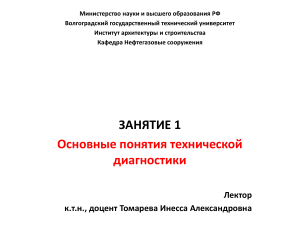
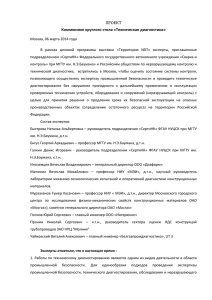
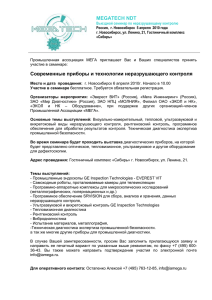
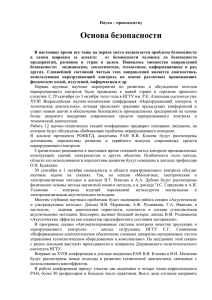
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РФ Казанский государственный архитектурно-строительный университет Кафедра металлических конструкций и испытания сооружений Отчет по практике НИР «Методы и приборы неразрушающего контроля качества материалов и конструкций» Выполнил: студент группы 7ПГ01з Матвеев А.А. Проверил: Хусаинов Д.М. Казань, 2021 г. Содержание Содержание………………………………………………………………………..2 Введение…………………………………..………………………………………3 Методы неразрушающего контроля…………………………………….………4 Ультразвуковой метод контроля………………………………………………..5 Радиоволновые методы неразрушающего контроля…………………………..6 Электрические методы неразрушающего контроля……………………………7 Акустические методы неразрушающего контроля……………….……………8 Вихретоковые методы неразрушающего контроля…………………..………..9 Магнитные методы неразрушающего контроля……………………..……….10 Магнитные методы неразрушающего контроля………………….…………..10 Радиационные методы неразрушающего контроля…………………………..11 Методы неразрушающего контроля проникающими веществами……….….12 Оптические методы неразрушающего контроля………………….…….……13 Заключение…………………………………………………………….…………14 Список используемой литературы……………………………………….……..16 2 Введение Задачи повышения качества и надежности отдельных конструкций и объектов в целом требуют систематической работы над совершенствованием методов и средств неразрушающего контроля и технической диагностики. При хранении и эксплуатации в изделиях на отдельных участках могут появляться усталостные трещины, трещины термической усталости и др. Исследование и разработка методов контроля трещин в материалахактуальная задача металловедения, позволяющая на начальных стадиях производства установить и устранить брак, предотвратить аварии, определить качество выполняемых работ, повысить безопасность эксплуатации опасных производственных объектов. К настоящему времени накоплен значительный опыт проведения неразрушающего контроля, однако возможности его применения далеко не исчерпаны. Неразрушающим контролем (НК) называется контроль, после проведения которого, детали и объект контроля (ОК) в целом остаются пригодными для дальнейшего применения по прямому назначению. Неразрушающий контроль - совокупность методов измерения и контроля показателей качества изделия без изменения присущих ему свойств, размеров и характеристик. Обычные методы измерения и контроля (напр., геометрических размеров или электрических характеристик) проводятся с целью установления соответствия изделия заданным требованиям или определения значений его параметров. Неразрушающий контроль позволяет получать дополнительную информацию, прямо или косвенно характеризующую изменения качества контролируемого объекта во времени, исключать уже при изготовлении потенциально ненадёжные изделия со скрытыми дефектами, отбирать наиболее надёжные образцы для работы в особо сложных условиях, определять причины возникновения скрытых дефектов, чтобы вовремя устранять их. Методы неразрушающего контроля основаны на анализе воздействия оптических, тепловых, акустических, радиационных и иных излучений на контролируемый объект, исследовании характера распространения в нём электромагнитных и упругих колебаний, изучении структуры материалов с помощью обычных и электронных микроскопов. Строго говоря, между обычным и неразрушающим контролем нет чёткой границы, кроме случаев, когда для определения, напр., механической прочности, термостойкости конструкций, твёрдости материалов, растворимости вещества их намеренно подвергают воздействию предельных нагрузок (до разрушения, необратимой деформации, воспламенения). 3 Методы неразрушающего контроля Основные методы неразрушающего контроля основаны на применении различных физических явлений и измерении характеризующих эти явления физических величин. Методы неразрушающего контроля, в основе которых лежат схожие физические принципы, условно группируются в виды и внутри них классифицируются по трём признакам: · по характеру взаимодействия контролируемого объекта с физическим полем или веществом; · по первичному информативному параметру (характеристика проникающего вещества или физического поля, которая регистрируется после её взаимодействия с объектом контроля); · по способу, которым получают первичную информацию (первичная информация - это регистрируемая после взаимодействия с контролируемым объектом совокупность характеристик проникающего вещества или физического поля). Наиболее широко применяются следующие виды неразрушающего контроля: ультразвуковой; радиоволновый; электрический; акустический; вихревых токов; магнитный; тепловой; радиационный; проникающими веществами; оптический. 