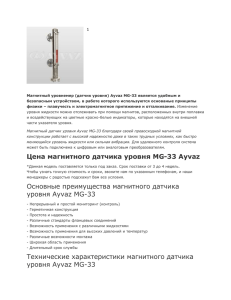
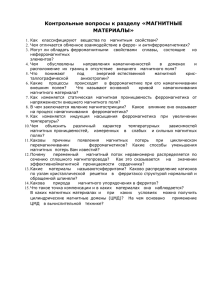
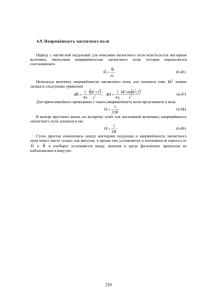
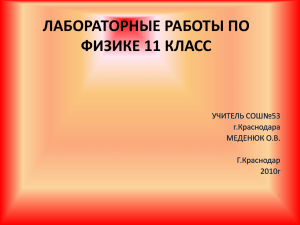
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «ПЕРМСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» Кафедра «Строительные конструкции» РЕФЕРАТ «Техническая диагностика. Магнитный контроль. Реализация при обследовании строительных конструкций зданий и сооружений. Понятие. Примеры» Выполнил: Студент гр. ПГС-08-1 Плосконос О.В. Проверил: Доцент, канд. техн. наук Патраков А.Н. Пермь 2012 РЕФЕРАТ Реферат 19 с., 7 рис., 9 источников. ТЕХНИЧЕСКАЯ ДИАГНОСТИКА. МАГНИТНЫЙ КОНТРОЛЬ. РЕАЛИЗАЦИЯ ПРИ ОБСЛЕДОВАНИИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ЗДАНИЙ И СООРУЖЕНИЙ. ПОНЯТИЕ. ПРИМЕРЫ. Объектом реферирования является метод магнитного контроля. Цель работы:- изучить физические основы магнитного неразрушающего контроля, ознакомиться с областью применения данного метода. В результате реферирования определена основная задача технического диагностирования в целом, исследованы физические основы магнитного неразрушающего контроля, показаны основные приборы магнитного установлены области применения данного метода. 2 неразрушающего контроля, СОДЕРЖАНИЕ 1. Основные термины и определения…………………………………………………………….4 2. Техническая диагностика………………………………………………………………………5 3. Магнитный контроль……………………………………………………………………………6 3.1. Магнитопорошковый метод……………………………………………………………….8 3.2. Магнитографический метод……………………………………………………………...11 3.3. Феррозондовый метод…………………………………………………………................14 3.4. Индукционный метод…………………………………………………………………….15 3.5. Метод эффекта Холла…………………………………………………………………….15 3.6. Пондеромоторный метод…………………………………………………………………15 3.7. Магниторезисторный метод……………………………………………………………...15 4. Средства магнитного неразрушающего контроля…………………………………………..16 5. Реализация при обследовании строительных конструкций зданий и сооружений……….17 6. Заключение……………………………………………………………………………………..18 7. Список литературы…………………………………………………………………………….19 3 1 ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ Техническая диагностика – область знаний, охватывающая теорию, методы и средства технического состояния объектов [1]. Техническое диагностирование – определение технического состояния объекта [1]. Техническое состояние объекта – состояние, которое характеризуется в определенный момент времени, при определенных условиях внешней среды, значениями параметров, установленных технической документацией на объект [1]. Неразрушающий контроль (НК) – область науки и техники, охватывающая исследования физических принципов, разработку, совершенствование и применение методов, средств и технологий технического контроля объектов, не разрушающего и не ухудшающего их пригодность к эксплуатации [4]. Магнитный неразрушающий контроль (МНК) - НК, основанный на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств объекта контроля [2]. Примечание. Дефект (по ГОСТ 15467-80) – каждое отдельное несоответствие продукции установленным требованиям. Магнитная дефектоскопия – выявление дефектов типа нарушения сплошности материала объекта контроля методами МНК [2]. Магнитная дефектометрия – измерение геометрических размеров дефектов и определение их местоположения в объекте контроля методами магнитного неразрушающего контроля [2]. Магнитопорошковый метод – метод МНК, основанный на использовании в качестве индикатора магнитного порошка [2]. Индукционный метод – метод МНК, основанный на регистрации магнитных полей объекта контроля индукционными преобразователями [2]. Феррозондовый метод – метод МНК, основанный на регистрации магнитных полей объекта контроля феррозондовыми преобразователями [2]. Метод эффекта Холла – метод МНК, основанный на регистрации магнитных полей объекта контроля преобразователями Холла [2]. Магнитографический метод – метод МНК, основанный на записи магнитных, полей объекта контроля на магнитный носитель с последующим воспроизведением сигналограммы [2]. Примечание. Сигналограмма (по ГОСТ 13699-74) – носитель записи, содержащий сигналы записанной информации. 