дефектоскопия")
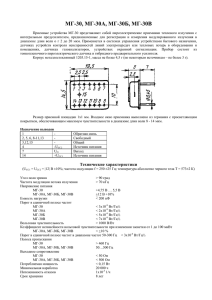
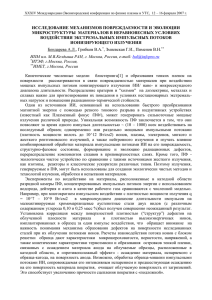
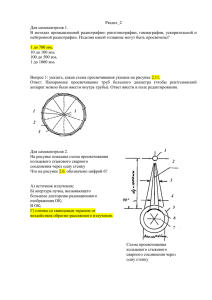
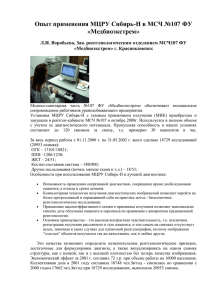
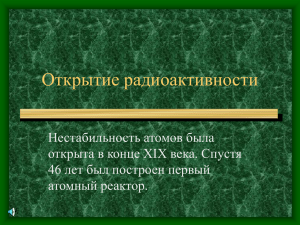
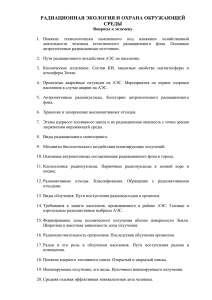
ЛЕКЦИЯ «Рентгено (гамма) дефектоскопия » Содержание Введение……………………………………………………………………………………………... Понятие «Дефектоскопия»…………………………………………………………………………. Рентгенодефектоскопия…………………………………………………………………………….. Гамма-дефектоскопия………………………………………………………………………………. Радиографические методы…………………………………………………………………. Радиоскопические методы…………………………………………………………………. Радиометрические методы…………………………………………………………………. Методика и техника контроля……………………………………………………………………... Схемы просвечивания……………………………………………………………………………… Расшифровка радиографических снимков………………………………………………………... Чувствительность радиационного контроля……………………………………………………… Оценка качества объекта контроля по снимку……………………………………………………. Калибровка прибора………………………………………………………………………………... Приборное обеспечение……………………………………………………………………………. Заключение…………………………………………………………………………………………. Использованная литература………………………………………………………………………... 3 4 4 5 6 6 6 7 9 10 11 12 13 13 16 17 2 Введение Методы и значение неразрушающего контроля качества продукции В целях обеспечения требуемого качества конечного продукта (законченного производством изделия) необходимо вести контроль не только качества материала, но и соблюдения режимов технологических процессов, «контролировать геометрические параметры, качество обработки поверхности деталей и др. Технические измерения, оценка качества обработанной поверхности (овальность, конусность, шероховатость и др.) несут информацию о внешней стороне дела. Это очень важно, но еще более важно проникнуть в материал, знать его структуру, химический состав, качество и глубину термической обработки, распределение внутренних напряжений, характер и распределение возможных внутренних и поверхностных металлургических дефектов. Существуют различные методы контроля, их можно разделить на две большие группы: контроль качества с разрушением и без разрушения материала (заготовки, детали). Более эффективный контроль дефектов, нарушающих сплошность, однородность макроструктуры металла, отклонений химического состава следует проводить с помощью физических методов неразрушающего контроля – дефектоскопии, основанных на исследовании изменений физических характеристик металла. При использовании неразрушающих методов контроля устанавливаются нормы браковки, в противном случае изделия могут незаслуженно выбраковываться или, наоборот, проникать в эксплуатацию с дефектами. Применять методы неразрушающего контроля необходимо с учетом их возможности, чувствительности, производительности, эффективности. Неразрушающий контроль дает возможность проверить качество конструкций и материалов до вовлечения их в строительство и тем самым не допустить использования дефектных конструкций при строительстве, а, следовательно, предотвратить аварии и катастрофы. Данные о дефектах, полученные на ранних стадиях производства, позволяют техническим службам предприятия совершенствовать технологические процессы, улучшать режимы обработки металла в горячем и холодном состоянии. Применяя методы неразрушающего контроля, можно уменьшить вес деталей и всего изделия в целом путем уменьшения коэффициентов запаса прочности. 3 Понятие «Дефектоскопия» Дефектоскопия (от лат. defectus — недостаток и ... скопия) – комплекс методов и средств неразрушающего контроля материалов и изделий с целью обнаружения дефектов. Дефектоскопия включает: разработку методов и аппаратуру (дефектоскопы и др.); составление методик контроля; обработку показаний дефектоскопов. В основе существующих методов дефектоскопии лежит исследование физических свойств материалов при воздействии на них рентгеновских, инфракрасных, ультрафиолетовых и гаммалучей, радиоволн, ультразвуковых колебаний, магнитного и электростатического полей и др. Наиболее простым методом дефектоскопии является визуальный — невооружённым глазом или с помощью оптических приборов (например, лупы). Для осмотра внутренних поверхностей, глубоких полостей и труднодоступных мест применяют специальные трубки с призмами