4 Ультразвуковой метод контроля Ультразвуковые волны представляют собой упругие колебания материальной среды, частота которых лежит за пределами слышимости в диапазоне от 20 кгц (волны низкой частоты) до 500 Мгц (волны высокой частоты). Ультразвуковые волны способны проникать в материальные среды на большую глубину, преломляясь и отражаясь при попадании на границу двух материалов с различной звуковой проницаемостью. Именно эта способность ультразвуковых волн используется в ультразвуковой дефектоскопии сварных соединений. Существуют в основном два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный (метод отраженных колебаний.) Рисунок 1-Схемы проведения ультразвуковой дефектоскопия -теневым; б эхо импульсным методом; 1 -щуп-излучатель;2 -исследуемая деталь; 3 -щуп приемник; 4 –дефект При теневом методе (рис. 1, а) ультразвуковые волны, идущие через сварной шов от источника ультразвуковых колебаний (щупа-излучателя), при встрече с дефектом не проникают через него, так как граница дефекта 5 является границей двух разнородных сред (металл —шлак или металл — газ). За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электроннолучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва. При эхо-импульсном методе (рис. 1,б) щуп-излучатель посылает через сварной шов импульсы ультразвуковых волн, которые при встрече с дефектом отражаются от него и улавливаются щупом-приемником. Эти импульсы фиксируются на экране электроннолучевой трубки дефектоскопа в виде пиков, свидетельствующих о наличии дефекта. Измеряя время от момента посылки импульса до приема обратного сигнала, можно определить и глубину залегания дефектов. Основное достоинство этого метода состоит в том, что контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления или предварительной обработки шва. Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов. Радиоволновые методы неразрушающего контроля Радиоволновые МНК основаны на регистрации и анализе изменения параметров, которыми обладают взаимодействующие с объектом контроля электромагнитные волны радиодиапазона (их длина составляет от 0,01 до 1 м). Данные методы могут применяться для контроля объектов, изготовленных из материалов, не «заглушающих» радиоволны диэлектриков (керамика), полупроводников, магнитодиэлектриков и тонкостенных объектов из металла. Не будет ошибкой поставить в соответствие радиоволновым методам методы вихретоковые. Как и в случае вихретоковых МНК, аппаратура для реализации радиоволнового метода состоит из генератора 1 и приёмника волны 3. Пример взаиморасположения генератора, объекта контроля и приёмника волн приведён на рисунке 2. 6 Рис.2 - Радиоволновой метод НМК (прохождения) Электрические методы неразрушающего контроля Электрические МНК основаны на регистрации и анализе параметров электрического поля, которое взаимодействует с объектом контроля или возникает в нём в результате воздействия извне. Первичными информативными параметрами служат потенциал и ёмкость. Рассмотрим суть электрических методов на примере электропотенциального метода, основанного на регистрации и анализе падения потенциала. Если к телу из металла (оно изображено на рис. 3) приложить электрическое напряжение, то в нём возникнет электрическое поле, причём точки с одинаковым потенциалом образуют эквипотенциальные линии. В местах дефектов возникнет падение напряжения, которое можно измерить с помощью электродов и сделать выводы о характере и масштабе повреждений. Рис.3 - Электропотенциальный МНК Кроме электропотенциального метода, применяемого для контроля качества проводниковых материалов, используют следующие электрические методы: · емкостной (контроль полупроводников и диэлектриков); · термоэлектрический (контроль химического состава материала); · электронной эмиссии; 7 · электроискровой; · электростатического порошка (метод схож с