")
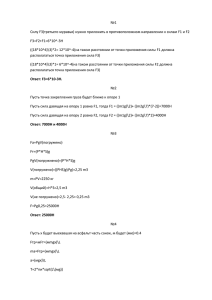
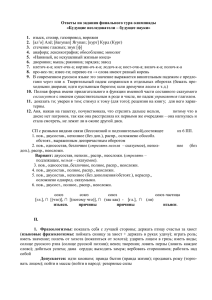
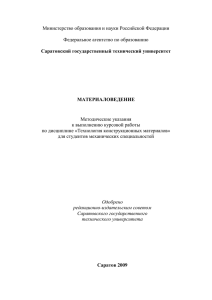
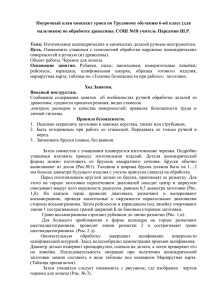
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное автономное образовательное учреждение высшего образования «Самарский национальный исследовательский университет имени академика С. П. Королёва» (Самарский университет) Институт авиационной техники Кафедра производства летательных аппаратов и управления качеством в машиностроении ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ «Разработка технологического процесса изготовления детали самолета «Рычаг» и станочного приспособления» по специальности 24.05.07 Самолето- и вертолетостроение Выполнил: Свиткин В.А. студент группы №3508-240507D Проверил: доцент Шаров Андрей Алексеевич Самара 2019 РЕФЕРАТ Курсовой проект. Пояснительная записка: 45 страниц, 14 рисунков, 14 таблиц, 7 источников. Графическая часть: 1 лист формата А2, 3 листа формата А3, 1 лист формата А4. ДЕТАЛЬ, ДОПУСК, ЗАГОТОВКА, ЗЕНКЕР, ИНСТРУМЕНТ, МЕХАНИЧЕСКАЯ ОБРАБОТКА, ОБОРУДОВАНИЕ, ПРИПУСК, ПРИСПОСОБЛЕНИЕ, РАЗВЁРТКА, РЕЖИМЫ РЕЗАНИЯ, СВЕРЛО, ФРЕЗА Целью данного курсового проекта является разработка технологического процесса изготовления качественной детали в соответствии с чертежом. В курсовом проекте указано назначение, описание детали, проведён её конструктивно-технологический анализ, выбран вид и размеры заготовки, разработан маршрутный технологический процесс обработки детали и операционный технологический процесс, выбрано оборудование и режущий инструмент, проведён расчёт режима резания, нормирование, спроектировано специальное станочное приспособление, определена схема базирования детали в приспособлении, разработана конструктивная схема приспособления для нарезания резьбы в отверстии в соответствии с ГОСТами, определены усилия закрепления детали. 2 СОДЕРЖАНИЕ РЕФЕРАТ.............................................................................................................. 2 ВВЕДЕНИЕ .......................................................................................................... 4 1 Разработка технологического процесса изготовления детали ........................ 5 1.1 Техническое описание детали .................................................................... 5 1.2 Технологический процесс изготовления детали ....................................... 8 1.3 Материал детали........................................................................................ 10 1.4 Конструктивно-технологический анализ детали..................................... 11 1.5 Выбор заготовки и способа его получения .............................................. 12 1.6 Определение припусков на механическую обработку ............................ 13 1.6.1 Опытно-статистический метод .............................................................. 14 1.6.2 Расчётно – аналитический метод........................................................... 16 1.7 Разработка нового маршрутного технологического процесса ............... 21 2 Выбор оборудования и режущего инструмента ............................................ 23 2.1 Станок вертикально-фрезерный с ЧПУ ................................................... 23 2.2 Станок вертикально-сверлильный ........................................................... 24 2.3 Выбор режущего инструмента ................................................................. 25 2.4 Расчёт режимов механической обработки ............................................... 26 2.4.1 Расчет режима фрезерования ................................................................. 26 2.4.2 Расчет режима сверления ....................................................................... 29 2.5 Нормирование ........................................................................................... 31 2.5.1 Фрезерная операция ............................................................................... 32 2.5.2 Сверлильная операция ........................................................................... 34 3 Проектирование специального станочного приспособления ....................... 37 3.1 Определение общего вида приспособления и схемы базирования ........ 37 3.2 Определение усилий закрепления ............................................................ 39 3.3 Определение погрешности обработки ..................................................... 40 ЗАКЛЮЧЕНИЕ .................................................................................................. 43 3 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ .......................................... 44 ПРИЛОЖЕНИЕ А ........................................................................................... 45 ВВЕДЕНИЕ Механическая обработка находит широкое применение в различных областях машиностроения благодаря возможности получения деталей различной формы и конфигурации с заданными технологическими показателями. В целях обеспечения высокой эффективности производства и создания качественной продукции необходима разработка технологических процессов, которые позволяют с наименьшими трудовыми и материальными затратами обеспечить изготовление продукции с требуемыми параметрами, характеристиками и свойствами. Эффективность того или иного технологического процесса зависит от того, насколько обоснованно был произведён выбор основного инструмента, оборудования, оснастки. А также от методов получения заготовки и режимов обработки. В данном курсовом проекте разработан и обоснован технологический процесс изготовления заданной детали с учётом обеспечения высокого качества её получения методами механической обработки на реальном оборудовании и спроектирован кондуктор для сверления отверстия. 4 1 Разработка технологического процесса изготовления детали В разделе описывается деталь и ее предназначение, материал, производится конструктивно-технологический анализ, разрабатывается заготовка с припуском, маршрутный технологический процесс. 