
2
3
1
1
Состав, r/л:
ортафосфорная кислота
серная
кислота
азотная
кислота
uцавелевая
1300-1400
200-250
ll0-150
1500-1600
840-860
0,8
-
-
-
60-80
-
373-383
2,5-4
335-345
До 1
кислота
карбокснлметилцеллиr
лоза
Рабочая температура, к
Выдержка, мин
40-55
330-350
До 1
Раствор N2 1 рекомендуется для алюминия высокой
чистоты и сплава АМГ-0,5; раствор N2 2 -для сплавов
АМГ и раствор N2 3 -для марок АД-1, АМГ и АМЦ.
Для химического полирования деталей из титана
марки ВТ-1, не имеющих точных размеров, можно при·
менять быстродействующий и весьма эффективный рас·
твор состава, мл/л:
Азотная кислота (плотностью 1,41 г/см 8)
Серная
»
(
»
1,84 г/см3)
Плавиковая »
40%-ная • • • . . .
400
400
200
•
Полирование ведется при температуре 355-370 К,
вьrдержl\а 2 мин. При этом скорость съема металла соста·
вляет 25-30 мкм/мин для свежеприготовленного раствора
и 7-1 О мкм/мин -для истощенного. Для устранения ·
белых пятен рекомендуется промывка в холодном отра·
ботаином растворе для полирования.
38.
ЭЛЕКТРОПОЛИРОВАНИЕ
И
ЦВЕТНЫХ
ЧЕРНЫХ
МЕТАЛЛОВ
В отличие от химического полирова­
ния, электрополирование черных металлов, особенно не­
ржавеющих сталей, дает вполне удовлетворительные ре·
зультаты
и
может
применяться
в
условиях
массового
производства. Из многих электролитов для полирования
черных
192
металлов
наиболее
употребителен
так
называ·
емый универсальный электролит,
рования
черных
и
пригодный для nоли­
цветных металлов.
%
Состав электролита, массовая доля,
Ортефосфорная кислота
65
.•
Серная кислота
15
6
l4
Хромовый ангидрид ••
Вода
••••.••••
Режим эксплуатации
Рабочая температура, 1(
Анодная плотность тока,
Выдержка, мин
350
. 50-70
. 3-7
• • • •
Alдм2
. . . . • . . .
В качестве катодов применяют nластины рольного
свинца. Конструктивно ванны электрополирования одина­
ковы с ваннами хромирования. Составление электролита
nроизводя'l.'
начиная с растворения
хромового ангидрида
в небольтом объеме воды. Затем приливают фосфорную
'Кислоту,
после
чего
при
перемешивании,
постепенно,
вводят серную кислоту, доводят добавками воды или вы­
·nариванием, nлотность электролита до 1,74 г/см3 и про­
гревают при
383-393
К. Основные неполадки nри элек­
·трополировании стали и способы их устранения указаны
-в табл. 108.
108.
Таблица
Неполадки при электрополироваиии
стали и способы их устранении
Характеристики
неполадок
Точечное
. ние
1
Неполное
травле-
поверхности
де-
талей
раство-
гидрида
разбавить, если нужно, водой и прогреть
Плотность
талях
1,70
г/см
ниже,
8
Плотность
свечивающая пленка
тролнта
на деталях или белые
1,77
полосы
7
электролита,
_
при 373-383 К в течение 1-2 ч
тролита
про-
плот-
н ость
желтые пятна на де-
Коричневая
Проверить
рение хромового ан-
.
Отсутствие блеска,
Способ устранения
Причина неполадок
1
.Ямnольский А. м. н др.
г/см
выше,
3
элекчем
элек-
чем
Выпарить электролит
до
1,70
г/см 3
плотности
Разбавить электролит водой до плотно-
сти 1, 77 г/ см 3 и прогреть при
чение 1 ч
373
К в те·
193
Продолжение mабл.
Характеристики
1
Матовость с синеватым
оттенком
по-
еле протирки деталей
Сnособ устранения
Причина неnоладок
неполадок
1
1.
Электролит
не
прогрет и не прора-
бота н.
2. Низкая
темпе-
1.. Прогреть э:.ектролит до 390 К в течение 1 ч и проработать в течение нескольких
ратура
2.
Отсутствие
с ка,
бле-
темно-хсоричне-
вые Пятна на деталях
108
1.
Накопление
трехвалентного
хро-
ма.
2.
ратура
3.
ная
анод-
плотность
тока.
Плохой контакт
детали
с
подвеской
4.
К
Проверить и сдиафрагм;
проработать ЭЛЕ!{·
1.
тролнт.
2.
электролита
Высокая
353
правноетЪ
и
Высокая темпе-
часов.
Нагреть до
Охладить
эле к-
тролнт до 343 к.
3. Снизить плотность тока.
4.
Проверить и улуч-
шить контакты
Волнистость
полосатовть
или
полиро-
вания у кромок н от-
веретий деталей
1.
Высокая темпе-
ратура электролита.
2.
Передержка по
времени.
3.
ная
Высокая
анод-
плотность
тока
1.
Поииэить темпе-
ратуру
электролита
ДО
340 К.
2. Сократить выдержку до 3-5 мин.
3•. Снизить анодную
плотность
25-30
Темная матовая
поверхность деталей
со
следами
Накопление окиси
железа более
7%
травле-
ни я
тока
до
А/дм 2
СМенить
лит
или
лезо
n
электро-
удалить же-
виде железного
купороса
альному
по
специ-
режиму
Для электрополирования нержавеющих и кислото­
упорных сталей тиnа OXI8HIOT, можно пользоваться
этим же электролитом без введения хромового ангидрида,
вводя соответствующее количество воды и понижая рабо­
чую температуру электролита до
315-325
К.
Существует несколько видоизменений электролитов
для полирования стали. Составы и режимы эксnлуатации
электролитов, указанных в ГОСТ 9.047-75, приведены
в табл. 109.
194
Таблица
109.
Составы электролитов и режимы
nолирования
стали
Номер электроли<rа
Lостав
и режим
1
Состав, г/л:
ортафосфорная кислота
серная
кислота
осромовый ангидрид
Плотность, г/см 3
Рабочая температура, К
Анодная плотность тока,
А/»J.з
3
2
1
1
500-1110
250-350
30-80
1,63-1,72
335-355
15-80
1460-1480
950-1050
150-300
1, 72-1,74
335-355
20-150
1,62
335-355
10-100
1-10
0,5-15
1-5
Выдержка, мин
Из указанных электролит
.N'!! 1
160-185
-
рекомендуется для по·
лирования углеродистых и низколегированных сталей;
электролит N!! 2 -для коррозионно-стойких марок стали
(может быть пригоден также для алюминия и его сплавов);
электролит N!~ 3 -для сталей типа 12Xl8H9T. В каче­
стве катодов может быть использован рольный свинеu
марки CCYl с содержанием 4-6% сурьмы, которая при­
дает ему более высокую твердость. Пригодна для этой
цели и сталь марки 08X18HlOT.
Для деталей из меди и латуни наиболее простым элек­
тролитом является раствор ортафосфорной кислоты плот­
ностью 1,6-1,65 г/см8 • Рабочая температура электролита
должна находиться в пределах 290-300 К. При повыше­
нии температуры сверх указанной может иметь место рас­
тр.авливание
поверхности,
электрополирования
вследствие
чего
ванны
снабжают охлаждающим
для
устройст­
вом. Анодная плотность тока может быть от 5-10 до 3050 А/дм 2 с применением медных листов в качестве катодов.
Продолжительность процесса зависит от состояния по­
верхности и колеблется от 5-6 мин для шлифованных
деталей до 2-3 мин для штампованных деталей из листо­
вого проката. Электролит требует предварительной про­
работки на бракованных деталях. При эксплуатацш1
электролита следует соблюдать общие правила: в каче­
стве материала подвесок применять медь или алюминий;
полировать одновременно только детали одного наимено­
вания и изготовленные из металла одной марки; не за-
195
·
вешивать с nолируемыми деталями бракованные детали,
nодлежащие nовторной nолировке; не менее двух раз
в смену производить очистку медных катодов жесткой
щеткой в nромывной ванне.
Нормальная эксnлуатация электролита начинается
после накопления в нем меди не менее 3-5 г/л, для чего
требуется его проработка в течение 3-4 ч, а nри nовыше­
нии содержания меди до 30 г/л электролит становится
непригодным.
Для электроnолирования латуни марки Л62 и томпака
марки Л90 nрименяют плотность тока от 5 до 15 А/дм'4
с выдержкой 1-3 мин. После промывки в холодной про­
точной воде детали пассивируют в течение 1-2 мин в рас­
творе, содержащем
и 1-2 г/л серной
80-100
кислоты,
г/л хромового ангидрида
при комнатной темnера­
туре.
Высокой производительностью отличается электролит
с добавкой триэтаноламина, применяющийся для меди,
· латуни и особенно для кремнистых и бериллиевых бронз
и имеющий состав: ортафосфорная кис.Jiота 1200 г/л;
триэтаноламин -50 мл/л.
Процесс ведут nри температуре 290_-300 К с анодной
плотностью тока от
15 до 50
А/дм2 с применением катодов
из нержавеющей стали, на которых металлическая медь
осаждается в виде плотного слоя.
Для устойчивости электрического режима и сокраще­
ния
продолжительности
полирования
в электролит часто
вводят добавку хромового ангидрида. Электролит,
nри­
гоДный для полировки меди, латуни и гальванических
медных покрытий, содержит следующие компоненты, г/ л:
ортафосфорная кислота - 850-900; хромовый ангидрид120. Плотность электролита 1,60-1,62 г/см2 , анодная
плотность тока 30-50 А/дм2 • Процесс ведется при темпе~
ратуре 293-315 К с выдержкой 0,5-2 мин.
Электролит требует проработки при температуре до
315
К и плотности тока до
50
А/дм 2 , после чего производят
полирование при более низких режимах. Катодами слу­
жат свинцовые пластины. Скорость растворения металла
при плотности тока
40
А/дм 2 составляет
2-3
мкм/мин.
Основные неполадки при электрополированИи в фосфорноо
хромовом электролите приведены в табл. 110.
Электрополирование алюминия и его сплавов можно
осуществлять · из щелочных и кислых электролитов. Из
196
Таблица 110. Основные неполадк11 при полировании
меди в фосфорно-хромовом электролите и способы
их устранения
Характеристики
неnоладок
1
Причины неnоладок
Накопление. трех­
Общая матовость
полируемой поверх­
валентного
ности
электролите
хрома
в
более
1
сп-особ устранения
Произвести
окис·
ление трехвалентного
хрома в шестивалент­
ный с пористой диа­
1,5%
фрагмой
Неравномерный
блеск отдельных де­
талей или отдельных
поверхностей на де­
Слабый контакт
детали с подвеской
2. Экранирование
шить
смежными
ложение деталей и под­
тали
или
1.
деталями
подвесками
1. Зачистить и улуч­
2.
контакты.
Изменить распо­
весок в ванне полира·
вания
Точечное
ние
на
травле­
различных
Разбавление
электролита водой.
1.
участках деталей
2.
Мала
плотность
анодная
1.
Выпарить элек­
тролит
до
плотности
1,6 г/см3 •
2. Повысить
анод­
ную плотность тока до
тока
40-50 А/дм2
Точечное
травле­
1. Низкая темПера­
ние иа плоских уча­
тура электролита.
стках деталей в не­
проработанном элек­
плотность тока
2.
Мала
анодная
электролитов
можно
или
элек­
повысить
температуру до 305315 1( и плотность то­
ка до
тролите
щелочных
Проработать
тролит
40-50
применять
А/дм2
электролит
со следующим составом, г/л:
Пирафосфорнокислый натрий
Гексаметафосфат натрия
Сода каустическая • • • .
·Трилон Б • . . • • • • •
20
100
50
. 30
1
Рабочая температура 315 К, анодная плотность тока
А/дм 2 и выдержка 5-6 мин. Электролит отличается
высоким блеском полировки и весьма малым съемом ме­
талла, составляющим около 20 мкм за 6 мин, но примене­
ние его ограничено высокой стоимостью компонентов.
Катодами служат никелированные пластины.
Можно также использовать и щелочной
указанный
в
ГОС:Г
9.047-75,
а
электролит,
также электролит на
основе ортафосфорной кислоты (табл.
111).
19 7
Таблица
111.
для
Составы и режимы алектролйтов
nолирования
алюминия
Номер электролита
Состав и режим
l
2
1
Состав, г/л:
250-380
180-300
20-50
тринатрийфосфат
сода
кальцинированная
сорбит
ортафосфорная кислота
серная
345-365
кислота
триэтаноламин
катапин БПВ
Рабочая температура, К
Анодная плотность -rока,
4-6
10
A/l1JI!2
Выдержка, мнн
Катодами
для
обоих
-
730-830
580-640
4-6
0,5-1,0
335-355
20-50
3-5
электролитов является
ста.чь
l2Xl8HlOT.
Для электрополирования изделий из титана и его
сnлавов применяется электролит, имеющий следующий
состав, массовая доля, %:
• 87-90
4-5
• 2-3
• 2-3
Этиленгликоль
Фтористый аммоний
Фтористоводородная кислота
Вода
•........•••
Процесс
полирования ведут
при
температуре
К и плотности тока 20-25 А/дм 2 •
Для электропо.чирования сплава «Ковар»
325-
345
рекомен­
дуется следующий электролит:
Ортафосфорная кислота (плотностью
Хромовый ангидрид
Вода
1,7
г/см3 )
•••
505
мл
г
мл
177
.
156
Электролит имеет плотность 1,68 г/см3 и используется
при 335-365 К с анодной плотностью тока 40-100 Nдм~
и выдержкой от
198
2
до
8
мин; не требует проработки.
Электрополирование изделий из ниобия и его сплавов
осуществляют в электролите, для. которого рекомендуется
следующий состав, массовая доля,
%:
• . . . . . • • • • •
. . • • • • • 70-80
5-6
• . • • ; • • . . • . • . . •. .
Фтористоводородная кислота • • • . . . . . . . . .
2-3
3-4
Азотнокислый аммоний .
Вода
. . . . . . • • • • • • . • • . • . • . . До lOO
Глицерин
Фтористый аммоний
Процесс ведут при температуре
плотности тока
и выдержке в
Глава
12.
100--200
1-2 мин.
А/дм2,
345--365
К, анодной
напряжении
30--40
В
МЕТАЛЛИЗАЦИЯ
ДИЭЛЕКТРИКОВ
39.
НАЗНАЧЕНИЕ
МЕТАЛЛИЗАЦИИ
Детали из полимерных материалов
(пластмассы), а также из неорганических диэлектрических
материалов (стекло, кварц, ситаллы, ферриты и т. п.)
получили чрезвычайно широкое распространение в со­
временной промышленности.
Физико-химические
свойства
поверхности
деталей
из диэлектрических материалов значительно повышаются
посредством
металлизации
их
различными
при этом достигаются следующие результаты:
металлами,
увеличивает­
ся теплопроводность; создается электропроводящий слой;
обеспечивается возможность соединения деталей пайкой.
Детали из полимерных материалов кроме того после
металлизации становятся более износоустойчивы, задер­
живается выделение газообразных продуктов и связанное
с этим старение материа.чов, повышается устойчивость
к воздействию света и растворителей.
Особо большое значение приобрела
металлизация
пластмасс (хромирование) с целью улучшения декоратив­
ных качеств изделий.
199
Блестящие покрытия никелем и хромом наносятся на
ручки настройки и другие внешние детали радиоприемни­
ков и магнитофонов, отдельные детали легковых автомо­
билей, водопроводную арматуру, корпуса часов, авто­
ручки, пуговиuы, столовые приборы и т. д.
материалов
Металлизапия диэлектрических
различными
осуществляться
методами:
может
вакуумным
на­
пылением, распылением расплавленного металла (шоопи­
рование) или химико-электролитическим методом. Пос­
ледний способ вследствие его большей экономичности
универсальности
и
получил
повсеместное
распростра­
нение.
произво­
металлизация
Химико-электролитическая
дится путем обработки деталей в растворах, в которых
металлическое
новления
покрытие
получается
металла
ионов
в результате восста­
веществами-восстановителями,
входящих в состав раствора. Полученный тонкий слой
металла, обычно меди, затем усиливается гальваническим
способом до необходимой толщины. Таким образом хими­
ческое восстановление металлов на поверхности деталей
из диэлектрических материалов является основной опера­
цией процесса металлизации. Для этой цели используются
такие металлы, как медь, никель, серебро.
В табл. 112 представлены данные о видах металличе­
ских лакрытий на деталях из пластмасс.
Таблица
112.
Металлические покрытия на деталях
из
пластмасс
Суммарная
Вид покрыти>J
IГOJI·
щипа по-
Обозначение в технической
Назначение
документации
покрытия
l(рЬlТИЯ;
мкм
Серебряное
24-36
Хим М.М l2.Cp 12
Экранирование,
создание
электропроВ6>ДНОСТИ
24-36
Хим M.Ml2.0-Bмl2
24-36
Хим
M.Ml2.0·Cl2
Никелевое
18-24
Хим
M.Ml2.H6
Хромовое
30-42
Хим М.МЗ.М28б.Н9б.х
Сплав олововисмут
Сплав олово-
Обеспечение
пайки
То же
свинец
Декоративная
отделка
200
То же
При нанесении декоративных покрытий подслой меди
и никеля получают в электролитах с блескаобразующими
добавками, на что указывает индекс «б». Для нанесения
гальванических покрытий используют электролиты и ре­
_
жимы,
представленные в соответствующих
главах
спра­
вочника.
40.
ПОДГОТОВКА
ПОВЕРХНОСТИ
Подготовка поверхности диэлектри­
ческих материалов перед химико-электролитической ме­
таллизацией заключается в механической или химической
обработке с целью создания на поверхности шероховато­
сти, обеспечивающей необходимую прочность сцепления.
Механическая
подготовка
осуществляется
посред­
ством обработки поверхности водяной пульпой из электро­
корунда с зернистостью N!! 12, 16, 20 под действием сжа­
того
воздуха.
Химическая
подготовка
заключается
в
травлении
пластмассовых деталей - в растворах сильных окислите­
лей, которые, разрушая поверхностный слой, создают
необходимую шероховатость поверхности и улучшаJQт
смачиваемость ее растворами при последующей обработке.
Составы растворов и режимы травления представлены
в табл. 113.
С целью матирования поверхности деталей из неорrа­
нических диэлектриков используют растворы, содержащие
nлавиковую кислоту.
Таблица
113.
Растворы приготовляют смешива-
Составы растворов и режимы травления
Тиn nластмасс
Состав и режим
АБG
1 Поли-~
этилен
Состав, г/л:
~ромовый ангидрид
кислота серная
фосфорная
едкий натр
))
Температура, К
Продолжительность обработ·
370
400
-
80
1500
-
Поли-~
про-
АГ-4
80
1500
-
1
Поли
карбона т
nилен
15
770
460
--
- 300
355- 380- 375380
345
360 365 385
Ю-15 15-20 20-30 15-20 20-30
340-
355-
ки. мин
201
нием концентрированной серной и фтористоводородной
кислот в соотношении 4 : l. Обработка проводится в те­
чение 5-10 мин. Ферритовые детали подтравливают в рас­
творе,- состоящем из следующих компонентов, объемная
часть:
Фтористоводородная кислота
Серная кислота (98% -ная) •
Соляная кислота (36%-ная) .
Вода
. . . . . . . . . . .
(40% -ная)
. . . . •
• • . • •
. . . . .
l
2
l
1
Температура раствора комнатная, продолжительность об­
работки l-10 с.
