Материаловедение. Опишите существующие способы раскисления стали при ее выплавке. Как классифицируются стали в зависимости от степени раскисления и как при этом изменяются их свойства? Приведите схему строения слитка кипящей стали.
advertisement

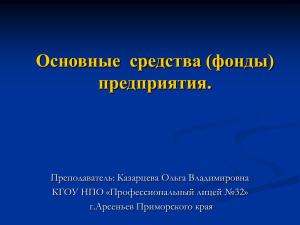
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «ИЖЕВСКАЯ ГОСУДАРСТВЕННАЯ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ» ФАКУЛЬТЕТ НЕПРЕРЫВНОГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ Контрольная работа по Материаловедению (наименование дисциплины) Вариант №27 Проверил Ипатов А.Г (Ф.И.О. преподавателя) Выполнил Лагунов И.А (Ф.И.О. студента) Профиль «Энергообеспечение предприятий» Курс 1-ый Группа 18 Шифр 1904027 (№ студ. билета /зачёт. книжки) Ижевск 2020 Задание №27. Опишите существующие способы раскисления стали при ее выплавке. Как классифицируются стали в зависимости от степени раскисления и как при этом изменяются их свойства? Приведите схему строения слитка кипящей стали. Раскисление стали - в процессе выплавки стали в дуговых печах металл содержит некоторое количество кислорода. Во время кристаллизации в изложницах или формах взаимодействие углерода с кислородом продолжается и даже усиливается вследствие ликвации кислорода, т. е. повышения содержания его в маточном растворе из-за малой растворимости в твердом металле. Это приводит к образованию газообразной окиси углерода и эффекту кипения. Если такое кипение происходит очень интенсивно, металл поднимается («вскипает»), затем опускается и слиток или отливка получаются не плотными, с газовой пористостью и непригодными для использования. Для получения качественного слитка кипение необходимо регулировать или совсем предотвратить. В первом случае получаемую сталь называют кипящей, во втором — спокойной. Понижение содержания кислорода в стали или связывание его в достаточно прочные соединения называют раскислением стали. Наиболее распространенным способом удаления кислорода стали служит глубинное (осаждающее) раскисление. Применяется оно при выплавке стали во всех сталеплавильных агрегатах и осуществляется присадкой в металл (поэтому «глубинное») элементов, связывающих кислород в достаточно прочные окислы. Более или менее полное удаление образовавшихся окисных включений — продуктов раскисления происходит в результате их осаждения — всплывания или выноса потоками металла и перехода в шлак или на твердые межфазные поверхности. Вторым способом раскисления стали служит диффузионное раскисление, происходящее в результате развития диффузионных процессов между металлом и шлаком, содержащим менее 1 % FeO. Такой шлак может быть восстановителем по отношению к металлу и понижать в нем содержание кислорода. Третий способ раскисления стали заключается в обработке стали вакуумом. Основан он на том, что в вакууме понижается равновесное с углеродом содержание кислорода. Стали по степени раскисления классифицируют на спокойные, полуспокойные и кипящие. Спокойные стали хорошо раскислены марганцем, алюминием и кремнием. Они затвердевают в изложнице спокойно, без газовыделения, с образованием в верхней части слитков усадочной раковины. Кипящие стали раскисляют только марганцем. Они раскислены недостаточно. Перед разливкой в них содержится повышенное количество кислорода, который при затвердевании слитка частично реагирует с 2 углеродом и выделяется в виде пузырей окиси углерода СО2 создавая ложное впечатление «кипения» стали. Полуспокойные стали по степени их раскисления занимают промежуточное положение между спокойными и кипящими сталями. Ча­стично их раскисляют в печи и ковше, а частично — в изложнице за счет содержащегося в металле углерода. Ликвация в слитках полуспокойной стали меньше, чем в кипящей, и приближается к ликвации в слитках спокойной стали. В слитке кипящей стали выделяют следующие структурные зоны (рисунок 1 а): плотную наружную корку; зону продолговатых сотовых пузырей; промежуточную зону плотного металла; зону вторичных пузырей; плотную центральную зону со скоплением пузырей в верхней ее части. Рисунок 1 – Структурные зоны слитков кипящей стали: а – обычный слиток; б – химически закупоренный слиток; 1 – наружная корка; 2 – сотовые пузыри; 3 – промежуточная зона плотного металла; 4 – зона вторичных пузырей; 5 – скопление пузырей в верхней части слитка; 6 – пузыри и усадочные пустоты в верхней части слитка; 7 – «мост» плотного металла 3 Задание №74. Опишите основные литейные свойства Сплавов и пути получения отливок деталей без дефектов В производстве отливок важную роль играют литейные свойства сплавов, обеспечивающие хорошее заполнение литейной формы и получение отливок без дефектов — раковин, трещин и др. К основным литейным свойствам сплавов относятся: жидкотекучесть, заполняемость, усадка и ликвация. Жидкотекучесть — это способность металлов и сплавов течь по каналам формы и заполнять ее. Заполнение литейных форм является сложным гидродинамическим и физико-химическим процессом. Главным фактором, определяющим уровень жидкотекучести, являются свойства сплава в жидком состоянии: теплофизические свойства, особенности кристаллизации, вязкость, окисляемость. На жидкотекучесть влияют условия плавки и заливки, перегрев металла, насыщение металла посторонними включениями, условия подвода металла к форме. При теоретическом анализе характеристики жидкотекучести основным является определение условий остановки движущегося потока. Высказано несколько точек зрения на механизм остановки потока: выделение 20% твердой фазы, образование на конце потока прочной твердой корочки, рост в канале литейной формы дендритов (древовидных кристаллов), препятствующих движению потока, накопление твердых кристаллов на конце потока. Заполняемость характеризует способность металлов и сплавов воспроизводить контур отливок в особо тонких сечениях, где в значительной степени проявляется действие капиллярных сил. Заполнение тонких сечений отливок — это процесс взаимодействия металла и формы. Иногда этот процесс называют формовоспроизведением или формозаполнением. Заполняемость обусловлена рядом факторов: 1) поверхностным натяжением сплава и смачиваемостью формы; 2) вязкостью сплава, связанной с его теплофизическими свойствами; 3) температурным интервалом кристаллизации; 4) формой и размерами первичных кристаллов; 5) склонностью сплава к пленообразованию; 6) теплофизическими свойствами формы; 7) способом заливки металла; 8 ) конструктивными особенностями литниковой системы; 9) наличием газов в форме и условиями ее вентиляции. Усадка — это уменьшение объема сплава, залитого в форму, при его охлаждении. Уменьшение объема сплава при охлаждении до температуры затвердевания и при затвердевании называется объемной усадкой. 4 Уменьшение линейных размеров отливки по сравнению с размерами модели называется линейной усадкой. Значение усадки сплава в литейной форме зависит от его химического состава, конфигурации отливаемого изделия, температуры заливки в форму, скорости охлаждения в форме и других факторов. Среднее значение линейной усадки серого чугуна около 1%, стали — 2%, медных сплавов — 1,5%. Усадка — отрицательное явление, потому что при ней изменяются объем и размеры изготовляемых отливок, она является причиной образования в отливках усадочных раковин, пористости, внутренних напряжений, вызывающих появление коробления и трещин. Ликвация — неоднородность химического состава сплава в различных частях сечения отливки, возникающая при его кристаллизации. Наиболее заметна ликвация в массивных сечениях отливки. Отливки подвергают контролю для определения их соответствия требованиям стандартов и технических условий. Проверяют химический состав сплава, структуру, размеры и геометрию отливок, механические свойства, устанавливают отсутствие поверхностных и внутренних дефектов. Несоответствие размеров отливки чертежу может быть следствием неправильно назначенной усадки при изготовлении модельного комплекта, а также неточной сборки формы. Этот дефект может быть устранен доводкой модельного комплекта, повышением точности сборки формы. Несоответствие массы отливки заданной чертежом возникает чаще всего по тем же причинам, что и несоответствие размеров. Кроме того, увеличение массы возможно вследствие деформации формы при заливке ее жидким металлом. Чтобы предотвратить образование ужимин, следует не переуплот нять форму, заливать ее металлом с заданной температурой, увели чивать скорость заливки металла, применять специальные проникаю щие покрытия, упрочняющие поверхность формы, исключающие появление трещин в форме при прогреве металлом. Ужимины можно устранять нанесением рисок (в виде сетки пересекающихся линий) на поверхности формы ланцетом или выполнением специальных противоужимных ребер на модели. Риски уменьшают деформацию поверхности форм, препятствуют ее отслаиванию. 