и миниатюрными осветителями (диоптрийные трубки) и телевизионные трубки. Используют также лазеры для контроля, например, качества поверхности тонкой проволоки и др. Визуальная дефектоскопии позволяет обнаруживать только поверхностные дефекты (трещины, плёны и др.) в металлических изделиях и внутренние дефекты в изделиях из стекла или прозрачных для видимого света пластмасс. Минимальный размер дефектов, обнаруживаемых невооружённым глазом, составляет 0,1—0,2 мм, а при использовании оптических систем — десятки мкм. Рентгенодефектоскопия Рентгенодефектоскопия основана на поглощении рентгеновских лучей, которое зависит от плотности среды и атомного номера элементов, образующих материал среды. Наличие таких дефектов, как трещины, раковины или включения инородного материала, приводит к тому, что проходящие через материал лучи ослабляются в различной степени. Регистрируя распределение интенсивности проходящих лучей, можно определить наличие и расположение различных неоднородностей материала. Рис.1. Схема рентгеновского просвечивания: 1 — источник рентгеновского излучения; 2 — пучок рентгеновских лучей; 3 — деталь; 4 — внутренний дефект в детали; 5 — невидимое глазом рентгеновское изображение за деталью; 6 — регистратор рентгеновского изображения. Интенсивность лучей регистрируют несколькими методами. Фотографическими методами получают снимок детали на плёнке. Визуальный метод основан на наблюдении изображения детали на флуоресцирующем экране. Более эффективен этот метод при использовании электронно-оптических преобразователей. При ксерографическом методе получают изображения на металлических пластинках, покрытых слоем вещества, поверхности которого сообщён электростатический заряд. На 4 пластинах, которые могут быть использованы многократно, получают контрастные снимки. Ионизационный метод основан на измерении интенсивности электромагнитного излучения по его ионизирующему действию, например, на газ. В этом случае индикатор можно устанавливать на достаточном расстоянии от изделия, что позволяет контролировать изделия, нагретые до высокой температуры. Чувствительность методов рентгенодефектоскопии определяется отношением протяжённости дефекта в направлении просвечивания к толщине детали в этом сечении и для различных материалов составляет 1—10%. Применение рентгенодефектоскопии эффективно для деталей сравнительно небольшой толщины, т.к. проникающая способность рентгеновских лучей с увеличением их энергии возрастает незначительно. Рентгенодефектоскопию применяют для определения раковин, грубых трещин, ликвационных включений в литых и сварных стальных изделиях толщиной до 80 мм и в изделиях из лёгких сплавов толщиной до 250 мм. Для этого используют промышленные рентгеновские установки с энергией излучения от 5—10 до 200—400 кэв (1 эв = 1,60210 · 10-19 дж). Изделия большой толщины (до 500 мм) просвечивают сверхжёстким электромагнитным излучением с энергией в десятки Мэв, получаемым в бетатроне. Гамма-дефектоскопия Гамма-дефектоскопия имеет те же физические основы, что и рентгенодефектоскопия, но используется излучение гамма-лучей, испускаемых искусственными радиоактивными изотопами различных металлов (кобальта, иридия, европия и др.). Используют энергию излучения от нескольких десятков кэв до 1—2 Мэв для просвечивания деталей большой толщины. Этот метод имеет существенные преимущества перед рентгенодефектоскопией: аппаратура для гамма-дефектоскопии сравнительно проста, источник излучения компактный, что позволяет обследовать труднодоступные участки изделий. Кроме того, этим методом можно пользоваться, когда применение рентгенодефектоскопии затруднено (например, в полевых условиях). При работе с источниками рентгеновского и гамма-излучений должна быть обеспечена биологическая защита. При радиационном контроле используют, как минимум, три основных элемента: Рис.2. Схема просвечивания: 1 - источник; 2 - объект контроля (ОК); 3 - детектор При прохождении через изделие ионизирующее излучение ослабляется - поглощается и рассеивается. Степень ослабления зависит от толщины δ, плотности ρ и атомного номера z материала контролируемого объекта, а также от интенсивности М и энергии Е излучения. При наличии в веществе внутренних дефектов размером Δρ изменяются интенсивность и энергия пучка излучения. 