Активирование поверхности. Процессы химического
осаждения
металлов
применяют
для
получения
токо­
проводящего слоя на поверхности диэлектрика. В даль­
нейшем на этот слой электролитическим способом можно
наносить
разнообразные
сочетания
металлических
покрытий, как представлено в табл. 112.
Реакции
химического
восстановления
металлов
являются
реакциями
автокаталитическими,
так
как
ме­
талл,образовавшийсяв результате химического осаждения,
катализирует дальнейшую реакцию восстановления этого
же металла. Для начального же периода восстановления
металла необходимо на поверхности диэлектрика полу­
чить
каталитически
чинается
процесс
активные
участки,
химического
на
которых
восстановления
на­
металла.
Операция по созданию на поверхности каталитически
активных
участков
называется
активированием и заклю­
чается в образовании на поверхности деталей коллоидных.
частиц
металлов-катализаторов,
к
которым
относятся:
nалладий, платина, золото, серебро. Наибольшее распро­
странение получил палладий, обладающий высокой ката­
литической активностью и более низкой стоимостью по
сравнению с платиной или золотом. Образование катали­
тического
<iЛоя в виде металла,
ном состоянии,
дия
-
находящегося в коллоид­
осуществляется в две стадии:
нанесение
пленки
раствора,
первая ста­
восстанавливающего
каталитический металл (палладий) из раствора его соли;
вторая
стадия
катализатора
и
погружение
в
восстановление
раствор
его
до
соли
металла­
металлического
состояния в пленке раствора, прилегающей к поверхности
диэлектрика.
Первую
стадию
обработки
рованием, а вторую стадию
202
-
называют
сенсибилизи­
активированием. В некото-
рых технологических
процессах
металлизации
пластмасс
обе стадии совмещают в одной операции.
Сенсибилuзирование
проводится
в
растворе
состава,
г/л: олово двухлористое- 20-25; кислота соляная40-60. Температура раствора комнатная, продолжитель­
ность обработки 0,5-15 мин. После извлечения деталей
из раствора сенсибилизатора следует промывание в холод­
ной
проточной воде, в результате которого происходит
гидролиз хлористого олова с образованием труднораство­
римой основной соли олова по реакции:
SnC1 2
+ Н20 =
!
Sn(OH)Cl
+ HCI.
Основная соль олова прочно адсорбируется поверх
ностью диэлектрика и не удаляется даже при интенсивных
промывках. Расчетное количество двухлористого олова
растворяют в дистиллированной или деионизованной воде,
в которую добавлена соляная кислота согласно рецептуре.
Раствор перемешивают, дают отстояться и сливают в ра­
бочую ванну. В результате воздействия кислорода воздуха
олово в
растворе частично окисляется до четырехвалент­
ного состояния, о чем свидетельствует помутнение раствора
вследствие
олова. Для
гидролиза
соединений
четырехвалентного
предотвращения этого рекомендуется поме­
стить в раствор несколько мелких кусочков или стружку
металлического олова,
валентное олово до
которое восстанавливает
первоначального
четырех­
двухвалентного
со­
стояния. По мере использования раствора концентрация
двухлористого
олова
снижается
вследствие
твора деталями и при концентрации
8-10
уноса
г/л
рас­
раствор
заменяется свежим.
Активирование заключается в образовании на поверх­
ности деталей частиц металлического палладия в резуль­
тате взаимодействия хлористого палладия, в раствор
которого погружаются детали, и соединений двухвалент­
ного олова, адсорбированных поверхностью диэлектрика
при сенсибилизации.
Активирование происходит по реакции:
Pd 2+
+ Sn + - . Pd + Sп +.
2
4
Для активирования рекомендуются растЕ-ары и режимы,
приведеиные в табл. 114.
Раствор
N!! 1 рекомендуется
для любых типов nластмасс
и других диэлектрических материаJюв; раствор
N2 2 203
Таблица
для
114.
Составы растворов и режимы
активироваиия
диэлектриков
Номер раствора
Состав
и
режим
1
2
1
Состав, г/л:
0,5-1,0
12-18
;~шористый nалладий
кислота соляная
трилон Б
·
гидрат окиси аммония
твор), мл
-
-
350
290-300
3-5
290-300
3-10
(25% -ный рас-
Температура, R:
Время выдержки, мин
4
-12
для деталей, в которых ди9лектрические материалы со­
nряжены в металлическими деталями. Применеине рас­
твора N2 2 ИGключаст возможность контактного выделения
палладия, 'I"ак как палладий в растворе находится в виде
прочного аммиачно-трилонового комплекса.
Приготовление раствора. Для приготовления рас­
'fвора N!! l хлористый палладий, измельченный в фарфо­
ровой ступке, растворяют в нагретом до температуры 325335 К раGтворе соляной кислоты, раствор добавляют до
требуемого объема дистиллированной или деионизирован­
ной водой.
Для приготовления раствора N2 2 расчетное количество
измельченного
хлористого
палладия
растворяют
в
за
..
данном количестве аммиака при температуре 325-335 К.
В охлажденный до температуры 290-305 К раствор вво­
дят при перемешивании необходимое количество трилона Б
и доливают дистиллированную воду до уровня.
При химическом меднении можно применять раствор
активирования, содержащий соли серебра, состава: ее­
ребро
азотнокислое- 2 г/л;
гидрат окиси
аммония
(25%-ный раствор)- 15-20 мл/л; спирт этиловый200-300 мл/л.
Серебро в этом растворе находится в виде комплекс­
ного аммиачного катиона Ag(NH 3 )2. Спирт вводится
с
целью
ускорения высыхания
активирующего
раствора
на поверхности деталей.
Под действием света подсушенный слой активатора из
серебряной соли буреет, что позволяет судить о равномер­
ности нанесения активирующего споя.
204
Совмещенный раствор активирования содержит одно­
временно соли двухвалентного олова и палладия. Для
повышения каталитической активности поверхности, об­
работанной в совмещенном растворе, детали обрабатывают
в растворе, получившем название «Ускоритель».
Состав совмещенного раствора, г/л
Хлористый nалладий
Хлористое олово
Соляная кислота
Хлористый калий .
0,8-1,0
40-45
150-200
140-150
.
При использовании совмещенного раствора особо боль­
шое значение приобретает продолжительность промывок
после активирования и обработки в растворе «Ускори­
тель», при малых выдержках не произойдет полностью
гидролиз солей на поверхности диэлектрика -- при уве­
личении времени
промывок
происходит. полное удаление
реагирующих компонентов.
Оптимальное время про­
мывки в проточной· воде - 2 мин.
В качестве «Ускорителя» могут быть применены рас­
творы соляной, серной, фосфорной кислот, а также слабые
щелочные
40
растворы
(NaOH - 25
г/л
или
Na 2C03
-
г/л). Весьма эффективным ускорителем служит раствор
бифторид а аммония
NH 4 HF2
концентрацией
Приготовление совмещенного
раствора.
120
г/л.
Рассчитанное
количество хлористого палладия растворить при слабом
нагревании в соляной кислоте, количество которой бе­
рется из соотношения 6 мл кислоты на 1 г хлористого
палладия. Раствор охладить и долить дистиллированную
или деионизированную воду из расчета 20 мл на каждый
1 г хлористого палладия. Двухлористое олово растворить
в соляной кислоте, количество которой (в мл) берется
вдвое меньше количества двухлористого олова. Раство­
рение производить при температуре 315--325 К. Раствор
двухлористого
олова
медленно
влить в
раствор
хлори­
стого палладия и выдержать при температуре 360370 К в течение 10-15 мин. В полученный раствор до­
бавить раствор хлористого калия, остальную часть соля­
ной кислоты и воду до заданного объема. Раствор коррек­
тировать
по
данным
химического
анализа
на
содержа­
ние хлористого палладия, двухлористого &>лова и соляной
кислоты.
ладия до
При снижении
0,3
концентрации
хлористого
пал­
г/л в раствор ввести необходимое количество
20~
·хлористого палладия в виде концентрированного раствора.
При
12
двухлористого
концентрации
снижении
олова
до
г/л ввести необходимое количество в виде кристалли­
ческой соли, растворяя ее в порции активирующего рас­
твора, затем раствор прогреть до температуры 335345 К в течение lO мин. В случае образования осадка или
ослабления активирующей способности раствора кор­
ректировать
раствор
в
соответствии
с
данными
анализа
по всем компонентам и прогреть его при температуре
345 К в течение 15-20 мин.
41.
ХИМИЧЕСКОЕ
Для
335-
МЕДПЕНИЕ
тонкого
получения
токоnро­
водящего слоя меди химическим восстановлением меди из
растворов ее солей применяют щелочные растворы меди
-в виде комплексных соединений, а в качестве восстанови­
'Геля служит формальДегид, 40%-ный раствор которого
называют формалином. Механизм химического восстано­
вления меди носит электрохимический характер, так как
:на
участках
каталитических
протекают
анодного
процессы
окисления
поверхности
катодного
формалина
одновременно
восстановления
по
меди
и
реакциям:
на катодных участках:
Cu 2 + +-2е- СuмЕ'т;
на
анодных
участках:
неон+ зон-- 2е- нсоо-
+ 2н2о.
Частично формалин окисляется в щелочной среде до
муравьиной кислоты а выделением водорода:
неон+ он-- нсоо-
+ Н2.
Суммарная реакция процесса восстановления меди сле­
дующая:
Cu 2+
+ 2НСОН + 4ОН-- Cu + 2НСОО- + Н2 + 2Н20.
Помимо расхода на восстановление меди формалин рас­
ходуется также на реакцию Каницарро с образованием
метилового спирта и муравьинекислого натрия:
2НСОН
206
+ NaOH- СН 30Н +-HCOONa.
115.
Таблица
Составы растворов химического медпения
Номер раствора
Компоненты, г/л
1
Медь сернокислая
Калий-натрий виннокислый
Соль динатриевая этилендиаминтетрауксусной
2
1
3
1
10-15 1 25-35
50-60 170-180
25-35
-
трехзамещенный
Натр едкий
Натрий углекислый
Никель хлористый
Формалин (40%-ный),
мл/л
-
40-50
-
-
-
60-65
40-50
25-35
4-6
20-25
30-40
20-30
6-7
2-3
2-3
8-10
-
10-15
0,5-1,0
1,0-3,0
-
стый
Тиссульфат натрия, мг/л
Натрия диэтилдитиокар-
-
бонат, мг/л
Этилеидиамин (Ю% -ный),
мл/л
Показатель рН
10-15
-
10-15
2-3
2-3
15-20
Спирт этиловый
Калий железосинероди-
4
-
ки-
слоты 2-водная (трилон Б)
Натрий лимоннокислый
1
-
20-25
-
12,612,8
-
(),040,06
-
-
15-20
10-15
-
10-25
-
12,813,0
12,512,8
12,2
-
-
-
Составы растворов химического меднения представлены
в табл. 115. Раствор .N'!! 1 содержит поиижеиное количе­
ство меди; при плотности загрузки деталей 2,5-4 дм 2/л
скорость осаждения меди 0,5-0,8 мкм; продолжитель­
ность меднения 20-30 мин; раствор хорошо стабилизован.
Раствор
ностью,
грузки
.N'!! 2
так
характеризуется большой производитель­
как скорость
осаждения
при
плотности
за­
2-2,5 дм 2/л составляет 2-4 мкм/ч; продолжитель­
меднения 10-15 мин. Раствор .N'!! 3 предназначен
ность
для осаждения более толстых слоев меди и содержит в ка­
честве комплексообразователя более дешевый продукт трилон Б; раствор хорошо стабилизован. Раствор .N'!! 4 устойчив при длительной работе, обеспечивает получение
мелкокристаллической
структуры
условиям работы раствору
меди
аналогичен
по
.N'!! 1.
Приготовление и корректирование растворов химиче­
ского ..меднения. Растворить расчетное количество серно-
207
кислой меди и двухлористого никеля в половине необхо~
димого количества воды. В другой половине растворить
едкий натр, комолексообразующее соединение (винно~
кислый калий-натрий, трилон Б, лимоннокислый калий)
и углекислый калий. Влить порциями при перемешивании
раствор меди в щелочной раствор. Приготовить в отдельной
емкости
растворы стабилизирующих
добавок
этиленди·
амина (10%-ный раствор), диэтилдитиокарбомата (10 г/л),
железистосинеродистого калия (10 г/л), натрий серновати­
стокислый (10 r/л) и вводить их в приготовленный раст­
вор
в количестве,
предусмотренном составом.
Формалин вводить в раствор за
10-15
мин до начала
работы. В процессе работы растворов расходуется медь,
щелочь, формалин. Комолексообразующие вещества прак­
тически
не расходуются,
а лишь
уносятся
вместе с
рас­
твором деталями при выгрузке их из ванны.
Корректирование
рабочего
раствора
производится
по да.нным химического анализа концентрированными рас­
творами сернокислой меди (200-250 г/л), едкого натра
(500-600 г/л) и формалином. По меди, щелочи и форма­
лину, если содержание их уменьшилось на 30-40%,
корректирование
сJiедует
производить
ежедневно
в
на­
чале работы, по содержанию комплексующих соединений
ОДИН раЗ В 3-4 ДНЯ.
Стабилизирующие добавки
рекомендуется
вводить
пропорционально израсходованной меди в следующих
количествах:
серноватистокислый
натрий
-0,5 мr/л
.N'!! 1, 2, 4); диэтилдитио­
смену от 3 до 5 мг/л; калий
в конце рабочего дня (растворы
карбомат добавлять каждую
железосинеродистый 15-20 мг/л одиn раз в неделю. На
период продолжительного
хранения
раствора
(более
24 ч) раGтворы подкисляют добавлением серной кислоты
( 1 : 1) до значений рН = 5-+-6 (растворы .N'!! 1 и 2) и до
рН = 10,0-+10,5 (растворы ,N'g 3, 4}.
Длительность использования раствора химического
медпения зависит от многих факторов~ чистоты ра<пвора,
наличия €Табилизаторов, контактов раствора о метал­
лом, осевшим на стенки ванны, трубопроводов и т. д.
При соблюдении всех правил эксплуатации растворов
они служат без замены до двух месяцев.
В отработанных растворах
медь
и
калий-натрий
виннокислый могут быть утилизированы следующим обра­
зом: оnределить содержание ионов меди и добавить суль-
208
фат меди до получени~ количества_ионов меди, эквивалент­
ного содержанию виннокислого
калия-натрия.
После
этого раствор подкислить добавлением серной кислоты
до величины рН = 3,8--;-4,3 и отстоять. Осадок деканти­
ровать, промыть холодной водой и высушить при комнат­
ной температуре. Полученную виннокислую медь можно
использовать
для
приготовления
растворов
химического
меднения вместо сернокислой меди, при этом соответ­
ственно уменьшается количество добавляемого в раствор
щшнокислого
калия-натрия.
Правила работы на ваннах химического меднения:
1. Детали, подвергающиеся химическому меднению,
следует расположить на подвесках таким образом, чтобы
обеспечить свободный выход водорода и не создавать га­
зовых
2.
мешков.
Детали
в
процессе
с целью обновления
меднения
раствора,
следует
покачивать
приле.гающего к
ности пластмассовых деталей.
3. Для предотвращения самопроизвольного
поверх­
разложе­
ЩIЯ раствора не следует допускать наличия еледев метал­
лической меди и других загрязнений на дне и стенках
ванны.
Раствор необходимо непрерывно фильтровать
в процессе работы.
4. При повторном
использовании
подвесок
необхо­
димо удалить с них металлическое покрытие, так как оно
недопустимо в ваннах сенсибилизирования
вания,
и
активиро­
а в ванне химического меднения служит источни­
IЮМ попадания металла в раствор.
Основные
меднения
табл.
неполадки
и
способы
в
их
работе
ванн
устранения
химического
представлены в
116.
Таблица
116.
Основные неполадки при химическом
медиении и способы их устранения
Харз~<теристю<'!
1
1
Наличие неnокры-
Сnособы ус~rранения
Причины неполадои
неn<тздои
t. Образование га·
тых участков на де-
зовых
талях
равномерное
мешков,
не-
омыва-
l.
Производить
встряхивание
дета-
лей в ванне
ние деталей раствором
209
Продолжение табл.
Хара«теристика
1
1
Наличие непокрытых
участков
на
Сrюсобы устранения
При~ины неполадок
нenCЛi:lДOI<
де-
талях
Плохая смачи-
2.
товку деталей, откор-
сенсибилизирования
ректировать растворы
активирования
Неравномерное
3.
Осаждение меди
Улучшить подго-
2.
ваемость в растворах
и
не происходит
116
Улучшить
3.
травление деталей
ство травления
1. Низкое значение
показателя р Н
2. Недостаток фор-
твор
малина
твор формалин
в
растворах
Избыток стаби-
3.
лизатора
Пощелочить рас-
1.
2.
каче-
Добавить в рас-
3. Добавить свежий
раствор без стабилизатора
Слой
меди
ховатый
и
шеро·
темный
Перетравлена
l.
1. Уменьшить время
поверхность деталей
Высокий пока·
2.
затель рН раствора
Покрытие
.. стое
ПЯТИИ•
Недостаточная промывка
после
сенси-
травления
2.
Добавить серную
кислоту
Улучшить качество
промывки
билизации
Самопроизвольное
осаждение металла на
стенках
ванны
и
объеме раствора
в
Плохая
ванн,
или
Отфильтровать рас-
очистка
наличие
других
меди
твор, очистить стенки
очагов
ванны азотной кислотой
восстановления
м е-
талла
Покрытие
зуется
ленно
очень
обрамед·
1.
Низкая концен·
трация
металлов
растворах
лизации,
в
1.
Откорректировать
растворы
сенсибиактивиро-
вания и химического
меднения.
2.
Пониженнан тем-
пература
творов
всех
рас-
2.
Подогреть
активирования
мического
210
рас-
творысенсибилизации,
и
хи-
меднения
глава
ТЕХНОЛОГИЯ
13.
ПЕЧАТНЫХ
42.
И
ИЗГОТОВЛЕНИЯ
ПЛАТ
НАЗНАЧЕНИЕ
СПОСОБЫ
ИХ
ПЕЧАТНЫХ
ПЛАТ
ИЗГОТОВЛЕНИЯ
Печатная плата представляет собой
плоское изоляционное основание, на одной или на обеих
сторонах которого расположены токопроводящие полоски
·.металла (проводники) в соответствии с принятой электри­
ческой схемой.
Для монтажа на плату
радиоэлементов
служат отверстия в плате, которые могут быть металлизи­
рованы или не иметь металлизации. Металлизированные
отверстия
служат
также
для
соединения
проводников,
расположенных на обеих сторонах платы.
В табл. 117 представлены основные геометрические
параметры печатных плат,
определяющие плотность про­
водящего рисунка и точность изготовления.
Таблица
117.
Минимальные значения основных
параметров
печатных
плат
..
Класс
Наименование элемента
nроводящего рисунка
t-11
Ширина nроводника, мм
Расстояние между проводниками,
t
2-й
~~
~1
3-11
f
0,500
0,500
0,250
0,250
0,150
0,150
0,500
0,400
0,330
контактными nлощадками, мм
'
'
Отношение диаметра металлизиро-
.
ванноrо отверстия к толщине платы
К печатным платам предъявляется ряд важных требо­
ваний по величине сопротивления изоляции, по точности
расположения монтажных отверстий и проводников, по
допустимости отдельных дефектов. Одним из главных
требований, предъявляемых к платам, является прочность
слоя металлизации в отверстиях при минимальной тол­
щине слоя 25 мкм, а также способность металлического
слоя к пайке.
Изготовление
печатных
плат
осуществляется следу­
_ющими способами.