1.1 Техническое описание детали Деталь представляет собой рычаг, изготовленный из материала АК-6 горячей штамповкой. Описание поверхностей приведено на рисунке 1. 5 Рисунок 1 – К описанию поверхностей детали Описание поверхностей: 1, 2 – горизонтальные плоские параллельные поверхности, пов. 2 принимается базовой плоскостью; 3, 4 – горизонтальные плоские параллельные поверхности, пов. 4 принимается базовой плоскостью; 5, 6 - соосные цилиндрические поверхности, с горизонтальной осью, перпендикулярной плоскости симметрии; 7, 8, - соосные цилиндрические поверхности, с вертикальной осью, лежащей в плоскости симметрии, перпендикулярной базовым плоскостям; 9, 10, - соосные цилиндрические поверхности, с вертикальной осью, лежащей в плоскости симметрии, перпендикулярной базовым плоскостям; 11, 12 - плоские параллельные поверхности, параллельные плоскости симметрии, перпендикулярные базовым плоскостям; 13, 14 - цилиндрические поверхности, ось поверхностей совпадает с осью пов.7, 8; 15, 16 - горизонтальные внутренние плоские параллельные поверхности паза, формирующие верхнюю вилку рычага, параллельные базовой пов.4; 17 - цилиндрическая поверхность, с горизонтальной осью, перпендикулярной плоскости симметрии, касательно соединяющая пов.15,16; 18, 19 - горизонтальные плоские параллельные поверхности паза, разделяющего верхнюю и нижнюю вилку рычага; 20 - цилиндрическая поверхность, с горизонтальной осью, перпендикулярной плоскости симметрии, касательно соединяющая пов.18,19; 21, 22 – конические поверхности пов. 7 и 10, фаски 45°; 23 – поверхность эвольвентных шлицев, с осью, лежащей в плоскости симметрии, перпендикулярной базовой плоскости 2. 24, 25 - горизонтальные внутренние плоские параллельные поверхности паза, формирующие нижнюю вилку рычага, параллельные базовой пов.4; 25 - цилиндрическая поверхность, с горизонтальной осью, перпендикулярной плоскости симметрии, касательно соединяющая пов.24,25; 27,28 - плоские параллельные поверхности, перпендикулярные базовой пов.2; 29,30 - плоские поверхности, лежащие в одной плоскости, формирующие внешний контур нижней вилки рычага; 31,32 – цилиндрические поверхности, формирующие внешний контур нижней вилки рычага с совпадающей осью, перпендикулярной базовой пов.4; 33,34 - плоские поверхности, лежащие в одной плоскости, формирующие внешний контур верхней вилки рычага; 6 35,36 – цилиндрические поверхности, формирующие внешний контур верхней вилки рычага, с совпадающей осью, перпендикулярной базовой пов.4; 37,38 -плоские поверхности, образующие фаску 45° на пов.27, 28. 3D модель детали приведена на рисунке 2. Рисунок 2 – 3D модель рычага Характеристики рычага представлены в таблице 1. Таблица 1 – Параметры детали Материал детали Плотность материала, г/мм3 Расчетные параметры: Масса, кг Площадь поверхности, мм2 Объем детали, мм3 АК-6 ГОСТ 2856-79 0,00275 0,09 16422 32000 Назначение детали – преобразовывать поступательное движение тяг во вращательное движение управляемого вала. Рычаг предназначен для дифференциального управления, так как конструктивно имеет две вилки для соединения с тягами. Оси отверстий для присоединения тяг верхней и нижней вилок параллельны, лежат в плоскости симметрии рычага и смещены относительно друг друга. Рычаг работает на изгиб, что обуславливает двутавровое поперечное сечение зоны тела рычага между вилками и эвольвентной шлицевой поверхностью для соединения с управляемым валом. Двутавровое сечение рационально осуществить изготовлением заготовки детали методом горячей 7 штамповки. Надежность шлицевого соединения обеспечивается затяжкой болтового соединения. 1.2 Технологический процесс изготовления детали Таблица 2 – Старый технологический процесс изготовления рычага № оп. Наименование и Оборудование и Металлорежущий содержание приспособление инструмент технологической операции 005 Разметочная Разметочная плита Штангенциркуль, Разметить оси и штангенрейсмас размеры детали согласно эскизу под фрезерование пов.1, 2, 3, 4 010 Фрезерная ВертикальноТорцевая фреза 50 Фрезеровать фрезерный станок мм пов. 1,2,3,4 6Н12, приспособление Ю632-12711, штангенциркуль 015 Сверлильная ВертикальноСверло 6,0 мм, Сверлить сверлильный станок сверло 12,5 мм, отверстия пов. 5, 2125, кондуктор сверло 5,7 мм, 6. Ю630-8819, 3-х сверло 5,0 мм, Сверлить кулачковый патрон, зенкер 6,2 мм отверстие пов. штангенциркуль 23. Сверлить отверстия пов. 7, 8. Сверлить отверстия пов. 9, 10. Зенкеровать отверстия пов. 5, 6. 020 Фрезерная ВертикальноТорцевая фреза Фрезеровать фрезерный станок 125 мм z=6 мм пов. 11, 12 6Н12, приспособление Ю632-12711, штангенциркуль 025 Разметочная Разметочная плита Рейсмас 8 030 035 Разметить под фрезерование выборки пов.19 Фрезерная Фрезеровать выборку, пов. 19. Фрезерная Фрезеровать 13, 14 пов. 040 Фрезерная Фрезеровать пазы пов. 15, 16, 17, 18, 19, 20 045 Сверлильная Зенкеровать отверстие пов. 23 Развернуть отверстие пов. 23 Зенкеровать отверстия пов. 9, 10 Развернуть отверстия пов. 7, 8, 9, 10 Развернуть отверстия пов. 7, 8, 9, 10 Слесарная Снять 2 фаски 0,7 × 45° пов. 21, 22 Протяжная Протянуть эвольвентные шлицы пов.23, m=0,5, z=28 050 055 Вертикальнофрезерный станок 6Н12, приспособление Ю632-12715, штангенциркуль Вертикальнофрезерный станок 6Н12, поворотный стол, приспособление Ю632-12715, штангенциркуль, радиусомер Вертикальнофрезерный станок 6Н12, приспособление Ю63212716,штангенциркуль Вертикальносверлильный станок 2125, кондуктор Ю630-8819,3-х кулачковый патрон, штангенциркуль, гл. калибр 6,0 мм, гл. калибр 13,5 мм Концевая фреза 30 мм Концевая фреза 30 мм Дисковая модульная фреза 200 мм R4 Зенкер 13,3 мм, Развертка 13,5 мм, Зенкер 5,7 мм, Развертка 5,9 мм, Развертка 6,0 мм Пневматическая дрель, Зенковка верстак, 10,0 мм90° штангенциркуль ГоризонтальноПротяжка шлицевая протяжной станок m=0,5, z=28 И617-15 Forts, приспособление, компл. калибр И606836, элементарный 9 060 065 