5 Методы радиационного контроля различаются способами детектирования дефектоскопической информации и соответственно делятся: радиографические; радиоскопические; радиометрические. Изделия просвечиваются с использованием различных видов ионизирующих излучений. Радиографические методы Радиографические методы радиационного неразрушающего контроля основаны на преобразовании радиационного изображения контролируемого объекта в радиографический снимок или запись этого изображения на запоминающем устройстве с последующим преобразованием в световое изображение. На практике этот метод наиболее широко распространен в связи с его простотой и документным подтверждением получаемых результатов. В зависимости от используемых детекторов различают: пленочную радиографию ксерорадиографию (электрорадиографию). В первом случае детектором скрытого изображения и регистратором статического видимого изображения служит фоточувствительная пленка, во втором — полупроводниковая пластина, а в качестве регистратора используют обычную бумагу. В зависимости от используемого излучения различают несколько разновидностей промышленной радиографии: 1. рентгенографию; 2. гаммаграфию; 3. ускорительную; 4. нейтронную радиографию. Каждый из перечисленных методов имеет свою сферу использования. Этими методами можно просвечивать стальные изделия толщиной от 1 до 700 мм. Радиоскопические методы Радиационная интроскопия — метод радиационного неразрушающего контроля, основанный на преобразовании радиационного изображения контролируемого объекта в световое изображение на выходном экране радиационно-оптического преобразователя, причем анализ полученного изображения проводится в процессе контроля. Чувствительность этого метода несколько меньше, чем радиографии, но его преимуществами являются: повышенная достоверность получаемых результатов благодаря возможности стереоскопического видения дефектов и рассмотрения изделий под разными углами; "экспрессность" контроля; непрерывность контроля. Радиометрические методы Радиометрическая дефектоскопия — метод получения информации о внутреннем состоянии контролируемого изделия, просвечиваемого ионизирующим излучением, в виде электрических сигналов (различной величины, длительности или количества). Этот метод обеспечивает наибольшие возможности автоматизации процесса контроля и осуществления автоматической обратной связи контроля и технологического процесса изготовления изделия. Преимуществом метода является возможность проведения непрерывного высокопроизводительного контроля качества изделия, обусловленная высоким быстродействием применения аппаратуры. По чувствительности этот метод не уступает радиографии. 6 Методика и техника контроля Детали, узлы, изделия поступают на просвечивание после визуального контроля очищенными от масла, грязи, шлака и т.п. На контролируемые узлы изделий разрабатываются технологические карты контроля, которые определяют порядок и технику контроля с использованием ионизирующих излучений. Перед просвечиванием новых объектов выполняются следующие операции: 1. анализируются конструкции, и определяются участки и схемы просвечивания; 2. выбираются источники излучения, тип рентгенографической пленки, усиливающие экраны; 3. определяются режимы просвечивания (напряжение на рентгеновской трубке и сила тока, тип радиоактивного источника, тип ускорителя и энергия излучения, фокусное расстояние, время просвечивания); 4. проводятся мероприятия по защите людей от воздействия ионизирующего излучения, по обеспечению электро- и пожаробезопасности; 5. заряжаются кассеты; 6. устанавливаются с помощью средств механизации и автоматизации в положение просвечивания источники излучения и контролируемые объекты, а также кассеты, маркировочные знаки, эталоны чувствительности, компенсаторы; 7. защищается кассета от действия рассеянного излучения; 8. подготавливаются к включению рентгеновские аппараты, бетатроны, гамма-дефектоскопы. Места на деталях и узлах изделий, подлежащие контролю просвечиванием, размечают цветным карандашом или мелком на отдельные участки, соответствующие размеру снимка, и маркируют условными обозначениями. Маркировочные знаки (цифры, буквы, стрелки) изготавливают