2ll
Способ вытравливания. Исходным материалом служит
диэлеi<трик,
фольга
медной
на
поверхность
которого
наклеена
медная
мкм) с одной или двух сторон. На поверхность
фольги вначале наносится защитный рисунок
(35
схемы так, чтобы в результате последующего травления
меди остались только проводники, а с остальных участков
медь полностью стравилась. Защитный рисунок схемы
выполняется стойкими против воздействия травильных
растворов материалами. Этот способ как наиболее деше­
вый и простой применяется для плат телевизоров, радио­
приемников и магнитофонов.
Способ электрохимического или химического осажде­
ния (аддитивные методы). Исходным материалом служат
нефольгированные
диэлектрики
типа
СТЭФ-1-2ЛК.
Создание проводниковых элементов схемы осуществляется
:методом
химического
осаждения
меди,
а
затем электро­
литического осаждения меди для получения слоя толщи­
ной
35
мкм.
Возможно
осаждение
меди до указанной
толщины только химическим методом по процессу толсто­
слойного химического меднения.
Комбинированный способ. Исходным материалом слу­
жит
фольгированный
диэлектрик
(табл.
поэтому
118),
прьводниковые элементы получаются вьrгравлением
в соответствии с заданным рисунком;
таллизированных
отверстий
меди
для получения
применяют
ме­
процессы хими­
ческого ·и электролитического осаждения меди.-
-
Таблица
118.
Материалы для изготовления
печатных
Марка
Материал
1
Гетинакс Фо::rь-1
плат
ГОСТ, ТУ
1
Прцмеиение
1
ГФ-1-35
rированвыи
Односторон-
Стеклотекстолит фол,ьгированный
Стеклотекстолит фольrированный повышеиной наrревоетойкос-ти
212
СФ-1-35
СФ-2-35
СФ-1-50
СФ2-50
СФПН-1-50
СФПН-2-50
гост
10316-70
ние
и
двусто-
роннне
ТУ
6-05-1776-76
Односторонине
и двусторонние
платы с
,
платы
повы-
шениой нагревоетойкостью
_
Продолжение табл.
ГОСТ, ТУ
Марка
материал
1
1
Пр вменение
1
Стеклотексто- СТЭФ-1-2БК
ТУ
107-78
Для плат,
АУЭО.О37.000
ТУ ИМО
лит
СТЭК-1,5
изготавливаемых
509.091.78
Стеклотексто-
СТФ-1
СТФ-2
лит фольгированный
ТУ
по
16-503-161-77
Для мноrослойных
1 ТУ l6-503X085-751
СПТ-3
1
адди-
тивному методу
и двусто-
роиних
Стеклоткань
прокладочная
18
nлат
Для многослойных плат
Многослойные печатные платы. Многослойные nе­
чатные платы изготавливают различнЬIМИ способами, са­
мым
распространенным
сквозных
методом
чают
отверстий.
вытравливания
проводящие
отдельных
слоях,
ционными
в
повышенной
'
на
с изоля­
соби­
и прессуют
при
температуре
до
монолитного состояния. Сборку
Рис. 19,
пакета
rослойных
разом,
производят
чтобы
металлизации
затем отдель­
прокладками
пакет
метод
полу­
рисунки
ные слои вперемежку
рают
является
Вначале
таким
об-
Структура
мне­
печатных
плат
центры контакт-
ных площадок в отдельных слоях находились
на одной
оси. В качестве изоляционных прокладок применяют лис­
ты стеклоткани, проnитанной эпоксидными смолами
и
просушенными, но не полимеризованными до стадии G.
Полимеризация прокладок и прочное склеивание слоев
происходит в процессе прессования. Межелейные соедине­
ния осуществляются через 1.14еталлизированные отверстия,
которые
сверлятся
через
центры
контактных
площа­
док.
. Структура многослойной nлаты показана на рис. 19.
Основные материалы, применяемые для изготовления
печатных
в табл.
плат
118.
различными
методами,
nеречислены
·
213
43.
ТЕХНОЛОГИЧЕСКИЕ
ИЗГОТОВЛЕНИЯ
ПРОЦЕССЫ
ПЕЧАТНЫХ
ПЛАТ
Технологические процессы изготов­
ления печатных плат представляют собой различные сочета­
ния сравнительно небольшого числа основных операций,
к которым относятся:
-
механическая обработка (сверление отверстия, штам­
повка, фрезерование);
-нанесение защитного рисунка· (фотохимические про­
цессы, трафаретная или офсетная печать);
-
химическая
металлизация;
гальваническое осаждение
меди
и
защитных
покры·
тий;
- склеивание (прессование);
- травление медной фольги.
Последовательность
основных
операций для
раз­
личных способов изготовления печатных плат предста­
влена в схемах технологических процессов.
1.
Схема
технологического
процесса
изготовления
печатных плат методом вытравливания:
нарезка
заготовок
-
подготовка
гированного
диэлектрика
сунка
-
схемы
-
поверхности
нанесение
травление
меди
-
фоль­
защитного
удаление
ри­
защитного
рисунка -сверление или штамповка отверстий.
2. Схема технологического процесса изготовления
печатных плат электрохимическим (полуаддитивным) ме­
тодом:
нарезка
вление
заготовок -сверление
адгезионного
гальваническое
-
слоя
медпение
отверстий
химическое
(«затяжка») - нанеёение
щитного рисунка (на пробельные места)
ское
олово
-
медпение
-
гальваническое
-
сплавом
рисунка схемы
травление меди с пробельных мест.
3. Схема технологического процесса
плат комбинированным методом:
·заготовок_, сверление
за­
гальваниче­
покрытие
свинец -удаление защитного
нарезка
- - тра·
_.
медпение
-
изготовления
отверстий_, хими­
ческое медпение --. гальваническое медпение («затяжка»)->
нанесение защитного рисунка (на пробельные места) _,
гальваническое
олово-свинец
медпение
_,
удаление
__,
ление меди с пробельных мест.
214
гальваническое
защитного
покрытие
рисунка
_,
трав·
4.
Схема
технологического
процесса
изготовления
многослойных печатных плат (МПП):
нарезка
заготовок
-
слоев
Получение
защитного
рисунка схемы на каждом из слоев МПП -травление
меди -.удаление защитного рисунка - пробивка базо­
вых
отверстий
-
подготовка
слоев
перед
прессова­
нием - прессование - сверление
отверстий - химиче­
ское меднение - гальваническое меднение («затяжка»)­
получение
защитного
гальваническое
сплавом
олово
рисунка
-
меднение
-
-
свинец
на
наружных
гальваническое
удаление
слоях
-
покрытие
защитного
р-и­
сунка -травление меди с пробельных мест.
Различные по своему содержанию технологические про- цессы производства печатных плат представляют собой
различные сочетания следующих основных операций:
- механическая обработка (сверление, резка заготовок
~I т. п.);
-
получение защитных
рисунков;
травление меди;
химическое меднение;
гальваническое меднение и покрытие сплавом олово
-
свинец;
-
прессование (при изготовлении МПШ.
44.
ПОЛУЧЕНИЕ
31\ЩИТНЫХ
РИСУНКОВ
Защитные рисунки печатной схемы
получают в позитивном или негативном изображении в
зависимости от способа изготовления платы, т. е. рисунок
схемы может быть нанесен на участки плат (проводники)
с целью эащиты их от вытравливания или на пробельвые
места для защиты их от осаждения гальванических покры­
тий.
Промытленное применевне получили в основном два
способа получения рисунков схем: фотопечатание и сетко­
rрафия.
Фотопечатание.
На
поверхность платы
наносят фо­
точувствительный слой из органических полимерных ма­
териалов
-
становятся
фоторезистов,
которые
нерастворимыми в
под действием света
соответствующем для дан­
ного фоторезиста растворителе. В п.ромышленности ис­
nользуются фоторезисты в виде жидких композиций или
более
технологичных
сухих
пленочных
фоторезистов,
215
которые
можно
наносить
на
заготовки
плат
с
про­
сверлеиными отверстиями, тогда как жидкие фоторезисты
в этом случае практически непригодны. Сухие .пленочные
фоторезисты (СПФ) представляют собой трехслойную ком­
позицию, в которой первый и третий слои - защитные,
·а средний слой -собственно фоторезист. Пленочные фото­
резисты выпускаются двух типов: а) СПФ~l. СПФ-2, про­
являемые
в
органических
растворителях;
б)
СПФ-В,
СПФ~ВЩ, ТФПК, проявляемые в щелочных растворах.
Толщина фотополимерного слоя 20, 40 и 60 мкм.
Сухие пленочные фоторезисты
наносят
на
заготовки
плат
средством прокатывания
чим
валиком
лавсановую
ламинаторах.
леновая
через
пленку
в
по­
горя­
защитную
установках·
Защитная
пленка
их
при
полиэти­
этом
отде­
ляется и сматывается на бобину.
Схематически нанесение пленочно­
го фоторезиста покаsано на рис. 20.
Рис. 20.
ния
Схема нанесе-
пленочного
фоторе-
знста:
1 -
щиты от вытравливания (негатив-
бобина для намотки по·
.nиэтнленовой
В том случае, когда пленочный
фоторезист наносится с целью за-
пленки;
2 -
рулон фоторезнста; 3 - от­
делительный
валик;
4nрижимвый валик; 5-n.naтa
ный процесс) применяют фоторе­
зист толщиной 20 мкм, для защиты
от
осаждения
ванических
металла
операциях
при
галь­
использу­
ются фотореЗисты толщиной 40 и 60 мкм. После на­
катки
СПФ
заготовки
плат выдерживают в течение
30 мин при комнатной температуре в темном месте для
снятия внутренних напряжений, после чего пщtты под­
вергают экспонированию. Операция экспонирования за­
ключается в следующем: на слой фоторезиста в специаль­
ном приспособлении, обеспечивающем точное совмеще­
ние рисунка схемы G отверстиями на заготовке, наклады­
вается
фотошаблон печатной
схемы;
приспособление
помещается в светокопировальную раму,
где под дей­
ствием
сильного
источника
света
(ртутно-кварцевые
лампы) происходит задубливание фоторезиста на освешен­
:ных участках. Продолжительность экспонирования под­
бирают опытным путем в пределах 0,5-2,0 мин. После
экспонирования
следусr операция
проявления,
т. е.
рас­
творение и удаление фоторезиста с незадубленных светом
216
участков
поверхности,
перед этим
защитная
лавсановая
пленка удаляется. В зависимости от типа фоторезиста в ка­
честве растворителя применяют метилхлороформ (для
СПФ-2)
или
2%-ный
раствор
кальцинированной
соды
(СПФ~ВЩ). Удаление фоторезиста типа СПФ-2 производят
в
хлористом
резисты
метилене,
типа
СПФ-ВЩ
а
в
в
5%-ном
rюдощелочепроявляемые
растворе
едкого
натра.
Операции проявления и удаления фоторезистов
осу­
ществляют в двухкамерных установках струйного типа,
в
которых
400
растворит-ель подается
под давлением
300-
кПа (первая камера). Д.пя более полного удаления
остатков фоторезиста на поверхность заготовки направ­
ляются струи воды под давлением 200-300 кПа (вторая
камера).
-
В установках для проявления и удаления фоторезиста
предусматривается замкнутый цикJI использования рас­
творителей; после обработки плат растворители поступают
в дистиллятор, чистый растворитель возвращается на
повторное использование, а кубовые остатки подлежат
сжиганик• в спепиальных печах, в которых
рания,
содержащие
используемая
в
хлор, улавливаются
процессе
проявлещш
и
продукты сго­
водой.
удаления
Вода,
фото­
резистов, также совершает замкнутый цикл: установка
отстойник установка.
-
Сеткография. Сеткаграфил относится к методам тра­
фаретной печати и применяется для получения
схемы на партиях
плат одинаковых
рисунков
рисунков
при
мини­
мальном количестве
в
партии
30-40 шт. Трафарет
в виде металлической или капроновой сетки с мелкими
ячейками
(N2 38-52)
натянут в жесткой рамке,
рисунок
схемы на трафарете получают способом фотопечати, ис­
пользуя жидкий фоторезист типа «фотосет». Защитная
краска а помощью ракеля из полмуретапа продавливается
через открытые ячейки сетки на подложенную
под сетку
плату и создает на ней рисунок схемы, негативной по
отношению к трафарету.
В производстве двусторонних печатных плат с метал­
лизацией отверстий применяется гальваностойкая краска
СТ3-13 или CT3-12-5I. При изготовлении односторонних
печатных плат без металлизации отверстий применяют
более дешевые красочные составы на основе литопонных
белил.
217
45.
И
ХИМИЧЕСКАЯ
ГАЛЬВАНИЧЕСКАЯ МЕТАЛЛИЗАЦИИ
Химическое
nлат
осуществляется
аналогично
медпения диэлектриков (см. гл.
12
меднение
операnни
заготовок
химического
справочника). Особеи­
нсеть пропесса химического медпения заготовок печатных
nлат при комбинированном способе изготовления плат
заключается в том, что наличие открытой медной фольги
на заготовках при химическом м:еднении обусловливает
необходимость
стого
nрименении аммиачного раствора хлори­
палладия
при
активировании
или
совмещенного
раствора (см. табл. 115), кроме того на поверхность мед­
ной фольги осаждается химически восстановленная медь,
что влечет за собой повышенный расход меди и пр именение
механических способов зачистки для удаления слабо
сцепленного медного с..1оя. Химическое медпение может
производиться
в
любом
из
растворов,
приведеиных
в табл. 115.
Наиболее часто встречающиеся дефекты
химического
медпения в виде некачественной металлизации отверстий
вызьmаются главным образом сверлением затупленными
сверлами. В этом случае сверло образует слишком гладкую
поверхность стенок отверстия, на которой плохо задержи­
ваются растворы актИвирования. Некачественное медпе­
ние отверстий вызьmается также отсутствием покачивания
плат
на
всех
операциях
процесса,
при
воздуха в отверстиях затрудняют доступ
Гальваническая
временное
нанесение
металлизация
металла
на
этом
пузырьки
растворов.
отверстий
проводники
и
одно­
осущест­
вляется гальваническим медиеннем с минимальной тол­
щиной слоя 25 мкм.
Для получения эластичных осадков меди с высокой
рассеивающей способностью наилучшие результаты дает
применение сульфатного электролита с выравнивающей
добавкой «ЛТИ» (см. гл. 7). При отношении толщины
платы к диаметру отверстия 2,5 мм толщина меди на стен­
ках отверстия составляет 80% толщины меди на проводни­
ках, тогда как при использовании борфтористоводородных
электролитов это значение не превышает
50%.
Возможно применение пирафосфатных
Особенности
плат:
218
.
электролитического
элеt<тролитов.
медненин
печатных
-
перемешивание электролита
возвратно-поступательным
с амплитудой
50-60
лучше всего осуществлять
движением
самой
платы
мм;
- плата должна иметь хороший жесткий контакт с под­
веской для обеспеЧения равномерности осаждения меди
на
всех
платах,
загруженных
_-печатные платы,
в ванну;
подвергающиеся
меднению,
являются
источником попадания органических [примесей в электро­
лит, так как на их поверхности находятся краски, фото­
резисты, лаки и т. п. органические материалы. По мере
накопления в электролите
шается
качество
меди,
органJ;Iческих примесей ухуд­
появляется
приводит к растрескиванию слоя
хрупкость,
которая
металлизации при термо­
ударах (например, при пайке на волне припоя).
Для защиты проводников от вытравливания и обеспе­
чения способности к пайке на слой
сится
металлизации нано­
покрытие.
Сплав олово-свинец,
содержащий олово в количе­
стве 60 :::!: 5%, является самым дешевым и эффективным
покрытием. Для получения
равномерного no составу
сплава на
поверхности
проводника
и в отверстиях
мендуется электролит с повышенным
фтористоводородной кислоты.
реко­
содержанием бор-
-
Состав электролита, r/л
Олово (в виде борфтористоводородной соли)
Свинец (в виде борфтористоводородной соли)
Борфтористоводородная кислота (свободная)
Борная кислота .
Пентон или клей
Гидрохинон . . .
14-16
8-10
250-ЗОО
25-ЗО
3-5
1,0
Температура электролита комнатная, катодная плот­
ноать тока 1,5-2,0] А/дм2 • Приготовление электролита
осуществляется по методам, описанным в гл. 6.
Следует обратить внимание на недопустимость попада­
ния в электролит ионов меди, что можеr произойти в ре­
зультате плохой промывки после ванны меднения. Даже
самые малые количества меди
(0,05
г/л), включаясь в по·
крытие, ухудшают способность покрытия к пайке.
Покрытие сплавом олово-свинец
после
травления
и осветления рекомендуется оплавлять с пелью защиты
боковых
участков
ния покрытия,
как
проводников
показано
на
в
результате
рис.
21;
стека­
сохранения
219
Таблица
Покрытия на печатных платах
119.
Подслойное
Вид nокрытия
Основное
1 Толщи-
Вид
нз~
-
-
Золотое
Палладиевое
Никель
3-6
»
Никель
Серебро
3-6
Сплав
олово-
свинец
-
»
способности
ского
к
типа
и
пайке;
Вид
мкм
получения
Толщина,
мкм
Олово-свинеn
12-15
Золото
Палладий
3-6
»
»
0,5-1,0
0,5-1,0
3-6
заплавления
1
сплава
2-3
металлургиче­
пор.
Оплавление производят по­
гружением в нагретый до тем­
пературы 495-505 К жидкий
теплоноситель (глицерин, лап­
рол, масло) или нагревом с по­
мощью ламп инфракрасного из­
лучения
Рис. ·21. Оплавление покiJ.Ы•
тия
-
олово
оплавления;
свинец:
а- до
б-после оплав·
ления;
nечатный
1 -
nокрытне
nромдник;
2 -
олово-свинец
в
новках, где
специальных
платы
уста­
флюсуются,
оплавляются и промываются.
Другие виды покрытий, как
золото, серебро, палладий, наносятся
ные
на концевые соединитель-
контакты
или
разъемы по
методам, описанным в гл. 10.
Рекомендуемые толщины покрытий на печатных шштах
представлены в табл. 119.
46.
ТРАВЛЕНИЕ
Вытравливание
меди
производят
в кислых или щелочных растворах. Первый тип раствора
используют
элементов
в
от
том
случае,
когда
вытравливания
защита
проводниковых
осуществляется
фоторезм­
етами или красками. Второй тип раствора применяют при
защите
проводников
металлическими
nокрытиями
(олово-свинец).
Составы
растворов, приготовленные
для этой операции, приведены в табл. 120, 121. По мере
вьсrравливания
содержание
меди
в
растворе
непрерывно
возрастает, а содержание окислителей уменьшае:rся и рас·
220
Таблица 120. Состав ннслых растворов
для
травления
меди
Номер раствора
Компоненты раствора, гj;л
t
1
Хлорное железо
Надсернокислый аммо-
.
ний
Медь хлорная
Кислота серная
ность
1,84
г/см 3
(плот-
), мл/л
Кислота соляная (плот-
н ость
l, 19 г/см 3 ), мл/л
Перекись
(35%-иый
водорода
растЕор), мл/л
Аммоний хлористый
творы
подлежат
1
4
1
-
-
-
270-300
-6
135-150
-
корректировке,
3
1
-
400-450
-
2
-
150-200
-
30-70
145-150
-
которая
заключается
в удалении части отработанного раствора на регенерацию
меди и добавке в оставшуюся часть остальных компонен­
тов. Тип применяемого раствора, а также методы коррек­
тирования и
регенерации меди излагаются в нормативно­
технической документации, принятой на предприятиях,
в зависимости от характера установленного оборудования.
Таблица
121.
