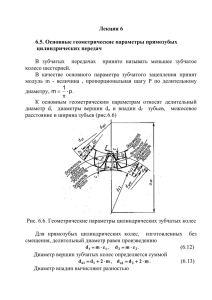
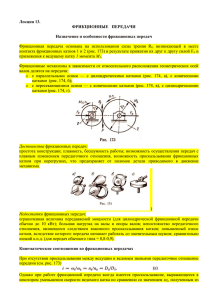
ДЕТАЛИ МАШИН 1. Понятие о машинах, оборудовании, механизмах 2. Общие понятия о передачах 3. Ременные передачи 4. Фрикционные передачи 5. Зубчатые передачи 6. Червячные передачи 7. Цепные передачи 8. Ремонт цепных и ременных передач 9. Ремонт зубчатых передач 10.Сборка цилиндрических зубчатых колес 11.Ремонт деталей зубчатых и цепных передач 12.Сборка зубчатых передач 13.Сборка червячных передач 14.Типовые детали вращения 15.Валы и оси 16.Подшипники. 17.Соединительные муфты 18.Ремонт соединительных муфт, приводов 19.Редукторы. Ремонт редукторов 20.Ремонт зубчатых и червячных передач 21.Методы сборки 22.Сборка шпоночных и шлицевых соединений 23.Сборка неподвижных разъемных соединений Требования к машинам и деталям Машина – это устройство, выполняющее механические движения для преобразования энергии, материалов или информации с целью облегчения или замены физического и умственного труда. КЛАССИФИКАЦИЯ МАШИН 1. энергетические машины (предназначены для преобразования видов энергии: электродвигатели, турбины) 2. информационные машины (предназначены для сбора, хранения, переработки и использования информации) 3. рабочие машины 3.1 транспортные (предназначены для перемещения изделий, грузов или людей: автомобили, самолеты) 3.2 технологические (предназначены для изменения формы, размеров или внутренних свойств обрабатываемого предмета: станки, термические агрегаты) В структурном отношении машина представляет собой единый комплекс механизмов, сборочных единиц (узлов) и деталей, обеспечивающих выполнения присущих функций. Механизм – это система твердых тел, предназначенная для преобразования движения одного или нескольких тел в требуемые движения других тел. 1. кривошипно-шатунный механизм компрессора 2. кулачковый механизм 3. кривошип- ползунный Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии изготовителе сборочными операциями. Узел – сборочная единица, которую можно собирать отдельно от других составных частей изделия или изделия в целом, выполняющая определенную функцию в изделиях одного назначения. а) подшипник качения б) муфта упругая Деталь – часть машины, изготовленная из одноименного на марке и наименованию материала без применения сборочных единиц. а) вал б) винт в) заклепка г) колесо зубчатое цилиндрическое ОСНОВНЫЕ ТРЕБОВАНИЯ К МАШИНАМ 1. производительность 2. точность 3. экономичность 4. технологичность 5. надежность и долговечность 6. удобство и безопасность в обслуживании 7. современный дизайн 8. транспортабельность При расчетах, конструировании и изготовлении машины должны соблюдать стандарты: - международные (ISO) - государственные (ГОСТы) - отраслевые (ОСТы) - предприятия (СТП) Машиностроительные стандарты – документы, содержащие обязательные нормы, правила и требования в сфере проектирования, производства, эксплуатации и ремонта машин. Наиболее эффективный метод стандартизации унификация – рациональное сокращение числа объектов одинакового функционального назначения, сведение к min типоразмеров деталей. 1. прочность - способность деталей сопротивляться разрушению или эластическому деформированию под действием нагрузок. Различают статическую (нарушение статической прочности обычно связано с перегрузками) и усталостную (вызываются длительными действиями переменных напряжений) прочность деталей. Повышают прочность за счет рациональной формы детали, устранения концентратов напряжений, применения поверхностного упрочнения. 2. жесткость – способность детали сопротивляться изменению формы и размеров под нагрузкой. Жесткость деталей обеспечивает требуемую точность машины. Роль жесткости как критерия работоспособности непрерывно возрастает в связи с повышением быстроходности машин, снижения массы и габаритов деталей. 3. износостойкость – свойство материалов оказывать сопротивления изнашиванию. Изнашивание – процесс разрушения поверхностных слоев при трении, заключающихся в отделении материала с поверхности детали и приводящий к постепенному изменению размеров, формы и состояния поверхности деталей. 85-90% машин выходит из строя в результате изнашивания!!! Износ – результат процесса изнашивания. 4. теплостойкость – способность деталей работать в пределах заданных температур в течение установленного срока службы. С увеличением температуры ухудшаются механические свойства материалов, снижаются вязкость смазочных материалов, увеличивается изнашивание, изменяются зазоры, возрастают динамические нагрузки. 5. виброустойчивость – способность детали работать в заданном диапазоне режимов без недопустимых колебаний. Вибрации снижают качество работы машин, вызывают дополнительные переменные напряжения в деталях, увеличивают шум. Особенно опасными являются колебания. Виброустойчивость является критерием работоспособности машин, от которых требуется высокая плавность работы и малошумность. Выбор критерия работоспособности производится исходя из условий работы детали, ее конструкции и характера возможного разрушения. При конструкции деталей машины выполняют расчеты: - проектировочный (дополнительный). По главным критериям работоспособность определяет основные размеры детали. - проверочный (уточненный). Под известным размером и форме детали определим из проектировочного расчета или принятым конструктивно, находят и сравнивают их с допускаемыми. Прочность деталей машин при переменных напряжениях. Напряжение периодически изменяет свое значение или значение и знак. Напряжение – интенсивность внутренних сил, возможных в детали под действием нагрузки. ВИДЫ НАГРУЗКИ (ПО ХАРАКТЕРУ ИЗМЕНЕНИЯ ВО ВРЕМЕНИ) 1. 2. постоянная (вызывает постоянные напряжения) переменная (вызывает переменные напряжения) НО!!! Переменные напряжения могут быть следствием не только действия переменных нагрузок, но и результатом изменения положению детали. ЦИКЛЫ НАПРЯЖЕНИЙ σmin / σmax = R – называют коэффициентом асимметрии цикла. R = -1 – для симметричного R = 0 – для отнулевого Разрушение детали при циклическом нагружении называют усталостным. Оно происходит вследствие возникновения и развития макротрещин в зоне концентраций напряжений. Способность материала воспринимать многократное действие переменного напряжения от заданной нагрузки без разрушения называют выносливостью. Опытным путем установлено, что для многих материалов существует такое наибольшее напряжение, при котором материал выдерживает, не разрушаюсь, неограниченное количество циклов нагружения. Это напряжение – предел выносливости. Предел выносливости обозначается: →при изгибе – σR →при кручении – τR Предел выносливости определяется опытным путем: испытывают образцы при различных величинах напряжений и находят число циклов N, необходимое для доведения образца до разрушения. По полученным данным в координатах σ- N строят кривую усталости. При достижении определенного числа циклов N6, называется базовым, испытания прекращают. Для отнулевого цикла σR, обозначают как σ0. Для симметричного цикла σR – σ-1. При заданном значении Nc по кривой усталости определяется предельное напряжение σс, а при заданном уровне напряжения определяют предельное значение числа циклов. НА ПРОЧНОСТЬ ДЕТАЛИ ВЛИЯЕТ: - размеры поперечного сечения - форма поперечного сечения - качество обработки поверхности -метод упрочняющей обработки поверхности Влияние этих факторов при прочностных расчетах учитывают коэффициентом снижения предела выносливости Кσ (Кτ), показывающий во сколько раз предел выносливости реальной детали, имеющей концентраторы напряжений, меньше предела выносливости гладких стандартных образцов. Работоспособность ряда деталей машин (зубчатых колес, подшипников качения и тд) определяется контактной прочностью, т.е. прочность их рабочих поверхностей, контактирующих под нагрузкой. После приложения внешней нагрузки линейный (или точечный) контакт переходит в контакт по малой площадке с высокими значениями контактных напряжений. Наибольшее контактное напряжение σн определяется по формуле Герца: где Fr – нормальная нагрузка b- длина контактной линии E1,E2,ν1,ν2 – модули упругости и коэффициент Пуассона материалов деталей ρпр – приведенный радиус кривизны контактирующей поверхности ρпр = ρ1 ρ2 /(ρ1+ ρ2) В инженерных расчетах формула Герца преобразовывается в зависимости от конфигурации конкретных деталей и условий их работы. Конструкционные материалы и способы изготовления деталей машин. ОСНОВНЫМИ МАТЕРИАЛАМИ ЯВЛЯЮТСЯ: 1. стали – сплав на основе железа с содержанием углерода до 2% и другими элементами. Свойства сталей улучшают легированием, т.е. добавлением в сплав вольфрама 2. чугун- содержит углерода более 2%(2%-4%), обладает хорошими литейными и антифрикционными свойствами(малый коэффициент трения) 3. цветные сплавы- сплавы на основе меди(латуни и бронзы), алюминия(силумины, дуралюмины), магния и мягких металлов 4. неметаллические материалы – пластмассы, древесные, резиновые, текстильные и другие. В современных машинах используют: 1. композиционные материалы – это композиции из тонких высокопрочных волокон (углерода, бора, стекла) и пластичной основы(матрицы) – металлической, керамической или полимерной. Такое строение материалов обеспечивает высокую надежность при переменном напряжении. 2. порошковые материалы – получают прессованием и последующим спеканием в пресформах из смесей металлических и неметаллических порошков. Этим материалом можно придать особые свойства, которые не могут быть получены традиционными способами: высокую твердость, пористость, антифрикционность… СПОСОБЫ ПОЛУЧЕНИЯ ЗАГОТОВОК -литье -обработка давлением(ковка, штамповка),(прокатка) -порошковая металлургия МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ И ПРИВОДЫ. ОСНОВНЫЕ КИНЕМАТИЧЕСКИЕ И СИЛОВЫЕ СООТНОШЕНИЯ В ПЕРЕДАЧАХ. Каждая машина имеет 3 основные части: 1. передаточный механизм (передача) 2. двигатель 3. исполнительный (рабочий) орган Устройство для приведения в действие машины называется приводом. Привод состоит из: - двигателя -силовой передачи -системы управления Передача – механизм, служащий для передачи движения от двигателя к исполнительному органу, как правило, с преобразованием скорости и изменением вращающегося момента. Основные функции механических передач: 1. изменение скорости 2. изменение направления движения 3. преобразования вида движения: вращательного в поступательное и наоборот, равномерное в прерывистое 4. приведение в движение одним двигателем нескольких механизмов КЛАССИФИКАЦИЯ ПЕРЕДАЧ 1. по принципу действия - передача с зацеплением (зубчатые, червячные, цепные) - передачи трением (фрикционные, ременные) 2. по способу соединения ведущего и ведомого звеньев -передача непосредственного контакта (зубчатые, червячные, фрикционные) - передача гибкой связью (цепные, ременные) В механической передаче звенья, передающие вращающий момент, называются ведущими, а воспринимающие – ведомыми. Параметры передачи, относящиеся к ведущим звеньям, обозначаются с индексом 1, а к ведомому – с индексом 2. d1 и d2 – диаметры ведущего и ведомого звеньев; ω1,T1;ω2,T2 – угловые скорости и вращающие моменты на ведущем и ведомом валах. Вращающийся момент на ведущем валу T1 является моментом движущихся сил, его направление совпадает с направлением вращения вала. Момент на ведомом валу T2 является моментом сил сопротивления, поэтому его направление противоположно направлению вращения вала. Отношение угловых скоростей называется передаточным числом ω1 /ω2 = u (u >1) ХАРАКТЕРИСТИКИ МЕХАНИЧЕСКИХ ПЕРЕДАЧ (основные) мощность на выходном валу P2 быстроходность – угловая скорость выходного вала ω2 или его частота вращения n2 3. передаточное число u Передачу, понижающую угловую скорость (частоту вращения) называют редуктором, повышающую – мультипликатором. 1. 2. ω2<ω1 ω2>ω1 ХАРАКТЕРИСТИКИ МЕХАНИЧЕСКИХ ПЕРЕДАЧ (дополнительные) 1. механический КПД передачи η = p2/p1 2. окружная скорость ведущего и ведомого звена, м/с υ = ωd/2 3. окружная сила, Н Ft = P/υ = 2T/d 3. вращающий момент, Н·м Т = Р/ω = Ft·(d/2) P-Вт; d-м; ω-рад/c МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ БЫВАЮТ: 1.одноступенчатые 2. многоступенчатые Общее передаточное число многоступенчатой передачи равно произведению частных передаточных чисел отдельных ступеней: uобщ = u1· u2 ·…un При этом КПД→ ηобщ = η1 · η2 ·…ηn Если в составе передач находятся другие устройства, где возможна потеря мощности (муфты, подшипники…), то это учитывается при расчете общего КПД. Кинематические схемы приводов машин Принципы устройства машин и их приводов, а также принципы их работы и анализируют с помощью кинематических схем, на которых представляют в определенной взаимосвязи совокупность кинематических элементов. ОБОЗНАЧЕНИЕ ЭЛЕМЕНТОВ ПРИВОДА НА КИНЕМАТИЧЕСКИХ СХЕМАХ НАПРИМЕР Закрытая одноступенчатая цилиндрическая прямозубая передача Закрытая двухступенчатая прямозубая передача Клиноременная передача Закрытая червячная передача (червячный редуктор) Привод ленточного транспортера СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ Основные виды и классификация зубчатых колес В зубчатой передаче движение передается с помощью зацепления пары зубчатых колес. Термин «зубчатое колесо» относится как к колесу, так и к шестерне. Достоинства зубчатых передач: 1. высокая надежность; 2. малые габариты; 3. постоянство передаточного числа; 4. сравнительно малые нагрузки; 5. высокий КПД. Недостатки зубчатых передач: 1.шум при больших скоростях; 2.высокие требования к точности изготовления и монтажа. КЛАССИФИКАЦИЯ ЗУБЧАТЫХ ПЕРЕДАЧ (в зависимости от относительного расположения геометрических осей валов): 1. цилиндрическая (при параллельных осях) 2. реечная передача (для преобразования вращающегося движения в поступательное и наоборот) 3. коническая передача (при пересекающихся осях) 4. винтовая передача (при перекрещивающихся осях) КЛАССИФИКАЦИЯ ЗУБЧАТЫХ ПЕРЕДАЧ (в зависимости от расположения зубьев на ободе колес) Колеса с наклонными зубьями обладают большей несущей способностью, работают плавно и с меньшим шумом. 1.прямозубая 2.шевронная 3.косозубая КЛАССИФИКАЦИЯ ЗУБЧАТЫХ ПЕРЕДАЧ (в зависимости от относительного расположения колес в пространстве) 1.внешнего зацепления 2. внутреннего зацепления КЛАССИФИКАЦИЯ ЗУБЧАТЫХ ПЕРЕДАЧ (в зависимости от конструктивного исполнения) 1.открытые передачи (зубья колес не защищены от внешней среды) 2.закрытые передачи (помещены в закрытые корпуса и работают в масляной ванне) КЛАССИФИКАЦИЯ ЗУБЧАТЫХ ПЕРЕДАЧ (в зависимости от числа ступеней) 1.одноступенчатые (одна пара колес в зацеплении) 2.многоступенчатые (две пары зубчатых колес в зацеплении и более) КЛАССИФИКАЦИЯ ЗУБЧАТЫХ ПЕРЕДАЧ (в зависимости от формы профиля зуба) 1.эвольвентные (образующая профиля-эвольвента) 2.циклоидальные (образующая профиля-циклоида) 3.с зацеплением Новикова (образующая профиля-дуга окружности) Используются в высоконагруженных передачах, которые по конструктивным соображениям должны иметь малые габариты. На практике в основном используют эвольвентный профиль зубьев, обеспечивающий их прочность, малые скорости скольжения в зоне зацепления и высокий КПД. Эвольвентное зацепление впервые было предложено Леонардом Эйлером в 1760 году. Изготовление зубчатых колес с эвольвентным профилем наиболее просто и дешево. Основные элементы эвольвентного зацепления. Эвольвентой окружности называют кривую, которую описывает точка прямой, перекатывающаяся без скольжения по окружности. Окружность, по которой перекатывается прямая называется эволютой или основной окружностью, а перекатываемая прямая-производящей прямой. ПОСТРОЕНИЕ ЭВОЛЬВЕНТЫ Делительная окружность-это окружность, по которой толщина зуба колеса равна ширине впадины между зубьями. Шаг зацепления ( p )-это расстояние между одноименными профилями двух смежных зубьев, измеренное по дуге делительной окружности. Основной характеристикой зубчатого зацепления является модуль ( m )линейная величина в π раз меньшая окружного шага зубьев p по делительной окружности зубчатого колеса. m = p/π С увеличением диаметра основной окружности db кривизна эвольвенты уменьшается и при db→ ∞ зубчатый профиль трансформируется в рейку с трапецеидальным профилем-основную рейку. Профиль зуба основной рейки соответствует исходному контуру зубу, регламентированный стандартом. Этот контур положен в основу профилирования инструмента для нарезания зубьев. ПАРАМЕТРЫ ИСХОДНОГО КОНТУРА 1. Шаг з бьев p=mπ, m-модуль зубчатого колеса 2. толщина зуба по делительной прямой s = 0.5p 3. ширина впадины по делительной прямой e =0.5p 4. профильный угол α=20° 5. глубина захода h3 =2ha*·m , ha*=1-коэф.высоты головки зуба 6. высота головки зуба ha=ha*·m=m 7. радиальный зазор c = c*·m, c*- коэф.радиального зазора для цилиндрических колес.c*=0.25 ОСНОВНЫЕ КИНЕМАТИЧЕСКИЕ УСЛОВИЯ ЭВОЛЬВЕНТНОГО ЗАЦЕПЛЕНИЯ. Эвольвентные профили зубьев называются сопряженными, так как такой профиль обеспечивает постоянство передаточного числа зубчатой пары. В этом случае при вращении колес нормаль N-N в точке контакта профилей зубьев будет пересекать линию центров в одной и той же точке p - полюсе зацепления. Эта точка делит межосевое расстояние на части, обратно пропорц. угловым скоростям: O1P/ O2P=ω2 /ω1 ОСНОВНЫЕ ЭЛЕМЕНТЫ ЭВОЛЬВЕНТНОГО ЗАЦЕПЛЕНИЯ Начальными называют окружности, которые в процессе зацепления перекатываются одна по другой без скольжения. dw1 ,dw2-диаметры начальных окружностей шестерни и колеса; aw-межосевое расстояние aw=(dw1+dw2) /2; d1,d2-диаметры делительных окружностей шестерни и колеса; делительные и начальные окружности у колес совпадают, если (d1+d2)/2=aw ; ha-высота головки зуба шестерни и колеса; hf-высота ножки зуба шестерни и колеса; c-радиальный зазор в зацеплении шестерни и колеса; da1,da2-диаметры окружностей вершин шестерни и колеса; df1,df2-диаметры окружностей впадин шестерни и колеса; p-окружной шаг; s-окружная толщина зуба; e-окружная ширина впадины зуба. Для пары зубчатых колес, находящихся в зацеплении окружной шаг p, а следовательно, и модуль m должны быть одинаковыми. На делительной окружности толщина зуба равна ширине впадины: s =e Модуль зубьев- основной параметр зубчатых колес. Все геометрические параметры зубчатых колес выражаются через модуль. ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ Прямозубые зубчатые передачи Цилиндрическое элементы: зубчатое колесо имеет следующие конструктивные 1. венец – часть зубчатого колеса, содержащая зубья 2. ступица с– часть зубчатого колеса, насаживаемая на вал 3. диск – часть зубчатого колеса между ступицей и венцом. Зубчатые колеса, у которых линия направления зуба параллельна оси колеса, называются прямозубыми. Контакт пары зубьев цилиндрической прямозубой передачи происходит по линии параллельной оси. ДЛИНА ЛИНИИ КОНТАКТА РАВНА ШИРИНЕ ВЕНЦА При работе прямозубой передачи пара зубьев входит в зацепление сразу по всей длине контакта, что сопровождается ударом зубьев и повышенным шумом. поэтому прямозубые передачи применяют при невысоких окружных скоростях. ПЕРЕДАТОЧНОЕ ЧИСЛО: u = ω1/ω 2= n1/n 2 =d2/d 1= z2/z1 ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ПРЯМОЗУБЫХ КОЛЕС 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. d = mz – диаметр делительной окружности; da = mz +2m – диаметр окружности вершин зубьев; df = mz – 2.5m – диаметр окружности впадин зубьев; p = π m – шаг по делительной окружности; s = 0.5p – толщина зуба по делительной окружности; e = 0.5p – ширина впадины по делительной окружности; ha = m – высота головки зуба; hf = 1.25m - высота ножки зуба; h = 2.25m – высота зуба; b – ширина венца. Косозубые и шевронные передачи ОСОБЕННОСТИ КОСОЗУБЫХ ПЕРЕДАЧ: Косозубыми называются колеса, зубья которых наклонены к образующей цилиндра колеса на некоторый угол β. При работе косозубых колес зубья входят в зацепление не сразу по всей длине, а постепенно, что способствуют: - плавной работе передачи - снижению динамических нагрузок - снижению шума Недостатком косозубых передач является наличие осевой линии, дополнительно нагружающей опоры валов. Для снижения осевых сил угол наклона линии зуба рекомендуют выполнять в пределах β = 8…20˚ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ КОСОЗУБЫХ КОЛЕС В косозубых колесах различают 2 шага зубьев: - в нормальном сечении n-n нормальный шаг зубьев-pn -в торцовом сечении окружной шаг – pt Pt = P/cosβ Следовательно модули у косозубых колес в разных сечениях будут разные. нормальный модуль m = p/π окружной модуль mt = pt/π mt = m/cosβ делительный и начальный d = dw = mt z = mz/cosβ диаметры Профиль косого зуба в нормальном сечении n-n совпадает с профилем прямого зуба модуля m. 1. ha = m– высота головки зуба 2. h f = 1.25m– высота ножки зуба 3. da = d+2m– диаметр окружности вершин зубьев 4. df = d-2.5m– диаметр окружности впадин зубьев 5. aw = (d1+d2)/2 = m(z1+z2)/ 2cosβ– межосевое расстояние ОСОБЕННОСТИ ШЕВРОННЫХ ПЕРЕДАЧ Цилиндрическое зубчатое колесо, венец которого по ширине состоит из участков с наклоненными на один угол в разные стороны зубьев, называется шевронными. В шевронной передаче осевые силы на полушевронах направлены в противоположные стороны, взаимно уравновешиваются и на опоры не передаются. Уравновешенность осевых сил у шевронных колес позволяет увеличить угол наклона зубьев до 40˚, что повышает нагрузочную способность и плавность работы передачи. Шевронные колеса применяются в быстроходных передачах высокой мощности. Конические зубчатые передачи Конические зубчатые передачи применяют в передачах, когда геометрические оси валов пересекаются под углом Σ. Чаще всего Σ = 90˚. КОНИЧЕСКИЕ КОЛЕСА БЫВАЮТ с прямыми зубьями (линейный контакт в зацеплении) с круговыми зубьями (точечный контакт в зацеплении) Шестерню в конической передаче часто располагают консольно. Аналогом начальных и делительных цилиндров цилиндрических зубчатых передач в конических передачах являются начальные и делительные конусы. У конических колес высота, толщина зубьев и окружной шаг по длине зуба неодинаковы, поэтому различают 2 окружных модуля: m- средний делительный окружной модуль (в среднем сечении) me- внешний делительный окружной модуль(на внешнем торце зуба) средние делительные диаметры: d1 = mz1 где z1 и z2- числа зубьев шестерни и колеса d2 = mz2 внешние делительные диаметры: de1 = mez1 de2 = mez2 внешнее конусное расстояние: de = 0.5me√z1²+z2² среднее конусное расстояние: R = Re – 0.5b углы делительных конусов: шестерни-δ1 колеса-δ2 tg δ1 = z1/z2 δ2 = 90˚- δ1 передаточное число конической зубчатой передачи: u = ω1/ω2 = n1/n2 =z2/z1 = d2/d1 = de2/de1 = tgδ2 = 1/tgδ1 Вместо конических передач в машиностроении часто используют так называемые гипоидные передачи. Они предназначены для передачи вращения между перекрещивающимися геометрическими осями валов. Червячные передачи Это передачи зацепления. Червячные передачи применяются для передачи вращающего движения между валами при угле перекрещивания их осей θ = 90˚. Червяк это короткий винт с трапецеидальной нарезкой. Червячная передача – это зубчато -винтовая передача, движение в которой осуществляется по принципу винтовой пары. ДОСТОИНСТВА ЧЕТВЯЧНОЙ ПЕРЕДАЧИ: 1. возможность получения большого передаточного числа в одной ступени(umax = 80) 2. компактность и сравнительно небольшая масса конструкции 3. плавность и бесшумность работы 4. возможность получения самотормозящей передачи, т.е. допускающей движение только от червяка к колесу. НЕДОСТАТКИ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ: 1. низкий КПД. Рекомендуемая мощность до 100кВт 2. необходимость применения для венцов червячных колес дорогих антифрикционных материалов. 3. повышенное изнашивание из-за высоких скоростей скольжения. КЛАССИФИКАЦИЯ ЧЕРВЯЧНЫХ ПЕРЕДАЧ: (в зависимости от формы внешней поверхности червяка) с цилиндрическим червяком (образующая червяка- прямая линия). Такие червяки проще в изготовлении. с глобоидным червяком (образующая- прямая линия). Имеет большую нагрузочную способность. В зависимости от направления линии витка червяка: правое направление левое направление линии ветка линии витка В зависимости от расположения червяка относительно колеса: с нижним расположением червяка (при окружной скорости не более 5м/с) с верхнем расположением червяка (допускают окружную скорость более 5м/c) с боковым расположением червяка ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ: Геометрические размеры червяка и колеса определяются по формулам, аналогичным для зубчатых колес. В червячной передачи расчетным является осевой модуль червяка m, равный торцовому модулю червячного колеса. ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ЧЕРВЯКА: Делительный диаметр d, т.е. диаметр такого цилиндра червяка, на котором толщина витка равна ширине впадины d = mq, где q- коэффициент диаметра червяка (число модулей в делительном диаметре червяка) ha-высота головки витка червяка и зуба колеса ha = m hf- высота ножки витка червяка и зуба колеса hf = 1.2m df-диаметр впадин витков df = d-2hf = d-2.4m da- диаметр вершин витков da = d+2ha = d+2m 2α- угол профиля витка в осевом сечении α =20˚ 2α = 40˚ p- расчетный шаг четвяка p = πm ph- ход витка ph = pz1, где z1- число витков червяка количество витков червяка предусмотрены стандартом: z1 =1,2,4…. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЧЕРВЯЧНОГО КОЛЕСА: Геометрические параметры зубчатого венца червячного колеса определяется в среднем сечении по формулам, подобным формулам для цилиндрического зубчатого колеса. делительный диаметр dz = mz2 диаметр вершин зубьев da2 = d2+2m диаметр впадин зубьев df2 = d2-2.4m ширина венца b2 = 0.355aw наибольший диаметр червячного колеса dae2 ≤ (da2+6m)/(z1+2) передаточное число зубчатой передачи u = ω1/ω2 = n1/n2 =z2/z1 n1 n2 –частоты вращения червяка и колеса z1-число витков червяка z2- число зубьев колеса ОСНОВЫ РАСЧЕТА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ. Силы в зацеплении прямозубых колес. Силы взаимодействия зубьев определяют в полюсе зацепления р. Распределенную по контактной площадке нагрузку заменяют равнодействующей Fn, направленной по линии зацепления N-N. Для расчетов валов и опор силу Fn раскладывают на составляющие окружную Ft и радиальную Fr. окружная сила Ft = Fn·cosαw, где αw = 20˚ угол зацепления. Ft = 2T2/d2 = 2T1/d1 T1 и T2-вращающие моменты на шестерне и колесе, Н·м На ведомом колесе направление окружной силы Ft совпадает с направлением вращения, на ведущем – противоположно ему. СИЛЫ В ЗАЦЕПЛЕНИИ КОСОЗУБЫХ КОЛЕС. В косозубой передаче нормальная сила Fn составляет угол β с торцом колеса. Разложим Fn на составляющие. В нормальной плоскости силу Fn раскладывают на окружную Ft и радиальную Fr. В результате получаем силы: - окружную Ft - радиальную Fr - осевую Fa окружная сила Ft = 2T2/d2 = 2T1/d1 радиальная сила Fr = Ft·tgαw/cosβ осевая сила Fa = Ft·tgβ СИЛЫ В ЗАЦЕПЛЕНИИ КОНИЧЕСКИХ КОЛЕС. Силу Fn считают приложенной перпендикулярно поверхности зуба на среднем делительном диаметре. При известном вращающем моменте Т1 определяют окружную силу Ft на среднем делительном диаметре шестерни d1, а затем другие составляют радиальную силу Fr и осевую Fa. окружная сила Ft = 2T1/d1 = 2T2/d2 радиальная сила Ft·tgαw·cosδ1 на шестерне Fr1 осевая сила на шестерне Fa1 = Ft·tgαw ·sinδ1 силы на колесе Fr2 = Fa1, Fa2 = Fr1 = СИЛЫ В ЧЕРВЯЧНОМ ЗАЦЕПЛЕНИИ Окружная сила на колесе Ft2 равна осевой силе на червяке Fa1: Fa1 = Ft2 = 2T2/d2 Окружная сила на червяке Ft1 равна осевой силе на колесе Fa2: Ft1 = Fa2 = 2T1/d1 Радиальная сила на червяке Fr1 равна радиальной силе на колесе Fr2: Fr1 = Fr2 = Ft2·tgα Виды разрушений и критерии работоспособности зубчатых и червячных передач. Проходя при работе зону зацепления, зубья подвергаются циклическому нагружению. При этом на контактирующих поверхностях зубьев действует нормальная сила Fn и сила трения F. Напряжения, возникающие в зоне контакта зубьев σн и у их основания σF, изменяются во времени по прерывистому отнулевому циклу. Повторно-переменные напряжения являются причиной усталостного разрушения зубьев или выкрашивания рабочих поверхностей. Скольжение и силы трения в зацеплении вызывают изнашивание и заедание зубьев. ВИДЫ РАЗРУШЕНИЙ ЗУБЬЕВ. Характер разрушения зубьев зубчатых колес зависит от условий работы передачи. 1. усталостное выкрашивание поверхностных слоев зубьев (закрытые хорошо смазываемые передачи) Выкрашивание начинается вблизи полюсной линии. Выкрашивание является следствием действия повторнопеременных контактных напряжений σн. 2. поломка зубьев (высоконагруженные мелкомодульные передачи) Прямые зубья разрушаются по сечению у основания зуба, косые-по наклонному сечению. Поломка является следствием действия повторно-переменных напряжений изгиба σF или перегрузки. 3. абразивное изнашивание боковой поверхности зубьев (открытые передачи) Первоначальный профиль зубьев искажается, уменьшается поперечное сечение зубьев. Абразивное изнашивание происходит при попадании в зацепление абразивных частиц, продуктов изнашивания и т.п. 4. заедание поверхности зубьев (высоконагруженные передачи при больших удельных нагрузках) В результате высокого давления происходит разрыв масляной пленки. Частицы материала одного зуба привариваются к другому зубу. Приварившиеся частицы материала образуют наросты, которые повреждают поверхности зубьев. Основы расчета на прочность. проектный (геометрические размеры) проверочный σ ≤ [σ] – напряжение [S] = 1.2-2.5- допускаемый запас прочности S≥[S] КРИТЕРИИ РАБОТОСПОСОБНОСТИ ЗАКРЫТЫХ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ. Основные критерии работоспособности зубьев: 1. контактная прочность (контактная выносливость)- это способность контактирующих поверхностей зубьев воспринимать действия переменных напряжений без появления усталостного выкрашивания зубьев. 2. прочность при изгибе (выносливость при изгибе)- способность зубьев воспринимать действия переменных напряжений без усталостной поломки зубьев. Усталостное выкрашивание зубьев предупреждают расчетом на усталостную прочность по контактирующим напряжениям. Усталостную поломку зубьев предупреждают расчетом на прочность по напряжениям изгиба. РАСЧЕТ НА ПРОЧНОСТЬ ЦИЛИНДРИЧЕСКИХ ПЕРЕДАЧ. Контакт зубьев рассматривают в полюсе зацепления Р как контакт двух цилиндров с радиусами ρ1 и ρ2, равными радиусами кривизны эвольвенты в полюсе зацепления. Наибольшее контактное напряжение в зоне зацепления при линейном контакте определяют по формуле Герца. Для стальных колес с коэффициентом Пуассона θ =0.3 имеет вид: σн = 0.418√qЕпр/Рпр q – нормальная нагрузка на единицу длины контактных линий. Епр – приведенный модуль упругости материала колес Рпр – приведенный радиус кривизны зубьев Вводя в эту формулу коэффициенты, учитывающие: - геометрические передачи; - свойства материала колес; - неравномерность и динамичность нагрузки; получают формулу для определения главного параметра зубчатой передачи – межосевого расстояния аw. аw = Ка(U+1)³√KнТ1/ψbaU[σ]²н Кн – коэффициент нагрузки (учитывает условия нагружения) Т1 – вращающий момент на шестерне, Н·м [σ]н – допуск контактных напряжений, Н/мм² ψbа – коэффициент ширины венца колеса Ка – коэффициент межосевого расстояния, (Н/мм²)⅓ Эту формулу используют для проектировочного расчета закрытых цилиндрических передач со стальными колесами. После уточнения межосевого расстояния по ГОСТ выполняют проверочный расчет передачи: σн = Zσ /aw√KнT1(U+1)³/b2U ≤ [σ]н Zσ – коэффициент различный для косозубых и прямозубых передач b2 – ширина зубчатого венца колеса, мм Величину [σ]н определяют по пределу контактной выносливости [σ]нlim с учетом влияния на контактную прочность: - ресурса передачи; - шероховатости поверхности зубьев; - быстроходности передачи; - запаса прочности. Контактная прочность зубьев зависит от материала колес и габаритных размеров передачи и не зависит от модуля или числа зубьев в отдельности!!!! Для обеспечения контактной прочности при определенном межосевом расстоянии модуль и число зубьев могут иметь различные значения с соблюдением условия: m(Z1+Z2)/2 = aw Расчет зубчатых передач на прочность при изгибе проводят на проверочный. Зуб рассматривают как консольную балку, нагруженную сосредоточенной силой Fn, Fn = Ft/cosα. Силу Fn переносят по линии зацепления до оси зуба и полученную точку О принимают за вершину параболы, которая определяет контур балки ровного сопротивления изгибу. Точки А и В касания ветвей параболы и профиля зуба определяют положение опасного сечения. При определении нормального напряжения а опасном сечении используют формулы сопротивления материалов с учетом концентрации напряжений. вызванной особой формой зубьев. Условия прочности по напряжениям изгиба: σF =( KFFt/bm)YFS ≤[σ]F KF – коэффициент нагрузки YFS – коэффициент, учитывающий форму зуба [σ]F – допускаемые напряжения изгиба Величину [σ]F определяют по пределу выносливости при изгибе [σ]Flim с учетом влияния на прочность: - ресурса передачи; - шероховатость поверхности впадин между зубьями; - реверсивности передачи и запаса прочности. Расчет на прочность конических и червячных передач. Исходные положения для расчета на прочность конических и червячных передач аналогичны применяемых при расчетах цилиндрических передач. Для червячной передачи дополнительно проводят тепловой расчет, т.к их работа сопровождается выделением большого количества теплоты. При недостаточном отводе тепла смазочные свойства масла ухудшаются, возникает опасность заедания и преждевременного выхода передачи из строя. Тепловой расчет червячной передачи Тепловой расчет производят только для червячной передачи, т.к. из-за высоких скоростей скольжения в зацеплении выделяется большое количество тепла. Тепловой расчет производится на основе теплового баланса, т.е равенства тепловыделения Qв и теплоотдачи Qо. Тепловой поток червячной передачи в одну секунду, Вт: Qв = 10³(1-η)Р ,где η – КПД червячной передачи Р – мощность на червяке, кВт Тепловой поток наружной поверхности корпуса редуктора в одну секунду, Вт (мощность теплоотдачи, Qо): Qо = Кт·(tм-tв)·А·(1+λ) ,где А – площадь поверхности корпуса, омываемая внутри маслом или его брызгами, а с наружи воздух, м² λ – коэффициент, учитывающий отвод тепла днища редуктора в основании. tм – температура масла в корпусе передачи, ºС tв – температура воздуха вне корпуса, ºС Кт – коэффициент теплопередачи По условию теплового баланса Qв = Qо 10³(1-η)Р1 = Кт(tм-tв)А(1+λ) Отсюда температура масла в корпусе червячной передачи tм = tв + 10³(1-η)Р1/ Кт А(1+λ) ≤ [t]м При расчетах принимают [t]м = 95..110ºС Если tм >[t]м , то увеличивают поверхность охлаждения (площадь А), предусмотрев оребрение корпуса (или применяют искусственное охлаждение). ПЕРЕДАЧИ ТРЕНИЕМ Фрикционные передачи ПРИНЦИП ДЕЙСТВИЯ ФРИКЦИОННЫХ ПЕРЕДАЧ. Во фрикционной передаче вращающее движение от ведущего катка к ведомому передается силам трения, возникшими в месте их контакта. ведомый каток ведущий каток Rf – сила трения в месте контакта Rf = f ·Fr Условие передачи вращающего момента Rf >Ft Для создания требуемой силы трения Rf катки прижимают друг друга с силой Fr, которая во много раз превышает передаваемую силу Ft (до 20 раз). Фрикционные передачи работают с упругим скольжением, вызываемым упругими деформациями поверхностных слоев катков. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКИ ПЕРЕДАЧ Виды фрикционных передач: с нерегулируемым передаточным цилиндрическими катками) числом (передача с с регулированным передаточным числом (конусный вариант) В зависимости от расположения осей валов фрикционные передачи бывают: 1. цилиндрические (при параллельных осях) 2. конические (при пересекающихся осях) 3. лобовые (при перекрещивающихся осях) В зависимости от условий работы: 1. открытые (работают без смазки) 2. закрытые (работают в масляной ванне) ДОСТОИНСТВА ФРИКЦИОННЫХ ПЕРЕДАЧ: - простая форма рабочих тел - плавность и бесшумность работы даже на больших скоростях - возможность бесступенчатого регулирования передаточного числа - возможность пробуксировки при перегрузке НЕДОСТАТКИ ФРИКЦИОННЫХ ПЕРЕДАЧ: - необходимость специальных прижимных устройств - большая нагрузка на валы и опоры - непостоянство передаточного числа из-за проскальзывания катков - изнашивание рабочих поверхностей вследствие проскальзывания Материалы фрикционных катков должны быть: - высокий коэффициент трения f для уменьшения силы прижатия Fr - высокий модуль упругости Е для уменьшения упругого скольжении и потерь при перекатывании - высокую износостойкость и влагостойкость РАЦИОНАЛЬНОЕ СОЧЕТАНИЕ МАТЕРИАЛОВ: закаленная сталь f = 0.15 . . . 0.18 по закаленной стали текстолит, фибра f = 0.30 . . . 0.35 по стали металлокерамика f = 0.30 . . .0.35 по закаленной стали ВИДЫ РАЗРУШЕНИЙ РАБОЧИХ ПОВЕРХНОСТЕЙ КАТКОВ УСТАЛОСТНОЕ ВЫКРАШИВАНИЕ Характерно для закрытых передач, работающих в условиях хорошего смазывания. Прижимная сила Fr вызывает в месте касания катков контактного напряжения. Зона контакта при вращении нагружается циклически что приводит: - к появлению усталостных микротрещин; - выкрашиванию частиц; - образованию мелких раковин. ЗАЕДАНИЕ Наблюдается в быстроходных тяжелонагруженных передачах при разрыве масляной пленки в зоне контакта. В результате возникновения высокой температуры в зоне контакта происходит местное схватывание частиц материала катков и повреждение рабочих поверхностей; затрудняется вращение. ИЗНАШИВАНИЕ Происходит в результате упругого скольжения в месте касания катков. Характерно для открытых передач и передач, работающих без смазки. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ФРИКЦИОННЫХ ПЕРЕДАЧ Скольжение и буксование Окружная скорость υ1 ведущего катка несколько больше скорости υ2 ведомого катка вследствие скольжения. коэффициент скольжения: ε =( υ1 – υ2)/υ1 обычно ε = 0.005 . . . 0.05 Скольжение приводит к уменьшению угловой скорости ведомого вала ω2, поэтому передаточное число фрикционной передачи определяют с четом скольжения. передаточное число: U = ω1 /ω2 = D2 /D1(1-ε) ≈D2 /D1 ω1,ω2 – угловые скорости катков межосевое расстояние: а =(D1 +D2)/2 = D1(U+1)/2 диаметр ведущего катка: D1 = 2a / (U+1) диаметр ведомого катка: D2 = D1·U СИЛЫ В ПЕРЕДАЧЕ окружная сила: Ft1 = 2T1/D1= Ft2 T1 - вращ. момент на ведущем катке D1 – диаметр катка прижимная сила: Fr = K·Ft /f K – запас сцепления, гарантирующий отсутствие пробуксования при эксплуатации в заданных режимах. f– коэффициент трения Ременные передачи. Ременные передачи – это передачи трением с гибкой связью. Нагрузку передают силы трения между шкивами и ремнем. Для обеспечения необходимы силы трения, ремень должен быть натянут. Натяжение ремня – основное условие работы ременных передач. В зависимости от схемы передачи движения ременные передачи бывают: открытые перекрестные полуперекрестные с натяжным роликом В зависимости от формы поперечного сечения ремня различают передачи: плоским ремнем клиновым ремнем круглым ремнем поликлиновым ремнем ДОСТОИНСТВА РЕМЕННЫХ ПЕРЕДАЧ: - простота конструкции - возможность передачи движения на большие расстояния (до 15 м ) - возможность работы с высокими частотами вращения - плавность и бесшумность работы - смягчение вибраций и толчков - предохранение механизмов от перегрузок за счет проскальзывания ремня НЕДОСТАТКИ РЕМЕННЫХ ПЕРЕДАЧ: - большие радиальные размеры - малая долговечность ремня - непостоянное передаточное число из-за проскальзывания ремня - большие нагрузки на валы и подшипники - чувствительность к состоянию окружной среды(нефтепродуктам, жирам, влаги и т.д.) ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ СООТНОШЕНИЯ Основными геометрическими параметрами ременных передач являются: - диаметры шкивов d1 и d2 - межосевое расстояние а - расчетная длина ремня Lp - угол обхвата на малом шкиве α1 Межосевое расстояние а определяет конструкция привода. Рекомендуют: - для плоскоременных передач а ≥1,5 (d1+d2) - для клиноременных передач а ≥ 0,55 (d1+d2) +h , где h – высота сечения ремня. Расчетную длину ремня находят как сумму длин дуг обхвата шкивов и прямолинейных участков ремня: Lp = 2a + 0.5π(d1+d2) +0.25(d2-d1)²/a По найденному значению из стандартного ряда выбирают ближайшую большую расчетную длину ремня, после выбора длины ремня корректируют межосевое расстояние. Угол обхвата ремнем малого шкива: α1 = 180º- 2γ - для плоскоременных передач α1≥150º - для клиноременных передач α1≥110º При меньших значениях угла обхвата возможно снижение КПД из-за частичного буксования ремня под нагрузкой. Для создания трения между ремнем и шкивом необходимо предварительное натяжение ремня силой Fо. Чем больше Fo, тем выше тяговая способность передачи. В состоянии покоя или холостого хода на каждую ветвь ремня действует только сила предварительного натяжения Fo. При передаче полезного вращающего момента Т1 натяжение в ветвях ремня изменится. В ведущей ветви натяжение увеличивается до силы F1, а в ведомом уменьшается до F2. окружная сила на шкиве: f1-F2 = Ft Ft = 2T1/d1 следовательно:F1 = Fo+Ft /2 F2 = Fo-Ft/2 При обегании ремнем шкивов в ремневозникает центробежная сила Fυ: Fυ = ρ·A·υ² ρ – плотность материала ремня А – площадь сечения ремня υ – скорость движения ремня Сила Fυ отбрасывает ремень от шкива, уменьшает силу натяжения Fo, снижает силу трения и нагрузочную скорость передачи. НО, увеличивает нагрузку на сам ремень!!! → ведущая ветвь F1+Fυ → ведомая ветвь F2+Fυ Силы натяжения ветвей ремня создают нагрузку на валы и подшипники равнодействующей силой Fn. Fn = 2Fo·sin(α1/2) Обычно сила Fn в 2 . . .3 раза больше полезной окружной силы Ft. Это является существенным недостатком ременных передач. ПЕРЕДАТОЧНОЕ ЧИСЛО РЕМЕННЫХ ПЕРЕДАЧ. Передаточное число ременных передач непостоянно из-за скольжения ремня по шкивам. Виды скольжения: 1. упругое (неизбежно при нормальной работе передачи) 2. буксование (полная потеря сцепления ремня со шкивом при нагрузке) При обегании ведущего шкива сила натяжения ремня уменьшается от F1 до F2. Под действием силы упругости ремень укорачивается, преодолевая сопротивление силы трения и отстает от шкива- возникает упругое скольжение. На ведомом шкиве наоборот – сила натяжения возрастает от F2 до F1, ремень удлиняется и опережает шкив. В ременной передаче упругое скольжение ремня неизбежно, оно возникает изза разности F1 и F2, нагружающих ведущую и ведомую ветви ремня. Упругое скольжение ремня характеризуют: - коэффициент скольжения ξ ξ = (υ1 – υ2)/υ1 , отсюда υ2 = υ1(1- ξ) υ1,υ2 – окружные скорости шкивов - передаточное число U = ω1 /ω2; U = υ1d2 /υ2d1; U = d2 /d1(1-ξ) НАПРЯЖЕНИЕ В РЕМНЕ. При работе ременных передач напряжения по длине ремня распределены неравномерно. Виды напряжений в ремне: 1. напряжение от силы предварительного натяжения σо = Fo /A 2. напряжение от полезной нагрузкиσt = Ft /A; σt = σ1–σ2 3. напряжение изгиба (при огибании шкивов) σu = δЕ /d , δ – толщина ремня; Е – модуль упругости. 4. напряжение от центробежной силыσυ = Fυ /A Напряжение изгиба, изменяясь по отнулевому циклу, является главной причиной усталостного разрушения ремня. ЭПЮРА НАПРЯЖЕНИЙ В РЕМНЕ ПРИ РАБОТЕ ПЕРЕДАЧИ Максимальное напряжение действует в поперечном сечении ремня в месте его набегания на малый шкив. σmax = σu1+ σ1+ συ; σmax = σu1+ σо+ σt/2+συ КРИТЕРИИ РАБОТОСПОСОБНОСТИ РЕМЕННЫХ ПЕРЕДАЧ Основные критерии работоспособности ременных передач: - тяговая способность (способность передачи передавать заданную нагрузку без буксования) - долговечность ремня (свойство ремня сопротивляться усталостному разрушению) тяговая способность Тяговую способность характеризуют экспериментальными кривыми относительного скольжения ε(%), совмещенными с кривыми КПД η (%), в зависимости от степени загруженности передачи. Степень загруженности характеризуют коэффициентом тяги φ : φ = Ft /2Fo При увеличении φ до 40 происходит только упругое скольжения ремня, КПД передачи η возрастает, а при φ = φо достигается максимальное значение. В диапазоне от φо до φmax появляется частое буксование, КПД резко возрастает. При φо = φmax наступает полное буксование – передача мощности прекращается. Оптимальные значения коэффициента тяги: - для плоскоременных передач φо = 0.4 . . .0.6 - для клиноременных передач φо = 0.6 . . .0.75 Долговечность ремня определяется его сопротивлением усталости и зависит от величины напряжений изгиба σu и числа циклов нагружения, пропорциональных числу пробегов ремня П: П = υ/Lp υ-скорость ремня, Lp –расчетная длина ремня Долговечность приводных ремней в 2000. . . 3000 ч. обеспечивают, ограничивая число пробегов по условию: П ≤ [ П ] [ П ] – допускаемое число пробегов ремня. - для плоских ремней [ П ] ≤ 10 с‾ ¹ - для клиновых ремней [ П ] ≤ 20с‾ ¹ УСТРОЙСТВА ДЛЯ НАТЯЖЕНИЯ РЕМНЕЙ. Конструкция ременных передач должна допускать изменение межосевое расстояние для установки и натяжения ремня. 1. перемещение двигателя по салазкам 2. автоматическое натяжение ремня 3. поворот двигателя на качающейся плите 4.натяжение натяжным роликом 5. натяжение оттяжным роликом ПРИВОДНЫЕ РЕМНИ Ремень – важнейший элемент передачи, определяющий ее работоспособность. Требования к материалам ремней: - прочность при переменных напряжениях - износостойкость - эластичность - надежность сцепления со шкивом - невысокая стоимость Наиболее распространены прорезиновые ремни с несущими элементами из ткани ( кордтканевые) или шнуров(кордшнуровые). Кордшнуровые ремни обеспечивают более высокий КПД передачи, более гибки и долговечны. ШКИВЫ РЕМЕННЫХ ПЕРЕДАЧ. (плоскоременная передача) Форма рабочей поверхности обода определяется видом ремня. Для предупреждения спадания плоского ремня со шкивов ведомый шкив выполняется с выпуклым ободом. (клиноременная передача) Диаметры шкивов ременных передач предпочтительных чисел R20. Материалы шкивов: - чугун - сталь - аллюминевые сплавы - пластмассы и т.