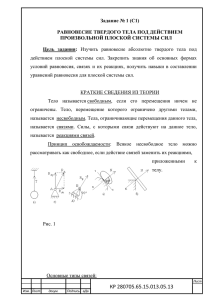
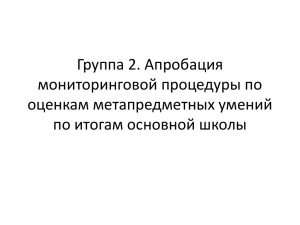
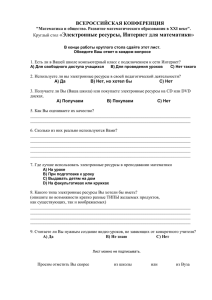
Содержание Лабораторная работа №1 ..............................................................................................................3 Лабораторная работа №2 ..............................................................................................................6 Лабораторная работа №3 ............................................................................................................10 Лабораторная работа №4 ........................................................................................................... 13 Изм. Лист № докум. Разраб. Мохнач Д.В. Провер. Зенченко А.В. Подпись Дата ДВФУ.ЛР.ТИ. ... Лит. Лист Листов 2 15 Реценз. Н. Контр. Утверд. Б6210-уч Лабораторная работа № 1 Тема: Выбор измерительного инструмента и измерение детали Цель работы: Изучить измерительные инструменты, методику выбора, оценка качества изделия. Задание: 1. Выполнить эскиз детали с указаниями размеров и предельных отклонений 2. Выбрать измерительные приборы для измерения каждой поверхности, произвести их настройку 3. Произвести измерения 4. Дать заключение о годности 5. Сделать вывод о проделанной работе Оборудование и материалы: образец для измерений, штангенциркуль, микрометр, скоба рычажная (пассаметр). Эскиз детали Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 3 Выбор измерительных приборов для измерения каждой поверхности Для измерения размеров 35, 30, 20 выбран ЩЦ I с ценой деления 0,05. Для измерения размера Ø20h9 выбран МК с ценой деления 0,01. Для измерения размера Ø20h6 выбрана скоба рычажная (пассаметр). Настройка приборов Для измерения размеров 35, 30,20 выбран ЩЦ I с ценой деления 0,05. Таблица 1 Наименов. Обозначен. Цена делен. Пр. измер. Штангенциркуль ШЩI 0,05 ∆ lim ϭ 80 70 0-160 0÷160 т.к. ∆ lim< ϭ, то измерение возможно. Для измерения размера Ø20h9 выбран МК с ценой деления 0,01. Таблица 2 Наименов. Обозначен. Цена делен. Микрометр МК 0÷25 0,01 Пр. измер. ∆ lim ϭ 0-25 8 12 гладкий т.к. ∆ lim< ϭ, то измерение возможно. Для измерения размера Ø20h6 выбрана скоба рычажная (пассаметр). Таблица 3 наименование обозначение цена предел Δlim δ 0-25 3,5 4 деления пассаметр СР -25 0.002 Т.к. Δlim больше Δ ,то измерение этим прибором возможно Произвести настройку на "0". Измерить не менее 2х раз Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 4 Измерение деталей В таблице 4 приведены расчеты и данные измерений произведенные с помощью выбранных измерительных приборов и даны заключения о годности детали. Таблица 4 Пред. размеры max min δ Изм. прибор Действ. размер ШЦ-I0,05 19,9 29,85 35 Заключение о годности годен годен годен 19,97 годен 19,965 не годен были изучены Размер ES ET 20 30 Ø35 +0,26 +0,26 0 -0,26 -0,26 -0,62 20,26 30,26 35 19,74 29,74 34,38 120 120 120 Ø20h9 0 -0,052 20 19,948 12 Ø20h6 0 -0,013 20 19,987 4 Вывод: В ходе выполнения МК 0-25 ц.д 0,01 СР 0-25 ц.д. 2 мкм лабораторной работы измерительные инструменты, освоена методика выбора измерительных приборов, проведены измерения и оценка качества изделия. Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 5 Лабораторная работа №2 Тема: Измерение отверстий нутромерами Цель работы: Освоить методику измерений отверстий нутромерами Задание: 1. Написать виды нутромеров 2. По заданной детали выбрать нутромер, рассчитать предельные размеры отверстия (с полем допуска H9) 3. Произвести настройку нутромера на заданный размер 4. Произвести измерение отверстия 5. Дать заключение о годности 6. Сделать вывод о проделанной работе Оборудование и материалы: индикаторный нутромер НИ 18÷ 𝟓𝟎, ц.