магнитопорошковым). Акустические методы неразрушающего контроля Акустические МНК основаны на регистрации и анализе параметров упругих волн, которые возбуждаются и/или возникают в объекте контроля. При использовании волн ультразвукового диапазона допустима замена названия группы методов на «ультразвуковые». Упругие волны, вернее, их параметры, тесно связаны с некоторыми свойствами материалов (анизотропией, плотностью, упругостью и др.), а если принять во внимание тот факт, что акустические свойства твёрдых объектов и воздуха значительно разнятся, становится понятным, почему с помощью акустических МНК возможно выявить наличие малейших дефектов (их ширина может не превышать 10-6 мм), определить качество шлифовки и толщину поверхности. Сфера использования акустических методов достаточно широка, например ультразвуковые дефектоскопы. Они могут применяться ко всем проводящим акустические волны материалам. Рис.4 - Результат применения активного акустического МНК (отражения) В зависимости от характера взаимодействия с контролируемым объектом, различают пассивные и активные методы контроля. В первом случае регистрируются волны, возникающие в самом объекте (по шумам работающего устройства вполне можно судить о его исправности, неисправности и даже её характере). К активным же относятся методы, основанные на измерении интенсивности пропускаемого или отражаемого объектом акустического сигнала. 8 Вихретоковые методы неразрушающего контроля Вихретоковые МНК основаны на исследовании взаимодействия электромагнитного поля вихретокового преобразователя с наводимым в объекте контроля электромагнитным полем вихревых токов, имеющих частоту до 1 млн Гц. На практике данный метод используют для контроля объектов, которые изготовлены из электропроводящих материалов. С его помощью получают информацию о химическом составе и геометрическом размере изделия, о структуре материала, из которого объект изготовлен и обнаруживают дефекты, залегающие на поверхности и в подповерхностном слое (на глубине 2-3 мм). Типичный прибор используемый этим методом -- вихретоковый дефектоскоп. Принцип контроля заключается в следующем. С помощью катушки индуктивности 1 в объекте контроля 3 возбуждаются вихревые токи 2, регистрируемые приёмным измерителем, в роли которого выступает та же самая или другая катушка. По интенсивности распределения токов в контролируемом объекте можно судить о размерах изделия, свойствах материала, наличии несплошностей. Рис.5 - Вихретоковый МНК (прохождения) На рисунке 5 изображен вихретоковый метод прохождения (возбуждающая катушка и приёмник расположены по двум сторонам объекта). К основным методам вихретокового контроля также относят: · метод рассеянного излучения (регистрация рассеянных волн или частиц, отраженных от дефекта); · эхо-метод или метод отраженного излучения (регистрируются отраженные от дефекта поля и волны). 9 Магнитные методы неразрушающего контроля Магнитные МНК основаны на анализе взаимодействия контролируемого объекта с магнитным полем и применяются, как правило, для обнаружения внутренних и поверхностных дефектов объектов, изготовленных из ферромагнитных материалов. К основным магнитным методам НК относят магнитопорошковый, феррозондовый, индукционный и магнитографический метод. Самым распространённым и надёжным среди МНК своего вида является магнитопорошковый - основанный на возникновении неоднородности магнитного поля над местом дефекта. Для реализации метода необходимо подготовить поверхность контролируемого объекта, намагнитить её и обработать магнитной суспензией. Металлические частицы, попавшие в неоднородное магнитное поле, возникшее над повреждением, притягиваются друг к другу и образуют цепочные структуры (рис. 6), выявляемые при осмотре деталей. Рис.6 - Магнитопорошковый МНК Оставшиеся не рассмотренными методы магнитного контроля аналогичны. Единственное отличие - вместо магнитного порошка и последующего визуального контроля используются катушка индуктивности (индукционный метод), магнитная лента и датчик, оснащённый магнитной головкой (магнитографический метод), феррозондовый датчик, регистрирующий поля рассеивания (феррозондовый метод). Тепловые методы неразрушающего контроля Тепловые МНК в качестве пробной (несущей информацию) энергии используют распространяющуюся в объекте контроля тепловую