д. Шкивы быстроходных передач балансируют. стандартизованы по ряду Вариаторы. Вариатор – механизм, служащий для плавного(бесступенчатого) изменения на ходу частоты вращения ведомого вала при постоянной частоте вращения ведущего вала. ВИДЫ ВАРИАТОРОВ фрикционные ременные Одна из основных характеристик вариатора – диапазон регулирования Д = ω2max / ω2min = Umax / Umin ≤5 Передаваемая мощность 50кВт ( и более) КПД = 0.8 . . .0.9 ПРИНЦИП ДЕЙСТВИЯ РЕМЕННЫХ ВАРИАТОРОВ Плавное изменение частоты вращения ведомого вала достигается синхронным сдвижением – раздвижением подвижных половин конических шкивов. При этом радиусы ведущего R1 и ведомого R2 шкивов изменяются, что приводит к изменению передаточного числа: U = R2 / R1 Максимальные и передаточного числа: минимальные Umax = ω1 / ω2min = R2max / R1min Umin = ω1 / ω2max = R2min / R1max значения ЦЕПНЫЕ ПЕРЕДАЧИ Конструктивные особенности цепных передач. Цепная передача – это передача зацеплением с гибкой связью. Она состоит из ведущей и ведомой звездочек, огибаемых цепью. Условное обозначение цепных передач на кинематических схемах: ДОСТОИНСТВА ЦЕПНЫХ ПЕРЕДАЧ - могут приводить в движение одной цепью несколько валов по сравнению с зубчатыми передачами - возможность передачи движения на большие расстояния (до 8 м) по сравнению с ременными передачами - более компактны - передают большие мощности - меньшая радиальная нагрузка на валы - обеспечивают постоянство передаточного числа НЕДОСТАТКИ ЦЕПНЫХ ПЕРЕДАЧ - значительный шум при работе - плохо работают на больших скоростях - быстрое изнашивание шарниров цепи - удлинение цепи при изнашивании и сход ее со звездочек. ОБЛАСТИ ПРИМЕНЕНИЯ ЦЕПНЫХ ПЕРЕДАЧ Цепные передачи применяются в станках транспортных, сельскохозяйственных и других машинах для передачи движения между параллельными валами на значительные расстояния, когда применение зубчатых передач нецелесообразно, а ременных невозможно. Цепи цепных передач называются приводными. ТИПЫ ПРИВОДНЫХ ЦЕПЕЙ Цепи бывают: 1. роликовые t – шаг цепи Цепь состоит из наружных и внутренних звеньев. Наружное звено собрано из двух наружных пластин и валиков, запрессованных в их отверстиях. Внутреннее звено состоит из двух внутренних пластин и втулок, неподвижно закрепленных в отверстиях внутренних пластин. На втулке свободно надеты закаленные ролики. Наружные и внутренние звенья в сборе образуют цилиндр. Ролики, перекатываясь по зубьям звездочек, уменьшают их изнашивание. Роликовые цепи применяют при скоростях до 15 м /с. 2. втулочные Втулочные цепи не имеют роликов, поэтому они дешевле и легче роликовых, но износостойкость их ниже. Втулочные цепи применяют в неответственных передачах при скоростях ≤ 1 м /с Роликовые и втулочные цепи могут быть: Однорядными многорядными Применение многорядных цепей значительно уменьшает габариты передачи в плоскости, перпендикулярным осям. Пример обозначения приводных цепей по ГОСТ 13568-97. ПР - 25,4 - 60 – однорядная приводная роликовая цепь с шагом 25,4 мм и разрушающей силой 60 кН. 2ПР – 25,4 – 114 – двухрядная приводная роликовая цепь с шагом 25,4 мм и разрушающей силой 114 кН. Для высокоскоростных передач большой мощности применяют зубчатые передачи. Звенья цепи состоят из набора шарниро соединенных между собой двузубых пластин. Рабочие грани пластин расположены под углом 60˚ Число пластин определяет ширина цепи В, которая зависит от передаваемой мощности. Зубчатые цепи к настоящему времени вытеснены более технологическими и дешевыми роликовыми цепями. ОСНОВНЫЕ ПАРАМЕТРЫ ЦЕПНЫХ ПЕРЕДАЧ. Частоты вращения звездочек и скорость цепи ограничивают: - сила удара в зацеплении - износ шарниров -шум передачи Скорость цепи обычно составляет до 15 м/c, но при эффектном смазывании может достигать до 35 м/c. средняя скорость цепи: υ = z1n1t / 60000 z1 – число зубьев малой звездочки n1 – часта ее вращения t – шаг цепи Передаточное число цепной передачи определяется из условий равенства средней скорости цепи υ на звездочках: υ = z1n1t = z2n2t → U = n1 /n2 = z2 /z1 z2 – число зубьев большой звездочки n2 – частота ее вращения Передаточное число ограничивают: - габариты передачи - диаметр большой звездочки - угол обхвата цепью малой звездочки обычно U≤7 Числа зубьев звездочек ограничивают: - износом шарниров - динамическими нагрузками - шумом передачи Чем меньше число зубьев, тем больше износ шарниров. Число зубьев малой звездочки принимают z1 = 29 -2U , при низких частотах вращения допускается z1min=13 Число зубьев большой звездочки z2 = z1U По мере изнашивания шаг цепи увеличивается, и ее шарниры поднимаются по профилю зуба звездочки на больший диаметр, что может привести к соскакиванию цепи. Поэтому число зубьев большой звездочки ограничивают: z2max = 120. Звездочки цепной передачи отличаются от зубчатых колес профилем зубьев, размеры и форма которых зависит от типа цепи. Шаг звездочки равен шагу цепи. Шаг t звездочки измеряют по хорде делительной окружности. Делительная окружность звездочек проходит через центры шарниров цепи : d = t /sin(180˚/z) Оптимальное межосевое расстояние передачи определяется из условия долговечности цепи: а = (30…50)t Длину цепи определяют по аналогии с длиной ремня Число звеньев цепи W предварительно определяется по формуле: W = 2a /t + ( z1 +z2 )/ 2 + ( z2 – z1 /2π )² · t /a Чтобы не применять переходное звено для соединительных концов цепи, расчетное значение числа звеньев, W округляют до ближайшего целого четного числа. После окончательного выбора числа звеньев уточняют межосевое расстояние, ограничивая аmax =80 t МАТЕРИАЛЫ ДЛЯ ЦЕПЕЙ И ЗВЕЗДОЧЕК Материал цепей и звездочек должен быть износостойким и выдерживать циклические и ударные нагрузки. Звездочки изготавливают из сталей 50,40 Х и других марок с последующей закалкой. Пластины цепей изготавливают из сталей 50,40 Х и других с последующей закалкой до твердости 40 . . 50 НRC. Оси, втулки и ролики изготавливают из цементируемых сталей 20,15 Х и других с закалкой до твердости 56. . . 65 HRC. В быстроходных передачах для снижения шума и изнашивания цепи зубчатый венец звездочек изготавливается из армированных пластмасс. Силы в цепной передачи СИЛЫ В ВЕТВЯХ ЦЕПИ. 1. окружная сила, передаваемая цепью Ft = 2T /d 2. предварительное натяжение цепи (от провисания ведомой ветви) Fo = K · q · a ·g К – коэффициент провисания цепи q - масса 1 метра цепи 3. натяжение цепи от центробежной силы Fυ = q · υ² 4. натяжение ведущей ветви цепи работающей передачи F1 = Ft + Fo + Fυ 5. натяжение ведомой ветви цепи равно большему из натяжений при Fo > Fυ F2 = Fo при Fυ > Fo F2 = Fυ НАГРУЗКА НА ВАЛЫ ЗВЕЗДОЧЕК. Так как шарнир сбегающего звена цепи упирается в зуб, то сила F2 не передается на звенья, расположенные на звездочке. Цепь действует на валы звездочки с силой Fn. Fn = Kb·Ft +2Fo К – коэффициент нагрузки вала, учитывающий влияние провисания цепи f в зависимости от наклона межосевой линии к горизонту θ и динамичности нагрузки. КРИТЕРИИ РАБОТОСПОСОБНОСТИ И РАСЧЕТ ЦЕПНЫХ ПЕРЕДАЧ Основным критерием работоспособности приводных цепей является износостойкость их шарниров. Нагрузочная способность цепи прямо пропорционально давлению в шарнирах. Долговечность цепи обратно пропорциональна давлению в шарнирах. Нагрузочная способность цепи определяется из условия: среднее расчетное давление в шарнире звена цепи р при работе передачи не должно превышать допускаемого[ р]. р≤[р] Величина [ р ] приведена в справочниках и установлена для типовой передачи с– ресурсом 3000 5000 часов. Расчетное давление в шарнирах : р = Ft Kэ / A Ft – окружная сила, передаваемая цепью , Н A – площадь проекции опорной поверхности шарнира, зависящая от шага цепи и ее конструкции, мм² Кэ – коэффициент эксплуатации, который учитывает: - динамичность нагрузки - способ смазывания - наклон межосевой линии передачи к горизонту - сменность работы и др. Величины Кэ приведены в справочной литературе. Для определения значения А производят предварительный проектировочный расчет, при котором ориентировочно выбирают значение шага цепи t, мм. t = 4,5 ³√T1 T1 – вращающий момент на малой звездочке, Нм Найденное значение шага t согласуют со стандартным и по справочным данным определяется площадь проекции опорной поверхности шарнира А для выбранной цепи. Долговечность втулочных и роликовых цепей, подобранных по критерию износостойкости составляет обычно 8 . . 10 тысяч часов. ВАЛЫ. ОСИ. МУФТЫ. Валы и оси. Вал предназначен для передачи вращающего момента вдоль своей осевой линии, а также для поддерживания установленных на нем деталей (зубчатых колес, шкивов…). Некоторые валы (гибкие, карданные, торсионные) не поддерживают деталей. При работе вал испытывает изгиб и кручение, а в некоторых случаях растяжение или сжатие. Ось только поддерживает установленные на ней детали и воспринимает действующие на них силы. Ось не передает вращающего момента и не испытывает кручения. По форме геометрической оси различают валы: 1. прямые (оси почти всегда прямые) 2. непрямые (коленчатый вал) По форме продольного сечения различают валы и сои: 1. гладкие 2.ступенчатые Пример: прямой ступенчатый вал зубчатого редуктора. Ступенчатая форма способствует равной напряженности отдельных участков, упрощает монтаж деталей на валу. По внешнему очертанию поперечного сечения различают валы: 1. шпоночные 2. шлицевые Материалы валов и осей должны хорошо обрабатываться, быть прочными и иметь высокий модуль упругости. Этим требованиям удовлетворяют углеродистые и легированные стали. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ВАЛОВ. Опорные участки вала или оси называют цапфы. Различают 3 вида цапф: 1. шип концевая цапфа (воспринимает радиальную силу) 2. шейка промежуточная цапфа 3. пята концевая цапфа (воспринимает осевую силу) Шипы и шейки вала или оси опираются на подшипники, опорной частью для пяты является подпятник. Буртик – кольцевое утолщение вала, составляющее с ним одно целое. Заплечик – переходная поверхность от одного сечения к другому, служащая для упора насаживаемых на вал или ось деталей. Галтель – криволинейная поверхность плавного перехода от меньшего сечения к большему. Галтели выполняют: постоянного радиуса переменного радиуса с поднутрением Переходные участки являются концентраторами напряжений. Для снижения концентрации напряжений в переходных участках выполняются разгрузочные канавки, увеличивающие радиусы галтелей. РАСЧЕТ ВАЛОВ (И ОСЕЙ) Расчет валов и осей производят в 2 этапа: 1. проектировочный расчет производят на статическую прочность с целью ориентировочного определения диаметров вала. 2. проверочный расчет валов производят на сопротивление усталости и на жесткость. ПРОЕКТИРОВОЧНЫЙ РАСЧЕТ Проектировочный расчет выполняется условно только на кручение. т.к. изгибающие моменты могут быть определены только после проработки конструкции вала. При расчете определяется диаметр концевого участка вала: d ≥ ³√Mкр /0.2 [τ]кр Мкр – крутящий момент (равняется вращающему моменту Т в расчетном сечении) [τ]кр – допускаемое напряжение кручения. Влияние изгиба учитывается снижением допускаемого напряжения [τ]кр Диаметры других участков назначаются при разработке конструкции вала в целом. ПРОВЕРОЧНЫЙ РАСЧЕТ ВАЛОВ Проверочный расчет на сопротивление усталости производят по коэффициенту запаса прочности S в предположительно опасных сечениях. При расчете учитывают: - характер изменения напряжений - влияние абсолютных размеров - влияние концентрации напряжений - влияние шероховатости и упрочнения поверхностей Условное сопротивление усталости: S =( Sσ – Sτ ) / √Sσ² - Sτ² ≥[ S ] Sσ, Sτ – коэффициент запаса по нормальным и касательным напряжениям [S] – допускаемый коэффициент запаса прочности (для валов передач принимается [S] = 1.5. . . 2.6 ) Расчет валов на жесткость выполняется, когда упругие перемещения, возникающие под действием приложенных сил, могут оказать неблагоприятное влияние на работу расположенную на валу (или оси) деталей. Различную изгибную и крутильную жесткость. Изгибную жесткость оценивают углом θ прогиба, который определяют методами сопротивления материалов. Крутильная жесткость оценивается углом закручивания на единицу длины вала и оси. Муфты Муфта – устройство для кинематической и силовой связи валов в приводах машин и механизмов. НАЗНАЧЕНИЕ МУФТ Передача вращающего момента без изменения его величины и направления. Некоторые типы муфт обладают способностью: - поглощать вибрации и толчки - предохранять машину от перегрузок - включать и выключать рабочий механизм машины без остановки двигателя. МУФТЫ НЕРАСЦЕПЛЯЕМЫЕ Муфты нерасцепляемые (постоянно действующие) соединяют валы так, что их можно разъединить только после остановки машины и демонтажа муфты. МУФТЫ ГЛУХИЕ Не допускают относительного смещения между ведущей и ведомой частями муфт. Не уменьшают динамических нагрузок. втулочная фланцевая продольно – свертная Необходима строгая соосность валов при монтаже!!!! МУФТЫ КОМПЕНСИРУЮЩИЕ ЖЕСТКИЕ Допускают относительное смещение между ведущей и ведомой частями муфт. Динамические нагрузки не уменьшают. зубчатые цепные кулачково-дисковые МУФТЫ КОМПЕНСИРУЮЩИЕ УПРУГИЕ Допускают относительное смещение между ведущей и ведомой частями муфт. Обладает демпфирующей способностью, снижают динамические нагрузки. втулочно пальцевые с резиновой звездочкой с торообразной оболочкой При соединении валов эти муфты способны компенсировать незначительные смещения: 1. осевое смещение 2. радиальное смещение 3. угловое смещение МУФТЫ СЦЕПНЫЕ САМОУПРАВЛЯЕМЫЕ Предназначены для соединения или разъединения валов при остановке или даже при работе машины с помощью механизмов управления. МУФТЫ СИНХРОННЫЕ СЦЕПНЫЕ кулачковые зубчатые Допускают безударное включение только при равных угловых скоростях ведущей и ведомой полумуфт!!! МУФТЫ АСИНХРОННЫЕ СЦЕПНЫЕ Фрикционная. Обеспечивает возможность плавного сцепления ведущего и ведомого валов под нагрузкой. МУФТЫ СЦЕПНЫЕ САМОУПРАВЛЯЕМЫЕ МУФТЫ ОБГОННЫЕ Служат для передачи вращающего момента только в одном направлении, когда угловые скорости полумуфт равны. роликовая муфта свободного хода Если угловая скорость ведомой полумуфты превысит угловую скорость ведущей муфты, то автоматически разъединит соединенные механизмы. МУФТЫ ЦЕНТРОБЕЖНЫЕ Служат для автоматического соединения и разъединения валов при достижении определенной частоты вращения. колодочная муфта Под действием центробежных сил колодки прижимаются к ведомой полумуфте и приводят ее во вращение. МУФТЫ ПРЕДОХРАНИТЕЛЬНЫЕ Обеспечивает отключение привода при увеличении вращающего момента выше допустимого значения. шариковая При перегрузке сумма осевых составляющих сил на шариках превышает прижимную силу пружин и муфта срабатывает. РАСЧЕТ МУФТ Основной характеристикой муфт является передаваемый вращающий момент Т. Проектировочный расчет муфт не производят!!! Муфты подбирают по стандартам или каталогам либо проектируют по расчетному моменту: Тр = К·Т К – коэффициент режима работы муфты Т – номинальный вращающий момент (наибольшее из из длительно действующих) Проверочному расчету подвергают элементы муфт, обеспечивающие передачу вращающего момента (болты, штифты, пружины, упругие элементы . . .) Почти все муфты нагружают опоры, поэтому при проверочном расчете валов учитывают дополнительную радиальную нагрузку от муфты!!! ОПОРЫ ОСЕЙ И ВАЛОВ. Классификация опор. Подшипники являются опорами валов и вращающихся осей. Они воспринимают силы, приложенные к валу или оси, и передают их на корпус машины. Подшипники обеспечивают валам заданное положение и возможность вращения при минимальных потерях на трение. В зависимости от вида трения различают: подшипники скольжения подшипники качения Подшипники скольжения. По конструкции подшипники скольжения подразделяют: разъемные неразъемные Например: Коленчатые валы устанавливаются разъемных подшипниках скольжения. в По направлению воспринимаемых нагрузок подшипники скольжения разделяют на: радиальные(для восприятия перпендикулярной оси вала) нагрузки, - упорные (для восприятия нагрузки, вдоль оси вала – подпятник) Достоинства подшипников скольжения 1. надежно работают в высокоскоростных приводах 2. хорошо воспринимают ударные и вибрационные нагрузки (большая площадь поверхности и демпфирование масляного слоя) 3. имеют небольшие радиальные размеры 4. допускают установку на шейки коленчатых валов 5. имеют относительно простую конструкцию Недостатки подшипников скольжения 1. сравнительно большие осевые размеры 2. требуют постоянного контроля за наличием и качеством смазки 3. имеют значительные потери на трение в период пуска и при плохой смазке. Материалы вкладышей подшипников скольжения должны иметь: → достаточную износостойкость и сопротивляемость заеданию при несовершенной смазке → сопротивляемость хрупкому разрушению при ударных нагрузках и сопротивлении усталости → низкий коэффициент трения и низкий коэффициент линейного расширения → высокую теплопроводность Изнашиваться должны вкладыши, а не цапфы вала!!! Вкладыши бывают: - металлические (бронзы, баббиты антифрикционной группы, цинковые сплавы) - металлокерамические (спеченные порошки меди или железа с добавлением графита, дисульфида, молибдена, олова или свинца) - неметаллические (специальные марки пластмасс, древеснослоистые материалы, резина и др) Подшипники скольжения работают только при наличии смазочного материала в зазоре между цапфой вала и вкладышем. СМАЗЫВАНИЕ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ Под действием радиальной силы Fr вал смещается относительно оси вкладыша на величину радиального зазора (цапфа лежит на вкладыше) При вращении вал вовлекает смазку в клиновой зазор между цапфой и вкладышем. В результате возникновения несущий масляный слой с большой гидродинамической подъемной силой, под действием которой вал всплывает. Смазку подводят в подшипник по ходу вращения цапфы вала в зону максимального зазора, где отсутствует гидродинамическое давление. Это достигается за счет наличия на вкладыше смазочных канавок, которые располагают в ненагруженной зоне. ПОДВОД СМАЗОЧНОГО МАТЕРИАЛА Жидкие смазочные материалы (масла) попадают в подшипники: - самотеком (разбрызгиванием) - с помощью смазочных устройств (масленок) - под давлением (насосами) масленка шариковая масленка фитильная масленка капельная масляный насос Консистентные (пластичные) смазки закладывают в полости подшипников при сборке или подают при помощи смазочных устройств под давлением. масленка колпачковая пресс-масленка Смазку подают периодически, подвинчивая колпачок, заполненной смазкой. Смазку подают под давлением через шприц. КРИТЕРИИ РАБОТОСПОСОБНОСТИ Критерием работоспособности опор скольжения является износостойкость. Работоспособность подшипников скольжения оценивают условным расчетом по среднему давлению р на рабочих поверхностях и удельной работе рυ сил трения. р = Fr/dl ≤ [ p] pυ ≤ [ pυ] Fr – радиальная сила, действующая на подшипник d и l – диаметр и длина шипа (шейки) вала υ – окружная скорость поверхности цапфы Подшипники качения Подшипники качения представляют собой готовый узел, основными элементами которого являются: → тела качения (шарики, ролики)← →сепаратор, который удержвает ← тела качения на определенном расстоянии друг от друга → кольца между которыми ← установлены тела качения При работе подшипника тела качения катятся по желобам колец – дорожкам качения. Достоинства подшипников качения 1. сравнительно малая стоимость вследствие массового производства 2. малые потери на трение и незначительный нагрев при работе 3. высокая взаимозаменяемость, что облегчает монтаж и ремонт машин при эксплуатации 4. малый расход цветных металлов при изготовлении и смазочного материала при эксплуатации 5. малые осевые размеры Недостатки подшипников качения 1. большие радиальные размеры 2. чувствительность к ударным и вибрационным нагрузкам 3. большая сопротивляемость вращению, шум и низкая долговечность на высоких скоростях вращения. КЛАССИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ По форме тел качения: шариковые роликовые Тела качения: шарик ролик цилиндрический ролик цилиндрический длинный короткий ролик игольчатый ролик витой ролик конический ролик бочкообразный ролик сфероконический По направлению действия воспринимаемой нагрузки: радиальные (воспринимают радиальную нагрузку и немного осевую) радиально – упорные (воспринимают радиальную нагрузку и осевую) упорно – радиальные (воспринимают осевую и радиальную нагрузки) упорные (воспринимают только осевую нагрузку) По числу рядов тел качения: однорядные двухрядные многорядные По способности к самоустановке: - самоустанавливающиеся (шариковые двухрядные сферические и роликовые двухрядные сферические как с симметричной бочкообразными роликами, так и с несимметричными) - несамоустанавливающиеся УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПОДШИПНИКОВ КАЧЕНИЯ Основное условное обозначение подшипников может состоять из 7 цифр, обозначающих внутренний диаметр подшипников, размерную серию, тип. Условное обозначения наносят, как правило, на торцы колец. Нули, стоящие левее последней значащей цифры, не проставляются, поэтому цифр может быть меньше 7. Минимальное количество цифр 3. В отдельных случаях возможны дополнительные знаки – справа и слева от основного условного обозначения. Каждая из 7 цифр условного обозначения несет определенную информацию, характеризующую данный подшипник. Порядок отсчета цифр в условном обозначении ведут справа налево! ТИПЫ ПОДШИПНИКОВ: 0 – шариковый радиальный однорядный 1 – шариковый двухрядный сферический 2 – роликовый с короткими цилиндрическими роликами 3 – роликовый сферический двухрядный 4 – роликовый с длинными цилиндрическими роликами 5 – роликовый радиальный с витыми роликами 6 – шариковый радиально-упорный однорядный 7 – роликовый конический 8 – шариковый упорный, шариковый упорно- радиальный 9 – роликовый упорный, роликовый упорно- радиальный ТИПЫ ПОДШИПНИКОВ КАЧЕНИЯ ШАРИКОПОДШИПНИКИ РОЛИКОПОДШИПНИКИ МАТЕРИАЛЫ ДЕТАЛЕЙ ПОДШИПНИКОВ Тела качения и кольца – стали марок ШХ 15,Ш 20СТ. Кольца имеют поверхность 61…66НRC, тела качения 63…67 HRC. Для подшипников, работающих в особых коррозионностойкие и теплостойкие стали. условиях, используются Сепараторы штампуют из мягкой углеродистой стали. Для скоростных подшипников сепараторы изготавливаются из латуни, бронзы, алюминиевых сплавов и пластмасс (текстолита, полиамида…) ОСНОВНЫЕ ПРИЧИНЫ ПОТЕРИ РАБОТОСПОСОБНОСТИ усталостное выкрашивание рабочих поверхностей тел качения и дорожек колец. смятие поверхностей тел качения и колец при больших нагрузках (результат перегрузки) разрушение сепараторов от центробежных сил и давления тел качения. разрушение колец и тел качения из – за динамических нагрузок задиры рабочих поверхностей колец и тел качения, происходящих из-за недостаточной подачи смазки, малых зазоров, неправильного монтажа. абразивное изнашивание, происходящих при плохой защите от попадания абразивных частиц (пыли и грязи) ВСТРОЕННЫЕ УПЛОТНЯЮЩИЕ УСТРОЙСТВА Для защиты от внешнего воздействия, а также удержания смазочного материала, ряд подшипников снабжают встроенными уплотнителями. бесконтактные металлические контактные металлорезиновые контактные металлополимерные ПОДБОР ПОДШИПНИКОВ НА ЗАДАННЫЙ РЕСУРС условие пригодности подшипников: L10 ≥ L´10 L´10 – базовый расчетный ресурс в млн. об., соответствует 90% надежности. L10 – заданный ресурс работы машины в млн. об. Для радиальных и радиально – упорных подшипников: L10 = (Cr / Pr )º Величину Pr определяют с учетом конструкции подшипников и условия нагружения. Pr = (XVFr +YFa)KбКТ Fr ,Fa – осевая и радиальная нагрузки на подшипниках. X, Y, V, Kб, KT - коэффициенты, зависящие от конструкции подшипников, условий нагружения и эксплуатации. Величину базовой радиальной динамической грузоподъемности Сr, приводят в справочной литературе для каждого типоразмера подшипника. базовая радиальная динамическая грузоподъемность Сr – это постоянная радиальная сила, которую подшипник может воспринимать при базовом расчетном ресурсе, составляющем 1000000 оборотов внутреннего кольца. При повышенных требованиях к надежности определяют скорректирующий расчетный ресурс Lsah в часах. Lsah= a1a23L10·1000000 / 60 n s - разность между 100% и заданной надежностью a1- коэффициент надежности (при 90% а1 = 1, при 95% а1 = 0,62) a23- коэффициент, учитывающий совместное влияние на долговечность особых устройств металлических колец и тел качения n- частота вращения кольца Оценку пригодности намеченных подшипников для использования в данной машине производится путем сравнения скорректирующего расчетного ресурса Lsah с заданным ресурсом L´sah. Lsah ≥ L´sah Lsah < L´sah Подшипник удовлетворяет заданному режиму работы подшипника не подходящего для заданного условия эксплуатации, требующего его замены, например, на подшипник более легкой серии. СМАЗЫВАНИЕ ПОДШИПНИКОВ КАЧЕНИЯ Жидкие смазочные материалы Пластичные (масла) материалы смазочные способы подведения - погружение в масляную ванну - разбрызгиванием - под действием центробежных сил - капельное - масляным туманом заполнение смазочным материалом пространства внутри подшипника - герметизированный подшипник с двухсторонним контактным уплотнением с запасом смазки на весь период службы ПОНЯТИЕ О МАШИНАХ, ОБОРУДОВАНИИ, МЕХАНИЗМАХ В промышленности применяются разнообразные машины, состоящие из различных механизмов и сборочных единиц (узлов), которые в свою очередь представляют собой комплексы из крупных и мелких деталей, разнообразных по форме, материалу, а часто и по свойствам. Машина представляет собой механическое устройство с согласованно работающими частями, осуществляющее определенные целесообразные движения для преобразования энергии, материалов или информации. В зависимости от характера выполняемой работы машины можно разделить на машины-двигатели, машины-орудия, транспортирующие машины и новый класс — управляющие машины. Машины-двигатели служат для преобразования тепловой, электрической и всякой другой энергии в механическую работу. К ним относятся паровые машины, гидравлические и газовые турбины, электродвигатели, двигатели внутреннего сгорания и др. Машины-генераторы, преобразующие механическую энергию другой вид энергии. К ним относятся компрессоры, динамо-машины и др. Оборудование - совокупность различных устройств, механизмов станков и т. п., необходимых для выполнения определенных задач. Машины-орудия — это машины, использующие механическую работу машин-двигателей для выполнения технологических операций, т. е. операций обработки и переработки различных материалов, изготовления всевозможных изделий, частей (деталей) машин и т. д. Машиной-орудием являются, например, автоматические линии, токарный и строгальный станки. Транспортирующие машины, например мостовые краны, автокраны, конвейеры, служат для перемещения различных грузов. Сочетание машины-двигателя, передаточных механизмов и мaшины-opyдия образует машинный агрегат. Управляющие машины представляют собой автоматизированные комплексы для управления сложными агрегатами, системами или совокупностью взаимосвязанных объектов, имеющие в