070 075 080 шлицевой калибр И606-2882,2883 Фрезерная ВертикальноДисковая модульная Фрезеровать пазы фрезерный станок фреза 100 мм R4 пов. 24, 25, 26 6Н12, приспособление Ю632-18716, штангенциркуль Разметочная Разметочная плита Рейсмас, Разметить по двум штангенциркуль вилкам рычага l=8 мм от оси отв. 6 мм под фрезерования R8 на l=10 мм Фрезерная ВертикальноДисковая фреза Фрезеровать пов. фрезерный станок 100 b=2 мм 27,28 6Н12, приспособление Ю632-18711, штангенциркуль Фрезерная ВертикальноКонцевая фреза 16 Фрезеровать пов. фрезерный станок мм 29, 30, 31, 32, 33, 6Н12, прижимные 34, 35, 36 по планки разметке два R8 (выдерживая l=10 мм и l=8 мм от оси 6 мм), не прослабляя перемычки Слесарная Верстак, радиусомер, Напильник плоский ГОСТ 1465-69 Снять 2 фаски 2 × штангенциркуль 45° пов. 37, 38 1.3 Материал детали Материалом для изготовления заготовки рычага используется алюминиевый деформируемый сплав АК6 ГОСТ 4784-97. Данный материал рекомендуется применять для шпангоутов, фитингов, кронштейнов, качалок и др. Постановка напряженного крепежа для повышения выносливости не должна вызывать напряжений в высотном направлении (относительно волокна штамповки или поковки)[2]. 10 Сплав упрочняется искусственным и естественным старением после закалки с 505-525°С. Искусственное старение производится по режиму: температура 150—165°С, выдержка 6—15 час (состояние ТП). Максимальные прочностные свойства достигаются после искусственного старения при 155— 165°С, 10—15 час. Для обеспечения оптимальных механических свойств перерыв между закалкой и искусственным старением должен быть не более 6 час. Для снижения поводок и коробления закалка деталей с толщиной стенки 30 и до 150 мм может проводиться в воде, подогретой до 90 и 70—80°С соответственно, при этом температура нагрева под закалку и режим искусственного старения сохраняются такими же, как при обычной закалке. Сплав деформируется в холодном и горячем состоянии. Охлаждение после горячей штамповки – на воздухе. Обрабатываемость резанием хорошая. Талица 3 – Механические свойства сплава 𝜎в , МПа 𝛿5 , % 𝜓, % Условия 447 20° KCU, кДж/м2 HB, МПа - 190 950-1000 𝜆 Вт/(м·град) 180 𝜌 кг/м3 2750 - 12,5 Таблица 4 – Физические свойства сплава T Град 20 100 E 10- 5 МПа 0,72 - a 10 6 1/Град 21,4 C Дж/(кг·град) 838 где а – Коэффициент температурного расширения; 𝜆 – Коэффициент теплопроводности; С – Удельная теплоёмкость материала; R – Удельное электросопротивление; 𝜎в – Кратковременный предел прочности; 𝛿5 – Относительное удлинение после разрыва; KCU – Ударная вязкость; E – Модуль упругости; 𝜌 – плотность; НВ – Твёрдость по Бринеллю. 1.4 Конструктивно-технологический анализ детали Целью конструктивно-технологического анализа является выявление недостатков данной конструкции по сведениям, содержащимся в чертежах и 11 технологических требованиях. Конструкция детали должна преимущественно состоять из стандартных и унифицированных конструктивных элементов. Технологичность конструкции определяет коэффициент унификации, который выражается отношением общего числа конструктивных элементов к числу унифицированных элементов. К конструктивным элементам детали относятся: линейные размеры, углы, отверстия, радиусы закругления, конусы, резьбы, галтели, фаски, проточки, крепления и т.д. Унифицированные элементы определяются исходя из ГОСТ 8908-81 и ГОСТ 6636-69. Коэффициент унификации конструктивных элементов 𝐾уэ : 𝑄уэ , 𝑄з где 𝑄уэ = 48 - число унифицированных элементов детали, шт; 𝐾уэ = 𝑄з = 54 - общее число конструктивных элементов, шт. Линейные размеры 0,78, 33, 44, отверстие ∅6,2, диаметры щлицевой поверхности ∅13,5, ∅14,7 унифицированными не считаются. 𝐾уэ = 48 = 0,89 − деталь высокотехнологична. 54 Коэффициент точности обработки детали: 𝐾тч = 1 − 1/Аср = 0,91, Размеры с неуказанной точностью принимаются с 12 квалитетом. где Аср = (37 × 12 + 4 × 7)/41 = 11,51. Коэффициент шероховатости поверхности: Кш = 1/Бср = 1/4,4 = 0,244, где Бср = (12 × 4 + 8 × 5)/ 20 = 4,4. Масса одной детали равна 0,09 кг, определена с помощью программы Компас 3D. 1.5 Выбор заготовки и способа его получения Заготовка, выполненная способом горячей штамповки, посредством механической обработки доводится до требований чертежа. Штамповка на 12 кривошипных прессах в 2–3 раза производительнее, припуски и допуски на 20…35 % меньше по сравнению со штамповкой на молотах, расход металла на поковки снижается на 10…15 %. [2]. Форма заготовки выбрана таким образом, что ее конфигурация в наибольшей мере соответствует форме заданной детали, что позволяет снизить отходы материала и сократить время обработки. Сокращение времени обработки увеличивает производительность, с учетом большого объема выпуска изделий. Объем выпуска составляет 1420 деталей в год. На рисунке 3 представлен аксонометрический вид заготовки, выполненной штамповкой. Рисунок 3 – Аксонометрический вид заготовки 1.6 Определение припусков на механическую обработку Припуск – предусмотренное одностороннее увеличение размера поковки по сравнению с номинальным размером детали, обеспечивающее после обработки резанием требуемые, проставленные на чертеже размеры детали и шероховатость ее поверхностей [2]. Кузнечный напуск представляет собой дополнительный объем (слой) металла на обрабатываемых или на необрабатываемых частях поверхности поковки, предусматриваемый для упрощения её формы в целях оптимизации процесса штамповки. К кузнечным напускам в стандарте отнесены объемы, 13 определяемые штамповочными уклонами, радиусами закругления внутренних углов, остатками облоя и пробитых перемычек. При изготовлении поковок на молотах и прессах штамповочные уклоны назначают по всем поверхностям поковки, параллельным направлению движения бабы молота или ползуна пресса. Для заготовки заданной детали штамповочный уклон 5°. На рисунке 4 представлена схема поверхностей, над которыми будет производиться механическая обработка с указанием требуемой шероховатости поверхностей детали. Рисунок 4 – Схема обрабатываемых поверхностей заготовки Припуски на операцию фрезерования определим опытно-статистическим и расчётно-аналитическим методами для обработки поверхностей 11,12, используя ОСТ 1.41188-78 и пособие [2, таб. 26]. 