для
Состав щелочных растворов
травления
меди
Номер раствора
Компоненты, гj;л
1
1
Медь хлорная
»
100-110
сернокислая
Хлорит натрия
Аммоний хлористый
))
Аммиак
Hli1il:), мл/л
, Аммоний
сернокислый
ВОДНЫЙ
(25%-
углекислый
100--150
1
2
170-190
1
з
-
-
-
30-40
80-100
400-500
150-170
400-500
190-200
20-30
-
80-100
-
-
221
Глава
14.
ОКСИДИРОВАНИЕ
И
ФОСФАТИРОВАНИЕ
МЕТАЛЛОВ
47.
ОI(СИДИРОВАНИЕ
Оксидирование
черных
металлов.
Оксидированиеu является
старейшим и известнейшим
видом масссвои и экономичной защиты черных металлов
от коррозии. Вместе с тем оксидные пленки на полирован­
ной
поверхности имеют красивую декоративную внеш­
ность, черный цвет с различными оттенками, чаще всего
синевато-черным или фиолетово-черным, цвета Воронова
крыла,
вать
вследствие чего оксидирование стали часто назы­
воронением.
Оксидные пленки представляют из себя искусственно
образованный слой окалины, т. е. магнитной окиси железа.
По современной технологии оксидирование изделий из
черных металлов производят двумя способами: химиче­
ским и термическим. Выбор способа зависит от назначения
оксидной пленки, от марки металла и от объема произ­
водства. Наибольшее распространение получил метод
химического оксидирования черных металлов в щелочных
растворах с добавлением сильных окислителей
-
селитры
и нитрита натрия. Технология подготовки поверхности
к оксидированию во всех случаях одинакова. Сначала
детали
монтируют
на
подвески,
изготовленные
из
угле­
родистой стали. При этом крупные детали и детали с глу­
хими
внутренними
полостями
располагают
в
подвесках
так, чтобы они не соприкасались между собой и не обра­
зовывали воздушных мешков. Детали простой коифигура­
ции можно укладывать навалом, но в процессе подготовки
и покрытия их необходимо периодически перетряхивать.
Мелкие крепежные детали засыпают в сетчатые корзины,
а обезжиривают и декапируют при перетряхивании и по­
качивании.
Составы растворов для массового химического обез­
жиривания мелких деталей, обрабатываемых навалом,
указаны в гл.
4.
Следует лишь помнить, что никакие мою­
щие и поверхностно-активные добавки в обезжиривающие
растворы не достигнут цели, если детали не перетряхивать
систематически в корзинах, меняя точки контакта деталей
222
между собою. Кроме этого, весьма эффективно ускоряет
Наи­
очистку интенсивное перемешивание растворов.
лучшие
результаты
дает
механическое
перемешивание
деталей в барабанах, погруженных в раствор. Эти же ука­
применимы
зания' полностью
декапировании
при
и
или
~штивировании в слабых растворах кислот. Наиболее
употребительные составы для щелочного оксидирования
приведены в табл. 122.
Таблица
122.
Состав и рабочая температура
растворов для
(Целочноrо оксидирования
Номер раствора
Состав, г/л
1
3
2
1
1
1
1
600- 550- 700- 600700
800
650
600
200- 120100- 150
250
200
150- 50-70 40-50
200
Сода каустическая
Селитра натриевая
-
Нитрит. натрия
Калий хлористый
Калий цианистый или железистосинеродистый
Рабочая температура, к
-
-
-
-
5
4
600700
200250
-
8-10 8-10
20
1020
410- 405- 415- 410- 415415
420
420
420
415
При обеднении приведеиных растворов окислителями,
за исключением раствора .N'2 5, часто имеет место образо­
вание гидратирсванной окиси железа Fe20 3 mH 20, осажда­
ющейся на поверхности деталей в вид~ перастворимого
красного налета. Этот осадок легко удаляется при про­
тирке промаеленных деталей волосяными щетками. Кроме
того,
для
устранения
красного
налета
применяют введе­
ние добавок цианистого ка:rия, желтой кровяной соли,
гашеной извести, марганцевскислого калия и других,
как это указано для раствора .N'2 5 в табл. 122.
Выдержка в растворах, указанных в табл. 122, зависит
от марки стали, содержания в ней углерода, а также от
колебания рабоч2й концентрации компонентов. Эта зави­
симость приведена в табл. 123.
Оксидная пленка, по,1ученная из указанных растворов,
состоит из магнитной окиси железа Fe30 4 и имеет толщину
около
0,6-0,8
мкм.
223
Таблица
123.
Выдержки при оксидировании
Выдержка.
Металл
мин
1
Сталь с содержанием
углерода, %:
Свыше 0,7
Цвет оксидной
15-20
20-35
35-50
0,7-0,4
0,4-0,1
пленки
1
Синевато-черный
»
»
»
»
и более
60-120
Конструкционные
Постепенный переход от
коричневого к фиолетовому
хромоникелевые стали
до синевато.черного
Чугун
и
30-60
кремнистые
От соломенно-желтого до
стали
коричневого
Зарядка и корректировка ванн щелочного оксидирова­
ния, несмотря на простоту их состава, требуют высокой
квалификация исполнителя. Это связано с тем, что рабо­
чая температура раствора весьма высока и при добавках
холодной воды раствор мгновенно вскипает и может вы­
бросить часть раствора из ванны. Поэтому надо быть
nредельно
воды,
внимательным
и
осторожным
при
добавках
подавая· ее малыми дозами, при энергичном
пере­
мешишшии стальным веслом с теплоизолирующей ручкой.
Вторым важным фактором является корректировка хими­
катами,
которую nрактически никогда не ведут на основе
химического
анализа,
а
руководствуясь лишь
покаэани­
ями термометра и внешним видом деталей.
При зарядке ванны все химикаты, т. е. соду каусти­
ческую,
натриевую
селитру
и
натрий
-азотистокислый
(нитрит натрия) закладывают в ванну, по расчету, только
в виде твердых кристаллических веществ. Когда все ком­
nоненты
даны,
заливают
воду
до
уровня,
стрелкой на внутреннем бортике, и
тельное устройство.
отмеченного
включают нагрева­
Необходимость корректировки состава ванны щелочью
или окислителями указана в приводимой табл. 124. До­
.бавки химикатов также nроизводят в виде твердых кри­
сталлических
веществ.
После оксидирования детали тщательно промьrвают
в холодной проточной воде. Для полного удаления остат­
ков щелочи с поверхности деталей и пассивирования оксид-
224
Таблица
124.
Неполадки при щелочном
оксидировании стали и способы их устранения
Характеристика
Причина неполадок
неполадок
Цветные
оттенки
оксидной пленки от
коричневого до фио-
Недостаточная выдержка деталей в ван-
Способ устранения
Обезжирить
маслены
не оксидирования
летового
дета-
ли, если они были прои
снова
вы-
держать в ванне оксидирования
К:расный или ржаВЬ!Й, легко удал я емый налет на черной
оксидной пленке
Мала
ция
Добавить
концентра-
окислителей
-
селитры или нитрита
или
селитры
нитрита;
добавки
ввести
цианистого
натрия в ванне окси-
натрия
дироваиия
стосинеродистоrо
или
железика-
ЛИЯ
Образование зеленоватого
на
налета
оксидной пленке
Мала
концентра-
Ввести добавку кау-
ция каустической со-
стической соды в ван-
ды в ванне оксидиро-
ну
оксидиr.ования
вания
Разноцветная пятн истость
пленки,
сутствие
дельных
оксидной
а также отее
на
от-
участках
1.
Недоброкаче-
СТВ€ННаЯ
ПОДI'ОТОВКа
к покрытию
Недостаточное
2.
перетряхивание дета-
лей в корзине
3.
грев
Мествый
при
После промывки и
обезжиривание
деталей.
2. Встряхивать детали в корзинах 2-3
тия
3.
полировi{е
Высока общая концентрация
Проверить и у луч-
раза во время покрыпере-
или скоростной м еханнческой
обработ ке
Отсутствие оксидной пленки при нормальной выдержке
1.
шить
раствора
Зачистить
или
прополироватьзаново
и
декапир о-
хорошо
вать
Осторожно,
энергичном
при
переме-
н температура
кипе-
шивании разбавить во-
ния его равна
455 к
445-
дой до кипения
Недоброкачествен-
сушки детали имеют
ная
белый вязкий налет
лей после оксидиро-
промывка
вания
дета-
твора nри
рас-
415..,--420
К
Контролировать чистоту фенолфталеином;
ввести
промывку
в
3% -ном растворе хромового ангидрида
8
Яьшольский А. М. н др.
.225
Продолжение табл.
Характеристика
неnоладон
Оксидная
Причина неnоладок
при нормальном про-
Материал
чугун
лей -
цессе
кремнистая
пленка
имеет
корич-
детаили
сталь
невый цвет
124
Сnособ устранения
Для получения черн ого
цвета
заменить
металл или перейти
на кислый состав растиора
Разница
Различная
оттенков
различных
иа
уча-
стках деталей
ческа я
или
тер мимехани-
ческая обработка
При существующем
процессе
изготовле-
ния деталей не устраняется
ной пленки следует промыть затем детали в 3--5%-ном
растворе хромовой кислоты, после чего снова промьnъ
в холодной воде и погрузить в 1-2%-ный раствор хозяй­
ственного или жидкого зеленого мыла, нагретый до 343-
353
К.
После мыльного .раствора детали,
без
последу­
ющей промывки, погружают в нейтральное веретенное
или авиационное масло, подогретое до 373-383 К не ме­
нее, так, чтобы промывпая вода, неизбежно попадающая
в смазочное масло, была полностью удалена из него.
Красивая внешность и металлический блеск оксидных
пленок имеют место лишь на полированной поверхности.
Изделия,
оксидированные
после травления
или
песко­
струйной очистки, имеют невзрачный серовато-черный цвет
без металлического блеска.
Цвет оксидных пленок зависит от технологии их полу­
чения и толщины, от марки металла и вида механической
и термической обработки и колеблется от золотисто­
желтых, фиолетовых и синевато-черных до глубоко-чер­
ных. Толщина их зависит от принятого состава и режима
обработки, изменяясь от 0,5 до 0,8 мкм при щел очном
воронении.
Коррозийная
ных
в
щелочных
стойкость
оксидных
растворах,
весьма
пленок,
невысока,
получен­
и
при
защите изделий от атмосферной коррозии поддерживается
за счет протирки нейтральными смазочными маслами.
Оксидирование часто
226
применяют в оптике,
оружейном
деле,
для
защитно-декоративной
отделки
деталей, фурнитуры и деталей с точными
крепежных
размерами.
Оксидирование в кислотном растворе. Высокая про­
фессиональная опасность работ с горячими щелочными
растворами привела к необходимости замены щелочных
растворов на более безопасные: Производственное при­
менение получил лишь один раствор, для которого принят
следующий состав и режим покрытия:
Состав,
Азотнокислый кальций
Ортафосфорная кислота
Перекись марганца . .
r/ л
80-100
1-2
.
0,5-1
Режим рабщ·ы
370-373
40-45
Рабочая температура, К
Выдержка, мин
Для пр оцесса применяют железные сварные ванны без
футеровки, с электрическим или паровым подогревом.
Полученная пленка по составу является оксидно-фосфат­
ной, имеет цвет от темно-серого до черного для всех марок
стали и для чугуна и обладает повышенной коррозионной
стойкостью. После оксидирования изделия подлежат про­
масливанию,
лочных
как
это
делают
и при оксидировании
в
ще­
растворах.
Составление этого раствора весьма упрощается, если
азотнокислый. кальций готовить непосредственно в цехе
путем растворения гашеной извести в технической азотной
кислоте. При этом гашеную известь вводят в избытке про­
тив расчетного количества. Полученный раствор азотно­
кислого кальция декантируют в рабочую ванну и затем
nриливают к нему заданное количество ортафосфорной
кислоты с добавкой векоторого избытка ее для первичной
реакции
со стенками
ванны.
Термохимическое
оксидирование
стали.
Оксидные
пленки можно получать различными путями. Так, ста­
рейший способ оксидирования заключался в нагревании
стальных или чугунных деталей до
и в погружении
При необходимости
получения
процесс следует повторить
Оксидирование
пример
8*
725-775
К на воздухе
их на несколько минут в льняное масло.
в селитре
о
или
4-5
глубокого черного цвета
раз.
расплавленных
окислителях,
на­
в нитрите натрия также с давних
227
пор применяется в прnмышленности. Так, небольшие
партии мелких деталей оксидируют в расплаве натриевой
селитры при темпt'ра1ур€' плавления
8-10
583
К, с выдержкой
мин, до получения яркой, синей, оксидной пленки.
При оксидировании нержавеющих сталей, типа 12Х 13
или 08Х 18HlOT, в расплаве двухромовскислого натрия
при температуре 675 К в течение 1 ч, на их поверхности
образуется черная оксидная пленка толщиной 1,5-2 мкм.
Она предохраняет сталь от беспорядочного окалинеобра­
зования при высоких температурах и обладает электро­
изоляционными свойствами. После протирки смазочными
маслами пленка приобретает красивый декоративный вид.
Большое распространение получило термеоксидиро­
вание горячим воздухом и
паром.
Электроизоляционное оксидирование пакетов
форматорной стали производят в колокольных
транс­
печах,
с нагреванием до 1073 К в течение 2 ч, остьmанием в печах
до 773 К в течение 4 ч и дальнейшим охлажденнем на воз­
духе.
Полученная оксидная пленка имеет пробивнее на­
нряжение каждого листа в нределах
1-1,5
В.
При
пареоксидировании -трансформаторной
стали
пластинки травят в.соляной кислоте с массой 1,1§ мин,
без Подогрева, после чего промывают, сушат и на стальных
рамочных
приспособлениях
загружают
в
печь.
После
повышения температуры до 475 К включают пар давле­
нием 3-5 кПа, доводят температуру до 753 К и выдержи­
вают при этой температуре l ч. Затем прекращают нагрева­
ние, а после снижения температуры до 623 К прекращают
подачу
пара,
дают
остыть
печи
и
выгружают
детали.
Оксидная пленка имеет цвет от темно-серого до черного,
толщину 4-(5 мкм и сопротивление не менее 20 Ом при
удельном давлении 80 кПа. Пробивное напряжение ее
около 3-4 в.
Для получения черных и беспористых оксидных плен01~
с толщиной 5--10 мкм применяют оксидирование в среде
перегретого пара. Для оксидирования перегревают водя­
ной пар в змеевике до
давлении
300
773-823
30
кПа в течение
К и пропускают его при
мин через герметически
закрытую шахтную элеrпропечь, с последующим охлажде­
нием на воздухе и промасливанием. Полученная оксидная
пленка имеет <Iерный
толщину
1-4
цвет, состоит из окислов и имеет
мкм. Коррозионная стойкость
относительной влаж.1:юсти и температуре
228
ее при
320-322
95%
К, до
ч. При повышении температуры щ~оцесса до
48
толщина пленки может быть доведена до
10
923
К
мкм.
Оксидирование в среде пара применяют для защиты от
корро~ии, для создания электроизоляционного слоя, для
увеличения
износостойкости
режущего
инструмента
и
предохранения его от слипания со стружкой.
Оксидирование алюминия и его сплавов. Оксидирова­
ние
алюминия
является
весьма
эффективным
методом
защиты алюминия от коррозии в очень многих агрессив­
ных
средах
с
целью
придания
его
поверхности
новых,
весьма ценных свойств. По технологии получения защит­
ных плена!( оксидирование может быть электрохимиче­
ским (анодным) и химическим, а следовательно, и сами
свойства оксидных пленок будут существенно разниться
и
иметь
свое
назначение.
Так,
анодное
оксидирование
позволяет создать оксидные пленки с высокой твердостью
и износостойкостью, с отличными электроизоляционными
свойствами и с красивой, декоративной внешностью, в-то
время
как
меняется
химическое
для
оксидирование
получения
хорошего
в
основном
грунта
под
при­
окраску.
Анодное оксидирование, в свою очередь, МQжет произво­
диться с применением постоянного или персменного элек­
трического тока, а по составу электролитов и режиму окси­
дирования
и
число
их
в
настоящее
непрерывно
время
имеются
сотни
варию:тов
растет.
По составу электролитов и их назначению, а также по
их широкой известности следует выделить рять технологи­
ческих
l.
с
процессов:
Оксидирование
целью
получения
в
сернокислотных
декоративных
и
эле1пролитах
твердых
оксидных
пленок.
2.
Оксидирование
в
щавелевокислых
электролитах
для получения электроизолянионного слоя.
3.
Оксидирование в
следующего
и другими
4.
ния
покрытия
кислоте
медью,
для
по­
никелем
металлами.
Оксидирование в хромовой кислоте с u.елыо получе-
эматалевых
5.
ортафосфорной
гальванического
пленок.
Оксидирование
в
~
электролитах
из
органических
соединений для различного назначения.
Переход непосредственно к технологии оксидирования
в любом из электролитов необходимо указать, так как
подготовi<а
поверхности
к
оксидированию
имеет
весьма
229
важное значение. Для леталей, не имеющих точных
размеров, подготовка сводится к обезжириванию и тра:
влению в растворе каустической соды с концентрациеи
ее
г/л при температуре
80-120
335-345
К и выдержкой
н~ менее 2-3 мин. При травлении алюминиевых сплавов
на поверхности деталей остается черный налет легиру­
ющих компонентов -меди, железа и других примесей.
Осветление деталей с удалением всех примесей производят
в
10-15%-ном
силумина
растворе
выявляет
азотной
примесь
кислоты.
кремния,
Травление
которая
не
уда­
ляется в азотной кислоте, но растворяется во фтористо­
водородной кислоте. Для этого применяют один из раство­
ров, указанных в табл.
Таблица
для
125.
Составы и режимы растворов
125.
осветления
силумимов
Номер раствора
Состав и режим
-
1
Состав, массовая доля,
серная
1,8
кислота
г/см )
8
азотная
1,4
кисJJота
%
-
(плотность
(плотность
г/см 3 )
95-97
фтористоводородная
кислота
1
3-5
3
2
1
1
1
90-92
20-30
5-6
40-00
0,5-1
10-12
или ее соли
Рабочая температура, К
Выдержка, мин
290-300 290-300 290-300
0,1-0,2
.0,2-0,3
1-2
Подвески для оксидирования изготовляют из дюраля
с жестким пружинящим контшпом.
Оксидирование в растворах сер:юй кислоты. Этот способ
оксидирования
является самым
распространенным
и
про­
вnдJ!тся путем анодной обработки подготовленных и смон­
тнроваю-:ых деталей в 15-20%-ном растворе серной кис­
лоты
при
комнатной
температуре
и
анодной
плотности
тока 1-2 А/дм 2 • В качестве катодов применяют ро.пьный
свинец.
Выдержка зависит от назначения
оксидной
пленки.
При
защитно-декоративном
оксидировании
выдержка составляет 15-20 мин, что обеспечивает полу­
чение оксидной пленки толщиной 4-5 мкм.
Б()льшое
значение
230
для
процесса
имеет
темnература
электролита,
nовышение которой отрицательно сказывается на качестве
оксидной пленки, вплоть до ее растравливания и сполза­
ния. Поэтому при длительной работе ванн, а также в лет­
ний период электролит необходимо охлаждать. Для этой
цели 'используют водяные рубашки и змеевики, а также
фреоновые холодильные установки.
Способность алюминия выпрямлять переменвый ток
позволяет использовать этот, так называемый вентильный
эффект для оксидирования алюминия переменным током.
