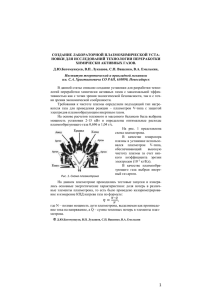
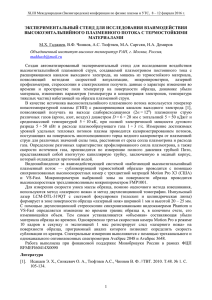
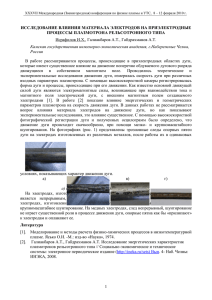
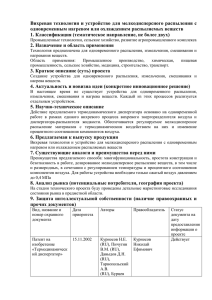
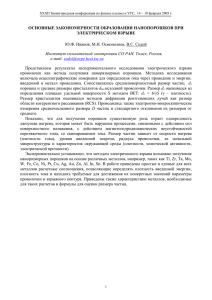
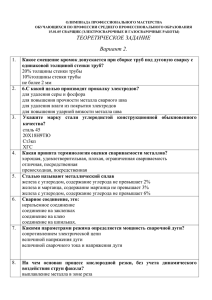
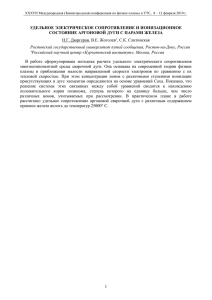
Оглавление 1. Плазменная технология получения металлического порошка ....................... 2 1.1.Газовая, вакуумная и центробежная атомизация ....................................... 3 1.2 Процессы плазменного распыления ............................................................ 6 1.3. Процессы плазменного распыления ......................................................... 11 1.4 Процессы плазменного распыления с вращающимся электродом ......... 12 1.5. Плазменное центробежное распыление ................................................... 14 1.6. Плазменные процессы получения металлических порошков ................ 20 Выводы по главе................................................................................................. 26 2. Экспериментальная установка для исследования процесса плазменного распыления ............................................................................................................. 30 2.1. Общая компоновка, состав установки и ее технические характеристики .............................................................................................................................. 30 2.2. Процесс жидкостного (водяного) охлаждения плазмотронов ............... 37 2.3. Параметры технологического процесса плазменного распыления ....... 43 Литература ............................................................................................................. 51 1 1. Плазменная технология получения металлического порошка В настоящее время технология металлического порошка пользуется большим спросом в мировом машиностроении, поскольку в производственном процессе практически отсутствуют отходы производства материалов. В применениях порошковой металлургии обычно требуются сферические частицы, поскольку они обладают лучшими свойствами по текучести и плотности. Их можно получить путем распыления газа, плазменного распыления и центробежного распыления расплавленных вращающихся электродов [1]. Основными методами получения металлических порошков являются технологии газовой атомизации, в которых поток расплавленного металла распыляется струей инертных газов. В этом процессе формируются расплавленные частицы, принимающие вследствие поверхностного натяжения сферическую форму. Применяется технология центробежной атомизации, в котором вращается оплавленная поверхность электродов и разбрызгивает расплавленный металл в форме капель. Также известен метод вакуумной атомизации, использующий для генерации потока частиц перепад давлений между плавильной и вакуумной камерами. В последнее время для синтеза нанопорошков широко используется тепловая плазма, создаваемая постоянным током [5, 6], индуктивно связанной ВЧ (радиочастотой) [7-13] или микроволновым излучением [14]. Технология плазменной дуги, которая была разработана в настоящее время, включает использование эффектов магнитного поля, направленных на формы дуги, для улучшения фокусировки конфигураций плазменной дуги, тем самым снижая потребляемую мощность и повышая эффективность [18]. Кроме того, плазменная дуга также была разработана в процессе вакуумнодуговой плавки [19] для получения более чистого металла [20]. 2 Метод производства металлических порошков с использованием процесса распыления является наилучшим выбором из различных способов получения металлических порошков из-за соображений качества чистоты порошка и имеет потенциал для массового производства [21]. Наблюдая за характеристиками порошка в различных производственных процессах, можно увидеть, что круглый порошок может быть получен в процессе газового распыления, плазменного распыления и распыления плазменных вращающихся электродов [1]. В настоящее время развитие исследований по усовершенствованию плазменного распыления используется для получения круглого титанового порошка различных размеров. Кроме того, плазму можно использовать для обработки металлических частиц неправильной формы в сферические металлические порошки. Принцип работы заключается в том, что частицы металлического порошка впрыскиваются в плазменную дугу с образованием круглых капель с быстрым охлаждением. Порошок округлой формы идеально подходит для литья под давлением. Применение литья металла под давлением, потому что это может увеличить сыпучесть материалов. Кроме того, шероховатость поверхности результатов также может быть улучшена путем добавления нанопорошка размером примерно 280 нм. Рассмотрим основные технологии получения металлического порошка. 1.1.Газовая, вакуумная и центробежная атомизация В установке газовой атомизации металл сначала расплавляется в плавильной камере, заполненной инертным газом. После полного расплавления металл сливается под высоким давлением через распылитель. При этом поток жидкого металла разрушается струей инертного газа. В полете под действием сил поверхностного натяжения частицы металла приобретают сферическую форму. Схема процесса показана на рисунке 1.1. 3 Рисунок 1.1. Технология газовой атомизации В технологии центробежного распыления расплавленных вращающихся электродов имеются 2 основных схемы процесса: 1) подача струи расплава на вращающийся диск; 2) вращающийся оплавляемый электрод. Во второй технологии вольфрамовый электрод жестко закреплен, в то время как расходуемый электрод непрерывно вращается на высокой скорости. Расплавление расходуемого электрода происходит за счет возникновения электрической дуги. Под действием центробежных сил расплавленный металл распыляется в форме капель, приобретающих в полете сферическую форму. Схема процесса показана на рисунке 1.2. 4 Рисунок 1.2. Схема технологии центробежной атомизации [Boulos M. Plasma power can make better powders. Metal Powder Report. Volume 59, Issue 5, May 2004, Pages 16–21.] В процессе вакуумной атомизации расплавленный в плавильной камере металл одновременно с создаваемым высоким давлением газа подается в распылительную камеру, где создается вакуум. Перепад давлений выталкивает металл вверх через сопло в распылительную камеру. При этом растворенный в металле газ выходит из капель расплава, распыляя их и придавая сферическую форму частицам металла. Схема приведена на рисунке 1.2. Рисунок 1.3. Схема процесса вакуумной атомизации 5 Рассмотренные методы получения металлического порошка имеют ряд существенных недостатков. Основным из них является присущая всем перечисленным методам высокая стоимость: атомизация любой разновидности очень дорогостоящий процесс, что существенно сказывается на цене конечного продукта, делая его неконкурентоспособным. Другие существенные недостатки – невозможность получения порошков тугоплавких материалов, а также дефекты структуры частиц металлического порошка. Альтернативой этим технологиям получения металлических частиц для является технология плазменного распыления порошка. 