1.6.1 Опытно-статистический метод Согласно ОСТ 1.41188-78: 14 1) Поле допуска на размеры Н и Н1 между калиброванными поверхностями Для пов. 1,2 допуск 0,25 мм Для пов. 3,4 допуск 0,40 мм 2) Припуск на калибровку Для пов. 1,2 припуск 0,30 мм Для пов. 3,4 припуск 0,40 мм 3) Допуски на размеры D и 𝐷1 , назначаемые по площади равновеликого круга (заготовка детали некруглая): Для пов. 1,2 предельные отклонения +1,3; -0 мм Для пов. 3,4 предельные отклонения +1,8;+0,1 мм 4) Допуски на вертикальные (перпендикулярные плоскости разъёма) размеры штампованных заготовок из алюминиевых сплавов для 5 кл. точности с площадью проекции штампованной заготовки на плоскость разъёма 32 см2 : Предельные отклонения +0,5; -0,3 мм 5) Допуски на горизонтальные (параллельные плоскости разъёма) размеры штампованных заготовок из алюминиевых сплавов для 5 кл. точности для соответствующих размеров: 3 мм - предельные отклонения +0,3;-0,2 мм 21 мм - предельные отклонения +0,4;-0,2 мм 22 мм - предельные отклонения +0,4;-0,2 мм 26 мм - предельные отклонения +0,5;-0,3 мм 28 мм – предельные отклонения +0,5;-0,3 мм 35 мм - предельные отклонения +0,5;-0,3 мм 55 мм - предельные отклонения +0,6;-0,3 мм 129 мм - предельные отклонения +0,9;-0,5 мм 6) Допуски на размеры незакоординированных технологических радиусов штампованных заготовок из алюминиевых сплавов: 15 R1,5 Предельные отклонения +1,0; -0,5 мм R2,0 Предельные отклонения +1,0; -0,5 мм R5,0 Предельные отклонения +2,0; -1,0 мм 7) Допуски на вертикальные (перпендикулярные плоскости разъёма) размеры между обработанной и необработанной поверхностями деталей из алюминиевых сплавов для 5 кл. точности с площадью проекции штампованной заготовки на плоскость разъёма 32 см2 : Предельные отклонения +1,15; -0,1 мм 8) Допускаемое смещение по плоскости разъема штампа для заготовок из алюминиевых сплавов с площадью проекции заготовки на плоскость разъёма 32 см2 : Смещение 0,3 мм 9) Допускаемое коробление штампованных заготовок из алюминиевых сплавов: Коробление 0,2 мм 10) Допуски на штамповочные уклоны: Для номинального уклона 5° Предельные отклонения ±0,5° 11) Допускаемый остаток от облоя по периметру среза штампованных заготовок: Остаток облоя 1,2 мм Припуск (на сторону) на механическую обработку штампованных заготовок согласно требуемому параметру шероховатости: Rz40 припуск 1,25 мм Rz20 припуск 1,75 мм 1.6.2 Расчётно – аналитический метод Для заготовки с массой 0,1 кг 𝑅𝑧 = 80 мкм, h=150 мкм Где h – глубина дефектного поверхностного слоя 16 Отклонение по короблению поковок типа рычаги при размере заготовки 50 мм: Коробление ∆кор = 0,5 мм 150 515 - 40 40 30 - - Допуск на изгтовление, Td.мкм 80 размер 𝐵, мм ε Расчётный минимальный Расчётный припуск 2𝑍𝑖 𝑚𝑖𝑛 , мм h Заготовка переходы Rz Фрезерование Технологические операции и Таблица 5 – Расчётная карта припусков на обработку и предельных размеров по технологическим переходам Принятые Полученные (округленные) Элементы припуска предельные размеры по припуски, мкм переходам 𝐵max 𝐵min 2𝑍 𝑚𝑖𝑛 2𝑍 𝑚𝑎𝑥 23,505 500 24,005 23,005 - - 1,490 22,015 50 22,065 21,965 1490 1940 Суммарная погрешность определяется формулой: ∆Σ = √Δкор 2 + Δсм 2 где Δкор – погрешность от коробления заготовки; для заготовки массой 0,1 кг Δкор =500 мкм 17 Δсм − погрешность от смещения в горизонтальной и вертикальной плоскостях; Δсм = 0,25 × √𝑇 2 + 1 = 0,25 × √5002 + 1 = 125 мкм = 0,125 мм Тогда, ∆Σ = √5002 + 1252 = 515 мкм = 0,515 мм Остаточное пространственное штампованной заготовки: отклонение для фрезерования 𝑦 ∆ост = 0,5𝑊𝐶𝑡 𝑥 𝑠𝑧 𝑧𝐷−𝑞 [𝐵 𝑧 − (𝐵 − ∆пр )𝑧 ] где 𝑊-податливость технологической системы,мм/Н; С- коэффициент, характеризующий условия резания при фрезеровании; 𝑆𝑧 – подача при фрезеровании, мм/зуб; z – число зубьев фрезы; D – диаметр фрезы, мм; B – ширина фрезеруемой поверхности, мм; t - глубина резания, мм; x, y, q – показатели степеней; ∆пр − исходная кривизна заготовки. Тогда, ∆ост = 0,5 × 0,32 × 15 × 20,85 × 0,20,75 × 5 × × 50−0,73 [140,65 − (14 − 0,515)0,65 ] = 0,05 мм = 50мкм Определяем расчётные минимальные припуски: 2𝑍𝑖 𝑚𝑖𝑛 = 2 × (𝑅𝑧 𝑖−1 + ℎ𝑖−1 + √∆2𝑖−1 + ε2𝑦𝑖−1 ) = 2 × (𝑅𝑧 𝑖−1 + ℎ𝑖−1 + ∆𝑖−1 ) Минимальный припуск для операции фрезерования: 2𝑍1 𝑚𝑖𝑛 = 2 × (80 + 150 + 515) = 1490 мкм = 1,49 мм; 18 Графу «Расчётный размер» заполним, начиная с конечного (чертёжного размера путем прибавления расчётного минимального припуска на операцию фрезерования. Для заготовки: 𝐵рз = 22,015 + 1,49 = 23,505 мм Значение допуска технологического перехода и заготовки принимаем по таблицам в соответствии с квалитетом, используемого метода обработки. Наименьший предельный размер определяем округлением расчётных размеров в сторону увеличения их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер операции фрезерования. Наибольшие предельные размеры прибавлением округленным наименьшим предельным размерам: допусков к 𝐵𝑚𝑎𝑥1 = 22,015 + 0,05 = 22,065 мм 𝐵𝑚𝑎𝑥заг = 23,505 + 0,5 = 24,005 мм Наименьшие предельные размеры определяем вычитанием допусков от округленных наибольших предельных размеров: 𝐵𝑚𝑖𝑛1 = 22,015 − 0,05 = 21,965 мм 𝐵𝑚𝑖𝑛заг = 23,505 − 0,5 = 23,005 мм пр Максимальное предельное значение припуска 2𝑧𝑚𝑎𝑥 равно разности пр наибольшего предельных размеров, а минимальное значение 2𝑧𝑚𝑖𝑛 – соответственно разности наименьших предельных размеров между заготовкой и операцией фрезерования: пр 2𝑧𝑚𝑎𝑥 = 24,005 − 22,065 = 1,940 мм пр 2𝑧𝑚𝑖𝑛 = 23,505 − 22,015 = 1,490 мм пр пр Общие припуски 2𝑧о𝑚𝑖𝑛 и 2𝑧о𝑚𝑎𝑥 соответствуют 2𝑧𝑚𝑖𝑛 и 2𝑧𝑚𝑎𝑥 , поскольку металлобработка выполняется за один переход. пр 2𝑧оном = 2𝑧𝑚𝑖𝑛 + Нз − Нд = 1490 + 300 − 15 = 1775мкм = 1,775 мм Нижнее отклонение размера заготовки Нз находим по ОСТ1. 