в соответствии с ГОСТ 15843-70. При повторном контроле на данном участке к маркировке снимка добавляют букву "П". При проведении просвечивания кассету с пленкой необходимо защитить от постороннего рассеянного и вторичного излучения с задней стороны листовым свинцом толщиной 1-3 мм или другими эквивалентными материалами соответствующей толщины. Заряженные кассеты вместе со свинцовым листом закрепляют на контролируемом объекте с помощью приспособлений, обеспечивающих плотное прилегание кассет к просвечиваемому участку. При просвечивании плоских деталей в стационарных условиях кассету укладывают на специальный стол, покрытый листовым окрашенным свинцом, либо на свинцовый лист размерами не менее поля облучения. При просвечивании вне такого стола кассеты вместе со свинцовыми листами плотно прижимают к контролируемым участкам. Источник излучения и контролируемый объект с прижатой к нему кассетой во время просвечивания должны находиться в условиях, исключающих их сотрясение и вибрации. Радиографический контроль необходимо проводить с оптимальным применением средств механизации и автоматизации основных и подготовительных операций, фотообработки рентгеновской пленки, а также с использованием оснастки и приспособлений, повышающих эксплуатационные характеристики основного оборудования. Выбор или создание устройств, механизирующих и автоматизирующих операции радиографического контроля, следует проводить с учетом конкретных условий, конструкции контролируемых объектов, технико-экономической эффективности от внедрения этих устройств, 7 включающей в себя снижение трудоемкости выполнения контрольных операций, улучшение культуры и условий труда, рациональное использование производственных площадей. В практической деятельности радиографы постоянно сталкиваются с необходимостью решения новых задач по контролю конкретных изделий, когда применение просвечивания в обычной форме их не решает. Приведем несколько таких примеров: Полностью пропаянное соединение иногда трудно отличить по радиографическому снимку от полностью непропаянного. В этом случае необходимо обратить внимание на то, как на снимке выглядят галтели. Наличие их изображения на снимке может служить признаком пропаянного соединения. При радиографическом контроле качества сварных швов алюминиевых сплавов на снимках иногда наблюдаются полосы вдоль сварного соединения, это так называемые ложные дефекты. Основная причина их появления — дифракция рентгеновского излучения на зернистой структуре в металле шва. Известно, что дефекты, имеющие плоскостной характер, плохо выявляются при просвечивании в направлении, перпендикулярном плоскости раскрытия. Это относится к непроварам точечной сварки, отсутствию клея в клеевых, клеесварных и клеемеханических соединениях. В этом случае иногда между соединяемыми поверхностями (или в клей) вводят контрастирующие материалы (например, металлическую пудру), хорошо поглощающие излучение, распределение которых отчетливо выявляется по радиографическим снимкам. Глубину залегания дефектов можно определить, используя принципы стереоскопии. Для этого делают два снимка при смещенных относительно друг друга положениях источника излучения или один снимок, производя просвечивание на одну пленку два раза из разных положений. На поверхностях изделия располагают свинцовые метки. Глубину залегания дефекта определяют расчетным путем или рассматривая стереоскопическую пару снимков через специальную линзовую стереоскопическую систему. Специалисты по неразрушающему контролю должны работать в контакте с конструкторами изделий, материаловедами и технологами. Обязательными являются: проверка надежности применяемых приемов по результатам металлографического анализа; оценка влияния вносимых изменений в технологию изготовления (например, введение в соединение контрастирующих материалов) на прочностные свойства изделий. Надежность радиографического контроля повышается при привлечении специалистов по неразрушающему контролю к анализу дефектоскопической технологичности вновь создаваемых конструкций на ранних стадиях проектирования. 