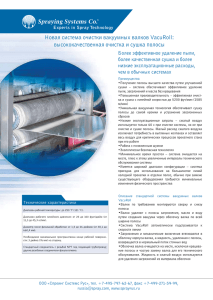
Введение Проектируемый тонколистовой цех предназначен для производства проката холоднокатаной низкоуглеродистой качественной стали для холодной штамповки, листового проката с оцинкованным покрытием, а также проката горячеоцинкованного с полимерным покрытием, с общим объемом производства 1,2 млн. т в год. По данным маркетинговых исследований спрос на углеродистую сталь как на отечественном, так и на зарубежном рынке за последние годы не упал, но вместе с тем требования потребителей по качеству продукции стали более жесткими. Углеродистая и низкоуглеродистая сталь предназначена для холодноштампованных деталей, поэтому ключевым показателем пригодности металла является штампуемость, которая зависит от качества и физического состояния металла: химический состав, механические свойства, структура, склонность металла к старению и т.д. В настоящее время на рынке проката наблюдается рост темпа потребления проката с полимерным покрытием. Прокат с полимерным покрытием используется для изготовления строительных металлоконструкций, корпусов приборов, электробытовых приборов, кровельной черепицы и т.д. Для того что бы конкурировать с другими крупными производителями стали с полимерным покрытием необходимо постоянное усовершенствование продукции. Оцинкованная сталь пользуется большым спросом на рынке строительных материалов из-за своей сравнительно невысокой стоимости. Оцинкованная сталь не склонна к образованию ржавчины, и прослужит долгие годы. В качестве цеха-аналога по прокатке на стане и термической обработке низкоуглеродистых сталей принят цех производства холоднокатаного проката и покрытий (ПХПП). На стане 2030 применяется технология бесконечной прокатки полос, основа которой и взята для данного проекта. Задачи выбора настройки стана и режима прокатки для конкретной полосы реализуется комплексом УВМ ещё до входа полосы в стан. Контроль и корректировка 6 режимов прокатки обеспечивается комплексом АСУ ТП стана, имеющих высокие точность и быстродействие. Одним из основных направлений развития цехов холодной прокатки является совмещение технологических операций в одном агрегате, т.е. совмещения травления с прокаткой. Готовая продукция удовлетворяет высоким требованиям по геометрии и качеству поверхности. Высококонвективные колпаковые печи типа «HICON/H2» австрийской фирмы «Ebner» представляет собой новаторское решение в области термической обработки металла, в которых используется защитная атмосфера из 100% водорода, что объясняет высокую конвекцию процессов при отжиге. В такой печи значительно сокращается время отжига и охлаждения и повышается производительность стенда. В дипломном проекте использованы некоторые технологические решения цехов-аналогов, касающиеся как технологии процессов, так и технологических агрегатов и узлов. 7 1 Общецеховые проектные решения 1.1 Производственная программа Производственная программа приведена в таблице 4. В соответствии с заданием в планируемом цехе будут выпускаться следующие виды продукции: прокат - тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки по ГОСТ 9045-93, толщиной 0,40 –1,5 мм, шириной до 1250 мм, общая доля в производстве – 0,37; прокат - тонколистовой холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий по ГОСТ Р 52146-2003, толщиной 0,35-1,0 мм шириной до 1250 мм, общая доля в производстве – 0,33; - прокат холоднокатаный оцинкованный по ГОСТ Р 52246-2004, толщиной 0,30-1,0 мм шириной до 1250мм, общая доля в производстве - 0,30; Требования к готовой продукции проектируемого цеха. ГОСТ 9045-93 [1]распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки. Производимая продукция по ГОСТ 9045-93 в проектируемом цехе является: - рулоны; - по качеству отделки поверхности – I (особо высокой отделки поверхности), II (высокой отделки). Описание характеристики качества отделки поверхности I и II группы приведены в таблице 1; - по способности к вытяжке (прокат толщиной до 2 мм) – весьма особо сложной (ВОСВ), особо сложной (ОСВ), сложной (СВ). - по геометрии - предельные отклонения по толщине проката не должны превышать для толщин: ( 0,35 0,03 ) мм,(0,5-0,9 0,05) мм,(0,9-1,2 0,06) мм. Разнотолщинность проката в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине. Предельные 8 отклонения по ширине проката не должны превышать (+4 мм при повышенной, +6 мм при нормальной точности). Серповидность полосы не должна превышать 3 мм на длине 1 м. Телескопичность рулонов не должны превышать 60 мм. Прокат изготовляют в термически обработанном и дрессированном состоянии, при этом допускаются полосы - линии скольжения, пятна слипания сварки и перегиб, а показатели по пределу текучести, глубине сферической лунки, относительному удлинению, плоскостности и шероховатости не нормируются [1]. Таблица 1. Характеристика качества отделки поверхности производимой продукции Группа отделки Характеристика качества отделки поверхности I На лицевой стороне проката не допускаются дефекты, кроме отдельных рисок и царапин длиной менее 20мм. На обратной стороне проката не допускаются дефекты, глубина которых превышает ¼ суммы предельных отклонений по толщине, а также пятна загрязнений, цвета побежалости и серые пятна. II На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1/2 суммы предельных отклонений по толщине и выводящие за минимальные размеры по толщине, а также цвета побежалости на расстоянии, превышающем 50 мм от кромок. На лицевой стороне (лучшей по качеству поверхности) не допускаются риски и царапины длиной более 50 мм ГОСТ Р52146-2003[2]- распространяется на прокат холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием нанесенным валковым методом в агрегатах непрерывного действия, предназначенный для применения в строительстве, приборостроении, при производстве внешних панелей бытовой техники. Стандарт может быть распространен на окрашенный прокат, применяемый в других отраслях промышленности. Производимая продукция в проектируемом цехе по ГОСТ Р 52146-2003 является рулоны с лакокрасочным горячеоцинкованного проката (ЛКПОЦ). 9 покрытием холоднокатаного По виду покрытий подразделяется на: -одностороннее – I; -двустороннее – II. Прокат с односторонним полимерным покрытием – это прокат с двухслойным полимерным покрытием на лицевой стороне и однослойным полимерным покрытием на обратной стороне. Двустороннее с двухслойным покрытием с обеих сторон. По способности к вытяжке основы: - СВ – сложной; - ВГ – весьма глубокой; - Г – глубокой; - Н – нормальной. По внешнему виду поверхности качество покрытия подразделяют на два класса: 1 и 2. Описание классов приведено в таблице 2. Таблица 2. Характеристики качества полимерного покрытия расчетного профиля. Класс Характеристика внешнего вида покрытия на лицевой стороне проката покрытия 1 2 Поверхность покрытия должна быть однатонной. Поверхность покрытия должна быть сплошной, без дефектов, проникающих до металлической основы. На поверхности не должен визуально наблюдаться узор кристаллизации цинка. Допускаются отдельные дефекты размером не более 3 мм, не проникающие до металлической основы, или небольшие группы таких дефектов. Допускаются дефекты покрытия на расстоянии не более 5 мм от кромки рулона. Кроме дефектов, указанных для 1-го класса покрытия, допускаются: участки разнооттеночности; участки с различным блеском; шагрень; оспины; царапины, не проникающие до металлической основы; отпечатки, надавы; Допускаются дефекты покрытия на расстоянии не более 10 мм от кромки рулона. По плоскостности на: 10 - ПВ – высокой; - ПУ – улучшенной; - ПН – нормальной. В рулонах проката с полимерным покрытием 1-го класса допускается до 5% проката с полимерным покрытием 2-го класса. Цвет полимерного покрытия на лицевой и обратной стороне, и дополнительные требования к покрытию обратной стороны проката устанавливают по согласованию между изготовителем с потребителем. Для защиты полимерного покрытия от механических повреждений при транспортировке и переработке допускается нанесение на лицевую сторону проката легко удаляемой полимерной пленки [2]. ГОСТ Р 52246-2004[3]. Настоящий стандарт распространяется на листовой прокат из низкоуглеродистой стали, оцинкованный в агрегатах непрерывного горячего цинкования, предназначенный для изготовления изделий методами изгиба и соединения в замок, а также профилированных, штампованных и сварных металлических изделий. Производимый прокат с цинковым покрытием подразделяют по назначению на марки: - 01 – для изготовления плоских изделий и плоских изделий методом изгиба; - 02 – для изготовления посудохозяйственных изделий, изделий методом изгиба и соединением в замок; - 03 – для изготовления штампованных изделий весьма глубокой вытяжки и сложных профилей; - 220,250,280,320,350 – для изготовления профилированных изделий. Цинковое покрытие нанесенное с двух сторон проката, подразделяется в зависимости от массы покрытия на классы: 60, 80, 100, 140, 180, 220, 225, 275, 350. 11 Покрытие оцинкованного проката по узору кристаллизации и отделке поверхности подразделяют: - с нормальным узором кристаллизации цинка – Н; - с нормальным узором кристаллизации цинка дрессированное – НД; - с минимальным узором кристаллизации цинка – М; - с минимальным узором кристаллизации цинка дрессированное МД. По характеру кромки: с обрезной кромкой (О), и не обрезной кромкой (НО). По способу консервации поверхности подразделяется: пассивированный, промасленный, пассивированный с промасливанием. Оцинкованный прокат изготавливается в рулонах шириной от 900 до 1250 мм. Толщиной, включая толщину цинкового покрытия от 0,3 до 1,0мм. Прокат для выпускаемой продукции должен быть с регламентированным химическим составом. Химический состав стали по плавочному анализу должен соответствовать требованиям таблице 3. Таблица 3. Химический состав стали 08Ю и 08пс. Массовая доля элементов, % Марка углерода марганца серы фосфора кремния Алюминиякислотораствостали римого не более 08Ю 0,07 0,35 0,025 0,020 0,03 0,02 - 0,07 08пс 0,09 0,45 0,300 0,025 0,04 0,02 - 0,07 12 Таблица 4. Производственная программа. 2. Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий h =0,35-1,5мм B от 900 до 1250мм. ГОСТ 9045-93 1. Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки h =0,40-1,50мм B от 900 до 1250мм. Усло вия поста вки ГОСТ Р 52146-2003 Наименование продукции 3.Прокат листовой горячеоцинкованный, h =0,30-1,5мм B от 900 до Выпус к, тыс.т. потребительские свойства 4, %, не менее Категория вытяжки Т, МПа не более В, Мпа ВОСВ ОСВ СВ 185 195 205 250-350 250-350 250-380 при h Менее 0,7 мм От 0,7 до 1,5 мм 38 34 32 40 36 34 Механические свойства при способности к вытяжке СВ - по ГОСТ 9045-93, при способности к вытяжке ВГ, Г, Н – по ГОСТ 14918-80. Покрытие двустороннее грунтом и одностороннее полиэфирной эмалью ПЭ. Толщина покрытия, мкм Марка проката ГОСТ Р 52246-2004 1250мм Характерные 01 02 03 220 250 280 320 350 Грунт Полиэфирная эмаль 5-7 20-30 в, МПа не менее 270-500 270-420 300 330 360 390 420 450 400 4, %, не менее при h Т, МПа не менее Менее От 0,7 220 250 280 320 350 0,7 мм мм 20 24 18 17 16 15 14 22 26 20 19 18 17 16 350 Масса двухстороннего покрытия m, г/м2, От 60 до 350 Всего 1200 13 Выбор расчетных профилей. Расчетные профили выбираются из сортамента, и по условиям их обработки определяют технологию и характеристику оборудования (основные параметры): установленную мощность, номинальную скорость и пределы ее регулирования, производительность, нормы расхода ресурсов и услуг, себестоимость и приведенные затраты. При этом определяющее внимание на параметры оборудования оказывает не только выбор профилей, но и соотношение между объемами их производства. Выбор расчетных профилей основан на следующих положениях: - среди расчетных представлены профили со средними, максимальными и минимальными характеристиками - размерами, объемами обработки; - средние профили являются представительными, т.е. доля в сортаменте представляемых реальных профилей значительна; - расчетному профилю приписывается не собственная доля в сортаменте, а доля представляемой группы. Расчетные профили выбираются из сортамента обрабатывающих фаз, по условиям обработки которых определяют технологию и характеристики процесса обработки (основные параметры): мощность, производительность, нормы расхода ресурсов и услуг, себестоимость и приведенные затраты [6,7]. Для проектирования по ГОСТ 9045-93 выберем сталь марки 08Ю размером 0,60х1250 мм со следующими условиями поставки: - отгрузка в рулонах; - I группа качества отделки поверхности; - 5 категория по нормирующим характеристикам; - способность к вытяжке – ВОСВ; - состояние поверхности матовое (шероховатость Ra=0,6-1,6); - обрезная кромка – О; - в части сортамента прокат должен соответствовать требованиям ГОСТ 19904-97. 14 Механические свойства расчетного профиля по ГОСТ 9045-93: - способность к вытяжке – ВОСВ; - предел текучести Т неболее - 185 МПа; - временное сопротивление разрыву – 250-350 МПа; - относительное удлинение 4 не менее - 38; - твердость (HRT15) не более – 76. Для проектирования по ГОСТ 52246-2004 выберем сталь марки 08пс размером 0,35х1220 мм со следующими условиями поставки: - отгрузка в рулонах, - прокат с цинковым покрытием; - марка 03 – для весьма глубокой вытяжки и сложных профилей; - повышенной точности – категории А; - с не обрезной кромкой – НО - класс цинкового покрытия - 140; - с минимальным узором кристаллизации дрессированное – МД; - пассивированный – ПС. Для проектирования по ГОСТ 52146-2003 выберем сталь марки 08пс размером 0,50×1250 мм и установим для неё условия поставки: - отгрузка в рулонах; - прокат тонколистовой холоднокатаный горячеоцинкованный; - лакокрасочное покрытие холоднокатаного горячеоцинкованного проката (ЛКПОЦ); - одностороннее покрытие; - весьма глубокая вытяжка основы – ВГ; - с необрезной кромкой – НО. Для получения требуемого качества готовой продукции, а также, исходя из технических возможностей цеха со станом горячей прокатки, норм расхода металла на обрезку, выбираются суммарные обжатия при холодной прокатке и соответствующие им размеры подкатов. 15 Ширина подката выбирается с учётом обрезки кромок и концов полос на непрерывном травильном агрегате и на агрегатах резки. Обрезка кромок в непрерывном травильном агрегате по данным [4] для подката толщиной до 2,5 мм составляет 215 мм, а для более толстого 210 мм. Обрезка кромок на агрегатах резки: для проката, подвергающегося отжигу в колпаковых печах, принимается 2 25 мм, ввиду травмирования кромок. Суммарное обжатие при холодной прокатке углеродистых и низколегированных конструкционных сталей в большинстве случаев находится в пределах 70-80%. На основании выбранных суммарных обжатий определяем толщину подката по следующей формуле [7]: (1) H = h / (1-) где h – толщина готовой полосы, мм; - суммарное обжатие. Расчетные профили для продукции проектируемого цеха представлены ниже в таблице 5. Таблица 5. Расчетные профили. Вид продукции по заданию Типоразмер, мм Толщина Суммарное подката, мм обжатие, % 1. Прокат холоднокатаный из углеродистой качественной стали общего назначения марки 08Ю. 0,60/1250 2,7 78% 2. Прокат холоднокатанный горячеоцинкованный из стали марки 08пс. 0,35/1220 1,8 80% 3. . Прокат холоднокатанный горячеоцинкованный с полимерным покрытием из стали марки 08пс. 0,50/1250 2,3 78% 16 1.2 Информационный поиск Для производства холоднокатаной листовой стали в зависимости от её марки и назначения применяют различные схемы технологического процесса, которые характерны только для данного вида проката, а цехи часто именуются по их специализации (цехи углеродистых сталей, динамной стали, жести и др.). Тем не менее для всех цехов холодной прокатки листа имеются общие для всех технологические операции: удаление окалины с поверхности горячекатаной полосы, прокатка, термическая обработка полосы, отделка готового проката, упаковка и отгрузка. Исходным материалом для производства холоднокатаной листовой стали является полоса (толщиной 1,8-6,0 мм), полученная на полунепрерывных или непрерывных станах горячей прокатки. Наиболее существенным изменением в комплексе НТА-НСХП, следует считать создание совмещенных линий «травление-прокатка». Совмещение в единый комплекс НТА и НСХП возникло в начале 90-х годов прошлого века. На конец 1999 г. из действовавших в мире более чем 200 НСХП около 70 из них совмещены с НТА. Причем чаще всего совмещенные линии НТА НСХП создают на уже действующих НСХП путем их реконструкции [6]. На предприятиях фирм «Arcelor Sidmar», «Тhyssen Krupp Steel» и «VOESTAlpine» объединение агрегатов сопровождалось модернизацией оборудования как на НТА, так и на НСХП. Поскольку расположение НТА и НСХП не меняли, то схемы их соединения между собой различаются. Лишь на одном предприятии удалось объединить НТА и НСХП без поворота движения полосы, а в остальных комплексах их пришлось применить один, два и даже три раза. Наиболее сложная схема комплексе (с тремя поворотами движения полосы) — на заводе фирмы «ФЕСТАльпине Шталь». Головная часть объединенного комплекса аналогична головной части НТА, включая входное накопительное устройство. Далее следует устройство правки полос растяжением, с помощью которого правят плоскостность полос и одновременно разрушают окалину. Из этого устройства 17 полоса поступает в традиционные травильные и промывочные ванны и в сушильное устройство. Промежуточное петлевое накопительное устройство предназначено как для накопления запаса полосы перед НСХП. После промежуточного накопителя полоса поступает в выходной накопитель, расположенный непосредственно перед НСХП. Наличие двух петлевых накопителей (промежуточного и выходного) необходимо для создания запаса полосы, обеспечивающего стабильную работу комплекса даже в случае аварийных или плановых кратковременных остановок (например, на перевалку валков) НСХП. За выходным накопителем расположена натяжная станция, обеспечивающая стабильное натяжение полосы на входе в НСХП. На НСХП установлена новая клеть, диаметры рабочих валков которой на 20% меньше, чем не прежних клетях, оборудованная осевой сдвижкой и системой противоизгиба рабочих валков, а также их секционным охлаждением. Далее следует традиционная прокатка и смотка холоднокатаных