41188-78, равняется 300 мкм. 19 Номинальный размер заготовки: 𝐵зном = 𝐵𝑑ном + 2𝑧оном = 22 + 1,775 ≈ 24 мм Проведем проверку правильности расчётов: пр пр 2𝑧𝑚𝑎𝑥 − 2𝑧𝑚𝑖𝑛 = 𝛿3 − 𝛿1 1940 − 1490 = 500 − 50 450=450 – проверка выполняется Расчётно – аналитическим методом требуемый припуск на обработку фрезерованием имеет меньшее значение, относительно опытно – статистического метода. На рисунке 5 показан чертёж заготовки с припусками и напусками на механическую обработку. Рисунок 6 – Схема припусков заготовки 20 1.7 Разработка нового маршрутного технологического процесса В данном пункте приведена таблица 4, в которой показан маршрутный технологический процесс обработки в соответствии со схемой на рисунке 5 и в таблице 6 показан новый предлагаемый маршрутный процесс. Таблица 6 – Новый маршрутный технологический процесс Наименование и содержание операции Оборудование и приспособление Вертикальнофрезерный станок с ЧПУ, приспособление 2. Сверлильная ВертикальноСверлить отверстия сверлильный пов. 5, 6. станок 2Н125, Сверлить отверстие кондуктор 632313пов. 23. 76, 3-х кулачковый Сверлить отверстия патрон, пов. 7, 8. штангенциркуль Сверлить отверстия пов. 9, 10. Зенкеровать отверстия пов. 5, 6. 3. Фрезерная ВертикальноФрезеровать пов. 11, фрезерный станок 12 С ЧПУ, приспособление 632313-76, штангенциркуль 4. Фрезерная ВертикальноФрезеровать фрезерный станок выборку, пов. 19. с ЧПУ, Фрезеровать пов. 13, приспособление 14 Ю632-12715, штангенциркуль, радиусомер 5. Фрезерная ВертикальноФрезеровать пазы фрезерный станок с пов. 15, 16, 17, 18, 19, ЧПУ, 20 приспособление, штангенциркуль 1. Фрезерная Фрезеровать пов.1,3,2,4 21 Металлорежущий инструмент Концевая фреза 50 мм Сверло 6,0 мм, сверло 12,5 мм, сверло 5,7 мм, сверло 5,0 мм, зенкер 6,2 мм Концевая фреза 50 мм Концевая фреза 32 мм Концевая фреза 8 мм Фрезеровать пов. 24, 25, 26 пазы 6. Фрезерная Фрезеровать пов. 29, 30, 31, 32, 33, 34, 35, 36 по разметке два R8 (выдерживая l=10 мм и l=8 мм от оси 6 мм), не прослабляя перемычки 7. Сверлильная Зенкеровать отверстие пов. 23 Развернуть отверстие пов. 23 Зенкеровать отверстия пов. 9, 10 Развернуть отверстия пов. 7, 8, 9, 10 Развернуть отверстия пов. 7, 8, 9, 10 8. Слесарная Снять 2 фаски 0,7 × 45° пов. 21, 22 ВертикальноКонцевая фреза 16 мм фрезерный станок с ЧПУ, прижимные планки Вертикальносверлильный станок 2Н125, кондуктор 63231376,3-х кулачковый патрон, штангенциркуль, гл. калибр 6,0 мм, гл. калибр 13,5 мм Пневматическая дрель, верстак, штангенциркуль 9. Протяжная ГоризонтальноПротянуть протяжной станок эвольвентные шлицы Forts, пов.23, m=0,5, z=28 приспособление, компл. калибр И606-836, элементарный шлицевой калибр И606-2882,2883 10. Фрезерная ВертикальноФрезеровать пов. фрезерный станок с 27,28 ЧПУ, приспособление, штангенциркуль 11. Слесарная Верстак, Снять 2 фаски 2 × радиусомер, штангенциркуль 45° пов. 37, 38 22 Зенкер 13,3 мм, Развертка 13,5 мм, Зенкер 5,7 мм, Развертка 5,9 мм, Развертка 6,0 мм Зенковка 10,0 мм × 90° Протяжка шлицевая m=0,5, z=28 И617-15 Дисковая фреза 100 b=2 мм Напильник плоский ГОСТ 146569 2 Выбор оборудования и режущего инструмента Необходимо подобрать станки для каждой операции технологического процесса изготовления детали. Станки принимаются на основании следующих требований: - обеспечение заданной точности и технических требований к изготавливаемой детали; - соответствие основных размеров обрабатываемой детали габаритам рабочего стола станка; - возможность полного использования станка по времени; - временя на обработку. 2.1 Станок вертикально-фрезерный с ЧПУ В качестве вертикально-фрезерного станка с ЧПУ принимается HAAS ТМ-1, который изображен на рисунке 6, некоторые технические характеристики приведены в таблице 7. Рисунок 7 – Станок вертикально-фрезерный HAAS ТМ-1 Таблица 7 – Характеристики HAAS ТМ-1 Характеристика Максимальная частота вращения, об/мин Максимальная мощность шпинделя, кВт Максимальное осевое усилие, кН Максимальный крутящий момент, Нм Перемещение по оси X, мм Перемещение по оси Y, мм Перемещение по оси Z, мм Размер конуса шпинделя 23 Значение 4000 5,6 8,9 45 762 305 406 40 2.2 Станок вертикально-сверлильный В качестве вертикально-сверлильного станка принимается 2Н125, который изображен на рисунке 7, некоторые технические характеристики приведены в таблице 8. Рисунок 7 – Станок сверлильный 2Н125 Таблица 8 – Характеристики 2Н125 Характеристика Максимальная частота вращения, об/мин Максимальная мощность шпинделя, кВт Регулировка скорости вращения Конус шпинделя Максимальный диаметр сверления, мм Размер стола, мм Расстояние шпиндель-стол, мм Перемещение по оси Z, мм Наибольшее усилие подачи, кг 24 Значение 2000 2,8 ступенчатая Морзе 3 25 400х450 700 270 900 2.3 Выбор режущего инструмента В данном разделе подбирается необходимый режущий инструмент, обеспечивающий достижение наибольшей производительности, требуемой точности и шероховатости обработки. Инструмент назначается по технологическому процессу из пункта 1.6 и сводится в таблицу 9. Таблица 9 – Режущий инструмент Наименование и номер операции 1 - Фрезерная 2 - Сверлильная 3 - Фрезерная 4 - Фрезерная 5 - Фрезерная 6 - Фрезерная 7 - Сверлильная 8 - Слесарная 9 – Протяжная 10 - Фрезерная Инструмент Фреза концевая с коническим хвостовиком: Ø50, 𝑧 = 5, 2223-0025,ГОСТ 17026-71; Сверло спиральное с цилиндрическим хвостовиком: Ø5,0, 𝐿 = 62 мм, 2300-0679, ГОСТ 4010-77; Ø5,7, 𝐿 = 66 мм, 2300-0684, ГОСТ 4010-77; Ø6,0, 𝐿 = 66 мм, 2300-2783, ГОСТ 4010-77; Ø12,5, 𝐿 = 102 мм, 2300-0740, ГОСТ 4010-77; Зенкер для обработки отверстий диаметром от 3 до 80 мм в деталях из легких сплавов: Ø6,2, 𝑧 = 3, ГОСТ 21586-76; Фреза концевая с коническим хвостовиком: Ø50, 𝑧 = 5, 2223-0025,ГОСТ 17026-71; Фреза концевая с коническим хвостовиком: Ø32, 𝑧 = 4, 2223-0153,ГОСТ 17026-71; Фреза концевая с цилиндрическим хвостовиком: Ø8, 𝑧 = 4, длинная серия, ГОСТ Р 53002-2008; Фреза концевая с коническим хвостовиком: Ø16, 𝑧 = 3, 2223-0003,ГОСТ 17026-71; Зенкер с коническим хвостовиком: Ø13,3, 𝐿 = 182 мм, 2320-2561, ГОСТ 12489-71; Зенкер для обработки отверстий диаметром от 3 до 80 мм в деталях из легких сплавов: Ø5,7, 𝑧 = 3, ГОСТ 21586-76; Развёртка машинная цельная: Ø5,9, 𝐿 = 93 мм, 2363-0082, ГОСТ 1672-80; Ø6,0, 𝐿 = 93 мм, 2363-0063, ГОСТ 1672-80; Ø13,5, 𝐿 = 151 мм, 2363-3397, ГОСТ 1672-80; Зенковка коническая: Ø10, 𝐿 = 50мм, 2353-0102, ГОСТ 14953-80 Протяжка шлицевая m=0,5, z=28 И617-15 Фреза дисковая прорезная: 25 055 - Слесарная Ø100, 𝑧 = 160, 2254-0922, ГОСТ 2679 -93; Напильник плоский ГОСТ 1465-69 2.4 Расчёт режимов механической обработки В данном пункте произведен расчет режима обработки для операций точение, сверление, фрезерование. 