8 Схемы просвечивания Рис.3. Схемы просвечивания объекта контроля (ОК) со сварным швом: а — без скоса кромок, б — с кромками Х-образной разделки; 1 — источник излучения; 2 — ОК; 3 — пленка 1 — источник излучения; 2 — ОК; 3 — пленка Рис.4. Схемы просвечивания тавровых ОК с неполным проплавлением угла между стенками: а — правильная; б — неправильная; Рис.5. Схема просвечивания таврового ОК с полным проплавлением элементов соединения: Рис.6. Схема просветки кольцевого стыкового сварного соединения с внешним диаметром 32...64мм через две стенки: 9 1 — источник излучения; 2 — ОК; 3 — пленка; 4 — пластинчатый эталон чувствительности с толщиной 2% от удвоенной толщины стенки; 5 — пластинчатый эталон чувствительности с толщиной 2% от толщины одной стенки; 6 — участки (экспозиции) при контроле (не менее 6) 1 — источник излучения; 2 — ОК; 3 — пленки Рис.7.Схема просвечивания труб большого диаметра Рис.8. Схема просвечивания одинаковых мелких ОК Расшифровка радиографических снимков Сложность процесса расшифровки можно оценить на основе неполного перечня факторов, влияющих на этот процесс, а именно характеристик: объекта контроля (ОК): форма, толщина, материал, ориентация, наиболее вероятные типы дефектов; средств контроля: источника излучения, регистрирующих средств и методов их обработки; картины: яркости фона, плотность помех и ложных сигналов; оператора: острота зрения, тренированность, мотивировка действий, утомление, получение предварительного инструктажа, возраст, интеллект, индивидуальные особенности, рабочая нагрузка, метод поиска; разнородных факторов: освещенность в помещении, шумы и вибрации во времени расшифровки. Следует отметить, что оператор обнаруживает изображения дефектов вероятностным образом. Разброс у определенных опытных расшифровщиков радиографических снимков в способности извлекать информацию из снимков составляет около 30 %. Очевидно, что даже при самых лучших возможных условиях обучения и опыта квалифицированные расшифровщики изображений на пленках вряд ли достигнут согласия более чем в 90 - 95 % случаев. Поэтому во всех случаях, когда качество готовой продукции является важным фактором безопасности, минимум два квалифицированных оператора должны оценивать качество ОК по снимкам и выносить заключение. Контрольные радиографические снимки являются ценным пособием при обучении и расшифровке. Кроме этого, рекомендуется иметь собственную библиотеку радиографических снимков и соответствующих фотографий микрошлифов дефектных участков ОК. Острота зрения является существенным параметром для первого этапа трехэтапного процесса расшифровки: обнаружение, опознавание, оценка. Острота зрения человека может меняться изо дня в день в зависимости от физиологических факторов. Понимание этого стимулирует 10 ежедневную проверку остроты зрения, например, с помощью диапозитивов, на которых имеются изображения линейчатых дефектов с резкими и размытыми очертаниями. Условия для просмотра снимков также имеют важное значение при расшифровке. Негатоскопы с регулируемой яркостью и размерами освещенного поля обычно разделяют на четыре группы: 1. для локального просмотра снимка (диаметр освещенного поля 7 ... 10 см); 2. просмотра ленточной рентгеновской пленки; 3. просмотра больших площадей (35х45 см); 4. комбинированные (локальный просмотр больших площадей). Изображения на рентгеновских пленках можно эффективно оценивать при помощи увеличительных устройств: лупы с ценой деления 0,1 мм и менее, увеличителя на штативе и т.п. Первый этап просмотра пленки требует оценки качества радиографического изображения. Он включает определение следующих факторов: содержит ли снимок пятна, полосы, загрязнения и повреждения эмульсионного слоя; имеется ли на снимке изображение ограничительных меток, маркировочных знаков, эталона чувствительности; в заданных ли пределах находится оптическая плотность почернения на снимке. Чувствительность радиационного контроля Для оценки качества снимков используют эталоны чувствительности. Это установленные нормативными документами по форме, составу и способу применения тест-образцы, размеры элементов которых заданы. По химсоставу и плотности материала эталоны должны быть идентичны материалу ОК. Рис.9. Эталоны чувствительности радиационного контроля: 1 - ступенчатый; 2 - ступенчато-дырочный; 3 - проволочный; 4 - пластинчатый Эталон чувствительности ступенчатого типа не имеет