Процесс
характеризуется
применением
как
однофаз­
ного, так и трехфазного тока и отсутствием вспомогатель­
ных
электродов,
так
как
роль
электродов,
завешенных
на штанги ванны, выполняют оксидируемые детали. Для
оксидирования применяют 15%-ный раствор серной кис­
лоты и силовой переменвый ток промышденной частоты
(50 Гц). Остальные усдовия режима оксидирования не
имеют существенных отдичий по сравн~нию с оксидирова­
нием
постоянным током.
Оксидная
электролита
ной
3,85
пленка,
и
отделки,
полученная
предназначенная
имеет
г/см 3 , толщину
из
ддя
снежно-бедый
4-5
сернокислотного
защитно-декоратив­
цвет,
плотность
мкм и является надежной защи­
той от коррозии. Оксидная пленка не отслаивается от
метадда, имеет химический состав и твердость корунда
и хорошую · износостойкость. Жаростойкость оксидной
пленки доходит до
2270
К. Оксидная пленка имеет микро­
пористую структуру со средней степенью пористости около
Пропитывание пор хромликом иди дакокрасочными
покрытиями увеличивает коррозионную стойкость оксид­
ной пленки. Заподнение пор анилиновыми и другими кра­
30%.
сителями широко применяется ддя получения красивой
декоративной внешности издедий, а пропитывание пленки
светочувствитедьными солями используется ддя фото­
химического изготовления различных шкад и табличек.
Оксидная
пденка
обдадает
высокими электроизодяr.щон­
ными свойствами.
Наиболее простым и надежным способом пассивирова­
ния является выдержка детадей в растворе хромлика
с концентрацией его около 100 г/л при температуре 353К в течение 10 мин. Оксидная пленка при этом при­
363
обретает димонио-желтый цвет.
При цветной отделке поверхности
применяется также
окраска анилиновыми красителями и заподнение пор рас-
231
плавленным парафином. Для окраски красителями изде­
лия погружают в
1 %-ный
раствор выбранного анилино­
1\
вого красителя для шерсти при температуре 345-355
с выдержкой 2-3 .мин.
Процесс глубокого анодного оксидирования в серной
кислоте применяется для повышения износостойкости
в условиях трения, эррозионной стойкости, для со:щания
жесткости тонких листовых конструкций, для тепло­
изоляционной Защиты.
Глубокое оксидирование шестерен повышает их износо­
стойкость в 5-10 раз. Дf!я оксидирования применяют
20%-ный раствор серной кислоты, рабочую температуру
от
263
до
267
К и анодную плотность тока
А/дм2 при
2,5
начальном напряжении 20-25 В и конечном до 40 В.
электро­
перемешивание
непрерывное
Рекомендуется
лита. Оксидная пленка имеет глубину 20-30 мкм. Для
тонкостенных трубчатых деталей
nовышения жесткости
до жесткости латуни применяется тот же электролит и ре­
5
с
оксидирования
жим
АJ.дм 2 и выдержкой
достигает
не
60
nовышением
30
мкм, а микротвердость
подлежащие
тока
плотности
3,4
МПа.
Участки,
оксидированию, предварительно
руют лаком ХВЛ-21,
до
мин. Глубина оксидной пленки
изоли­
метилрота.
окрашенным добавкой
На сплавах глубокая оксидная пленка имеет черный цвет
и структуру с высокой пористостью. При глубоком анод­
ном оксидировании шероховатость поверхности деталей
снижается до 2-го класса. Для охлаждения рабочего элек­
тролита до
новые
263
К применяют обычные холодильные фрео­
установки.
Оксидирование в щавелевокислых электролитах. Для
алюминия И деформируемых сплавов марок АМг, АМц,
АД31 и других широко применяется защитно-декоратив­
ное
и
электроизоляционное
оксидирование
растворе
в
щавелевой кислоты. Для оксидных пленок, полученных
из
характерны
щавелевокислых электролитов,
ристость,
естественная
окраска
в желтые тона
малая
и
по­
хорошо
слышное хрустение оксидной пленки при сгибании тонко­
стенных деталей. Отслаивания пленки или ухудшения
физико-химических
свойств
при
ее
этом
не
проис­
ходит.
Процесс оксидирования ведут в растворе щавелевой
кислоты с концентрацией
40-60
г/л при комнатной тем­
пературе, анодной плотности тока
232
2,5--3,5
А/дм 2 и вы-
держке 2-3,5 ч. Напряжение постоянного или перемен­
иого тока при этом постепенно возрастает от 20-30 до
в.
Для. получения пленки с пробивным наnряжением
500 В процесс ведут в 4%-ном растворе щавелевой кислоты
120
при комнатной температуре. Первоначальное напряжение
постоянного тока составляет 30-40 В. После включения
тока nостепенно, в течение 15 мин, доводят анодную
плотность тока до 3 А/дм 2 • Затем включают систему
перемешивания
в ванне
электролита
и
выдерживают
детали
ч, постепенно поднимая напряжение до
100-110 В. Ванны при этом должны быть защищены
предохранительными сетками от касания к шинам. Затем
1,5-2,5
детали nромывают и сушат при температуре 425 К.
Оксидирование в растворах ортафосфорной кислоты.
Оксидирование сплавов алюминия в ортафосфорной кис­
лоте имеет ограниченное применение и используется глав­
ным образом для последующего никелирования или мед­
нения. Для этой цели применяют
350-650
г/л ортафос­
форной кислоты при следующем режиме оксидирования:
рабочая температура
тока
1-3
А/дм 2 ;
290-320 К,
5-10
выдержка
анодная плотность
мин.
Для правиль­
ного ведения процесса необходимо повышенное напряже­
ние от 10 до 15 В и перемешивание сжатым воздухом.
Полученная оксидная пленка имеет глубину
пориста,
плохо окрашивается,
келевом
и
этих
кислом
металлов,
медном
что
и
3 мкм,
весьма
но легко растворима в ни­
электролитах
определяет
ее
при
осаждении
назначение.
Оксидирование в хромовых электролитах. Оксидные
пленки, получаемые из хромовых электролитов, бес­
цветны, стекловидны, имеют толщину в пределах 2-5 мкм,
практически не изменяют размеров деталей, сохраняют
блеск полированного алюминия и имеют малую пористость.
Вследствие своей твердости, плотности и эластичности
применяются для деталей, имеющих точные размеры.
При введении в электролит борной кислоты оксидная
пленка приобретает красивый серо-голубой цвет и сход­
ство
с
эмалированной
поверхностью,
вследствие
чего
проuесс получил наименование эматалирования.
Состав электролита, г/л
Хромовый ангидрид
Борная кислота . .
..... .
. . . . . . • . . • .
30-35
1-2
233
Режим эксплуатации
Рабочая температура, К
Выдержка, мин
. . .
315-320
55-60
0,5-1
Плотность тока, А/дм2
Напряжение при этом процессе в течение первых
мин повышают от О до 40 В и в последующие 30 мин
доводят его до 80 В. По ГОСТ 9.047-75 эматалирование
рекомендуется производить в электролите с более слож­
ным составом, г/л:
30
Хромовый ангидрид . • . • •
Бор-нан кислота . . • . . . .
Калий-титан щавелевокислый .
UЦавелевая кислота
Лимонная кислота
Процесс ведут при
..
325-335 1\
.
•
.
.
.
6-8
8-10
40-45
1-2
l-2
и анодной плотности
тока до 3 А/дм 2 с постепенным повышением напряжения
от О до 120 В с выдержкой 30-40 мин.
Оксидирование в электролипшх из органических соеди­
нений. Из этого типа электролитов можно рекомендовать
электролит с составом, г/л:
UЦавелеван кислота
. . . •
Сульфосалициловая кисдота
Серная кислота . . . . . .
30
100
3
•
.
.
Процесс ведут при температуре
285-305 1\
и анодной
плотности тока 2-3 А/дм 2 • Скорость образования оксид­
ных пленок доходит до 1 мкм/мин. Необходимо механи­
ческое перемешивание электролита. Напряжение тока
возрастает во время роста толщины оксидной пленки
с 25-30 до 50-80 В. Продолжительность процесса 40120 мин. На силумине марки АЛ-2 пленка имеет темно­
серый цвет, на сплавах АМГ золотисто-коричневый
и на дюралях типа Дl-зелено-голубой. Пленки обла­
дают высокой эластичностью, хорошей коррозионной стой­
костью и надежными электроизоляционными свойствами.
Для удаления забракованной оксидной пленки, полу­
ченной из указанных электролитов, без потери размеров
рекомендуется следующий состав раствора: ортафосфор­
ная r<ислота (плотностью
ангидрид -20 г/л.
234
1,5
г/см 3) -
35
мл/л; хромовый
Процесс ведут при температуре
365-370 К с выдерж­
кой 10-20 мин.
Химическое оксидирование алюминия. В тех случаях,
когда оксидирование производят в целях защиты от кор­
розии или в качестве грунта под окраску, целесообразно
применять химическое оксидирование, более дешевое и не
требующее
скольких
электрооборудования.
составов для
Так,
из
числа
защитно-декоративного
не­
оксидиро­
вания рекомендуется следующий состав, г/л:
Ортафосфорная кислота
40-50
. . . . • . . . . . . . .
. • • . . . • . • . • •
. . . . . . . . • . . •
Кислый фтористый калий
Хромовый ангидрид
. .
Проuесс ведут при температуре
290-300
3-5
5-7
К с выдерж­
кой в 5-7 мин. Этот раствор пригоден для оксидирования
алюминия и всех его сплавов. Полученная защитная
пленка имеет оксидно-фосфатный состав, толщину около
3 мкм, красивый салатно-зеленый цвет и обладает электро­
изоляционными свойствами, но не пориста и не окраши­
вается
красителями.
Корректировка
раствора
про­
водится главным образом фторидами. Способ весьма прост
в эксплуатации, не требует квалификации исполнителей и
в 2-3 раза экономичней электролитических.
Оксидирование меди, титана и их сплавов. Оксиди­
рование
меди
и
ее
сплавов
применяется
для
защиты
от
коррозии, для чернения и декоративной отделки в при­
боростроении,
оптико-механической
промышленности,
морском
судостроении
и
прочих
отраслях
промышлен­
ности.
Анодный метод оксидирования медных или медненых
стальных детадей нашел наиболее широкое применение
на многих заводах вследствие своей простоты и высокой
экономичности. Перед оксидированием поверхность дета­
лей обезжиривают и декапируют по обычному процессу
подготовки меди к покрытию. Стальные детали меднят
с толщиной слоя не менее 3-5 мкм.
Для оксидирования nрименяют состав, г/л: сода кау­
стическая- 150-200;
молибденовокислый
аммоний-
10-15. Процесс ведут при температуре 355-365 К в те­
чение 8-12 мин при анодной плотности тока 0,81,5 А/дм 2 • Катодами служат стальные листы.
Оксидная
щину
1,0-1,2
пленка состоит из окиси меди,
имеет тол­
мкм, бархатисто-черный цвет, переходящий
235
в
гладкий
после
полублестящий
протирки
веретенным
маслом.
Из химических методов на оптических и других заво­
дах получил применение метод оксидирования в щелочном
персульфатном растворе. Для оксидирования применяют
состав, г/л: сода каустическая
лия
340
Процесс
- 14-16.
персульфат ка­
- 50-60;
ведуr
при
температуре
335-
К с выдержкой в 5 мин.
Корпус ванны сваривают из листового железа в форме
цилиндрического котла с коническим дном и с пароводя-
вой рубашкой.
/--...
особенностью
Характерной
пузырьков
выделение
запное
кислорода
вне­
являе1ся
процесса
на
поверхности
оксидируемых деталей, что указывает на окончание про­
цесса формирования пленки.
Полученная оксидная пленка состоит из окиси меди,
черный
глубокий
имеет
и толщину около
1
цвет,
поверхность
блестящую
мкм, практически не влияющую на
размеры деталей.
Оксидирование латуни химичес!(ИМ способом получило
широкое применение благодаря простоте и экономичности
процесса и красивой, декоративной внешности оксидной
пленки.
Перед оксидированием детали обрабатывают в под­
кИсленном растворе хромлика с выдержкой в 15-20 с.
Затем детали промывают в холодной проточной воде,
декапируют в 5%-ном растворе серной кислоты, снова
оксидируют
nромывают
и
центрация
компонентов
в
для
растворе,
может
которого
колебаться
в
пределах: водный 25%-ный раствор аммиака от
1
до
литра; медь углекислая (свежеосажденная)
г. Процесс ведут при температуре
200
держкой в
25-30
кон­
широких
100 мл/л
- 40-
290-310
К с вы­
мин.
Оксидная пленка имеет черный цвет с синеватым отли­
вом
при сохранении
ванных
Для
металлического блеска на
полиро­
поверхностях.
анодного оксидирования титановых сплавов де­
тали обезжиривают, протравливают в 20%-ном растворе
азотной кислоты с добавкой фтористоводородной кислоты
или ее r<ислых солей
в
количестве
20-30
г/л.
После
промывки в холодной воде детали оксидируют в щавелево­
кислом электролите с концентрап:ией щавелевой кислоты
50
236
г/JI в те•~пие
l
ч с напряжением до
100-120
В. При
этом
зависимости
в
пленка,
оксидная
прИобретает
цвета.
различные
от
марки
сплава,
оксидная
Полученная
пленка не обладает электроизоляционными свойствами
и применяется для повышения антифрикционных свойств
трущихся деталей и для крепежа. Резьбу крепежных
деталей дополнительно пропитывают коллоидно-графи­
товой смазкой.
Оксидирование магниевых сплавов. Этот процесс яв­
ляется обязательным для магниевых сплавов и приме­
няется для временной защиты при механической обра­
ботке, а также для постоянной защиты как самостоятель­
ное покрытие и в качестве грунтовки под окраску. При
временной защите детали обезжиривают растворителями,
а затем в щелочных растворах. После этого детали про­
травливают в растворе хромового ангидрида с концентра­
uией 200 г/л при комнатной температуре в течение 10 мин.
Для полуфабрикатов концентрацию хромового анги­
дрида снижают до 100 г/л, вводя добавку натриевой се­
литры или азотнокислого кальция в количестве 8-10 г/л.
Промытые детали пассивируют в растворе хромлика
с концентрацией его 50 г/л при температуре 360-400 К
в течение 10-15 мин, после чего nромывают и сушат.
Для литья и катаного металла применяют составы,
провереиные многолетней работой предприятий и при­
ведеиные в табл.
126.
Таблица
оксидирования
126.
Составы раствора и режимы
литых
и
катаных магниевых
сплавов
Сплав
Состав и режим
литой
Двухромовокислый калий, r/л
Азотная 15ислота (плотностью 1,4 r/см 3 ),
мл/л
Хлористый аммоний, r/л
Рабочая температура, К
Выдержка, мин
1
катаный
40--50
70-80
25-30
10--15
0,7-1,2
345-355
1-2
0,7-l,O
345-355
4-5
При пользовании этим раствором имеет место некоторое
снижение размеров изделий, достигающее для литья
5
мкм.
При оксидировании для длительной эксnлуатации
целесообразно также пользоваться экономичным хими-
237
ческим методом
оксидирования
двухромовокислый
калий
в
растворе,
г/л;
-30-50
содержащем:
квасцы
алюмо­
калиевые -8-12 г/л; уксусную кислоту (60%-ная)
5-7 мл/л. Процесс ведут при температурс 290-305 К,
показатель рН = 3,5, выдержка 5-10 мин.
Оксидированные детали промывают в холодной воде
и пассивируют в растворе хромпика, как и при временпой
защите.
Оксидная пленка имеет цвет от золотистого до черного
и изменяет размеры деталей в пределах 1 мкм. Коррозий­
ная стойкость ее и адгезионная способность удовлетвори­
тельны, а жаростойкость находится в пределах 425 К.
Из электролитических способов наиболее пригоден
способ оксидирования переменным током в следующем
электролите:
Состав электролита, г/л
l(ислый фтористы!\ аммоний
Двухромовокислый натрий .
Ортофосфорная кислота
250-350
60--80
55-70
• • • . . •
. . . . . .
(85% -ная),
мл/ л
Режим эксплуатации
345-355
5-6
30-40
Рабочая температура, 1(
Плотность TOJ{a, А/дм 2 •
Выдержка, мин
.
стали
из
ванне
в
производят
Оксидирование
12Х18Н9Т с напряжением на шинах 75-85 В.
Оксидная пленка имеет темно-зеленый цвет, толщину
до 40 мкм и жаростойкость до 825 К. Она обладае't высокой
адгезией с лакокрасочными покрытиями и отличной кор­
розионной стойкостью.
Удаление старых или забракованных оксидных пленок
производят, погружая детали в горячий и крепкий раствор
оксидируют
чего детали
после
соды,
каустической
вновь.
отдельных,
Местное ОКl:uдирование. Для покрытия
повреждений оксидной
участков,
незаоксидированных
пленки
и
прочих
мелких
дефектов
применяюr
местное
покрываемый участок
оксидирование. Для этой цели
смоченной
тr<анью,
протирания
путем
обезжиривают
авиационным бензином, после чего
носят оксидирующий раствор.
238
ватным тампоном на­
Состав раствора, г
Хромовый ангидрид
Окись магния . . .
45
........ .
. . . . . . . . .
Серн.ая кислота (плотностью 1,84 r/см 3 )
Вода, л . . . . . . . . . . . . . . .
8-9
0,1-l
l
Нанесение раствора проводят путем натирания участка
в течение 40-50 с, после чего следует протирка влажной
ватой, затем сухой тканью и сушка сжатым воздухом.
Одного литра раствора достаточно для местного окси­
дирования поверхностей с общей площадью 2-2,5 м 2 •
Полученная оксидная пленка обладает удовлетворитель­
ными защитными и адгезионными свойствами.
Для
деталей,
смачиваемых
различными
смазочными
маслами, применяют другой состав раствора для местного
оксидирования, г/л: селенистая
хромовокислый натрий
кислота
-
20-25;
дву­
-10-12.
Нанесение этого раствора производится так же, как
описано выше. Оксидная пленка
обладает высокими за­
щитными свойствами и имеет яркий красный цвет.
4S.
ФОСФАТИРОВд.НИЕ
Фосфатиронание
из
самых
экономичных
простых,
и
является
надежных
одним
способов
массовой защиты от коррозии для деталей из черных
металлов, главным образом для углеродистых и низко­
легированных марок стали и для чугуна. Высоколегиро­
хромо­
хромовольфрамовые,
стали, ·особенно
ванные
ванадиевые И стали, легированные медью, фосфатируются
с трудом и образуют пленку низкого качества. Нержаве­
ющие стали совсем не поддаются фосфатированию.
следует рассматривать
Фосфатирование
как
химиче­
ский процесс образования фосфорнокислых солей железа
и марганца на поверхности черных металлов. Наилуч­
шая по качеству фосфатная пленка образуется при воз­
выпускается
который
«Мажеф»,
препарата
действии
(ОСТ
6-25-14-75)
в
виде серой
массы
с
характерным
кислым запахом и поставляется в деревянных ящиках или
бочках. Этот препарат получил название по начальным
буквам его составных частей -марганца, железа и фос­
форной кислоты. Соответственно составу этого препарата
и фосфатная пленка на черных металлах состоит из солей
239
этих металлов, имеет темно-серый цвет и пористую, мелко-
_
кристаллическую структуру.
Толщина фосфатной пленки колеблется от
50
7-8 до 40-
мкм и зависит от вида механической обработки, способа
подготовки
поверхности
к
покрытию,
а также от состава
растDора и режима фосфатирования.
Прочность сцепления
фосфатной
пленки
со сталью
весьма велика. Однако, при перегибании фосфатирован­
ного листа железа на
180° фосфатная
пленка дает трещины
и осыпается в точках изгиба, но не отслаивается и не
допускает дальнейшего проникновения коррозии
под
пленку.