полос. В результате авторы работы [6] делают заключение, что реконструкции, проведенные фирмами «Axcclor Sidmar», «Thyssen Krupp Steeb и «VOEST-Alpine Stahl», позволили получить высококачественный прокат и снизить себестоимость продукции. Еще одним примером строительства нового НСХП 1700, совмещенного с НТА, может служить комплекс на заводе фирмы «Tata Steel». Оборудование стана изготовлено фирмой «Hitachi». Стан введен в эксплуатацию в 2000 г. и предназначен для прокатки полос толщиной 0,25-2,54 и шириной 800-1580 мм из низкоуглеродистой стали и стали IF с защитными покрытиями. Стан пятиклетевой, все клети шестивалковые с осевой сдвижкой промежуточных валков. Диаметры валков: рабочих 425, промежуточных 490, опорных 1300 мм, длина бочки 1700 мм. Максимальная скорость прокатки на НСХП 20 м/с, максимальная скорость движения полосы в ванне травления 3 м/с. Схема размещения оборудования на головном участке НТА традиционна. Травильная ванна секционная (4 секции). Особенность комплекса — строгое 18 регулирование натяжения полосы в среднем и выходном петлеобразователях и на входном участке НСХП, которое создается регулятором натяжения с помощью роликов и поддерживается в заданном режиме трехроликовым устройством. Магнитогорский металлургический комбинат (ММК) в 2011 году ввел в эксплуатацию стан 2000 для холодной прокатки металла. Это оборудование является на сегодня уникальным для России и включает непрерывную линию, обеспечивающую турбулентное травление металла в соляной кислоте, и пятиклетевой стан, имеющий производительность до 2,3 миллиона тонн металла в год. Сортаментом выпускаемой продукции является холоднокатаный лист в рулонах массой до 43,5 тонн, толщиной полосы 0,28-3,0 мм и шириной 850-1880 мм [6]. В 1984 году фирма МДЗ «Маннесман Демаг Зак Гмбх» разработала технологию травления полос в турбулентном потоке, являющуюся развитием идеи травления в плоских ваннах. Отсек травления в турбулентном потоке выполнен в виде горизонтального канала, размещенного в травильной ванне. Верхнее перекрытие канала исключает свободную поверхность испарения кислоты. Создание турбулентного потока осуществляется с каждой стороны входа и выхода каждого отсека травильной ванны. При этом устройства для создания турбулентного потока служат одновременно в качестве динамического уплотнения для кислоты. Отработанная кислота через боковые спускные каналы, расположенные по обе стороны от турбулентной камеры, поступает в спускные камеры на входе и выходе из отсека. Туда же поступают дренажные стоки от динамического уплотнения турбулентной камеры. Отсюда кислота самотеком возвращается в сборник. Между сборником кислоты для каждого из отсеков ванны осуществляется каскадная циркуляция растворов. Турбулентное травление является наиболее перспективным при создании совмещенных линий, такие как НТА-СХП. Современная металлургия стремится к повышению объемов производства, улучшению качества продукции в соответствии с растущими требованиями 19 потребителей, уменьшению обслуживающего персонала и травильно- прокатный агрегат полностью соответствует этим тенденциям. В результате создания объединенных комплексов НТА - НСХП и выполненной на них модернизации достигнуто: - повышение производительности на 20-50%; - снижение обрези на концах полос; - снижение брака по дефектам, возникающим при заправке и выходе полосы из валков НСХП с 1,4 до 0,45%; - уменьшение числа перевалок и перешлифовок валков на 45%, а следовательно, и парка валков; - снижение численности обслуживающего персонала на участке травления и прокатки на 30-50%; - уменьшение расходов на ремонты на 25%; - сокращение длительности цикла производства продукции до двух суток. Отмечено также улучшение качества продукции, условий труда и сокращение числа несчастных случаев. К этому следует добавить, что при объединении НТА и НСХП существенно снижается площадь, занимаемая цехом, за счет промежуточных складов, которые были необходимы для хранения протравленных рулонов, снижается число крановых операций по снятию травленых рулонов с НТА, транспортировке их на склад и со склада к НСХП, а главное, устраняется трудоемкая операция заправки полосы в стан [6]. Обзор показывает, что общее мировое направление усовершенствования оборудования для производства холоднокатаного металла – это объединение оборудования в единый комплекс, что позволяет значительно увеличить качество продукции и производительность, при этом существенно уменьшая производственные затраты на его эксплуатацию. Поэтому в данной работе считаю необходимым рассмотреть объединенный травильно-прокатный агрегат как наиболее перспективный. Для снятия наклепа, получения необходимых структур и свойств металл 20 после холодной прокатки подвергают рекристаллизационному светлому отжигу в колпаковых печах или проходных печах. Режим отжига зависит от химического состава и чистоты металла, структуры металла горячекатаной полосы и степени холодной деформации. Высокие пластические свойства низкоуглеродистой стали можно достичь рекристаллизацией и перерекристаллизацией холоднокатаной стали. Интенсивность и завершенность этих процессов определяются скоростью нагрева, температурой рекристаллизации, продолжительностью выдержки при этой температуре и скоростью охлаждения [7]. Для подавляющего большинства сталей оптимальные условия рекристаллизации соответствуют низкотемпературному отжигу в интервале температур собирательной рекристаллизации от 580 – 590 °С до точки Ас1 Режим отжига характеризуется медленным нагревом 10 – 35 °С/ч до температуры рекристаллизации 650 – 720 °С, выдержкой при данной температуре в течении 12 – 22 ч для выравнивания температуры по сечению рулона и длительным охлаждением 5 – 15 °С/ч [7]. На неподвижном стенде устанавливается стопа из 3 – 5 рулонов, которая накрывается муфелем, изготовленным из жаропрочной стали. Внизу муфель герметизируется резиновым уплотнителем. Нагрев рулонов осуществляется с помощью переносного колпака, в нижней части которого по периметру расположены горелки. Колпак футерован легковесным огнеупорным кирпичом. Топливом для горелок служит природный или смеси коксового и доменного газа с теплотой сгорания 35,7и 6,7 МДж/м2 соответственно. Продукты сгорания омывают муфель, нагревают его и через дымовые окна отсасываются эжектором. Перед нагревом подмуфельное пространство, где расположены рулоны, заполняется защитным (нейтральным) газом, в качестве которого используется водород. Защитный газ предотвращает окисление поверхности металла при нагреве. С целью выравнивания температуры металла по высоте стопы и ускорения процесса нагрева вентилятором осуществляется принудительная циркуляция 21 защитного газа в подмуфельном пространстве. Для прохождения газа между рулонами устанавливаются конвекторные (ребристые) прокладки. Сокращение площадей термоотделения, количества незавершенной продукции, цикла обработки при обеспечении равномерности свойств достигается использованием агрегатов непрерывного отжига. Проходные печи башенного и горизонтального типа начали применять в 40-х годах для отжига жести. Полоса подвергалась ускоренному нагреву до 720 — 730 °С, выдержке, замедленному до 500 °С и ускоренному охлаждению до 120-180 °С в атмосфере защитного газа и окончательному охлаждению воздухом до 60°С. При продолжительности отжига менее 100 с получали полосу с равномерными свойствами по длине. Однако температурно-скоростной режим отжига не был отработан для сталей, предназначенных для глубокой вытяжки, и не обеспечивал ее получения. Основное назначение установленного в цехе холодной прокатки углеродистых сталей агрегата непрерывного отжига — термообработка холоднокатаных полос в режиме обезуглероживания, рекристаллизации и комбинированного отжига, получение рулонов различной вытяжки, СВ, ОСВ, повышенными требованиями к отделке поверхности по ГОСТ 9045 — 93, а также получение конструкционной высокопрочной листовой холоднокатаной стали с временным сопротивлением до 650 МПа [7]. После отжига металл подвергается дрессировке. Дрессировка — это небольшое (3 — 5%) обжатие полосы на дрессировочном стане. Он представляет собой одноклетевой стан кварто с разматывателем и моталкой. Прокатка на нем осуществляется в один проход. Основное технологическое назначение дрессировки состоит в предотвращении появления линий скольжения при последующей штамповке изделий из отложенного металла. Для этого необходимо наклепать тонкие поверхностные слои полосы. Дрессированный металл при испытаниях на растяжение не имеет на кривой растяжения "площадки" и "зуба" текучести. Кроме того, дрессировка несколько снижает относительное удлинение и предел 22 текучести, повышает твердость полосы [7]. Чтобы получить определенную шероховатость листа, необходимо вести прокатку на валках, имеющих шероховатость с несколько большим значением по показателю Ra. Рабочие валки дрессировочного стана первоначально шлифуют до зеркального блеска. Чтобы получить насеченные валки, необходимо на валках дрессировочного стана создать шероховатость до Rа ≥ 4 мкм. Это осуществляется путем насечки валков на дробеметной машине за трипять проходов [7]. В цехе холодной прокатки углеродистых сталей предусмотрено отделение покрытий, состоящее из агрегатов горячего цинкования полос, электролитического цинкования и нанесения полимерных покрытий. Главным свойством оцинкованного листа является его коррозионная стойкость. Различают несколько разновидностей цинкосодержащих покрытий и методов их нанесения. Основным видом является двухстороннее покрытие из расплава цинка с одинаковым или разным по толщине покрытием с обеих сторон, а также лист с односторонним покрытием. Для экономии цинка, а также для улучшения коррозионной стойкости, свариваемости и других характеристик применяют покрытия в виде сплавов цинка с железом, с алюминием (гальвалюм), с полимерами (цинкрометалл). 23 1.3 Структура основного производства и загрузка цеха производственной программой 1.3.1 Структура основного производства. Состав оборудования цеха. Технологические схемы основного производства. Проектируемый цех состоит изследующих отделений: травильнопрокатного, термического, участка нанесения покрытий и участки отделки и отгрузки металла. Общая технологические схема производства представлена на рисунке 1. Склад горячекатаных рулонов Травление и прокатка на травильно-прокатном агрегате Отжиг в колпаковых печах Термообработка в АНО Нанесение цинкового покрытия в линии АНГЦ Дрессировка полос на ДС покрытия Обработка на агрегате продольной резки Нанесение полимерного покрытия в линии АПП Упаковка и отгрузка готовой продукции Рисунок 1. Общая технологическая схема производства. 24 Схема 1. Производство низкоуглеродистой качественной стали. 1. Очистка от окалины горячекатаных полос на непрерывно- травильном агрегате и холодная прокатка горячекатаной травленой полосы на непрерывном пятиклетевом стане холодной прокатки. 2. Светлый отжиг холоднокатаных полос в колпаковых печах или отжиг в АНО. 3. Дрессировка холоднокатаных отожженных полос на одноклетьевом дрессировочном стане. 4. Подрезка кромок, упаковка рулонов на агрегатах резки. 5. Отгрузка потребителю готовой продукции. Схема 2. Производство оцинкованной стали. 1. Очистка от окалины горячекатаных полос на непрерывно- травильном агрегате и холодная прокатка горячекатаной травленой полосы на непрерывном пятиклетевом стане холодной прокатки. 2. Обработка холоднокатаных полос в линии АНГЦ. 3. Упаковка и отгрузка потребителю готовой продукции. Схема 3. Производство проката с полимерным покрытием. Включает в себя все технологические операции, что и схема производства оцинкованной стали, только после нанесения цинкового покрытия в линии АНГЦ металл дополнительно проходит обработку на агрегате полимерного покрытия. В состав цеха входят 4 отделения: травильно-прокатное, термическое отделения, отделение нанесения покрытий и отделение отделки. В травильно-прокатном отделении располагается пятиклетевой травильнопрокатный агрегат (схема представлена на рисунке 2). 25 Рисунок 2. Схема непрерывно травильного агрегата совмещенного с 5-ти клетевым станом тандем: 1-разматыватель; 2-правильная машина; 3-ножницы; 4сварочная машина; 5-направляющий блок роликов; 6-входной накопитель; 7- правильно растяжная машина; 8-травильные ванны; 9-сушильные камеры; 10блок центрирующего ролика; 11-кромкообрезные ножницы; промежуточный накопитель; 13-выходной накопитель; 1214-управляющая станция; 15-натяжная станция; 16-прокатная клеть; 17-измеритель натяжения; 18-измеритель скорости; 19-измеритель толщины и профиля; 20-измеритель планшетности; 21-тянущие ролики; 22-барабанные ножницы; 23-моталки. Травильная часть агрегата состоит из: двух разматывателей, автоматической стыкосварочной машины, входного петлевого устройства, машины правки растяжением, ванны травления и ванны промывки, сушильного устройства, выходного петлевого накопителя, дисковых ножей. Прокатное оборудование стана: пять прокатных четырехвалковых клетей; гидравлические нажимные устройства; комплекты рабочих и опорных валков; эмульсионные коллекторы; цилиндры изгиба рабочих валков; главные приводы клетей; две моталки и барабанные ножницы. Исходной заготовкой служат горячекатаные полосы. Размеры исходных рулонов: внутренний диаметр -750±5 мм, максимальный наружный диаметр – 2000 мм, масса рулона не более 30 т. Размеры исходных полос: толщина 1,5 – 4,5 мм, ширина – 900 – 1280 мм. Максимальная скорость прокатки 20 м/с. 26 Термическое отделение состоит из колпаковых печей, одного агрегата непрерывного отжига и дрессировочного стана. Составными частями колпаковой печи являются: стенд, нагревательный колпак, муфель. Основные параметры одностопной водородной колпаковой печи «Эбнер» представлены в таблице 6. Таблица 6. Техническая характеристика водородной колпаковой печи «Эбнер» Наименование Температура отжига, С Время нагрева садки, ч Время охлождения садки, ч Размеры садки, мм: диаметр высота Масса садки (средняя), т Производительность стенда, т/ч: Топливо Защитный газ - состав, % Величина 650-710 32 42 1850 5000 75 1,05 – 1,20 Природный газ водород 75% Н2; 25% N2 или 100% Н2 На дрессировку поступает металл после отжига в колпаковых печах. В состав оборудования дрессировочного стана входят: разматыватель, ножницы, S роликовая клеть, для создания натяжения между разматывателем, S – роликами и клетью, дрессировочная клеть, гидронажимные устройства, комплекты валков, устройство для смены валков, ножницы, S – роликовая клеть, для создания натяжения полосы между клетью и S – роликами, S – роликами и моталкой, стрессометрический ролик, моталка со сталкивателем и ременный захлестыватель. Агрегат непpеpывного отжига. Назначение: термическая обработка холоднокатаных полос в режиме обезуглероживания, рекристаллизации, комбинированного отжига, обезуглероживания-рекристаллизации. Размеры исходных полос: - толщина от 0,35 до 1,00 мм; - ширина от 700 до 1250 мм. 27 Размеры исходных рулонов: - диаметр наружный от 1050 до 2300 мм, - диаметр внутренний 600 мм. Масса рулона - до 30 т. Скорость транспортировки полосы на входном участке: - максимальная до 100 м/мин, - заправочная 30 м/мин. Максимальная скорость полосы в печи 75 м/мин. Максимальная скорость на выходном участке 100 м/мин. Печь для отжига имеет две камеры нагрева, две камеры выдержки, камеру регулируемого охлаждения, камеру струйного охлаждения и воздушный холодильник. Первая камера нагрева разделена на 4 зоны регулирования (длина камеры 32,85м). Первая камера выдержки разделена на 9 зон регулирования (длина камеры 160,0 м). Вторая камера нагрева - одна зона регулирования (длина камеры 10,8 м). Между первой камерой выдержки и второй камерой нагрева имеется разделительный тамбур длиной 2,3 м. Вторая камера выдержки разделена на 3 зоны регулирования (длина камеры 25,2 м). Камера регулируемого охлаждения имеет длину 13,7 м. Охлаждение осуществляется косвенным методом с помощью труб воздушного охлаждения. Между камерой регулируемого охлаждения и второй камерой выдержки имеется разделительный тамбур длиной 2,3 м. Камера струйного охлаждения обеспечивает охлаждение за счет подачи азота вентиляторами (длина камеры 13,3 м). Печь имеет 5 газовых свечей. Две основные свечи установлены на входе первой и второй камеры нагрева. 28 Три продувочные свечи установлены на входе и в первую и во вторую камеры нагрева, на входе в камеру охлаждения. Азото-водородный газ, подаваемый в первые камеры нагрева и выдержки может увлажняться в пяти увлажнителях. Азото-водородный газ, подаваемый во вторые камеры нагрева и выдержки может увлажняться увлажняется в трех дополнительных увлажнителях. Сухой азото-водородный газ, подается в камеры с помощью перфорированных труб. Максимальная температура нагрева полосы - 850 0С. Максимальный расход защитной атмосферы. Сухой газ (от 7 до 15 % H2) до 300 м3/ч. Сухой азот до 365 м3/ч. Камера нагрева и выдержки разделена на 9 зон регулирования (длина камеры 43 м). Максимальная температура полосы 650 0С. Камера охлаждения - длина 15,0 м. В отделении покрытий расположены 2 агрегата непрывного горячего цинкования (АНГЦ) производительностью 300 тыс.т. в год каждый и 2 агрегат нанесения защитного лакокрасочного покрытия (АПП) производительностью 200 тыс.т. в год каждый по аналогу ПДС ОАО «НЛМК». Основные составляющие АНГЦ: два разматывателя, правильная машина, автоматическая сварочная машина, входной накопитель, секция очистки, установка сушки горячим воздухом, печная часть, цинковальная ванна, аппарат воздушной обдувки цинковых покрытии “Газовый нож”, ванна водяного охлаждения, дрессировочная клеть, ванна пассивации, выходное петлевое устройство и две моталки. Печная часть АНГЦ разделена на шесть камер: камера подогрева полосы, камера безокислительного нагрева, камера восстановительного нагрева, камера регулируемого охлаждения, камера перестаривания. 29 ускоренного охлаждения, камера Нанесение лакокрасочного покрытия производиться валковым способом. Нанесение грунтов производиться с двух сторон, лакокрасочного покрытия с лицевой стороны. Агрегат имеет 2 разматывателя, валковую машину, секцию сушки, входные и выходные петлевые накопители, две моталки. В состав отделения отделки входят четыре агрегата продольной резки Агрегаты продольной резки предназначены для обрезки боковых кромок полос, а также для роспуска полос на ленту, промасливания и смотки в отдельные бунты. Упаковка готовой продукции производиться в выходной части агрегата. 