1.2 Процессы плазменного распыления Плазма – это ионизированный газ, состоящий из ионов, электронов и нейтральных частиц. Плазма также называется четвертым состоянием материи. Когда электрическая дуга проходит через определенный газ, такой как воздух, водород, азот, аргон и т. д., температура газа повышается до более высокого значения, и газы становятся ионизированными. Газ на этой стадии называется плазмой. Плазма содержит смесь ионов, электронов и нейтральных частиц. Газ под высоким давлением проходит через электростатическое поле, которое имеет достаточный заряд электронов, и вызывает плазменную дугу. Полученные электроны и молекулы газа сталкиваются друг с другом, так что это может привести к образованию иона, атомов и возбужденных фотонов. Использование плазменных дуг в основном используется для плазменного напыления с использованием различных физических принципов. Преимущества плазменной дуги по сравнению с традиционной технологией с принципом частичного окисления, среди прочего, заключается 6 в том, что желаемая температура может быть отрегулирована быстрым откликом с помощью параметров напряжения и тока источника плазмы. Плазменные дуги могут работать при атмосферных температурах или в вакууме, при этом нет прямого выброса CO2 и из-за чрезвычайно высокой объемной плотности энергии, которая открывает путь для интенсификации обработки , меньших капитальных затрат, портативности, запуска и быстрого отключения. Плазменная дуга разделена на два рабочих режима, как показано на рисунке 1.4. Рисунок 1.4. Основные режимы работы плазменной дуги Таким образом, плазменный газ проходит через полость до конца анода, часть ионизированного плазменного газа, а затем плазменная струя 7 газа развивается и начинает формировать столб плазменной дуги. Тепло генерируется ударом ионов от источника электропитания, тем самым испуская электроны с термоионным эффектом, а затем передается в основной поток посредством диффузии, конвекции и излучения. Столб плазменной дуги распространяется по всей полости анода, энергия, воздействующая на термический газообразующий газ, термически нагревается, создавая высокоскоростную струю. Плазменные дуги имеют очень высокие скорости до нескольких сотен метров в секунду, на которые влияют узкие диаметры сопла и нагрев газа, приводящий к тепловому расширению плазменного газа. Плазменная технология используется в сталелитейной промышленности, поскольку она имеет высокую плотность энергии или высокую удельную теплоемкость. В принципе, электрическая энергия преобразуется в энергию плазмы, температура которой превышает 3000К. На рис. 1.5 показано распределение температуры в плазме дуги с током 250 Ампер. В случае энергии этот перенос тесно связан с градиентом значений температуры, плотности и состава. Рисунок 1.5. Распределение температуры в плазменной дуге [14] 8 Плазменные дуги обычно имеют геометрию, на которую влияют несколько параметров, включая состав смеси плазменных газов, геометрию электрода, ток, напряжение, конструкцию плазменного сопла и расход инертного газа. Подача инертного газа также направлена на уменьшение окисления окружающего воздуха. Концентрация ионов в плазменных дугах может быть увеличена несколькими способами, в том числе приложением магнитных полей, ведущих к дуговым катодам, применением мощных микроволновых импульсов, приложением дополнительных токов к дуговым промежуткам и вакуумным приложениям. Точечная катодная вакуумная дуга – это современная концепция, основанная на явлении взрывной электронной эмиссии. Эмиссия происходит из-за высокой концентрации энергии внутри, что приводит к внезапному нагреванию, а затем к микровзрыву поверхности катода. Кроме того, в результате микровзрыва образуется вакуумная плазменная дуга, распространяющаяся в межэлектродный промежуток. В настоящее время новая конструкция плазменных электронно-лучевых источников на основе принципа вакуумно-дугового разряда в магнитных полях предназначена для регулирования тока электронного пучка с целью повышения эффективности электронного пучка при регулировании токов для управления плотностью плазменных источников электронного пучка. Ток в плазме при повышении с 15 A до 45 A может вызвать увеличение интенсивности эмиссионной линии, увеличение плотности тока и потока электронов, поэтому температура в плазменной дуге также будет выше. Плазменная дуга теплопроводностью. связана с ее Электропроводность электропроводностью газообразного и аргона, газообразного водорода и газообразного азота не испытывала существенной разницы при всех температурах. 9 Однако газообразный водород и газообразный азот имеют гораздо более высокую теплопроводность по сравнению с теплопроводностью газообразного аргона, благодаря газообразным водороду и азота, что может значительно улучшить реактивную теплопроводность плазменного газа. Высокоскоростные плазменные потоки плазменной дуги генерируются в результате процесса диссоциации и процесса рекомбинации молекул плазменного газа. Обычно предпочтительным является аргон, поскольку он имеет низкую энергию ионизации, более стабильное давление дуги и низкую эрозионную характеристику электрода. Неизбежным недостатком плазмы постоянного тока (рис. 1.6) является то, что эрозия электродов, которая приводит к тому, что электроды в плазме имеют ограниченный срок службы из-за очень высоких тепловых эффектов. (в ядре плазменной дуги может достигать более 10 000-20 000 К). Рис. 1.6. (а). Упрощенное изображение дуги параллельного потока; (б). Плазменная дуга постоянного тока 10 Плазменная дуга – лучший выбор, потому что она имеет высокую энтальпию для увеличения кинетики реакции, окисления, высокой химической реакционной способности, низкого выхлопного газа, быстрого запуска и небольших реакторов. Кроме того, его также можно сочетать с процессом быстрого охлаждения, который вызывает относительно большое уменьшение объема. 1.3. Процессы плазменного распыления Плазменная технология частично применяется в процессе получения металлических помощью порошков. плазменной Производство технологии металлических более известно как порошков с плазменное распыление. Плазменное распыление получило широкое распространение, что привело к получению порошка высокой чистоты с зернами порошка различного размера. Распыление плазмы позволяет производить металлический порошок различных размеров от очень мелкого (-25 мкм) до грубого (+125 мкм). Преимущество металлических порошков круглой формы состоит в том, что они обладают хорошей текучестью и способны обеспечивать высокую плотность. В процессах производства порошков, в случае порошков с хорошей сыпучестью, это означает, что требуется меньше добавок, чем для порошков с низкой текучестью. В то время как в случае высокой плотности это означает, что порошок, если он используется в процессе спекания, на стадии уплотнения будет происходить минимально. На рисунке 1.7 показана схема процесса плазменного распыления с использованием трех плазменной дуги с титановой проволокой в качестве материала для подачи. Плазменная дуга используется как 11 высокоэнтальпийный источник тепла, который плавит и распыляет расплавленную титановую проволоку, в результате чего получается титановый порошок, который имеет круглую форму очень высокой чистоты. Рисунок 1. 7. Схематическое изображение процесса плазменного распыления для производства порошков Ti 1.4 Процессы плазменного распыления с вращающимся электродом Плазменная технология для распыления других металлов - это плазменное распыление с вращающимся электродом. Когда исходный материал в форме стержня вращается с высокой скоростью, когда дуга 12 аргона или азота плавит кончик стержня, так что расплавленный металл превращается в металлическое зерно из-за высокой центробежной силы вращения стержня, как показано на схеме на рисунке 1.8. Рисунок 1.8. Схематическая установка плазменного распыления с вращающимся электродом Были проведены исследования вращающегося капель различные экспериментальные металлического металлического порошка, стержня, когда условия выбрасываемого центробежная для из сила преодолевает силу поверхностного напряжения расплава металлического стержня. Поверхностное натяжение металлической поверхности по результатам экспериментов установлено следующим образом: 13 6 √ 𝑑𝑝 = 3𝜎𝑠 𝐷𝑎 ∙ 𝜌𝑚 𝜋𝑛 (3) где dp – диаметр частицы (м); σs – поверхностное натяжение расплавленного металла (Н / м); Da – диаметр металлического электрода (м); ρm – плотность расплавленного металла (кг / м3); n – скорость вращения металлического электрода (об / мин) В эксперименте использовался материал аустенитной стали с вариациями вращения от 5000 об / мин до 15000 об / мин, выход порошка содержал азот массой от 0,48% до 0,96%. Полученный в результате металлический порошок должен быть снова обработан процессом просеивания на сите до следующей градации, чтобы собрать порошок с однородным размером зерна [Wosch, E., Prikhodovski, A., Feldhaus, S., & Gammal, T. E. (1997). Investigations on the rapid solidification of steel droplets in the plasma-rotatingelectrode-process. Steel Research, 68(6), 239–246. doi:10.1002/srin.199701785]. 