2.4.1 Расчет режима фрезерования Расчет ведется для поверхности 3 операции 015, эскиз приведен на рисунке 8. Характеристиками, определяющими режим фрезерования, являются: глубина и ширина фрезерования– t и B, подача – S, скорость резания – 𝑣, сила резания – 𝑃𝑧 и крутящий момент – 𝑀кр [с.264,3]. Рисунок 8 – Фрезерование поверхности 16 1) Глубина и ширина фрезерования определяются исходя из значений обрабатываемой поверхности, которая приведена на рисунке 9. 26 Рисунок 9 – К определению t и B Для концевой фрезы: 𝐵 = 22 мм, 𝑡 = 2 мм. 2) Подача определяется исходя из вида обработки, типа фрезы и условий резания по справочнику [табл.33,3]. Принимается 𝑆 = 0,2 мм/зуб. 3) Скорость резания - окружная скорость фрезы, определяется формулой: Cv D q v m x y u p Kv ; T t sz B z Где С𝑣 – коэффициент скорости резания; D – диаметр режущего инструмента; Т – период стойкости режущего инструмента; t – глубина резания; 𝑠𝑧 – подача на зуб; 27 В – ширина фрезерования, мм; Z – число зубьев режущего инструмента. x, y, u, p, q – показатели степеней по условиям резания. Kv – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания. Поправочный коэффициент определяется по формуле: K v K Mv K Пv K Иv , где 𝐾м𝑣 = 0,7 – коэффициент, учитывающий качество обрабатываемого материала; 𝐾п𝑣 = 0,8 – коэффициент, учитывающий состояние поверхности заготовки; 𝐾и𝑣 = 1 – коэффициент, учитывающий материал инструмента (P6M5). 𝐾𝑣 = 0,7 × 0,8 × 1 = 0,56. С𝑣 = 72; 𝑇 = 90; 𝑞 = 0,7; 𝑚 = 0,25; 𝑥 = 0,5; 𝑦 = 0,2; 𝑢 = 0,3; 𝑝 = 0,3. Тогда: 72 × 500,44 𝑣 = 0,25 × 0,56 = 23 мм/мин 90 × 20,5 × 0,20,2 × 220,3 × 50,3 Фактическая скорость резания: 𝜈ф = 𝑛= 1000 ∙ 𝜈ф 𝜋𝑑𝑛 ,𝑛 = 1000 𝜋𝑑 1000 × 23 = 148 об/мин, 3,14 × 50 Принимается 𝑛 = 150 об/мин. 𝑣ф = 3,14 × 50 × 150 = 37,68 мм/мин. 1000 4) Сила резания 𝑃𝑧 определяется по формуле: Pz Окружную силу 𝑃𝑧 10 C p t x s zy B u z Dq nw при K мp ; фрезеровании алюминиевых рассчитывать, как для стали, с введением коэффициента 0,25 28 сплавов Коэффициенты для стали определяются по справочнику [табл.41,3]. С𝑝 = 68,2; 𝑤 = −0,13; 𝑞 = 0,73; 𝑥 = 0,85; 𝑦 = 0,75; 𝑢 = 1,0; 10 × 68,2 × 20,85 × 0,20,75 × 221 × 5 𝑃𝑧 = 0,25 × × 0,7 = 276,03 Н. 500,73 × 150−0,13 Крутящий момент на шпинделе: 𝑀кр = 𝑃𝑧 𝐷 276,03 × 50 = = 69 Нм. 2 × 100 2 × 100 Мощность резания: 𝑁𝑒 = 𝑃𝑧 𝑣 276,03 × 23,5 = = 106 Вт. 1020 × 60 1020 × 60 Станок HAAS ТМ-1 имеет 5,6 кВт мощности к 106 Вт потребной, следовательно, рассчитанный режим фрезерования может быть выполнен. 2.4.2 Расчет режима сверления Расчет ведется для поверхности 7 операции 025, эскиз приведен на рисунке 10. Характеристиками, определяющими режим сверления, являются: глубина резания – t, подача – S, скорость резания – 𝑣, крутящий момент – 𝑀кр и мощность – N [с.276,3]. Рисунок 10– Сверление поверхности 7 29 1) При сверлении отверстий без ограничений принимается максимально допустимая по прочности сверла подача [табл.25,3]. 𝑆 = 0,16 мм/об. 2) Скорость резания определяется формулой: 𝐶𝑣 𝐷𝑞 𝑣 = 𝑚 𝑦 𝐾𝑣 . 𝑇 𝑠 Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания 𝐾𝑣 определяется по формуле: 𝐾𝑣 = 𝐾𝑀𝑉 𝐾И𝑉 𝐾𝑙𝑉 = 0,7 × 0,8 × 1 = 0,56; С𝑣 = 36,3; 𝑇 = 25; 𝑞 = 0,25; 𝑚 = 0,125; 𝑦 = 0,55. Тогда: 36,3 × 5,70,4 𝑣 = 0,125 × 0,56 = 18,47 м/мин. 25 × 0,160,55 3) Крутящий момент и осевая сила для данной операции рассчитываются: Мкр = 10СМ 𝐷𝑞 𝑠 𝑦 𝐾𝑝 ; 𝑃 = 10С𝑝 𝐷𝑞 𝑠 𝑦 𝐾𝑝 ; Для момента: СМ = 0,021; 𝑞 = 2; 𝑦 = 0,8. Для силы: С𝑝 = 42,7; 𝑞 = 1; 𝑦 = 0,8. Мкр = 10 × 0,021 × 5,72 × 0,160,8 × 0,7 = 1,102 Нм; 𝑃 = 10 × 42,7 × 5,71 × 0,160,8 × 0,7 = 393 Н. Число оборотов определяется по формуле: 𝑛= 𝑛= 1000𝑣 ; 𝜋𝐷 1000 × 18,47 = 968 об/мин. 3,14 × 5,7 Принимается 𝑛 = 970 об/мин. Скорость с учетом принятого числа оборотов: 𝑣= 3,14 × 5,7 × 970 = 18,48 м/мин. 1000 Проверка режима по мощности: 30 𝑁= 𝑁= 𝑀кр 𝑛 кВт; 9750 1,17 × 4175 = 501 Вт. 9750 Станок 2Н125 имеет 2,8 кВт мощности к 501 Вт потребной, следовательно, рассчитанный режим сверления может быть выполнен. 2.5 Нормирование В данном разделе рассчитаны нормы основного и вспомогательного времени, а также штучно-калькуляционное время на фрезерную и сверлильную операции, которые определены в пункте 2.5. Норма времени на операцию по своей структуре делится на две основные части: норма подготовительно-заключительного времени; норма штучного времени. Подготовительно-заключительное время – время, которое рабочий затрачивает на подготовку к выполнению заданной работы и действия, связанные с её окончанием (снятие приспособления и инструмента, ознакомление с работой, получение инструментов и тд.). В серийном производстве Тпз нормируют на партию деталей, а норма времени, необходимая для изготовления одной детали, определяется по формуле: Т Тшк Тшт пз n где Тшт – штучное время; Тшк − штучно-калькуляционное время; Тпз – подготовительно-заключительное время на партию деталей; n – количество деталей в партии. Подготовительно-заключительное время определяется справочника [6] и зависит от размера стола станка и его типа. Штучное время определяется формулой: Тшт = 𝑡0 + 𝑡в + 𝑡об + 𝑡п , где 𝑡0 – основное технологическое время; 31 картой 26 𝑡в – вспомогательное время; 𝑡об – время обслуживания рабочего места; 𝑡п – время перерывов на отдых. Основное время 𝑡0 – время, в течение которого происходит изменение формы, размеров или состояния поверхности обрабатываемой детали. Вспомогательное время 𝑡в - время, затрачиваемое на создание условий для выполнения работы. Основное и вспомогательное время являются составляющими оперативного времени. Время обслуживания рабочего места и время перерывов определяются картой 16 пособия [6] и составляют определенный процент от оперативного времени. 