4 Пондеромоторный метод – метод МНК, основанный на пондеромоторном взаимодействии регистрируемого магнитного поля объекта контроля и магнитного поля постоянного магнита, электромагнита или рамки с током [2]. Магниторезисторный метод – метод МНК, основанный на регистрации магнитного поля объекта контроля магниторезистивными преобразователями [2]. Чувствительность – способность метода НК к обнаружению несплошностей [4]. Несплошность – нарушение сплошности, выраженное в виде естественных или искусственных разрывов физической структуры материала [4]. Дефект – дефектность или несплошность, которая может быть обнаружена методами неразрушающего контроля и которая необязательно является недопустимой [4]. 2 ТЕХНИЧЕСКАЯ ДИАГНОСТИКА Техническая диагностика является составной частью технического обслуживания. Основной задачей технической диагностики является установление и изучение признаков, характеризующих наличие дефектов в строительных конструкциях здания или сооружения, для предсказания возможных отклонений в режимах их работы (или состояниях), а также разработка методов и средств обнаружения и локализации дефектов. Целью технической диагностики является обеспечение и поддержание надёжности технических объектов. Задачами технического диагностирования являются: 1. Контроль технического состояния объекта. 2. Поиск места и определение причин отказа (неисправности). 3. Прогнозирование технического состояния объекта. Функции технической диагностики: 1. Оценка технического состояния объекта. 2. Обнаружение и определение места локализации неисправностей. 3. Прогнозирование остаточного ресурса объекта. 4. Мониторинг технического состояния объекта. Техническая диагностика осуществляют посредством НК. НК, в зависимости от физических явлений, положенных в его основу, согласно [3] подразделяется на виды: - магнитный, - электрический, - вихретоковый, 5 - радиоволновой, - тепловой, - оптический, - радиационный, - акустический, - проникающими веществами. 3 МАГНИТНЫЙ КОНТРОЛЬ Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств контролируемых изделий. Магнитный вид контроля применяется для обнаружения нарушений сплошности (трещин, немагнитных включений и др. дефектов) в поверхностных слоях деталей из ферромагнитных материалов и выявления ферромагнитных включений в деталях из неферромагнитных материалов. Для обнаружения нарушений сплошности материала ферромагнитных (главным образом стальных) деталей применяются методы, основанные на исследовании магнитных полей рассеяния вокруг этих деталей после их намагничивания. В местах нарушения сплошности происходит перераспределение магнитного потока и резкое изменение характера магнитного поля рассеяния. Характер магнитного поля рассеяния определяется величиной и формой дефекта, глубиной его залегания, а также его ориентацией относительно направления магнитного потока. Поверхностные дефекты типа трещин, ориентированные перпендикулярно магнитному потоку, вызывают появление наиболее резко выраженных магнитных полей рассеяния. Дефекты, ориентированные вдоль магнитного потока, практически не вызывают появления полей рассеяния. Операция намагничивания (помещения изделия в магнитное поле) при этом виде контроля является обязательной. Съем информации может быть осуществлен с полного сечения образца либо с его поверхности. В зависимости от конкретных задач неразрушающего контроля, марки контролируемого материала, требуемой производительности метода могут использоваться те или иные первичные информативные параметры. К числу наиболее распространенных относятся следующие информативные параметры: коэрцитивная сила, намагниченность, индукция (остаточная индукция), магнитная проницаемость, напряженность. Все магнитные методы неразрушающего контроля сплошности металла основаны на обнаружении локальных возмущений поля, создаваемых дефектами в намагниченном 6 ферромагнетике. При намагничивании объекта магнитный поток протекает по объекту контроля. В случае нахождения несплошности на пути магнитного потока, возникают поля рассеивания, форма и амплитуда которых несет информацию о размере, характере, и глубине залегания дефекта. Рис. 1. Создание магнитных полей: а) в пространстве вокруг проводника с током i; б) между полюсами постоянного магнита. Магнитный метод применим для определения толщины немагнитных покрытий на ферромагнитной основе или в случае резкого различия магнитных свойств покрытия и основы. Магнитным методом могут быть определены толщины элементов конструкции из неферромагнитных материалов, если возможен одновременный доступ к соответствующим точкам поверхностей (рис. 2). С одной стороны проверяемой конструкции 1 установлен постоянный магнит 6. С другой стороны в корпусе 4 помещен идентичный постоянный магнит 5. Между ними располагается феррозонд 3. Положение магнита в корпусе регулируется так, чтобы при заданной толщине стенки ток от обоих феррозондов был равен нулю. Шкала измерительного прибора 2 отградуирована в соответствии с толщиной преграды. Рис. 2. Схема магнитного толщиномера немагнитных материалов. Классификация методов магнитного контроля согласно [3]: 1. По характеру взаимодействия физических полей с контролируемым объектом: 7 - магнитный. 2. По первичному информативному параметру: - корцитивной силы; - намагниченности; - остаточной индукции; - магнитной проницаемости; - остаточной индукции; -эффекта Баркгаузена. 3. По способу получения первичной информации: - магнитопорошковый; - магнитографический; - феррозондовый; - индукционный; - эффекта Холла; - пондеромоторный; - магниторезисторный. 3.1 Магнитопорошковый метод Магнитопорошковый метод неразрушающего контроля основан на явлении притяжения частиц магнитного порошка магнитными потоками рассеяния, возникающими над дефектами в намагниченных объектах контроля. Магнитопорошковый метод предназначен для выявления поверхностных и подповерхностных (на глубине до 1,5...2 мм) дефектов типа нарушения сплошности материала изделия: трещины, волосовины, расслоения, не проварка стыковых сварных соединений, закатов, надрывов и т.д. Магнитопорошковый метод среди других методов магнитного контроля нашел наибольшее применение, благодаря легкости и простоты получения требуемого результата. Около 80% всех контролируемых деталей из ферромагнитных материалов проходят контроль качества именно этим методом. Высокая универсальность, чувствительность, относительно низкая трудоемкость контроля и простота – эти качества обеспечили ему очень широкое применение в железнодорожном транспорте, в авиации, судостроении, химическом машиностроении, автомобилестроении, нефтедобывающей и газодобывающей отраслях (контроль трубопроводов). При грамотном использовании данного метода могут быть обнаружены дефекты в даже начальной стадии их появления. 8 Магнитопорошковый метод применяют для контроля объектов из ферромагнитных материалов с магнитными свойствами, позволяющими создавать в местах нарушения сплошности магнитные поля рассеяния, достаточные для притяжения частиц магнитного порошка. Метод может быть использован для контроля объектов с немагнитными покрытиями. Для обнаружения магнитного поля рассеяния на контролируемые зоны детали наносят магнитный порошок. Процесс магнитного контроля в общем виде выглядит следующим образом. Исследуемое изделие намагничивают, после чего покрывают магнитным порошком. Затем порошок оседает в местах дефектов, формируя тем самым их четкие «следы». Притягиваясь друг к другу и ориентируясь по магнитным силовым линиям поля, порошинки выстраиваются в цепочки