Пластинчатые
создают
кристаллы
высокоразвитую
нерастворимых
микропористую
фосфатов
структуру
фосфатной пленки. Поэтому фосфатная пленка хорошо
впитывает в себя и прочно удерживает различные лаки,
краски и смазки. Пленка обладает высокими электроизо­
ляционными свойствами. Ее пробиввое напряжение до­
стигает 1000 В и может быть еще более повышено путем
ее
пропитывания
специальными
изоляционными
лаками.
Магнитная проницаемость электротехнических марок
стали
полностью сохраняется
при фосфатировании.
Не
изменяет фосфатирование и механических свойств стали.
Твердость и износостойкость фосфатной пленки невелики.
и
электроизоляционные
свойства
ее
сохраняются до 825-875 К.
Пленка не смачивается расплавленными металлами.
Основным ценным свойством фосфатной пленки явдяется
_Жаростойкость
ее
высокая
коррозионная
устойчивость
во
всех
видах
горючих, смазочных и органических маслах, в бензоле,
толуоле и во всех газах, кроме сероводорода. В очень
агрессивных
аммиаке,
в
средах,
например,
пресной и
морской
в
щелочах,
воде и
в
кислотах,
водяном паре
фосфатная пленка нестойка. Однако, ее коррозионная
стойкость легко может быть повышена во много раз после
nропитывания ее смазочными маслами или лаками. По­
этому фосфатная пленка является наилучшим грунтом
под окраску, и в автомобильной промышленности сталь­
ные корпуса легковых машин
тируют кругом,
и
по
после
фосфатному
штамповки
-грунту
фасфа­
окрашивают
·
эмалями.
Неспособиость фосфатных пленок смачиваться распла­
ВЛРННЫМИ
240
мета.'lлами
используется
при
заливке
втулок
и подшипников бвббитом, при пайке и покрытии свинпово­
оловянными сплавами и в других случаях местной защиты
при работе с низкоп.rшвкими мета.'I.rшми.
Важным свойством фосфатных пленОI<, особенно после
пропитки их смазочными маслами, яв.'Iяется существенное
снижение
трения
при
операциях
хо.'Iодного
во.'Iочения,
прокатке и глубокой вытяжке ;rшстовой стали. При вве­
денiш этой операции снижается и потребная мощность
оборудования и у.'Iучшается качество обработки. Фосфа­
тирование
и
для
в
це.'Iях
цветных
защиты
мета.'Iлов
-
от
коррозии
а.'Iюминия,
применяется
цинка,
магния
и других мета.'I.'IОВ и га.'Iьванических покрытий, но основ­
ной областью применеимя яв.'Iяется обработка черных
мета.'I.'IОВ.
Подготовка поверхности к фосфатированию сущест­
венно сказывается на качестве фосфатной пленки. Так,
например, дета.'IИ, имеющие чистовую механическую об~
работку кругом, фосфатируются с образованием тонкой,
1\Iе.'Iкокристал.'Iической пленки
толщиной
око.'IО 610 мкм. Такие же результаты дает подготовка поверхности
посредством
очистки
мета.'I.'Iическим
песком,
гидропеско­
чистки и сухой га.'Iтовки с песком.
Травление приводит к образованию рыхлой, крупно­
кристаллической п.'Iенки толщиной до
детали посде травления промывают в
40-50 мкм. Поэтому
3-5 %-ном растворе
кальцинированной соды, затем промывают в воде и фосфа­
тируют.
Для предохранения отдельных участков от фосфатиро­
вания
их
изо.'Iяцию
х.'Iорвиниловыми
производят
резиновым
к.'Iеем
и.'Iй
лаками.
Приспособления д.'IЯ завешивании деталей -при фосфа­
тировании изготовляют из уг.'Iеродистой стали. Мелкие
крепежные
дета.'IИ
фосфатируют
в
железных
сетчатых
корзинах, достаточно г.'Iубоких д.'Iя удобства перетряхи­
вания дета.'Iей и устранения непокрытых участков. При
на.'Iичии большой программы мешше дета.'IИ загружают
в стальные перфорированные барабаны и фосфатируют
в ваннах при вращении,
ческих
как это делается
при
гальвани­
покрытиях.
Фосфатпрованне с препаратом
«Мажеф». Этот спо­
соб ЯВ!!Яется наибо.'Iее распространенным, так как прост
по составу, а получаемая фосфатная пленка при этом
наиболее доброкачественна. Общепринятая концентрация
9
Ямпольский А. м. и дР·
241
препарата «Мажеф» при фосфатировании равна 27-32 г/.ТJ.
Растворение сМажефа» сопровождается частичным его раз·
ложением с образованием нерастворимых
соединений,
осаждающихся на дне ванны. Полностью уда.ТJять этот
осадок со
дна
ванны
нельзя,
так
как
образовании фосфатной пленки.
При фосфатнравании без добавок
рабочей температуре
370-372
нагревание
и,
дав
участвует
в
процесе ведут при
К. Для получения заданной
температуры раствор доводят до
к.ТJючают
он
кипения,
осесть
пос.ТJе чего вы­
Взl\fученному
осадку,
загружают деталь. Для поддержания температуры подо­
гревание
раствора
ведут
непрерывно,
не давая
раствору
вскипеть, так как взмученный осадок, поднимаясь со дна,
осаждается на поверхности деталей, придавая им грязе­
вый серый вид и ухудшая качество фосфатной п.ТJенки.
Реакция препарата «Мажеф» с поверхностью дета.ТJей
сопровождается бурным выделением водорода, которое
постепещю
снижается
и заканчивается
полностью,
когда
вся поверхность деталей покроется без просветов нерас­
творимой пленкой. Для полной уверенности в окончании
процесса детали выдерживают в ванне еще 5-10 мин,
после чего выгружают, промывают и сушат.
Выдержка при фосфатирова·нии зависит от назначения
фосфатной п.ТJенки. Так, при фосфатировании в це.ТJях
защиты
от
коррозии
выдержка
зависит
от
марки
стали
и колеблется в пределах 1-2 ч. Для э.ТJектроизо.ТJяцион­
ного покрытия обычно достаточно 30-40 мин,а для пред­
охранения
точно
от
20-30
затекания
расплавленного
металла
доста­
мин. В последних с.ТJучаях выгрузку деталей
проводят до окончания
реакuии.
Корпус ванны фосфатирования сваривают из листо­
вого железа без футеровки внутри. При подогревании
паром ванну снаружи футеруют теплоизоляционной мас­
сой, или обшивают деревом. В этом случае г.ТJухой паравой
змеевик де.ТJают съемным и располагают его по задней
стенке ванны,
Наиболее
но ни в коем случае не по дну.
пригодным
металлом
для
змеевиков
яв­
ляется фосфористая бронза, латунь, никелированные и.ТJИ
хромированные стальные трубы. Возможно также покры­
тие ста.ТJьных змеевиков фторопластом ЗМ и 4Д.
Все указанные требования связаны с тем, что через
несколько дней паравые змеевики, даже при их распо.ТJо­
жении вертикально вдоль задней стенки ванн, покры-
ваются
корка
твердой
коркой
непрерsвно
нерастворимых
увеличивается
и
в
фосфатов.
конце
Эта
концов
на­
столько затрудняет 1fеплопередачу, что процесс нагрева.
ния до рабочей температуры удлиняется до нескольких
часов, а затем достижение рабочей температуры стано­
вится невозможным. Именно поэтому корректировщик
фосфатных ванн должен внимательно следить за длитель­
ностью нагревания и своевременно останавливать
ванны
для текущего ремонта. Для этого необходимо удалить
из ванны съемный змеевик, обрубить зубилом и молотком
корку фосфатов, отбить эту корку со стенок и со дна ванны,
после чего вновь смонтировать и зарядить ванну.
Зарялка ванны ирепаратом «Мажеф» проста и состоит
в отвешивании препарата из расчета 30 г/л и в засыпке
его в кипящую воду ванны nри механическом nеремешива­
нии, и.rш барботировании сжатым воздухом. Затем рас­
твор доливают водой до рабочего уровня, снова перемеши­
ваiРТ, дают отстояться и отбирают пробу для экспресс- ана.rшза кислотности раствора. Д.'Iя правильной эксплуата­
ции ванны и по.'Iучения доброкачественной фосфатной
пленки необходимо, чтобы фосфатный раствор после за­
рядки или корректировки имел требуемую рабочую кис­
лотность. Этот показатель ск.'Iадывается из двух величин:
общей и свободной кислотностей, причем рабочее соотно­
шение общей кислотности к свободной должно быть рав­
ным 7-8. Экспресс-анализ весьма прост и его проводит
рабочий-корректировщик на монтажном верстаке не­
посредственно
у
ванны
и
только в тех
случаях,
когда
наблюдаются какие-то отклонения от нормального про­
цесса фосфатирования (растрав.'Iивание, образование чер­
ного
мажущего
налета,
длительное
увеличение
времени
для получения фосфатной пленки и др.). Обычно преnарат
«Мажеф» состоит из смеси солей, обеспечивающих правиль­
ное соотношение кис.'Iотностей. Тем не менее, 1_Jабочий­
корректировщик должен уметь найти причину неполадок
в работе ванны.
После очистки, зарядки и корректировки раствора
процесс фосфатирования не встречает затруднений.
Переходя снова к описанию эксnлуатационных особен­
ностей
процесса,
следует-
отметить,
что
нагрев
паром
весьма затруднителен. Бо.'Iее удобен электрический нагрев
ванн. Для этой цели наружный стальной кожух ванны
футеруют
9*
внутри
огнеупорным
кирпичом,
расnолагая
243
нагревательные э.'Iементы вдоль стенок ванны, а рабочий
корпус ванны де.'Iают съемным для удобства ремонта.
Уда.'Iение водорода и паров воды из ванны проводят по­
средством бортовых венти.'Iяционных отсосов, а
ванны после загрузки дета.'Iей закрывают крышкой.
верх
Для массового фосфатирования крепежных и мелких
деталей используют ванны с вращающимиен барабанами,
как это
применяется
при
гальванических
процессах.
Барабан изготов.'Iяют шестигранного сечения из .'Iисто­
вого железа с задвижной дверцей для загрузки и выгрузки
дета.'Iей и с шестерней д.'Iя вращения, закрепленной по оси
на одном из торцев. Диаметр барабана обычно принимают
равным 500-(.!_00 мм при длине 600-800 мм. Частота вра­
щения не выше 15-25 об/ч через редуктор или посред­
ством пневматического устройства. Загрузка барабана
состав.'Iяет 40-50 кг деталей. Выдержка та же, что и для
деталей в стационарных ваннах.
Удельный расход препарата «Мажеф» состав.'Iяет
г/м2 фосфатируемой поверхности.
120-
140
При фосфатнравании дета.'Iей с большой поверхностью
корректировку раствора проводят noc.'Ie выгрузки каждой
партии дета.'Iей. При накоп.'Iении на дне ванны большого
количества осадка, мешающего норма.'Iьной эксплуатаuии
ванны,
раствор _сливают,
проводят зарядку
ванны
осадок
вычищают
из
ванны
и
вновь.
Фосфатная п.'Iенка имеет темно-серый цвет, темнеющий
после промасливания. При фосфатировании в барабанах
пленка
гораздо
свет.'Iее,
но также темнеет
при
протирке
деталей веретенным или авиаuионным мас.'Iом. Наличие
фосфатной п.'Iенки на дета.'Iях проще всего определяется
путем nроведения ногтем. При этом образуется ясно виДи­
мая бе.'Iая черта. Но часто по.'Iьзоваться этим способом
контро.'Iя не с.'Iедует, так как бе.'Iая черта получается от
стачивания ногтя. Основные неполадки при фосфатнрава­
нии приведены в таб.'I. 127.
Забракованные
фосфатные
покрытия
стравливают
в 10-15%-ном растворе серной кислоты, после чего
повторяют процесс фосфатирования вновь. Таi{ая опера­
ция лишь у.'Iучшает качество защиты.
Введение
различных
добавок
в
фосфатный
раствор
ускоряет проuесс образования фосфатной п.'Iешш и поз­
воляет вести его nри более низких температурах. Во мно­
гих с.'Iучаях препарат «Мажеф» полностью заменяют
244
Таблица
1~\',.
Основные неполадки
при фосфатировании ·и способы их устране11ия
Характеристики
Способ устранения
Причина неполадок
неnоладок
1
1
Стравить пленку и
очень тонка; при по-
Недодержка по времени при фосфатпро-
повторить
гружении деталей в
вании
нужной выдержкой
Фосфатная пленка
процесс
с
воду Сf.возь нее просвечивает металл
Крушюкристалличность
коррозийная.
Заменить травление
зачисткой или после
травления проМ1IТЬ в
Подготовка произ-
слабая
и
ведена путем травле-
стой-
ни я
фосфатной
кость
содовом
растворе
пленки
После
пленка
Фосфатирование
высыхания
имеет
вели
гряз-
ный налет солей
со
взмученным
осадком
Детали не должны
·касаться
препарата
«Мажеф»
а
дна
процесс
сти
в
ванны,
нельзя
ве-
кипящем. рас-
творе
В отверстиях и внутренних
Образование
воз-
душных или водород-
полостях
фосфатная пленка от-
НЫХ
«МеШКОВ»
вес к ах
сутствует
распол о-
и
применить
встряхивание
Заметная разница
оттенков
Изменить
жениедеталей на под-
и
структу-
.
Различная
ческая
или
терм имехани-
Причина обусловлена технологией изго-
ры фосфатной пленки
ческая обработка от-
товления и не являет-
на различных участ-
дельных
ся браковочным
участков
дах деталей
кис.'IЬrми
ПfJH·
знаком
фосфорнокис.'IЫМИ
солями
натрия·,
цинка,
марганца и даже фосфорной кислотой.
В
качестве
окис.rште.'Iей
обычно
применяют
нитрит
натрия, селитру и другие со.'Iи азотной кис.'Iоты. Сокра­
щение времени проuесса и снижение его рабочей темпе­
ратуры позво.'Iяют еще более удешевить этот массовый,
экономичный и надежный способ защиты от коррозии.
Фосфатные ·пленки, полученные из этих растворов, во
многих случаях характеризуются малой толшиной и по­
ниженной стойкостью в коррозионных средах. В связи
с этим в области защиты от коррозии они испо.'Iьзуются
в качестве грунта при пос.'Iедующей лакировке и окраске.
245
Так,
например,
работаны
в соответствии с ГОСТ
готовые
фосфатирующие
раз­
9.047-75
концентраты,
име­
ющие сложный состав и предназначенные для у.'Iучшения
механической приработки ста.'IЬных
ристика их приведена в таб.'I. 128.
Таблица
128.
деталей.
Характе­
Характернrтика фосфатирующих концентратов
Наименова-
Номер ГОСТа
или ТУ
ни е
КОН•
Назначение
Концепт·
покрытия
рация, г/л
цен-
Рабо'Чая
Выдер-
темпера-
жка,
тура, К
мин
трата
КФЭ-1
ТУ
6-08-198-71
~ КФЭ-3
ТУ
6-08-211-71
i
КПФ-1 ТУ 6-09-3503-74
;
Перед холодной деформацией
То же
Для предотвращения
зади-
35-45 363-368 8-10
35-45 330-340 12-i5
I00-110 362-370 5-IO 1
ров
. Кроме указанных препаратов ГОСТ 9.047-75 пред­
'усматривает фосфатираванне по ускоренным режимам
в составах, указанных в табл. 129.
Фосфатирование цветных металлов
и
их
сплавов.
Фосфатираванне алюминия и его сп.'Iавов широко испо.'Iь..
sуется в качестве грунтовки
под окраску
и может произ­
водиться как химически, так и электролитическим путем.
Алюминиевые дета.'IИ после обычной подготовки к покры­
тию, т. е. пос.'Iе ще.'Iочного травления и осветления в азот­
ной кислоте, фосфатируют.
Состав,
Ортафосфорная киспота
. .
Азотнокислый цию< . . . .
Борфтористоводородный цинк
r/n
. . . .
. . • .
10-15
18-22
10-15
Режим обработки
Рабочая температура, К
Выдержка, мин . . . .
. . . . . . .
. . . . . . .
350-360
0,5-4
Изменение выдержки зависит от степени истощенности
раствора. Фосфатираванные дета.'Iи промывают в холодной
проточной воде, пассивируют в 3-5 %-ном растворе хро­
мовой кислоты, подогретом до температуры 343-353 К
и сушат.
246
Таблица
129.
Фосфатирующие растворы с ускоренным режимом
Комnоненты, Г/л
Рабочая
Покрываемый
темпе-
Назначение nокрытия
металл
Цинк
Монофосфат
D.HHKa
кислый
10-20
8-12
30-40
42-58
28-36
80-100
60-70
азотио~
кислый
Стали
уrлероНИЗIЮ·
дистые
И
Защита от коррозии деталей l и 2-ro
среднелеrирован-
классов
ные
пр ужин
То же
азотно-
Кислота
ортофосфорпая
Натрий
ратура,
азоти-
к
Выдержка,
мин
сток не-
лый
-
-
348-358
3-10
-
9,513,5
-
358-368
10-25
-
-
0,2-1,0 288-303
15-25
точности
Защита всех деталей,
Еарп/1
том
в
числе
тонкостенных и пружин
То же,.
же
ЦИНКОМ
мием
а
так-
ПОI<рытия
и
кад-
Защита
деталей,
I<роме тонкостенных,
пружин
классов
l
и
2-ro
точности
Для фосфатирования меди применяется с хорошимИ
результатами следующий nростой состав раствора, г/л:
Преnарат «Мажеф»
Азотнокислый цинк
60
60
3
. . • . . •
Нитрит натрия
Режим обработки
Рабочая температура. К
Кислотность:
общая
.•.••
свободная . • • •
Вьщержка, мин
. . . •
Раствор
его
78
3
точек
точки
5
имеет одноразовое действие и ·эксплуатаuия
возможна
Полученная
340
только
в
фосфатпая
свежеприготовленном
пленка бесцветна,
растворе.
имеет
малую
толщину, обладает э.'Iектроизо.'Iяционными свойствами (ее
пробивнее напряжение достигает 30 В) и может служить
грунтом д.'Iя
пос.'Iедующего
нанесения
лаков.
Фосфатираванне магниевых сплавов проводят с пред­
варительной подготовкой их поверхности.
Состав, г/л
Преларат «Мажеф}}.
Фтористый натрий .
27-32
0,2-0,3
Режим обработки
Рабочая температура, К
Выдержка, мин . . . .
. . . • . . .
. . . . . . .
370-372
30-40
Пос.'Iе каждой sагрузки ванну корректируют препара­
том «Мажеф». Фосфатная- пленка придает матовость по­
верхности деталей и, благодаря малой толщине, практи­
чески не сказывается на изменении их размеров.
Коррозионная стойкость п.'Iенки ниже, чем по.'Iученной
оксидированием.
Фосфатпрованне с наложением электрического тока.
Фосфатираванне с использованием перемениого тока по.'Iу­
чило
применение
в
автопромышленности для
по.'Iучения
грунта под окраску. Для этой цели рекомендуется с.'Iедую­
щий состав, г/ .'1:
Ортефосфорная кисJюта
Окись uинка
• . . . .
Тринатрийфосфат. . . .
. • • • • • • • • • • • • • • •
• • • • . . . . . • . • • . • •
. . . . . . . . . . . . . . . •
Фосфатираванне ведется при температуре
плотности тока
243
2-3
А/дм 2, выдержке
22
9
25
340-345
15-20 мин.
