Практична робота №1 з дисципліни "Технологічні основи програмування для верстатів з ЧПК"
advertisement

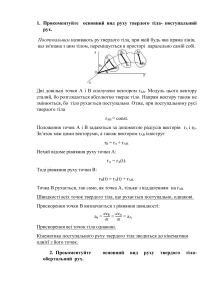
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ БЕРДИЧІВСЬКИЙ КОЛЕДЖ ПРОМИСЛОВОСТІ, ЕКОНОМІКИ ТА ПРАВА МЕТОДИЧНІ ВКАЗІВКИ до виконання практичної роботи №1 з дисципліни: «Технологічні основи програмування для верстатів з ЧПК» Розробив викладач: Т.С.Рішан Розглянуто та схвалено на засіданні циклової комісії «Галузеве машинобудування» Протокол №__ від ___.___.20__ р. Голова комісії _______________ Л.В.Мазур 2019 2 ЗМІСТ Стор. Тема ............................................................................................ 4 Мета ............................................................................................ 4 Поновлення опорних знань ......................................................... 4 Завдання ...................................................................................... 4 Теоретичні відомості ....................................................................... 4 Порядок виконання роботи.......................................................... 4 Приклад виконання роботи ......................................................... 5 Варіанти індивідуальних завдань............................................. 18 Рекомендована література........................................................... 21 3 ТЕМА: Розрахунок керуючої програми обробки деталі на токарному верстаті з ЧПК. МЕТА: Навчитися розробляти операційний технологічний процес обробки деталі, розраховувати координати опорних точок, складати керуючу програму для токарної обробки на верстаті з ЧПК та візуалізувати розроблений технологічний процес. ПОНОВЛЕННЯ ОПОРНИХ ЗНАНЬ 1. У якій послідовності виконуються переходи при обробці на токарних верстатах з ЧПК? 2. По яких осях координат переміщується інструмент при обробці на токарному верстаті з ЧПК? 3. Яке оснащення використовується для налагодження та при роботі на токарному верстаті з ЧПК? 4. Який порядок створення керуючої програми? 5. Як задається номер інструменту? 6. Що задають підготовчі функції "G02", "G03" та інші? 7. Як задати обробку дуги? 8. Як задаються технологічні параметри різання? 9. Для чого використовуються команди "M03", "M04", "M30" та інші? ЗАВДАННЯ 1. Детально розробити токарну операцію з ЧПК. 2. Скласти керуючу програму в системі ЧПК FANUC. 1. Створити візуалізацію токарної обробки за допомогою симулятора. Дано: Ескіз деталі з зазначенням поверхонь, що підлягають обробці. Інструкція по програмуванню. Комп'ютер. ПОРЯДОК ВИКОНАННЯ РОБОТИ 1. Записати тему, мету, завдання 2. Вивчити ескіз деталі згідно варіанта індивідуальних завдань. 3. Виконати 3D-модель деталі. 4. Встановити послідовність виконання переходів і описати їх зміст. 5. Обрати токарний верстат з ЧПК. 6. Вибрати інструмент для кожного переходу. 7. Побудувати ескіз обробки. 8. Побудувати траєкторію руху інструменту і розрахувати координати опорних точок. 9. Визначити режими різання на всі переходи. 10. Скласти керуючу програму з покадровою розшифровкою. 11. Створити візуалізацію токарної обробки за допомогою симулятора. 4 ПРИКЛАД ВИКОНАННЯ РОБОТИ Записати тему, мету, завдання. Дано: Ескіз деталі: Хід роботи 1. 3D-модель деталі: 2. Послідовність виконання переходів: А. Встановити заготовку, закріпити. 1. Підрізати торець 108/72 попередньо. 2. Точити фаску 1×45°. 3. Точити поверхню 108 на довжину 55 мм. 4. Розточити отвір 72 на довжину 55 мм. 5. Розточити виточку, витримуючи розміри 84, 40 мм, 6 мм, 2 кути 20°. 6. Точити ліву фаску 1×45°. 