и образуют рисунки в виде валиков, по которым и судят о наличии и сложности дефектов. Наибольшая вероятность выявления дефектов возможна тогда, когда плоскость дефекта составляет угол в 90 градусов к направлению магнитного потока. С уменьшением данного угла чувствительность уменьшается, что снижает вероятность обнаружения дефектов. Известно два метода магнитопорошкового контроля - с применением ферромагнитного порошка (сухой метод) и с применением специальной магнитной суспензии (мокрый метод). В зависимости от форм, размеров, магнитных свойств исследуемой детали и наличия на ней немагнитного покрытия возможен как контроль на остаточной намагниченности, так и контроль в приложенном поле. По обе стороны от трещин, то есть по краям дефекта, возникают местные магнитные полюсы N и S, создающие локальное магнитное поле рассеяния. Рис. 3. Магнитное поле рассеяния над дефектом: а) поверхностным; б) подповерхностным; в) внутренним. Наличие и протяженность индикаторных рисунков, вызванных полями рассеяния дефектов, можно регистрировать визуально или автоматическими устройствами обработки изображения. Магнитопорошковый метод контроля включает технологические операции: 1. Подготовка к контролю. Подготовка детали к контроля заключается в очистке поверхности детали от отслаивающейся ржавчины, грязи, а также от смазочных 9 материалов и масел, если контроль проводится с помощью водной суспензии или сухого порошка. Если поверхность детали темная и черный магнитный порошок на ней плохо виден, то деталь иногда покрывают тонким просвечивающим слоем белой контрастной краски. 2. Намагничивание объекта контроля. Намагничивание детали является одной из основных операций контроля. От правильного выбора способа, направления и вида намагничивания, а также рода тока во многом зависит чувствительность и возможность обнаружения дефектов. 3. Нанесение дефектоскопического материала на объект контроля (порошка или суспензии). Оптимальный способ нанесения суспензии заключается в окунании детали в бак, в котором суспензия хорошо перемешана, и в медленном удалении из него. Однако этот способ не всегда технологичен. Чаще суспензию наносят с помощью шланга или душа. Напор струи должен быть достаточно слабым, чтобы не смывался магнитный порошок с дефектных мест. При сухом методе контроля эти требования относятся к давлению воздушной струи, с помощью которой магнитный порошок наносят на деталь. Время стекания с детали дисперсной среды, имеющей большую вязкость (например, трансформаторного масла), относительно велико, поэтому производительность труда контролера уменьшается. 4. Осмотр контролируемой поверхности и регистрация индикаторных рисунков дефектов. Контролер должен осмотреть деталь после стекания с нее основной массы суспензии, когда картина отложений порошка становится неизменной. Детали проверяют визуально, но в сомнительных случаях и для расшифровки характера дефектов применяют оптические приборы, тип и увеличение которых устанавливают по нормативным документам. Увеличение оптических средств не должно превышать x10. Разбраковку деталей по результатам контроля должен производить опытный контроллер. На рабочем месте контроллера необходимо иметь фотографии дефектов или их дефектограммы (реплики с отложениями порошка, снятые с дефектных мест, с помощью клейкой ленты или другими способами), а также контрольные образцы с минимальными размерами недопустимых дефектов. Вид и форма валиков магнитного и люминесцентного магнитного порошка во многих случаях помогают распознать нарушения сплошности. 5. Оценка результатов контроля. 