1.3.2 Загрузка оборудования цеха производственной программой Распределение продукции по видам может быть произвольным, но при реальном проектировании должно опираться на маркетинговые исследования перспективных рынков сбыта продукции проектируемого цеха. Учитывая современное состояние технологии производства холоднокатаных полос, для продукции представленных в производственной программе видов можно принять следующие схемы технологического процесса: k=1 - низкоуглеродистая сталь: травление и прокатка на травильнопрокатном агрегате— отжиг в колпаковых печах — дрессировка — обрезка кромки на агрегате продольной резки — отгрузка. k=2 – сталь с полимерным покрытием: травление и прокатка на травильнопрокатном агрегате — нанесение покрытия в агрегате непрерывного горячего цинкования (АНГЦ) — нанесение полимерного покрытия (АПП) — отгрузка. k=3 – горячеоцинкованная сталь: травление и прокатка на травильнопрокатном агрегате — нанесение покрытия в агрегате непрерывного горячего цинкования (АНГЦ) — отгрузка. k=1 30 k=2 k=3 j= 0 1 2 3 4 5 6 7 8 Рисунок 3. Схема движения металла в цехе холодной прокатки 0 – вход; 1- травильно-прокатный агрегат; 2 – участок колпаковых печей; 3 – агрегат непрерывного отжига; 4 -агрегат непрерывного горячего цинкования; 5агрегат полимерных покрытий; 6 –дрессировачный стан; 7 - агрегат продольной резки; 8 - выход. Годовой выпуск продукции: А0=1200 тыс.т. Число видов продукции в сортаменте q = 3, число обрабатывающих фаз в цехе m = 8. 1.1 Матрицы-столбцы выпуска продукции по видам и в долях, а также матрица назначений, соответствющая заданному сортаменту, принятой технологии и структуре цеха, представленной имеют вид: 0,37 111000111 450 0,33 110011011 400 𝐴𝑘 = ( ) тыс. т, а𝐾 = ( ) 𝐿𝐾𝐽 = ( ) 0,30 110010011 350 По рекомендациям [7] для каждой фазы обработки приняты средние расходные коэффициенты металла. (𝑣𝑜𝑗) = (1,000 1,050 1,005 1,010 1,020 1,020 1,007 1,035 1,000 ) коэффициенты использования оборудования (µoj)=(0,80 0,80 0,80 0,80 0,80 0,80 0,75 0,75 0,80) годовое время работы оборудования (Toj)=( 7200 7000 7000 7500 7500 7500 6200 6000 8760) ч. 1.2 Фонд времени для стана холодной прокатки принят в предположении перевалки, а для дрессировочного стана и агрегатов резки предусмотрен прерывный график работы. Время работы фиктивной фазы на входе в цех взято по потребляющей металл первой, а на выходе в качестве рабочего принято календарное время, потому что отгрузка продукции ведётся круглый год без 31 перерывов в течение 24 часов в сутки. Потери времени везде, кроме участков дрессировки и порезки, учтены коэффициентом использования оборудования 0,8. Если бы в цехе не предполагалось оцинкование части продукции элементами матрицы объемов производства стали бы значения, приведенные в производственной программе. Но, в нашем случае объемы производства для k=2 кроме металла – основы (плотностью p0=7,8 т/м3) включают материал покрытия – цинк, который следует исключить из рассмотрения [7]. С этой целью, обратившись к ГОСТ Р 52246-2004, назначим для разных размерных групп те или иные классы покрытия, а из диапазона отвечающим им удельных масс покрытия – расчетные значения mi. Тогда доля цинка в объеме выпускаема продукции каждого вида найдем по формуле: eZni=1/(1+103·p0·hi/mi)= 1/(1+103·7,8·0,6/140)=0,02904 (2) а доля металла-основы: e0i=1-eZni=1-0,02904=0,9706 (3) Соответственно количество цинка и металла-основы в продукте для проката с полимерным покрытием и для оцинкованного проката соответственно: AZni= A2· eZni= 758000·0,02904= 22012т. (4) A2i= 458000·0,95912 = 441321 т. A3i= 400000·0,95912 = 391824 т. АО00=740125 т, прибавим к этому содержание цинка: 22012 т. получаем общий годовой объем производства для продукции с оцинкованным покрытием АО0=762000 тонн расходные коэффициенты цинка на АНГЦ ν= 1,03. Следовательно, заказать его надо в количестве 22012 тонн. Рабочая матрица объемов производства по металлу-основе, для компактности записанная в строку, приобретет окончательный вид Ак=(350000 450000 400000) т. 1. Рабочая матрица расходных коэффициентов с заменой в каждой строке единицами элементов матрицы, отвечающих фазам, куда металл для обработки не поступает. 32 1, 000 1, 050 1, 005 1, 000 1, 000 1, 000 1, 007 1, 035 1, 000 (Vki ) 1, 000 1, 050 1, 000 1, 000 1, 020 1, 020 1, 000 1, 035 1, 000 1, 000 1, 050 1, 000 1, 000 1, 020 1, 000 1, 000 1, 035 1, 000 2. Поток металла через обрабатывающие фазы: на выходе Akm Ak , затем навстречу ходу обработки металла Akj Ak , j 1 k , j 1 , j m 1,1 381542 365755 364184 362000 362000 362000 362000 350000 350000 477486 457130 457130 457130 449147 441321 441321 441321 441321 (Akj)=(405443 )т. 395660 395660 395660 391824 391824 391824 391824 391824 Потери металла при обработке по видам продукции Okj Ak , j 1 Akj и q суммарно O0 j Okj k 1 0 15788 1571 Оoj=( 0 2 0356 0 0 9783 0 0 0 0 0 0 2184 7983 7826 0 3836 0 0 12000 0 0 0 0 ) т, 0 Оoj= (0 56431 1571 2184 11819 7826 2080 20000 0)т. 3. Объем производста по фазам обработки и видам продукции Akj Akj Lkj 381542 365755 364184 362000 ( Аki ) 0 0 0 350000 350000 477487 457130 0 0 449147 441321 0 0 441321 405443 395660 0 0 391824 0 391824 0 0 q 4. Суммы по столбцам A0 j Akj (5) k 1 (А0j)= (1285057 1228626 314184 312000 590971 391321 250000 500000 1183145)т, 5. С учетом массы цинка в оцинкованной продукции и на входе цеха получим: (А0j+)=(1285057 1228626 314184 312000 608627 400000 250000 500000 1200000) т. 6. Доли видов продукции в сортаменте обрабатывающих фаз akj 0,369 0,369 1 1 1 33 0 0 0,600 0,377 Akj A0 j (akj) = 0,331 0,331 0 0 0,675 1 0 0 0,331 0,300 0,300 0 0 0,325 0 0 0 0,297 Ak 0 m kj , а также 7. Сквозные расходные коэффициенты металла k Akm j 1 A00 q akm k средний по сортаменту A0 m k 1 (νк) = (1,105 1,092 1,071 1,125 1,114). 8. Среднечасовая производительность Q0 j A0 j / T0 j и пропускная способность оборудования обрабатывающих фаз P0 j Q0 j 0 j / 0 j , необходимые и достаточные для выполнения заданной произвоственной программы, без учета массы цинка (Q0j)=(173,2 169,9 65,7 30,0 78,8 52,2 44,6 83,3 123,6) т/ч, (P0j)=(205,7 211,6 78,6 36,0 100,4 66,2 56,1 115,5 154,5) т/ч, с учетом массы цинка (Q0j+)=(173,2 169,9 65,7 30,0 81,2 53,3 44,6 83,3 125,6)т/ч, (P0j+)=(205,7 211,6 78,6 36,0 103,4 68,0 56,1 115,5 157,1) т/ч. 1.4 Схема расположения оборудования Проектирование складов металла. Оценим параметры складов металла в цехе, схема движения металла в котором представлена на рисунке 3 в разделе 1.3.2. Рассмотрим склады на входе в цех, межоперационные и готовой продукции k=1,8: 34 1) горячекатаных рулонов перед травильно-прокатным агрегатом, 2) холоднокатаных рулонов после стана перед отделочными агрегатами, 3) холоднокатанных отоженных в колпаковых печах рулонов перед дрессировочным станом, 4)холоднокатаных отожженных в АНО и дрессированых рулонов углеродистой стали перед агрегатами резки, 5) холоднокатанных оцинкованных рулонов перед агрегатами полимерных покрытий, 6) готовых рулонов углеродистой отожженной стали перед отгрузкой, 7) готовых холоднокатаных оцинкованных рулонов перед упаковкой и отгрузкой, 8) готовых рулонов с полимерным покрытием перед упаковкой и отгрузкой. На складе k=1 горячекатаные рулоны хранятся в штабелях в вертикальном положении в 2-3ряда, на всех прочих — в один ряд в горизонтальном. Максимальная масса готовых рулонов 36 т при наибольшем наружном диаметре, несколько превышающем 2м, средняя масса G0 = 25 т, относительная масса gb =15т/м. После порезки каждого рулона в среднем получается z=4 места хранения рулонов и ленты. В таблице 7 в нумерованных колонках представлены 1. Порядковый номер склада 2. Годовой грузооборот складов Для складов k = 1,3 — это количество металла, поступающее на вход последующей фазы, то есть ̂1 = 𝐴0,1−1 = 𝐴00 = 1289467 т, Ak A0,k 1 ,𝐴 для промежуточного склада k=4 перед агрегатами полимерного покрытия – количество металла произведенного на агрегатах цинкования за вычетом направляемого на отгрузку в качестве готовой продукции, k = 5 перед агрегатами резки — количество металла, отожженного продрессированного и отожженного 35 в агрегатах непрерывного отжега предшествующей фазе за вычетом направляемого на отгрузку в качестве готовой продукции, ̂4 = 602790 − 195660 = 407130 т, 𝐴 ̂5 = 314184 + 210080 = 524264 т 𝐴 а для складов готовой продукции - объем производства продукции соответствующего вида k=6,8 ̂6 = 𝐴6−5 = 𝐴1 = 500000 т, 𝐴 3. Среднечасовая интенсивность обслуживания металла на складах Pk P0,k 1 , т/ч. 4. Годовое число единиц хранения на складах Число исходных рулонов, из которых формируется наполнение складов готовой продукции, Z k Ak / G0 , 5. Средняя масса единицы хранения на складе G0 k Ak / Z k , т. 6. Продолжительность хранения металла на складах в сутках, по нормам Гипромеза. 7. Коэффициент использования площадей складов ,меньший для складов на входе и на выходе цеха из-за железнодорожных выводов. 8. Удельная нагрузка на площадь складов, для первого склада q1 = 4,25𝑔𝑏0,28 , для прочих складов q𝑘 = 1,41𝑔𝑏0,5 , т/м2. 9. Вместимость складов 𝐸 = 𝑐𝑡𝑥𝑝 𝑃̂, т. 10. Наибольшее число единиц хранения на складах 𝑍𝑐𝑘 = 𝐸/𝐺0 11. Площадь складов без площадей, занимаемых оборудованием, 36 𝐸 𝑆= 𝜇ск 𝑞 , м2, 12. Протяженность складов в 36-метровых пролетах без учета площадей, занимаемых оборудованием, 𝐿ск = 𝑆/𝐿, м. 13. Протяженность фронтов отгрузки металла на складах готовой продукции при отгрузке в 60-тонные вагоны 15-метровой длины по сцепкам и обороте состава длительностью в 3 часа 𝑃𝑡об 𝐿фр ≥ 𝐿вг [𝐸 ( 𝐺вг ) + 1], м. 14. Суммарное годовое время крановых операий 𝑍 𝑡𝛴 = [(2 + 𝑘2 ) (𝑡0 + 𝑐 𝑘 4𝐻 3 𝑣пд )+ 2(2𝐿ск +𝑘2 𝐿𝑛 ) 𝑘3 𝑣кр ] ч, при трех перекладках каждого штабеля ( k2 3 ) на складе k = 1. На других складах металл хранится в один ярус и его перекладка не требуется. Скорость подъема груза везде принята 8 м/мин. 15. Расчетное число технологических мостовых кранов в пролетах складов 𝑚кр = 𝐸 ( 𝑘1 𝑡𝛴 𝜇𝑇𝑝 ) + 1. 16. Показатель загрузки кранов 𝜀кр = 𝑘1 𝑡𝛴 𝜇кр 𝑇𝑝 𝑚кр . Схема расположения оборудования Горячекатаные рулоны поступаю на ж/д платформах на склад горячекатаных рулонов в цех холодной прокатки. Рулоны снимаются с платформ 37 мостовым краном и складируются перед травильно-прокатным агрегатом. На складе рулоны осматриваются, комплектуются и подаются на агрегат. В одном пролете со станом находятся вальцешлифовальные мастерские. В смежных пролетах, со стороны привода, находятся склад валков, электромашинное отделение, электроподстанция, отделение ревизии подшипников и отделение очистки эмульсии. Далее рулоны поступает в термическое отделение. В одном пролете находятся колпаковые печи, в двух других пролетах 3 агрегата непрерывного отжига. Часть металла поступает в отделение нанесения покрытий на агрегаты непрерывного горячего цинкования (2 пролета). Агрегаты нанесения полимерных покрытий распологаются в тех же пролетах, что и агрегаты цинкования. На выходе агрегатов находятся тупики для отгрузки готовой полимерной и оцинкованной продукции. После отжига в колпаковых печах рулоны поступают на дрессировочный стан и после дрессировки на агрегаты продольной резки. После АНО металл также поступает на агрегаты продольной резки. Все эти агрегаты расположены последовательно, что снижает число транспортировок и, следовательно, снижается вероятность травмирования металла. К основным вспомогательным и побочным производствам относится валковое хозяйство. В обязанности валкового хозяйства входит подготовка валков к использованию на прокатных станах. На вход поступают новые валки заводской поставки и изношенные валки. Операционная структура валкового хозяйства включает: хранение валков на входе, подготовку валков к завалке (операции наплавки, переточки, перешлифовки и др.), хранение подготовленных валков, хранение и отгрузка валков, выработавших ресурс, обслуживание (службу металлорежущего инструмента, транспорт и т.п.). Также к вспомогательным и побочным производства можно отнести: система смазки и подачи эмульсии, участок металлической тары, вальцешлифовальные мастерские, вычислительный центр (ВЦ), цех резино-пластмассовый 38 (гумеровка роликов), известковое отделение огнеупорного цеха, ремонтный цех прокатного оборудования (РЦПО), лесотарный цех. Рассмотрим следующие вспомогательные и побочные производства: удаление отходов металла; валковое хозяйство, ремонтное хозяйство, смазочное, масленое и кислотные хозяйства, электрическое и энергетическое хозяйство. Обрезь от ножниц накапливается либо в коробах, замена которых производится мостовыми кранами, либо удаляется с помощью непрерывного транспорта. Проводковое и подшипниковое хозяйство формируется аналогично. Ремонтное хозяйство цеха предназначено для оперативного восстановления работоспособности оборудования цеха при внезапных отказах. В его функции входит замен вышедших из строя запасных частей, а иногда их изготовление. Первая функция является чисто обслуживающей, вторая носит характер вспомогательного производства. Смазочное, масленое и кислотное хозяйства предназначены для обеспечения оборудования смазкой, приготовления и регенерации смазок, травильных растворов, реактивов для покрытий. Электрическое и энергетическое хозяйства служат для снабжения цеха электроэнергией, горячими газами, теплом и холодом, паром, водой и т.п. Потребителями электроэнергии в прокатных цехах являются электрические двигатели, электрические нагревательные устройства, а также система искусственного освещения. Основными потребителями газообразных продуктов являются пламенные печи (горючие газы, воздух), системы охлаждения оборудования и металла, мокрые газоочистки (вода), отопительные устройства (пар, горячая вода), травильные установки и системы технологических смазок (травильные растворы, эмульсии) и т.п. Здания вальце шлифовальных, вальцетокарных, подшипниковых, ремонтных и других мастерских следует блокировать со зданиями прокатных цехов. Расположение мастерских в зоне печей, рабочих клетей не допускается. Для листопрокатных цехов указанные мастерские следует располагать, как 39 правило, в отдельных зданиях, соединенных со становыми пролетами закрытыми галереями. При компоновке объемов цеха следует предусматривать устройство технических этажей с размещением легкого оборудования на перекрытии, а тяжелого – на монолитных фундаментах, проходящих через технический этаж. Площадь технического этажа должна быть рационально использована для размещения вспомогательного оборудования и коммуникаций. Размеры пролетов здания устанавливают, исходя из габаритов основного оборудования и условий размещения в цехе складов, полигонов для обработки металла, а также встроенных помещений и обеспечивающих хозяйств с учетом типов внутрицехового транспорта. 40 41 2. Проектные решения по прокатным станам со смежными агрегатами 2.1 Определение параметров прокатного стана 2.1.1 Сортамент и технический уровень стана В проектируемом цехе будет установлен травильно-прокатный агрегат. Стан предназначен для непрерывной прокатки низкоуглеродистых сталей. Исходной заготовкой для стана являются горячекатаные рулоны массой не более 30 т; внутренний диаметр рулона – 750±5 мм, наружный - 2300±5 мм; ширина прокатываемых полос 900 – 1250 мм; толщина – 0,30-1,5 мм. Карта технического уровня стана представлена в таблице 7 [6]. Таблица 7. Карта технического уровня Наименование параметров и единицы измерения Число клетей Значения параметров Аналогов принятые Стан 1800 Стан 1700 Стан 1400 «ФЕСТ-Альпине «Тата-Стил» «Проект» Шталь» 5 5 5 Длина бочки, мм 1800 1700 1400 - рабочих 480 425 480 - опорных 1300 1300 1300 Максимальная скорость прокатки, м/с 25 20,8 20 Толщина подката, мм 1,5 – 7,0 1,65 – 5,0 1,5 – 4,5 Толщина конечной полосы, мм 0,30 – 3,00 0,25 – 2,54 0,30 – 1,50 Ширина полосы, мм 650 – 1620 800 – 1580 900 – 1270 Масса рулона, не более, т 35 30,4 30 Мощность двигателя главного привода клети, кВт 2 2700 2×2550 2×2500 Производительность, тыс. тонн в год 1900 1500 1200 Диаметры валков, мм 42 2.1.2 Параметры стана Диаметр рабочих валков принимаем равный 480 мм, так как от диаметра рабочего валка зависит плоскостность и выкатываемость полосы, что влияет на качество готовой продукции. Чем больше диаметр валка, тем лучше плоскостность, но в тоже время, чем меньше диаметр валка тем лучше выкатываемость. А диаметры рабочих валков станов аналогов варьируются от 450 до 550 мм. Длина бочки валка рассчитывается по формуле: 𝐿 = 𝐵 + (100 … 400) мм, где В – это максимальная ширина, прокатываемой полосы, В=1270 мм. 𝐿 = (1270 + 130) = 1400 мм. Диаметр опорного валка исходя [7] из ряда принимаем равный 1300 мм. Расчет характерных нагрузок. Полный удельный расход энергии на прокатку ℎ 1,7∙ 0 +11∙ℎ0 +0,6 𝑊 = 𝑘𝑤 ( 1,7∙ 1,00 ∙ ( ℎ𝑘 ℎ𝑘 2,7 +11∙2,7+0,6 0,6 0,60 1,7∙ 𝑊2 = 1,00 ∙ ( 1,7∙ 𝑊3 = 1,34 ∙ ( Рабочий − 8) ∙ (1,2 − − 8) ∙ (1,2 − 1,8 +11∙1,8+0,6 0,35 0,35 2,3 +11∙2,3+0,6 0,50 0,50 момент 0,12 𝐷 ) ∙ (0,85 + 𝑚 0,12 0,75 0,48 5 ) ∙ (0,85 + − 8) ∙ (1,2 − − 8) ∙ (1,2 − на 0,75 ) = 66,38 кВТч/т; 0,12 ) ∙ (0,85 + 0,48 0,12 ) ∙ (0,85 + 0,48 приводных концах 𝑊1 = ) 0,75 5 0,75 5 ) = 90,39 кВТч/т; ) = 90,79кВТ·ч/т. валков гипотетического одноклетевого стана 𝑀𝑝1 = 𝑐 ∙ 𝜌 ∙ ℎ𝑘 ∙ 𝑏 ∙ 𝑅 ∙ 𝑊 = 3,6 ∙ 7,85 ∙ 0,6 ∙ 1,25 ∙ 0,24 ∙ 66,3 = 364,16 кНм; 𝑀𝑝2 = 𝑐 ∙ 𝜌 ∙ ℎ𝑘 ∙ 𝑏 ∙ 𝑅 ∙ 𝑊 = 3,6 ∙ 7,85 ∙ 0,35 ∙ 1,00 ∙ 0,24 ∙ 90,3 = 267,94 кНм; 𝑀𝑝3 = 𝑐 ∙ 𝜌 ∙ ℎ𝑘 ∙ 𝑏 ∙ 𝑅 ∙ 𝑊 = 3,6 ∙ 7,85 ∙ 0,50 ∙ 1,25 ∙ 0,24 ∙ 90,7 = 369,48 кНм. 43 Режимно-сортаментный показатель мощности 𝑆𝑁1 = 𝑆𝑁2 = 𝑆𝑁1 = 𝑎𝑖 ∙𝑊 𝜉𝑖 ∙𝜀𝑖 𝑎𝑖 ∙𝑊 𝜉𝑖 ∙𝜀𝑖 𝑎𝑖 ∙𝑊 𝜉𝑖 ∙𝜀𝑖 ∙√ ∙√ ∙√ 𝛿∙𝜏 𝑍𝑖 𝛿∙𝜏 𝑍𝑖 𝛿∙𝜏 𝑍𝑖 = = = 0,28∙66,3 1∙1 ∙√ 0,54∙90,39 1∙1 0,18∙90,79 1∙1 1∙1 1 ∙√ ∙√ = 18,56 кВт·ч/т; 1∙1 1 1∙1 1 = 48,76 кВт·ч/т; = 16,34 кВт·ч/т; 𝑆𝑁 = ∑𝑛𝑖=1 𝑆𝑁𝑖 =18,56+48,76+16,34=83,66 кВт·ч/т. Средняя пропускная способность для выполнения производственной программы 𝑃0 = 𝑄0 𝑣0 𝜇0 = 169,9 ∙ 1,05 = 223,0 т/ч. 0,8 Оценка номинальной мощности главного двигателя гипотетического одноклетевого стана 𝑁𝑐 = 𝑃𝑜 ή 𝑆𝑁 = 223,0 0,85 ∙ 83,66 = 21950 кВт. Поправка на изменение скорости для заправки и пропуска сварных швов: k 1 1,2 1,2 1 1,08 , gb 15 𝑁𝑐 = 1,08 ∙ 21950 = 23267 кВт. Мощность одного якоря 𝑁я = 23267 𝑁𝑐⁄ 𝑧я = 20 = 1163 кВт. Согласно параметрическому ряду ГОСТ 12139-84 значение мощности якоря должно быть округлено до ближайшего большего значения, поэтому принимаем 𝑁я = 1250 кВт. Номинальная мощность двигателей каждой клети 𝑁𝑗 = 2 × 2500 = 5000 кВт Приводы клетей проектируемого стана должны обладать характеристиками, необходимыми для производства заданного количества продукции. Характеристики приводов представлены в таблице 8. 