стандартной конструкции, однако типичной можно назвать такую, которая имеет пять ступеней квадратной формы размером, например, 10 мм каждая; толщина ступеней 0,25; 0,5; 1,0 и 1,25 мм. Канавочный эталон чувствительности представляет собой пластину с канавками установленных форм и размеров. Проволочный эталон — это набор прямых проволочек установленных длин и размеров. Проволочные эталоны стандартизованы ГОСТ-7512-82, в Великобритании BS3971.1980, Германии DIN 54109, в скандинавских странах UCO ISO/R-1027, 1969 и Международным институтом сварки — IIS/IIW - 62-60. Эталоны имеют незначительные изменения в конструкциях. Ступенчато-дырочные эталоны содержат набор пластин, каждая из которых имеет по одному-два отверстия, просверленных насквозь под прямым углом к их поверхности. Диаметр отверстия равен толщине пластин. 11 Пластинчатый эталон чувствительности радиационного контроля представляет собой пластину с цилиндрическими отверстиями установленных форм и размеров. Эти эталоны стандартизованы ГОСТ 7512-82 и Американским обществом по испытанию материалов ASTM (стандарт Е 142). Многие международные нормы и нормы США сформулированы таким образом, что толщина пластины Т составляет 2 % от толщины ОК и требуется, чтобы на радиографическом снимке было видно отверстие, диаметр которого в два раза больше толщины пластины (2T). Эталон стандарта Е 142, кроме отверстия диаметром 2Т, имеет отверстия диаметром 1Т и 4Т. Абсолютная чувствительность радиационного должна соответствовать требованиям технической документации на ОК. Требованиями технической документации на ОК может задаваться также относительная чувствительность контроля К (в процентах): где δ — абсолютная чувствительность контроля; х — радиационная толщина ОК. Обычно эталоны чувствительности устанавливают на стороне ОК, обращенной к источнику излучения. Это требование основано на том, что при формировании изображения внутренних структур ОК наиболее сильно будут деградированы структуры, расположенные ближе к источнику излучения. Если ОК имеет неравномерную толщину, то эталоны устанавливают на более важную часть ОК или на ОК размещают несколько эталонов. На ОК, имеющих сварной шов с усилением, проволочные и пластинчатые эталоны можно размещать на дополнительных пластинах такой толщины, чтобы радиационная толщина усиления была равна эквивалентной радиационной толщине дополнительной пластины и ОК в месте размещения эталона. Следует отметить, что между чувствительностью контроля по эталонам и чувствительностью к выявлению реальных дефектов не существует простой зависимости. Однако использование эталонов чувствительности позволяет сделать оценку чувствительности к выявлению дефектов некоторых типов. Оценка качества ОК по снимку Именно на этом этапе индивидуальная острота зрения и опыт оператора, а также понимание им процесса получения снимка становятся доминирующими факторами. Так как глаз более восприимчив к движущимся элементам изображения, небольшие движения снимка помогают обнаруживать мелкие детали изображения. Размещение пленки под углом или изменение угла зрения повышает контрастность мелкозернистых элементов изображения. Уменьшение углового размера освещенного поля и использование увеличительных приборов помогают объективности оценки качества ОК. С другой стороны, большие угловые размеры освещенного поля позволяют повысить точность диагностирования узлов и механизмов по снимкам. Уровни оптической плотности почернения элементов изображения снимка существенно влияют на выполнение оценки качества ОК. Измерение плотности почернения проводят с помощью денситометров, позволяющих оценивать оптическую плотность изображений с размерами 1 ... 