10 6. Размагничивание. Применяют два основных способа размагничивания. Наиболее эффективный из них - нагрев изделия до температуры точки Кюри, при которой магнитные свойства материала пропадают. Этот способ применяют крайне редко, так как при таком нагреве могут изменяться механические свойства материала детали, что в большинстве случаев недопустимо. Второй способ заключается в размагничивании детали переменным магнитным полем с амплитудой, равномерно уменьшающейся от некоторого максимального значения до нуля. В зависимости от материала изделия, его размеров и формы применяют переменные магнитные поля различных частот: от долей Гц до 50 Гц. Чувствительность метода высока, обнаруживаются трещины длиной и глубиной 10 мкм с раскрытием около 1 мкм. Чувствительность магнитопорошкового метода определяется магнитными характеристиками материала объекта контроля, его формой, размерами и шероховатостью поверхности, напряженностью намагничивающего поля, местоположением и ориентацией дефектов, взаимным направлением намагничивающего поля и дефекта, свойствами дефектоскопического материала, способом его нанесения на объект контроля, а также способом и условиями регистрации индикаторного рисунка выявляемых дефектов. Магнитопорошковый метод обнаруживает дефекты следующих параметров: - поверхностные с шириной раскрытия у поверхности 0,002 мм и более, глубиной 0,01 мм и более; - подповерхностные, расположенные на глубине до 2 мм; - внутренние (больших размеров), лежащие на глубине более 2 мм; - под различного рода покрытиями, но при условии, что толщина немагнитного покрытия не более 0,25 мм. При контроле магнитопорошковым методом применяют стационарные, передвижные и переносные дефектоскопы по нормативно-технической документации. Недостатки метода: магнитопорошковым контролем не могут быть проконтролированы элементы конструкций и детали: из неферромагнитных сталей, на поверхности которых не обеспечена необходимая зона для намагничивания и нанесения индикаторных материалов, со структурной неоднородностью и резкими изменениями площади поперечного сечения с несплошностями, плоскость раскрытия которых совпадает с направлением намагничивающего поля или составляет с ней угол менее 30°. 3.2 Магнитографический метод В магнитографическом методе в качестве индикатора полей рассеяния применяют магнитную пленку, которая накладывается на поверхность намагниченного объекта 11 контроля. Полученную таким образом магнитную «запись» «считывают» с помощью магнитных головок. При магнитографическом методе магнитные поля рассеяния записывают на магнитную ленту, наложенную на участок контроля. Магнитные ленты состоят из основы толщиной 100 мкм, сделанной из триацетата или лавсана, и магнитного слоя толщиной 10...20 мкм, состоящего из окиси железа, взвешенной в лаке. Они могут использоваться многократно. Записи на ленте преобразуются в электрические сигналы и наблюдаются на экране дефектоскопа. В автоматических устройствах применяется непрерывная запись и воспроизведение с бесконечной магнитной ленты в виде петли. По форме и величине изображения сигналов на экране магнитографического дефектоскопа судят о характерных размерах дефектов, вызвавших данные сигналы. Рис. 4. Магнитографический метод контроля сварного шва с использованием магнитной ленты. Магнитографический метод дефектоскопии широко применяется для контроля качества сварных швов магистральных трубопроводов. При толщине стенок труб от 5 до 12 мм четко выявляются трещины, нопровары глубиной более 10% от толщины стенки, цепочки газовых пор и крупные шлаковые включения. Особенно ясно обнаруживаются тонкие продольные трещины и узкие непровары. Острые выступы, наплывы и «усиления шва» высотой более 5 мм на поверхности сварного шва могут вызывать ложные сигналы, поэтому магнитографический метод наиболее успешно контролируются швы, выполненные автоматической сваркой под флюсом, имеющие наиболее ровную поверхность. Сварные соединения, подлежащие техническому диагностированию магнитографическим методом неразрушающего контроля, должны иметь: - коэффициент формы усиления шва (отношение ширины валика усиления к его высоте) не менее 7; - коэффициент формы сварного шва (отношение ширины валика усиления шва к толщине стенки трубы): • не менее 2,5 для толщин стенок труб до 8 мм; 12 • не менее значений в пределах 2,5-2 для толщин от 8 до 16 мм; • не менее 1,8 для толщин стенок труб свыше 16 мм. - высоту неровностей (чешуйчатости) на поверхности шва не более 25% высоты валика усиления, но не свыше 1 мм. Магнитографическому методу неразрушающего контроля подвергают также сварные стыки, имеющие ширину валика усиления шва меньшую, чем это обусловлено указанными выше коэффициентами формы сварного шва. Для намагничивания сварных соединений применяют намагничивающие устройства, тип которых в зависимости от диаметра трубы выбирают в соответствии с ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ». Перед проведением технического диагностирования магнитографическим методом неразрушающего контроля сварных соединений с поверхности стыкового шва, особенно выполненного ручной электродуговой сваркой, и околошовных зон шириной не менее 20 мм с каждой стороны валика усиления должны быть устранены грубые неровности (чрезмерная чешуйчатость, затвердевшие брызги расплавленного металла и шлака, а также наплывы), высота которых превышает нормы, указанные в ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ». Кроме того, с поверхности контролируемых сварных швов и околошовных зон должны быть удалены грязь, снег, лед и другие посторонние наслоения, затрудняющие плотное прилегание магнитной ленты и ухудшающие условия магнитной записи на ней полей дефектов. Методика магнитографического контроля включает следующие операции: 1. Осмотр и подготовка поверхности контролируемого изделия. При этом с поверхности контролируемых швов должны быть удалены остатки шлака, брызги расплавленного металла, грязь и т. д. 2. Наложение на шов отрезка магнитной ленты. Прижим ленты ко шву плоских изделий производят специальной эластичной «подушкой». При контроле кольцевых швов труб, сосудов и других изделий магнитную ленту к поверхности шва прижимают по всему периметру эластичным резиновым поясом. 3. Намагничивание контролируемого изделия при оптимальных режимах в зависимости от типа намагничивающего устройства, толщины сварного шва и его магнитных свойств. 4. Расшифровка результатов контроля, для чего магнитную ленту устанавливают в считывающее устройство дефектоскопа и по сигналам на экранах дефектоскопа производят расшифровку результатов контроля и оценку качества изделия. 13 Преимущества магнитографического метода контроля: высокая разрешающая способность (возможность выявления мелких дефектов), позволяющая регистрировать неоднородные магнитные поля, соизмеримые с размером частиц магнитного слоя ленты (порядка 1 мкм), возможность регистрации дефектов на сложных поверхностях и в узких зазорах. Недостатки: необходимость вторичного преобразования информации, регистрируются только составляющие магнитных полей вдоль поверхности ленты, сложность размагничивания и хранения ленты – необходимо предотвращать воздействие внешних магнитных полей. 3.3 Феррозондовый метод Феррозондовый метод неразрушающего контроля основан на выявлении феррозондовым преобразователем магнитного поля рассеяния дефекта в намагниченных изделиях и преобразовании его в электрический сигнал. Феррозонд представляет собой магнитный усилитель, обычно с разомкнутым магнитопроводом, в котором воздействие внешнего постоянного магнитного поля приводит к возникновению четных гармоник ЭДС. Метод служит для выявления поверхностных и подповерхностных (лежащих в толще материала) дефектов типа нарушений сплошности: волосовин, трещин, раковин, закатов, плен, ужимов и т.