1.5. Плазменное центробежное распыление Плазменная технология для других применений металлических порошков - это плазменная центробежная атомизация, показанная на рисунке 1.9. Применение плазменного центробежного распыления - это не только процесс плавления загружаемого материала, но и использование вращающегося контейнера для создания центробежной силы, которая улучшит более округлую форму порошка на стадии кристаллизации (рис. 1.10). 14 Рисунок 1.9. Схема плазменного центробежного распыления. Рисунок 1.10. Процесс центробежного распыления В центробежном плазменном распылении для получения сферической формы металлических частиц используется два электрода. Один из электродов – вольфрамовый, жестко крепится напротив второго – 15 расходуемого, который вращается на высокой скорости. Химический состав вращающегося электрода соответствует составу производимого порошка. В процессе работы между электродами возникает электрическая дуга, расплавляющая расходуемый электрод. Под действием центробежных сил расплавленный металл разбрызгивается в виде мелких капель. В полете частицы расплавленного металла приобретают сферическую форму (рис. 1.11). Рисунок 1.11. Полет частицы расплавленного металла Были проведены эксперименты для расчета численных результатов, и первоначальные результаты анализа кинетических свойств на вращающемся контейнере вмещают капли расплавленного металла. Расчет метода полной кинетической энергии гранул расплавленного металла, высвобождаемых с поверхности вращающегося контейнера, выглядит следующим образом: 4𝜌𝜋𝑟 3 2 ( )𝑤 𝐽𝜔2 3 𝐸= + 2 2 (4) где, w - скорость вращения контейнера (м / с); J - момент инерции капли расплавленного металла (кг · м2); ω - скорость углового вращения капли расплавленного металла (рад); 16 r – радиус капли расплавленного металла (м), ρ – плотность расплавленного металла (кг / м3). Условия отделения металлического расплава от поверхности расплава загружаемого материала в первую очередь определяются кинетической энергией его движения. Условия отделения зерен радиуса r от поверхности плавления следующие: 𝑟3 2 4𝜋𝜌( )𝑤 3 2𝜋𝑟𝜎 ≤ , 2𝑅 (5) где R – радиус кромки расплава на вращающейся емкости (м), σ – поверхностное натяжение расплава (Н / м). При отрыве от поверхности расплавленного металла радиус гранул можно оценить следующим образом: 𝑟= 16.55 𝜎 √ 𝑚 𝑛 𝑅𝜌 (6) где n - частота вращения тигля с расплавленным металлом (мин– 1). Радиус тигля около 3 · 10–2 м и частота вращения около 104 мин – 1 . Плотность расплава около 7,8 · 103 кг / м3 и поверхностное натяжение около 1,85 Н / м (рис. 1.12). Если расчет выполняется по этой формуле на материале из металлического титанового сплава в тех же условиях реального эксперимента, при поверхностном натяжении 1,33 Н / м и плотности 4,5 0,103 кг / м3, в результате образуется гранулы с радиусом примерно равным 160 мкм. По результатам этих расчетов по сравнению с результатами реальных экспериментов, которые производят гранулы 150 мкм в тех же условиях, более или менее имеют разницу в 6% . 17 Рисунок 1.12. Схема движения дискретной частицы, движущейся в струе плазмы Таблица 1. Преимущества и недостатки процессов изготовления порошка Производственный процесс Распыление воды Распыление газа Плазменное распыление Материал Диапазон размеров частиц Преимущества Недостатки Дополнительный проВысокая производицесс удаления воды, тельность, большой 44-106 мкм неправильная форма AISI316L диапазон размеров частиц, широкий грачастиц, ингредиенты в нулометрический виде слитков состав Использование для различных типов легированных металлов, с реактивными свой- Широкий Сплав Ti 0-250 мкм ствами в слитках, кру- гранулометрический пномасштабном диа- состав пазоне размеров частиц, сферических частицах. Сырье должно быть в Частицы более сфеСплав Ti 25-125 мкм виде проволоки или рические порошка, дорого 18 160-500 Плазменный вращающийся Вольфрам мкм электрод Плазменно45 Сталь центробежное 0-385 мкм Сплав Ti распыление Высокая чистота, Низкая производитеболее сферические льность, высокая стоичастицы мость Фракционный состав Сферические частицы, по распределению часлегко получаемые тиц довольно широкий Большой диапазон Сложность изготов50-800 мкм Центробежное Магниевый размеров частиц, ления порошка хорораспыление сплав узкое распределение шего качества размеров частиц Стандарт порошков для медицинского назначения Основываясь на предыдущих исследованиях, результаты производства порошков отличаются простотой изготовления, хорошими механическими свойствами и экономическими преимуществами, применимыми к очень сложной форме. Следовательно, он незаменим в медицинском производстве. Хотя есть пределы для более низкой коррозионной стойкости, потому что большие площади могут влиять на реакции коррозии. Для оптимизации коррозионной стойкости были проведены различные исследования, в том числе путем добавления легирующих элементов металла. Результатом добавления легирующих элементов с использованием порошка, среди них является AISI 316L, сплав Ti-6Al-4V, сплав Co-Cr-Mo в качестве медицинского производственного материала. Материалы такого медицинского назначения производятся как материал для ортопедических металлических имплантатов. Этим занимается лЛаборатория «Физики плазменнодуговых и лазерных процессов» ИТПМ СО РАН 19 1.6. Плазменные процессы получения металлических порошков Плазменную струю получают путем продувания плазмообразующего газа сквозь электрическую дугу и обжатия стенками медного водоохлаждаемого сопла (рис. 1.13). Увеличение ресурса соплового аппарата (катод-анод) плазменного распылителя повышенной мощности (50-80 кВт) тормозится из-за низкой эрозионной стойкости медного сопла в зоне анодного пятна. С целью увеличения стойкости сопла были разработаны вольфрамовые вставки, запрессованные в медное сопло таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Выпускаемые в настоящее время промышленностью установки для плазменного напыления комплектуют плазмотронами с потребляемой мощностью 25-30 кВт при силе тока 350-400 А. Рисунок 1.13 Обобщенная схема плазмотрона 20 Рисунок 1.14 - Принципиальная схема плазменного распыления проволоки: 1 - подвод плазмообразующего газа, 2 - катод плазмотрона, 3 - корпус катода, 4 - изолятор, 5 - корпус анода, 6 - механизм подачи проволоки, 7 - сплошная или порошковая проволока, 8 - плазменная дуга, 9 - источник питания. Устройство для получения металлического порошка плазменным распылением со встречным газовым потоком В работах Струкова Г.Н. с соавторами [5] представлено устройство (рисунок 1.15) для получения металлических порошков плазменным распылением http://www.freepatent.ru/patents/2532215. Охлаждение и торможение расплавленных металлических частиц в газовом противопотоке при плазменном распылении обеспечивает получение порошков металлов заданного химического состава сферической формы при отсутствии слипания частиц при снижении габаритов и массы оборудования, используемого для их получения. 