7. Відрізати деталь, витримуючи розмір 52 мм. 3. Вибір обладнання. Для заданого виду робіт обираємо токарний верстат з ЧПК моделі General: діапазон подач – повздовжньої 0,04-1 мм/об, поперечної 0,02-0,5 мм/об (безступінчасті); діапазон частот обертання – 10-1400 хв-1 (безступінчаста); потужність – 15 кВт. 5 4. Вибір інструменту. 4.1. Різальний інструмент: для 1-3 переходів приймаємо різець підрізний, прохідний з трьохгранною пластинкою твердого сплаву Т5К10, φ = 95°, MWLNR 2525M08 ТУ2-035-892-82: h = 25 мм; b = 25 мм; h1 = 25 мм; l = 8,7 мм; l1 = 150 мм; f = 32 мм. для 4 переходу – різець з токарний розточний з квадратною пластинкою твердого сплаву Т5К10, φ = 75° К01.4981.000-10, ТУ2-035-1040-86: d = 25 мм; h = 23 мм; l = 9,5 мм; l1 = 150 мм; f = 17 мм; Dmin = 32 мм. для 5 переходу – різець розточний для обробки внутрішніх канавок з пластинкою твердого сплаву Т15К6, b = 5 мм, спеціальний (використано ОСТ 2И10-8-84): d = 25 мм; l = 140 мм; f = 22 мм; m = 34,5 мм. для 6-7 переходів – різець відрізний з пластинкою твердого сплаву Т5К10, В = 3 мм, К.01.5001.000-02: h = 25 мм; b = 20 мм; h1 = 25 мм; l1 = 150 мм. 6 4.2. Вимірювальний інструмент: Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89. 5. Ескіз операції: 6. Траєкторія руху інструменту з координатами опорних точок: для 1-3 переходів: X Z 0,8 280 447,883 1 58 0 2 32 0 3 32 2 4 50 2 5 54 -2 6 54 -55 для 4 переходу: X Z 0,5 505 322 1 36 2 2 36 -55 7 3 32 -55 4 34 2 7 58 -55 для 5 переходу: 0,28 549 332 X Z X Z 1,27 34 2 14,16 34 -33,19 2,4 34 -13,19 15 42 -33,19 3,24 42 -13,19 17,19 34 -38,19 5,7 34 -18,19 18 42 -38,19 6 42 -18,19 20,22 34 -43,19 8,10 34 -23,19 21 42 -43,19 9 42 -23,19 23 34 -10,27 11,13 34 -28,19 25 42 -43,81 12 42 -28,19 26 34 -46,73 для 6 переходу: X Z 0,7 280 452 1,3 56 -55 2 50 -55 4 56 -51 5 52 -55 6 34 -55 7. Режими різання визначаємо за підручником: «Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть ІІ. Нормативы режимов резания». Всі розрахунки зводимо до таблиці. 8 Елементи режиму різання Глибина різання t, мм Таблична подача SoT, мм/об Прийнята подача Sо, мм/об Таблична швидкість різання Vт, м/хв Розрахована частота обертів шпинделя n, хв-1 Фактична частота обертів шпинделя nд, хв-1 Фактична швидкість різання V, м/хв Хвилинна подача Sхв, мм/хв Таблична потужність різання Nт, кВт 1 2 1,146 1 2 1 0,925 0,9 Номер переходу 3 4 5 2 2 5 0,925 0,521 0,107 0,9 0,5 0,1 108,8 94,35 94,35 124,1 177,1 195 195 320,8 278,2 278,2 548,9 671,4 575 575 320 275 275 550 650 575 575 108,5 93,26 93,26 127,34 171,44 195 195 320 247,5 247,5 275 65 40,25 40,25 12 8,6 8,6 86,5 - - - 6 1 0,07 0,07 7 3 0,07 0,07 8. Керуюча програма. УВАГА всі літери в програмі повинні бути з англійської клавіатури. Кадр КП O1111 (TOCARNA1); N5 G90 G21 G99; N10 G00 X280 Z447.833; N15 T0101 (PIDRIZNI PROXIDNI); N20 M4 S320; Пояснення Назва програми Абсолютна система координат, ввід даних в мм, швидкість подачі на оберт Прискорене переміщення в точку зміни інструменту Зміна інструменту, включення коректора на інструмент Обертання шпинделя проти годинникової стрілки з частотою обертання 320 об/хв N25 G00 G54 X116 Z0; Система координат деталі. Прискорене переміщення в точку 1 N30 G01 X64 F1; Переміщення в точку 2 з подачею 1 мм/об (підрізання торця) N35 Z2; Переміщення в точку 3 N40 G00 X100 S275; Прискорене переміщення в точку 4, зміна частоти обертання шпинделя на 275 об/хв N45 G01 X108 Z-2 F0.9; Переміщення в точку 5 з подачею 0,9 мм/об (фаска) N50 Z-55; Переміщення в точку 6 (точіння поверхні) N55 X116; Переміщення в точку 7 N60 