44 главных линий клетей стана Таблица 8. Конструктивные параметры главного привода Электродвигатели Номер клети Номинальная мощность, кВт Количест во якорей 1 2 х 2500 2 Редуктор Частота вращения якоря Передаточное число 2 Номинальная, мин-1 250 Максимальная, мин-1 750 2 х 2500 2 250 750 1,5806 3 2 х 2500 2 250 750 1,2222 4 2 х 2500 2 250 750 1,0256 5 2 х 2500 2 250 750 0,8182 1,5806 2.2. Расчет режима прокатки 2.2.1. Описание методики расчета и критерии выбора режима прокатки Расчет режимов прокатки включает: распределение натяжений и обжатий полосы, расчет скоростного режима, расчет энергосиловых параметров прокатки, исходя из кривой наклепа, расчет эквивалентной мощности главных двигателей, пропускной способности и производительности стана, определения настройки клетей и анализа результатов. Распределение натяжений и обжатий. Холодная прокатка полос всегда ведётся с натяжением. Оно создаётся принудительно между всеми клетями за счёт некоторого рассогласования чисел оборотов валков (по сравнению со свободной прокаткой). В последней клети непрерывного стана переднее натяжение создаётся действием моталки. На прокатываемую полосу действует два натяжения: со стороны входа металла в валки - заднее и со стороны выхода металла из валков – переднее. Особенно важную роль играет натяжение при прокатке полос малой толщины с большой степенью наклёпа, так как при этом происходит сплющивание контактных поверхностей валков на большую величину, в результате чего иногда невозможно получить полосу заданной полосы. Для облегчения условий 45 прокатки таких полос применяют максимально возможные переднее и заднее удельные натяжения. Натяжение полосы между последней клетью и моталкой регулируется автоматически с учётом получения равномерной толщины и ровной намотки прокатываемой полосы, а также предотвращения дефектов “слипание “ и “излом” готовой полосы. При межклетевых натяжениях, составляющих 20-40 % от предела текучести металла, полоса сохраняет устойчивость в межклетевых промежутках, практически же при прокатке низкоуглеродистых сталей они уменьшаются от первого к последнему межклетевому промежутку со 180-200 до 100-120 Мпа. Наилучшим распределением обжатий при холодной прокатке является такое, при котором пропорциональными эквивалентные установленными, мощности и тогда в клетях становятся достигается наивысшая производительность стана [7]. 2.2.2 Исходные данные и ограничения Параметры стана Число клетей m = 5; расстояние по осям клетей, а также от клетей до натяжной станции и моталки L0= 5,0м; Принятые значения номинальных диаметров рабочих и опорных валков должны отвечать параметрическому ряду ГОСТ 5399-69 [7]. рабочих D = 480 мм; опорных D0 = 1300 мм; длина бочки валков L = 1400 мм; диаметр ПЖТ опорных валков dп = 900 мм; допускаемое длительное удельное давление в ПЖТ [q] = 17 МПа; высота неровностей на поверхности рабочего валка клети № 1 – 4 = 0,8-3,2 мкм (гладкие); №5 Rz = 3,2-10 мкм (насеченные); 46 Rz коэффициент трения в ПЖТ п = 0,003; КПД передачи от привода к валкам = 0,85; наибольшее полное натяжение на моталке Тм = 140 кН; модуль упругости Е = 2,2∙105 Мпа. Параметры полосы и процесса Ширина полос В = 900 – 1270 мм; толщина подката h0 = 1,5 – 4,5 мм; толщина на выходе стана hк = 0,30 – 1,50 мм; плотность металла = 7,85 т/м3. Допускаемые нагрузки Проектируемый стан, в частности его клети, должны выдерживать нагрузки, возникающие при прокатке. Для этого необходимо определить эти допускаемые нагрузки [7]. Допустимые значения Допустимое усилие на бочке опорного валка: [𝑃] = 3 [𝜎] 0,8 𝐷оп · , 2(𝑙 − 𝐿) (6) где l – расстояние между осями нажимных винтов, м; L – длина бочки опорного валка, м; Dоп – диаметр опорного валка, м; [σ] – допустимое напряжение изгиба. [𝑃] = 0,8·1,303 ·[120] 2∙(2,18−1,40) = 135 МН. Допустимое усилие на шейки опорного валка: 3 [𝜎] 0,4 𝑑ш · [𝑃] = , 𝑙ш где (7) lш – длина шейки опорного валка, м; 𝑙ш = (0,5 − 0,6)𝐷оп = 0,6 · 1,30 = 0,780 м; 47 dш - диаметр шейки опорного валка, м; [𝑃] = 0,4·0,7603 ·[120] 0,780 = 39,14 МН. Допустимое усилие на бочке рабочего валка: [𝑃] = 0,8 𝐷3 ·[𝜎] 𝐿−𝐵 , (8) где B – ширина прокатываемой полосы, м; L – длина бочки рабочего валка, м; D – диаметр рабочего валка, м; [𝑃] = 0,8 ·0,483 ·[140] 1,4−1,25 = 82,5 МН; Допустимый момент: [𝑀] = [𝑁] · 𝑅 , 𝑉в · 𝑖 (9) где [N] – допустимая мощность, кВт; R – радиус рабочего валка; Vв – окружная скорость валка, м/с; i – передаточное число. [𝑀] = 5000·0,24 6,1·1,58 = 192,9 кН · м. Результаты расчетов допустимых моментов представлены в таблицах 10,11,12. 48 2.2.3 Расчет режима прокатки Суммарное обжатие при холодной прокатке углеродистых и низколегированных конструкционных сталей в большинстве случаев находится в пределах 65-80 %[10]. Важное значение имеет распределение частных по клетям или проходам; оно влияет на точность прокатки, загрузку оборудования, производительность стана. Холодная прокатка полос всегда ведётся с натяжением. Оно создаётся принудительно между всеми клетями за счёт некоторого рассогласования чисел оборотов валков (по сравнению со свободной прокаткой). В последней клети непрерывного стана переднее натяжение создаётся действием моталки. На прокатываемую полосу действует два натяжения: со стороны входа металла в валки - заднее и со стороны выхода металла из валков – переднее. Особенно важную роль играет натяжение при прокатке полос малой толщины с большой степенью наклёпа, так как при этом происходит сплющивание контактных поверхностей валков на большую величину, в результате чего иногда невозможно получить полосу заданной полосы. Для облегчения условий прокатки таких полос применяют максимально возможные переднее и заднее удельные натяжения. Натяжение полосы между последней клетью и моталкой регулируется автоматически с учётом получения равномерной толщины и ровной намотки прокатываемой полосы, а также предотвращения дефектов “слипание “ и “излом” готовой полосы. Принятые режимы обжатия были выбраны с целью максимальной производительности стана и уменьшения расхода энергии. 49 Таблица № 9. Распределение обжатий по клетям Относительные обжатия, % № клети 1 2 3 4 5 08Ю 2,70,601250 мм 42,6 32,9 22,1 18,5 9,1 08пс 1,80,351220 мм 42,2 35,6 25,4 22,0 10,2 08пс 2,30,501250 мм 38,6 29,6 26,3 20,0 10,7 Суммарные обжатия, % 08Ю 2,70,601250 мм 42,6 61,5 70,0 75,5 77,8 08пс 1,80,351220 мм 42,2 62,8 72,2 78,3 80,5 08пс 2,30,501250 мм 38,6 56,8 68,2 74,5 80,0 Толщины по клетям, мм 08Ю 2,70,601250 мм 1,55 1,04 0,81 0,66 0,60 08пс 1,80,351220 мм 1,04 0,67 0,50 0,39 0,35 08пс 2,30,501250 мм 1,35 0,95 0,70 0,56 0,50 50 2.2.4 Энергосиловые параметры 2.2.4.1 Описание методики расчета энергосиловых параметров В настоящее время разработан целый ряд методик для расчета параметров прокатки. Наибольшая заслуга в разработке инженерной методики интегрирования дифференциального уравнения принадлежит А.И. Целикову. По этой методике дифференциальное уравнение прокатки дает эпюру удельных давлений и нейтральный угол, а усилие прокатки и момент прокатки получают интегрированием эпюр контактных напряжений [11]. Интегральная методика, основанная на условии равновесия или законе сохранения энергии, обладает существенным недостатком – на ее основе нельзя получить формулу для расчета усилия прокатки. Поэтому дифференциальная методика обладает существенным преимуществом. При одинаковых исходных данных дифференциальной методики наименьшая ошибка получается при расчете среднего контактного давления путем численного интегрирования уравнения Т. Кармана. Несколько большую погрешность, но близкие между собой результаты обеспечивают уравнения А.И. Целикова. Модели В.М. Луговского в большинстве случаев занижают, а модели В. Робертса – завышают расчетное усилие прокатки [11]. Расчет среднего усилия прокатки будем производить по методике А.И. Целикова. Методика учитывает наклеп металла при холодной прокатке с натяжение полосы в межклетевых промежутках. При выводе методики приняты следующие допущения: - постоянство предела текучести металла в очаге деформации, равного полусумме предела текучести до и после прокатки; - отсутствие зоны прилипания; - постоянства коэффициента трения на всей поверхности контакта металла с валками; 51 - равномерное распределение нормальных напряжений и скорости движения металла по поперечному сечению полосы; - отсутствия уширения полосы при прокатке; - замена дуги контакта хордой[11]. Перечень расчетных формул приведен ниже. Среднее давление прокатки в j-й клети, МПа: pср j 2 2 h j 1 h j 1 h j hн 1 j 2 c j j 1 2 c j 1 1 2 hн 2 h j , h j (10) где 2сj-1, 2сj– сопротивление деформации полосы соответственно на входе и выходе j-й клети при двухмерном простом сжатии, МПа, j-1,j - коэффициенты, учитывающие соответственно влияние заднего и переднего удельного натяжения на смещение координаты нейтрального сечения, ед, - показатель деформации в j-й клети, ед, hj-1,hj - толщина полосы на входе и выходеj-й клети, мм, Δhj - абсолютное обжатие в j-й клети, мм, Δhj = hj-1 -hj, hн - высота металла в нейтральном сечении, мм. 2с j-1 = 1,15 0,2 j-1, (11) 2с j = 1,15 0,2 j, где 0,2 j-1, 0,2 j - сопротивление металла деформации на входе и выходе j-й клети, МПа: 0,2 j-1 =а + в j-1c, (12) 0,2 j = а + вjc, j-1,j - суммарное обжатие полосы соответственно на входе и выходеj-й клети, %, j 1 (h0 h j 1 ) h0 100 , j (h0 h j ) h0 52 100 ,h0 - толщина подката, мм. j-1= 1 - j-1 / 2 с j-1, (13) j= 1 - j / 2 с j, j-1, j - соответственно заднее (на входе) и переднее (на выходе) удельные натяжения в полосе в j-й клети, МПа. hн 2 j 1 1 1 h j 1 h j . j (14) = 2jlcj/ hj, где (15) j- коэффициента трения в j-й клети, ед, (рассчитываем по формуле А.П. Грудева ). l cj - длина дуги захвата c учетом сплющивания в j-й клети, мм. Коэффициент трения рассчитываем по формуле А.П. Грудева kсм [1 (0,4 0,01 j ) Rzj ] 0,1VBj2 j 0 , 07 , 2(1 VBj ) 3VBj2 1 0,25 50 0,005 50 (16) где kсм– коэффициент, учитывающий природу смазки, для синтетических масел равен 1. ε j –относительное обжатие в j-й клети, %, j (h j 1 h j ) h j 1 100 , Rzj – высота неровностей на поверхности рабочих валков в j-й клети, мкм, v50 – кинематическая вязкость смазки Quakerol 402-1-DPD при 50С, мм2/с, VB j – окружная скорость рабочих валков в j-й клети, м/с. VB j=Vj/(1+s j), (17) где V j - скорость полосы в j-й клети, м/с, s j – опережение, ед. V j=Vnhn /hj, (18) где Vn, hn- скорость и толщина полосы в последней n-й клети. Опережение будем рассчитывать по следующей формуле 53 Rcj h 2j sj 0,5 h R h j cj j 2 hн 1 , h j (19) где Rcj – сплющенный радиус рабочих валков в j-й клети, мм; j - нейтральный угол, рад[11]. l 2 cj Rcj , h j lcj xm (20) h j R j xm2 (21) , где хm - протяженность дуги контакта за линию центров валков, мм: xm pcp j R j C (22) , где Rj – радиус рабочих валков в j-й клети без учета сплющивания, мм, рср j– давление прокатки, рассчитанное на 1-м шаге итерации по ф.(10), С E =95000 МПа; 8(1 ) 2 Е=2,2105 – модуль Юнга металла; =0,3 – коэффициент Пуаcсона металла, m - шаг итерации. На первом шаге итерации хm =0. Усилие прокатки находим по формуле, МН: Рj= рсрj blcj, (23) где b– ширина полосы, мм. Расчет усилия прокатки является итерационным процессом. Итерация продолжается до тех пока не будет выполнено условие: Pjm Pjm1 Pjm1 100 , (24) где - точность приближений, принимаем = 5 %. Мпрj = ( рсрjln(hj-1 /hj) + j-1 - j ) bhjRj(1+ sj) . Соответственно на двух валках момент прокатки будет равен: Мпрj = 2 М'прj. 54 (25) Момент трения, кНм: M тр j 0,002 Р j 1,5d 0 0 Dp D0 Pj , (26) где dо - диаметр цапфы опорного валка, м; o - коэффициент трения в цапфе ПЖТ опорного валка, о=0,003; Dр, Dо - диаметр рабочего и опорного валка, м. Мдв = Мтр +Мпр 𝜂𝑖 , кН · м (27) где η – КПД механического привода валков, принимаем η=0,85 – 0,91; i–передаточное число редуктора, (мультипликатора). Мощность двигателя, рассчитывается по формуле: 𝑁дв = Мдв. ·𝑉в ·𝑖 𝑅 , кВт (28) 55 2.2.4.2 Алгоритм (блок-схема) расчета энергосиловых параметров. Начало 1 Р0=0 х0=lД 2 lc=R∙h+x02+ x0 3 Расчет pср 4 pср- p0 0,01 pср д а 7 нет 5 pсрR∙кр x0= 95000 Усилие Р 8 Опережение s 9 Момент 6 прокатки Мпр p0 =pср 10 Мощность прокатки Nпр Конец Рисунок 5. Блок-схема расчета энергосиловых параметров стана 56 2.2.4.3 Расчет и анализ энергосиловых характеристик принятых режимов прокатки полос расчетных профилей Контрольный пример приведен для 1-й клети стана 1400. Расчетным профилем является 08Ю толщиной 0,6 мм. Исходные данные: ширина полосы b =1270 мм, радиус рабочих валков Rj= 240 мм, входная и выходная толщина h0 =2,7мм и h1=1,55 мм, исх исходный условный предел текучести полосы – 02 230 МПа[7], коэффициенты кривой упрочнения стали – а = 34,6, n = 0,6[7], заднее и переднее удельные натяжения рассчитываются и принимаются равными 0 =45 МПа и 1=135 Мпа, скорость прокатки V5 =17,5 м/с, среднеарифметическая шероховатость рабочих валков первой клети – Rz = 3,2 мкм (гладкие), кинематическая вязкость эмульсии Quakerol 402-1-DPD при 500С 50 = 50 мм2 /с, номинальная мощность двигателей приводов –5000 кВт, i = 1,5806 – передаточное число редуктора, η = 0,9 – кпд передачи. Первый шаг итерации m=1. Принимаем х1 =0, P0=1 МН. h = 2,7 – 1,55 = 1,15 мм. 𝑙𝑐 = 0 + √1,15 ∙ 240 + 02 = 16,6 мм. 𝑅𝑐 = 16,62 1,15 = 240 мм. Для расчета нейтрального угла примем на первом шаге итерации hн=hср= (h0 + h1)/2=(2,7+1,55)/2=2,12 мм. 𝑠𝑗 = ( 240 1,55 − 0,5) ( 1,552 2 2,12 ) (1,15 − 1) = 0,106 ед. 240∙1,55 57 V 1= 3,92,7/1,55=6,8м/с. VB=6,8/(1+0,106)=6,1 м/с. 1 = ( 2,7 – 1,55 ) . 100 / 2,7 = 42,6 %. 𝜇1 = 1,0[1 + (0,5 + 0,01 ∙ 42,6) ∙ 3,2] 1 + 0,25√50 − 0,005 ∙ 50 [0,07 − 0,1 ∙ 3,92 ] = 0,044 2(1 + 6,1) + 3 ∙ 6,12 = 2 0,04416,6/ 1,15 = 1,29 ед. 0,2 0 = 230 МПа. 0,2 1 = 230 + 34,642,60,6 =558,6 МПа. 2с 0 = 1,15 230= 264,5 МПа, 0 =1 - 45/264,5= 0,889 2с 1 = 1,15 558,6= 642,4 МПа, 1 1 =1 – (105/642,4)= 0,792. 2·1,29 0,889 √0,792 2,71,29−1 ∙ 1,551,29+1 = 1,726 мм. ℎ𝑛 = 0,889 ∙ 264,5 2,7 2,7 1,29−2 [( ) 1,29−2 1,726 − 1] + = 426,03 МПа. 𝑝ср = [ +0,792 ∙ 642,4 1,55 1,29+2 1,726 1,29+2 [( 1,55 ) − 1] ] Р = 426,031,2716,610-3 = 9,55МН. Проверяем условие (24) 9,55−1 ∙ 100=855>5% 1 Второе приближение 𝑝ср 𝑅1 426,03 ∙ 240 = = 1,076 𝐶 95000 𝑥𝑚 = 2 = 1,076 + √1,15 ∙ 240 + 1,0762 = 17,72 мм 𝑙𝑐 = 𝑥𝑚 + √∆ℎ ∙ 𝑅 + 𝑥𝑚 𝛿=𝜇 2𝑙д 2 ∙ 17,72 = 0,044 = 1,38 ∆ℎ 1,15 0,889 √ ∙ 2,71,38−1 ∙ 1,551,38+1 = 1,745 мм 0,792 2∙1,38 ℎн = 58 0,889 ∙ 264,5 2,7 2,7 1,38−2 [( ) 1,38−2 1,745 − 1] + = 432,98 МПа 𝑝ср = [ +0,792 ∙ 642,4 1,55 1,38+2 1,745 1,38+2 [( 1,55 ) − 1] ] Р = 432,981,2717,7210-3 = 10,36МН. Проверяем условие (24) 10,36−9,55 10,36 ∙ 100=7,77>5% Третье приближение 432,98 ∙ 240 = 1,093 95000 𝑥𝑚 = 𝑙𝑐 = 1,093 + √1,15 ∙ 240 + 1,0932 = 17,85 мм 𝛿 = 0,044 2 ∙ 17,85 = 1,39 1,15 0,889 √ ∙ 2,71,39−1 ∙ 1,551,39+1 = 1,746 мм 0,792 2∙1,39 ℎн = 0,889 ∙ 264,5 2,7 2,7 1,39−2 [( ) 1,39−2 1,746 − 1] + = 433,78 МПа 𝑝ср = [ +0,792 ∙ 642,4 1,55 1,39+2 1,7465 1,39+2 [( 1,55 ) − 1] ] Р = 433,781,2717,8510-3 = 10,45МН. Проверяем условие (24) 10,45−10,365 10,45 ∙ 100=0,9>5% Условие выполняется, расчет закончен. Момент прокатки: 𝑀пр = 2 (10,45 ∙ 103 ∙ ln ( 2,7 1,55 ) + (45 − 105) ∙ 1,27 ∙ 1,55 ∙ 0,24(1 + 0,106)) = 166,8 кН·м, Момент, учитывающий трение в подшипниках жидкостного трения Опорных валков: 𝑀тр = 1,5 ∙ 0,74 · 0,003 ∙ 240 650 ∙ 10,45 ∙ 103 = 12,85 кН·м, 59 Рабочий момент приведённый к валу двигателя: 𝑀дв = 166,8+12,85 0,9∙1,5806 = 126,3 кН·м, Мощность двигателя 𝑁дв = 126,3∙3,9∙1,5806 240 = 3,56 мВт. Таблица 10. Режим и энергосиловые параметры прокатки полосы размером 2,70,61250 мм марки 08Ю Номер клети Толщина полосы h, мм Абсолютное обжатие, мм Относительноеобжатие,% частн. Коэф. трения сумм. Натяжение полосы, МПа Предел текучести, МПа 45 230,0 Сред. предел текучести, МПа Скорость прокатки, м/с 3,9 1 1,55 1,15 42,6 42,6 0,044 135 558,6 394,3 6,8 2 1,04 0,51 32,9 61,5 0,042 160 639,5 599,1 10,1 3 0,81 0,23 22,1 70,0 0,040 150 672,7 656,1 13,0 4 0,66 0,15 18,5 75,5 0,041 120 693,5 683,1 15,9 5 0,60 0,06 9,1 77,8 0,076 30 701,6 697,5 17,5 Продолжение таблицы 10. Среднее давление, клети МПа Номер Длина дуги захвата, мм Усилие прокатки, МН Момент на валу двигат., кНм Момент допустимый, кНм Мощность двигателя, МВт 1 433,7 17,72 10,4 133,8 192,9 3,6 2 684,2 12,93 12,1 93,9 121,8 3,5 3 733,2 9,51 9,6 98,5 121,2 3,7 4 817,3 8,40 9,5 97,9 117,5 3,7 5 1098,2 6,86 7,9 111,5 132,9 3,8 60 Таблица 11. Режим и энергосиловые параметры прокатки полосы размером 1,80,351220 мм марки 08пс Номер клети Толщина полосы h, мм Абсолютное обжатие, мм Относительноеобжатие,% частн. Коэф. трения сумм. Натяжение полосы, МПа Предел текучести, МПа 45 230,0 Сред. предел текучести, МПа Скорость прокатки, м/с 2,5 1 1,04 0,76 42,2 42,2 0,046 135 556,8 393,4 4,4 2 0,67 0,37 35,6 62,8 0,042 190 644,8 600,8 6,8 3 0,50 0,17 25,4 72,2 0,041 185 681,1 662,9 9,1 0,39 0,11 22,0 77,8 0,039 150 701,7 691,4 11,7 0,35 0,04 10,2 80,5 0,070 70 711,5 706,6 13,0 4 5 Продолжение таблицы 11. Длина дуги захвата, мм Усилие прокатки, МН Момент на валу двигат., кНм Момент допустимый, кНм Мощность двигателя, МВт 444,5 15,03 10,9 106,5 159,0 3,3 2 692,6 11,45 9,9 77,8 99,1 3,4 3 773,6 8,65 8,4 74,9 94,5 3,7 4 877,8 7,78 8,2 71,9 89,6 3,6 5 1174 6,53 7,6 81,8 97,6 3,9 Среднее давление, МПа 1 Номер клети Примечание: допустимая мощность на двигателях каждой клети равна 5МВт. 61 Таблица 12. Режим и энергосиловые параметры прокатки полосы размером 2,30,51250 мм марки 08пс Номер клети Толщина полосы h, мм Абсолютное обжатие, мм Относительноеобжатие,% частн. Коэф. трения сумм. Натяжение полосы, МПа Предел текучести, МПа 45 230,0 Сред. предел текучести, МПа Скорость прокатки, м/с 3,3 1 1,35 0,95 41,3 41,3 0,045 110 552,6 391,3 5,6 2 0,95 0,40 29,6 58,7 0,043 150 628,3 590,5 7,9 3 0,70 0,25 26,3 69,6 0,042 190 671,2 649,8 10,7 0,56 0,14 20,0 75,7 0,041 175 694,0 682,6 13,4 0,50 0,06 10,7 78,3 0,071 70 703,5 698,8 15,0 4 5 Продолжение таблицы 12. Длина дуги захвата, мм Усилие прокатки, МН Момент на валу двигат., кНм Момент допустимый, кНм Мощность двигателя, МВт 584,6 16,34 10,6 124,3 171,5 3,4 2 773,7 12,37 10,1 101,7 121,6 3,6 3 872,2 10,58 9,4 100,7 116,4 3,5 4 1003,5 8,97 8,8 98,8 110,0 3,8 5 1145,2 7,20 8,1 104,1 121,1 3,9 Среднее давление, МПа 1 Номер клети Примечание: допустимая мощность на двигателях каждой клети равна 5МВт. 62 2.2.5. Расчет производительности стана Принимаем цельный рулон , т.