21 Рисунок 1.15 Функциональная схема устройства для получения металлических порошков плазменным распылением Устройство для получения металлического порошка содержит рабочую камеру 1, в которой в верхней ее части установлен плазмотрон 2 для формирования плазменного потока, устройство (одно или несколько) 3 для подачи пруткового материала 4 в направлении, поперечном оси плазменного потока, параллельную рабочей камере рабочую ветвь 5, соединенную верхним 6 и нижним 7 перепускными патрубками с рабочей камерой 1. Верхний 6 перепускной патрубок расположен ниже точки пересечения плазменного потока с прутковым материалом 4. В нижнем перепускном патрубке 7 установлен вентилятор 8, служащий для создания газового потока в навстречу движению потока частиц порошка а. В нижней части рабочей камеры и рабочей ветви установлены сборники частиц порошка 9 и 10 соответственно. Рабочая камера и рабочая ветвь имеют водяное охлаждение с контролируемой атмосферой. Движение полученных частиц а и встречного газового потока в в камере показано стрелками. 22 Устройство работает следующим образом. Из рабочей камеры 1 производится откачка воздуха (на схеме не показано), затем производится заполнение камеры 1 требуемым газом, например аргоном. Включается плазмотрон 2, генерирующий плазменную струю или плазменную дугу, включается устройство 3 (одно или несколько) для подачи пруткового материала 4, плазменной струей или дутой прутковый материал плавится и распыляется в виде сферических частиц заданного размера. Включается вентилятор 8, установленный в нижнем патрубке 7, соединяющем рабочую камеру 1 и параллельную рабочую ветвь 5. Распыленные частицы порошка движутся вдоль рабочей камеры 1 (направление движения по стрелкам а). Вентилятор 8 создает циркулирующий встречный газовый поток (циркуляция потока организована посредством наличия параллельной рабочей ветви 5 (направление движения по стрелкам в), который тормозит и охлаждает распыленные частицы порошка. Охлажденные частицы порошка собираются в сборнике 9. Деформация и спекание частиц порошка отсутствуют. Встречный циркулирующий поток может служить для отделения мелких фракций порошка, которые через параллельную рабочую ветвь 5 попадают в сборник 10. Плазмообразующий и распыляющий газ плазмотрона выбирается того же состава, что и газ, заполняющий камеру. В процессе работы дополнительный наддув газа в камеру не требуется. Рисунок 1.16. Внешний вид порошков: c - титан; d - медь; e высоколегированная сталь. 23 В Саратовском государственном техническом университете (СГТУ) предложен следующий способ плазменного напыления покрытий [http://www.freepatent.ru/patents/2283364], при котором формируется поток частиц, образующихся путем распыления части пруткового материала, расплавляемого в струе плазмы (рис. 1.17). Рисунок 1.14 Схема плазменного напыления с воздействием ультразвука на прутковый материал и основу. 24 Этот способ отличается тем, что распыление части пруткового материала, расплавляемого плазменной струей, осуществляют путем сообщения ему ультразвуковых колебаний. При этом ток дуги плазмотрона и расстояние от среза его сопла до оси пруткового материала устанавливают равным соответственно (120-150) А и (10-15) мм, скорость подачи пруткового материала в струю плазмы определяют из условий обратной пропорциональности скорости распространения фронта расплавленного материала и сохранения на торце пруткового материала слоя расплава не большего половины длины стоячей волны ультразвуковых колебаний, а напыляемому изделию сообщают ультразвуковые колебания в направлении требуемой ориентации элементов микрорельефа поверхности покрытий. Между катодом 1 и анодом 2 плазмотрона поддерживается электрическая дуга, в которую вдувается поток инертного газа 3. В результате газ ионизируется, образуя струю плазмы 4. На расстоянии l от среза плазмотрона помещают прутковый материал 5 диаметром dc, перемещаемый в струю плазмы со скоростью Vn. Прутковый материал совершает продольные колебания с частотой f и амплитудой Am. При нагреве в струе плазмы на торце пруткового материала образуется расплавленный слой 6. Как только толщина слоя достигает значения h, соответствующего условию образования капиллярных волн, происходит его распыление в виде фонтана 7 и выброс в поток газа микрокапель 8 диаметром d, которые ускоряются до скорости Vч и переносятся на поверхность основы 9, установленной на оснастке 10. С течением времени на поверхности основы формируется покрытие 11. Оснастка 10 закреплена на ультразвуковом излучателе 12, установленном перпендикулярно оси струи плазмы 4, совершающем колебания вдоль и/или перпендикулярно оси плазменного потока с частотой f и амплитудой Am. Покрытие 11 подвергается на поверхности основы ультразвуковому воздействию, 25 вследствие чего появляется сглаженный ориентированный микрорельеф, происходит преимущественное растекание частиц в направлении колебаний основы. Известен способ плазменного напыления [Патент РФ №97117864/02 от 05.11.1997.], в котором перед введением частиц порошкового материала газноситель подогревают и подвергают пульсирующему воздействию, частицы порошкового материала смешивают с пульсирующим потоком газа-носителя, а нанесение порошкового материала покрытия на поверхность изделия проводят в пульсирующем режиме при частоте пульсации сверхзвуковой газопорошковой струи 2-50 Гц. Данный способ обеспечивает перемешивание частиц в струе газа, что улучшает их теплообмен и выравнивает проплавляемость. Это повышает адгезию покрытия и снижает напряжения. Однако из-за исходной разноразмерности частиц и неравномерности их формы сохраняется неоднородность покрытия по адгезионным и структурным характеристикам. Также сохраняется опасность отслоения вследствие резкого перехода от компактного материала к пористому покрытию. Выводы по главе Плазменный синтез является наиболее универсальным методом получения нанопоршков металлических элементов и их различных неорганических соединений и композиций в контролируемой газовой атмосфере – инертной, восстановительной и окислительной. Для генерации термической плазмы используются различные виды электрических разрядов – дуговой (ЭД), высокочастотный (ВЧ), сверхвысокочастотный (СВЧ), а также комбинированные разряды. Мощность современных ЭД плазмотронов достигает 3 – 5 МВт при ресурсе работы до 103 ч, использование V-образных ЭД плазмотронов [12], в 26 которых вольфрамовые электроды работают в среде инертного газа аргона, позволяет практически исключить присутствие примесей материала электродов в потоке термической плазмы и обеспечить получение высокочистых целевых продуктов. Разработанные плазмотроны мощностью 300 – 2400 кВт, имеющие тепловой кпд 70 – 85 %, обеспечивают в настоящее время работу промышленных установок переработки различных видов отходов и металлургических печей. Процесс плазменного распыления для производства металлических порошков сферических частиц может быть произведен путем плазменного распыления, плазменного центробежного распыления и плазменного вращающегося электрода. Явление значений угла плазменной дуги, которое происходит, может быть идентифицировано обработкой изображения с использованием метода Собеля обнаружения кромочной маски с порогом 0,2. Его можно использовать как вход датчика на контроллере машинного зрения, чтобы результаты распыления имели определенный размер частиц. Все они потенциально могут быть оснащены системой машинного зрения для управления и производства металлических порошков из сферических частиц, что делает их особенно выгодными при применении порошковых технологий для аддитивного производства, порошковой сварки и медицинского производства. Максимальное количество распыленных железных и легированных порошков производится в Северной Америке. В 1995 г. выпуск железных и легированных порошков составил порядка 350-400 тыс. т, из них около 67% было использовано в автомобилестроении. На сегодня известно, что от 65 до 80% всего объема производимых в мире порошков используется в автомобилестроении. В среднем доля порошковых деталей в автомобиле американского производства составляет до 17 кг, в европейском и японском автомобилях - 6-7 кг. 27 В последние годы сфера их использования расширяется за счет сварочной техники, производства инструментов, бытовых