энергию. Температурное поле напрямую зависит от происходящих в объекте процессах теплопередачи, особенности которых зависят от наличия дефектов (как внутренних, так и наружных). Основной информативный параметр 10 тепловых МНК - разность температур между бездефектными и дефектными областями объекта. Температура может измеряться контактным и бесконтактным методом. В зависимости от характера взаимодействия контролируемого объекта и тепловой энергии различают активный (рис.7) и пассивный методы тепловых МНК. Активный метод заключается в следующем: контролируемый объект 6 с помощью внешнего источника 1 охлаждают или нагревают, а затем с помощью устройства контроля 5 измеряют тепловой поток температуру на его поверхности. Участкам повышенного или пониженного нагрева соответствуют дефекты 4. Рис.7 - Активный метод теплового НК При использовании пассивного метода (его называют методом собственного излучения) тепловые источники не используют. Вместо этого регистрируют тепловые потоки работающих объектов, ставя в соответствие местам повышенного нагрева неисправности и дефекты. Тепловые методы широко используются не только при контроле технологических процессов и качества изделий; также их применяют в медицине, астрономии, при мониторинге (лесных пожаров, например). Радиационные методы неразрушающего контроля Радиационные МНК основаны на регистрации взаимодействующего с объектом проникающего ионизирующего излучения и его последующем анализе. В зависимости от вида ионизирующего излучения, слово «радиационные» в наименовании методов может заменяться на «рентгеновские», «нейтронные» и другие. Чаще всего для контроля используется гамма- и рентгеновское излучение, позволяющее выявить едва ли не любой дефект (как внутренний, так и поверхностный). 11 Схема применения радиационного контроля методом прохождения (стоит отметить, что метод отражения практически не используется) приведена на рисунке 8. Источник 1 излучает поток, проходящий сквозь контролируемый объект 2. Излучение улавливается приёмником 3 и с помощью преобразователя 4 преобразуется в конечный результат. Рис. 8 - Схема применения радиационного контроля (метод прохождения) В зависимости от того, какой приёмник излучения 3 используется (сцинтилляционный счетчик фотонов и частиц, рентгеновская плёнка или флюоресцирующий экран), различают радиометрический, радиографический и радиоскопический методы. Первичным информативным параметром выступает плотность потока излучения, возрастающая в местах дефектов. Методы неразрушающего контроля проникающими веществами МНК проникающими веществами (ПВ) основаны на проникновении в полость дефекта контролируемого объекта специальных веществ. Когда речь идёт о выявлении слабозаметных или незаметных трещин на поверхности, МНК ПВ можно назвать капиллярными, в случае поиска сквозных течеискания. При применении МНК ПВ дефекты окрашиваются индикаторной жидкостью (пенетрантом) и выявляются либо визуально, либо с помощью преобразователей. На рисунке 9 изображён способ применения капиллярного метода неразрушающего контроля (поэтапно) 12 Рис.9 - Поэтапное описание способа применения капиллярного МНК ПВ На этапе а поверхность контролируемого объекта очищается механическим и/или химическим методом, затем на неё наносится индикаторная жидкость (б). Она заполняет полости дефектов (в). Излишки пенетранта удаляются. На поверхность наносится проявитель, выявляющий признаки дефектов. Все рассмотренные выше методы контроля не требуют ни разрушения готовых изделий, ни вырезки образцов. Их применение позволяет избежать существенных временных и материальных затрат и частично автоматизировать операции контроля, повысив при этом надёжность и качество изделий. Оптические методы неразрушающего контроля Оптические МНК основаны на регистрации и анализе параметров, присущих взаимодействующему с объектом оптическому излучению (к нему относятся электромагнитные волны длиной от 10-5 до 10-3 мкм). С помощью оптических МНК обнаруживают пустоты, поры, расслоения, трещины, инородные включения, геометрические отклонения и внутренние напряжения в объектах контроля. Информационными параметрами методов являются интегральные и спектральные фотометрические характеристики излучения. Наружный оптический контроль может применяться относительно объектов из любых материалов. Обнаружение внутренних дефектов (неоднородностей, напряжений) возможно только применительно к прозрачным объектам. Для контроля диаметров и толщины используют оптические методы, основанные на явлении дифракции, для контроля шероховатости и сферичности - на явлении интерференции. Оптический контроль может выполняться методами собственного (а), отраженного (б) и прошедшего (в) излучения. 