G00 X280 Z447.833; Прискорене переміщення в точку зміни інструменту N65 T0202 (ROZTOCHNI); Зміна інструменту, включення коректора на інструмент N70 G00 X72 Z2 S550; Прискорене переміщення в точку 1, зміна частоти обертання шпинделя на 550 об/хв N75 G01 Z-55 F0.5; Переміщення в точку 2 з подачею 0,5 мм/об (розточування) N80 X64; Переміщення в точку 3 N85 G00 Z2; Прискорене переміщення в точку 4 N90 X502 Z322; Прискорене переміщення в точку зміни інструменту N95 T0303 Зміна інструменту, включення коректора на інструмент (KANAVOCHNI VNUTRISHNI); 9 Кадр КП N100 G00 X68 Z2; N105 Z-13.19 S650; Пояснення Прискорене переміщення в точку 1 Прискорене переміщення в точку 2, зміна частоти обертання шпинделя на 650 об/хв N110 G75 R2.0 N115 G75 X84 Z-43.19 P- Цикл прорізання внутрішньої канавки на глибину 6 мм з кроком 6000 Q5000 F0.1; 5мм і подачею 0,1 мм/об N120 G00 X68 Z-10.27; Прискорене переміщення в точку 23 (початок чистової обробки канавки) N125 G01 X84 Z-13.19 Переміщення в точку 24 з подачею 1 мм/об F0.1; N130 Z-43.81; Переміщення в точку 25 N135 X68 Z-46.73; Переміщення в точку 26 N140 G00 Z2; Прискорене переміщення в точку 27 N145 X549 Z332; Прискорене переміщення в точку зміни інструменту N150 T0404 (VIDRIZNI); Зміна інструменту, включення коректора на інструмент N155 G00 X112 Z-55 S450; Прискорене переміщення в точку 1, зміна частоти обертання шпинделя на 575 об/хв N160 G01 X100 F0.07; Переміщення в точку 2 з подачею 0,07 мм/об (врізання) N165 X112; Переміщення в точку 3 N170 G00 Z-51; Прискорене переміщення в точку 4 N175 G01 X104 Z-55 F0.07; Переміщення в точку 5 з подачею 0,07 мм/об (точіння фаски) N180 X64; Переміщення в точку 6 (відрізання) N185 G00 X280 Z452; Прискорене переміщення в точку зміни інструменту N190 M5; Вимкнення шпинделя N195 M30 Кінець програми 9. Візуалізація токарної обробки за допомогою симулятора SSCNC. 9.1. Запуск програми. 1) Запускаємо симулятор SSCNC. 2) Обираємо систему ЧПК FANUC ОiT. Тиснемо пуск. 3) У вкладці «Файл» вибираємо «Новый УП» 10 9.2. Встановлення заготовки. - У вкладці «Заготовка» вибираємо «Параметры заготовки». Вносимо задані дані. - Отримаємо результат після натиснення Ок 9.3. Встановлення інструмента. 1) Встановлення револьверної головки в нульове положення: - На пульті керування верстата обираємо режим «Нуль револьверної головки» - Натискаємо на кнопки осей X i Z - вони повинні підсвітитись. 2) Встановлення інструменту: . - Обрати на лівій робочій панелі кнопку - «Библиотека инструментов». - Вибрати на вкладці інструмент, двічі клацнути на ньому, змінити параметри (наприклад): 11 Натиснути Ок. - Встановити (перетянути мишкою) інструмент в «Магазин», згідно обраній для нього позиції 12 - Отримаємо результат після натиснення Ок 9.4. Встановлення системи координат деталі відносно першого інструменту 1) Для зручності визначення нуля деталі вимкнемо зображення верстата, натиснувши кнопку «станок». 2) Встановимо зручне зображення заготовки і інструменту, натиснувши обрану систему координат . 3) Натискаємо на лівій панелі кнопку заготовки і тиснемо ОК і обираємо «Переместить ускорено». Обираємо центр 4) Інструмент переміститься до центру заготовки 13 5) Переходимо на пульті керування ЧПК в меню , а потім в підменю . - З панелы властивостей, внизу екрану переносимо до дисплею координати X i Z : - За допомогою клавіш переміщуємо курсор дисплею на потрібне місце. - Вводимо числа за допомогою кнопок. Для запису натискаємо . - Результат на екрані . 9.5. Встановлення параметрів корекції інструменту. 1) Не виходячи з меню «OFFSET SETTING» переходимо в підменю та в підменю . 