приборов, медицинского, спортивного и туристического оборудования и других приложений. Производством восстановленного железного порошка занимается фирма «Hoganas АВ» (Швеция). В России металлические порошки получают на ОАО «Тулачермет» и ОАО «Сулинский металлургический завод» («СМЗ»). К ведущим производителям водораспыленного железного порошка в мире относятся фирмы «Hoganas АВ» (Швеция), «Hoganas Corp.» (США), «Mannesmann Demag Hutentechnik» (Германия), «Kavasaki Steel Corp.», «Kobe Steel 1Лс1»(Япония), Броварский завод порошковой металлургии (Украина), ОАО «СМЗ», ОАО «Тулачермет» (Россия). В России распыленные железные порошки в настоящее время выпускаются на ООО «СеверстальмашТяжмаш» (г. Череповец) путем распыления высокоуглеродистого расплава железа воздухом. В начале 2000-х гг. выпуск железных и легированных порошков ООО «Северстальмаш-Тяжмаш» составлял более 3 тыс. т в год. ООО «Северстальмаш-Тяжмаш» поставляет железные порошки, в частности, на ГАЗ, ВАЗ, Димитровградский автоагрегатный завод (ДААЗ). ОАО «АвтоВАЗ» рассматривает, в частности, возможность замещения железных порошков фирмы «Hoganas АВ» порошками ООО «СеверстальмашТяжмаш». В России введена классификация порошков в зависимости от метода получения: ПЖВ - порошки, полученные методом восстановления; ПЖР порошки, полученные методом распыления водой; ПЖРВ - порошки, полученные методом распыления воздухом. Состояние исследований в России находится на начальном этапе: 28 1. АО «ГИРЕДМЕТ» - получение околосферической формы порошков титана 10-50 мкм 40 % от масс (лабораторная установка, плазма в качестве доводки формы) - исследования; 2. АО «ВНИИХТ» - получение порошков из нержавеющей стали 70­100 мкм (лабораторная установка, распыление проволоки и обработка порошка) исследования; 3. ООО «НОРМИН» - производство порошков титановых сплавов плазменной атомизацией 50-70 мкм 35 % от масс (опытная установка) исследования; 4. УрФУ - получение металлических порошков распылением проволоки из серебра, меди и титана (лабораторная установки) - исследования; 5. ПНИПУ - распыление проволоки плазмой, из титана (лабораторная установка) - исследования; 6. ИТПМ СО РАН - распыление проволоки плазмой, из титана (лабораторная установка) – исследования. Таким образом, проведенный обзор позволил установить, что процесс плазменного распыления для производства металлических порошков сферических частиц может быть произведен путем плазменного распыления, плазменного центробежного распыления и плазменного вращающегося электрода. Явление значений угла плазменной дуги, которое происходит, может быть идентифицировано обработкой изображения с использованием метода Собеля обнаружения кромочной маски с порогом 0,2. Его можно использовать как вход датчика на контроллере машинного зрения, чтобы результаты распыления имели определенный размер частиц. Все они потенциально могут быть оснащены системой машинного зрения для управления и производства металлических порошков из сферических частиц, что делает их особенно выгодными при применении порошковых технологий для аддитивного производства, порошковой сварки и медицинского производства. 29 2. Экспериментальная установка для исследования процесса плазменного распыления 2.1. Общая компоновка, состав установки и ее технические характеристики Для проведения плазмотрон постоянного эксперимента тока, с использовался электродуговой секционированной межэлектродной вставкой, марки «ПУРМ-70А» (рисунок 2.1), разработанный в ИТПМ СО РАН. Рисунок 2.1. Общий вид установки плазменного распыления металлической нити Аппараты воздушно-плазменной резки металлов ПУРМ-70А / ПУРМ120А представляют собой источник питания постоянного тока для плазменной резки и распыления, использующие плазменную горелку (плазмотрон). 30 Плазменное распыление и резка представляют собой процесс, при котором в столб дуги непрерывно подается плазмообразующий газ. За счет энергии дуги подаваемый газ нагревается, ионизируется и превращается в плазменную струю. В современном оборудовании плазменная дуга дополнительно сжимается вихревым потоком газа, за счет чего создается очень концентрированный и интенсивный источник тепловой энергии, который превосходно соответствует условиям распыления и резки металлов. Воздушно-плазменная технология позволяет производить резку и распыление металла быстрее, чем газокислородная технология; не требуется предварительного прогрева металла; обеспечивает малую зону термического влияния, что препятствует изменениям в кристаллической структуре металла. Способ плазменной резки и распыления можно использовать для всех токопроводящих металлов (все виды сталей, в том числе нержавеющие, чугуны, сплавы цветных металлов). Кроме того, воздушно-плазменное распыление является более удобным и дешевым способом распыления металла, так как для плазменного распыления в качестве исходных материалов используются воздух и электричество. Оборудование плазменной резки более безопасно, чем оборудование газовой резки, так как не использует в своей работе промышленные опасные газы, такие как кислород, пропан, ацетилен, водород и т.д., в этом случае в горелке не возникает опасность обратного удара пламени. Выбор плазмотрона зависит от особенностей материалов или продуктов, которые требуется распылять. Плазмотрон всегда должен быть рассчитан на определённый ток, должен, обеспечивающий качественные процессы в тяжелых рабочих условиях и при интенсивной эксплуатации быть стойким к незначительным ударам. Можно использовать плазмотроны разной конструкции. Значительными преимуществами обладает плазмотрон с медным соплом, который имеет воздушное охлаждение и устойчив к ударам. 31 Рукоятка может быть укомплектована крепящимся к плазмотрону дополнительным элементом, поддерживающим наконечник на расстоянии от 1,6 мм до 5 мм от рабочей поверхности. Это существенно облегчает работу оператора, так как дает возможность двигать плазмотрон на постоянном требуемом расстоянии от рабочей поверхности. Длина дополнительного элемента (фиксированное расстояние между рабочей поверхностью и плазматроном) зависит от толщины разрезаемого металла и требуемой силы тока. Не допускается контакт сопла с разрезаемой поверхностью. При работе на токах свыше 60 А расстояние между горелкой и поверхностью металла должно быть от 2 до 5 мм. Чем выше ток, тем больше расстояние. Для плазменной резки необходимы электроэнергия, электроды (катоды), сжатый воздух и сопла. Изношенные или поврежденные сопла или катоды влияют на качество резки. Недостаточная квалификация персонала, влажность воздуха, работы, требующие использования интенсивных режимов, ускоряют износ рабочих органов. Оптимальное качество резки достигается при одновременной замене сопла и электрода. В соответствии с ГОСТ 12221 аппарат относится к типу ПлП-2-100, но с номинальным рабочим током от 30 А до 70 А для ПУРМ-70А, и от 30 А до120 А для ПУРМ-120А. Рисунок 2.2. Функциональная схема аппаратов ПУРМ 32 Таблица 2.1. Технические характеристики аппаратов ПУРМ. Наименование параметра Напряжение электросети, В Частота электросети, Гц Номинальная мощность, кВт Номинальное напряжение дуги, В Диапазон регулирования тока, А ПВ при максимальном токе, % Напряжение холостого хода, В КПД, % Толщина разрезаемого металла, мм Скорость резки стали толщиной 5 мм, мм/мин Класс изоляции Класс защиты Плазмообразующий газ Охлаждение плазмотрона Расход воздуха, л/мин Давление воздуха, атм. Габаритные размеры источника питания, ДхШхВ, мм Масса источника питания, кг ПУРМ-70А 220 ±15% 1 Ф 50 11 70 35-70 80 240 80 до 25 1000 ПУРМ-120А 380 ±15% 3 Ф 50 26 140 35-120 40 280 40 до 40 2500 В IP21 воздух воздушное 100 4,5 В IP21 воздух воздушное 230 4,5-5,0 515х280х425 630х425х430 11 22 Плазмотрон и его устройство. Аппарат ПУРМ-70А укомплектован плазмотроном А-81, аппарат ПУРМ-120А – плазмотроном А-141. На рисунке 2.3. приведены возможные варианты комплектации плазмотрона дополнительными опциями. 