своем составе одно или несколько вычислительных устройств или ЭВМ (электронно-вычислительные машины). Применяются для обеспечения наиболее эффективного режима работы управляемого объекта (достижения наибольшей производительности или наивысшего качества, наименьшего расхода сырья и др.). Все машины состоят из деталей, которые объединены в механизмы и сборочные единицы (узлы). Деталь представляет собой изделие, изготовленное из единого куска материала без применения сборочных операций. Деталями являются как простые мелкие изделия, например винт, гайка, шайба, так и крупные, сложной формы — станина, корпус двигателя, вал турбины и др. Механизмом называют совокупность подвижно соединенных тел (звеньев), совершающих под действием приложенных сил определенные целесообразные движения. Работа механизма связана с изменением угловых скоростей (зубчатая, ременная, цепная и другие передачи) или с преобразованием одного вида механического движения в другой, например вращательного в возвратнопоступательное и наоборот (кривошипно-шатунный, кулачковый и другие механизмы). Механизм образуется из подвижных звеньев, соединенных между собой кинематическими парами и неподвижным звеном. Соединение двух звеньев поверхностями, линиями или точками называют кинематическими парами. Примером механизма может являться кривошипно-шатунный механизм (рис. 1). Этот механизм имеет четыре кинематические пары, соединенные в точках А, В, С и D. Кривошип 1 совершает вращательное движение относительно неподвижной опоры на станине 4 в точке А. За полный оборот кривошипа точки А, В, С и D подвижных звеньев — кривошипа 1, шатуна 2 и ползуна 3 — описывают соответствующие траектории, причем за каждый последующий оборот кривошипа подвижных звеньев будут перемещаться по тем же траекториям, преобразуя вращательное движение кривошипа 1 в возвратно-поступательное движение ползуна 3. Когда ведущим звеном служит поршень, механизм преобразует его возвратнопоступательное движение во вращательное движение кривошипа. В моменты, когда ползун достигает крайнего левого или крайнего правого положения, шатун и кривошип располагаются на одной прямой (угол 0 0 или 1800 ). Из этих положений, или мертвых точек, кривошип при возвратном ходе ползуна может продолжать вращение либо в прежнем направлении, либо в обратном. Постоянное направление вращения кривошипа достигается тем, что на его валу укрепляют тяжелое колесо — маховик, и оно инерцией своей массы выводит кривошип. Для нормальной работы кривошипно-шатунного механизма нужно, чтобы радиус R кривошипа был меньше длины L шатуна, т е. R < L. Только при этом условии кривошипно-шатунный механизм может совершать полный цикл движений. Сборочной единицей называют комплекс совместно работающих деталей, например насос, суппорт, редуктор, муфты, подшипник качения и др. Подавляющее большинство деталей сборочных единиц встречается почти во всех машинах (болты, валы, подшипники качения и др.) и поэтому их называют деталями и сборочными единицами общего назначения. Деталями и сборочными единицами специального назначения называют такие, которые встречаются только в одном или нескольких типах машин, например шпиндели станков, поршни, коленчатые валы и др. Все детали и сборочные единицы общего назначения делятся на: соединительные (заклепочные, шпоночные, резьбовые и др.), передающие вращательное движение (зубчатые колеса, шкивы и др.) и обслуживающие передачи (валы, подшипники, муфты и др.). Общее понятие о передачах между валами Передачами в технике называют различные устройства, при помощи которых энергию передают на расстояние. Существуют электрические, гидравлические, пневматические, механические и другие передачи. В машинах наиболее часто применяются механические передачи, но наряду с ними в современных машинах, металлорежущих и других станках используются гидравлические и электрические передачи. Между валами двигателя и рабочей машины, а также между органами самой машины устанавливают механизмы для включения и выключения, изменения скорости и направления движения, носящие общее название — передачи. Передачи вращательного движения широко применяются в механизмах и машинах. Они служат для изменения частоты и направления вращения, обеспечивают непрерывное и равномерное движение. Вращательное движение в машинах и механизмах передается посредством гибких передач — ременных, цепных и через жесткие передачи — фрикционные, зубчатые. В ременных и фрикционных передачах используются силы трения, а в зубчатых и цепных — непосредственное механическое зацепление элементов передачи. Каждая из передач имеет ведущее звено, сообщающее движение, и ведомые звенья, через которые движение передается от данного механизма к другому, связанному с ним. Важнейшей характеристикой передач вращательного движения является передаточное отношение, или передаточное число. Отношение угловой скорости, частоты вращения (числа оборотов в минуту) и диаметров одного из валов к соответствующим величинам другого вала, участвующего в совместном вращении с первым валом, называется передаточным отношением, которое принято обозначать буквой U. Отношение частоты вращения ведущего вала к частоте вращения ведомого называют передаточным числом, которое показывает, во сколько раз ускоряется или замедляется движение. Принято обозначать ведущие звенья и их параметры нечетными цифрами 1, 3, 5 и т. д., ведомые — четными цифрами 2, 4, 6 и т. д. Например, и D1 и D2— диаметры ведущего и ведомого шкивов зубчатых колес, звездочек и т. п.; Z1 и Z2— число зубьев ведущего и ведомого зубчатых колес, звездочек; n — частота вращения (числа оборотов); w1 и w2 — угловые скорости. Так как частота вращения (число оборотов в минуту) и угловая скорость вращения находятся в прямой зависимости, то передаточные отношения, выраженные через них, равны: Соответственно равны между собой передаточные отношения, выраженные через диаметры начальных окружностей DД и числа зубьев Z зубчатых колес: Не равны и являются численно обратными передаточные отношения, например частоты вращения (числа оборотов) и диаметры колес: Передачи вращательного движения делят по принципу работы на передачи зацеплением, работающие без проскальзывания, — зубчатые передачи, червячные передачи и цепные, и передачи трением — ремённые передачи и фрикционные с жёсткими звеньями. По наличию промежуточного гибкого звена, обеспечивающего возможность значительных расстояний между валами, различают передачи гибкой связью (ремённые и цепные) и передачи непосредственным контактом (зубчатые, червячные, фрикционные и др.). По взаимному расположению валов — передачи с параллельными осями валов (цилиндрические), с пересекающимися осями (конические), с перекрещивающимися осями (гипоидные). По основной кинематической характеристике — передаточному отношению — различают передачи с постоянным передаточным отношением (редуцирующие, повысительные) и с переменным передаточным отношением — ступенчатые (коробки передач) и бесступенчатые (вариаторы). Передачи, преобразующие вращательное движение в непрерывное поступательное или наоборот, разделяют на передачи винт — гайка (скольжения и качения), рейка — реечная шестерня, рейка — червяк, длинная полугайка — червяк. РЕМЕННЫЕ ПЕРЕДАЧИ Этот вид гибкой передачи наиболее распространен. По сравнению с другими видами механических передач, ременные передачи позволяют наиболее просто и бесшумно передать крутящий момент от двигателя или промежуточного вала к рабочему органу станка в достаточно широком диапазоне скоростей и мощностей. Ремень охватывает два шкива, насаженных на валы. Нагрузка передается силами трения, возникающими между шкивом и ремнем вследствие натяжения последнего. Ременные передачи бывают с плоским ремнем, с клиновым ремнем и круглым ремнем. Различают ременные передачи: открытую, перекрестную и полуперекрестную. В открытой передаче (рис. 2, а) валы параллельны друг другу и шкивы вращаются в одном направлении. В перекрестной передаче (рис. 2, б) валы расположены параллельно, но при этом ведущий шкив вращается, например, по часовой стрелке, а ведомый — против часовой стрелки, т. е. в обратном направлении. Полуперекрестную передачу применяют между валами, оси которых расположены в разных плоскостях под углом друг к другу (рис. 2,в). По расположению валов в пространстве: 1) передачи с параллельными валами: открытые рис. а, перекрёстные рис. б; 2) передачи со скрещивающимися валами – полуперекрёстные рис. в; 3) передачи с пересекающимися осями валов – угловые рис. г. Разновидностью ременной передачи является зубчатоременная, передающая нагрузку путем зацепления ремня со шкивами. В приводах машин применяются плоские ремни — кожаные, хлопчатобумажные цельнотканые, хлопчатобумажные шитые, тканые прорезиненные и клиновидные. Используются также шерстяные тканые ремни. Для уменьшения скольжения ремня вследствие недостаточного трения из-за небольшого угла обхвата применяют натяжные ролики (рис. 2, г), Натяжной ролик представляет собой промежуточный шкив на шарнирно укрепленном рычаге. Под действием груза на длинном плече рычага ролик нажимает на ремень, натягивая его и увеличивая угол обхвата ремнем большого шкива. Диаметр натяжного ролика не должен быть меньше диаметра малого шкива. Натяжной ролик следует устанавливать у ведомой ветви не слишком близко к шкивам. Передача клиновыми (текстропными) ремнями широко распространены в промышленности, они просты и надежны в эксплуатации, Основное преимущество клиновых ремней — лучшее сцепление их со шкивом и относительно малое скольжение. Причем габариты передачи получаются значительно меньше по сравнению с плоскими ремнями. На рис. 3, а показан клиновидный ремень в сечении; он состоит из нескольких рядов прорезиненной ткани 1, нескольких рядов корда 2 (корд - толстые крученые хлопчатобумажные нити), слоя резины и обертки 4 из прорезиненной ткани. Ремень укладывают в ручей на ободе шкива 7, и он утапливается настолько, что не касается дна 6 шкива своей поверхностью 5. -кордтканевые(рис.4,а); -кордшнуровые (рис.4,б); -поликлиноременные (рис.4,в). Рисунок 4. Виды клиновых ремней Для передачи больших крутящих усилий применяют многоручьевые клиноременные приводы со шкивами обола, которые оснащены рядом канавок. Клиновидные ремни нельзя удлинять или укорачивать, их применяют определенной длины. ГОСТ предусматривает для клиноременных приводов общего назначения семь сечений клиновых ремней, имеющих обозначения О, А, Б, В, Г, Д и Е (О- самое малое сечение). Номинальная длина клиновых ремней (длина по их внутреннему периметру) от 500 до 1400 мм. Угол натяжения ремня равен 40°. Клиновидные ремни подбирают по сечению в зависимости от передаваемой мощности и предусматриваемой скорости вращения. Передачи с широким клиновидным ремнем получают все большее распространение. Эти передачи дают возможность бесступенчато регулировать скорость вращения рабочего органа на ходу под нагрузкой, что позволяет установить оптимальный режим работы. Наличие такой передачи в станке позволяет механизировать и автоматизировать процесс обработки. Классификация ремённых передач. В зависимости от формы поперечного сечения ремня передачи (рис.4) бывают: 1) плоскоременные (рис.5,а), 2) клиноременные (рис.5,б), 3) круглоременные (рис.5,в), 4) поликлиноременные (рис.5,г). В современном машиностроении наибольшее применение имеют клиновые и поликлиновые ремни. Передача с круглым ремнем имеет ограниченное применение (швейные машины, настольные станки, приборы). Рисунок 5. Формы поперечного сечения ремня На рис. 3, б показана передача с широким клиновидным ремнем, которая состоит из двух обособленных раздвижных ведущего и ведомого шкивов. Ведущий шкив при помощи ступицы 1 закреплен консольно на валу 2 электродвигателя. На ступице закреплен неподвижно конус 3. Подвижной конус 4 закреплен на стакане 5, соединенном при помощи шлицев со ступицей 1, и прижат пружиной 6. Ведомый шкив также состоит из подвижного стакана 8 и неподвижного 9, конусов со ступицей 10, соединенной с валом 11 привода. Управление передачей осуществляется специальным устройством (на рисунке не показано) путем перемещения стакана подвижного ведомого конуса. При приближении конусов 7 к 9 ремень 12 удаляется от оси вращения шкива, одновременно приближаясь к оси вала 2. Ведущий шкив, преодолевая сопротивление пружины 6, изменяет передаточное отношение и частоту вращения ведомого шкива. Клиновая форма ремня по сравнению с плоским ремнем значительно улучшает сцепление ремня со шкивом. Клиноременные передачи применяют для передачи мощностей до 360 кВт при скоростях до 30 м/с. Наиболее рациональной для них считается скорость до 25 м/с. Достоинства ремённых передач: 1. Простота конструкции и малая стоимость. 2. Возможность передачи мощности на значительные расстояния (до 15 м). 3. Плавность и бесшумность работы. 4. Смягчение вибрации и толчков вследствие упругой вытяжки ремня. Недостатки ремённых передач: 1.Большие габаритные размеры, в особенности при передаче значительных мощностей. 2. Малая долговечность ремня в быстроходных передачах. 3. Большие нагрузки на валы и подшипники от натяжения ремня. 4. Непостоянное передаточное число из-за неизбежного упругого проскальзывания. ФРИКЦИОННЫЕ ПЕРЕДАЧИ Во фрикционных передачах вращательное движение передается от ведущего вала к ведомому посредством плотно прижатых друг к другу гладких колес (дисков) цилиндрической или конической формы. Фрикционная передача применяется в лебедках, винтовых прессах, станках и ряде других машин. Чтобы фрикционная передача работала без скольжения и, таким образом, обеспечивала необходимую величину силы трения (сцепления), поверхность ведомого колеса покрывают кожей, резиной, прессованной бумагой, древесиной или другим материалом, который может создать надлежащее сцепление со стальным или чугунным ведущим колесом. Во фрикционных передачах применяют цилиндрические колеса для передачи движения между валами, расположенными параллельно, а конические – между пересекающимися валами. В оборудовании находят применение фрикционные передачи с регулируемым передаточным числом. Для изменения передаточного числа они оснащены устройствами, перемещающими одно из колес (дисков) вдоль вала и в соответствующем месте его закрепляющими. Уменьшение таким устройством диаметра ведомого колеса до рабочего диаметра, обеспечивающее увеличение частоты вращения ведомого колеса. В результате уменьшается передаточное число. По мере удаления ведущего колеса от оси ведомого передаточное число, наоборот, увеличивается. Такое плавное регулирование скорости называется бесступенчатым, а устройство, осуществляющее регулирование – вариатором скоростей. Достоинства фрикционных передач: 1) простота конструкции, 2) плавность и бесшумность работы, 3) возможность безаварийной ситуации при случайной перегрузке, 4) возможность плавного изменения передаточного числа на ходу машины. Недостатки фрикционных передач; 1) значительная радиальная нагрузка на опоры валов, которая может до 35 раз превышать передаваемое окружное усилие и вызывающее интенсивное изнашивание рабочих элементов передачи и разрушение катков. 2) фрикционные не обеспечивают строгого постоянства передаточного числа при изменении нагрузки. 3) имеют сравнительно невысокий КПД. Рисунок 6. Вариаторы с раздвижными конусами. ЗУБЧАТЫЕ ПЕРЕДАЧИ Зубчатые передачи являются наиболее распространёнными типами механических передач. Они находят широкое применение во всех отраслях машиностроения, в частности в металлорежущих станках, автомобилях, тракторах, сельхозмашинах и т.д., в приборостроении, часовой промышленности и др. Их применяют для передачи мощностей от долей до десятков тысяч киловатт при окружных скоростях до 150 м/с и передаточных числах до нескольких сотен и даже тысяч, с диаметром колёс от долей миллиметра до 6 м и более. Зубчатая передача относиться к передачам зацеплением с непосредственным контактом пары зубчатых колёс. Меньшее из колёс передачи принято называть шестерней, а большее – колесом. Зубчатая передача предназначена в основном для передачи вращательного движения. Достоинства зубчатых передач: 1) высокая нагрузочная способность; 2) малые габариты; 3) большая надёжность и долговечность (40000 ч); 4) постоянство передаточного числа; 5) высокий КПД (до 0,97…0,98 в одной ступени); 6) простота в эксплуатации. Недостатки зубчатых передач: 1) повышенные требования к точности изготовления и монтажа; 2) шум при больших скоростях; 3) высокая жёсткость, не позволяющая компенсировать динамические нагрузки. Классификация зубчатых передач: 1. По взаимному расположению геометрических осей валов различают передачи: - с параллельными осями – цилиндрические (рис.6 а-г); - с пересекающимися осями – конические (рис.6 д; е); - со скрещивающимися осями – цилиндрические винтовые (рис.6 ж); - конические гипоидные и червячные (рис. 6 з); - реечная передача (рис.6 и). 2. В зависимости от взаимного расположения зубчатых колёс: - с внешним зацеплением (колёса передач вращаются в противоположных направлениях); - с внутренним зацеплением (направление вращения колёс совпадают). 3. По расположению зубьев на поверхности колёс различают передачи: - прямозубые; косозубые; шевронные; с круговым зубом. 4. По форме профиля зуба различают передачи: - эвольвентные; - с зацеплением М. А. Новикова; - циклоидальные. Принципиально новое зацепление М.А. Новикова возможно лишь в косых зубьях и благодаря высокой несущей способности является перспективным. Эвольвентное зацепление является линейчатым, так как контакт зубьев происходит по узкой площадке, расположенной вдоль зуба, поэтому контактная прочность этого зацепления сравнительно невысока. В зацеплении Новикова линия контакта зубьев обращается в точку и зубья касаются только в момент прохождения профилей через эту точку, а непрерывность движения обеспечивается винтовой формой зубьев. Поэтому данное зацепление может быть только косозубым с углом наклона от 10 до 30º. Недостатком данного зацепления является повышенная чувствительность к изменению межосевого расстояния и значительным колебаниям нагрузок. Рисунок 6. Виды зубчатых передач. 5. По окружной скорости различают передачи: - тихоходные( ); - среднескоростные ; - скоростные ; - быстроходные . 6. По конструктивному исполнению передачи могут быть открытые (не защищены от влияния внешней среды) и закрытые (изолированные от внешней среды). 7. В зависимости от числа ступеней одно- и многоступенчатые. 8. В зависимости от относительного характера движения валов различают рядовые и планетарные. Общие сведения. При передаче вращательного момента в зацеплении действует нормальная сила Fn и сила трения Rf, связанная со скольжением. Под действием этих сил зуб находиться в сложном напряженном состоянии. Решающее влияние на его работоспособность оказывают контактные напряжения и напряжения изгиба , изменяющиеся во времени по некоторому прерывистому отнулевому циклу. Переменные напряжения являются причиной усталостного разрушения зубьев: излома зубьев от напряжений изгиба и выкрашивания рабочих поверхностей зубьев от контактных напряжений. С контактными напряжениями и трением в зацеплении связаны также износ, заедание и другие виды повреждения поверхностей зубьев рис.7. Виды разрушений зубчатых колес: а) Излом зубьев. Различают два вида излома зубьев. Излом от больших перегрузок, а иногда от перекоса валов и неравномерной нагрузки по ширине зубчатого венца и усталостный излом, происходящий от длительного действия переменных напряжений изгиба , которые вызывают усталость материала зубьев. Рисунок 7. Виды повреждений поверхности зубьев Усталостные трещины образуются чаще всего у основания зуба на той стороне, где от изгиба возникают напряжения растяжения. Для предупреждения усталостного излома применяют: колёса с положительным смещением при нарезании зубьев; термообработку; дробеструйный наклёп; жёсткие валы, увеличивают модуль и др. б) Усталостное выкрашивание рабочих поверхностей зубьев. Основной вид разрушения поверхности зубьев для большинства закрытых быстроходных передач, работающих при смазке. Возникает вследствие длительного действия переменных контактных напряжении, вызывающих усталость материала зубьев. Выкрашивание обычно начинается вблизи полюсной лини на ножках зубьев, где развивается наибольшая сила трения, способствующая пластичному течению материала и образованию микротрещин на поверхности зубьев. Развитию трещин способствует расклинивающий эффект смазочного материала, который запрессовывается в трещины зубьев при зацеплении. Повторяясь, такое действие приводит к откалыванию частиц металла поверхности зубьев и к образованию вначале мелких ямок, переходящих далее в раковины. При выкрашивании нарушается условия образования сплошной масляной плёнки, появляется металлический контакт с последующим быстрым износом или задиром поверхности. Для предупреждения усталостного выкрашивания повышают твёрдость поверхности зубьев и степень их точности, правильно выбирают сорт масла и др. Так как контактные напряжения являются причиной усталостного разрушения, то основным критерием работоспособности и рассвета закрытых передач является контактная прочность рабочих поверхностей зубьев. При этом расчёт зубьев на изгиб производят как проверочный. В передачах, работающих, со значительным износом (открытые передачи), выкрашивания не наблюдается, так как изнашивание поверхностных слоёв зубьев происходит раньше, чем появляются трещины. в) Изнашивание зубьев. Основной вид разрушения зубьев открытых передач, а также закрытых, но недостаточно защищённых от загрязнения абразивными частицами (пыль, песчинки, продукты износа и т.п.). Такие передачи встречаются в сельскохозяйственных, транспортных, грузоподъёмных машинах и т.