е. не имеет сварных швов [7]. Исходные данные G - масса рулона , т, G = 25 т. Vпр - скорость прокатки полосы, м/c, Vпр = 17.5 м/c. Vш.в – скорость прокатки сварного шва , м/c, Vш.в = 3,5 м/c, а - ускорение полосы, м/c2; a = 2,5 м/c2 ; b - замедление полосы, м/c2 ; b = 2,5 м/c2, Lк - расстояние между клетями , м; Lк = 4,7 м, Lнат.ст.1 - расстояние от натяжной станции до 1ой клети, м ; = 5 м; L5м - расстояние от 5ой клети до моталки, м; L5м = 4,8 м. Расчёт Цикл прокатки сварного рулона определяют из выражения: tц = tу+ tр+ tз+ tш.в, где tр- время прокатки рулона с рабочей скоростью, с; tу, tз - время прокатки с ускорением и замедлением соответственно, с; tш.в - время прокатки сварного шва, с; Длину прокатываемой полосы находим L G , hb где b, h - ширина и толщина готовой полосы, м; 63 Lнат.ст.1 ρ - плотность стали , ρ = 7.8 т/м3. 𝐿= 25 = 4274 м . 0,6 ∙ 10−3 ∙ 1,25 ∙ 7,8 Расстояние от натяжной станции до моталки Lш.в 4Lм L5 м Lнат.ст.1 4 5 4,8 5 29,8 м 30 м Длина полосы при прокатке сварного шва: Lп Lш.в Lм = 30+0,6 5 39,4 м 39 м . Lм - длина намотанных пяти витков полосы на барабан моталки, м. Время прохождения полосы через стан, заправка на барабан моталки и намотка пяти витков полосы на барабан: ш. в Lш. в Vш.в 30 10 с. 3 Время ускорения стана с полосой: tу Vпp Vш.в а 17,5 3 5,8 с. 2,5 Соответствующая длина полосы: Lу Vпр Vш.в t у 17,5 – 3 5,8 84,1м 84 м . Время замедления полосы при выходе из стана tз Vпp Vш.в b 17,5 3 5,8 с. 2,5 Соответствующая длина полосы Lз Vпр Vш.в t з 17,5 – 3 5,8 84,1 84м . Длина полосы, прокатываемой с рабочей скоростью: 64 𝐿𝑝 = 𝐿 − 𝐿у − 𝐿з − 𝐿ш.в = 4274 − 84 − 84 − 30 = 4076 м . Машинное время прокатки полосы с рабочей скоростью: 𝑡𝑝 = 𝐿𝑝 4076 = = 233 𝑐. 𝑉𝑛𝑝 17,5 Цикл прокатки рулона: 𝑡ц = 𝑡р + 𝑡з + 𝑡у + 𝑡ш.в = 233 + 5,8 + 5,8 + 10 = 255 с. Расчёт часовой производительности стан будем производить исходя из цикла прокатки одного рулона. Величину часовой производительности Пч определяем по формуле [7]: Qч 3600 G Кисп , tц К м где Км – расход металла при прокатке, т/т (Км =1,003-1,004, т/т); Кисп – коэффициент использования стана (Кисп=0,85). 𝑄ч1 = 3600 ∙ 25 ∙ 0,85 = 298 т/ч. 255 ∙ 1,0035 Время прокатки: 𝜏1∑ = 400000/298 = 1342,28 ч; 𝑄𝜏2 = 130 т/ч; 𝜏2∑ = 400000/130 = 3076,92 ч; 𝑄𝜏3 = 217 т/ч; 𝜏3∑ = 400 000 / 217 = 1843,32 ч; Время работы: 𝜏∑ = 𝜏1 ∑ + 𝜏2 ∑ + 𝜏3 ∑ = 1342,28 + 3076,92 + 1843,32 = 6263 ч. 65 2.3 Обеспечение процесса прокатки 2.3.1 Контроль качества проката Холоднокатаный прокат – это высококачественный продукт, который используют во многих отраслях промышленности. Для того чтобы его получить необходимо осуществлять контроль технологии и качества обрабатываемого металла. От состояния поверхности проката во многом зависит качество дальнейших технологических операций при изготовлении деталей, конструкций из металла. В таблице 13 представлены основные и наиболее распространенные дефекты проката, возникающие на различных агрегатах, а также способы их устранения. Таблица 13. Дефекты прокатки и способы их предотвращения Наименование Причины происхождения дефекта дефекта разнотолщинность Мероприятия по устранению Разнотолщинность Сделать перевалку, проверить горячекатаной полосы, качество шлифовки валков и повышенный эксцентриситет работу вальцешлифовальных валков, неправильная станков,перераспределить обжатия настройка стана Коробоватость Неудовлетворительная Охладить середину бочки рабочего тепловая профилировка валка и подогреть края бочки, рабочих валков, износ рабочих регулируя количество подаваемой валков, несоответствие режима эмульсии, использовать обжатий выбранному профилю противоизгиб рабочих валков, рабочих валков, засорение сделать перевалку рабочих валков, форсунок подачи эмульсии и контроль засоренности форсунок, технологической смазки при необходимости провести их чистку 66 Волнистость (односторонняя и двусторонняя) Порез Отпечатки рабочих валков Вкатанная крошка, риски Несоблюдение регламента прокатки по ширине,неравномерность деформации по ширине полосы,неудовлетворительная геометрия подката,неправильная настройка стана по перекосу рабочих валков,неудовлетворительная тепловая профилировка рабочих валков,большая выработка рабочих валков,перезагрузка клети по обжатию Производить прокатку от «широкого» типоразмера к «узкому». При односторонней:устранить перекос рабочих валков. При двусторонней:уменьшить расход эмульсии на середину бочки рабочих валков, увеличить расход эмульсии на крайние зоны, уменьшить обжатие в клети,увеличить уставку изгиба рабочих валков,увеличить выпуклость рабочих валков Неравномерная деформация по ширине полосы (чрезмерное обжатие),выработка рабочих валков,прокатка полосы со складкой или загнутой кромкой,перекос при задаче полосы в клеть,уменьшение натяжения полосы ниже допустимого предела Уменьшить обжатие в клети, сделать перевалку рабочих валков, установить значения натяжений в соответствии с ТИ Навары на рабочих валках, задиры валков при пробуксовках, неудовлетворительная работа системы гидростатики рабочих валков Сделать перевалку, контроль работы системы гидростатики рабочих валков Попадание в очаг деформации вместе с эмульсией металлических частиц, некачественная шлифовка рабочих валков, низкая концентрация эмульсии Увеличение концентрации эмульсии, сделать перевалку, проверить качество шлифовки валков и работу вальцешлифовальных станков Недостаточное охлаждение рабочих валков Прочистить форсунки коллекторов. Увеличить расход эмульсии. Повысить температуру эмульсии. Загрязнение поверхности полосы Низкая температура эмульсии Недостаточная смазывающая способность эмульсии 67 Увеличить содержание эмульсола в эмульсии. Царапины Повышенная загрязненность эмульсии Увеличить время работы магнитного фильтра. Провести частичную замену эмульсии. Механическое травмирование поверхности полосы проводковой арматурой на агрегате при аварийных остановках Своевременная зачистка проводковой арматуры технологического агрегата Контроль за технологическим процессом в первую очередь должен осуществляться технологическим персоналом цеха на каждом переделе и участке. Для того чтобы облегчить этот контроль существуют определенные средства измерения, обладающие высокой точностью. В таблице 14 представлен перечень основных средств измерений, осуществляющих контроль технологического процесса и готовой продукции. Таблица 14. Перечень контролируемых параметров и средства их измерения Измеряемый параметр Наименование средства измерений Диапазон измерений Толщина полосы Продольная и поперечная разнотолщинность Изотопный толщиномер 0,1-5,0 мм Погрешность (ПГ), цена деления (ЦД), класс точности (КТ), класс допуска (КД),дискретность (d) и др. ПГ ±0,10 % микрометр листовой 0-10 мм ЦД 0,01 мм 0-3000 мм КТ 2 0-1000 мм ЦД 1 мм 0-300 мм ЦД 1 мм 0-1900 м/мин 0-3000 т (0-30МН) 0–250 кН 0-800кН 0,01-9,99 мкм ПГ ±1 % Ширина полосы, диаметр рулона Серповидность полосы Рулетка измерительная металлическая линейка Выступающие витки рулонов, телескопичность, линейка Скорость прокатки Тахогенератор Усилие прокатки Датчик Брандта Удельное натяжение полосы (суммарное) Месдоза Шероховатость полосы Профилограф профилометр 68 ПГ ±0,1 % ПГ ±1 % ПГ ±1 % ПГ 0,02 мкм 2.3.2 . Автоматизация процесса Система автоматического регулирования плоскостности полос в процессе прокатки. Стабильность процесса холодной прокатки и плоскостность полос зависят от оснащенности станов средствами контроля и регулирования плоскостности, от диапазонов изменения регулирующих воздействий. При холодной прокатке, характеризующейся высокими уровнями натяжения полосы, используются методы контроля плоскостности, основанные на косвенной оценке неравномерности удельных натяжений. Достоинство таких методов — возможность контроля качества полосы до возникновения видимой неплоскостности [15]. Контрольно-измерительная аппаратура широко применяется при регулировании плоскостности на станах холодной прокатки. В качестве регулирующих органов применяются разнообразные средства и приемы — основные из них: отклоняющий ролик с регулируемой формой образующей, который устанавливают после последней клети или перед любой клетью непрерывного стана; осевое перемещение промежуточных валков (пяти- и шестивалковые клети); валковые системы с регулируемой выпуклостью бочек; гидроизгиб валков; перекос валков в вертикальной и горизонтальной плоскостях; тепловое профилирование валков посредством дифференцированной подачи охлаждающей эмульсии; тепловое воздействие на полосу с различной интенсивностью по ширине; рассогласование скоростей валков; осевое смещение рабочих валков; различного вида станочные профилировки валков; изменение шероховатости валков по длине бочки; колебание полосы в горизонтальной плоскости в процессе прокатки [15]. На рисунке 6 представлена схема системы автоматического регулирования плоскостности полос в последней клети стана холодной прокатки. На рисунке 7 69 пока заны основные функции, которые включают подсистемы регулирования и сбора информации в последней клети. Рисунок 6 . Схема автоматического регулирования плоскостности в последней клети многоклетевого стана холодной прокатки 70 Эпюра (i ) отклонения 71 Qi=KQCn i Охлаждение S=KSC1(C3) Перекос F=KFC2(C4) Гидроизгиб валки Рисунок 7. Функциональная схема подсистемы автоматического регулирования и сбора информации о плоскостности Cn (n>4) C1 C3 C2 C4 валки воздействий на ()ост информации Сбор УВМ прокатки Протокол Автоматический режим режим Ручной Регулирование Непрерывный отжиг натяжения . Контроль о . функциям ортонормированным базисным . . Формирование . Разложение п Fi - усилие, измеряемое i-й секцией измерителя, Н; Т0 - общее натяжение полосы, Н; В, h - ширина и толщина полосы, мм. Колпаковые печи В подсистеме реализован принцип замкнутого управления по отклонению, что делает ее достаточно надежной и эффективной. Уставки отдельных независимых каналов подсистемы гидроизгиба, перекоса рабочих валков и дифференцированной по длине бочки валков подачи смазочно-охлаждающей жидкости (СОЖ) рассчитываются по модифицированным формулам. Если расчет и реализация управляющих воздействий гидроизгиба и перекоса валков не вызывает на практике больших затруднений, то эффективное управление подачей СОЖ намного сложнее [15]. Математическое обеспечение (описание алгоритма). Алгоритмы управления гидроизгибом валков и подачей смазочноохлаждающей жидкости модернизируется в направлении устранения выявленных недостатков САРП [15]. Для адекватного отображения параболической составляющей произвольной эпюры удельных натяжений использовали аппроксимацию ее второй ортонормированной функцией (многочленом) Лежандра. В результате получили коэффициент разложения эпюры (использовали формулу Симпсона численного интегрирования): 5 n1 1 C2 i P2 yi 1 P2 y1 n P2 y n , n i 1 2 (29) где С2 – коэффициент разложения; i- показания стрессометра; i = 1, …, 2 n– число секций стрессометра на ширине полосы; yi 1 i , P2(y) второй n полином Лeжaндpa, P2 y 1 3 y 2 1 Наибольшее значение P2(y) равно +1, а 2 наименьшее -0,5. В качестве предложено использовать разность между экстремальными значениями параболической аппроксимации, которая равна 72 C 2 0,5C 2 1,5C 2 Таким образом, г срА крА 1,5С2 где (30) срА , крА , – отклонения удельных натяжений в середине и на краю аппроксимирующей параболы [15]. Для учета запаздывания во времени действия гидроизгиба установили экспериментальным путем зависимость С2 от скорости прокатки V. Методом корреляционно–регрессионного анализа эта зависимость была получена в виде линейного уравнения C2 a0 a1h a2 B a3V , где (31) h, B – толщина и ширина полосы, мм; V – скорость прокатки, м/мин; a0, a1, a2, a3 – коэффициенты уравнения регрессии. Для двух различных значений скорости V(t) и V(t- t), отвечающих двум моментам времени можно записать C2 t t a0 a1h a2 B a3V t t C2 t a0 a1h a2 B a3V t где (32) t – время, с. Если рассчитан коэффициент C2(t- t) то, решая систему, для коэффициента С2(t), получим выражение C2 t C2 t t a3 V t V t t (33) Получим выражение для регулировочного значения неравномерности натяжения, в котором отражены параболическая составляющая эпюры 73 натяжения и зависимость от изменения скорости прокатки: г 1,5 С2 t t a3 V t V t t (34) В результате статистического анализа массива экспериментальных данных получена регрессионная зависимость (при числе опытов N = 150): C2 12,032 0,0917 В 0,057V 43,404 h, Rмн = 0,79; F = 80,84; Sост = 20,02 – значения коэффициента множественной корреляции, критерия Фишера и остаточного среднеквадратичного отклонения; их величина свидетельствует о точности и достоверности уравнения регрессии [15]. Окончательная формула для расчета усилия гидроизгиба рабочих валков в момент времени t принимает вид: Fг t 1,5K F где t h C 2 t t 0.057V t V t t , B2 (35) – момент времени, изменение которого позволяет с любой частотой прогнозировать и формировать упреждающее воздействие усилия гидроизгиба. Регулировочное значение усилия гидроизгиба будет рассчитываться по формуле K 1 FГР К m FГPl FГ К t . l 1 (36) При прохождении сварного шва через пятую клеть уставку гидроизгиба необходимо рассчитывать по величине первого нового измерения С2 при значении коэффициента КF 0,03 (для полос шириной B 1300 мм) и КF 0,08 (для полос шириной B < 1300 мм). В дальнейшем регулировочная уставка рассчитывается по формуле при КF = 0,003 м3 [15]. Для стабилизации условий трения по ширине очага деформации предложено фактическую уставку расхода СОЖ вычислять по формуле Q jP Qmax Qmax . расч. Q j расч. , (37) 74 где Q jP – фактическое регулировочное значение расхода СОЖ в j-и зоне коллектора,%; Qmax – максимально возможный расход СОЖ в отдельной зоне ( 100%); Qmax.расч. – максимальная величина расхода СОЖ в отдельной зоне, рассчитанная по формуле ,%; Qj(расч.) – рассчитанная по формуле величина расхода СОЖ в j-и зоне коллектора, %. При этом минимальная величина Q jp 0,3 0,4 Qmax . При включении САРП управляющий канал гидроизгиба рабочих валков отрабатывает параболические составляющие эпюры удельных натяжений и фиксируется на достигнутом уровне. Дальнейшей регулирование производится только подачей СОЖ, Включение более быстродействующего канала гидроизгиба валков обуславливается только лишь необходимостью оперативной отработки резких скачков эпюры натяжения. После отработки возмущений этот управляющий канал фиксируется на достигнутом уровне и дальнейшее регулирование производится за счет изменения расходов СОЖ по зонам распределительного коллектора. Это повысит продолжительность работы оборудования стана [15]. Разработанные алгоритмы управления гидроизгибом рабочих валков и подачей СОЖ позволят повысить эффективность работы САРП. Для получения холоднокатаных полос с плоскостностью, отвечающей требованиям последующей технологии, необходимо иметь возможность задания эпюры натяжений при регулировании. Для введения в систему регулирования плоскостности заданной эпюры натяжения предложено модифицировать алгоритмы управления гидроизгибом рабочих валков и подачей CОЖ. Формула принимает следующий вид: 75 FГ t 1,5K F h C2 t t C2 зад 0,057V t V t t , B2 (38) где С2(зад) – заданная эпюра натяжения (ее параболическая составляющая). Учитывая ограниченность диапазона регулирования плоскостности с помощью гидроизгиба рабочих валков, необходимо корректировать величину расхода СОЖ по длине бочки валков следующим образом[15]. Сравниваются между собой фактические (Fф), и граничные максимально допустимые – Fдоп ) значения усилия гидроизгиба. Если | Fф | > | Fдоп |, то вычисляется разность F= Fф - Fдоп а затем определяется добавочное регулировочное значения отклонения натяжения доб j и FB 2 KFh вычисляется (39) необходимое количество СОЖ, компенсирующее неравномерность натяжения, неустраненную) гидроизгибом: Q j K Q Tj доб j h, где j = 1, 2, 5, 7, 8, 9. Если фактическое усилие гидроизгиба получается со знаком минус, то оно сравнивается с минимальным граничным значением (100 % дополнительного изгиба), если же со знаком плюс - то с максимальным граничным значением (100 %) противоизгиба). Для средних зон распределительного коллектора (j = 4, 5, 6) расчет расхода СОЖ производится по формуле: Q j K Q Tj доб j h. Для того, чтобы получить (40) полосу 76 с пониженными удельными на-тяжениями на кромках, необходимо уменьшить расход СОЖ в крайних зонах коллектора, соответствующих кромкам полосы. В этом случае расход СОЖ следует производить по следующей формуле: Q j K Q Tj зад h, где зад - задаваемое отклонение удельных натяжений; зад = (0,7–0,8) ср – на кромках полосы (j = 1, 2, 5, 7, 8, 9), в средней части полосы (j= 4, 5, 6 – при B < 1400 мм, j = 3,4,6,7 – при В 1400 мм). При задании эпюры в систему подачи СОЖ исключается необходимость в использовании гидроизгиба валков для отработки задаваемой эпюры натяжения. Однако, при этом следует учитывать ограниченность диапазона регулирования с помощью СОЖ. Разработанная методика позволяет задавать в САРП эпюру удельных натяжений в соответствии с конкретными условиями прокатки и в зависимости от требования последующей технологии обработки полосы. 2.3.3 Подготовка валков Валки, вновь поступившие на стан, а также вываленные из клетей стана при очередной перевалке, подвергаются шлифовке. При наличии полного парка валков перешлифовку производят после выравнивания температуры по длине бочки валка или остывания валков до температуры воздуха внутри цеха. Если имеется разность температур по дине бочки валка, то перешлифовка осуществляется корректировкой профилировок. Подготовка рабочих валков Съем активного слоя с бочки за перешлифовку рабочих валков должен обеспечить полное удаление внешних дефектов, глубина которых определяется контрольным врезом шлифовального круга в тело валка или по показаниям дефектоскопа на станках фирмы « Геркулес ». 