33 Рисунок 2.3. Варианты комплектации плазмотрона 34 . Плазмотрон для воздушно-плазменной резки ПВР-180 Номинальная мощность плазмотрона - 50 кВт, производительность обработки металлических порошков - до 30 кг/час, керамических - до 10 кг/час. Среднемассовая температура потока воздушной, или азотной плазмы на срезе сопла плазмотрона - до 7000 К, аргоновой плазмы - до 11000 К, что позволяет обрабатывать не только легкоплавкие, но и тугоплавкие металлы и керамику. Таблица 2.2. Технические характеристики плазмотрона для воздушноплазменной резки ПВР-180 Параметры Норма Род тока постоянный Номинальный ток при ПВ=100%, А 180 Ток дежурной дуги. А, не более 20 Плазмообразующий газ воздух Давление плазмообразующего газа на входе в плазмотрон, кгс/см2 2,5-6,0 Расход плазмообразующего воздуха. м3/ч Охлаждение плазмотрона 3,0-6,0 водяное принудительное Давление охлаждающей воды на входе в плазмотрон, кгс/см2 1,5-3,0 Расход охлаждающей воды, л/мин, не менее 3.0 Диаметр канала сопла для номинального тока, мм Масса плазмотрона без соединительных шлангов и проводов, кг, не более 1,7 1,5 Плазмотрон, (рисунок 2.4), состоит из двух узлов: - хвостовика, поз.1, закрепляемого на механизме перемещения: который применяется и для ПВР-402М; - режущей головки, поз.2. 35 Рис.2.4 Плазмотрон для воздушно-плазменной резки ПВР-180 На рисунке 2.5 показан хвостовик в разрезе. Рисунок 2. 5. Разрез хвостовика: 1 – втулка; 2 – корпус; 3 – прокладка; 6-7 – ниппель. Принцип работы Плазмотрон представляет собой устройство, генерирующее и стабилизирующее сжатую электрическую дугу, горящую между электродом плазмотрона (катод) и анодом (обрабатываемым изделием) в потоке плазмообразуюшего и стабилизирующего газа. 36 При воздушно-плазменной резке сжатие и стабилизация дуги производится потоком воздуха, проходящим совместно со столбом дуги через канал сопла плазмотрона. Технологический процесс работы плазмотрона является следующим. Плазмотрон располагается на механизме перемещения, к нему подводятся плазмообразующий газ и охлаждающая вода. Минус источника питания подается к электроду и к изделию (плюс). Сопло плазмотрона через цепь вспомогательной (дежурной) дуги соединяется с плюсом источника питания. Во время работы плазмотрона между электродом и соплом высоковольтным разрядом возбуждается вспомогательная (дежурная) дуга, которая создает видимый факел. Ее ток ограничен и не должен превышать 40А. Расход воздуха должен устанавливаться на минимальном уровне, который обеспечивает выдувание факела дуги. Основная режущая дуга возбуждается автоматически при касании факелом дежурной (вспомогательной) дуги поверхности изделия или его кромки. Внешний торец сопл плазмотрона при этом должен быть установлен на расстоянии 5-10 мм от обрабатываемой поверхности. После достижением тока режущей дуги установленного значения, расход воздуха автоматически увеличивается и процесс протекает стабильно. Окончание процесса, также как и его возбуждение происходит автоматически при обрыве дуги. 2.2. Процесс жидкостного (водяного) охлаждения плазмотронов Блок автономного охлаждения Блок автономного охлаждения предназначен для охлаждения воды в плазмотронах с водяным охлаждением и поставляется в комплекте с аппаратами плазменной распыления металлов ПУРМ-400В, 400ВА, 320ВА.. Технические характеристики БАО приведены в таблице 2.3. 37 Таблица 2.3. Технические характеристики БАО Наименование Значение 1.Напряжение питающей сети при частоте 50 Гц,В 220 переменного тока 1.Напряжение цепи управления, В 27 постоянного тока 2.Тип насоса ( BELAMOS XP-05 , НБЦ-0,37 либо аналогичный ) центробежный 3.Потребляемая мощность насосом, кВт 0,37 4.Режим работы ( ПВ ), % 100 5.Объем охлаждающей жидкости, л 23 6.Давление охлаждающей жидкости, Атм. 2…4 7.Охлаждающая жидкость вода 8.Степень защиты по ГОСТ 14254 IP21 9.Габаритные размеры, мм ( длина х ширина х высота ) 680х510х880 10.Масса блока без воды, кг, не более 90 Устройство блока автономного охлаждения показано на рисунке 2.7. 38 1 – каркас; 2 – бак для воды ; 3 – электронасос; 4 – радиатор охлаждения; 5 – электровентилятор; 6 – кран сливной; 7 – трансформатор; 8 – панель управления; 9 – панель подключения; 10 – шланг подвода воды к насосу; 11 – шланг подачи от насоса; 12 – заливная горловина радиатора; 13 – шланг сливной в бак; 14 – бачек контроля циркуляции воды с микровыключателем; 15 – лампы сигнальные «ГОТОВНОСТЬ» и «ПЕРЕГРЕВ». Рисунок 2.7. - Блок автономного охлаждения Общая электрогидравлическая схема показана на рисунке 2.8., перечень элементов к схеме приведен в таблице 2.4. 39 Таблица 2.4. Перечень элементов устройства охлаждения блока автономного охлаждения Элементы электрической схемы VD1…VD4 Диодная сборка КВРС 5012 50А (диоды Д122-40-10 ) 1 (4) SB1 Микропереключатель В181А 250В 5А ( МИ-5 ) 1 КН1,КН2 Реле 90.3747 12В 2 Т1 Трансформатор ОСО 0,25-87 УХЛЗ 220/12В 50 ГЦ 1 М1 Электронасос BELAMOS XP-05 ( НБЦ-0,37 ) 1 М2 Электровентилятор 70.3730 12/110 1 HL,HL2 Лампа Р-810 12В 2 SK1 Термостат KSD 301 50ºС ( ТК-20 50ºС ) 1 ХТ1 Разъём ШР 20 П 43 1 ХТ2 Розетка 220 В 6А 1 Блок автономного охлаждения состоит из каркаса (1), закрытого панелями, внутри каркаса установлены бак для воды (2), электронасосос (3), радиатор охлаждения (4), панель управления работой блока. Подсоединение электрических проводов и шлангов и элементов осуществляется на панели подсоединений (9). Питание автономного насоса охлаждения напряжением электрической 220В схемы блока переменного тока предусматривается от источника питания через соединительный кабель (разъём ХТ 1, контакты 2,4). 40 Электрическая часть ХТ2 Гидравлическая часть М1 2 1 "ВОДА-ВЫХОД" "ПИТАНИЕ НАСОСА" Питание 220 В Выход сигнал готовности Питание 220 В Выход сигнал готовности ХТ1 4 3 2 1 Т1 VD1...VD4 220В 12В Поплавковый датчик М2 КН2.1 Радиатор "ВОДА-ВХОД" SВ1 SK1 КН1 КН2 KН1.1 Слив KН1.2 HL1 "ГОТОВНОСТЬ" HL2 "ПЕРЕГРЕВ" Рисунок 2.8 - Схема общая электрогидравлическая для блока автономного охлаждения к аппарату ПУРМ-400В, ПУРМ-400ВА После подключения питания и блока к сети насос прокачивает воду по магистрали : бак – ИП - шланг к резаку– плазмотрон – шланг от резака – радиатор блока – бак для воды . Когда вода заполнит всю магистраль вода в бачке контроля циркуляции воды (14) поднимает поплавковый датчик , который замыкает контакты микровыключателя SB2 (рисунок 2.5) , запитывается реле КН1 и КН2 , замыкается цепь управления работой ИП (разъём ХТ 1, контакты 1,3). При этом загорается сигнальная лампа «ГОТОВНОСТЬ», расположенная на корпусе блока автономного охлаждения. Во время работы ИП вода охлаждает детали плазмотрона, проходя через радиатор блока автономного охлаждения (4), нагретая вода охлаждается и сливается в бак для воды. Установленный на баке для воды термостат SK1 ( рисунок 2.6) при достижении температуры воды в баке 50ºС разрывает свои контакты, реле 41 КН1 и КН2 обесточиваются, цепь управления работой ИП размыкается, контакты реле КН1.2 замыкаются и загорается сигнальная лампа «ПЕРЕГРЕВ», расположенная на корпусе БАО. Подсоединение блока к ИП и комплектующему оборудованию изображено на рисунке 2.9. 123456789- Источник питания Блок автономного охлаждения Кабель подключения сети Ручка с кабель-шланговым пакетом Плазмотрон Кабель «ИЗДЕЛИЕ» с зажимом Компрессор Очиститель воздуха Шланг подвода воздуха 10- разрезаемый металл 11- Заземление ИП, БАО, компрессора, установки автоматической резки, разрезаемого металла 12- Втулка-держатель с кабельшланговым пакетом 13- Выносная кнопка управления 14- Кабель «ПИТАНИЕ НАСОСА» 15- Шланг подвода воды 16- Устройство автоматической резки (Стрела, АСШ и т.