К,
Для питания ванны применяют трехфазный nеремен­
ный ток, снижаемый трансформатором до рабочего наnря­
жения
15-20
В на шинах ванн. Дета.r:ш завешивают на
rrpи шины без nрименения специа.'Iьных Э.'Iектродов так,
чтобы· они не соприкасались между собой и со стенками
ванны.
д.'IЯ фосфатирования с исnользованием постоянного
rroкa црименяют раствор следующего состава, г/.'1:
Преnврат «Мажеф»
Азотншшслый циш<
Сh<ись цинка . . .
Фтористый натрий
.
• • • •
. • • •
• . • .
60-80
50-100
3-10
2-10
Фосфатирование ведется при температуре 295-300 К,
плотности тока D11 =(0,3+0,5) А/дм 2, выдержке 10-15мин.
, . Детали завешивают в качестве катодов. Анодами слу­
жат пластины цинка. Напряжение на шинах ванны 1015 в.
Глава
15.
НОРМИРОВАНИЕ
РАСХОДА
МАТЕРИАЛОВ
В производстве гальванических nо­
крытий и печатных плат расходуются разнообразные мате­
риа.'Iы
и
преимущественно
таллические
химические
материалы
и
ме­
аноды.
Расход материа.'IОБ зависит от площади обрабатыва­
емой. поверхности
и состава применяемых растворов и
электролитов. Приведеиные ниже значения удельных норм
материалов,
ности,
в
т.
е.
составлены
нормы,
с
отнесенные
учетом
к
растворов,
единице
поверх­
представленных
настоящем справочнике.
При определении поверхности, подлежащей покрытию,
следует
учитывать
неравномерность
распреде.'Iения
nо­
крытия и даже его отсутствие на внутренних поверхноСТ"Х
деталей. По этой причине при расчете норм расхода ано-
249
дав
и
хромового
полная
ангидрида
поверхность детали,
емая в виде коэффициента
Таблица
.130.
принимается во
а
внимание
только часть
ее,
не
учитыва­
!( в табл. 130.
Значения поправочного коэффициента,
учитывающего характер tюверхности деталей
Форма деталей
/(
Детали простой формы
Сложнорельефные штампованные детали
Детали, полученные глубокой вытяжкой, с отношением длины к диаметру более 4 : l
Детали с глубокими пазами и трубчатые детали
1
0,9
0,7
0.,6
Следует также учитывать, что если поверхность дета­
лей имеет грубую обработку, например, пескоструйную,
расход анодного мета.'Iла увеличивается
sa счет неровности
микрорельефа поверхности, и в этом случае поверхность,
подлежащую покрытию, необходимо увеличить по срав­
нению с расчетной геометрической в 1,2-1,4 раза.
49.
РАСХОД
Расчет
АНОДОВ
норм
расхода
анодного
ме­
талла производится по формуле
Н _l,05Sбd
-
1000
'
где Н - расход анодного мета.'Iла, кг; S - поверхность
покрытия, м 2 ; б -толщина покрытия, мкм; d -плотность
мета.'Iла покрытия, г/см 3 •
Коэффициент 1,05 учитывает потери металла на шлам,
сверления отверстий д.'Iя контактных крючков и т. п.
Удельные нормы расхода растворимых анодов пред­
ставлены в табл. 131.
Таблица
131.
Удельные нормы расхода анодов
при ТОЛЩИНе ПОI\рЫТИЯ
Материал
Кадмий
Медь
Никель
250
анодов
1
Удельная
норма,
9,2
9,5
9,4
г/м 2
11
1
МКМ
Материал анодов
Олово
Свинеn
Цинк
1
Удельная
норма, г/м 2
7,7
12,0
7,6
Удельные нормы расхода нерастворимых анодов, на­
пример
свинцовых анодов при хромировании, устанавли­
вают с учетом местных условий работы.
50.
РАСХОД
ХИМИКАТОВ
Для гальванических процессов рас­
ход компонентов электролитов обусловливается уносом
растворов поверхностью деталей и подвесок при выгрузке
их из ванн, уносом в вентиляционные системы, а также не­
избежными потерями при фильтрации, чистке ванн и при­
готовлении растворов. Потери растворов при электро­
литических процессах представлены в табл. 132. Расчет
Таблица
132.
Потери растворов
N
nри электролитических
nроцессах
N. лjм•
При отсутствии
ванн-улавливателей
Процесс
А
Осаждение пекрытий в
кислых
Осаждение пекрытий в
электролитах
Х ромированJiе
Серебрение и золочение
и
Б
колоколах
в
в
А
1
Б
1
0,12
0,31 0,1
0,35 0,12 0,15
в
0,15
0,22
0,25
0,25
-
-
-
-
0,4
0,2 0,3
0,04 0,045 0,045
0,3
0,4
0,5
0,15 0,2
0,35
0,45
0,55
0,2
0,25
0,25
0,3
0,3
0,4
-
-
-
-
подвесках
Покрытие в
барабанах
1
0,2
электролитах
щелочных
на
1
При наличии
ванн-улавливателей
0,18
0,2
кислых
электролитах
Покрытие в колоколах
и барабанах в щелочных
электролитах
Анодирование
простой формы; Б П р и м е ч а н и е: А детали
средней сложности; В сложнопрофилированные детали.
детали
норм расхода химикатов, входящих в состав электролитов,
nроизводят по формуле
SNC
H=lQб•
251
1-де N - значение потерь растворов при электролитиче­
ских процессах (см. табл. 132); С - концентрация компо­
нента, г/л.
При расчете норм расхода хромового ангидрида следует
к потерям электролита на унос в промывные воды и вен­
тиляцию добавить расход на выделение хрома.
Суммарный
расход
хромового
ангидрида
Нхр•
кг,
рассчитывают по формуде
_
Н
I5,2Sd
хр-
юз
+
SNC
106 '
где 15,2 коэффициент, учитывающий пересчет металла
на хромовый ангидрид.
Некоторые химикаты, например цианиды, в процессе
электролиза разлагаются,
поэтому
при
хода прибавляется значение из табл.
расчете
норм рас­
133.
Таблица 133. Нормы расхода химикатов иа разложение
для t м 2 поверхности при толiЦине t мкм
Вид
оборудования
Материалы
'Темnература
г
Барабан
Глицерин и сернистый натрий (цинкование)
БлескообразуюiЦие
добавки
В табл.
134
на
разложение.
l(
Ванна
Колокол
Цианиды
Потери
3Лектролита,
Ванна
»
300
320
320
2,0-2,7
2,7-3,0
3,0-3,7
300
0,4-0,5
300
0,1-0,5
До
До
приведены удедьные нормы расхода мате­
риалов, применяемых -при операuиях химической обра­
ботки деталей
(обезжиривания,
травления
и т.
п.),
а в табл. 135 даны удельные нормы расхода материалов,
применяемых при механической подготовке поверхности,
абразивные
материалы
и
эластичные
включающие
круги.
В табл.
которых
печатных
252
136
приведены удедьньш нормы расхода не.
материалов,
плат
используемых
при
по операциям травления
из-готовJiении
и
химической
Таблица
134.
Удельные нормы расхода материалов
при
химических
операциях
Удельная
r
Наименование
Оnерация
норма
материалов
расхода,
r/м 2
Обезжиривание в органических
растворите-
ля~
1
Соляная кислота
Ингибиторы или
Серная кислота
Ингибиторы
Травление стали
медн
и
7-lO
10-12
16-20
1,6-2,0
сода
Едкий натр
Тринатрийфосфат
Жидкое стекло
обезжи-
ривание
Травление
35-50
60-100
1
Едкий натр
Кальцинированная
Тринатрийфосфат
Жидкое стекло
Электрохимическое
обезжиривание стали
Химическое
Трихлорэтилен
Бензин, уайт-спирит
Азотная
ее
90-150
1,2-3,0
·
60-ВО
1,5-3,0
(плот-
700-1400
Серная кислота (плотность
700-1800
ность
сплавов
30-35
20-30
3-6
1,8
кислота
1,4 г/смз)
г/смЗ)
Хлористый натрий
Травление алюминия
1
Декапированне
1
Осветление
1
Едкий натр
Серная кислота или
Соляная кислота
Азотная кислота
6-8
1
lO
1
1
Пассивирование цинка'
Двухромовскислый натрий 1
Пассивирование
Двухромовокислый натрий
Сернокислый натрий
Азотная кислота
кад-
ми я
1
Оксидирование стали
Серная кислота
Азотнокислый цинк
Едкий натр
Азотнокислый натрий
Азотистнокислый натрий
3-9
25-50
1-5
9-15
6-12
6-12
Препарат <<Мажеф»
Фосфатпрованне
45-75
1
90-170
90-180
350-400
70-85
140-170
253
Таблица
13.5.
}'дельные нормы расхода материалов
nри шлифовании и полировании
материал
1
Шлифование
Материалы
Обрабатываемый
Оnерация
и
1
инструмент
Круги войлочные
Абразивные мате-
Углеродистые
стали
Расход
1
0,015 шт.
400 r
риалы
Секции хлоnчатобумажные
Паста шлифоваль-
0,04
150
шт.
г
ная
Медь
'
и
сnлавы,
ниевые
Круги войлочные
Абразивные мате-
ее
алюмии
цинко-
0,015
300
шт.
г
риалы
Секции ~лопчатобумажные
Паста шлифоваль-
вые сплавы
0,04
100
шт.
г
ная
Полировани е
Углеродистые
Секции
хлопчато-
бумажные или
Бязь суровая
Паста полировоч-
стали
0,04
шт.
0,80 м
150 r
ная
Медь
и
Секции хлоnчатобумажные иди
Бязь суровая
Паста полировоч-
ее
сплавы
0,03
0,75
100
шт.
м
г
ная
1
Алюминиевые
сnлавы
1
Секции хлопчатобумажные или
Бязь суровая
Паста полировоч-
0,03
0,75
120
шт.
м
г
1
ная
1
Медные
келевые
тия
и
ни-
покры-
Секции хлоnчатобумажные или
Бязь суровая
Паста полировочная
254
0,03
шт.
0,75 м
70 г
Таблица
материалов
136.
при
Удельи1.tе нормы расхода
изготовлении
печатных
плат
Удельная
(
Операция
норма
Наименование материала
расхода.
г/м 2
Нанесение защитного ри-
Удаление защитного рисун~а
фоторезист
1,2
Краска гальваностойкая
СТЗ-13
Меnшхлороформ
Сода кальцинированная
60
Пленочный
СПФ-2, м2 /м
сунка схемы
1
Травление меди в кислых
растворах
Метилен хлористый
Едкий натр
2000
60
1
Хлористый аммоний
Соляная кислота
Перекись водорода
4000
30
100
2400
770
Травление меди в аммиачном растворе
Аммиак водный
1
1
Травление диэлектрика 1
-400
Хлорная медь
Хлористый аммоний
Углекислый аммоний
40
(20% -:ный)
в производстве МПП
Серная кислота
Плавиковая кислота
Травление адгезиоиного
.слоя в аддитивной техноло-
Хромовый ангидрид
Серная кислота
1
2000
1
1840
360
1600
80
гии
Активация
Медпение
тартратном
1
химическое
растворе
в
Хлористый палладий
Хлористое олово
Соляная кислота
Хлористый калий
0,17
20
20
35
Медь сернокислая
.Калий-натрий виннокислый
Едкий натр
Сода кальцинированная
Хлористый никель
Гноеульфат натрия
40
Формалин (40%-ный)
40
50
2
2
0,005
25
255
ПродолженШ! табл.
186
УдеЛЬJ!аЯ
Операция
Наименование материала
норма
расхода,
г;м•
Меднение
трилонатном
химическое
Медь сернокислая
Трилен Б
Едкий натр
Этиленднамин ( 10% -ный)
~иэтилдитиокарбонат
Железистосинеродистый
калий
в
растворе
Формалин
Осветление сnлава
ПОС-60 после травления
(40% -ный)
60
70
70
8
0,5
1,0
50
Тисмочевина
Соляная кислота
Продукт ОС-20
80
80
2
металлизации. Нормы расхода материалов при гальвани­
ческой металлизации принимаются по табл. 136, при этом
следует
тию,
учитывать
которая
поверхность,
обычно
составляет
подвергаемую
до
50%
покры­
поверхности
заготовки.
Глава
16.
ОХРАНА ТРУДА
И
ТЕХНИКА
БЕЗОПАСНОСТИ
Гальванические цехи и цехи произ­
водства
печатных
плат
многочисленных веществ,
nадании
на участки
характеризуются
применением
которые при вдыхании или
по­
кожи причиняют отравления, ожоги
и различные травмы у работающих.
Наличие большого
числа промывочных ванн создает в помещениях повышен­
ную влажность.
Применение
электрических
приборов
и
средств
механизации облегчает
труд
рабочего
и
Повышает
,256
Таблица 137. Предельно допустимые коицентрации
некоторых веществ в воздухе рабочей зоны
производственных помещений
Е
Наименование вещества
jll
ПДR,
мг/м
3
1
Наименование
пдк.
мг/м 3
вещества
1
Серпая кислота
Газы и пары:
Бутиловый сnирт
Керосин
Ксшюл
Окислы азота
10
300
50
5
Пыль:
3
стеклянного волокна
искусственных
аб-
5
разивон
6
8
20
пресс- порошка
бакелитовая
Окись углерода
1
Скипидар
Толуол
Уайт-сnирит
Фенол
Метилхлороформ
Хлористый метилен
Трихлорэтилен
Кислота плавиковая
Формалин
Кислота соляная
Цианис~ый водород
Окись алюминия
Окись цинка
Хромовый ангидрид
20
200
300
20
Аммиак
Ацетон
Бензин
Бензол
Свинец и
ero
соедине·
300
50
300
5
20
5О
10
1
0,5
5
0,3
2
5
0,1
0,01
ни я
1
производительность, но при небрежном обращении с ними
может
вызвать
травмы.
В табл. 1.37 приведены предельно допустимые кон­
центрации (ПДК.) ряда веществ, применяемых в производстве печатных плат _и гальванопокрытий.
Удаление из помещения цеха вредных
веществ
·
газов,
паров
и пыли должно производиться с помощью хорошо
отрегулированной
системы
приточно-вытяжной
венти­
ляции.
51.
ПО
И
полнять
правила
ОБЩИЕ
ОХРАНЕ
ТЕХНИКЕ
ПРАВИЛА
ТРУДА
БЕЗОПАСНОСТИ
Работающие в цехах обязаны вы­
безопасности, промсанитарии
техники
·и противопткарной охраны.
К. работе допускаются только лица, прошедшие ин­
структаж по технике безопасности и противопожарной
-охр-ане. Спецодежда должна храниться в отведеннь1х для
этой цели шкафчиках отдельно от верхней одежды рабо-
257
чего.
Принятие пищи и курение в рабочих помещениях
строго
воспрещается.
При несчастных едучаях -отравлении, ожоге, ране­
нии - работающий должен немедленно заявить об этом
мастеру или начадьнику цеха и обратиться за nомощью
в
медпункт.
Полы производственных помещений не доджны впиты­
вать растворов электролитов и других химических веществ
и быть кислотно-щелочестойкими на участках, где при­
меняются
агрессивные
жидкости.
Ддя
обеспечения
стоков жидкости полы должны иметь уклон 0,005°.
Химические материалы должны храниться в плотно
или герметично закрытой таре, которая должна быть снаб­
жена этикеткой с точным названием веществ. Бутыли с кис­
лотами
и
щелочами
должны
находиться
в
исправных
корзинах или обрешетках, устланных стружкой, пропи.
танной раствором хлористого 1\альция или хлористоm
магния.
В
помещениях,
где
имеется
опасность
химических
ожогов, должны быть оборудованы гидранты и фонтан­
чики для обмывания кожи и промывки глаз. Здесь же
должны находиться средства для нейтрализации кислот
(известь, мел, сода).
Вскрытие металлической тары (барабанов), запол­
ненных
едким
натром,
хромовым
ангидридом
и
т.
п.,
доджно производиться с помощью специального ножа или
механизированнона специальном устройстве сприменением
индивидуальных
средств
защиты.
Оборудование, при работе которого образуются произ­
водственные отходы, доджно быть оснащено приемниками,
обеспечивающими
легкое
удаление
отходов.
Слив
от­
ходов
органических
растворителей
должен
произво­
диться в специальные емкости, обеспечивающие взрыво­
и пожароопасное хранение. Слив отходов в канализацию
строго запрещается. Отходы должны систематически вы­
возиться для уничтожения, утилизации или обезврежи­
вания.
Все виды оборудования должны быть аттестованы на
предмет удовлетворения требованиям безопасной работы.
При работах с легковоспламеняющимися и горючими
веществами должны быть nриняты меры для исключе­
ния возможности
ряда.
258
образования
электростатического
за­
52. УСЛОВИЯ
БЕЗОПАСНОЙ
РАБОТЫ
На
подготовительных операциях.
При ~;юлировании войлочные и матерчатые круги должны
ограждаться
защитными
кожухами,
выполняющими
одновременно функции вытяжной вентиляции.
Шлифование и полирование мелких деталей должно
производиться
ных
-
с
помощью
оправок,
а
средних
и
круп­
в хлопч;;~тобу]Wажных рукавицах.
Обезжиривание деталей в горючих растJЗорах (ЛВЖ)
можно производить только при включенной вентиляции,
которая должна бьrrь выполнена во взрывабезопасном
исполнении. Учитывая, что плотность паров ЛВЖ больше,
чем у воздуха, заборные отверстия общеобменной вен­
тиляции следует устраивать внизу, у пола, а приточный
-воздух подавать в верхнюю зону в объеме
90%
от
вы­
тяжки.
Хранение растворителей в помещении для промывки
допускае:гся в пределах суточного потребления в гермети­
чески закрытой таре.
Лромывка с применением растворителей в виде хлори­
рованных
углеводородов
должна
производиться
только
в специальных установках, исключающих контакт рабо­
чего с парами растворителей.
При чистке или ремонте аппаратуры,
хлорированные
углеводороды,
нужно
содержавшей
одевать
противо­
газ с коричневой коробкой марки А.
Приготовление
травильных растворов
необходимо
производить при включенной вентиляции, защищая глаза
от случайного попадания капель кислот стеклянными
очками. В процессе приготовления травильных растворов
кислоту вводят в холодную воду (а не наоборот) неболь­
шими
порциями
при
перемешивании.
При составлении смеси кислот в воду добавляют сна­
чала
соляную,
серную
затем
азотную
и
в
последнюю
очередь
кислоты.
Случайно пролитую на пол или на оборудование кис­
лоту следует сразу же смыть холодной водой, а затем
остатки ее нейтрализовать кальцинированной содой. Про­
литую щелочь достаточно смыть водой.
На
ваннах
электрохимического
обезжиривания
во
время работы накапливается пена, в составе которой водо­
род и кислород образуют горючую смесь. Во избежание
259
ее взрыва от искр, образующихся при загрузке иди вы­
грузке деталей, пену следует периодически снимать чер­
паком или сгонять струями раствора 11 сдивной карман .
. На 1·альванических ваннах. При никедировании,
а также фильтрации кислых эдектродитов необходимо
пользоваться резиновыми. перчатками во избежание по­
вреждения
кожи
рук.
Аноды и штанги перед чисткой металлическими щет­
ками нужно смочить водой, так I<ак при чистке выделяются
ядовитые
соединения
меди,
никеля
и
других
металлов.
При хромировании и электрополировании загрузку
и выгрузку деталей производить только в резиновых пер­
чатках. При малейших повреждениях кожи рук работа
воспрещается. Работать разрешается только при включен­
ной вытяжной вентиляции.
Дробление хромового ангидрида и его засыпку в элек­
тролит
при
корректировании
ванны
в резиновых перчатках, фартуке,
нужно
производить
надев защитные очки.