п. По мере изнашивания первоначальный эвольвентный профиль зубьев искажается увеличиваются зазоры в зацеплении, возникают динамические нагрузки и повышенный шум. Прочность изношенного зуба понижается вследствие уменьшения площади поперечного сечения, что может привести к излому зуба. Основные меры предупреждения износа – повышение твёрдости зубьев, защита от загрязнения и др. г) Заедание зубьев происходит преимущественно в высокоскоростных быстроходных передачах. В месте контакта зубьев развиваются высокие давления и температура, масляная плёнка разрывается и появляется металлический контакт. Здесь происходит как бы сваривание частиц металла с последующим отрывом их от менее прочной поверхности. Образовавшиеся наросты на зубьях задирают поверхности других зубьев, оставляя на них широкие и глубокие борозды в направлении скольжения. Для предупреждения заедания повышают твёрдость рабочих поверхностей зубьев, применяют противозадирочные масла и другие меры, что и против изнашивания. Геометрия и кинематика косозубых цилиндрических передач. Цилиндрические колеса, у которых зубья расположены по винтовым линиям на делительном диаметре, называют косозубыми. При работе такой передачи зубья входят в зацепление не сразу по всей длине, как в прямозубой, а постепенно; передаваемая нагрузка распределяется на несколько зубьев. В результате по сравнению с прямозубой повышается нагрузочная способность, увеличивается плавность работы передачи и уменьшается шум. Поэтому косозубые передачи имеют преимущественное распространение рис. 8. ; Рисунок 8. Цилиндрическая косозубая а) и шевронная б) передача. С увеличением угла наклона линии зуба плавность зацепления и нагрузочная способность передачи увеличиваются, но при этом увеличивается и осевая сила Fа, что нежелательно. Поэтому в косозубых передачах принимают угол . Конические зубчатые колёса применяют в передачах, оси валов которых пересекаются под некоторым межосевым углом . Обычно рис.9. Рисунок 9. Коническая прямозубая передача а), передача с круговым зубом б). Применяют во всех отраслях машиностроения, где по условиям компоновки машины необходимо передать движение между пересекающимися осями валов. Конические передачи сложнее цилиндрических, требуют периодической регулировки. Для нарезания зубчатых конических колес необходим специальный инструмент. В сравнении с цилиндрическими конические передачи имеют большую массу и габарит, сложнее в монтаже. Кроме того, одно из конических колёс, как правило, шестерня, располагается консольно. При этом, вследствие повышенной деформации консольного вала, увеличиваются неравномерность распределения нагрузки по ширине зубчатого венца и шум. Конические колёса бывают с прямыми и круговыми зубьями. Рисунок 10. Основные характеристики зубчатого колеса. z – число зубьев; ra – радиус (диаметр) окружности выступов; rf – радиус (диаметр) окружности впадин; rb - радиус (диаметр) основной окружности; r - радиус (диаметр) делительной окружности, т. е. окружности, которая является начальной в станочном зацеплении колеса с режущим инструментом; р – шаг по делительной окружности; h – высота зуба, равная h=ha+hf, где: ha – высота головки зуба; hf – высота ножки зуба; m – модуль зацепления, определяемый из условия: , т. е. (измеряется в мм). В каждом зубчатом колесе различают три окружности (делительную, окружность выступов и окружность впадин) и, следовательно, три соответствующих им диаметра. Делительная, или начальная, окружность делит зуб по высоте на две неравные части: верхнюю, называемую головкой зуба, и нижнюю, называемую ножкой зуба. Окружность выступов - это окружность, ограничивающая сверху профили зубьев колеса. Окружность впадин проходит по основанию впадин зубьев. Расстояние между серединами двух соседних зубьев, измеренное по дуге делительной окружности, называется шагом зубчатого зацепления. Если шаг, выраженный в мм, разделить на число π=3,14, то получим величину, называемую модулем. Модуль выражается в мм. Дуга делительной окружности S в пределах зуба называется толщиной зуба, дуга S1 – шириной впадины. Как правило, S=S1. Размер b по линии, параллельной оси колес, называется длиной зуба (ширина зубчатого зацепления). Чтобы определить Ø заготовки зубчатого колеса, прибавляют к заданному числу зубьев число 2 и полученный результат умножают на модуль. Материалы, применяемые для изготовления зубчатых колес Материалы зубчатых колес выбирают в зависимости от назначения и условий работы передачи. Основные требования к материалам: - прочность поверхностного слоя и высокое сопротивление истиранию; достаточная прочность при изгибе; - обрабатываемость, возможность получения достаточной точности и чистоты поверхности. Основным материалом зубчатых колёс является сталь, используют также чугун и пластмассу. Для уменьшения опасности повреждения поверхности зубьев применяют термообработку. Твердость поверхности должна быть такой, чтобы получить колеса необходимой точности. Наибольшее распространение получили углеродистые стали 35; 40; 50; 50Г. Применяют также легированные стали 40Х; 45ХН. Углеродистые стали подвергают нормализации и улучшению, твёрдость поверхности 300…320 НВ. Для лучшей приработки зубьев и равномерного их изнашивания для прямозубых передач рекомендуется твёрдость рабочих поверхностей зубьев шестерни назначать больше твёрдости зубьев колеса на 20…30 единиц НВ. Легированные стали закаливают, иногда применяют поверхностную закалку, цементацию, азотирование (НВ > 350). Применение высокотвёрдых материалов уменьшает габаритные размеры передачи и увеличивает её долговечность. Однако колёса из таких материалов требуют повышенной точности изготовления и монтажа, а обработку резанием производят до термообработки. При твёрдости обоих колёс >350 НВ колеса не прирабатываются. Для неприрабатывающихся зубчатых передач не требуется обеспечивать разность твёрдостей зубьев шестерни и колеса. Но такие колёса требуют высокой точности изготовления и повышенной жёсткости валов и опор. Нарезание зубьев при высокой твёрдости затруднено. Поэтому колёса нарезают до термообработки, а отделку зубьев производят после термообработки. Применяют в условиях крупносерийного и массового производства в средне- и высоконагруженных передачах, а также при высоких требованиях к габаритам и массе передачи. Крупные зубчатые колёса из пластмассы применяют для обеспечения бесшумной работы. Шестерня из пластмассы работает с колесом из стали; нагрузочная способность таких передач невысока. Выбор марок сталей для зубчатых колёс. В термически необработанном состоянии механические свойства всех сталей без термообработки недопустимо. При выборе марки сталей для зубчатых колёс, кроме твёрдости, необходимо учитывать размеры заготовки. Это объясняется тем, что прокаливае6мость сталей различна: углеродистых – наименьшая; высоколегированных – наибольшая. Стали с плохой прокаливаемостью (углеродистые конструкционные) при больших сечениях нельзя термически обработать на высокую твёрдость. Поэтому марку стали для упрочняемых зубчатых колёс выбирают с учётом их размеров, а именно диаметра D вала- шестерни или червяка и наибольшей ширины сечения колеса S с припуском на механическую обработку после нормализации или улучшения. Таким образом, окончательный выбор марки сталей для зубчатых колёс (пригодность заготовки колёс) необходимо производить после определения геометрических размеров зубчатой передачи. Из рекомендаций по выбору механических свойств наиболее употребляемых марок сталей в зависимости от термообработки (твёрдости) с учётом размеров зубчатых колёс следует, что для одной и той же марки стали в зависимости от вида термообработки можно получить различные механические свойства. Поэтому при выборе материала для шестерни и для шестерни и колеса желательно ориентироваться на применение одной и той же марки стали, но с различной твёрдостью (различной термообработкой). При этом необходимо принимать среднее значение твёрдости данной марки стали как наиболее вероятное. При твёрдости обоих колёс >350 НВ не требуется обеспечивать разность твёрдости зубьев шестерни и колеса. Стальное литьё обладает пониженной прочностью и используется обычно для колёс крупных размеров, работающих в паре с кованной шестерней. Применяют стали 35Л, 40Л, 5Л, 40ГЛ. Литые колёса подвергают нормализации или улучшению. Чугуны. Тихоходные и малонагруженные открытые и реже закрытые передачи зубчатого колеса изготовляют из серого чугуна марок СЧ 25 и выше и высокачественного чугуна. Зубья чугунных колёс хорошо прирабатываются и хорошо противостоят усталостному разрушению и заеданию в условиях бедной смазки. ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ Червячные передачи применяют для передачи вращательного движения между валами, у которых угол скрещивания осей обычно составляет 0 = 90° (рис.11) для получения невысоких частот вращения ведомого вала. Рисунок 11. Червячная передача: 1 — червяк; 2 — венец червячного колеса. В большинстве случаев ведущим является червяк, т. е. короткий винт с трапецеидальной или близкой к ней резьбой. Для облегания тела червяка венец червячного колеса имеет зубья дугообразной формы, что увеличивает длину контактных линий в зоне зацепления. Червячная передача — это зубчато-винтовая передача, движение в которой осуществляется по принципу винтовой пары. Область применения червячных передач. Червячные передачи применяют при небольших и средних мощностях, обычно не превышающих 100 кВт. Применение передач при больших мощностях неэкономично из-за сравнительно низкого к. п. д. и требует специальных мер для охлаждения передачи во избежание сильного нагрева. Червячные передачи широко применяют в подъемно-транспортных машинах, троллейбусах и особенно там, где требуется высокая кинематическая точность (делительные устройства станков, механизмы наводки и т. д.). Червячные передачи во избежание их перегрева предпочтительно использовать в приводах периодического (а не непрерывного) действия. Достоинства червячной передачи: 1) Плавность и бесшумность работы. 2) Компактность и сравнительно небольшая масса конструкции. 3) Возможность большого редуцирования, т. е. получения больших передаточных чисел (в отдельных случаях в не силовых передачах до 1000). 4) Возможность получения самотормозящей передачи, т. е. допускающей передачу движения только от червяка к колесу. Самоторможение червячной передачи позволяет выполнить механизм без тормозного устройства, препятствующего обратному вращению колеса. 5) Высокая кинематическая точность. Недостатки червячной передачи: 1) Сравнительно низкий КПД, вследствие скольжения витков червяка по зубьям колеса, большие потери передаваемой мощности на трение. 2) Значительное выделение теплоты в зоне зацепления червяка с колесом. 3) Необходимость применения для венцов червячных колес дефицитных антифрикционных материалов. 4) Повышенное изнашивание и склонность к заеданию. Классификация червячных передач. В зависимости от формы внешней поверхности червяка (рис.12) передачи бывают с цилиндрическим (а) или с глобоидным (б) червяком. Глобоидная передача имеет повышенный КПД, более высокую несущую способность, но сложна в изготовлении и очень чувствительна к осевому смещению червяка, вызванному изнашиванием подшипников. 1. В зависимости от направления линии витка червяка червячные передачи бывают с правым и левым направлением линии витка. 2. В зависимости от числа витков (заходов резьбы) червяка передачи бывают с одновитковым или многовитковым червяком. Рисунок 12. Схемы червячных передач. 3. В зависимости от расположения червяка относительно колеса (рис.13) передачи бывают: с нижним (а), боковым (б) и верхним (в) червяками. Чаще всего расположение червяка диктуется условиями компоновки изделия. Нижний червяк обычно применяют при окружной скорости червяка u=15 м/с во избежание потерь на перемешивание и разбрызгивание масла. 4. В зависимости от формы винтовой поверхности резьбы цилиндрического червяка передачи бывают: с архимедовым, конволютными и эвольвентным червяками. Каждый из них требует особого способа нарезания. Рисунок 13. Виды расположения червяка. Эвольвентный червяк представляет собой цилиндрическое косозубое колесо с эвольвентным профилем и с числом зубьев, равным числу витков червяка. Практика показала, что при одинаковом качестве изготовления форма профиля нарезки червяка мало влияет на работоспособность передачи. Выбор профиля нарезки червяка зависит от способа изготовления и связан также с формой инструмента для нарезания червячного колеса. Наибольшее распространение получили архимедовы червяки рис. 14. Рисунок 14. Архимедов червяк. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ ЦЕПНЫХ ПЕРЕДАЧ Цепная передача относится к передачам зацеплением с гибкой связью. Цепные передачи применяют в станках, транспортных, сельскохозяйственных и других машинах для передачи движения между параллельными валами, расположенными на значительном расстоянии, когда зубчатые передачи непригодны, а ременные ненадежны. Наибольшее применение получили цепные передачи мощностью до 120 кВт при окружных скоростях до 15м/с. Она состоит из ведущей и ведомой звездочек и огибаемой их приводной цепи. К.П.Д. передачи зависит от потерь на трение в шарнирах цепи, на зубьях звездочек и на перемешивание масла при смазывании погружением . Рисунок 15. Цепная передача роликовой цепью а), зубчатой цепью б). Достоинства цепных передач: 1. Передача движения зацеплением, а не трением позволяет передавать большие мощности, чем с помощью ремня; 2. Практически не требуется натяжение цепи, следовательно, уменьшается нагрузка на валы и опоры; 3. Отсутствие скольжения и буксования обеспечивает постоянство среднего передаточного отношения; 4. Цепи могут устойчиво работать при меньших межосевых расстояниях и обеспечить большее передаточное отношение, чем ремённая передача; 5. Цепные передачи хорошо работают в условиях частых пусков и торможений; 6. Цепные передачи имеют высокий КПД. Недостатки цепных передач: 1. Износ цепи при недостаточной смазке и плохой защите от грязи; 2. Сложный уход за передачей; 3. Повышенная вибрация и шум; 4. По сравнению с зубчатыми передачами повышенная неравномерность движения; 5. Удлинение цепи в результате износа шарниров и сход цепи со звёздочек. Классификация цепей. Главный элемент цепной передачи – приводная цепь, которая состоит из соединенных шарнирами звеньев. Основными типами приводных цепей являются втулочные, роликовые и зубчатые, которые стандартизованы и изготовляются специализированными заводами. В зависимости от передаваемой мощности втулочные и роликовые цепи изготовляют однорядными и многорядными с числом рядов 2…4. Роликовые цепи рис.16 состоят из двух рядов наружных и внутренних пластин. В наружные пластины запрессованы валики, пропущенные через втулки, на которые запрессованы внутренние пластины. Валики и втулки образуют шарниры. На втулки свободно надеты закаленные ролики. Зацепление цепи со звездочкой происходит через ролик, который перекатывается по зубу и уменьшает его износ. Кроме того, ролик выравнивает давление зуба на втулку и предохраняет ее от изнашивания. Роликовые цепи имеют широкое распространение. Рисунок 16. Роликовая цепь. Втулочные цепи рис. 17 по конструкции аналогичны предыдущим, но не имеют роликов, что удешевляет цепь, уменьшает ее массу, но увеличивает износ. Втулочные цепи применяют в неответственных передачах. Рисунок 17. Втулочная цепь. Зубчатые цепи состоят из набора пластин зубообразной формы, шарнирно соединенных между собой. Число пластин определяет ширина цепи В рис. 18, которая зависит от передаваемой мощности. Рабочими гранями пластин являются плоскости зубьев, расположенные под углом 60º, которыми каждое звено цепи садится на два зуба звездочки. Благодаря этой особенности зубчатые цепи обладают минимально возможным шагом и поэтому допускают более высокие скорости. Рисунок 18. Зубчатая цепь. Для устранения бокового спадания цепи со звездочки применяют направляющие пластины, расположенные по середине цепи или по бокам ее. Зубчатые цепи по сравнению с другими работают более плавно, с меньшим шумом, лучше воспринимают ударную нагрузку, но тяжелее и дороже. Цепи должны быть износостойкими и прочными. Их изготавливают из сталей 50, 40Х. Звездочки по конструкции отличаются от зубчатых колес только профилем зубьев. Для увеличения долговечности цепной передачи по возможности принимают большее число зубьев меньшей звездочки. При большем числе зубьев большее число звеньев находится в зацеплении. Это повышает плавность передачи, уменьшает износ цепи. Однако при большом числе зубьев даже у мало изношенной цепи в результате радиального сползания по профилю зубьев цепь соскакивает со звездочки. Поэтому максимальное число зубьев большой звездочки ограничено: для втулочной цепи ,для роликовой ,для зубчатой . Число зубьев малой звездочки z1 принимают из условия обеспечения плавности работы и минимальных габаритов. Для роликовых и втулочных цепей Передаточное число цепной передачи: Материал звездочек должен быть износостойким и хорошо сопротивляться ударным нагрузкам. РЕМОНТ ЦЕПНЫХ И РЕМЕННЫХ ПЕРЕДАЧ Выход из строя ременных передач происходит вследствие таких причин: а) износа или аварийного разрушения подшипников; б) износа канавок или поверхности обода шкива, в) износа посадочных мест шкива и вала, г) нарушения посадки деталей шпоночных соединений, д) недопустимого изгиба вала, е) разрушения шкива — трещины, выколы. При ремонте ременных передач вышедшие из строя подшипники качения заменяются новыми. Если валы работают с опорами скольжения, то шейки валов обычно исправляются механической обработкой, вкладыши подшипников заменяют новыми или перезаливают. Может быть осуществлено и другое решение. Изношенные шейки вала наращивают одним из методов, а изношенные вкладыши перешабривают. Износ обода или кольцевых канавок обычно компенсируется механической обработкой. При этом снимается минимальный слой металла, чтобы исчезли следы износа и как можно меньше изменился диаметр шкива. Обработка кольцевых каналов должна вестись по шаблону, обеспечивающему строгую идентичность канавок как по высоте, так и по углу и сохранение шага между канавками. Рекомендуется перед обработкой профиля канавок проточить шкив по наружному диаметру для создания базы и измерения профиля канавок. В клиноременной передаче при невозможности в нужные сроки подготовить новый большой шкив с канавками можно заменить его гладким шкивом (проверив соответствующим расчетом), превратив таким образом клиноременную передачу в плоскоклино-ременную. Износ посадочных мест на валу может быть ликвидирован наращиванием шеек вала и обработкой отверстий в шкиве. В массивных стальных шкивах-маховиках изношенные стенки посадочного отверстия ремонтируют методами, приведенными выше. В чугунных и стальных шкивах легкой конструкции при достаточной толщине стенок ступиц шкива допускается расточка отверстия и установка переходной втулки, что делает возможным использование старого вала. Втулку в этом случае крепят на шпонке, штифтами или другими способами. Трещины в сварных швах стальных шкивов заваривают. Чугунные шкивы с трещинами, как правило, следует заменять новыми. Временными решениями могут быть: при трещинах по ступице — горячая напрессовка кольца на ступицу (при этом надо обработать ступицу с краев и создать значительный натяг); возможна автогенная сварка или заплавка медью. Шкивы после ремонта следует отбалансировать, особенно тщательно такие, которые являются одновременно маховиками. У шкивов для плоских ремней (рис. 70, а) вследствие проскальзывания ремня изнашивается обод, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надлом обода, трещины на спицах, износ посадочного отверстия и шпоночного паза. У шкивов клиноременных передач (рис. 70, б) прежде всего изнашиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки (рис. 70, б, справа). Происходит также излом буртиков, нарушается балансировка шкива. К шкивам предъявляются следующие требования: - поверхности, сопрягаемые с ремнями, должны быть обработаны по 5—6-му классам шероховатости; - наружный диаметр шкива должен точно отвечать указанному чертежом размеру и обеспечивать требуемое передаточное отношение; - не допускаются надлом и трещины; - при наблюдении невооруженным глазом не должно замечаться биение шкива по наружному диаметру и по торцам. Шкивы должны быть сбалансированы, т. е. уравновешены. При износе у шкива (рис. 70, а) отверстия 4 ступицы растачивают и запрессовывают втулку, которую надежно стопорят. Затем отверстие растачивают, обеспечивая необходимую посадку на валу. Посадку втулки в ступице можно осуществить при помощи клея. Для этого втулку пригоняют по расточенному отверстию, создавая зазор 0,05 мм на диаметр. Этот зазор необходим для получения оптимальной клеевой пленки толщиной 0,02—0,025 мм. Когда размеры шкива позволяют расточить отверстие под толстостенную втулку, имеющую шпоночный паз, то ремонт осуществляют так: растачивают отверстие ступицы, долбят шпоночный паз и изготавливают переходную втулку со шпоночными пазами на наружном и внутреннем диаметрах. Затем втулку со шпонкой прессуют в ступицу шкива и стопорят. После этого шкив пригоден для эксплуатации. Если размеры ступицы шкива не позволяют установить толстостенную втулку с продолбленным пазом, тогда отверстие в шкиве растачивают на глубину несколько большую глубины шпоночного паза и устанавливают на клее тонкостенную втулку с фланцем, которую закрепляют на шкиве винтами. У шкива под клиновидные ремни (рис. 70, б) поверхность обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют, при этом все канавки шкива должны быть одинаковыми по профилю и размеру, которые проверяют шаблоном. Изломы и трещины устраняют заваркой после соответствующей слесарной подготовки мест под заварку. Перед заваркой шкив равномерно нагревают по всему диаметру, иначе на завариваемом участке появятся в металле внутренние напряжения, что вызовет образование трещин в других местах. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения. Если у ремонтируемого шкива обтачивается поверхность, сопрягаемая с ремнем, допускается немного уменьшить диаметр шкива при условии, что частота вращения изменится. Частота вращения ведомого шкива снижается, когда уменьшается диаметр ведущего шкива, и увеличивается при уменьшении диаметра вeдoмогo шкива. Для сохранения передаточного отношения между шкивами допускается обточить до соответствующего диаметра и второй шкив, не нуждающийся в ремонте. При ремонте шкивов допускается изменение частоты вращения ременной передачи (повышение или понижение) не более 5% номинальной. При больших отклонениях изготавливают новые шкивы. Валы, на которых расположены шкивы ременной передачи, должны быть параллельны между собой. Параллельность проверяется по торцам насаженных шкивов, которые должны находиться в одной плоскости, что определяют с помощью линеек при близком расположении шкивов (рис. 71, а) или шнуров. Шнур закрепляют на одном из шкивов (рис. 71, б), отводят в сторону (точка I) и затем, натянув, медленно подводят к торцу второго шкива (точка II). Если при этом шнур коснется всех точек, как показано на рисунке, это означает, что шкивы установлены правильно. При нахождении шнура на расстоянии К (рис. 71, в) от торца шкива необходимо один из шкивов смещать в осевом направлении, так как оси валов при этом расположатся параллельно. Если расстояние К окажется неравномерным (перекос), это означает, что оси валов непараллельны. Для более устойчивого положения плоского ремня посередине шкива делают выпуклость. При вращении плоский ремень стремится занять наиболее высокое положение и центрируется по шкиву. Правильная установка шкивов — условие нормальной работы ременной передачи; от нее зависит размещение ремня посередине ободов. При опробовании ременной передачи ремень может оказаться на краю обода шкива, может даже свалиться со шкива. Возможные причины: оси шкивов расположены непараллельно; не совмещены торцы шкивов, несмотря на одинаковую ширину ободов; велико биение шкивов; ремень слабо натянут; ремень слабо сшит. Недостатки в работе ременной передачи устраняют соответствующей регулировкой. Чтобы довести до нормы чрезмерное биение шкива, плотно посаженного на вал, шкив снимают с вала и подвергают токарной обработке. Шкивы клиноременной передачи устанавливают и выверяют также, как и шкивы плоских передач. Перекос более 1 градуса у шкивов под клиновидные ремни ведет к усиленному одностороннему износу ремней, а также канавок шкивов. Для передач с несколькими ремнями (на одном шкиве) необходимо тщательно подбирать комплекты ремней по длине. Это можно выполнить непосредственно на собранной передаче приспособлением (рис. 73), определяя длину по разности стрел прогиба. Отклонение длины ремней в одном комплекте не должно превышать допуска, указанного в ГОСТ 1284—68. Разная длина ремней в комплекте даже в пределах 1—2 мм не обеспечивает равномерной нагрузки на каждый ремень, что вызывает быстрый износ перегруженных ремней и канавок шкивов, частую замену комплекта ремней и ремонт шкивов. Натяжение клиновидных ремней должно быть умеренным. Когда ремни сильно натянуты, возрастают нагрузка на оси и упругая деформация валов, в результате чего ускоряется износ подшипников, поломка валов в результате усталостного износа и более интенсивно растягиваются ремни. Слабо натянутые ремни проскальзывают по канавкам шкивов, сильно нагреваются, в результате быстрее изнашиваются и поверхности канавок, и ремни. Натяжение ремней регулируют специальными устройствами, как правило, имеющимися в ременных передачах (рис. 72, а, б), а контролируют натяжение приспособлением, показанным на рис. 73. Для контроля натяжения ремней отводят установочное кольцо 2 в исходное положение — до упора в планку 1. Затем приспособление прикладывают бортиками 10 к ветви ремня 9, располагая примерно посередине длины между осями валов. Нагружают ветвь посредством колпачка 5 с защитной насадкой 4, пружины 6 и стержня 3. При нагружении следят, чтобы торец колпачка совмещался с определенным значением (кгс) на шкале 7. При этом стержень, перемещаясь в отверстии планки 1, образует стрелу прогиба ветви ремня, по которой судят о состоянии натяжения. Высоту стрелы прогиба определяют в мм по показанию на шкале 8, на котором остановилось кольцо 2 при нагружении ветви. Если стрела прогиба менее нормы, натяжение Р ослабляют и, наоборот, при большей стреле натяжение увеличивают. При ремонте цепных передач удлинившиеся цепи, как правило, надо заменять. В отдельных случаях, только как временное решение, можно ограничиться заменой нескольких звеньев, взятых из новой цепи. Изношенные звездочки цепной передачи