п. Метод позволяет контролировать изделия любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя. Метод разрешается применять также для выявления дефектов типа нарушения сплошности сварных швов, для контроля качества структуры и геометрических размеров изделий. Чувствительность метода определяется магнитными характеристиками материала контролируемого изделия, его формой и размерами, способом контроля и видом намагничивания, чувствительностью применяемого преобразователя и электронной аппаратуры, а также магнитным полем рассеяния дефекта. Феррозонды позволяют обнаруживать поверхностные дефекты глубиной около 0,1 мм и дефекты глубиной 0,1—0,5 мм, залегающие на глубине до 10 мм. Феррозондовый метод контроля предусматривает следующие технологические операции: 1. Подготовку изделия к контролю; 14 2. Намагничивание контролируемого изделия; 3. Сканирование и получение сигнала от дефекта; 4. Разбраковку; 5. Размагничивание. Метод феррозондов позволяет создавать полностью автоматизированные установки, обладающие достаточно высокой производительностью. Недостаток его заключается в мешающем контролю влиянии структурных неоднородностей и механических напряжений объектов контроля. 3.4 Индукционный метод Индукционный метод основан на том, что выявление полей рассеяния в намагниченном контролируемом металле осуществляется с помощью катушки с сердечником, которая питается переменным током. Потоки рассеяния от обнаруженного дефекта возбуждают ЭДС, которая усиливается, преобразовывается в звуковые сигналы и подается на записывающее устройство. Индукционный метод используется для выявления трещин, непроваров, включений при контроле сварных швов. 3.5 Метод эффекта Холла Метод, основанный на эффекте Холла, используют для обнаружения дефектов и в приборах для измерения толщины, контроля структуры и механических свойств. Эффект Холла заключается в том, что если прямоугольную пластинку из полупроводникового материала поместить в магнитное поле перпендикулярно вектору напряженности и пропускать по ней ток в направлении двух противоположных граней, то на двух других гранях возникнет ЭДС, пропорциональная напряженности магнитного поля. 3.6 Пондеромоторный метод Пондеромоторный метод основан на взаимодействии измеряемого магнитного поля и магнитного поля тока в рамке прибора или магнита. Этот метод применяется при дефектоскопии дорожных рельс. 3.7 Магниторезисторный метод Магниторезисторный метод основан на выявлении магнитных полей магниторезистивными преобразователями, представляющими собой гальваномагнитный элемент, принцип работы которого основан на магниторезистивном эффекте Гаусса. 15 4. СРЕДСТВА МАГНИТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ Согласно [2]выделяют следующие основные типы приборов: 4.1 Дефектоскоп – прибор, предназначенный для выявления дефектов типа нарушений сплошности материала объекта контроля и основанный на методе МНК; 4.2 Толщиномер – прибор, предназначенный для измерения толщины объекта контроля или его покрытия и основанный на методе МНК; 4.3 Структуроскоп – прибор, предназначенный для определения физико-механических свойств или химического состава объекта контроля и основанный на методе МНК; 4.4 Ферритометр – прибор для измерения процентного содержания ферритной фазы в структуре контролируемого объекта; 4.5 Намагничивающее устройство; 4.6 Размагничивающее устройство; 4.7 Анализатор концентрации суспензии – прибор для определения концентрации магнитного порошка в магнитной суспензии. Основные средства индикации параметров магнитного поля согласно [2]: 1. Магнитный порошок – порошок из ферромагнетика, используемый в качестве индикатора магнитного поля рассеяния; 2. Магнитная паста – смесь, содержащая магнитный порошок, жидкую основу и, при необходимости, смачивающую антикоррозийную и другие добавки; 3. Магнитная суспензия – взвесь магнитного порошка в дисперсионной среде, содержащей смачивающие, антикоррозийные и, при необходимости, антивспенивающие, антикоагулирующие и другие добавки. 