2) Повертаючи револьверну головку за допомогою клавіші аналогічно пункту 9.4 встановлюємо центри інструментів в центр заготовки і записуємо отримані дані в таблицю на диспоеї. Отримаємо результат (R – радіус інструмента). 9.6. Введення керуючої програми. 1) Переходимо в меню 2) Переходимо в підменю . Натискаємо клавішу на дисплеї з’явиться де зберігаються всі програми і можна додавати нові. 3) Присвоюємо нашій програмі ім’я О1111 і натискаємо клавішу 14 . Отримаємо При цьому в дереві зліва з’явились перші кадри програми 4) Є два варіанти введення тексту програми. Перший це ввести безпосередньо через пульт оператора за допомогою клавіатури. Другий це через готовий текстовий файл. 5) Введемо програму другим способом: - Створимо текстовий файл. В текстовому файлі програма повинна починатись знакам %. - Натискаємо клавішу «открыть файл». Відмовляємося від збереження поточного файлу. Знаходимо свій файл з програмою і натискаємо «открыть». Отримаємо: 15 9.7. Перегляд результату програмування. 1) Для зручності перейдемо в режим 2D натиснувши кнопку на верхній панелі. На екрані побачимо перший інструмент і траєкторії руху всіх інструментів різними кольорами. Тут можна побачити можливі недоліки траєкторії інструменту і, виправивши помилки записати програму знову. 2) Для перегляду роботи програми краще перейти в режим 3D, натиснувши почергово клавіші , , та за допомогою клавіш , зручно розташувавши вигляд верстату. Якщо деталь має оброблюваний отвір то також можна натиснути клавішу , щоб було видно всі переходи. 16 3) На пульті ЧПК перейдемо в вікно відображення позиції інструменту, натиснувши клавішу . На екрані також будуть зображені поточні параметри різання. 4) Перейдемо в режим роботи з пам’ятю верстату, скориставшись клавішею натиснемо клавішу та і побачимо як відбувається різання. 5) Для покадрового відпрацювання програми необхідно натиснути клавіші і . 6) Зупинити відпрацювання програми можна в будь-який момент за допомогою клавіші . 9.8. Контроль розмірів отриманої деталі. 1) В режимі 2D, перед останнім проходом останнього інструменту зупиняємо відпрацювання програми. 2) Зупиняємо обертання шпинделя, натиснувши клавішу . 3) Обираємо режим вимірювання за допомогою клавіші або на верхній панелі «Измерение» і спосіб вимірювання «Измерение растояний». 4) Натискаючи на деталы контрольны точки бачимо отриману відстань між ними. 17 5) Перевіривши всі розміри, вимикаємо даний режим клавішею . 6) Продовжуємо відпрацювання програми і при необхідності вносимо корективи. 9.9. Створення відео. 1) За допомогою клавіші встановлюємо зручний для запису програми режим екрану. 2) Вмикаємо запис відео з екрану за домогою клавіші 3) Запускаємо програму. . 4) Після її завершеня вимикаємо запис, натиснувши клавішу . 5) У вікні, що відкрилось вводимо назву відео і тиснемо «Сохранить». ВАРІАНТИ ІНДИВІДУАЛЬНИХ ЗАВДАНЬ 18 19 20 РЕКОМЕНДОВАНА ЛІТЕРАТУРА 1. Муляр Ю. І., Дерібо О. В. Програмування токарної обробки на верстатах з ЧПК. Навчальний посібник. – Вінниця: ВНТУ, 2004. 2. Шибинский К.Г., Проскуряков П.Ю., Петровский Е.Н., Должиков В.П. Составление управляющей программы для токарного станка с ЧПУ EMCO Consept Turn 55 с УЧПУ «Fanuc 21 TB» с помощью расчетно-технологической карты: методические указания к выполнению лабораторных работ по дисциплине «Основы гибкого автоматизированного производства» для студентов, обучающихся по направлению 150900 – «Технология, оборудование и автоматизация машиностроительных производств». – Томск: Изд-во Томского политехнического университета, 2009. 21