п.) Рисунок 2.9. Схема ИП-400В, БАО и комплектующего оборудования 42 2.3. Параметры технологического процесса плазменного распыления Принцип работы плазмотронов основан на преобразовании энергии электромагнитного поля в другие виды энергии путем использования электрических разрядов. Наибольшее распространение нашли плазмотроны, в которых нагрев газа до состояния плазмы осуществляется электрическим дуговым разрядом и они называются электродуговыми плазмотронами. Основным размерным параметром разрядной камеры плазмотрона является диаметр сопла, выбираемый по оптимальной плотности тока jс в сопловом канале (по данным эксперимента jс = 40–70 A/мм2 для тока I < 150 А в плазмотронах с воздушным охлаждением). Следует отметить, что более детальное рассмотрение взаимосвязи конструктивных и технологических параметров [7] требует также учета газодинамических параметров потока ПОГ в сопловом узле (массового расхода G и давления P). Так, значение критического тока (выше которого начинается интенсивное разрушение катода) Iкр = f(G, P, d), а в качестве условий длительного ресурса работы катода в воздушной среде можно использовать соотношение 𝐺 ≥ 2 × 10–6 ; 𝑃𝑑 𝐺 𝐼 < 𝐼кр = 1,6 × 106 √ . 𝑃 Очевидно, что определение эффективности проектирования электродных узлов требует дополнительного расчета или оценки значений газодинамических параметров потока ПОГ, существенно зависящих, в свою очередь, от профиля всего газовоздушного тракта плазмотрона 43 Важной электрической характеристикой дугового разряда является вольт-амперная характеристика – зависимость напряжения дуги Uд от силы тока I. Формирование вида вольт-амперной характеристики Uд = f(I) в определяющей и степени зависит от расхода, давления свойств плазмообразующего газа, размеров и формы дуговой камеры плазмотрона. Вследствие этого вольт-амперная характеристика является не только характеристикой электрической дуги, но и конструктивных особенностей плазмотрона в целом. Для оценки эффективности работы плазмотронов принято опираться на известные эмпирические обобщенные уравнения [1, 2, 3, 4]: для вольт-амперной характеристики 𝛼 𝐼2 𝑈=𝐴 ( ) 𝐺𝑑 𝐺 𝛽 ( ) (𝑃𝑑)𝛾 𝑑 Для КПД 𝑚 1−𝜂 𝐼2 =𝐾 ( ) 𝜂 𝐺𝑑 𝐺 𝑛 𝑙 𝜑 𝑞 ( ) (𝑃𝑑) ( ) 𝑑 𝑑 где I – сила тока дуги; 𝐺 – массовый расход плазмообразующего газа через дуговую камеру; U – напряжение дуги; 𝑑 – диаметр дуговой камеры; l – длина электродуговой камеры; 𝑝 – давление газа в плазмотроне; η – тепловой КПД; A, K, α, β, γ, δ, m, n, q, φ – постоянные эмпирические параметры геометрически подобных плазмотронов, определяемые конструктивными особенностями плазмотрона и технологии его использования. 44 В зависимости от значений 𝐽, 𝐺, 𝑑, 𝑝 ВАХ плазматрона может быть как падающей, так и восходящей, то есть с увеличением силы тока напряжение горения дуги может уменьшаться или увеличиваться. Получение восходящей характеристики требует сильного обжатия дуги потоком плазмообразующего газа за счет охлаждения наружной поверхности. Это может быть реализовано при обжатии дуги стенками дуговой камеры или при большом расходе, что возможно при интенсивном охлаждении стенок плазмотрона. Физика формирования падающей ВАХ дуги в плазмотроне может быть представлена следующим образом. При горении дуги в открытом пространстве между двумя электродами формируется так называемая свободная (открытая) дуга. Параметры такой дуги – её диаметр, и длина конфигурация – зависят от силы тока и свойств газовой среды. Так, с ростом тока диаметр дуги увеличивается свободно, поскольку нет ограничивающих факторов в радиальном направлении. В плазмотронах дуга формируется в ограниченном объёме, то есть между стенками рабочей камеры и в потоке плазмообразующего газа. Такая дуга называется стабилизированной, её диаметр зависит от силы тока, геометрии рабочей камеры и расхода газа через плазмотрон. При низких значениях расхода газа влиянием потока на диаметр дуги можно пренебречь. Дуга в этом случае стабилизируется стенкой и принимает форму канала. Была рассчитана ВАХ плазмотрона, показанная на рис. 2.10, для следующих обобщенных параметров плазмотрона: I2/Gd = 107 … 4·1010 A2·c/кг·м; G/d = 0,1 … 20 кг/м·с; Pd = (5 … 35) ·102 H/м. Для прямой полярности: U+ = 1290 (I2/Gd)-0,15(G/d)0,30(Pd)0,25 Для обратной полярности: U– = 1970 (I2/Gd)-0,17(G/d)0,15(Pd)0,25 45 180 170 Напряжение, в 160 150 140 130 120 110 100 90 0,15 0,16 0,17 0,18 0,19 0,2 0,21 0,22 Рисунок 2.10 Вольт-амперная характеристика плазмотрона для эмпирической зависимости U+ = 1290 (I2/Gd)-0,15(G/d)0,30(Pd)0,25)прямая полярность) 900 850 800 750 700 650 600 0,015 0,017 0,019 0,021 0,023 0,025 0,027 0,029 0,031 Рисунок 2.10 Вольт-амперная характеристика плазмотрона для эмпирической зависимости U+ = 1290 (I2/Gd)-0,15(G/d)0,30(Pd)0,25) (обратная полярность) Также получена эмпирическая зависимость напряжения между электродами от давления и силы тока: 46 U(I, P) = k·I·P + d·P + a·I2 + b·I +c. Она показана на рисунке 2.11. 750 730 710 690 U, в 670 650 630 610 590 570 550 0 2 4 I, a 6 8 10 Рисунок 2.11 Эмпирическая зависимость напряжения между электродами от давления и силы тока ( синий цвет P = 60 атм; красный – P = 80атм; зеленый – P=110) Производительность установки зависит от размера частиц металлического порошка, которые нужно получить. Выбор источника питания Источник питания во многом определяет формирование электрической дуги, поскольку он обеспечивает поддержание выбранного среднего значения тока, управление значением тока в диапазоне от Iнач до Iном, устойчивость горения дуги, максимальный КПД, заданный уровень пульсаций, максимально возможное значение коэффициента мощности. И быть. И быть приемлемым по цене, габаритам и массе. Для плазмотрона, работающего в режиме распыления металлической нити, целесообразно выбрать тиристорный управляемый выпрямитель с обратной связью по току и автоматической стабилизацией тока. 47 При этом напряжение холостого хода ИП должно превышать напряжение на дуге, но не менее: Uxx = 1.2 Uном = 560 В. Такими характеристиками обладает источник питания типа ВУЦ 630/1У4-1, имеющий Iном = 635 А, Uном= 1кВ и мощность 630 кВт. Этот ИП имеет СБ (силовой блок), БФУ (блок фазового управления) и АСТ (блок автоматической стабилизации тока). СБ реализован по мостовой схеме выпрямителя. Выпрямитель имеет обратную связь по току, который снимается с трансформаторов тока и поступает в блок автоматической стабилизации тока для выпрямления. Сигнал рассогласования между заданием и обратной связью по току поступает в блок фазового управления, в результате увеличивается или уменьшается угол открывания тиристоров, обеспечивающий регулирование тока нагрузки в заданном диапазоне. Обратная связь по току нужна для формирования падающих вольт-амперных характеристик выпрямителя. Тракты водяного охлаждения (ТВО) должны быть проанализированы по гидродинамическим критериям. ТВО рассматриваемых плазмотронов представляют собой систему каналов с переменной площадью поперечного сечения (ПС), что обусловлено как конструктивными, так и технологическими особенностями. Для каждого участка ТВО должен быть произведен расчет потерь динамического напора, включающих инерционные потери из-за местных гидравлических сопротивлений и линейные потери давления за счет вязкости, и определены средние по сечению осевые скорости жидкости и характер течения по числу Рейнольдса. Так как основной функциональной задачей системы охлаждения является увеличение ресурса работы катода, наибольшая скорость воды должна достигаться на выходе из входной трубки в область охлаждения 48 торцевой части катодной полости, обеспечивая при этом максимальную степень турбулизации потока (Re = 104). Такой же режим должен быть и на остальных участках ТВО, за исключением рубашки охлаждения соплового узла (переходный режим при Re = 2000), в которой циркуляция воды происходит в переходном от ламинарного к турбулентному режиме за счет большого гидравлического диаметра каналов ТВО. Конструкция ТВО должна обеспечивать свободную прокачку теплоносителя, отвечая критерию суммарных потерь по всему тракту от давления на входе: Δ𝑃Σ < 10 %. 