могут быть отремонтированы методами, приведенными для ремонта шкивов. Зубья звездочек при необходимости можно наплавить, затем обработать по шаблону впадину, контролируя шаг специально изготовленным шаблоном или отрезком цепи, который укладывается по звездочке. При изготовлении звездочек, как и при изготовлении гладких шкивов и особенно шкивов клиноременной передачи, следует учитывать необходимость создания базы для удобства монтажа. Шаг канавок клиноременной передачи обоих шкивов должен быть строго одинакового размера, Направляющие канавки двух звездочек зубчатых цепей, как и зубчатые поверхности звездочек втулочно-роликовых цепей, должны совпадать. Обеспечить возможность правильного монтажа следует как при изготовлении новых, так и при ремонте старых деталей. Поэтому нужно стремиться изготовлять шкивы (особенно клиноременных передач) и звездочки цепных передач парами, идентичными по ширине. Для шкивов с канавками следует изготовить шаблон, обеспечивающий одинаковый размер от крайней канавки до торца шкива с допуском в пределах 0,3 мм. Аналогично изготовляются звездочки с направляющей канавкой. Если у старых деталей это условие не было выдержано, детали во время передачи надо соответственно исправить. При сборке цепных передач надо исходить из следующего: 1) параллельность осей, методы проверки непараллельности и наличия перекоса те же, что и для зубчатых передач; 2) при монтаже передач необходимо обеспечить совпадение осей среднего сечения шкивов и звездочек. Контроль совпадения может быть осуществлен прикладыванием легкой контрольной линейки (или натягиванием шнура) к торцу одного шкива с тем, чтобы определить положение второго. Новые цепи перед установкой следует проварить в графитизированной смазке. При монтаже следует обеспечить провисание ведомой ветви; стрела провисания должна равняться 0,02l для передачи с наклоном до 45° (l — расстояние между центрами звездочек в мм). РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧ Способы ремонта. Зубчатые передачи бывают открытого и закрытого (редукторного) типа. Закрытые зубчатые передачи имеют лучшее прилегание зубьев по их ширине и обладают большей работоспособностью. При работе зубчатого зацепления часто наблюдается износ и поломка зубьев и реже появление трещин в ободе зубчатого колеса, спицах и ступице. Износ зубьев бывает абразивный и усталостный. Величина износа зубьев зубчатых колес редукторов допускается в пределах от 0,04 до 0,24 толщины зуба, измеренной по начальной окружности. Меньшие значения износа соответствуют зубчатым колесам, работающим с большими окружными скоростями. Для открытых передач при окружных скоростях менее 2 м/с допускается величина износа, равная 0,32 толщины зуба. При нереверсивной работе цилиндрических зубчатых колес и симметричной их конструкции с целью использования для работы неизношенной поверхности зубьев колеса переворачивают на валу. При передаче зубчатым зацеплением нормальных усилий могут быть рекомендованы три способа восстановления разрушенных зубьев. Первый способ предусматривает установку шпилек по длине зуба с последующей их обваркой (рис. 10, а). Шпильки ввертывают в сквозное отверстие тонкого обода и крепят их гайками с внутренней стороны обода. Для создания монолитного зуба шпильки обваривают по профилю зуба с припуском на обработку 3—5 мм и обрабатывают. Второй способ восстановления зубьев заключается в установке шипов. С этой целью выпиливают или прострачивают паз в виде ласточкиного хвоста глубиной 1/4 —1/2 высоты зуба. Зуб со стороны торца колеса легкими ударами молотка вставляют в паз и закрепляют штифтом на резьбе или прихватывают электросваркой с торцов (рис. 10, б). После установки и закрепления шипа нарезают зубья. Третий способ — восстановление сломанного зуба при помощи специального стального башмака (рис. 10, в). Участок обода со сломанным зубом вырезают, с некоторым натягом устанавливают башмак, который боковыми щеками охватывает обод с двух сторон. Башмак фиксируют с торцов винтами, а щеки стягивают болтами. По торцам он должен перекрывать соседние зубья и должен быть подогнан по их профилю. В тех случаях, когда зубчатые колеса с изношенными зубы не поддаются ремонту, рекомендуется вместо изношенной устанавливать новый зубчатый венец. После черновой обработки зубьев зубчатый венец крепят на ступице штифтами или приваривают (рис. 10, г). После закрепления венца зубья подвергают чистовой обработке. Трещины на ободе заваривают или устанавливают стяжные накладки, которые крепят болтами или другими крепежными деталями (рис. 10, д). После ремонта биение зубчатых колес по начальной окружности не должно превышать значений, приведенных в табл. 1 а торцовое биение не должно быть более 0,1—0,2 мм. Точность зубчатого зацепления в зависимости от пятна касания и бокового зазора Данные, Степень Модуль, характеризующие точности цилиндрическая коническая червячная мм зацепление передачи Пятно касания по 1—20 7 8 9 60 60 50 40 30 20 60 60 50 высоте зуба, % 65 50 Пятно касания по 1—20 7 8 9 Отдельные 60 50 40 65 50 35 длине зуба, % пятна Определяется Боковой зазор, мк 1—20 7 8 9 по ГОСТ ------------- -----------1643—56 СБОРКА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС Контроль радиального и торцового биения зубчатого колеса, смонтированного на валу, производят рейсмасом или индикатором непосредственно собираемом узле, уже установленном в подшипниках. Для проверки радиального биения по начальной окружности между зубьями колеса помещают контрольный ролик, на который устанавливают ножку индикатора и замечают положение его стрелки. Перекладывая контрольный ролик через три-четыре зуба, определяют разницу в показаниях индикатора, которая соответствует величине радиального биения по начальной окружности. Торцовое биение колеса проверяют индикатором. Сборку зубчатой передачи ведут в такой последовательности: устанавливают корпуса подшипников, затем проверяют прилегание шеек валов во вкладышах, для чего делают пробу на краску. Испытание зубчатых передач на холостом ходу. Зубчатые передачи неответственного назначения после установки их на основание испытывают на холостом ходу в течение 2—3 ч работы при максимальных числах оборотов. После этого проверяют работу зацепления. Если при работе образовались заусенцы, их удаляют шабером. Передачи ответственного назначения испытывают сначала на оборотах, составляющих 25% от номинального числа; затем число оборотов увеличивают до 50%, испытывают на этой скорости и доводят до номинальной. При указанном режиме зубчатая передача должна проработать на холостом ходу не менее 6—8 ч. Испытания зубчатых передач под нагрузкой. Испытания производятся на следующих режимах работы. Сначала зубчатая передача работает под нагрузкой, составляющей 25% от полной в течение 3 ч. Затем шабером удаляют появившиеся натиры (пятна), препятствующие нормальному контакту по длине зубьев. Нагрузку повышают до 50% от полной и проводят испытания в течение 3—4 ч, вновь сшабривают появившиеся натиры. Увеличивают нагрузку до 75% от полной и испытывают 4— 5 ч. Затем нагрузку доводят до полной и проводят испытания в течение 1—2 ч, выявляя посторонние шумы, осматривают подшипники и удаляют натиры шабером. Нормально работающая передача издает ровный жужжащий шум низкого тона. Обкатка и притирка зубчатых колес. Для улучшения эксплуатационных качеств зубчатых передач проводят их обкатку или притирку. Обкатке подвергают термически не обработанные зубчатые колеса, находящиеся в плотном зацеплении с эталонным закаленным зубчатым колесом. При этом зацепление смазывают смесью из керосина и машинного масла. Для устранения искажений в профиле зубьев термически обработанные зубчатые колеса шлифуют на зубошлифовальном станке или притирают в паре. В качестве притирочного материала применяют абразивы или пасту ГОИ, разведенную в смеси керосина с машинным маслом. Перед употреблением пасту ГОИ расплавляют в водяной ванне при температуре 60— 65° С. Расплавленную массу разводят керосином до консистенции сметаны. Применять обкатку в паре рекомендуется при нормальном межосевом расстоянии в корпусе редуктора после его сборки. При этом достигается реальная приработка зубьев. РЕМОНТ ДЕТАЛЕЙ ЗУБЧАТЫХ И ЦЕПНЫХ ПЕРЕДАЧ Поступающие в ремонт зубчатые колеса могут иметь следующие дефекты: - износ зубьев по рабочему профилю; - один или несколько сломанных зубьев; - одну или несколько трещин в венце, спице или ступице; - смятие поверхностей отверстия или шпоночной канавки в ступице; - смятие шлицев и закруглений торцов зубьев. Зубчатые колеса с изношенными зубьями, как правило, не восстанавливают, а заменяют новыми. Однако на небольших ремонтных базах, не оснащенных необходимым оборудованием, описанные ниже способы ремонта рекомендуются только для зубчатых колес большого диаметра. Колеса с износом зубьев по толщине, не выходящим за пределы допустимого (см. табл. 3), можно оставить в механизме, гак как они не ухудшают его работу. На рис. 76, а показано цилиндрическое зубчатое колесо с односторонним износом зубьев 2 у правого торца в результате многократного переключения шестерен. Ремонт состоит в том, что у колеса подрезают часть 3 (линия отреза показана на рисунке справа чертой), а с другой стороны, приваривают кольцо 1, точно соответствующее части 3. Затем кольцо устанавливают таким образом, что в переключении участвует левая (неизношенная) часть зубьев. Зубчатые колеса со сломанным или выкрошившимся зубом нельзя оставлять в механизме: это может привести к поломке зубьев сопряженных колес и к аварии сборочной единицы. Такое колесо в ответственных передачах нужно заменить другим — годным. В менее ответственных тихоходных передачах зубья больших колес с повреждениями экономически выгодно восстанавливать. Зубчатые колеса можно ремонтировать наплавкой изношенных зубьев или установкой зубчатых вкладышей, которые закрепляют винтами или сваркой (рис. 76, б), установкой ввертышей и др. Однако эти способы ремонта следует применять лишь в качестве временной меры в тихоходных неответственных механизмах. Обработка наплавленных зубьев достаточно сложна. Чтобы ее облегчить, наплавляют зубья средних и больших модулей с помощью пары медных шаблонов (рис. 76, в). Шаблоны, которые имеют форму впадин между зубьями зубчатого колеса, образуют боковые поверхности зуба. Для введения наплавки медные шаблоны скрепляют между собой планками 1 и прикрепляют к венцу колеса планками 2 так, чтобы они не мешали операции наплавки. Планки 2 можно заменить струбцинами или каким-нибудь другим устройством. Так как наплавляемый металл не приваривается к шаблонам вследствие высокой теплопроводности меди, шаблоны после наплавки легко вынимаются. Наплавка производится толстообмазанными электродами Э-ЗУ, Э-42, ОММ-5 и др. После наплавки колесу дают медленно остыть. Для этого все колесо или ту его часть, где наплавлен зуб, зарывают в горячий песок. Восстановление зубьев наплавкой целесообразно только в том случае, когда другие способы применить невозможно. Изношенные зубчатые колеса, ремонт которых признан нецелесообразным, нужно заменять новыми парами даже в тех случаях, когда одно колесо в заменяемой паре существенного износа не имеет. Это вызывается тем, что замена обоих сопрягаемых колес гарантирует лучшие условия зацепления, так как зубчатые колеса каждой данной пары, как правило, изготовляются одним и тем же инструментом на одном и том же станке; использование нового зубчатого колеса в сопряжении с оставшимся старым колесом нежелательно. Это объясняется тем, что зубья вновь изготовленного колеса не обеспечивают нормального контакта с уже приработанными зубьями, что обнаруживается по появлению повышенного шума в работе передачи. Однако в тех случаях, когда в сопряжении находятся большое или малое зубчатые колеса, причем большое во много раз превышает по размеру малое, не следует придерживаться приведенного выше правила. В таком зацеплении значительно быстрее изнашивается малое колесо, чем большое, а потому при ремонте достаточно заменить только малое колесо. Своевременная замена малого колеса предохраняет от износа зубья большого колеса, стоимость изготовления которого значительно выше стоимости малого. Как при ремонте, так и при замене зубчатых колес обязательно нужно установить, с каким углом зацепления нарезаны зубья данного колеса (это делают конструкторы отдела главного механика). Обычно угол зацепления 20°, иногда 15°. Два колеса, из которых одно имеет угол зацепления 15°, а другое 20°, в паре работать не могут. При ремонте и замене зубчатых колес необходимо также убедиться в том, что на посадочных поверхностях нет задиров, вмятин и других повреждений, препятствующих нормальной посадке колес на вал или на другие детали. Если такие повреждения имеются, их обязательно устраняют расточкой посадочного отверстия и постановкой переходной втулки, а при незначительных износах — зачисткой отверстия наждачной шкуркой. В цепных передачах (рис. 4, а) наибольшему износу подвергаются зубья звездочек и цепи. Звездочки ремонтируют способами, указанными для зубчатых колес. Сильно изношенные цепи заменяют новыми или вставляют отдельные звенья вместо поврежденных. СБОРКА ЗУБЧАТЫХ ПЕРЕДАЧ Технические требования на сборку зубчатых передач зависят от их назначения и заданной точности. Сборка зубчатых колес, работающих с большой частого: вращения и передающих значительные нагрузки, выполняется с более высокой точностью. В таких передачах даже небольшое превышение зазора между сцепляющимися зубьями колес против нормального ведет к сильным ударам, а значит, к быстрому износу зубьев, иногда к их поломке. Разумеется, в тихоходных и мало нагруженных передачах удары зубьев будут не столь ощутимы, поэтому здесь требования к точности могут быть менее строгими. Зубчатые колеса по точности изготовления их при ремонте должны отвечать тем же техническим условиям, которые установлены для зубчатых передач в новом оборудовании. Уcтaновлено 12-степеней точности для зубчатых передач. Известно, что степень точности характеризуется величиной допуска, выбираемой конструктором применительно к конкретным условиям работы зубчатых колес в комплекте или механизме. Прямозубые колеса, которые должны работать со скоростью выше 15 м/с, следует изготовлять по 5-й степени точности. Для прямозубых колес, работающих со скоростью до 10 м/с, установлена 7-я степень, до 6 м/с — 8-я степень и менее 1 м/с — 10-я степень точности. Хорошо изготовленные и правильно собранные зубчатые передачи работают плавно и бесшумно. В таких передачах зубчатые колеса имеют постоянный шаг, и зубчатый венец колес расположен строго перпендикулярно к их оси. У находящихся в зацеплении цилиндрических колес оси должны быть параллельны и межцентровое расстояние колес должно строго выдерживаться. Вследствие износа шеек валов, износа подшипников межцентровое расстояние изменяется, притом, как правило, в сторону увеличения. Поэтому при сборке нужно проверить это расстояние и, если оно отклонилось от номинального, восстановить его. На рис. 33 показаны два способа проверки межосевого расстояния А у колес редуктора: штангенциркулем 5 и штихмасом 2. Для замера в посадочных отверстиях корпуса 4 редуктора устанавливают контрольные оправки 1 и 3. К полученному размеру надо прибавить радиусы оправок, когда измерение ведется штихмасом, и от него надо вычесть величины радиусов оправок, если измерение выполняется штагенциркулем. Межосевое расстояние А удобно контролировать мерными плитками. Правильность зацепления цилиндрических зубчатых колес определяют при сборке мягким щупом или по краске. Щуп — свинцовая лента шириной, примерно равной высоте зубьев проверяемых колес. Толщина ленты 0,1—0.2 мм. Для проверки зацепления ленту закладывают между зубьями колес и колеса проворачивают. На ленте образуется оттиск, по которому и судят о правильности контакта зубьев. Величину зазора между зубьями определяют измерением толщины ленты в месте оттиска микрометром или штангенциркулем. Проверка зацепления цилиндрических колес на краску производится так. Зубья ведущего колеса покрывают тонким слоем краски, после чего это колесо несколько раз проворачивают; по отпечатку краски (пятну касания) на зубьях ведомого колеса судят о правильности зацепления (рис. 34, а—л). Пятно касания, свидетельствующее о правильном зацеплении, изображено на рис. 34, а; оно должно занимать 70—80% поверхности зуба. При сборке конических передач проверяют правильность зацепления и величину бокового зазора. Отпечаток краски при правильном зацеплении (рис. 34, ж) в пределах 6-й степени точности должен составлять 70% длины и высоты зуба, а в пределах 8-н степени точности — 50%. червяк несколько раз до получения отпечатков на зубьях колеса. Смещение отпечатка и искажение его формы указывают на следующие дефекты: погрешности корпусной детали (отклонение от перпендикулярности осей); погрешности зубчатых колес, неточность регулировки зацепления. При уменьшении угла между осями отверстий корпуса отпечаток смещается к пятке зуба (рис. 34, з), а при увеличении угла — к носку зуба (рис. 34, и). Смещение отпечатка к ножке зуба (рис. 34, л) указывает на недостаточный зазор в зацеплении, а смещение к вершине зуба (рис.34, л) — на чрезмерно большой зазор. При чрезмерно глубоком зацеплении зубья колес будут заклиниваться, а при недостаточно глубоком зуб будет ударяться о зуб, что может привести к поломкам. Этого можно избежать. В первом случае ведомое колесо удаляют от ведущего, а во втором ведомое колесо приближается к ведущему. СБОРКА ЧЕРВЯЧНЫХ ПЕРЕДАЧ При сборке червячных передач проверяют правильность зацепления червяка с червячным колесом. Для этого на винтовую поверхность червяка наносят тонкий слой краски, вводят червяк в зацепление с колесом и проворачивают червяк несколько раз до получения отпечатков на зубьях колеса. Если зацепление правильное, пятно касания размещается по центру колеса в направлении его вращения (рис. 35, а), занимая на поверхности зуба не менее 55% его высоты и 50% его длины в передачах 6-й степени точности, не менее 55% высоты зуба и 25% его длины в передачах 10-й степени точности. Смещение отпечатка (рис. 35, б, в) свидетельствует о неправильном зацеплении червяка с червячным колесом и о необходимости его регулирования. Если ось червяка оказывается вне средней плоскости сечения червячного колеса, сдвигают колесо вдоль его оси, подрезая при необходимости один из торцов колеса и устанавливая у другого торца компенсирующее кольцо. Собранную червячную пару подвергают испытанию в работе, при этом проверяют температуру нагрева червяка, колеса и подшипников, которая не должна превышать 40—45° С; легкость проворачивания элементов передачи; степень и характер шума, издаваемого работающей передачей. Шум должен быть как можно меньшим. Механизмы преобразования вращательного движения. Наиболее распространенными механизмами преобразования вращательного движения в прямолинейное являются знакомые нам по рис. 1 кривошипношатунный и по рис. 7, д - реечный, а также винтовой, эксцентриковый, кулисный, храповой и другие механизмы. Винтовые механизмы. Винтовые механизмы широко применяются в самых разнообразных машинах для преобразования вращательного движения в поступательное и, наоборот, поступательного во вращательное. Особенно часто винтовые механизмы применяются в станках для осуществления прямолинейного вспомогательного (подача) или установочного (подвод, отвод, зажатие) движения таких сборочных единиц, как столы, суппорты, каретки, шпиндельные бабки, головки и т. д. Винты, применяемые в этих механизмах, называются ходовыми. Часто также винтовой механизм служит для подъема грузов или вообще для передачи усилий. Примером такого применения винтового механизма является использование его в домкратах, винтовых стяжках и т. д. В этом случае винты будут называться грузовыми. Грузовые винты обычно работают с незначительными скоростями, но с большими усилиями по сравнению с ходовыми винтами. Основными деталями винтового механизма являются винт и гайка. Обычно в винтовых механизмах (передачах винт—гайка) движение передается от винта к гайке, т. е. вращательное движение винта преобразуется в поступательное движение гайки, например механизм поперечного перемещения суппорта токарного станка. Встречаются конструкции, когда движение передается от гайки к винту, и винтовые передачи, в которых вращение винта преобразуется в поступательное того же винта, при закрепленной неподвижно гайке. Примером такого механизма может служить винтовая передача верхней части стола (рис. 9, а) фрезерного станка. При вращении рукояткой 6 винта 1 в гайке 2, закрепленной винтом 3 в салазках 4 стола ,5, винт 1 начинает двигаться поступательно. Вместе с ним движется по направляющим салазок стол 5. Эксцентриковые и кулачковые механизмы Схема эксцентрикового механизма показана на рис. 9, б. Эксцентрик представляет собой круглый диск, ось которого смещена относительно оси вращения вала, несущего диск. Когда вал 2 вращается эксцентрик 1 воздействует на ролик 3, перемещая его и связанный с ним стержень 4 вверх. Вниз ролик возвращается пружиной 5. Таким образом, вращательное движение вала 2 преобразуется эксцентриковым механизмом в поступательное движение стержня 4. Кулачковые механизмы широко применяются в станках-автоматах и других машинах для осуществления автоматического цикла работы. Эти механизмы могут быть с дисковым цилиндрическим и торцовым кулачками. Показанный на рис. 9, в механизм представляет собой кулачок 1 с канавкой 2 сложной формы на торце, в которую помещен ролик 3, соединенный с ползуном 4 посредством стержня 5. В результате вращения кулачка 1 (на разных его участках) ползун 4 получает разную скорость прямолинейного возвратно-поступательного движения. Кулисный механизм На рис. 9, г представлена схема кулисного механизма, широко применяемого, например, в поперечно-строгальных и долбежных станках. С ползуном 1, на котором закреплен суппорт с режущим инструментом , шарнирно связана при помощи серьги 2 качающаяся влево и вправо деталь 4, называемая кулисой. Внизу кулиса соединена посредством шарнирного соединения 6, причем своим нижним концом она поворачивается около этой оси во время качаний. Качания кулисы происходят в результате поступательно-возвратных перемещений в ее пазу детали 5, называемой кулисным камнем и получающей движение от зубчатого колеса 3, с которым она соединена. Зубчатому колесу 3, называемому кулисной шестерней, вращение передается колесом, закрепленным на ведущем валу. Скорость вращательного движения кулисного колеса регулируется коробкой скоростей, связанной с электродвигателем. Длина хода ползуна зависит от того, в каком виде установлен на кулисной шестерне кулисный камень. Чем дальше от центра шестерни расположен кулисный камень, тем больше окружность, которую он описывает при вращении шестерни, и, следовательно, тем больше угол качания кулисы и длиннее ход ползуна. И наоборот, чем ближе к центру колеса установлен кулисный камень, тем меньше все перечисленные движения. Храповые механизмы Храповые механизмы позволяют в широком диапазоне изменять величину периодических перемещений рабочих органов машин. Типы и область применения храповых механизмов разнообразны. Храповой механизм (рис. 10) состоит из четырех основных звеньев: стойки 1, храповика (зубчатого колеса) 4, рычага 2 и детали 3 с выступом, которая носит название собачки. Храповик со скошенными в одну сторону зубьями насажен на ведомый вал механизма. На одной оси с валом шарнирно закреплен рычаг 2, поворачивающийся (качающейся) под действием приводной штанги 6. На рычаге также шарнирно укреплена собачка, выступ которой имеет форму, соответствующую впадине между зубьями храповика. Во время работы храпового механизма приходит в движение рычаг 2, Когда он движется вправо, собачка свободно скользит по закругленной части зуба храповика, затем она под действием своей силы тяжести или специальной пружины заскакивает во впадину и, упираясь в следующий зуб, толкает его вперед. В результате этого храповик, а с ним и ведомый вал поворачиваются. Обратный поворот храповика с ведомым валом при холостом ходе рычага с собачкой 3 предотвращается стопорной собачкой 5, шарнирно закрепленной на неподвижной