5 Задание №10. Описать термодинамические основы фазовых превращений в металлах. Фазовый переход (фазовое превращение) в термодинамике — переход вещества из одной термодинамической фазы в другую при изменении внешних условий. С точки зрения движения системы по фазовой диаграмме при изменении её интенсивных параметров (температуры, давления и т. п.), фазовый переход происходит, когда система пересекает линию, разделяющую две фазы. Наиболее распространённые примеры фазовых переходов первого рода: 1)плавление и кристаллизация 2)испарение и конденсация 3)сублимация и десублимация При фазовом переходе второго рода плотность и внутренняя энергия не меняются, так что невооружённым глазом такой фазовый переход может быть незаметен. Скачок же испытывают их производные по температуре и давлению: теплоёмкость, коэффициент теплового расширения, различные восприимчивости и т. д. Кристаллизация — процесс фазового перехода вещества из жидкого состояния в твёрдое кристаллическое с образованием кристаллов. Кристаллизация начинается при достижении некоторого предельного условия, например, переохлаждения жидкости или пересыщения пара, когда практически мгновенно возникает множество мелких кристалликов — центров кристаллизации. Кристаллики растут, присоединяя атомы или молекулы из жидкости или пара. Рост граней кристалла происходит послойно, края незавершённых атомных слоев (ступени) при росте движутся вдоль грани. Зависимость скорости роста от условий кристаллизации приводит к разнообразию форм роста и структуры кристаллов (многогранные, пластинчатые, игольчатые, скелетные, дендритные и другие формы, карандашные структуры и т. д.). В процессе кристаллизации неизбежно возникают различные дефекты. Плавление — это процесс перехода тела из кристаллического твёрдого состояния в жидкое, то есть переход вещества из одного агрегатного состояния в другое. Плавление происходит с поглощением удельной теплоты плавления и является фазовым переходом первого рода, которое сопровождается скачкообразным изменением теплоёмкости в конкретной для каждого вещества температурной точке превращения — температура плавления. Как в жидкостях, так и в твердых телах всегда имеется некоторое число молекул, энергия которых достаточна для преодоления притяжения к другим молекулам и которые способны оторваться от поверхности жидкости или твердого тела и перейти в окружающее их пространство. Переход жидкости в газообразное состояние называется испарением. Переход твердого тела в газообразное состояние называется сублимацией. 6 При испарении и сублимации тело покидают наиболее быстрые молекулы, и в результате тело охлаждается. Что бы поддерживать температуру постоянной, к нему нужно непрерывно подводить тепло. Возгонкой, или сублимацией, называют процесс перехода твердой фазы в парообразное состояние без плавления, а десублимацией -процесс кристаллизации твердой фазы из пара, минуя жидкое состояние. Возгонку применяют для дополнительной очистки небольших количеств вещества от малолетучих примесей или малолетучего вещества от легколетучих примесей. Важным преимуществом возгонки по сравнению с кристаллизацией того же вещества из раствора является исключение из процесса очистки растворителя, который часто должен быть очень чистым. Обратным процессом является десублимация. Десублимация (депозиция) физический процесс перехода вещества из газообразного состояния в твёрдое, минуя жидкое. Примером десублимации является образование на стёклах ледяных узоров в зимнее время. При десублимации высвобождается энергия. 7 Задание №60. Опишите технологии проведения полной, неполной и изотермической. закалки деталей, изготовленных из стали 40. Полная закалка, с температурой нагрева на 30…50oС выше критической температуры Аc3: Тн = 815+ (30..50)=855о С Изменения структуры стали при нагреве и охлаждении происходят по схеме: Сталь, нагретая выше линии GSE , переходит в состояние твердого раствора углерода в железе, имеющего решетку куба с центрированными гранями (ужелезо). При быстром охлаждении в воде с этой температуры сталь становится очень твердой и хрупкой, т. е. получает полную закалку. Неполная с температурой нагрева на 30…50oС выше критической температурыА1: Тн = 743 + (30..50)=783о С Изменения структуры стали при нагреве и охлаждении происходят по схеме: После охлаждения в структуре остается вторичный цементит, который повышает твердость и износостойкость режущего инструмента. После полной закалки Изотермическая закалка делается для получения бейнитной структуры стали 40. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе. Тн = 230 + (50..150)=330о С 8 Задание №107 Приведите эскизы износа инструментов (резца, сверла, зуба фрезы). Какие факторы и как влияют на интенсивность изнашивания инструментов? В процессе резания в результате трения стружки о переднюю поверх­ность инструмента и задней поверхности о заготовку режущие поверхности инструмента изнашиваются. Независи­мо от вида и назначения инструменты изнашиваются: по задней поверхности (рис. 2); по передней поверхности. Рис. 2. Схема износа резцов В зависимости от условий обработки может преобладать тот или иной вид износа. Износ по задней поверхности характеризуется площадкой с высотой hз (рис. 2). В процессе резания увеличиваются площадка, трение, нагрев, быстрее протекает процесс износа. Быстрый рост износа является опасным, так как может привести к разрушению режущей кромки инструмента. Износ инструмента допускается в определенных пределах (допустимый износ), после которого инструмент надо переточить, возобновить его режущие способности. Износ передней поверхности инструмента образуется от трения сходящей с нее стружки. Износ образуется в виде лунки глубиной hл. Края лунки располагаются приблизительно параллельно главному лезвию инструмента, а длина лунки равна его рабочей длине. При работе инструментами из быстрорежущей стали на малых и средних скоростях резания перемычка между краем лунки и главным 9 лезвием сохраняется благодаря образовавшемуся наросту, предохраняющему переднюю грань от истирающего действия стружки. По мере увеличения износа край лунки может сойтись с кромкой изношенной задней поверхности и на окончательно изношенном инструменте останется только часть лунки. Практически до такого износа инструмент не доводят, а перетачивают значительно раньше иа износа по задней поверхности. Лунка, увеличивая передний угол резца, облегчает процесс резания. Виды износа. Основными видами износа являются абразивное, молекулярное и диффузионное изнашивание и приработочный износ. Абразивный находящимися износ — это царапание в обрабатываемом материале, твердыми режущих частицами, поверхностей инструмента. Большой абразивный износ причиняют инструменту окалина и литейная корка на заготовках. Молекулярный износ происходит в результате действия молекулярных сил сцепления (прилипание, спекание) между материалами заготовки (стружки), вызывающих при трении скольжения отрыв (захватывание) мельчайших частиц материала инструмента. Этот вид износа характерен при обработке стали и других вязких материалов. При контакте одноименных материалов схватывание начинается при температурах, равных (0,3-0,4) Тпл, а при контакте разноименных материалов (0,35-0,5) Тпл, при очень высоких температурах контактирования процесс схватывания приводит к спеканию. Молекулярный износ можно уменьшить применением СОЖ, которые создают на контактных поверхностях защитные пленки, уменьшающие силы прилипания. Диффузионное изнашивание — это диффузионное растворение металла инструмента в обраба­тываемом материале при температурах 800— 850 °С. Интенсивность проте­кания диффузионных процессов заметно уменьшается при применении инст­рументальных материалов, химически инертных по отношению к обрабатываемому материалу. 10 Резец по времени изнашивается неравномерно. В начале работы быстро истираются неровности, шероховатости режущей кромки и обезуглероженный слой инструмента, появившийся при его термической обработке. Этот износ называется приработочным. На износ и стойкость инструмента влияют скорость резания, физикеханические свойства обрабатываемого и инструментального материала, состояние поверхности режущих кромок инструмента, жесткость технологической системы станка (СПИД), свойства применяемой СОЖ. элементы режима резания, углы резца и др. Наибольшее влияние на стойкость инструмента оказывает скорость резания. Чем скорость выше, тем больше энергии расходуется на процесс резания, тем больше выделяется тепла, тем интенсивнее происходит износ трущихся поверхностей режущей части инструмента и тем меньше период стойкости. Исследованиями и практикой установлено, что небольшое приращение скорости резания вызывает значительное изменение стойкости резца. Например, если скорость резания при работе твердосплавным резцом увеличивается в два раза, то стойкость резца уменьшится в 32 раза. 11 Список используемой литературы 1. Гуляев А. П. Металловедение. М.: Металлургия, 1986. 2. Лихтин Ю. М. Леонтьева В. П. Материаловедение. М.: Машиностроение.1990. 3. Мозберг Р. К. Материаловедение. М.: Высш т.к.. 1991 4. Дриц. М. Е.. Москалева М. А. Технология конструкционных: мате-риалов и материаловедение. М.: Высш. шк„ 1990. 5. Практикум по технологии конструкционных материалов и Матерналоведению/С. С. Некрасов, Г. К. Потапов, А. М. Пономаренко и Др.: Иод общ ред. С. С. Некрасова. М.- Агропромиздат, 1991 6. Технология конструкционных материалов/А. М. Дальский. И. А. Арутюнова, Т. М. Барсукова и др.: Под общ. ред. А. М Дальско¬го. М.: Машиностроение, 1985. 7. Кондратьев Е. Т. Технология конструкционных материалов и материаловедение. М.- Колос, 1983. 8. Справочник сварщика/Ю. А Денисов, Г. И. Кочена. Ю. А. Маслов Под общ ред. В В Степанова -М.: Машиностроение, 1982. 9. Некрасов С. С Обработка материалов резанием М: ВО агропромиздат, 1988. 12