2.5.1 Фрезерная операция В данном пункте определяется норма времени для фрезерной операции. Подготовительно-заключительное Тпз время определяется по карте 26 [6] для фрезерной операции, разбивается на составляющие и сводится в таблицу 10. Таблица 10 – Состав Тпз для фрезерной операции Содержание работы Получить наряд, чертеж, технологическую документацию и инструмент, заготовки до начала и сдать все после окончания обработки Ознакомиться с работой, чертежом, технологической документацией, осмотреть заготовки Инструктаж мастера Время, мин На рабочем месте 4 В инструментальной кладовой 10 2 2 Тпз = 4 + 10 + 2 + 2 = 18 мин Штучное время фрезерной рассчитывается аналогично операции точения: 32 𝑡0 = 𝐿 , 𝑛𝑆 где L = 𝑙0 + 𝑙1 + 𝑙2 − длина обработки, мм; 𝑙0 – длина обрабатываемой поверхности, мм; 𝑙1 – длина врезания, мм; 𝑙2 – перебег режущего инструмента, мм; S - подача на оборот Для определения 𝑙1 и 𝑙2 используется схема, представленная на рис. 11. Рисунок 11 – К определению параметров фрезерования 𝑙1 = √𝑡(𝐷 − 𝑡) = √2(50 − 2) = 9,80 мм; 𝑙2 = 3𝑆 = 3 × 0,05 = 0,15 мм; L = 35 + 9,80 + 0,15 = 44,95 мм. Тогда: 𝑡0 = 44,95 = 0,29 мин. 150 × 1 Составляющие вспомогательного времени 𝑡в для фрезерной операции сводятся в таблицу 11. Таблица 11 – Состав 𝑡в для фрезерной операции Содержание работы Установить взаимное положение детали и инструмента, произвести подналадку Проверить приход детали или инструмента в заданную точку после обработки Установить и снять щиток от забрызгивания эмульсией 33 Время, мин 0,6 0,2 0,04 𝑡в = 0,6 + 0,2 + 0,07 = 0,84 мин Оперативное временя: 𝑡оп = 𝑡о + 𝑡в = 0,29 + 0,84 = 1,13 мин. Время обслуживания рабочего места и время перерывов для фрезерной операции составляют 8% от оперативного времени. 𝑡об + 𝑡п = 0,08𝑡оп . Штучное время фрезерной операции: Тшт = 1,08𝑡оп = 1,22 мин. Штучно-калькуляционное время операции: Тшк = 1,22 + 18 38 = 1,69 мин. 2.5.2 Сверлильная операция В данном пункте определяется норма времени для сверлильной операции. Подготовительно-заключительное Тпз время определяется по карте 24 [6], разбивается на составляющие и сводится в таблицу 13. Таблица 13 – Состав Тпз для сверлильной операции Содержание работы Получить наряд, чертеж, технологическую документацию и инструмент, заготовки до начала и сдать все после окончания обработки Ознакомиться с работой, чертежом, технологической документацией, осмотреть заготовки Инструктаж мастера Время, мин На рабочем месте 4 В инструментальной кладовой 5 2 2 Тпз = 4 + 5 + 2 + 2 = 18 мин Штучное время сверлильной операции: 34 𝑡0 = 𝐿 , 𝑛𝑆 где L = 𝑙0 + 𝑙1 + 𝑙2 − длина обработки, мм; В случае сверления 𝑙1 определяется следующей формулой: 𝑙1 = 𝐷 5,7 − 0,5√𝐷2 − 𝑡 2 = − 0,5√5,72 − 2,852 = 0,4 мм; 2 2 𝑙2 = 3𝑆 = 3 × 0,16 = 0,48 мм; L = 16 + 0,4 + 0,48 = 16,88 мм. Тогда: 𝑡0 = 16,88 = 0,12 мин. 970 × 0,16 Составляющие вспомогательного времени 𝑡в для токарной операции сводятся в таблицу 14. Таблица 14 – Состав 𝑡в для сверлильной операции Содержание работы Установить взаимное положение детали и инструмента, произвести подналадку Проверить приход детали или инструмента в заданную точку после обработки Установить и снять щиток от забрызгивания эмульсией Время, мин 0,2 0,12 0,03 𝑡в = 0,2 + 0,12 + 0,03 = 0,35 мин Оперативное временя: 𝑡оп = 𝑡о + 𝑡в = 0,12 + 0,35 = 0,47 мин. Время обслуживания рабочего места и время перерывов для сверлильной операции составляют 7% от оперативного времени. 𝑡об + 𝑡п = 0,07𝑡оп . Штучное время фрезерной операции: Тшт = 1,07𝑡оп = 0,5 мин. 35 Штучно-калькуляционное время операции: Тшк = 0,5 + 18 38 36 = 10,97 мин. 3 Проектирование специального станочного приспособления В данном разделе необходимо спроектировать станочное приспособление для сверления и разделки отверстий 6,0, 6,2, 13,5. Для обеспечения требуемой точности обработки заготовке должно быть предано строго определенное положение относительно режущего инструмента. Наиболее часто установку выполняют, осуществляя плотный контакт базовых поверхностей заготовки с установочными элементами приспособления, которые жестко закреплены в его корпусе. Это обеспечивает приложение к заготовке соответствующих зажимных сил. Заготовка обладает шестью степенями свободы в пространстве линейными перемещениями по трем взаимно перпендикулярным осям и вращения относительно этих осей. На этой основе сформулировано «правило шести точек», которым следует руководствоваться при разработке схемы установки и закрепления заготовки в приспособлении. «Правило шести точек» формулируется так: для устойчивого положения заготовки в приспособлении необходимо иметь шесть жестких опорных точек: три - в основной установочной плоскости, две - в направляющей плоскости и одну - в упорной [6]. 3.1 Определение общего вида приспособления и схемы базирования В данном разделе необходимо определить общий вид проектируемого станочного приспособления, а также назначить схему базирования детали. На рисунке 12 приведен аксонометрический вид приспособления. Проектируемый кондуктор состоит из нескольких основных элементов: 1. Корпус 2. Кондукторная плита 3. Призма 4. Прихват 5. Планка 6. Винт 7. Кондукторные втулки 8. Быстросменные втулки 37 Рисунок 12 – Аксонометрический вид приспособления 632131-76 Рисунок 13 - Приспособление 632131-76 с установленной деталью Данное станочное приспособление обеспечивает фиксацию обрабатываемой детали и направляет режущий инструмент (сверло, зенкер или развертку) для выполнения отверстий с требуемой точностью. Рычаг опирается поверхностями 2 и 4 на корпус кондуктора, поверхности 13,14 сопрягаются с двумя гранями призмы, которая перемещается посредством вращения винта с накаткой. По