77 При отсутствии дефектов съем с валка за перешлифовку (разность диаметров, измеренных по центру бочки валка, до и после шлифования) должен быть не менее: - для валков 1,2,3,4 клетях пятиклетевого стана – 0,40 мм, При перешлифовке валков необходимо, чтобы: 1. Отклонение от заданного профиля в симметричных сечениях составило не более: - для валков, отшлифованных на станках фирмы «Геркулес» 0,005 мм, - для валков отшлифованных на станках фирмы «Тошиба» 0,01 мм; 2. Овальность, конусность, биение бочки по диаметру не более чем 0,005 мм.[18] Подготовка опорных валков Съем при перешлифовке опорных валков должен обеспечивать полное удаление дефектов (вмятина, выкрошка и т.д.). Опорные валки с отдельными глубокими выкрошками предварительно зачищают вручную шлифовальной машинкой, при этом наличие острых граней не допускается. Опорные валки с отдельными глубокими выкрошками и опорные валки, перешлифованные по дефекту "навар" ("оков"), эксплуатировать в нижнем положении в 1 и 2 клетях 5ти клетевого стана. При перешлифовке валков необходимо, чтобы: - отклонение от заданного профиля в симметричных сечениях - не более 0,03 мм, - овальность, конусность, биение бочки по диаметру не более 0,008 мм, Съем за одну перешлифовку с опорных валков, эксплуатирующихся в клетях №№ 1 - 4 пятиклетевого стана - не менее 2 мм или до удаления дефектов. Потребность в валках Эффективность работы прокатного стана и качество производимой на нем продукции в значительной степени зависит от основного рабочего инструмента – прокатных валков. В цеховых затратах на передел доля затрат на валки для 78 станов холодной прокатки составляет 15-25%. Таким образом, расход валков существенно влияет на себестоимость проката.[18] Для бесперебойной работы цеха необходимо иметь 10-15 пар рабочих валков. Потребное число опорных валков – 7-8 пар. 79 2.4 Проектирование главной лини клети Основные параметры и размеры Диаметр рабочего валка D = 480 мм и длина бочки L = 1400 мм. Номинальный диаметр опорного валка оценивают по формуле: Выбираем из параметрического ряда ГОСТ 5399 – 69, получаем - Do = 1300 мм. Максимальный ход верхнего валка H=0,05K2 xD = 0,05·1·480=24, по 5-му приближению Н=30 мм (34) Для клети холодной прокатки значение коэффициента k2=1. Min диаметр рабочего и опорного валков после переточек и перешлифовок: D1 (1 k ) D (1 0,08) 480 441,6 1 440 мм, (35) D 2 (1 k 0 ) D0 (1 0,05) 1300 1254 1 1250 мм. (36) где k = 0,08 и k0 = 0,05 - коэффициенты уменьшения диаметров рабочих и опорных валков при переточках и перешлифовках. Другие характеристики валков приведены в таблице 15. Таблица 15. Характеристики валков Назначение валков Рабочие Опорные Материал Сталь 9Х2МФ Сталь 9ХФ Е, G*, МН/м2 кН/м2 HSD [σ] [τ] [σк] Н/мм2 Н/мм2 Н/мм2 2,10∙105 0,79∙108 90 140 80 5200 2,10∙105 0,79∙108 60 120 - 2120 Здесь Е и G* - модули упругости первого и второго рода, HSD- твердость бочки по Шору, [ ], [τ], [σк]-- допускаемые напряжения изгиба, кручения и контактные. Плотность материала стальных кованых рабочих и опорных валков, а также других изготовленных из проката и кованых деталей ρ 1 = 7,8, чугунных рабочих валков ρ 2 = 7,2, стальных литых деталей ρ 3 = 7,6, бронзовых направляющих на стойках станины ρ 4 = 8,6 т/м3. 80 Наибольшие размеры сопряжённых с рабочим валком деталей - подушек и головок шпинделей - не должны превышать его минимального диаметра. Высота подушки H1 D1 10 440 10 430 мм. (37) Исходя из этого условия принимаем зубчатые шпиндели ШЗ-5, у которых диаметр головки D3 380 мм . Расчётное усилие, действующее на детали и узлы в окне станины (полусуммы усилий прокатки и противоизгиба рабочих валков) Y = 5.6 D02 =5,613002 =9,75MH (38) Усилие противоизгиба, действующее на одну шейку рабочего валка Y1 = 0,05DY = 0,050,488,75 = 0,23МН. (39) Узел рабочего валка Подбор подшипника. Оценка наружного диаметра: D4 ≤ H1 – 0,05D = 430 – 0,05480 =416 мм. (40) Следуя этой оценке, подбираем четырёхрядный радиально-упорный подшипник с коническими роликами № 330758А. Его габаритные размеры D4=412,648 мм, d1=304,902 мм, B2=266,700 мм , С=2,86, МН. Эквивалентная динамическая нагрузка в предположении, что усилие противоизгиба рабочих валков всегда максимально, а осевые силы отсутствуют, а также отвечающий такой нагрузке 90-процентный ресурс подшипника: Y2 = 1,1k4Y1 = 1,11,20,21 = 0,277 MH, 10 6 C Lh 60n3 Y2 3, 33 10 6 2,86 60 528 0,277 (41) 3, 33 57004 ч. где kT 1,1 - температурный коэффициент при температуре в подшипнике 50°С; k4 - коэффициент динамичности, равный 1,2 [7]; С - коэффициент динамической грузоподъёмности [7]. Ширина подушки: 81 B1 = 1,75H1 = 1,75430 = 752,5 4 750 мм. Размеры шейки, конца валка и подшипникового узла (рисунок 10): l1 = B2=266,7 3 270мм, l2 = E(l1 – 3B2 / 4) = E(270-3·270/4)=69 мм, l3 = E(l2 + B2 – 5) = E(69 +270 – 5)=330 мм, l4 = 2l1 – l2 – l3 = 2·270-69-330=141 мм, l5 = 0,65l2=0,65·69=41,8 3 40мм, d2 = d1 + 2l2 tan150=304,902+2·69·0,2679= 342 мм, d3 = d1 – 10 = 304,902-10=294,9023290мм, d4 = 0,9d1 =0,9·304,902=274,413 275мм, d5 =200, s1 = 150, l6 = l23 – 10 =70-10=60, l7 = 280 мм. Четыре последних размера определил по [7]. L1 = L+2l1 =1500+2270=2040 мм, L2 = L+2(2l1 +l5+l6+l7)=1500+2(2270+40+60+280)=3220 мм, D5 =1,07H1 =1,07430 =460,1 3 460 мм, D6 = 0,9D4 = 0,9412,648=371,383 370 мм. Остальные необходимые для вычерчивания узла валка размеры следует назначать конструктивно. Узел рабочего валка с подушкой приведен на рисунке 8. 82 Рисунок 8. Узел рабочего валка с подушкой: 1, 3 – узлы крышек и уплотнений (не проработаны); 2 – подушка; 4 – гайка. Масса, момент инерции и крутильная податливость одного валка: G1 = 𝐽1 = 𝑒1 = πρ1 4 d3 −d3 2 1 + l3 d12 + l4 d23 + l5 d24 + (l6 + l7 )d25 ]] = 2,59 т, [LD2 + 2 [6 tan 15° d5 −d5 πρ1 2 1 + l3 d14 + l4 d43 + l5 d44 + l6 d45 ]] = 0,063 тм2, [LD2 + 2 [10 tan 32 15° 32 L [ + 2[ π∙G D4 d −d ( 2 1) 2 2 tan 15° 5 d5 2 −d1 10 tan 15° + l3 d41 + l4 d43 + l5 d44 + l6 d45 ]] = 3,598 ∙ 10−5 кНм-1. Момент инерции здесь подсчитан без учёта приводных концов длиной l7, а масса – с их учётом. Масса одной подушки и узла одного рабочего валка при средней плотности заполнения ее объема ρ5 = 6 т/м3: G2=2ρ5l1(H1B1–πd12/4)=26,00,24(0,430,75–3,140,3042/4)=0,85т, G3=G1+2G2=2,59+20,82=4,23 т. 83 Узел опорного валка Подбор подшипника жидкостного трения по размерам и нагрузочной способности. Диаметр ПЖТ принимаем по таблице 16 [7] максимально возможным так, чтобы минимальный диаметр валка превышал высоту подушки: H 2 D2 / 2 1250 625 мм где размер H2 соответствует типоразмеру d=900 мм, который и следует принять к установке. Опорный валок изображен на рисунке 9. Относительную длину подшипника определяют в зависимости от нагрузки так, чтобы удельное давление на площади диаметрального сечения подшипника при работе в длительном режиме не превышало 16-17 Н/мм с учётом графика нагрузочной способности, а в кратковременном 21,0-22,5 Н/мм. Расчётные удельные давления в подшипниках при l/d=0,75 и l/d=0,90: q1 Y (15,58 d (l / d ) 2 13,08), H / мм 2 . Таблица 16. Размеры элементов узла опорного валка, мм, и масса ПЖТ [7] d l d6 d7 d8 d9 d10 l8 l9 l10 l11 900 800 891 800 640 450 380 125 840 500 290 270 590 l14 l15 l16 l17 B4 D7 D9 H2 d11 D8 B6 470 630 1035 1110 1350 970 1250 610 500 720 218 4,52 4,08 84 l12 l13 G 5.1 G 5.2 Рисунок 9. Опорный валок Таблица 17. Данные для построения графика нагрузочной способности ПЖТ Координаты точек А Сорт масла d 10-5 nон1 q21 nон2 q22 nон3 q23 nон4 q24 33 21 18 46 21 160 12 400 7 50 25 17 96 21 220 12 400 8 900 МС-20 q1, Н/мм2 25 20 15 l/d=0.75 10 А1 l/d=0,9 5 0 0 100 200 300 400 Рисунок 10. График нагрузочной способности ПЖТ 85 500 n, мин-1 Наибольшая и наименьшая частоты вращения втулки-цапфы подшипника опорных валков: nов= 185мин-1; nон=39мин-1. Окончательно принимаем ПЖТ, с характеристиками d=900 мм, l/d=0,9 мм, сорт масла МС-20, =0,0005. Конструкция подушек и подшипникового узла. Валок. Размеры валка, принятые согласно [7], а также его габаритная длина: d6 = 891 мм, d7 = 800 мм, d8 = 640мм, d9 = 450 мм, d10= 380 мм, l8 = 125 мм, l9 = 840мм, l10 = 500 мм, l11 = 290 мм, l12 = 270мм. L3=L+2(l8+ l9+ l12)+l10+ l11=4760 мм. Масса и момент инерции одного валка: G4 где 3 LD02 4 d63 d73 d73 d83 (l10 l11)d92 2l12d102 21,92т. 3a1 3a2 a1 = (d6-d7)/2l8, a2=tg(arctg 0,1)=0,1. J2 3 32 [ LD04 d 65 d 75 d 75 d85 (l10 l11 )d 94 2l12d104 )] 3,688тм2 5a1 5a2 Подшипниковые узлы и подушки. Основные размеры. Конструкция подушки и подшипникового узла опорного валка представлена на рисунке 11. 86 Рисунок 11. Конструкции подушек и подшипниковых узлов опорного валка ПЖТ: d = 900 мм, l13 = 590мм, l14 =470 мм, l15 = 630 мм, l16 = 1035 мм, l17 = 1200мм, l18 = l17 + l11 - l10 = 990 мм, L4 = L + 2l3 = 2680 мм, L5 = L4 + l17 + l18 = 4860 мм, D7 = 970 мм, D10 = 1,2d10 = 456 мм, подшипник качения: d11=500 мм, D8=720 мм, B6=218 мм [ табл.16], подушки: H2=610мм, B4=1350мм, D9=1250 мм[ табл.16]. H3 = В4/2 = 675 мм, H4 = H1+Н2 = 1040 мм. Масса одного ПЖТ [ табл. 16], одной подушки и узла одного опорного валка: G5=4,52т, G6 = 5l16[(H3 + H4)B4 - H1B1 - D72/4] = 8,61т. 87 G7 = G4 + 2(G5 + G6) = 48,6 т. Устройства для установки валков Принятые параметры устройств для установки валков, необходимые для проектирования, в которой j-порядковый номер устройства, z-число гидроцилиндров в устройстве, p-гидравлическое давление в системе, МПа, ijскорость поршня, мм/с, k7-коэффициент Все гидроцилиндры поршневого типа, материал их корпусов и крышек – сталь с допускаемыми напряжениями []=120H/мм2. Рисунок 12. Поршневой гидравлический цилиндр Таблица 18. Исходные параметры устройств для установки валков j Назначение устройства 1 Установка зазора между валками (нажимное) 2 Уравновешивание верхнего опорного валка 3 Уравновешивание и противоизгиб рабочих валков и z 2 4 4 p 25 16 16 u 5 10 10 Суммарные усилия на штоках половины гидроцилиндров каждого устройства (расположенных в окне одной станины): Y31=Y=9,76MH, Y32=1,4G7/2/100=0,34 MH, Y33= Y1+1.2G3/2/100=0,25MH, 88 Y34=( G3+G7)/100=0,53MH. где 1,4 и 1,2 – коэффициенты переуравновешивания для валков с подушками. Ход поршня каждого гидроцилиндра для обеспечения максимального подъема и компенсации переточки валков: H 51 = H + D - D1 + (D0 - D2)/2 = 100 мм, H 52 = H + 2D -2D1 + D0 - D2= 160 мм, H 53 = H + D - D1 = 70 мм, H 54 = D - D1 + (D0 - D2)/2 = 70мм. Далее расчёт ведётся для j=1,…,4; пример расчёта приведён только для нажимного устройства, а все результаты представлены в таблице 19. Диаметр поршня: d 12 j 10 3 d 121 10 3 4 2Y3 j z j p j ; 4 2 9,46 694 5 700 мм, 2 25 Толщина конструктивных элементов гидроцилиндра (стенки, днища, крышки, поршня): t0 j d 12 j t 01 700 2 (1 1 ) 82,986 2 85 мм, 2 120 / 25 1 2 (1 1 2 ); [ ] / p1 1 Наружный диаметр: d13j= d12j+ 2t0j = 870 мм, Высота корпуса: H6j= H5j+ 3t0= 350 мм, Диаметр и длина штока: d14j= 0,8jd12j = 560 мм; l1=H=30 мм l2=2(D1+D2//2-H4)=50 мм l3=D1 - H1 = 10мм 89 l4=H/2=15 мм l19j= H 5j+ t 0 j+ ∆lj= 210 мм; Масса одного гидроцилиндра в сборе: G8 j 6 4 2 2 2 [ H 6 j d13 j ( H 6 j 3t 0 j ) d12 j l19 j d14 j ] 1,74 т;. 9. Оценки расхода масла и мощности насоса: Q1 N2 j 2 z1 u1 d 121 5,50 л / с; 4 p jQ j ; N 21 p1Q1 137,4кВт ; где =0,7-механический КПД гидроцилиндра. Таблица 19. Результаты расчёта устройств для установки валков. j Y3 H5 d12 t0 d13 H6 d14 l l19 G8 Q N2 1 9,46 95 700 85 870 350 560 30 210 1,74 5,50 137,4 2 0,34 160 120 10 140 190 95 50 220 0,02 0,65 10,3 3 0,25 70 110 10 130 100 85 10 90 0,01 0,54 8,7 Компоновка гидроцилиндров: При виде сбоку расстояния по осям гидроцилиндров уравновешивания верхних рабочего и опорного валков составляют: B3=( B1+ D4)/2=532,25 540мм, B5=( B1+ B4)/2 = 1050мм. Высота цилиндра нажимного устройства при забое новых валков: H71’ = H71 + H = 410 мм. Размеры пакета подкладок под подушки нижнего опорного валка (сечение B7B7 и высота H7 при новых и H7’ при переточенных рабочих валках): B7 = 2d144 = 250 мм, H74 = H64 + l4 = 140 мм, H74= H74 + H64= 205 мм. 90 Узел станин Толщина бронзовых направляющих планок на внутренних поверхностях стоек и размеры окна по ширине и высоте (рисунке 13,14): t = D0/40 = 331 30 мм, B8 = B4 + 2 ∙ t = 1410мм, H8 = 2D + D0 + 2H3 + H71+ H74 =4160 мм. Размеры сечений стоек и поперечин: h1=b1=b2=l15=630 мм, h2=1,5h1=945 мм. Внешние габариты и радиус скругления наружног контура: B9=B8+2h1=2670 мм, H9=H8+2h2=6050 мм, R1=D0/2=650 мм. 91 Рисунок 13. Компановка элементов в окне станины: 1 - гидроцилиндр нажимного устройства; 2 - подушка верхнего опорного валка; 3 - подушка верхнего рабочего валка; 4 - подушка нижнего рабочего валка с гидроцилиндрами уравновешивания и противоизгиба рабочих валков; 5 подушка нижнего опорного валка с гидроцилиндрами уравновешивания верхнего; 6- планка; 7 - комплект подкладок. 92 Ширина лапы, высота лапы и бобышки: b3=h3=0,2D0=224 мм 2 260 мм, h4=1,25h3=330 =>1325 мм Привязка линии прокатки и низа лап к низу окна станины: H10= H74+ H3+D0/2+D=1945 мм, H11=h3=260 мм. Диаметр и базы четырёх шпилек для крепления станины к плитовине: d15 = 0,08D0 + 10 = 114 мм B10=B9+b3=2930 мм, l20=b1/2=315 мм. Диаметр болта округляют в большую сторону до ближайшего в ряду метрических резьб (М115). Масса одной станины и направляющей планки: G9=25[h1b1H8+h2b2H9-R12b2(2-/2)] =47,52 т. G9’=7t[H8-400l15]=0,61 т. Короба соединительные Два соединительных короба крепятся болтами к верхней и нижней поперечинам станин. Толщина стенок и фланцев, диаметр крепёжных болтов: t1=0,02D0=26 мм, t2=1,25t1=33мм, d16= 33 мм. Толщины округляют до целых в соответствии с общепринятым правилом, а диаметр болтов – до ближайшего размера метрической резьбы в меньшую сторону. Число болтов – 6 – 8 на каждый фланец (по 3 – 4 в ряду), расстояния между болтами назначают конструктивно. Высота и ширина фланцев: H12= h2 -10=935 мм, B12= B8=1410 мм. 93 Ширина и длина короба: B11= B12-2∙2,5d16=1245 мм, L6=L4 -b2=2050 мм. Масса одного короба: G101=26[H12B11t2+(L6-2t2)H12t1+(B12-2t1)(L6-2t2)t1]= 2,39 т. Плитовины и масса узла станин. Плитовины представляют собой балки Г – образного сечения на которые станины опираются лапами. Каждая лапа крепится к плитовине двумя шпильками диаметром d15, каждая плитовина крепится к фундаменту четырьмя фундаментальными болтами диаметром d15. Основные размеры плитовины, включая длину: H13=0,5D0=650 мм, h5=b3=260 мм, b4=b3=260 мм. B13=2b4=520 мм, L7=L4+2∙b1=3940 мм. Масса одной плитовины и узла станин: G11 = 5[h5 + H13]b4L7 =7,08 т, G12 = 2[G1 + 2G2’ + G10 + G11] = 116,44т. 94 Рисунок 14. Станина (а), короб соединительный (б) и лапа на плитовине (в) Установка клети Масса клети: G13 = 2[G3 + G7 + G81 + G84] + G12 = 225,77 т. Уровень линии прокатки относительно опорных поверхностей лап (плечо опрокидывающей силы): H14 = H10 - H11 + H13 = 2335 мм. Максимально возможный опрокидывающий момент: M ОПР 2,5 30(4 N )u 2 3 4 2 H 14 1 2,31МНм. _ D 1000 n д Усилия, прижимающие плитовину к фундаменту: Y4.5 0,41 G13 M ОПР МН. 1,85 200 B9 B13 Удельное давление наиболее нагруженной плитовины на фундамент: 95 q3 Y5 0,90 Н/мм2 <[q] = 1,5…2,0 Н/мм2. B13 L7 Шпиндельное соединение Исходя из небольшого подъёма верхнего рабочего валка и эксплуатационных характеристик принимаем зубчатый шпиндель ШЗ 5. Основные размеры шпинделя ШЗ 5 приведены в таблице 20. Таблица 20. Передаваемый крутящий момент, кНм и основные размеры, мм Типоразмер [M]3 D3 ШЗ 5 75 d5 d17 D30 l7 l23 l24 l25 s1 380 200 320 300 280 70 150 655 150 Шпиндель допускает кратковременную 1,5-кратную перегрузку. Диаметр тела шпинделя и напряжения кручения в нём: d18 = d5 = 200 мм; τ2 = М12 /(0,2d183) = 80,4/(0,20,203) = 49,6 МПа. Длина шпинделя по осям шарниров: L8 = 5D3 = 5380 = 1900 мм. Наибольший угол наклона верхнего шпинделя в верхнем положении верхнего валка номинального диаметра при совпадении осей нижнего валка номинального диаметра и двигателя нижнего валка, а также при а0 = D. Максимальный угол наклона для отечественного шпинделя [a] = 1,5⁰ [1]. а = arctg(H/L8) = arctg(30/1900) = 0,9046⁰< [a]. Масса и момент инерции шпинделя: 1 D33 d183 G14 2 l7 l24 l240 l250 D 2l d 4 6tg 30 2 3 2 7 5 D d18 2 + L8 2 l240 l250 3 1,01 т, т; d18 5,48 2 tg 30 96 1 D35 d185 J3 2 l7 l24 l240 l250 D 2l7 d 32 10tg 30 4 3 2 5 D d18 4 2 2, + L8 2 l240 l250 3 0,2471тм тм . d18 0,0153 2tg 30 Из диапазона k6 =1,0 – 1,8 коэффициент ответственности передачи принят на уровне k6=1,2 для случая, когда поломка шпинделя приводит только к аварии линии клети. Для случая спокойной работы равномерно нагруженных механизмов коэффициент условий работы передачи принят k7=1,0 (k7=1,0 – 1,5). Конструкция зубчатого шпинделя представлена на рисунке 15. Рисунок 15. Конструкция зубчатого шпинделя Сдвоенный редуктор 97 В качестве материала для изготовления зубчатых колёс редуктора и шестерённых валков по ГОСТ 4543 - 71 принята сталь 35ХМ с поверхностной закалкой токами высокой частоты до получения твёрдости зубьев НRС = 48. Предел выносливости зубьев при изгибе, соответствующий базовому числу циклов напряжений [7]: σ0Flimb = 800 МПа; σНlimb = 17НRC + 200 = 1016 МПа; σFР = 0,4 σ0FlimbYN= 0,48001 = 320 МПа; где YN= 1 – коэффициент долговечности для числа циклов напряжений, превышающего базовое [7]; σНР = 0,9σНlim / SH = 0,91016/1,2 = 762 МПа; где SH = 1,2 – коэффициент запаса прочности для зубчатых колёс с поверхностным упрочнением зубьев [7]. Рисунок 16. Сдвоенный редуктор Межцентровое расстояние передачи из условия контактной выносливости: 𝑎𝑤 = 𝐾𝑎 (𝑢 + 1)2 √ 𝑀12 𝐾𝐻𝛽 2 𝑢2 𝛹𝑏𝑎 𝜎𝐻𝑃 = 550 мм. Расчётное значение межцентрового расстояния округляют до следующего большего из параметрического ряда по ГОСТ 2185 – 66. Принимаем 𝑎𝑤 = 560 мм. 98 где 𝐾𝐻𝛽 = 1,25 – коэффициент, учитывающий неравномерность распределения нагрузки по длине контактных линий, при высокой твёрдости зубьев и двухопорном расположении зубчатых колёс ; 𝐾𝑎 = 430 – коэффициент для косозубых и шевронных передач; 𝜓𝑏𝑎 = 0,63 – коэффициент ширины зуба. Нормальный модуль зацепления из условия выносливости при изгибе: 𝑚 = 𝐾𝑚𝑎 𝑀12 (𝑢+1)𝑌𝐹𝑆 2𝜎 𝑢𝜓𝑏𝑎 𝑎𝑤 𝐹Р Расчётный = 7,81 мм; результат округляют до следующего большего из параметрического ряда по ГОСТ 9563 – 60. Принимаем m = 8 мм. 