оси и прижатой к храповику пружиной. Описанный механизм преобразует качательное движение рычага в прерывисто-вращательное движение ведомого вала. ТИПОВЫЕ ДЕТАЛИ, ПЕРЕДАЮЩИЕ ВРАЩАТЕЛЬНЫЕ ДВИЖЕНИЯ Наиболее характерными типовыми деталями, передающими вращательные движения в промышленном оборудовании, являются валы, оси, подшипники, муфты и др. Валы и оси. Вал – деталь машин, предназначенная для поддержания сидящих на нем деталей и передачи крутящего момента. При работе вал испытывает деформации кручения и изгиба, иногда – растяжения-сжатия. Ось – деталь машин и механизмов, служащая для поддержания вращающихся частей, но не передающая полезный крутящий момент, а, следовательно, не испытывает кручения. По конструкции валы делятся на прямые, коленчатые, шлицевые, валышестерни и др. Особую группу составляют гибкие валы. Валы могут быть гладкими или ступенчатыми. Образование ступеней связано с различной напряженностью посадок отдельных сечений, а также условиями изготовления и удобства сборки. Длинные валы могут состоять из отдельных частей, соединенных муфтами. Валы служат опорой для вращающихся деталей. По типу сечения валы и оси выполняют: сплошными и полыми. Полое сечение применяется для уменьшения массы или для размещения внутри других деталей. Валы широко применяются в механизмах и сборочных единицах машин. Вращающиеся части приводов машин — зубчатые колеса, диски, муфты, шкивы и т. п. в большинстве случаев устанавливаются на валах и осях, которые могут иметь различное расположение — горизонтальное, вертикальное, наклонное. Разница между валом и осью состоит в том, что вал вращается и передает усилие через закрепленные на нем детали другим деталям, которые с ними сопрягаются, тогда как ось, вращаясь или оставаясь неподвижной, только поддерживает сидящие на ней детали. Для передачи усилий валы соединяют с зубчатыми колесами, а также со шкивами посредством специальных деталей — шпонок, устанавливаемых частью на валу, частью в сопрягаемой детали, или при помощи шлицевых соединений. Сечение шпонок и шпоночных пазов в соединяемых деталях подбирается в зависимости от диаметра вала и характера сопряжения. Цапфами называют участки вала или оси, лежащие в опорах качения или скольжения. Цапфы в зависимости от их положения на валу делятся на шипы, шейки и пяты. Шип расположен на конце вала и воспринимает радиальную нагрузку. Шейка расположена в средней части вала, также воспринимает радиальную нагрузку и одновременно подвержена действию крутящего момента. Пята — торцовая часть вала или оси и воспринимает только осевые нагрузки. Валы и оси — ответственные детали машин. Опорные части палов очень тщательно обрабатываются для лучшего их сопряжения с соединяемыми деталями. Конструкция валов определяется способом крепления на них деталей, типом и размерами подшипников, которые для них будут служить опорой, технологическими условиями обработки и сборки. Во многих станках применяются шлицевые валы — с неглубокими продольными канавками на поверхности. Канавки чередуются с выступами — шлицами, которые могут быть прямоугольного, треугольного или фасонного профиля. Точно такие же шлицы делают в ступице, сопрягающейся с валом детали, которую можно перемещать по валу. Шлицевые соединения сложнее по устройству и изготовлению, чем шпоночные, зато они обеспечивают точное расположение детали на валу и позволяют передавать очень большие вращающие усилия при меньшем поперечном сечении вала, чем при соединении на шпонке, кроме того, они долговечны и износостойки ПОДШИПНИКИ Подшипниками называют опоры валов и осей, предназначенные для восприятия радиальных и осевых нагрузок. Радиальной нагрузкой называется усилие, действующее перпендикулярно оси вала. Осевой нагрузкой называется усилие, действующее вдоль оси вала. В зависимости от характера относительного перемещения деталей различают трение двух видов: трение скольжения и трение качения. При трении скольжения поверхность, линия или точка касания одной детали, перемещающейся по другой, остается все время неизменной. Это наблюдается, например, при перемещении поршня в цилиндре, движение каретки суппорта токарного станка по направляющим станины, при вычерчивании круга на плоскости острием циркуля и т. д. При трении качения детали перекатываются одна по другой без скольжения и поверхности их касаются друг друга только по линии или в одной точке, причем по мере перекатывания деталей линия или точка касания все время сменяется новой, что наблюдается, например, при качении катков по рельсам, перекатывании (без скольжения) зубьев колес в зубчатой передаче. При одинаковой конструкции парно сочлененных деталей и равной нагрузке на них сопротивление трения качения значительно меньше сопротивления трения скольжения и износ деталей, вызываемый работой силы трения качения, также меньше. Наиболее характерно проявление работы сил трения в подшипниках, неподвижных опорах, в которых вращаются шипы (цапфы) валов. По виду возникающего в них трения подшипники разделяются на подшипники скольжения и подшипники качения. Подшипники скольжения Эти детали называются так потому, что между вращающейся шейкой вала и неподвижной опорной внутренней поверхностью подшипников возникает трение скольжения. Первоначальный зазор между шейкой вала и посадочной поверхностью подшипника увеличивается по мере их износа. Скорость увеличения зазора зависит от конструкции подшипника. В промышленном оборудовании применяются подшипники скольжения разных конструкций. Они изготовляются главным образом из антифрикционных материалов, которые обеспечивают: - достаточную прочность и твердость как при нормальных температурах, так и при температурах наибольшего нагрева в процессе работы; - наименьшее трение, нагревание и износ; - легкую пришабриваемость и быструю прирабатываемость; - некоторую микропористость для сохранения смазки в период остановки вала (шпинделя); - легкость удаления маслом продуктов износа. В станкостроении подшипники в основном изготовляются из антифрикционных цветных сплавов двух типов: бронз оловянных и алюминиевых, а также баббитов. Подшипники скольжения можно разделить на две основные группы: неразъемные и разъемные. Неразъемные подшипники могут быть нерегулируемыми и регулируемыми. К первым обычно относятся втулки и посадочные места под валы в различных корпусах, а также в станинах. Здесь нельзя регулировать величину зазора между шейкой вала и поверхностью, на которую она опирается. В регулируемых подшипниках зазор можно поддерживать постоянным, несмотря на износ подшипника и шейки вала. Разъемные подшипники обычно состоят из двух половинок (полувтулок) или нескольких сегментов. Для подшипников скольжения характерны следующие недостатки: - большие потери передаваемой мощности вследствие трения; - неизбежность развития начального зазора между вкладышем и посадочным местом, специально образуемого для создания масляного слоя в пределах этого зазора; - значительная трудоемкость изготовления подшипников, расход цветных металлов и др. Достоинства подшипников скольжения: 1. Надежно работают в высокоскоростных приводах. 2. Способны воспринимать большие ударные и вибрационные нагрузки. 3. Бесшумность работы. 4. Сравнительно малые радиальные размеры. 5. Разъемные подшипники допускают установку на шейки коленчатых валов. 6. Простота конструкции. 7. Для тихоходных машин могут иметь весьма простую конструкцию. Недостатки подшипников скольжения: 1. В процессе работы требуют постоянного надзора из-за высоких требований к смазыванию и опасности перегрева; перерыв в подаче смазочного материала ведет к выходу из строя подшипника. 2. Имеют сравнительно большие осевые размеры. 3. Значительные потери на трение в период пуска и при несовершенной смазке. 4. Большой расход смазочного материала. Принцип работы подшипника скольжения: В подшипниках скольжения может быть полужидкостная и жидкостная смазка, переходящая последовательно одна в другую по мере возрастания угловой скорости вала от нуля до определенного значения. Вращающийся вал увлекает смазочный материал в клиновой зазор между цапфой и вкладышем и создает гидродинамическую подъемную силу, вследствие которой цапфа всплывает по мере увеличения скорости рис. 19. Рисунок 19. Положение цапфы в подшипнике в состоянии покоя а) и при вращении б). В период пуска, когда скорость скольжения мала, большая часть поверхности трения разделена тонкой масляной пленкой. При увеличении скорости цапфа всплывает и толщина смазывающего слоя увеличивается, но отдельные выступы трущихся поверхностей остаются не разделенными смазочным материалом. Смазка в этом случае будет полужидкостная. При дальнейшем возрастании угловой скорости и соблюдении определенных условий ( см. ниже) появляется сплошной устойчивый слой масла, полностью разделяющий шероховатости поверхностей трения. Возникает жидкостная смазка, при которой изнашивание и заедание отсутствуют. Материалы вкладышей. Материалы вкладышей подшипников должны иметь: 1. Достаточную износостойкость и высокую сопротивляемость заеданию в периоды отсутствия жидкостной смазки (пуск, торможение и др.). Изнашиванию должны подвергаться вкладыши, а не цапфа вала, так как замена вала значительно дороже вкладыша. Подшипник скольжения работает тем надежнее, чем выше твердость цапфы вала. Цапфы, как правило, закаливают. 2. Высокую сопротивляемость хрупкому разрушению при действии ударных нагрузок и достаточное сопротивление усталости. 3. Низкий коэффициент трения и высокую теплопроводность с малым расширением. Вкладыши выполняют из следующих материалов: 1) Бронзовые вкладыши широко используют при средних скоростях и больших нагрузках. Наилучшими антифрикционными свойствами обладают оловянные бронзы (БрО10Ф1, Бр05Ц5С5 и др.). Алюминиевые (БрАЭЖЗА и др.) и свинцовые (БрСЗО) бронзы вызывают повышенное изнашивание цапф валов, поэтому применяются в паре с закаленными цапфами. Свинцовые бронзы используют при знакопеременных ударных нагрузках. 2) Вкладыш с баббитовой заливкой применяют для ответственных подшипников при тяжелых и средних режимах работы (дизели, компрессоры и др.). Баббит является одним из лучших антифрикционных материалов для подшипников скольжения. Хорошо прирабатывается, стоек против заедания, но имеет невысокую прочность, поэтому баббит заливают лишь тонким слоем на рабочую поверхность стального, чугунного или бронзового вкладыша. Лучшими являются высокооловянные баббиты Б86, Б83. 3) Чугунные вкладыши без заливки применяют в неответственных тихоходных механизмах. Наибольшее применение получили антифрикционные чугуны АЧС-1 4) Металлокерамические вкладыши изготовляют прессованием и последующим спеканием порошков меди или железа с добавлением графита, олова или свинца. Особенностью этих материалов является большая пористость, которая используется для предварительного насыщения горячим маслом. Вкладыши, пропитанные маслом, могут долго работать без подвода смазочного материала. Их применяют в тихоходных механизмах в местах, труднодоступных для подвода масла. 5) Неметаллические материалы для вкладышей применяют антифрикционные самосмазывающие пластмассы (АСП), древеснослоистые пластики, твердые породы дерева, резину и др. Неметаллические материалы устойчивы против заедания, хорошо прирабатываются, могут работать при смазывании водой, что имеет существенное значение для подшипников гребных винтов, насосов, пищевых машин и т. п. В массовом производстве вкладыши штампуют из стальной ленты, на которую нанесен тонкий антифрикционный слой (оловянные и свинцовые бронзы, баббиты, фторопласт, нейлон и др.). Подшипники качения (рис. 11, а—г) широко применяют во всех отраслях машиностроения. Они представляют собой готовые сборочные единицы, основным элементом которых являются тела качения — шарики или ролики, установленные между кольцами и удерживаемые друг от друга на определенном расстоянии посредством сепаратора 4 (рис. 11, а). В процессе работы шарики 2 (или ролики) катятся по беговым дорожкам колец 1 и 5, одно из которых, как правило, размещают в механизме неподвижно. При трении качения потери передаваемой мощности значительно меньше, чем при трении скольжения, Радиально-упорные шарикоподшипники (рис. 11, г) предназначены для восприятия комбинированных нагрузок (одновременно действующих радиальных и осевых). Степень способности восприятия осевых нагрузок радиально-упорным шарикоподшипником зависит главным образом от угла контакта, который не превышает 40° (стандартные углы 12, 26, 40°). В подшипниках качения цапфа вала, как правило, опирается на поверхность внутреннего кольца и вращается вместе с ним относительно наружного кольца. Подшипники качения более износостойки, чем подшипники скольжения. Кроме того, они способны работать при разных скоростях без дополнительной регулировки, не нуждаются в большом количестве смазки, не требуют сложного ухода. Наконец, применение подшипников качения характеризуется наименьшими потерями мощности от трения в опорах. Слесари-ремонтники должны знать, какие подшипники в каких случаях применяются, каковы принципы их регулировки. В зависимости от характера нагрузок, воспринимаемых подшипниками качения, их разделяют в конструктивном отношении на три группы: радиальные шарико- и роликоподшипники, упорные шарико- и роликоподшипники, а также радиально-упорные ролико- и шарикоподшипники. Ролики по форме могут быть цилиндрическими, бочкообразными, коническими, игольчатыми или витыми. С целью уменьшения радиальных размеров подшипника в некоторых случаях кольца отсутствуют, а ролики 2 (рис. 12) катятся непосредственно по цапфе 3 и корпусу 1. Подшипники каждого из указанных видов делятся на одно-, двух-и многорядные. Однорядные шарико- и роликоподшипники показаны на рис. 11. Двухрядные шарико- и роликоподшипники состоят из тех же частей, что и однорядные, но внутреннее кольцо у них имеет две параллельные дорожки качения, а дорожка качения наружного кольца выполнена в форме сферы. Последним обусловливается название этих подшипников — сферическое. Благодаря сферической форме внутренней поверхности наружного кольца происходит свободная самоустановка подшипника при повышенной несоосности (перекос) гнезд подшипников для вала — в корпусной детали; этим предотвращается защемление шариков или роликов. В связи с этой особенностью сферических подшипников их называют также самоустанавливающимися. В обычных подшипниках качения перекосы вала не допускаются. Многорядные подшипники имеют несколько рядов шариков или роликов. Подшипникам качения дают условные обозначения, которыми характеризуются внутренний диаметр, серия, тип, конструктивные особенности и класс точности подшипника. Полное условное обозначение подшипников состоит из семи цифр. Значения цифр определяются занимаемыми местами в условном обозначении (справа налево). Из них первая и вторая указывают диаметр вала (внутренний диаметр подшипника или втулки), третья и седьмая — серию, четвертая — тип, пятая и шестая — конструктивные особенности. Маркировка подшипников качения цифрами и буквами на торцах колец. Две первые справа налево обозначают внутренний диаметр: 00-10мм.; 01-12мм.; 02- 15мм.; 03-17мм., диаметр остальных определяется умножением на коэффициент 5. Третья цифра обозначает серию подшипника: 1-особо лёгкая; 2-лёгкая; 3-средняя; 4-тяжёлая; 5-лёгкая широкая; 6-средняя широкая и т.д., Четвёртая цифра обозначает тип подшипника: 0 - радиальный, шариковый, однорядный; 1-радиальный, шариковый, сферический; 2-радиальный с короткими цилиндрическими роликами; 3-радиальный, роликовый, сферический; 4-радиальный, роликовый (с длинными роликами или игольчатый); 5-радиальный, роликовый (с витыми роликами); 6-радиальноупорный, шариковый; 7-роликовый, конический; 8-упорношариковый; 9-упорный, роликовый. Буквы обозначают класс точности подшипника: А-особо высокий; Н-нормальный; П-повышенного класса точности. Согласно ГОСТ 520—71 установлены пять классов точности, перечень которых дан в порядке ее повышения: 0, 6, 5, 4 и 2, где 0 — подшипник качения нормальной точности, 6 — повышенной, 5 — высокой, 4 — особо высокой, 2 — сверх высокой точности. Подшипники класса 0 применяются в механизмах различного оборудования, классов 6 и 5— в точных механизмах станков, в частности для точных шпинделей, а классов 4 и 2 — в особо точных механизмах, в частности для шпинделей прецизионных станков. Т очные подшипники не следует устанавливать там, где успешно могут работать подшипники класса 0. Чем точнее подшипники, тем выше их стоимость. На рис. 13 показан двухрядный роликоподшипник высокой точности. Он состоит из внутреннего 1 и наружного 4 колец, цилиндрических роликов 3 и сепаратора 2. Отверстие внутреннего кольца выполнено с конусностью 1 к 12, что позволяет монтировать подшипник на конической шейке вала. Наружная поверхность этого кольца снабжена бортиками, образующими две дорожки для точного направления коротких цилиндрических роликов. Ролики в обоих рядах укреплены в гнездах сепаратора; при этом один ряд сдвинут относительно другого на полшага, образуя шахматное расположение. Благодаря такому расположению, а также большому количеству роликов в подшипнике достигается наилучшее распределение внешней нагрузки. Наружное кольцо подшипника имеет одну общую цилиндрическую дорожку без бортов. Для облегчения сборки по краям дорожки сделаны скосы. Сопряжение подшипника с конусной шейкой шпинделя позволяет регулировать радиальный зазор осевым перемещением внутреннего кольца подшипника по конической поверхности шпинделя; при этом кольцо расширяется, уменьшая зазор между телами качения, повышает жесткость сборочной единицы. В описанных подшипниках устанавливают шпиндели точных и быстроходных станков. СОЕДИНИТЕЛЬНЫЕ МУФТЫ В механизмах промышленного оборудования используются различные соединительные муфты. Одни служат для соединения двух соосно расположенных валов или валов, близких к этому положению, другие муфты — фрикционные — предназначаются для соединения двух валов или соединения вала с посаженной на него деталью. Многодисковые фрикционные муфты применяют также для включения или выключения некоторых механизмов. Постоянные соединения валов получают при помощи жестких и упругих муфт. Жесткими втулочными муфтами соединяют соосно расположенные валы 1 и 4 при помощи втулки 5 и штифтов (рис. 14, а) или шпонок. Эти муфты компактны, дешевы, мало изнашиваются. Их, как правило, не ремонтируют, а после износа заменяют новыми. Упругие муфты допускают некоторое отклонение соединяемых валов от соосности, смягчают толчки и удары. Одна из простейших упругих муфт ( рис. 14, б.) Она состоит из полумуфт 5 и 6, причем в одной полумуфте закреплено четыре или шесть пальцев 7 с насаженными на них кольцами 8 — резиновыми, кожаными или из прорезиненной ткани. Кольца входят в отверстия второй полумуфты, и так как они обладают упругостью, то позволяют осям полумуфт несколько сместиться или перекоситься при работе. Пальцы крепят гайками 9. Жесткие некомпенсирующие (глухие) муфты позволяют соединять строго соосно расположенные валы. Жесткие компенсирующие муфты позволяют допускать небольшие отклонения взаимного расположения валов из-за неточности изготовления и монтажа. Жесткие подвижные муфты позволяют допускать значительные смещения или подвижность валов в продольном и поперечном направлениях. Упругие муфты позволяют рассеивать энергию и ослабляют толчки и удары. Для постоянного соединения валов в современных машинах широко применяются кулачково-дисковые (крестовые) самоцентрирующей муфты, являющиеся разновидностью упругих муфт. Такая муфта (рис. 14, в) состоит из двух полумуфт 10 и 12, имеющих по одному прямоугольному пазу на торце, и промежуточной детали 11. Эта деталь может быть в виде диска или кольца, на торцах которого взаимно перпендикулярно расположены два выступа 13. Своими выступами промежуточная деталь входит в пазы фланцев. Крестовыми муфтами можно соединить два вала при отклонении от соосности до 0,04 диаметра вала и угловым отклонением не более 0°30'. Детали этих муфт изготовляют из цементируемых сталей с последующей закалкой. Промежуточную деталь для малонагруженных муфт изготовляют из текстолита или древеснослоистых пластиков. Сцепная кулачковая муфта представлена на рис. 14, г. Ее полумуфта 14 закрепляется на валу неподвижно, полумуфту 16 соединяют с другим валом посредством шпонки. Для передачи движения от одного вала к другому нужно передвинуть полумуфту 16 в осевом направлении (при этом шпоночный паз 17 будет скользить по ее шпонке) и ввести в зацепление кулачки 15. Муфты этого типа обеспечивают надежное соединение валов. Кулачковые муфты имеют малые габариты, просты по конструкции, изготовление их обходится недорого. Недостаток этих муфт в том, что их включение на быстром ходу без определенных мер предосторожности сопровождается ударом, который может быть причиной аварии. Обгонные муфты широко используются в механизмах для передачи движения в одном направлении, они автоматически замыкаются при одном направлении вращения и размыкаются при противоположном. На рис. 14, д показана фрикционная обгонная муфта с роликами. Она состоит из обоймы 18 с гладкой цилиндрической внутренней поверхностью, роликов 19 и звездочки 20. Между обоймой и звездочкой образованы суживающиеся в одном направлении полости 21. Ролики выталкиваются толкателями 25 с пружинками 23 в суживающиеся части полостей При вращении звездочки по часовой стрелке под действием сил трения ролики заклиниваются и увлекают за собой обойму, закрепленную в механизме, например посредством шпонки 22. При вращении в обратном направлении, обойма обгоняет звездочку, выкатывает ролики в широкие части полостей и муфта размыкается. Детали обгонных муфт имеют высокую поверхностную твердость до HRC 50—60. Ролики изготовляют из стали ШХ15; звездочки, вкладыши 24 и обоймы — из стали 20Х или 40Х. Такие муфты изготовляют для валов диаметром 10-90 мм и для передачи моментов от 2,5 до 770 Н/м. Многодисковые фрикционные муфты образуют из двух или нескольких дисков, плотно прижатых друг к другу торцовыми поверхностями. При этом диаметры и количество дисков подбирают в зависимости от передаваемой мощности. Чем больше площадь контакта между дисками, тем больше передаваемая мощность. Представление о такой муфте дает, например, многодисковая фрикционная электромагнитная муфта (рис. 15), работающая за счет сил трения, возникающих под действием магнитного притяжения между деталями, связанными соответственно с ведущей и ведомыми частями. Привод этой муфты осуществляется через зубчатое колесо 7, насаженное на корпус 11. В последнем помещена электромагнитная катушка 4, один конец провода которой выведен на корпус, т. е. заземлен, а другой присоединен к контактному кольцу 6, изолированному от корпуса кольцом 12. Корпус 11 вместе с запрессованной втулкой 10 свободно вращается на ведомом валике 8 и удерживается от осевого перемещения кольцом 9, закрепленным стопорным винтом. Якорь 1 и диск 2 соединены с валиком при помощи шлицевого соединения и свободно перемещаются вдоль оси. Диски 3 имеют наружные выступы, которые свободно перемещаются по пазам обоймы 5, закрепленной на корпусе 11. Включают муфту подачей постоянного тока в обмотку катушки 4 через контактное кольцо 6. При этом под действием возникшего магнитного поля диски 2 и 3 зажимаются между якорем 1 и корпусом 11 и движение передается валику 8 и всему механизму. РЕМОНТ СОЕДИНИТЕЛЬНЫХ МУФТ, ПРИВОДОВ Муфты ремонтируются при износе посадочных отверстий методами, приводившимися выше для шкивов. При износе шлицевых пазов они могут быть исправлены обработкой, а шлицевые выступы на валах расширены за счет электровибрационной наплавки. При износе отверстий в жестких фланцевых и в упругих пальцевых муфтах их увеличивают обработкой, а. болты, пальцы, резиновые кольца заменяют новыми. В плавающих муфтах заменяют старую вставку новой. При необходимости выравнивают обработкой изношенные боковые поверхности кулаков. В крупных зубчатых муфтах износ боковых поверхностей зубьев можно компенсировать наплавкой каждого зуба с последующей их обработкой. Этот же метод может быть использован при ремонте зубчатых муфт сцепления, хотя для этих муфт он должен применяться в крайнем случае. Кулачковые муфты при износе кулаков могут быть восстановлены наплавкой с последующей обработкой. Полумуфты сцепления после ремонта следует пригнать одну к другой и проверить пару на включение. Муфта должна соединяться плавно, работать без стука, легко выключаться; кулаки должны плотно прилегать. Многодисковые муфты небольших размеров, используемые в металлорежущих станках, выходят из строя главным образом из-за износа дисков трения. Диски следует при ремонте заменять новыми, запасными. Допускается шлифование дисков по плоскости до исчезновения следов износа. В электромагнитных муфтах, которые все шире внедряются в оборудование, особенно металлорежущее, также из строя выходят в основном диски трения. Ремонт муфты осуществляется заменой дисков новыми. НАЗНАЧЕНИЕ РЕДУКТОРОВ Редуктор – это механизм, состоящий из зубчатых или червячных передач, заключённый в отдельный закрытый корпус и работающий в масляной ванне. Назначение редуктора – понижение частоты вращения и соответственно повышение вращающего момента ведомого вала по сравнению с валом ведущим. Редуктор состоит из корпуса (литого чугунного или сварного стального), в котором помещают элементы передачи – зубчатые колеса, валы, подшипники и т.