Перед началом работы руки и слизистую оболочку
носа необходимо смазывать мазью, состоящей из одной
части ланолина и двух частей вазелина.
При оксидировании деталей происходит их вогружение
в
кипящий
концентрированный
щелочной раствор nри
температуре 503-523 К. По мере выкипания воды до­
дивку ванны во избежание выплеска следует производить
горячей водой, добавляя ее небодьшими порциями при
помощи черпака на длинной ручке. Перед разогревом
ванны следует долить ее горячей водой до уровня и тща­
тельно размешать раствор, разрушив при этом корку солей
на поверхности и на нагревательных элементах. В про­
цессе
разогрева также необходимо раствор периодически
перемешивать. При несоблюдении этих условий возможны
выбросы горячего раствора из ванны. На некоторые
ванны
оксидирования
алюминия
подается
ток
повышен­
ного напряжения (до 100-120 В), который в условиях
гадьванического цеха особенно опасен. Во избежание
несчастных случаев ванны должны иметь блокировку,
исключающую возможность подхода к ванне при включе­
нии напряжения. Электрические нагреватели гадьвани­
ческих ванн, как и другие электрические приборы, должны
рассчитываться на напряжение 12 В. Все подходы к галь­
ваническим ваннам -плитки пола, трапы и т. п. должны
быть в исnравном состоянии.
260
·
ПРАВИЛА
53.
С
ОБРАЩЕНИЯ
ТОКСИЧНЫМИ
ЭЛЕКТРОЛИТАМИ
Работа G цианистыми электролитами
и солями требует особой осторожности вследствие их
большой
ядовитости.
К ваннам допускаются
только
лица, !прошедшие
дополнительный
специальный
ин­
структаж.
Склады
хранения
цианистых
соединений
и
участки
цианистых ванн должны быть оборудованы мощной при­
точно-вытяжной вентиляцией, при этом вытяжная венти­
ляционная система должна быть отделена от остальных
вентиляционных
За
20-30
систем
гальванического
цеха.
мин до начала работы необходимо включить
вентиляцию и только после этого открыть крышки на ван­
нах и приступить к работе.
На
участках,
хранятся
.кислот;
где размещены
цианистые растворы,
установка
кислых
цианистые ванны или
не допускается
ванн
(меднение,
хранение
цинкаванне
и др.) вблизи цианистых ванн нежелательна. В автомати­
ческих
линиях,
применение
которых
исключает
контакт
рабочего с электролитами, так как загрузка и выгрузка
деталей
производится
автооператором,
цианистые
и
кислые ванны могут находиться в одной линии при соблю­
дении следующих условий:
-исключить возможность стекания растворов с деталей
при переносе их над другими ваннами;
-
разделить
и
-
вентиляционные
щелочных
системы
от
кисльн'
и
ванн;
разделить сточные воды от промывочных ванн, в кото­
рых
промывались
детали
после
кислых
и
цианистых
электролитов.
Промывочные
ванны
после
цианистых
электролитов
нельзя использовать для промывки деталей, обработанных
в других электролитах. Промывные воды после цианистых
ванн и отработанные электролиты необходимо подвергать
специальной обработке с целью обезвреживания, после
чего возможно
их смешивание со
сточными водами.
В помещении, где установлены цианистые ванны, пол
и стены должны быть облицованы керамическими плит­
ктш;
периодически
5 %-ным
стены
и
пол
должны
промываться
раствором сернокислого железа для обезврежи­
вания случайно пролитых растворов.
261
Категорически
и
курение
в
где
пищи,
принятие
воспрещается
помещении,
имеются
цианистые
воды
ванны.
Перед едой, курением и пользованием туалетом необхо­
димо снять спецодежду, промыть руки
сернокислого
железа
и
теплой водой с мылом.
дуется
затем
1 %-ным
раствором
вымыть
тщательно
руки
По окончании работы рекомен­
принять душ.
Спецодежда
работающих
с
цианистыми
ваннами
должна храниться отдельно от общей спецодежды и лич­
ной одежды.
Работа на цианистых участках
ся
в
резиновых
должна
выполнять­
перчатках.
руках, к ра­
на
Лица, имеющие Повреждения кожи
боте не допускаются.
Тару
из-под
цианистых
соединений
обезвреживают
смесью из 0,8 л 25 %-наго раствора сернокислого железа
и 5 л 10%-ного раствора кальцинированной соды.
Раствор для обезвреживания приготавливают
средственно перед обработко:fr тары.
непо­
Электролиты, _приготовленные на основе аминасоеди­
нений (например, этилендиаминовые), такж~; относятся
к категории токсичных электролитов и обращение с ними
требует большой осторожности.
Ванны должны оборудоваться бортовыми отсосами,
растворы должны храниться и эксплуатироваться в отдель­
ном
помещении.
54. ПРАВИЛА ПРОМСАИИТАРИИ
И
ОКАЗАНИЕ
ПОМОЩИ
ПЕРВОЙ
Строго воспрещается сливать в канализационную систему крепкие кислоты, кислые растворы
и
горючие
вещества.
Обработанные кислоты и кислые растворы необходимо
сборнике
нейтрализовать в специальном
гашеной извести, кальцинированной соды
с помощью
или едкого
натра.
Отработанные цианистые
растворы
и
сточные воды,
содержащие цианиды, должны обезвреживаться в специ­
альных емкостях посредством обработки сильными окис­
лителями (например, гипохлоритами}, после чего стоки
могут направляться в общий нейтрализатор. При малых
объемах вод обезвреживание можно производить раство­
ром сернокислого железа.
рабочих,
Спецодежда
должна
ванны,
цианистые
обслуживающих
подвергаться
обезвреживанию и стирке
не реже одного раза в декаду.
Отработанные
хромирования,
электролиты
электро­
полирования, растворы для пассивации и сточные воды,
содержащие хром в шестивалентной форме, подлежат
обезвреживанию действием восстановителей (сульфитов,
тиосульфатов) для перевода хрома из шестивалентной
формы в трехвалентную, после чего такие
направлять в нейтрализатор.
стоки можно
В нейтрализационных установках происходит осажде­
ние солей металлов (цинка, никеля, хрома и др.) в щелоч­
ной среде. Отстоявшиеся осадки, если не представляется
их утилизации, должны собираться в ци­
стерну и увозиться в специально отведенные места (поли­
гоны).
Вытяжные вентиляционные устройства должны быть
·сооружены таким образом, чтобы пары вредных веществ
выбрасывались в атмосферу выше конька крыши.
Для защиты кожных покровов от воздействия органи­
ческих растворителей работающие должны быть обеспе­
возможность
чены
резиновыми
перчатками,
защитными
мазями
и
па­
стами, а также составами, образующими сплошную не­
растворимую пленку, защищающую кисти рук работа­
Подобные составы получили название «биологи­
ющих.
ческие
перчатки».
Составы для приготовления биологических перчаток
весьма разнообразны. Наибольшее распространение полу­
чила
паста следующего
состава,
г:
Казеиновый клей е<Экстра» • . • • •
Глицерин . . . . . . . . • . . . .
Аммиак водный (25%-ный) . . . • .
Спирт гидролизный высшей очистки
. . . . . .
Вода дистиллированная
130
130
4,2
367
367
Казеин размешивают с дистштлированной водой в те­
чение 10-15 мин при интенсивном перемешивании. Затем
поочередно добавляют глицерин, спирт· и аммиак. После
каждой добавки состав размешивается в течение 1015 мин.
Перед работой чисто вымытые руки смазывают пастой,
которая, высыхая, образует на поверхности кожи тонкую
пленку, защищающую кожу от воздействия химических
веществ.
Защитный тонкий слой
пасты не раздражает
263
кожу,
не пачкает ее
и сохраняется
в течение полусмены.
Паста легко смывается горячей водой с мылом. Для того
чтобы слой пасты был заметен, в нее добавляют нейтраль­
ные
красители
розового
оттенка,
которые
придают пасте
бледно-розовую окраску.
·
Для защиты кожи от ряда растворителей, в том числе
хлорированных
углеводородов,
пастой состава, массовая доля,
можно
пользоваться
%:
Метилцеллюлоза
3,9
11,97
7,8
7,8
68,8
Глицерин . .
Белая глина
Тальк
Вода
..•.
Паста готовится растворением метилцеллюлозы в воде
при комнатной температуре. Глицерин сливается с таль­
ком и глиной, затем эта смесь вводится в раствор метил­
целлюлозы.
Во всех случаях получения травм, ожогов, отравлений
_необходимо
немедленно
направлять
в медпункт для ОI<азания медицинской помощи.
При попадании кислоты или щелочи на кожу или
в глаза пораженвые места нужно сразу же обмыть струей
воды, используя специально установленные для этой цели
фонтанчики. При ожоге кислотами после промывки водой
пострадавшего
пораженвый
участок
следует
нейтрализовать
3 %-ным
содовым раствором и смазать вазелином.
При попадании на кожу или в глаза капель хромового
эле1пролита их- следует смыть струей воды, а затем про­
мыть
1%-ным
раствором гипосульфита.
Если на руки или лицо рабочего попал щелочной
раствор, то пораженвое место сначала промывают водой,
а затем
1%-ным раствором уксусной кислоты.
В цеховой аптечке должны всегда находиться следу­
ющие метериалы:
гигроскопическая вата, бинты, марля,
спиртовый раствор йода, аптечный вазелин, 3 %-ный рас­
твор питьевой соды, 1 %-цый раствор уксусной кислоты,
раствор
марганцевокислого
калия,
1%-ный раствор
гипосульфита, 5 %-ный раствор сернокислого железа, мазь
против ожогов.
СПИСОК
ШIТЕРАТУРЬI
1. Вячеславов П. М. Электролитическое
осаждение сплавов. Л.: Машиностроение, 1977. 92 с. (Б·чка rаль·
ванотехника; Вью. 5).
2. Грилихее С. Я. Обезжиривание, травление и полирование ме·
таллов. Л.: Машиностроение, 1977. 85 с. (Б-чка гальванотехника;
Вью. 1).
3. ГриJшхес С. Я. ОксидJrые и фосфатные покрытия металлов.
Л.: Машиностроение, 1977. 96 с. (Б-чка гальванотехника; Вып. 7).
4. Ильин В. А· Циикование, кадмирование, лужение, свинцева·
ние. Л.: .Машиностроение, 1977. 93 с. (Б·чка гаJrьванотехника; Вып. 2).
5. Ильин В. А. Металлизация диэлектриков. Л.: Машинострое­
ние, 1977. 79 с. (Б-чка гальванотехника; Вьщ. 8).
Инженерная гальванотехника в приборастроении/Под ред .
техн. наук А. М. Гинберга. М.: Машиностроение, 1977. 510 с.
7. Кадаиер Л. И. Справочник по гальваностегии. Киев: Техника,
1976. 252 с.
6.
.n-pa
8. Макарова Н. А., Лебедева М. А., Набокова В. И. Металло­
nскрытия в автомобилестроении. М.: Машиностроение, 1977. 293 с.
9. Черкез М. Б., Боrорад Л. я. Хромирование. Л.: Машино­
строение, 1977. 90 с. (Б-чка гальванотехника; Вью. 4).
10. Ямпольский А. М. Мед..Fiение и никелирование. Л.: Машино­
строение, 1977. 112 с. (Б-чка гальванотехника; Вып. 3).
ll. Ямпольский А. М. Электролитическое осаждение благород­
ных и редких металлов. Л.: Машиностроение, 1977. 95 с. (Б-чка галь­
ваиотехника; Вью. 6).
ОГЛАВЛЕНИЕ
3
4
Предисловие
Гла"а
1.
1.
2.
Общие сведения.
. ....
Основные химические и физические константы
Коррозия и виды защитных покрытий . .
З. Основные параметры электрою1тических
Плотность тока
. . • . . . . . . . .
Выход по току • . . . . . . . . . . .
4.
5.
6.
Глава
Глава
2.
7.
8.
9.
.
проuессов
. . . . . .
. . . . . .
Типовые расчеты при катодном выделении металлов
Распределение металла по nоверхности катода (де-
тали)
. • • . • . • • • . . . • . •
10
16
17
18
20
22
Свойства электролитических поitрытий
Твердость
......••....•
Электрические свойства . . • . • • •
Шероховатость поверхности . . • . . . . . . .
Определение плошали покрьшаемой поверхности . . .
Основные правила работы на гальванических ваннах
23
25
Материалы, nрименяемые в цехах защитных nокрытий
33
Растворители. Кислоты. Щелочи
Абразивные материалы
42
43
Аноды
3. Оборудование и оснастка гальванических цехов .
10. Оборудование для подготовительных операций .
Установки
носm.
. •
для
механической
32
подготовки
45
поверх-
• ................ .
Установки для химической подготовки поверх·
ности. . •
. . . . . . . . . . . . . . . .
11. Оборудование для гальванических операций.
Ванны стационарные
. . . . . . . . . . •
Ванны колокольного и барабанного тиnов . .
Полуавтоматические и автоматические линии .
Источники постоянного тока
. . . . . . . . .
12. Оборудование для производства nечатных nлат .
Станки для механической обработкн . . . .
Установки для получения защитного рисунка
Линия струйного травления
. . . . _. . .
Лииии химической и гальванической металлизашш
13. Вспомогательное оборудование и оснащение .
Установки для фильтрации электролюов.
Насосы
• • • • . . . . . .
Сушильное оборудование
Подвесочные nриспособления
47
49
50
51
56
57
58
59
60
Глава
4.
Подготовка к покрытию
• . . . . .
62
63
14. Пескоструйная очисrка и галтовка.
Пескоструйная очистка
15.
Галтовка
• . . . . . .
·. . • • • . . • . . . . . .
65
Шлифование, nолирование, крацевание
Шлифование
Полирование
• •
Крацевание
16.
69
71
Обезжиривание
Обезжиривание растворителями
. . . .
. . . .
Химическое обезжиривание в щелочных
Электрохимическое обезжиривание
17. ТравленJ;!е и декапираванне
Травление
растворах
...•.
Активация (декапирование)
18.
Глава
83
Промывочные операции
5.
Цинкованне
19.
Цинкованне . • . . . • . •
Цинкованне в кислых электролитах
и
кадмирование
87
.
Цинкованне в цианистых электролитах
Цинкованне в аммиакатных электролитах
Цинкованне в цинкатных электролитах
Пирафосфатные электролиты
Цинкованне в
прочих
электролитах
89
•
.
Кащ.шрование в цианисть1х электролитах
Прочие электролиты кадмирования
Пассивирование кадмиевых nокрытий
100
-102
.
.
Глава б. Оловянирование и свинцевание
Оловянирование (лужение) . .
.
Оловянирование в кислых электролитах
Лужение в щелочных электролитах.
Оплавление покрытий
Поi(рытие «Кристаллит» . .
Химическое оловянирование
22. Свинцевание • . . • • . .
23. Сплавы олова
Сплав олово--свинец
Сплав олово--цинк .
Сплав олово--никель
Сплав олово--висмут
24. Удаление дефектных покрытий
21.
103
105
107
109
.
.
7. Меднение • • • . • • . . • .
25. Щелочные электролиты меднении ,. •
Цианистые электролиты . . . .
Нецианистые электролиты
КисJIЫе электролиты меднения
27. Медпение различны?' металлов и сплавов.
Медпение стали
• • • • • • • • • • •
26.
92
95
98
99
.
Пассивирование цинковых покрытий
20. Кащ.шрование • . . . . . . . . . .
Кащ.шрование в кислых электролитах
Глава
72
73
74
11 О
114
117
118
119
122
124
125
128
129
130
133
137
Меднение алюминия и его сплавов
Меднение титановых сплавов
28. Осаждение сплавов меди
•
137
138
Латунные покрытия
Бронзовые покрытия
Глава
139
8. Никелирование и железиеиие
29. Никелирование . . • • . . • . • . • •
Сернокислые электролиты никелирования
Электролиты блестящего никелирования
Прочие электролиты никелирования.
Многослойное никелирование
• • •
Осаждение изиосастойкого никеля • •
Осаждение черного никеля
. • • • •
Никелирование нержавеющих сталей
Химическое никелирование . . . - . . . . . • . •
Определение качества пекрытий и исправление брака
Сплавы никеля
Глава
156
30.
Железнение
158
9.
Хромирование
161
162
164
168
170
хромирования
Режимы хромирования
. . • •
Особенности процесса хромирования • •
Комбинированное двухслойное покрытие
32. Черное хромирование . . . . . . . . . •
Контроль качества и удаление дефектных пекрытий
10.
33.
Осаждение драгоценных
и редких -1\tеталлов
Серебрение
. . . • . • . . . . • •
Цианистые электролиты серебрения
Нецианистые электролиты серебрения
Электролиты блестящего серебрения . .
. . .
•
Пассивирование и декоративная отделка слоя серебра
Регенерация серебра
. • • . . . . . . .
34
Золочение
. . . . . . . . • . . . . . •
Свсйства металла и области применения .
Электролиты золочения . . . . . . . . . . . . . .
Регенерация золота из электролитов и промывных
вод. . • • • . . . . . . . . . . . . . . .
35. Покрытия металлами платиновой группы.
Осаждение платины
Осаждение палладия
Осаждение родня • .
36. Осаждение прочих металлов
Осаждение индия .
Осаждение висмута
Осаждение сплавов
Глава
142
144
149
151
152
153
154
-
31. _Элекtролиты
Глава
141
11.
37.
38.
171
172
176
177
178
179
180
181
183
185
186
187
Химическое и электрохимическое полирование.
189
Химическое полирование черных и цветных металлов
Электрополирование черных и цветных металлов
192
Глава
12. Металлизация диэлектриков
39. Назначение металлизации
40. Подготовка поверхности
Активирование nоверхностrr
41. Химическое мед-Fiение
Глава
13.
42.
Технология изготовления печатных плат
199
201
202
206
211
Назначение печатных плат и способы их изготовления
Способ,вытравливаиия
. . . • . . . . • • • • . •
212
Способ электрохимического или химического осаждения (аддитивные методы)
. . . . . .
Комбинированный способ . . . . . . . . . . . . •
Многослойные печатные платы
• . . . • . . . . •
43. Технологические процессы изготовления печатных
плат
. • . • • • . . • . . .
44. Получение защитных рисунков
Q>отопечатание
Глава
. . . . . . . .
217
218
220
14. Оксидирование
47. ОксидИрование
222
48.
и фосфатпрованне металлов.
•....•.•.•••
Q>осфатирование
.
.
.
. . . • . . . • . . . . .
с препаратом (<Мажеф» . • . • . •
Q>осфатирование
Q>осфатирование цветных металлов и их сплавов
Q>осфатирование с наложt>нием электрического тока •
Глава
214
215
Сеткография • • . . . . . . .
45. Химическая и гальваническая металлизации
46. Травление • • • • • • • • • . • • . • • • •
Оксидирование черных металлов
Оксидирование алюiiшния и его сплавов .
Оксидирование меди, титана и их сплавов
Оксидироtsание магниевых сплавов
. • .
Глава
213
15.
49.
50.
16.
51.
Нормирование расхода материалов
229
235
237
239
241
246
248
. • • . . . . . . .
. . . . . . . . . .
249
250
251
Охрана труда и техника безопасности.
256
Расход анодов . .
Расход химикатов
Общие правила по охране труда и технике безопасности • . . • . • . • . . . • • • . . . . . . . •
52. Условия безопасной работы . . . . . . . • . . •
На подготовительных операциях
. . . . . . . . •
На гальванических ваннах
. . . . . . . . . . •
53. Правила обращения с токси'lными электролитами
54. Правила промсанитарии и оказание nервой помощи _
Список литературы
• • • . • • . • • • • • . • • • •
257
~59
260
261
262
265