𝑌𝐹𝑆 = 3,6 – 4,2 – коэффициент формы зуба; примем 𝑌𝐹𝑆 = 3,9. Задавшись углом наклона зуба β = 10⁰, определим числа зубьев шестерни и колеса: 2𝑎𝑤 cos 𝛽 2 ∙ 560 ∙ 𝑐𝑜𝑠 10⁰ 𝑧1 = 𝐸 ( ) = 𝐸( ) = 66; 𝑚(𝑢 + 1) 9(0,9 + 1) 2𝑎𝑤 cos 𝛽 2 ∙ 560 ∙ 𝑐𝑜𝑠 10⁰ 𝑧2 = 𝐸 ( ) − 𝑧1 = 𝐸 ( ) = 71; 𝑚 9 u = z2 / z1 = 71/66 = 1,075; (𝑧1 + 𝑧2 )𝑚 (64 + 58) ∙ 9 𝛽 = 𝑎𝑟𝑐𝑐𝑜𝑠 ( ) = 𝑎𝑟𝑐𝑐𝑜𝑠 ( ) = 11,880 . 2𝑎𝑤 2 ∙ 560 Проверка коэффициента осевого перекрытия: 𝜓𝑏𝑎 𝑎𝑤 sin 𝛽 0,63 ∙ 560 𝑠𝑖𝑛 11,38 = = 2,89 > 1. 𝜋𝑚 𝜋∙9 Диаметры делительных окружностей: 𝜀𝛽 = Dд1 = mz1 / cosβ = 866/cos11,88 = 539 мм; Dд2 = mz2 / cosβ = 871/cos11,88 = 580 мм. Межцентровое расстояние ведомых валов: a0 = D = 480 мм. Ширина колёса: b5 = ψbaaw = 0,63560 = 352,8 мм =>4 350 мм; 99 Расстояние между заплечиками ведущих и ведомых валов: если Dд1 + 2m + 10 = 515 + 29 + 10 = 616 >a0; L9 = 4b5 = 4350 = 1400 мм. Расстояние по концам ведущих и ведомых валов: L10 = L9 + l6 + l7 + l26 = 1400 + 60 + 280 + 240 = 1980 мм. Минимальный зазор между вращающимися колёсами и стенками корпуса: 3 𝑡3 ≈ 3√2𝐷д1 + 𝐷д2 = √2 ∙ 539 + 580 = 11,95 =>2 15 мм. Уровень нижнего ведущего вала относительно основания и толщина нижнего пояса: H15 = (Dд + 2m)/2 + 4t3 + a0/12 =398,22=> 400мм; h6 = a0 / 10 = 480/10 = 48мм => 50мм. Ширина и высота редуктора: B14 = 2(Dд1+m)+Dд2+2t3+a0/30 =1711,6 =>3 1720мм; H16 = Dд + 2m + 1,1a0 + 5t3 = 1199,4 =>3 1200 мм. Напряжения кручения в концах ведомых и ведущих валов: τ3 = τ2 = 29,1 МПа < [τ], т.к. d18 = d5; τ4 = M13 /(0,2d193) = 0,0856/(0,20,283) = 45,8 МПа. Масса (с приводным концом) и момент инерции ведущего вала в сборе: 𝜋𝜌1 2 2 𝐺15.1 = + (𝐿9 − 𝑏5 )(𝑑19 + 0,02)2 + 𝑙26 𝑑19 [𝑏5 𝐷д1 ] = 0,99 т; 4 𝜋𝜌1 4 𝐽4.1 = + (𝐿9 − 𝑏5 )(𝑑19 + 0,02)4 ] = 0,0246 тм2 . [𝑏5 𝐷д1 32 Масса (с приводным концом) и момент инерции ведомого вала в сборе: 𝜋𝜌1 2 𝐺15.2 = + (𝐿9 − 𝑏5 )(𝑑5 + 0,02)2 + (𝑙6 +𝑙7 )𝑑52 ] = 1,12т; [𝑏5 𝐷д2 4 𝜋𝜌1 4 𝐽4.2 = + (𝐿9 − 𝑏5 )(𝑑5 + 0,02)4 + 𝑙6 𝑑54 ] = 0,030 тм2 . [𝑏5 𝐷д2 32 Масса редуктора: G16=ρ3[H16B14L9 – (H16 – 0,03)(B14 – 0,02)(L9 – 0,02)]+2(G15.1+G15.2) = 5,32т. Зубчатые муфты 100 Для сочленения двигателя нижнего валка с редуктором используем муфты типа МЗ, а двигателя верхнего валка – муфты типа МЗП с промежуточным валом. Для сочленения якорей двухъякорных двигателей применяют специальные муфты, но мы воспользуемся муфтами типа МЗ. Примем муфту МЗ 12, параметры приведены в таблице 21. Таблица 21. Параметры зубчатой муфты[7] № [M]4, d19 , кНм мм мм 250 590 12 100 D11 , D12 , D13 , L11 , B15 , l 26 , G171 , J 51 , мм мм мм мм мм т т·м2 490 340 485 60 240 0,55 0,022 На рисунке 17 сверху от осевой линии изображена муфта МЗ, а снизу комбинация полумуфт МЗ и МЗП В моменте инерции муфты, как и в случае шпинделей, учтем вклад концов сочленяемых валов. ∗ 𝐽5.1 = 𝐽5.1 + 2𝜋𝜌1 4 𝑙26 𝑑19 = 0,0234 тм2 . 32 Рисунок 17. Муфта зубчатая Главные двигатели 101 Номинальные мощность и частота вращения каждого якоря двигателей: N = 1250 кВт; n = 250 мин-1. Масса (с концами валов) и момент инерции: G18 = 2,4(N/n)0,9 = 2,4(1250/250)0,9 = 4,14 т; J6 = 0,05(N/n)1,5 + πρ1/32(3l28 + l29 + l30)(d19 + 0,02)4 = 0,5125 тм2. Основные размеры каждого якоря: D14 = 820(N/n)0,3 = 820(1250/250)0,3 = 1300 мм; D15 = 0,8D14 = 0,81300 = 1040 мм; D16 = 0,5D14 = 0,51300 = 650 мм; l28 = 0,2D14 = 0,21300 = 240 мм; l29 = 0,6D14 = 0,61300 = 780 мм; l30 = 0,4D14 = 0,41300 = 5200 мм; H17 = D14 / 2 = 1300/2 = 650 мм; h7 = 0,08D14 = 0,081300 = 104 мм =>1100 мм; В16 = 1,2D14 = 1,21300 = 1560 мм; Масса (с концами валов), момент инерции якоря N G18 0,75 nд N J 6 0,05 _ n 0,9 1 4 2l26 3l28 l29 l30 l19 0,02 4,14 т, 1, 5 ·1 32 (3·l 28 l 29 l 30 )·(d19 0,02) 4 0,521тм 2 , Масса одного якоря двигателя в сборе N G19 2,4· _ nд 2 0,9 9,60т. . 102 Рисунок 18. Якорь двигателя Общая компоновка Здесь определены положение разбивочных осей и габаритные размеры комплекса, уровни отдельных его составных частей относительно пола цеха, а также совокупные физические характеристики (рисунок 18). Рисунок 19. Компоновка клети холодной прокатки. Расстояние по осям клети и ближайшего шарнира универсального шпинделя: L12 = L2 / 2 – l6 – l7 +l23 + l24 = 1490 мм. Расстояние по осям редуктора и ближнего от него шарнира зубчатого шпинделя: L13 = L9 / 2 + l23 + l24 = 920 мм. Расстояние по осям редуктора и ближнего от него якоря двигателя привода нижнего валка: L14 = L9 / 2 + 2l26 + 20 +2l28 + l30 = 2240 мм. 103 Расстояние по осям якорей двигателя в каждой линии (коллекторы якорей развернуты друг относительно друга): L15 = 2(l26 + l28 + l29) + 20 = 2580 мм; где добавка 20 мм учитывает зазоры между валами, сочленяемыми муфтами. Длина промежуточного вала привода верхнего валка: l27 = 2(l26 + 3l28 + l29 + l30) + 20 = 5140 мм. Масса и момент инерции муфты МЗП и промежуточного вала: G17.2 = 2G17.1 + πρ1 /4 l27(d19 + 0,02)2 = 2,62 т; J5.2 = 2J5.2 + πρ1 /32 l27(d19 + 0,02)4 = 0,0561 тм2. Габаритная длина линии клети от крышки ПЖТ со стороны обслуживания до свободного конца вала якоря двигателя: L17 = l18 + L4 / 2 + L12 + L8 + L13 + L16 + L15 + l30 + 2l28 + l26 =18165 мм. В действительности габаритная длинна линии несколько больше расчётной т.к. со свободным концом вала двигателя сочленяют тахогенератор. Уровень элементов главной линии относительно пола: - линия прокатки: U0 = +800 мм; - низа плитови: U1 = U0 – H10 + H11 – H13 = -1475 мм; - низа редуктора: U2 = U0 – D/2 – H15 = 160 мм; - низа двигателей привода нижнего валка: U3 = U0 – D/2 – H17 = -90 мм; - низа двигателей привода верхнего валка: U4 = U3 +a0 = 390 мм. Масса комплекса прокатной клети с приводом: G20 = G13 + 2G14 + G16 + 3G17.1 + G17.2 + 4G18 = 275,8 т. Приведённые к валу двигателей моменты инерции линий для расчёта динамического момента, возникающего при разгоне и торможении линии нижнего и верхнего валков клети холодной прокати и их сумма. 104 2 J 7.1 J1 J 2 D / D0 J 3 J 4.2 / u 2 J 4.1 2 J 5.1 2 J 6 1,631тм 2 , J 7.2 J 7.1 - J 5.1 J 5.2 1,663тм 2 J 7 J 7.1 J 7.2 3,294тм 2 , . 105 2.5 Параметры смежных агрегатов Отделение колпаковых печей Колпаковые печи используются для рекристаллизационного отжига рулонов холоднокатаной стальной полосы в атмосфере водородного защитного газа. Рулоны массой 30 т из углеродистой стали обыкновенного качества, качественной углеродистой с размерами полосы шириной 900 – 1270 мм и толщиной от 0,4 до 1,5 мм при наружном диаметре 1850 мм (850 мм внутренний) подвергаются отжигу при температуре 620-720 С в зависимости от марки металла. Максимальная температура нагревательного колпака 850 оС. Температура нагрева по стендовому термоэлектрическому преобразователю для толщин следующая: - для полосы толщиной до 0,5 мм включительно – 650 оС; - для полосы толщиной от 0,5 до 0,7 мм включительно – 670 оС; - для полос свыше 0,7 до 1,0 мм включительно – 690 оС; - свыше 1,0 до 1,5 мм включительно – 700 оС; Перед отжигом происходят следующие операции: - загрузка; - для обеспечения лучшего прогрева и увеличения площадки контакта защитного газа с металлом между рулонами укладывают конвекторные кольца; - производят визуальный осмотр состояния муфеля на отсутствие трещин и прочих дефектов, На газонепроницаемой простой по конструкции фундаментной плите смонтирован корпус стенда из жаропрочной стали с толщиной теплоизоляции 500 мм, заключённой в вогнутый металлический корпус. Герметичность между стендом и муфелем обеспечивается водоохлаждаемым резиновым уплотнением, расположенным на стенде. Для приёма отжигаемой стопы служит опорная плита, опирающаяся на размещённые на стенде опоры. После загрузки рулонов стопу накрывают муфелем, который плотно прижимается к водоохлаждаемому кольцу при помощи восьми гидроцилиндров 106 двойного действия. Для правильной установки муфеля на стенд с двух сторон муфеля расположены два направляющих кольца, с помощью которых муфель центрируется. Нагревательный колпак насаживается на две направляющие стойки. Центрирование колпака осуществляется за счёт двух направляющих колец с вводным направляющим конусом. Нагрев печи производится с помощью двенадцати основных горелок, размещённых по четыре штуки в трёх плоскостях через каждые два метра по высоте и окружности печи. Горелки оснащены запальными устройствами, которые зажигаются при помощи электродов, и электронным устройством контроля факела. Охлаждение происходит ступенчато, сначала воздухом, затем водой до 160 о С. В верхней части охлаждающего колпака вентиляторы просасывают воздух снизу вверх, что приводит к обдуву и хорошему обтеканию горячего муфеля холодным воздухом, снятию внутренних остаточных напряжений в колпаке. Затем вступает в действие специальный агрегат комбинированного охлаждения, который завершает вторую фазу охлаждения, ополаскивая водой защитный колпак. Исходные данные: объем производства А0 = 465,7тыс. т в год; годовой фонд рабочего времени T0 7000 ч; относительная масса исходного рулона gb =20т/м; плотность материала полос (сталь) 7,85 т/м3; коэффициент использования агрегата 0 0,85 ; коэффициент расхода металла при отжиге 0 1,005 ; предельная высота стопы рулонов H 5 ,1м. Пропускная способность отделения колпаковых печей: 𝐴 𝑣0 𝑃0 = (𝑇0 0 𝜇0 ) = 465700∙1,005 7000∙0,85 = 78,6т/ч. Масса рулона 107 𝐺 = 𝑔𝑏 ∙ 𝑏 = 20 ∙ 1,27 = 25,4 т. Число рулонов в садке 𝐻 5,1 𝑧𝑝 = 𝐸 ( ) = 𝐸 ( )=4 𝐵 1,27 Масса садки 𝐺𝑐 = 𝑧𝑝 ∙ 𝐺 = 4 ∙ 25,4 = 101,6т. Длительность нагрева и выдержки под колпаком при категории вытяжки ВОСВ 𝑡𝑘 = 1,43𝐺 + 22 = 1,43 ∙ 25,4 + 22 = 58,3ч. Пропускная способность одного колпака 𝑃𝑘 = 𝐺𝑐 𝑡𝑘 101,6 = 58,3 = 1,74 т/ч. Задолженность стенда печи 𝑡𝑐 = 2,25 ∙ 𝑡𝑘 + 5 = 2,25 ∙ 58,3 + 5 = 136,2 т/ч. Пропускная способность одного стенда печи 𝑃0 = 𝐺𝑐 𝑡𝑐 = 101,6 136,2 = 0,746 т/ч. Задолженность стенда ускоренного охлаждения 𝑡 0 = 1,7 ∙ 𝐺 + 26 = 1,7 ∙ 25,4 + 26 = 69,2 ч. Пропускная способность одного стенда ускоренного охлаждения 𝑃0 = 𝐺𝑐 𝑡0 = 101,6 69,2 = 1,47 т/ч. Число колпаков для отжига и стендов ускоренного охлаждения рулонов 𝑃 𝑧 𝑘 ≥ 𝐸 ( 0 ) = 36; 𝑃 𝑘 𝑃 𝑧 с ≥ 𝐸 ( 00) = 80; 𝑃 𝑃 𝑧 0 ≥ 𝐸 ( 00) = 42. 𝑃 Примем 𝑧 𝑘 = 37, 𝑧 с = 80, 𝑧 0 = 43. Отделение обслуживается двумя технологическими кранами (с учетом резервного). 108 Дрессировочный стан Дрессировка – это холодная прокатка с малыми обжатиями в пределах 0,5 – 3 %. Дрессировка холоднокатаного металла обеспечивает придание мягкому листовому металлу некоторой упругости и исключение изломов и перегибов, а также улучшение качества его поверхности. Коробоватость и волнистость уменьшаются. Применение малых обжатий обеспечивает упрочнение поверхностного слоя металла и сохраняет недеформированными внутренние слои. В результате чего предотвращается образование линий сдвига при штамповке и создается хорошее сочетание механических свойств. Натяжение при дрессировке выбирают исходя из марки стали, ширины и толщины полос. Величина его должна быть такой, чтобы не происходило пластического растяжения полосы. Необходимо учитывать, что с ростом удельного натяжения деформация полосы увеличивается, причем в случае дрессировки полос малой площади поперечного сечения увеличение обжатий весьма значительно (от 0,4 до 5%) при увеличении удельного натяжения с 20 до 90 Н/мм2. В связи с этим натяжение при дрессировке нужно поддерживать постоянным. Дрессировку автолистовой стали ведут с обжатием – 0,8 – 1,2%. Агрегат непрерывного горячего цинкования (АНГЦ) В составе цеха предусмотрена установка 2 агрегатов непрерывного горячего цинкования. Условно агрегат горячего цинкования можно разделить на три части. Первая включает в себя ряд установок, необходимых для организации непрерывности процесса: разматыватели, правильную машину и т.д. Вторая часть агрегата предназначена для очистки поверхности листа от следов эмульсии. Третья часть агрегата представляет собой башенную печь для термической обработки полос. Производительность АНГЦ - 300 тыс. т. в год. 109 В сортаменте АНГЦ А0 = 600 тыс. тонн полос. Фонд рабочего времени Т0 = 7500 ч, среднечасовая производительность агрегатов цинкования Q0 = 78,8т/ч, масса рулона G=25 т. Объем производства одного агрегата цинкования 𝐴𝑖 = 𝐴0 ∙ 𝑎𝑖 = 600 ∙ 0.5 = 300 тыс. т. Масса рулона G=25 т. Годовое количество рулонов 𝑍= 𝐴∙𝜐 𝐺𝑝 = 300000∙1,02 25 = 12056 шт. Пропускная способность агрегата 𝑃0 = 𝑄0 ∙𝜐0 𝜇0 = 39,4∙1,02 0,85 = 47,2 т/ч. Агрегат непрерывного отжига (АНО) В проектируемом цехе предусмотрена установка одного агрегата непрерывного отжига. Hазначение: теpмическая обpаботка холокатаных полос в pежиме обезуглеpоживания, pекpисталлизации, комбиниpованного отжига обезуглеpоживание - pекpисталлизация. Hагpев полосы электpический. Размеpы исходных полос: -толщина 0,35-1,0 мм -шиpина 700-1270 мм Масса pулонов до 30 т. Размеpы исходных pулонов: -диаметp внутpенний 600 мм -диаметp наpужный 1050-2300 мм. Атмосфеpа обезуглеpоживания - азотноводоpодная смесь с объемной долей водоpода 50-70 %. Атмосфеpа pекpисталлизации - азотноводоpодная смесь с объемной долей водоpода 5-15 %. 110 Ванна пpедваpительной обpаботки с последующей сушкой полосы газовыми гоpелками. Имеется возможность нагpева полосы с помощью газовых гоpелок пеpед ванной пpедваpительной обpаботки. Проектная производительность агрегата - 250000 т/год. В сортаменте АНО А0 = 250 тыс. тонн полос. Фонд рабочего времени Т0 =7500 ч, среднечасовая производительность Q0 = 30 т/ч, масса рулона G=25 т. 𝐴𝑖 = 𝐴0 ∙ 𝑎𝑖 = 250 ∙ 1 = 250 тыс. т. Масса рулона G=25 т. Годовое количество рулонов 𝑍= 𝐴∙𝜐 𝐺𝑝 = 250000∙1,01 25 = 10200 шт. Пропускная способность агрегата 𝑃0 = 𝑄0 ∙𝜐0 𝜇0 = 30∙1,01 0,85 = 36 т/ч. 111 3 Социально – экономические результаты 3.1 Охрана труда 3.1.1 Анализ условий труда на проектируемом объекте Прокатное производство – крупнейший вид металлургического производства, завершающий его этап, призванный удовлетворять постоянно растущие потребности заказчиков. Большие объемы производства требуют установки в прокатных цехах высокопроизводительных прокатных машин и агрегатов, обрабатывающих металл на высоких скоростях. Так, скорость прокатки сортовой стали составляет 15 - 75 м/с, листовой до 30 м/с на станах горячей прокатки, свыше 30 м/с на станах холодной прокатки. Для проведения резки, правки, травления, нанесения покрытий используют агрегаты, скорость обработки металла на которых обеспечивает высокую их производительность. Масса исходных материалов возросла до 20 - 40 т при прокатке на обжимных и листовых станах. Это потребовало применения мощного механического и электрического оборудования. В качестве привода валков прокатных станов используют индивидуальные электродвигатели мощностью 10 тыс.кВт и более, листовых станов до 10 тыс.кВт и т.д. Возросли требования к транспортированию огромных масс исходных материалов для проката. Поэтому надежность подъемно-транспортных устройств повышается, так как эти устройства работают, при высоких температурах (в связи с контактом горячего металла с деталями и механизмами ПТУ), механических воздействиях (ударные и фрикционные нагрузки) и загрязнениях атмосферы воздуха производственных помещений (газами, пылью и т.д.). Разумеется, эти выделения могут вызывать снижение эксплуатационной надежности оборудования и приводить к преждевременному выходу из строя его элементов. В прокатном производстве персонал может подвергаться воздействию опасных и вредных факторов, оказывающих влияние на здоровье. При этом число и уровень производственного фактора зависят от типа прокатного стана. 112 Для проведения операций нагрева исходных материалов для прокатки используют в основном газообразное топливо, сгорание которого приводит к образованию газов (оксиды азота, серы и др.). Охлаждение прокатных изделий и проведение термической обработки в потоке за прокатным станом требуют больших объемов воды, а следовательно, устройств для очистки и ввода ее в оборотное водоснабжение. Таким образом, при производстве проката из черных металлов и сплавов имеют место крупномасштабные механизированные технологические процессы, применяются высокопроизводительные машины и агрегаты, позволяющие производить обработку металла различного назначения. Однотипные опасные и вредные факторы возникают при выполнений различных технологических персонала. Большое операций, влияние создавая оказывает опасность наличие поражения вспомогательного оборудования, обеспечивающего транспортирование металла, его резку, правку, охлаждение, термическую обработку, нанесение покрытий, отделку и упаковку готовых изделий. В большинстве случаев эти операции проводятся в потоке на линиях непрерывной обработки. При этом изменяются физико-механические свойства металла, что также создает опасности, инициирующие несчастные случаи. Например, при холодной прокатке листовой стали упрочнение подката и появление трещин из-за неравномерной деформации могут привести к разрыву полосы, разлету ее частей и поражению персонала стана. Таблица 22. Опасные и вредные производственные факторы 113 № п/п 1 1 Выполняемая Применяемые Опасный или работа машины, вредный (технологическая механизмы, производственоперация) приспособления, ный фактор а также материалы, вещества 2 3 4 Транспортировка Краны Опасность рулонов грузозахватные, падения груза, рулоны поражение электротоком 2 Травление Травильная линия, полосы, соляная кислота, рулоны стали Опасность поражения электротоком, химические ожоги соляной кислотой 3 Прокатка Прокатный стан, радиационный толщиномер, СОЖ, полосы Механические травмы, ионизирующие лучи, шум 4 Отжиг 6 Резка, упаковка Колпаковые печи, АНО, природный, доменный газы, рулоны, полосы Агрегат резки, агрегат упаковки полоса, металл, материалы Опасность взрыва, отравления газом, термические ожоги Механические травмы, шум Общие мероприятия по защите или нормализации 5 Обозначение границ опасных зон, заземление электрооборудования Защитное заземление, зануление. Защитные кожухи,экраны. Установки отсоса паровкислоты Защитные устройства. Обозначение границ опасных зон Защитные кожухи экраны. Вентиляция Защитные кожухи экраны. Обозначение границ опасных зон Продолжение таблицы 22 114 1 2 7 Нанесение защитного термического покрытия 8 Отгрузка 3 АЗТП, полосы, рулоны, обезжиривающий раствор, печь Грузозахватные краны, рулоны, листы металла 9 При всех выполняемых работах 4 Механические травмы, термиче ские ожоги, отра вление газом Механические травмы, пораже нияэлектрото ком Неудовлетворительные метеоусловия, освещенность. Повышенные фоновые значения шума, загазованности, запылённости, теплового облучения, электромагнитного воздействия пожарная опасность т.