𝑃вх На этапе последующего анализа должен быть исследован катод, являющийся наиболее теплонагруженным элементом конструкции плазмотронов прямого действия, так как при небольших тепловых потоках в малое по размерам катодное пятно плотности тепловых потоков достигают больших величин (107–108 Вт/м2). Сравнительный анализ эффективности охлаждения катодов можно осуществить по методике М. Ф. Жукова и А. С. Аньшакова [3]. В качестве основных критериев эффективности охлаждения можно использовать: 1) коэффициент надежности охлаждения Кохл, определяемый отношением критической (для данных условий) плотности теплового потока qкр (условие возникновения кризиса кипения) к плотности теплового потока на охлаждаемой поверхности qw: Кохл = qкр/qw; 2) температуру (13) охлаждаемой поверхности tw,°C (недогрев до температуры кипения при данных условиях tк,°С): tw = tв + qw/a, Δt = tк – tw, (14) где tв – средняя температура теплоносителя; a – коэффициент теплоотдачи охлаждаемой поверхности, 4 5 49 4 𝑡𝑘 = 100 √𝑃 ∙ 105 ; P – давление жидкости, атм. Коэффициент надежности охлаждения можно рассчитать по формуле; 𝐾охл 𝑉 𝑞во (1 + Б(𝑡к − 𝑡в )) √ 𝑉во = , 𝑞𝑤 где V – скорость теплоносителя на входе в узел охлаждения катода (по данным гидродинамического анализа ТВО); значения коэффициентов qво, Vво и Б – в зависимости от давления теплоносителя. Тепловой поток от пятна дуги в катод можно определить по аппроксимирующей формуле для термохимического катода: Qт = 2,34×I, где I – сила тока плазменной дуги, А. Плотность теплового потока на внутренней охлаждаемой поверхности: 𝑞𝑤 = 𝑄т , 2𝜋𝑟 2 где r – радиус, задаваемый геометрией катода. Представленный расчет позволяет определить эффективность охлаждения катода и технологические диапазоны его работы. В качестве критериев можно взять Кохл > 2, Δt > 20 °. 50 Литература 1. Герцрикен Д.Е., Тышкевич В М. //Металлофизика и новейшие технологии. -2001.- 23, № 1. - С. 51-69. 2. Wosch, E., Prikhodovski, A., Feldhaus, S., & Gammal, T. E. (1997). Investigations on the rapid solidification of steel droplets in the plasma-rotatingelectrode-process. Steel Research, 68(6), 239–246. doi:10.1002/srin.199701785 3. Герцрикен Д.С., Захаров СМ., Мазанко В.Ф.. Миронов В.М., Рясный А.В.// Труды XII Межд. Совещ.«Радиационная физика твёрдого тела», Севастополь, 1-6 июня 2002 г. — М.: НИИ ПМТ, 2002. - С. 214-219. 4. S. Bogdanov, "Prospects of Production of Granular Composite Materials by Method of the Plasma- Centrifugal Atomization," Metallurgist, pp. 1-8, 2018. 5. Рябошапка КЛ., Богданов Е.И., Богданов С.Е.. Воронина Н.Ф. и др. // Металлофизика и новейшие технологии. - 2005. - 27, №3. - С. 407-413. 6. Герцрикен Д.С., Тышкевич В.М.. Юрик ТВ. // Металлофизика. - 1990.- 12, № 5, С. 45 - 48. 7. Герцрикен Д.С., Тышкевич В.М. Тлеющий разряд и инертные газы в металлах. - Киев; Академпериодика, 2006. - 280 с. 8. Мазанко В.Ф.. Миронов Д.В , Герцрикен ДС. и др. // Допов1д1 НАНУ. 2006. - № 7. - С. 102-108. 9. Gogotsi Yu. Nanomaterials Handbook, CRC Press, 2006. 10. Koch C. C. Nanostructured Materials: Processing, Properties and Applications, William Andrew, 2006. 11. Wang Z.L., Liu Y., and Zhang Z. Handbook of Nanophase and Nanostructured Materials,Springer, 2002. 12. Shaw D., Liu B. Handbook of Micro and Nanoparticle Science and Technology. Springer, 2010. 13. Hosokawa M., Nogi K., Naito M. and Yokoyama T. Nanoparticle Technology Handbook, Elsevier. 2008 14. Каламазов Р.У., Цветков Ю.В. Высокодисперсные порошки вольфрама и молибдена. М., Металлургия, 1988- 192 с. 51 15. Цветков Ю.В., Панфилов С.А. Низкотемпературная плазма в процессах восстановления. М., Наука, 1980. 16. Туманов Ю.Н. Плазменные, высокочастотные, микроволновые и лазерные технологии в химико-металлургических процессах. 2010, Физматлит, 968 с. 17. Цветков Ю.В. Термическая плазма в нанотехнологиях. Наука в России 2006, №2, 120-126 18. Самохин А.В., Алексеев Н.В., Цветков Ю.В. Плазмохимические процессы создания нанодисперсных порошковых материалов. Химия высоких энергий, 2006, т.40, № 2, с.120-126 19. Цветков Ю.В., Самохин А.В. Плазменная нанопорошковая металлургия. Киев, Автоматическая сварка, ноябрь, 2008, с. 171-175 20. Жуков М.Ф. Электродуговые генераторы термической плазмы. 1999 г., Наука, 712 с. 21. Plasma Torches by Westinghouse Plasma Corporation. 22. Samal, S. (2017). Thermal plasma technology: The prospective future in material processing. Journal of Cleaner Production, 142, 3131–3150. doi:10.1016/j.jclepro.2016.10.154 23. Синайский М.А., Самохин А.В., Алексеев Н.В., Цветков Ю.В. Расширенные характеристики дисперсного состава для нанопорошков плазмохимического синтеза. Российские нанотехнологии. 2016. Т. 11. № 11-12. С. 110-115. 24. Granqvist C. G.,Buhrman R. A. Ultrafine metal particles. Journal of Applied Physics 47, 2200 (1976) 25. Kiss L. B., Soderlund J., Niklasson G. A., Granqvist C. G. New approach to the origin of lognormal size distributions of nanoparticles. Nanotechnology, 1999, № 10, p. 25–28. 26. Алексеев Н.В., Балихин И. Л. Куркин Е.Н. и др. Формирование ультрадисперсного порошка оксида алюминия в условиях ограниченной 52 струи воздушной плазмы. Физика и химия обработки материалов. 1994. № 4-5. С. 72-78. 27. Алексеев Н.В., Балихин И.Л., Куркин Е.Н., Самохин А.В., Троицкая Е.В., Троицкий В.Н. Синтез ультрадисперсных порошков нитрида и карбонитрида титана в струе азотной плазмы. Физика и химия обработки материалов. 1995. № 1. С. 31-39. 28. Алексеев Н.В., Самохин А.В., Гречиков М.И. Управление дисперсноостью металлических порошков, получаемых в процессах плазменного восстановления. Физика и химия обработки материалов. 1997. № 6. С. 54-60. 29. Алексеев Н. В., Самохин А. В., Куркин Е. Н., Агафонов К. Н., Цветков Ю. В. Синтез наночастиц оксида алюминия при окислении металла в потоках термической плазмы. Физика и химия обработки материалов. 1997. Т. 3. С. 33–39. 30. Alekseev N.V., Samokhin A.V., Tsvetkov Yu.V. Synthesis of titanium carbonitride nanopowder by titanium tetrachloride by treatment in hydrocarbonair plasma. High Energy Chemistry. 1999. v. 33. № 3. pp.194-197. 31. Kolesnikov A. Alexeev N., Samokhin A.Controlled synthesis of alumina nanoparticles in a reactor with self-impinging plasma jets. International Journal of Chemical Reactor Engineering, Vol. 5, 2007, Article A95. 32. Самохин А.В., Поляков С.Н., Асташов А.Г., Алексеев Н.В., Цветков Ю.В. Моделирование процесса синтеза нанопорошков в плазменном реакторе струйного типа. II. Формирование наночастиц. Физика и химия обработки материалов. 2014. № 3. С. 12-17. 33. Самохин А.В., Синайский М.А., Алексеев Н.В. и др. Синтез наноразмерных порошков диоксида циркония и композиций на его основе в термической плазме электродугового плазмотрона. Перспективные материалы. 2015. № 4. С. 49-60. 53 34. Клименко А. А. Конструкции электродуговых плазмотронов / А. А. Клименко, Г. К. Ляпин. Москва: Изд-во МГТУ им. Н. Э. Баумана, 2010. 56 с. 35. Электродуговые плазмотроны: рекламный проспект / А. С. Аньшаков [и др.]; под ред. М. Ф. Жукова; Ин-т теплофизики СО АН СССР. Новосибирск, 1980. 84 с. 36. Жуков М. Ф. Основы расчета плазмотронов линейной схемы / М. Ф. Жуков, А. С. Аньшаков; Ин-т теплофизики СО АН СССР. Новосибирск, 1979. 146 с. 37. Электродуговые генераторы термической плазмы (Низкотемпературная плазма) / М. Ф. Жуков [и др.]. Новосибирск: Наука, 1999. Т. 17. 712 с. 38. Н.Н. Струков, Д.С. Белинин, П.С. Кучев, Ю.Д. Щицын Регулирование размера частиц порошков при плазменном распылении пруткового материала. Вестник ПГТУ. Машиностроение, материаловедение. 2011. Т. 13. № 3, РИНЦ, с. 118. 39. Коротеев А. С., Миронов В. М., Свирчук В. С. Плазмотроны: конструкции, характеристики, расчет. М.: Машиностроение, 2012. 295 с. 40. Основы расчета плазмотронов линейной схемы / под ред. М.Ф. Жукова. Новосибирск, 1979, 146 с. 54