13 Рис. 10 - Схемы испытаний оптическими МНК Приёмное устройство может регистрировать следующие информативные параметры - амплитуду, степень поляризации и фазу волны, время её прохождения через объект, частоту или частотный спектр излучения. Заключение В ходе изучения литературы определили наиболее распространенные методы неразрушающего контроля. Каждый метод имеет свои особенности. Так с визуального осмотра обычно начинаются все мероприятия по неразрушающему контролю. Однако визуальный контроль не может быть использован для выявления внутренних дефектов, как и метод цветной дефектоскопии. Магнитный метод (так же, как ультразвуковой)служит для предварительного определения наличия дефектов и места их залегания в сварных швах, затем эти участки просвечивают для установления размеров дефекта. Дефекты на большей глубине, а также поры и шлаковые включения этим методом не определяются. Также невозможно определить трещины у неферромагнитных материалов. Рентгеновским контролем возможно обнаружить такие дефекты, которые невозможно выявить любым другим методом – например: непропаев, раковин и других. Однако существенным недостаткам рентгеновского контроля следует отнести его рентгеновское излучение. Кроме того, к недостаткам следует отнести тот факт, что при контроле не выявляются несплошности и включения: с размером в направлении просвечивания менее удвоенной чувствительности контроля; если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов толщин просвечиваемого металла; трещины и непровары, плоскость раскрытия которых не совпадает с направлением просвечивания. Ультразвуковой контроль, возможно проводить для разнообразных материалов, как металлов, так и неметаллов. Кроме того УЗК можно 14 проводить на действующем объекте. Однако ультразвуковая дефектоскопия не может дать ответ на вопрос о реальных размерах дефекта. Практически невозможно производить достоверный ультразвуковой контроль металлов с крупнозернистой структурой, таких как чугун или аустенитный сварной шов. Исходя из этого, можно сделать вывод, что универсального метода неразрушающего контроля нет. Каждый метод незаменим в определенных условиях и зависит от поставленных задач. Но главное, что в наше высокотехнологичное время умение предвидеть проблемы до их появления, один из главных постулатов, т.е. очевидное положение, гарантирующее нашу безопасность. Эти и иные методы контроля позволяют избежать проблемы не только дня сегодняшнего, но и дня завтрашнего. 15 Список используемой литературы 1.Ахмеджанов Р. А. Магнитопорошковый метод неразрушающего контроля: конспект лекций / Р. А. Ахмеджанов, С. В. Вебер, Н. В. Ма-карочкина; Омский гос. ун-т путей сообщения.–Омск, 2004. –80 с. 2.Ахмеджанов, Р. А. Физические основы магнитного неразрушающего контроля: конспект лекций / Р. А. Ахмеджанов; Омский гос. ун-т путей сообщения.–Омск, 2004.–69 с. 3.Герасимов В. Г. Неразрушающий контроль : в 5 кн. Кн. 3: Электромагнитный контроль: практ. пособие / В. Г. Герасимов, А. Д. По-кровский, В. В. Сухоруков. М.: Высш. шк., 1992.–312 с. 4.Ершов С. Г. Современные автоматизированные установки магнитопорошкового контроля концов и торцов труб / С. Г. Ершов // В мире неразрушающего контроля. –2004. –No 3 (25). –С. 32–34. 5.Михайлов, С.П. Физические основы магнитографической дефектоскопии / С.П. Михайлов, В.Е. Щербинин. –М. : Наука, 1992. –240 с. 6.Феррозондовый метод неразрушающего контроля деталей вагонов : руковод. документ: РД 32.149-200: утв. Департ-ом вагон. хоз-ва, Департом пассажир.сообщ. –М., 2001. 7.Шелихов, Г. С. Магнитная дефектоскопия деталей и узлов: практ. пособие / Г. С. Шелихов ; Науч.-техн. центр «Эксперт». –М., 1995. –224 с. 8.Щербинин, В. Е. Магнитный контроль качества металлов / В. Е. Щербинин, Э. С. Горкунов / УрОРАН. –Екатеринбург, 1996. –263 с. 9. Щербинский, В.Г. Ультразвуковой контроль сварных соединений / В.Г.Щербинский, Н.П.Алешин. –М.: Изд-во МГТУ им.Баумана, 2000. –496 с. 16