п. 5 Защитные кожухи, экраны. Вентиляция Обозначение границ опасных зон Отопление, вентиляция, кондецианирование, дополнительное освещение, местные отсосы и т.п. 3.1.2 Мероприятия по нормализации условий труда 3.1.2.1 Опасные производственные факторы Опасность механического травмирования Источниками указанной опасностимогут быть все движущиеся машины и механизмы, а также их части, приспособления, механизмы. К ним относятся: краны, используемые в цехе валки прокатных станов, профилирующие дискипрофилегибочного стана, передаточные транспортеры, движущиеся части агрегатов резки полосы, тележки петлевых устройств, разматыватели. моталки. Опасность представляют: внутрицеховой транспорт, мостовые краны, электрокары. Причинами возможных травм могут быть: выход из строя технологического оборудования, средств сигнализации, несоблюдение техники 115 безопасности при работе на конкретном оборудовании в режимах нормальной работы и технологического обслуживания. К таким нарушениям можно отнести превышение максимальной грузоподъемности мостовых кранов, скорости прокатки, превышение номинальных значений натяжений полосы в стане, превышение давления в гидроцилиндрах и т. д.[19] В целях защиты персонала от механических травм согласно ГОСТ 12.2.003 - 91 предусматривается полная автоматизация основных технологических операций. При заправке полосы с разматывателей в непрерывные агрегаты, устанавливаются автоматические отгибатели концов полосы, автоматическая обвязка и удаление ленты и рулонов. На профилегибочном стане с каждой стороны установлены защитные фотоэлементы, вызывающие отключение напряжения на стане в случае их пересечения. В зоне работы мостовых кранов предусматриваются места для переходов, широкое применение автоблокировок, исключающих неправильную эксплуатацию оборудования, а также попадание человека в опасную зону. При этом срабатывает звуковая и световая сигнализация. В целях безопасности введено ограничение скорости движения внутрицехового транспорта и транспортеров до 1 м/с. Опасность ожогов Источником термических ожого вможет быть электрическая дуга на стыкосварочных машинах, рулоны металла, подогретые в тоннельны хпечах перед АНО. К источникам химических ожогов можно отнести соляную кислоту, содержащуюся в травильном растворе. Опасность ожогов кислотами существует на агрегате турбулетного травления и в отделении подготовки эмульсии. Для предупреждения термических ожогов, которые могут возникнуть на АНО и в травильным и прокатном отделении применяются замкнутые теплоизоляционные экраны, а также защитное ограждение[24]. Все процессы термообработки максимально механизированы и автоматизированы. Химических ожогов, которые могут возникнуть в отделении 116 подготовки эмульсии и на агрегате турбулентного травления, можно избежать путем тщательной герметизациитравильных ванн и кислотных трубопроводов. Опасность поражения электрическим током ГОСТ 12.1.019-79 – Электробезовастность. Общие требования Здание цеха Помещениями насыщено повышенной трансформаторные всевозможным опасности подстанции, электрооборудованием. являются распределительные электроподвалы, и преобразующие устройства. Для питания электрооборудования цеха спользуется внутрицеховая подстанция 10/0,4 кВт. Для питания электродвигателей главных приводов стана используется напряжение 800В постоянного тока. Основную нагрузку цеха составляют электронагревательные печи агрегатов термообработки. Эти нагреватели питаются от собственных КТП с помощью магистрального шинопровода. Для обеспечения надежности работы и удобства эксплуатации все комплексное электрооборудование установлено в вентилируемых с очисткой воздуха помещениях. Причиной поражения электрическим током может являтся соприкосновение с неизолированным оборудованием, поврежденной изоляцией, для защиты отпоражения электрическим током все электроустановки размещены в шкафах и помещениях недоступных для посторонних лиц (распределительные шкафы, трансформаторные будки). Для электроустановок с напряжением свыше 1 кВт предусматривается предупреждающая сигнализация. Прокладка кабелей в основном, осуществляется в кабельных тоннелях, двойных полах, каналах и открытом по металлоконструкциям. Для прокладки кабелей в фундаментах, насыпном грунте, а также для механической защиты кабелей в цехе предусмотрены трубы. Управление агрегатов с поста производится с использованием напряжения 35-40 В. ГОСТ 12.1.030-81 – Электробезопастность защитное заземление зануление. Предусмотрено заземление корпусов электрооборудования, органы 117 управления выполнены из диэлектриков. Для защиты оборудования от перегрузок применяется релейная защита. 3.1.2.2 Вредные производственные факторы Метеоусловия (микроклимат) По СанПиН распространяются 2.2.4.548-96 на всю оптимальные рабочую зону, показатели микроклимата допустимые показатели устанавливаются дифференцированно для постоянных и непостоянных рабочих мест. Допустимые величины показателей микроклимата устанавливаются в случаях, когда по технологическим требованиям, техническим и экономическим причинам не обеспечиваются оптимальные нормы. В кабинах, на пультах и постах управления технологическими процессами, в залах вычислительной техники и других производственных помещениях при выполнении работ операторского типа, связанных с нервно-эмоциональным напряжением, должны соблюдаться оптимальные величины температуры воздуха 22-24°С, его относительной влажности 60-40 % и скорости движения (не более 0,1 м/с). Перечень других производственных помещений, в которых должны соблюдаться оптимальные нормы микроклимата, определяется отраслевыми документами, согласованными с органами санитарного надзора в установленном порядке. При обеспечении оптимальных показателей микроклимата температура внутренних поверхностей конструкций, ограждающих рабочую зону (стен, пола, потолка и др.), или устройств (экранов и т.п.), а также температура наружных поверхностей технологического оборудования или ограждающих его устройств не должны выходить более чем на 2 °С за пределы оптимальных величин температуры воздуха. При обеспечении оптимальных и допустимых показателей микроклимата в холодный период года следует применять средства защиты рабочих мест от 118 радиационного охлаждения от остекленных поверхностей оконных проемов, в теплый период года - от попадания прямых солнечных лучей. Запыленность, загазованность В ВШМ при перешлифовке валков в большом количестве выделяется абразивная пыль. По ГОСТ 12.1.005-90 концентрация абразивной пыли составляет 4 мг/м3 при ПДК 2 мг/м3. Содержание вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентраций (ПДК), используемых при проектировании производственных зданий, технологических процессов, оборудования, вентиляци и, для контроля за качеством производственной среды и профилактики неблагоприятного воздействия на здоровье работающих.Содержание вредных веществ в воздухе рабочей зоны подлежит систематическому контролю для предупреждения возможности превышения предельно допустимых концентраций - максимально разовых рабочей зоны (ПДКмр.рз) и среднесменных рабочей зоны (ПДКсс. рз) [20]. Для снижения запылённости существующие установки помещаются в специальные короба и оборудуются местной вытяжной вентиляцией. Шум, вибрация Вибрация представляет собой процесс распространения механических колебаний в твердом теле. При воздействии вибрации на организм важную роль играют анализаторы ЦНС - вестибулярный, кожный и другие аппараты. Длительное воздействие вибрации ведет к развитию профессиональной вибрационной болезни. Вибрация, воздействуя на машинный компонент системы ЧМ (человек — машина), снижает производительность технических установок (за исключением специальных случаев) и точность считываемых показаний приборов, вызывает знакопеременные приводящие к усталостному разрушению напряжения в конструкции и т. д. Допустимый уровень шума по ГОСТ 12.1.003-83* в прокатном отделении достигает 75 дБ при частоте 450 Гц, уровень шума на агрегатах резки составляет 119 80 дБ (ПДУ 85 дБ). Вибрации могут быть непреднамеренными (например, из-за плохой балансировки и центровки вращающихся частей машин и оборудования, пульсирующего движения жидкости, работы перфоратора) и специально используемые в технологических процессах (вибропогружатели свай, вибрационное оборудование для производства железобетонных конструкций и укладки бетона, специальное оборудование для ускорения химических реакций и т.п.). Вибрации характеризуются частотой и амплитудой смещения, скоростью и ускорением. По ГОСТ 12.1.012-90 режим труда должен устанавливаться при показателе превышения вибрационной нагрузки на оператора не менее 1 дБ (в 1,12 раза), но не более 12 дБ (в 4 раза). При показателе превышения более 12 дБ (в 4 раза) запрещается проводить работы и применять машины, генерирующие такую вибрацию. Особенно вредны вибрации с вынужденной частотой, совпадающей с частотой собственных колебаний тела человека или его отдельных органов (для тела человека 6...9 Гц, головы 6 Гц, желудка 8 Гц, других органов - в пределах 25 Гц). Частотный диапазон расстройств зрительных восприятий лежит между 60 и 90 Гц, что соответствует резонансу глазных яблок. Поэтому для уменьшения вибраций посты управления делают на удалении от вибрирующего оборудования, а персоналу рекомендуют применять средства индивидуальной защиты от шума (наушники или вкладыши типа «беруши») [22]. Освещенность Свет является естественным условием жизни человека, необходимым для сохранения здоровья и высокой производительности труда, и основанным на работе зрительного анализатора, самого тонкого и универсального органа чувств. 120 Равномерное распределение яркости в условиях прокатного цеха не достигается. Вследствие образования огромного количества пыли наблюдается ухудшение видимости и уменьшается обзор. Чрезмерная слепящая яркость металлических деталей нарушает условия комфортного зрения, ухудшает контрастную чувствительность. Уровень освещённости рабочих мест должен соответствовать характеру выполняемой зрительной работы. В соответствии со СНиП 23.05.95* все зрительные работы разделены в зависимости от размера объекта на 8 разрядов. Таблица 23. Нормируемые фактические значения освещенности. Общее освещение в цехе Освещение лестниц Освещение бытовых помещений Освещение главных проводов Нормируемая Фактическая освещенность Ен, освещенность Еф, лк 50 10 30 1 лк 48 9 35 2 Значения фактической освещенности находится в пределах нормы. В цехе предусмотрено совместное освещение, при котором в светлое время суток одновременно используется естественный и искусственный свет. В цехе комбинированное естественное освещение - верхнее (через световые проёмы - фонари на крыше) при наличии бокового (через световые проёмы в наружных стенах). На предприятии применяют комбинированное искусственное освещение общее и местное. Светильники местного освещения могут быть стационарными и переносными. Общее освещение подразделяется на общее равномерное (при равномерном распределении светового потока без учёта расположения оборудования) и общее локализованное (при распределении светового потока с учётом расположения рабочих мест). Принято освещение двух видов: рабочее и аварийное (для временного продолжения работ или эксплуатации работающих при внезапном отключении рабочего освещения). При проведении ремонтных работ, используются 121 переносные лампы накаливания, напряжением 12В. Светильники аварийного освещения подсоединяются к сети независимой от сети рабочего напряжения. Предусмотрены лампы над входом в цех для обеспечения безопасного движения транспорта и пешеходов в тёмное время суток [19]. Пожаровзрывобезопасность В соответствии с ГОСТ 12.1.004 – 91 прокатное отделение цеха относится к категории В пожарной безопасности, класс П – I (пожароопасное помещение, в котором применяется горючая жидкость с температурой вспышки паров более 45 С). Выход из помещений первого этажа предусматриваются непосредственно наружу. В проходах не имеющих световых проёмов для дымоудаления предусмотрена аварийная система дымоудаления (вытяжная вентиляция). Внутренние обслуживающие площадки, переходные мостики, приямки и лестницы имеют металлическое ограждение со сплошной обшивкой по низу перил. Ширина проходов в основных производственных помещениях принята не менее 1,0 м, высота прохода не менее 2,0 м. ВШМ к категории Б, класс П – III (взрывоопасное помещение, в котором используются жидкости с температурой вспышки паров 28-61 0 C ). Пожары на территории прокатного цеха могут возникать в результате неисправности электрооборудования, воспламенения технологической смазки, а также небрежного обращения с открытым огнем и несоблюдения техники безопасности. Для снижения пожароопасности в цехе предусмотрены следующие мероприятия: 1. смазочные материалы хранятся в специальных ёмкостях; 2. электроустановки снабжаются коротких замыканий; 3. применяются молниеотводы. 122 защитными устройствами от Кроме того, имеется обязательное наличие кислотных огнетушителей на электроустановках; рядом с цехом предусмотрен свободный подъезд пожарных машин, а для тушения возникшего пожара предусмотрен закольцованный водопровод с расстоянием между кранами, позволяющим тушить пожар рядом с краном не менее чем с двух других находящихся рядом кранов. Проектируемый цех холодной прокатки соответствует I и II степеням огнестойкости [19]. 3.1.3 Специальная часть Разработка мер электрической безопасности. Расчет заземления стационарного оборудования. Произведем расчет заземления. Защитное заземление должно обеспечить защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям оборудования, которые могут оказаться под напряжением в результате повреждения изоляции. Защитное заземление выполняется путем преднамеренного соединения (металлическими проводниками) нетоковедущих частей электрического оборудования с "землей" или ее эквивалентом (рисунок 19). Принцип действия защитного заземления - снижение до безопасных значений напряжения прикосновения и шагового напряжения, возникающих при замыкании фазы на корпус. Различают контурные и выносные заземляющие устройства. При контурном заземлении одиночные заземлители располагаются равномерно по периметру площадки, на которой размещено оборудование, подлежащее заземлению. Внутри защищаемого контура достигается выравнивание потенциалов земли, что определяет минимальное значение напряжения прикосновения и шокового напряжения (рисунок 20) [21]. Схема заземления. Расположение заземлителей в плане. Контурное заземление. 123 Rз 4 RaRbRc Рисунок 20. Защитное заземление с "землей" Рисунок 21. Выравнивание потенциалов "земли" Выносное заземляющее устройство (рисунок 22) размещается вне площадки, где располагается заземляемое оборудование, поэтому выравнивание потенциалов земли и корпусов заземленного оборудования достигается в меньшей степени.Расположение заземлителей в плане. Выносное заземление. Рисунок 22. Выносное заземляющее устройство Заземляющее устройство предварительно рассчитывают. Целью расчета является определение основных параметров заземляющего устройства: число, размеры и размещение одиночны заземлителей и заземляющих проводников, при которых напряжения прикосновения и шага, в 124 случае замыкания на заземленный корпус, не превышает безопасных величин [21].Наибольшие допустимые значения сопротивления заземляющих устройств R: для установок напряжением до 1000 В: 4 Ом - во всех случаях и 10 Ом при мощности генераторов и трансформаторов 100 кВ и менее; для установок напряжением более 1000 В: 0,5 Ом - при больших токах замыкания на землю и более 10 Ом - при малых токах замыкания на землю во всех случаях, а также при одновременном использовании заземляющего устройства для установок до 1000 В. Расчет заземления [21]. В расчете принимаем грунт - супесь , r=2,7.104 Ом см, труба диаметром d = 6 см, L = 400 см Найдем количество заземляющих труб - N. Rтр 0,366 2l 4h l lg 0.5 lg , l d 4h l (42) Rтр- сопротивление растеканию тока, Ом; r - удельное сопротивление грунта, Ом см; l- длина заземлителя, см; d - диаметр заземлителя, см; h - глубина забивки, см. Количество заземлителей определяется по формуле: n Rтр K c Rз тр , (43) где Kc- коэффициент сезонности равный 1 - 1,75; тр- коэффициент использования заземлителей; Rз - расчетная величина сопротивления заземления. Регулирующее сопротивление (6.0 Ом) определяется следующим образом: Rтр . Rп Rз = (44) Rтр . Rп Итак, 125 Rтр 0,366 2,7 10 4 400 4 280 400 2 400 lg 0 . 5 lg 56.5Ом 6 4 280 400 Здесь 280 = 400/2 +80 см. (заглубление верхнего конца трубы). 56,5 .1,5 N= = 38 труб . 4 . 0,55 Длина соединительной полосы lп = 1,05.4400000.38 = 17556.104 cм, а ее сопротивление: 2l l Rn 0.366 lg n , ln lh n 2 (45) 2.7 10 4 2 17556 10 4 Rn 0.366 lg 5 0.8 17556 10 4 2 400 1.250 м . 0.29 Результирующее сопротивление 1,5 . 1,25 Rз = = 0,68 Ом < 4 Ом 1,5 + 1,25 Оборудование 6, установлено в помещении 3, заземляют согласно схеме. это оборудование соединяют с внутренним заземляющим контуром 5 из стальной полосы сечением не менее 48 мм с помощью заземляющего проводника 7 сечением не менее 24 мм2. Внутренний заземляющий контур проводниками 1 соединяют с наружным заземляющим контуром, состоящим из труб О или стержней и заземляющего магистрального проводника 2 между ними (рисунок 23). 2 276 м 1 3 6 6126 6 6 7 7 7 7 7 7 7 1 Рисунок 23. Размещение заземлителей по контуру. 0,8 м Рисунок 24. Размещение заземлителя. Выводы: 1) рассмотренное заземление обеспечивает защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям оборудования, которые могут оказаться под напряжением в результате повреждения изоляции; 2) значение рассчитанного сопротивления равно Rз = 0.68 Ом, следовательно при прикосновении человека к металлическим нетоковедущим частям оборудования, находящимися под напряжением, через человека пройдет ток малой силы так как сопротивление человека равно Rч = 1000 Ом. 127