д. 0,01, деталь для измерения. Ход работы: Виды нутромеров У данных измерительных приборов отсутствует строгое деление по типам, но чаще всего их подразделяют по какому либо отличительному признаку, например цанговые или шариковые по конструкции, индикаторные или микрометрические по типу отсчетного устройства и т. д. Распространенной классификацией является метод измерений – абсолютный или относительный. Для измерения абсолютным способом применяются, как правило, микрометрические измерительные инструменты. Данные виды нутромеров (второе популярное название – штихмасс, рис.4б ) по конструкции схожи с микрометром и позволяют осуществлять замеры с использованием удлинителей в определенных диапазонах - от 50 до 75 мм, от 75 до 175 мм и т. д. вплоть до 1520-4000 мм. Индикаторные нутромеры (рис.4 а)применяются для проведения замеров относительным методом при диаметре отверстий от 6 мм. Чаще Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 6 всего оснащаются индикатором часового типа, который совмещается непосредственно с измерительным устройством. А) Б) В) Рис.4 Электронные нутромеры. Все большее распространение получают нутромеры, оборудованные цифровым отсчетом и электронной микрометрической головкой. Эти измерительные измерениях приборы диаметров намного с удобнее помощью механических. электронных При нутромеров используется метод сравнения с мерой. В ее качестве используется специальное высокоточное кольцо, размер которого находится в диапазоне измерений прибора. Выбрать нутромер, рассчитать предельные размеры отверстия с полем допуска Н9 Для проверки отверстия детали выбрали индикаторный нутромер НИ 18÷ 50 с ц.д. 0,01. Настройка нутромера на заданный размер Устройство и принцип действия прибора Основным элементом индикаторного нутромера является направляющая втулка (3). В её верхней части закреплён винтом (2) часовой индикатор (1) – Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 7 на нём отображается результат измерения. Внутри втулки располагается длинный стержень, соприкасающийся со стержнем меньшего размера (10). Короткий стержень упирается в грибок (9) тройника головки прибора (6). В тройнике расположен закреплённый гайкой (7) сменный измерительный стержень (8) и движок (4). Для установки головки индикатора в соответствии с диаметром измеряемого отверстия на тройнике имеется центрирующий мостик (5). Перед выполнением измерений нутромер устанавливается на номинальный размер при помощи блока плиток или кольца. При замере движок нутромера со спиральной пружиной (11) через грибок, короткий и длинный стержень (4, 9 и 10 соответственно) передаёт движение на индикатор, по перемещению стрелки которого и определяется отклонение размера. δ=12 IT=0.052 Рис.5 Таблица 5.Для выбора прибора. наименование обозначение цена предел Δlim δ деления нутромер НИ50А 0.01 наибольшая глубина 18-50 12 12 150 ГОСТ868-82 Т.к. Δlim больше Δ ,то измерение этим прибором возможно. Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 8 Измерение отверстия и дать заключение о годности Таблица 6. Данные измерений. Обозначение Предельные размера размеры dmin dmax Действительные размеры Ǿ20Н9 20,004 20,0 20,052 Заключение о годности 1измер. 2измер. сред.знач. 20,004 20,004 Годен Вывод: изучили конструкцию нутромера, получили навыки пользования прибором. Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 9 Лабораторная работа №3 Тема: Измерение метрической резьбы с помощью резьбового микрометра Цель работы: определение геометрических параметров резьбы и ее измерение резьбовым микрометром Задание: 1. Определить геометрические параметры резьбы, выполнить обозначение резьбы 2. Рассчитать геометрические параметры резьбы (отклонения) 3. Произвести настройку микрометра (резьбового) со вставками 4. Произвести измерения резьбы, дать заключение о годности 5. Сделать вывод о проделанной работе Оборудование и материалы: микрометра(резьбового) со вставками, деталь для измерения. Ход работы: Геометрические параметры резьбы, выполнить обозначение резьбы М14×1,5-6е М- резьба метрическая; Р- шаг резьбы 1,5; 6е- поле допуска. Геометрические параметры резьбы(отклонение) d=14 мм d2 =d-1+0.026=13.026 мм 𝑑 𝑒𝑠 = −0,067 𝑑𝑒𝑖 = −0,207 dmax= d+es=14+(-0,067)=13.933 мм dmax= d+ei= 14+(-0,207)= 13.793 мм 𝑑2 𝑚𝑎𝑥 = 𝑑2 + 𝑒𝑠 = 13.026 + (−0,067) = 12,959 мм 𝑑2 𝑚𝑖𝑛 = 𝑑2 + 𝑒𝑖 = 13.026 + (−0,207) = 12,819 мм Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 10 Td=0.207-0.67=143 мкм Настройка микрометра (резьбового) со вставками Для этого необходимо выполнить следующие действия: протереть бумагой или мягкой тканью измерительные поверхности пятки и микровинта (рис. ); вращением микрометрического винта с помощью трещотки довести измерительные поверхности до соприкосновения. При этом скошенный край барабана должен установиться так, чтобы был виден нулевой штрих продольной (миллиметровой) шкалы, а нулевое деление круговой шкалы было расположено против продольного штриха стебля. Если такое расположение штрихов не соблюдается, то микрометрический инструмент нужно настроить (установить его на нуль), в противном случае его показания будут неверны. Рис.6 Микрометр резьбовой Измерение резьбы Используем ШЦ с ц.д 0,02 δ lim ≤ δ δ≈(0,25-0,35)Т Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 11 Т 236 4 4 ц.д. ≤ = ≈ 60 𝒅д = 𝟏𝟐, 𝟖𝟗мм., Резьба по наружному диаметру годна. Действительные размеры детали: 12,85 мм. 12,84мм. . 𝒅𝟐д =12,84 мм, резьба по внутреннему диаметру годна. Вывод: изучили конструкцию микрометром(резьбового), получили навыки пользования прибором, научились определять геометрические параметры резьбы. Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 12 Лабораторная работа №4 Тема: Измерение шероховатости Цель работы: освоить методику измерения шероховатости на профилометре Задание: 1. Выполнить эскиз детали с указанием шероховатости 2. Настроить прибор для измерения шероховатости и произвести измерения 3. Дать заключение о годности детали 4. Сделать выводы о проделанной работе Оборудование и материалы: профилометр, деталь. Ход работы: Выполнить эскиз детали с указанием шероховатости Рис.7 Эскиз детали Настройка прибора на измерение шероховатости Перед измерением прибор настраивается в соответствии с инструкцией по пользованию им персоналом, прошедшим соответствующую подготовку и имеющим навыки работы с ним. Поверхность контролируемого образца устанавливают так, чтобы направление сечения, определяющего профиль, совпадало с указанным в технической документации, утвержденной к прибору в установленном по- рядке. Поверхность должна быть тщательно очищена от посторонних примесей и обезжирена. Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 13 Профилометр-модель 296. 1.Измеряемый параметр шероховатости поверхности по ГОСТ 2789-73 Rа 2.Диагональ измерений Rа, мкм 0,02-10 3.Верхние пределы диапазонов, мкм. 4.Погрешность профилометра не должна превышать ГОСТ 19300-86. 5.Минимальный шаг шероховатости измеряемой поверхности, мм 0,004. 6.Отсечка шага, мм 0,25;0,8;2,5. 7.Скорость трассирования датчика, мм/с 1±0,04 8.Длина трассы ощупывания при измерении ,мм 1,5;3;6. 9.Минимальный диаметр проверяемого отверстия ,мм на глубине до 20 мм на глубине до 130 мм 10.Наименьшая дискретность отсчета ,мкм 0,0001. 1,59-измеряемый размер шероховатости. Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 14 Измерение шероховатости Первое измерение Rа = 0,4 мкм. Rа =0,414 мкм. Деталь годна. Вывод: Освоили методику измерения шероховатости профилометром модели 296 Изм. Лист № докум. Подпись Дата ДВФУ.ЛР.ТИ. Лист 15