3 мм; микроденситометров и микрофотометров, дающих возможность измерять плотность на деталях снимков до 3 мкм. Денситометр (измеритель оптической плотности) представляет собой прибор, цифровой блок которого информационно связан со светочувствительным датчиком. При размещении рентгеновского снимка с достаточно большой плотностью почернения между источником света и светочувствительным датчиком на последний будет воздействовать после прохождения снимка небольшое количество света и на индикаторе цифрового блока будет высвечиваться высокое значение оптической плотности снимка. И наоборот, когда через участок пленки пройдет больше света, который воздействует на датчик, измеритель покажет более низкую 12 плотность. При правильном использовании денситометра перед измерением плотностей почернения его прогревают в течение нескольких минут. Калибровка прибора Калибровка измерителей оптической плотности осуществляется с помощью полоски фотоматериала с набором эталонных значений, оптических плотностей. При правильной эксплуатации денситометра можно осуществлять измерения с точностью ± 0,02. Денситометры и наборы оптических плотностей подлежат проверке не реже одного раза в год. При специализированных денситометрических исследованиях рентгеновских снимков (измерение нерезкости, размеров фокусных пятен излучателей и т.п.) используют сканирующие микроденситометры. Они могут автоматически сканировать заданный участок снимка и создавать графические изображения, соответствующие плотностям почернения, измеренным на траектории сканирования. Артефакты (от лат. artefactum — искусственно-сделанный) — это обнаруживаемые на радиографических снимках ложные информационно не связанные с ОК элементы изображения в виде полос, теней, линий и т.п., возникающие, например, из-за неправильного изготовления, хранения, обращения и обработки регистрирующих средств: пленок, экранов. Артефакты многих типов можно спутать с изображениями реальных дефектов. Поэтому важно уметь идентифицировать эти ложные элементы изображения и отметить их наличие при документировании результатов контроля. Приборное обеспечение Дефектоскоп – устройство для обнаружения дефектов в изделиях методами неразрушающего контроля. Различают дефектоскопы: магнитные, рентгеновские, ультразвуковые, электроиндуктивные и др. Они выполняются в виде переносных, лабораторных приборов или стационарных установок. Переносные дефектоскопы обычно имеют простейшие индикаторы для обнаружения дефектов (стрелочный прибор, световой или звуковой сигнализатор и т, Д.). Лабораторные дефектоскопы более чувствительны, часто оснащаются осциллоскопическими и цифровыми индикаторами. В стационарных дефектоскопах – наиболее универсальных – предусмотрены самозаписывающие устройства для регистрации показаний и их объективной оценки. Некоторые дефектоскопы позволяют проверять изделия, движущиеся со значительной скоростью (например, трубы в процессе прокатки), или сами способны двигаться относительно изделия (например, рельсовые дефектоскопы). Существуют дефектоскопы для контроля изделий, нагретых до высокой температуры Примеры рентгено (гамма) дефектоскопов Регистратор гамма-изображений (Разработчик РНЦ "Курчатовский институт") Этот прибор предназначен для получения гамма-изображений (изображений в гамма-лучах), по которым можно с безопасного расстояния обнаруживать радиоактивные источники и определять распределения радиоактивности. Прибор (Рис. 4) состоит из коллиматора, формирующего изображение; сцинтиллятора, излучающего свет при поглощении гамма-квантов; усилителя света на основе МКП и цифровой ПЗС камеры. Кадры дефектных областей могут сохраняются для последующего анализа. 13 Рис.4 Схема прибора для получения гамма-изображений Рис. 6 Способ представления результатов измерения распределения радиоактивности радиоактивное пятно на полу помещения. Справа распределения радиоактивности в пятне, слева наложение полученного распределения (в виде изолиний одинаковой интенсивности) на видеоизображение помещения. Рентгено-дефектоскопия (Разработчик РНЦ "Курчатовский институт") Отделом разработки детектирующих систем создан и внедрен в производство рентгенодиагностический комплекс контроля сварных швов и толщины стенок стальных труб. Применение цифровой рентгеновской телевизионной системы позволяет осуществлять контроль шва длиной около 4 метров всего за 8 минут и контроль толщины стенки труб со скоростью до 3 м/мин. По традиционной технологии пленочной радиографии на эти процессы уходит несколько часов. Рентгеновский дефектоскопический аппарат стационарный РАП-150/300 Технические характеристики РАП-150/300 14 Рентгеновский дефектоскопический аппарат стационарный РАП-150/300 предназначен для рентгеновского контроля качества металлических и неметаллических изделий, в условиях цеха или заводской лаборатории: 1. Сварки, литья изделий из сплавов на основе железа. 