поверхности 3 деталь прижимается прихватом, который опирается на пружину и затягивается гайкой Поверхность 11 опирается на грибковый упор, 38 поверхность 12 прижимается г-ным прихватом, перемещающимся в корпусе по посадке с зазором, который так же опирается на пружину и затягивается гайкой. Каждое отверстие разделывается в несколько операций, включающих сверление, зенкерование и развертывание с использованием инструмента соответствующего диаметра. Быстрая замена кондукторных втулок реализуется применением быстросменных втулок, также имеющих посадку с зазором. Быстросменный втулки фиксируются винтами. Данные быстросменные втулки сопрягаются не с корпусом приспособления, а с запрессованными в кондуктор втулками. Базирование детали в приспособлении выполняется согласно схеме (рис. 14). Рисунок 14– Схема базирования детали 3.2 Определение усилий закрепления Сдвигу заготовки под действием силы резания 𝑅 препятствуют силы закрепления, возникающие в местах контактов заготовки с прижимом, прихватом и призмой. Сила закрепления определяется при сверлении [7]: 𝑃з = 𝑘𝑅 , 𝑓оп + 𝑓зм где 𝐾 − коэффициент запаса, учитывает нестабильность силовых воздействий на заготовку. 39 Мкр = 1,102 Нм; 𝑅 = 393 Н – сила резания при сверлении отверстий; 𝑓оп = 0,7 − коэффициент трения в местах контакта заготовки с опорами; 𝑓зм = 0,7 − коэффициент трения в местах контакта заготовки с ЗМ [7]. Коэффициент запаса вычисляется по формуле: 𝐾 = 𝑘0 𝑘1 𝑘2 𝑘3 𝑘4 𝑘5 𝑘6 , 𝑘0 = 1,5 − гарантированный коэффициент запаса; 𝑘1 = 1,2 − при черновой обработке; 𝑘2 = 1,15 − учитывает затупления режущего инструмента; 𝑘3 = 1,0 − учитывает увеличение сил резания при прерывистом резании; 𝑘4 = 1,3 − характеризует постоянство силы, развиваемой ЗМ; 𝑘5 = 1 − характеризует эргономику не механизированного ЗМ; 𝑘6 = 1 − при установке заготовки плоской поверхностью на опорные штыри. По формуле коэффициент запаса равен: 𝑘 = 1,5 × 1,2 × 1,4 × 1 × 1,3 × 1 × 1 = 3,28. Сила закрепления при сверлении отверстия диаметром 5,7 мм: 𝑃з = 3,28 × 393 = 921 Н. 0,7 + 0,7 3.3 Определение погрешности обработки Рассчитанная погрешность не должна превышать установленное на сборочном чертеже приспособления – 50 мкм. значение, Погрешность установки можно получить, зная значения погрешности базирования и закрепления: 𝜀у = √𝜀б2 + 𝜀з2 , Погрешность базирования: 𝜀б = 0,5𝐼𝑇𝑑 + 0,5𝐼𝑇𝑑п 40 где 𝐼𝑇𝑑 и 𝐼𝑇𝑑п – отклонение поверхности детали и приспособления, принимаем 7 квалитет, следовательно 25 мкм. 𝜀б = 0,5 × 25 + 0,5 × 25 = 25 мкм. На погрешность закрепления 𝜀з наибольшее влияние оказывают непостоянство силы закрепления, неоднородность шероховатости и волнистости базы заготовок, износ опор. Погрешность из-за непостоянности сил закрепления равна: 1 𝜃2 3 𝑅𝑚𝑎𝑥 1 𝐼 𝜀з = 5,7 × ( ) + × × ∆𝑄; 8 1 𝑟𝑄 2 3 19,56𝑄 9 3) (10,4𝐻𝐵(𝜃𝑟) [ ( )] Упругая постоянная 𝜃: 1 − 𝜇2 0,282 𝜃=2 = 2 × (1 − ) = 0,0088 𝐸ст 210 1 2 3 0,0088 𝜀з𝐼 = 5,7 × ( ) + 10000 × 959 11 19,56 × 8 9599 × [ 1 × ( 1 2 3 10000)3 ) (10,4 × 230 × (959 × × 50 = 0,5мкм )] Погрешность из-за неоднородности шероховатости базы: 1/3 1 𝑄3 𝜀з𝐼𝐼 = [ ] (22,4𝐻𝐵(𝜃𝑟)2/3 =[ × ∆𝑅𝑚𝑎𝑥 = 1/3 1 9593 (22.4 × 230 × (0,0088 × 2] 10000)3 × 20 = 0,9 мкм Погрешность из-за неоднородности волнистости базы: 41 𝜀з𝐼𝐼𝐼 = 0 Из-за износа опорной поверхности установочного элемента погрешность, так как это начальное проектирование инструмент не изношен. 𝜀зи = 0 Суммарная погрешность закрепления равна: 𝜀з = √𝜀з𝐼2 + 𝜀з𝐼𝐼2 + 𝜀з𝐼𝐼𝐼2 + 𝜀зи = √0,52 + 0,92 + 02 + 0 = 1 мкм. Погрешность базирования равна: 𝜀у = √𝜀б2 + 𝜀з2 = √252 + 12 = 25 мкм. Погрешность установки втулок определим также по 7 квалитету для диаметра 5,7 мм. 𝜀в = 0,5𝐼𝑇5,7 = 7,5 мкм. Погрешность станка принимается равной нулю. Погрешность симметричности режущего инструмента примем по ГОСТ 2034-80: 𝜀и = 30 мкм Общая погрешность будет равна: 𝜀 = √𝜀у2 + 𝜀и2 + 𝜀в2 = √252 + 7,52 + 302 = 32 мкм < 50 мкм. 42 ЗАКЛЮЧЕНИЕ В данной курсовой работе был разработан маршрутный технологический процесс обработки рычага с обоснованием проектирования заготовки и способа её изготовления, выбора режущего инструмента и оборудования для механической обработки, а также припусков для этой обработки, параметров режимов резания для нескольких операций. Затем, по рассчитанным режимам резания было определено штучное время на проведение каждой операции с освоением методологии расчета нормативного времени технологического процесса. Исходя из определенных усилий резания, проектируется станочное приспособления – кондуктор для обработки четырех отверстий. Проектирование начинается с определения способа базирования детали в приспособлении и расстановки реакций, после чего определяются усилия закрепления заготовки. Для спроектированного приспособления была определенна погрешность закрепления. 43 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1 Сорокин В.Г. Марочник сталей и сплавов/В.Г. Сорокин, А.В. Волосникова, С. А. Вяткин и др ; Под общ. ред. В. Г. Сорокина. – М.: Машиностроение, 1989. – 640 с. 2 Касилова А.Г. Справочник технолога-машиностроителя. В 2-х т. Т.1[Текст]: под ред. А.Г.Касиловой и Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. 656 с 3 Вардашкин Б.Н. Станочные приспособления. В 2-х т.Т.1[Текст]: справочник, под ред. Б.Н.Вардашкина, А.А. Шатилова–М.: Машиностроение, 1984, 592 с. 4 Бароновский Ю. В. Режимы резания металлов: Под общ. ред Ю. В. Бароновского. – М.: Машиностроение 1972 . – 407 с. 5 Комаров А.Д. Обработка деталей на металлорежущих станках в авиастроении: Учеб. пособие/ А.Д.Комаров, А.С.Беляев, В.К.Моисеев, В.В.Шалавин, Самар. гос. аэрокосм. ун-т. Самара, 1998. 86 с. 6 Вардашкин Б.Н. Станочные приспособления. В 2-х т.Т.1[Текст]: справочник, под ред. Б.Н.Вардашкина, А.А. Шатилова–М.: Машиностроение, 1984, 592 с 7 Богодухов С.И. Основы проектирования заготовок в автоматизированном машиностроении [Текст]: учебник / С.И. Богодухов, А.Г. Схиртладзе, Р.М. Сулейманов, Е.С. Козик, М.: Машиностроение, 2009. – 432 с. 44 ПРИЛОЖЕНИЕ А 45