4.1 Примеры приборов 1. Переносной дефектоскоп для магнитопорошкового контроля Magnaflux P920 - эффективный прибор для магнитопорошкового контроля с регулировкой тока до 1500А, предназначенный для обнаружения поверхностных и подповерхностных дефектов при контроле широкого ряда изделий из ферромагнитных материалов. Соответствует стандартам: BS EN 60204:1 1998, EN 50081-2, ГОСТ 21105-87 и директивам L.V.D. 73/23/EEC, Machinery 89/392/EEC и E.M.C. 89/336/EEC. 16 2. МТ-2007 - магнитный толщиномер покрытий (ООО "Техспектр") предназначается для измерения толщин лакокрасочных, гальванических, огнезащитных и любых других немагнитных токопроводящих, а также непроводящих покрытий на ферромагнитных (сталь, чугун и пр.) основаниях. 3. Ферритометр универсальный МК-1.2Ф (Компания «Техно-НДТ») – прибор для измерения локального и объемного содержания ферритной фазы в сварных швах и изделий из нержавеющих сталей аустенитного или аустенитноферромагнитного класса. Так же, прибор МК-1.2Ф может использоваться для измерения относительной магнитной проницаемости слабомагнитных материалов. 5. РЕАЛИЗАЦИЯ ПРИ ОБСЛЕДОВАНИИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ЗДАНИЙ И СООРУЖЕНИЙ В настоящее время для оценки внутренних напряжений разрабатываются и совершенствуются, в основном, магнитные, тепловые и рентгеновские методы. Магнитный метод неразрушающего контроля применяют при: 1. Выявлении поверхностных и подповерхностных дефектов в виде трещин, коррозионных язв, нарушения сплошности материала изделия, волосовины, расслоения, не проварка стыковых сварных соединений и т.д. 2. Определении толщины защитного слоя и диаметра арматуры в железобетонных конструкциях. 3. Измерении толщины различных покрытий на ограждающих конструкциях из ферромагнитных материалов либо для измерения толщины ферромагнитных листов. 4. Выявлении и оценке стресс-коррозионных трещин и коррозионных повреждений стенок труб и сварных швов газонефтепроводов, нефтеналивных танков, резервуаров. 5. Контроле качества сварных соединений различных типов и конструктивного исполнения (в том числе контактной, точечной сварки). 6. Дефектоскопии дорожных рельс. 17 7. Определении неоднородности напряженно-деформированного состояния оборудования и конструкций и выявление зон концентрации напряжений основных источников развития повреждений; 8. Определении мест отбора проб металла в зонах концентрации напряжений для оценки структурно-механического состояния. 9. Ранней диагностике усталостных повреждений и оценка ресурса оборудования и конструкций. 6. ЗАКЛЮЧЕНИЕ Магнитный метод нашел достаточно широкое применение в области решения задач дефектоскопии, толщинометрии, структуроскопии и технической диагностики. Достоинства данного метода: наглядность, высокая чувствительность, высокая производительность, универсальность (примерно 80 % всех подлежащих контролю деталей из ферромагнитных материалов проверяется именно этим методом). Недостатки магнитного метода: большая трудоемкость (для повышения надежности и достоверности контроля требуется зачистка поверхности сварного соединения или даже снятие усиления сварного шва; необходимо выполнить намагничивание и размагничивание конструкции). 18 7 СПИСОК ЛИТЕРАТУРЫ 1. ГОСТ 20911-89 Техническая диагностика. Термины и определения. 2. ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения. 3. ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов. 4. ГОСТ Р 53697-2009 Контроль неразрушающий. Основные термины и определения. 5. ГОСТ 21104-75 Контроль неразрушающий. Феррозондовый метод. 6. ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод. 7. ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод. 8. Интернет-источники: 8.1. http://www.a-ndt.ru/nk.html 8.2. http://delta-grup.ru/bibliot/27/21.htm 8.3. http://www.svarkainfo.ru/rus/lib/quolity/mvmk 8.4. http://t-ndt.ru/index.php?id=18 9. Обследование и испытание сооружений: Учеб. для вузов/ О.В. Лужин, А.Б. Злочевский, И.А. Горбунов, В.А. Волохов; Под ред. О.В. Лужина. – М.: Стройиздат, 1987. – 263 с.: ил. 19