2. Сварки, пайки, литья нарушений целостности тонкостенных объектов менее 10 мм. 3. Особо тонкостенных (10–100 мкм) объектов из металлов, полупроводников, органических и полимерных материалов. Толщина просвечиваемого слоя для стали составляет 10 мкм -70мм, для алюминия до 250мм. Отличительной особенностью аппарата является его блочная конструкция. Рентгеновский аппарат РАП 150/300 состоит из законченных функциональных блоков, составляющих (в соответствии с профилем применения) шесть различных. Рентгеновский аппарат РАП 150/300 обеспечивает: рентгенографию малых толщин стали (от 10 мкм) с применением рентгеновской трубки 1БПВ15-100; просвечивание толстостенных материалов (стали до 70 мм, алюминия до 250 мм) с помощью трубки 1,2-ЗБПМ5-300 (на 300 кВ); получение панорамных рентгенограмм полых изделий, применяя трубку с круговым выходом излучения (1,5ВПВ7-150 на 150 кВ, 10 мА). Во все модификации рентгеновского аппарата РАП 150/300 включают: сетевой щиток, пульт управления, высоковольтный генератор (катодный элемент), комплект низковольтных и высоковольтных кабелей. Многофункциональный дозиметр гамма- излучения ДКГ-01 «Гарант» Универсальный дозиметр, применяемый как для инспекционного, так и для непрерывного радиационного контроля объектов, установок. Используется также для пешеходной гамма-съемки местности. Имеет возможность передачи данных в ПЭВМ. Назначение: измерение амбиентного эквивалента дозы гамма-излучения Н*(10) измерение мощности амбиентного эквивалента дозы гамма-излучения Н*(10) Режимы работы: переносной прибор оперативного контроля с памятью на 1000 результатов; стационарный прибор контроля динамики изменения радиационного фона с записью результатов («черный ящик»); стационарный прибор радиационного контроля с сигнализацией о превышении пороговых уставок; точки контроля дозиметрической системы с передачей данных по линии связи. Режим измерения: с временем измерения, задаваемым оператором в диапазоне от 1 мин до 60 мин: запись результатов производится автоматически; измерение производится непрерывно с уточнением результата измерения и непрерывной индикацией результата измерения и статистической погрешности. При существенном 15 изменении (увеличении или уменьшении) радиационного фона (больше чем 3,6) происходит запись прежнего результата измерения, после чего начинается новое измерение Заключение Дефектоскопия — равноправное и неотъемлемое звено технологических процессов, позволяющее повысить надёжность выпускаемой продукции. Однако методы дефектоскопии не являются абсолютными, т.к. на результаты контроля влияет множество случайных факторов. Об отсутствии дефектов в изделии можно говорить только с той или иной степенью вероятности. Надёжности контроля способствует его автоматизация, совершенствование методик, а также рациональное сочетание нескольких методов. Годность изделий определяется на основании норм браковки, разрабатываемых при их конструировании и составлении технологии изготовления. Нормы браковки различны для разных типов изделий, для однотипных изделий, работающих в различных условиях, и даже для различных зон одного изделия, если они подвергаются различному механическому, термическому или химическому воздействию. Применение дефектоскопии в процессе производства и эксплуатации изделий даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на обработку заготовок с внутренними дефектами, экономии металла и др. Кроме того, дефектоскопия играет значительную роль в предотвращении разрушений конструкций, способствуя увеличению их надёжности и долговечности. 16 Использованная литература 1. Грузинов В.П., Грибов В.Д. Экономика предприятия. Учебное пособие. - М.: ИЭП, 2004. 2. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева. Т.3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. – М.: Машиностроение, 2004. – 864 с. 3. Сучков Г. М. О главном преимуществе ЭМА способа // Дефектоскопия. 2000. № 10. С. 67 70. 4. Трапезников А. К., Рентгенодефектоскопия, М., 1948; 5. Таточенко Л. К., Медведев С. В., Промышленная гамма-дефектоскопия, М., 1955; 6. Современные методы контроля материалов без разрушения, под ред. С. Т. Назарова, 2004. 17