д. Корпуса редукторов должны быть прочными и жесткими. Для удобства сборки корпуса редукторов выполняют разъемными. Опорами валов редуктора, как правило, являются подшипники качения. Смазывание передач редукторов осуществляется погружением в масляную ванну, подшипников – разбрызгиванием или пластичной смазкой. Редуктор проектируют для привода определенной машины. На кинематических схемах буквой Б обозначен входной (быстроходный) вал, буквой Т – выходной (тихоходный). Основная энергетическая характеристика редуктора – допускаемый вращающий момент Т на его ведомом валу при постоянной нагрузке. Основные типы редукторов. Тип редуктора определяется составом передач, порядком их размещения в направлении от ведущего – быстроходного вала к ведомому – тихоходному валу и положением колёс в пространстве. Редукторы классифицируют по следующим основным признакам: 1) по типу передачи – зубчатые, червячные, зубчато-червячные; 2) по числу ступеней – одноступенчатые, двухступенчатые, и т. д.; 3) по типу зубчатых колес – цилиндрические, конические, коническоцилиндрические и т.д.; 4) по относительному расположению валов в пространстве - горизонтальные, вертикальные. Исполнение редуктора определяется передаточным числом, формой концов валов и вариантом сборки. Цилиндрические редукторы получили широкое распространение в машиностроении благодаря широкому диапазону передаваемых мощностей, долговечности, простоте изготовления. Одноступенчатые цилиндрические редукторы горизонтальные рис. 20 и вертикальный рис.21 имеют, как правило, косозубое зацепление. Передаточное число таких редукторов u<8. Рисунок 20. Одноступенчатые цилиндрические редукторы горизонтальные. Рисунок 21. Одноступенчатый цилиндрический редукторы вертикальный. Двухступенчатые цилиндрические редукторы рис.22 – горизонтальный, рис. 23– вертикальный. Передаточное число u = 8…40 Рисунок 22. Двухступенчатый цилиндрический редуктор горизонтальный. Рисунок 23. Двухступенчатый цилиндрический редуктор вертикальный. Трёхступенчатые цилиндрические редукторы. Эти редукторы выполняют преимущественно на базе горизонтальной схемы. Диапазон передаточных чисел u = 31,5…180. Конические редукторы рис.24 применяют, когда необходимо передавать вращающий момент между валами со взаимно перпендикулярным расположением осей. Передаточное число таких редукторов u<=5 . ; Рисунок 24. Конические редукторы. Коническо-цилиндрические редукторы рис.25 независимо от числа ступеней и компоновки выполняют с быстроходной конической ступенью. Передаточное число u = 8…31,5. Рисунок 25. Коническо-цилиндрические редукторы. Червячные редукторы вследствие низкого КПД и меньшего ресурса, чем у зубчатых редукторов, не рекомендуется применять их в машинах непрерывного действия. Компоновочные возможности ограничены и сводятся к трём основным схемам редукторов: с нижним, верхним и боковым расположением червяка рис 26. Выбор схемы редуктора обычно диктуется удобством компоновки привода в целом. Диапазон передаточных чисел u = 8…80, рекомендуется u<=63 . Рисунок 26. Червячные редукторы. Червячно-цилиндрический двухступенчатый редуктор рис.27 имеет червячную быстроходную ступень и одну червячно-цилиндрическую или две червячноцилиндрические ступени с параметрами редуктора развёрнутой схемы. Редукторы имеют большое передаточное число и низкий уровень шума. Червяк обычно располагают внизу, что вызвано условиями смазывания зацепления, расположением подшипников червяка и условиями сборки. Рисунок 27. Червячно-цилиндрический двухступенчатый редуктор. Мотор-редукторы представляют собой агрегат, в котором объединены электродвигатель и редуктор. Это делается с целью уменьшения габаритов привода и улучшения его внешнего вида. Планетарные редукторы позволяют получить большое передаточное число при малых габаритах. По конструкции они сложнее вышеописанных редукторов. Наиболее распространен простой планетарный зубчатый редуктор рис. 28. Рисунок 28. Планетарный редуктор. РЕМОНТ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ РЕМОНТ РЕДУКТОРОВ Зубчатые и червячные передачи стараются монтировать в корпусы, придавая им конструкцию самостоятельных агрегатов — редукторов. В редукторах передачи работают в хороших условиях с нормальным сцеплением элементов передач. Зазоры корпуса редуктора уплотняются, чем создается герметичность, защищающая детали передачи от попадания пыли, влаги и т. д. Наличие масла в картерах, а в ряде случаев и в монтированных насосах, обеспечивает необходимую смазку элементов передачи. Редукторы нормализованы и изготовляются специализированными предприятиями. Наличие редукторов облегчает ремонт машин, так как при необходимости возможна замена запасным редуктором. Кроме того, монтаж редуктора проще, чем монтаж открытых зубчатых передач. Редукторы работают как реверсивные и как нереверсивные передачи. Примерно в тех же условиях работают зубчатые передачи в коробках скоростей, подач и в других механизмах. Эти передачи работают обычно как реверсивные. Не все передачи выполняются в виде редукторов. Крупнозубые зубчатые передачи в технологическом оборудовании часто выполняются открытыми и монтируются с опорами в кронштейнах или в гнездах приливов базовых деталей машин. Необходимость в ремонте зубчатых передач является следствием выхода из строя колес, опор, валов, шпоночных соединений или (в редукторах, коробках) узлов редуктора. Основные причины выхода из строя зубчатых колес: односторонний или двусторонний абразивный износ криволинейной поверхности зубьев вследствие истирания при работе; осповидный износ вследствие усталостного разрушения поверхностных слоев зубьев; поломка или выкрашивание зубьев вследствие усталостного разрушения, попадания посторонних предметов между зубьями, аварий; повреждение зубьев с торца, как результат многократного или неправильного ввода колеса в зацепление; трещины по ободу, ступице или спицам колеса как результат усталостных явлений или аварий; заедание как следствие высокого давления при отсутствии смазки. При капитальных и средних ремонтах зубчатые колеса с перечисленными дефектами как правило должны заменяться новыми. Надо стремиться заменять пару сцепляющихся между собой колес. Всегда лучше работают в паре колеса, обработанные на одном зубообрабатывающем станке и одним инструментом. Однако крупные колеса имеют высокую стоимость, и поэтому с целью удешевления ремонта можно сохранить большое колесо, не имеющее значительного износа, заменив меньшее, которое обычно изнашивается интенсивнее. При таком ремонте зубчатой передачи следует провести корригирование пары с тем, чтобы, сохранив большое колесо, вернуть ему качества нового. Существует много методов корригирования зубчатых передач. Наиболее часто применяется в ремонтной практике метод высотного корригирования, осуществляемого смещением режущего инструмента. Этот метод разрешает исправить большое колесо с помощью нормального зуборезного инструмента, сохранив при этом неизменным межцентровое расстояние между колесами, что важно при ремонте. При обработке большого колеса впадины зуба углубляются, а профиль его соответственно изменяется. При правильно выбранных параметрах обработка удаляет с зубьев колеса изношенный слой металла, в результате чего восстанавливается эвольвентный профиль зуба. Малое зубчатое колесо, изготовленное с соблюдением правил корригирования, нормально сцепляется и обкатывается с восстановленным большим колесом. Восстановление фактически сводится к уменьшению диаметра большого колеса и соответственному увеличению диаметра малого колеса (шестерни). С целью продления срока службы большого зубчатого колеса желательно при корригировании минимально уменьшить его диаметр, что позволяет повторить восстановление в будущем. Ремонт колес можно осуществить путем замены зубчатых венцов. При сборной конструкции колеса это легко осуществляется. Для точных колес венец должен быть посажен на ступицу в виде заготовки, а затем совместно обработан. Для цельных колес приведенное решение также осуществимо, если конструкция колеса позволяет заменить цельное колесо сборным. В червячных передачах колеса с зубчатыми венцами встречаются часто. Здесь ремонт приведенным методом широко распространен. Для червячных передач особо важно обточить заготовку венца перед нарезкой зубьев на ступице, так как червячные передачи очень чувствительны к неточностям обработки. В некоторых конструкциях встречаются конические зубчатые колеса, выполненные заодно с гайками. При выходе из строя одного элемента детали — колеса целесообразно изменить конструкцию детали, выполнив коническое колесо в виде венца, монтируемого на гайку. Методы исправления зубчатых колес, приведенные ниже, не являются технически полноценными и должны применяться главным образом при ликвидации аварий, текущих ремонтах и только в отдельных случаях при средних ремонтах. 1. При износе зубьев малого колеса и не слишком большом износе большого колеса может быть допущена замена одного малого колеса. 2. Изношенные колеса нереверсируемых передач можно перевернуть. Это может быть выполнено (если разрешает конструкция) вместе с валами или путем снятия колеса с вала и вторичной сборки соединения с перевернутым колесом. Иногда такое решение влечет за собой необходимость внести изменения в конструкцию колеса и узла: подрезать ступицу, подложить и прикрепить кольцо и др. Переворачивая колесо, выключают из работы изношенные профили зубьев. 3. Специфическим методом ремонта червячных передач является перемещение червяка вдоль оси. В некоторых червячных передачах, где важно не допускать люфта, червяки изготовляются с переменной толщиной нитки. Поэтому при его перемещении по оси в зацепление вступают утолщенные нитки, компенсирующие износ зубьев колеса. Иногда червяки изготовляются и с равномерным сечением нитки, но удлиненными, что позволяет при износе одной части винтовой поверхности нитки за счет смещения червяка вдоль оси вводить в работу пеизношенные участки. 4. При поломке отдельных зубьев крупных чугунных колес допускается доотливка дефектной части колеса жидким чугуном с последующей обработкой колеса по ободу и зубьям. Для стальных колес это же может быть осуществлено электродуговой или электрошлаковой заплавкой дефектного участка венца. 5. Наплавка зубьев применяется при ремонте стальных колес, у которых выломались отдельные зубья. Наплавку ведут электродами Э42, стремясь не перегревать колесо. Сварщик, наплавляющий зубья, должен иметь шаблон (на один зуб и на несколько), изготовленный по ненарушенному участку колеса. Сверяясь с шаблоном, сварщик обеспечивает минимальный припуск на обработку, которая в таких случаях производится на станке или вручную — рубкой, опиловкой, зачисткой абразивом. 6. Установка шпилек (ввертывание) производится в специально просверленные отверстия в ободе колеса на месте выломавшихся зубьев. Шпильки могут быть обварены, что создает более массивный зуб, а затем обработаны. В тяжелом прессовом оборудовании зубчатые колеса насаживаются на валы со значительным натягом. При этом часто применяется нагрев охватывающей детали, обеспечивающий осуществление необходимой посадки. При ремонте в силу разных причин ранее осуществленное сопряжение может оказаться нарушенным. Восстановление его возможно наращиванием шейки вала или отверстия в зубчатом колесе. Здесь часто применяется наплавка. При выборе поверхности для наплавки надо исходить из жесткости конструкции детали. Обычно наплавляют колесо, так как конструкция его позволяет в большинстве случаев не опасаться деформации от нагрева при сварке. Наплавка ведется валиками, накладываемыми параллельно оси восстанавливаемой поверхности, затем наплавленная поверхность обрабатывается. При этом восстанавливается необходимый натяг. Классификация соединений: Виды соединений: 1. По возможности относительного перемещения деталей: - подвижное; - неподвижное. 2. По сохранению целостности деталей: - разъёмное; - неразъёмное. 3. По форме спрягаемых поверхностей: плоское; цилиндрическое; коническое; винтовое; сферическое; профильное. 4. По методу образования, определяемого процессом получения соединения или конструкцией соединяющей детали: клёпанное, паяное, прессовое, шпоночное, клиновое и сварное, клееное, резьбовое, шлицевое. ПОНЯТИЕ О МЕТОДАХ СБОРКИ Сборка является весьма трудоемкой и ответственной частью процессов ремонта машин. Детали ремонтируемых машин в процессе сборки соединяются в соответствии с техническими условиями. Собранные сборочные единицы и детали машины должны обеспечить нормальное взаимодействие механизмов машины, ее мощность и производительность. Собирают механизмы в порядке, обратном разборке. Детали, снятые при разборке последними, устанавливают при сборке первыми. Сборка может быть выполнена методами полной взаимозаменяемости, выборочным, с применением компенсаторов и индивидуальной пригонки. Метод полной взаимозаменяемости характеризуется тем, что детали собирают без предварительной подгонки. При данном методе сборки характер посадки обеспечивается изготовлением сопрягаемых деталей с определенными допусками, причем иногда весьма жесткими. Этот метод широко используется при массовом изготовлении машин и не всегда экономически оправдывается при ремонте. Метод выборочной сборки заключается в том, что детали изготовляют с расширенными допусками, а перед сборкой сортируют на группы, с тем чтобы соединения соответствовали требуемым посадкам. Выборочный (групповой) метод широко применяется при сборке сборочных единиц поршневой группы палец—поршень, а также поршень — блок. Сборка с применением компенсаторов находит применение в единичном и серийном производстве. Компенсаторы используют в том случае, когда отклонения в размерах деталей вызывают в соединениях зазоры, превышающие допустимые, или положение деталей не соответствует чертежу. При эксплуатации машины вследствие износа деталей между сопрягаемыми трущимися поверхностями также образуются большие зазоры. В таких соединениях заранее предусматривают Компенсаторы: прокладки, кольца, втулки, клинья, прижимные планки, которыми регулируют величину зазоров и положение сборочных единиц. Метод сборки с индивидуальной пригонкой, а также с изготовлением деталей по месту довольно часто используется в единичном производстве и при ремонте машин: несогласованные размеры одной из соединяемых деталей изменяют слесарной или станочной обработкой. Обычно пригоняемой деталью является менее ценная, а деталью, определяющей для нее размер, более дорогостоящая или труднообрабатываемая. Новые машины и станки собирают из новых деталей и сборочных единиц, изготовленных по определенным чертежам с соблюдением определенных технологических процессов. Сборка ремонтируемого оборудования производится из деталей, отработавших определенное время и годных для дальнейшей эксплуатации; запасных частей, деталей, изготовленных по чертежам или по образцам и местам; восстановленных дополнительных деталей (компенсаторов). Сборка соединений с гарантированным натягом (прессовых). Подлежащие запрессовке детали нужно тщательно осмотреть, чтобы не допустить у них заостренных кромок со стороны запрессовываемого конца, забоин, царапин и других дефектов. Полностью годные детали промывают, затем у них смазывают маслом запрессовываемый конец, чтобы уменьшить трение при запрессовке. Запрессовка, в зависимости от требуемого усилия, производится вручную молотком или же механизированными приспособлениями. Вручную запрессовывают небольшие детали — шпонки, клинья, штифты. При этом пользуются медными или свинцовыми молотками, а также молотками из дерева твердых пород. Допускаются и стальные молотки, но при условии нанесения ими ударов через мягкую прокладку. При запрессовке деталей сначала наносят легкие удары, пока деталь не войдет в отверстие. Убедившись, что деталь вошла в отверстие без перекоса, увеличивают силу удара. Заканчивают запрессовку резким ударом, чтобы деталь плотно села на свое место. Для запрессовки небольших деталей удобны стальные молотки со вставным бойком из мягкого металла или пластмассы (рис. 27, а) При разборке и сборке соединений с гарантированным натягом (прессовых) часто пользуются выколотками. На рис. 27, б показана составная выколотка со стержнем из стали и сменным наконечником из мягкого металла. При запрессовке втулок молотками применяют различные оправки, в частности показанную на рис. 27, в. Центрирующий хвостовик оправки вводят во втулку. Удары наносят молотком по головке оправки. Запрессовку выполняют при помощи кольца из мягкого, т. е. незакаленного, металла. Механизированная запрессовка производится специальными приспособлениями или на прессах — ручных, гидравлических, пневматических. На рис. 28 показано приспособление для запрессовки втулки в зубчатое колесо. При пользовании приспособлением зубчатое колесо 6, сцентрированное по цилиндрическому пояску 7 оправки 3, устанавливают на плите 1. После этого запрессовываемую втулку 5 с надставкой 4 вводят в отверстие колеса. Ударами молотка, кувалды или при помощи пресса выполняют запрессовку. В ходе ее оправка все больше опускается вниз, сжимая своим пояском пружину 2, пока втулка не окажется полностью запрессованной в зубчатое колесо. При снятии колеса G плиты оправка с пояском под действием разжимающейся пружины 2 занимает исходное положение для запрессовки следующей втулки в другое зубчатое колесо. Более производительна работа на прессах, предназначенных для запрессовки относительно крупных деталей, например крупных пальцев, больших дисков и др. Чтобы избежать перекоса деталей, их запрессовывают сначала медленно и с небольшим усилием, в конце операции резко нажимают на деталь, обеспечивая этим плотную посадку ее на место. Соединение деталей с гарантированным натягом создается сборкой, с нагревом охватывающей детали или охлаждением охватываемой. Таким образом, получают прессовые посадки. Этот способ основан на явлении расширения деталей под влиянием нагрева и уменьшения их объема при охлаждении. В соединениях, выполненных по этому способу, создаются натяги в два раза большие, чем в обычных прессовых соединениях, а прочность повышается в три раза. Происходит это потому, что в данном случае неровности сопрягаемых поверхностей не сглаживаются, а как бы сцепляются, увеличивая прочность соединения. Такое соединение не требует дополнительного крепления. Нагрев производится в кипящей воде или в масле с температурой 110—120°С в нагревательных печах или горнах, газовыми горелками или электрическим током. Охлаждают детали в жидком воздухе, в жидком кислороде или сжиженном азоте, а также в твердой углекислоте (сухой лед). При охлаждении указанными жидкостями достигается разность температур 200—215°С, а твердой углекислотой — до 100°С. Соединения с гарантированным натягом наряду с преимуществами имеют и недостатки, одним из которых является необходимость приложения значительных усилий при распрессовке соединения, особенно при больших поверхностях сопряжения. Второй недостаток - повреждения сопрягаемых поверхностей, возникающие в процессе разборки, в связи с чем прочность соединения после повторной посадки значительно снижается. Нередки случаи, когда соединение не поддается распрессовке и тогда приходится разрушать одну из сопрягаемых деталей или полностью заменять соединение новым. Сборка деталей с нагревом или охлаждением требует очень строгого соблюдения правил техники безопасности. Эти правила указывают на необходимость осторожного обращения с нагревательными и охлаждающими устройствами. Нельзя плотно закрывать отверстия сосудов со сжиженными газами: создается прямая опасность взрыва. Холодильник с остатками сжиженного газа хранят в специальном помещении. Рабочие, занятые на работах, в которых используются сжиженные газы, должны быть до начала работ проинструктированы по вопросам техники безопасности. Они, в частности, должны знать, что ткань, пропитанная жидким кислородом, приобретает взрывчатые свойства. СБОРКА ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ Шпоночные и шлицевые соединения служат для передачи усилий соединяемых деталей (валов, шкивов, зубчатых колес и др.). Сечение шпонок, шпоночных пазов и шлицев в соединяемых деталях подбирается в зависимости от диаметра вала и характера сопряжения. Шпоночные соединения (рис. 26, а, б, в) отличаются большой простотой, удобством сборки и разборки. Однако их главный недостаток заключается в том, что шпоночные пазы ослабляют сечение деталей и уменьшают жесткость при кручении, что нередко приводит к разрушению деталей соединения. Шлицевые соединения (рис. 26, г, д) обеспечивают большую прочность, так как вал меньше ослабляется шлицами, чем гнездами под шпонки. Призматические шпонки (см. рис. 26, а) используются в неподвижном и подвижном соединениях. Их закладывают в шпоночные пазы так, чтобы между верхней гранью шпонки и дном канавки насаживаемой детали был зазор. Так как крутящий момент передается боковыми гранями шпонки, ее запрессовывают с гарантированным натягом по боковым сторонам канавки. Направляющими шпонками называют призматические, когда их используют в подвижном соединении. В этом случае призматическую шпонку устанавливают с менее плотной посадкой, но с дополнительным креплением в пазу винта, а в пазу перемещаемых деталей (зубчатые колеса, муфты и др.) делают более свободную посадку. Клиновая шпонка (рис. 26,б) представляет собой клин с уклоном 1/100. Шпонка запрессовывается между соединяемыми деталями. Сложность пригонки таких шпонок состоит в том, что угол наклона паза посаженной на вал детали должен совпадать с углом наклона шпонки. Пригонку выполняют припиливанием и пришабриванием по месту с проверкой на краску, для чего шпонку несколько раз устанавливают на место и определяют по отпечаткам краски участки, с которых снимают слой металла. При этом добиваются равномерного расположения пятен по всей поверхности с обеих сторон клина. Сегментная шпонка (рис. 26, е) передает крутящий момент через боковые стороны. Основным достоинством этого соединения является простота и дешевизна изготовления сегментных шпонок и пазов. Шлицевые соединения образуются выступами и впадинами вала и ступицы по всей окружности сопряжения, направленными вдоль оси. Они предназначены для передачи больших крутящих моментов. В этом соединении вал почти не ослаблен, потому что впадины выполняются неглубокими. Профили шлицев разделяют на прямобочные, эвольвентные и треугольные. Самый распространенный — прямобочный, но применяют также шлицы с эвольвентным профилем, обеспечивающим лучшее центрирование деталей. Треугольные шлицы используют только при небольших нагрузках. При сборке шлицевых соединений, как правило, не должно быть никаких слесарнопригоночных операций, потому что после механической обработки деталей таких соединений должна быть обеспечена полная их совместимость. Шлицевые соединения могут быть подвижными и нeпoдвижными и различают их по трем видам посадки: по внутреннему диаметру (см. рис. 26, г), по наружному диаметру (см. рис. 26, д) и по боковым граням шлицев (на рисунке не показано). Посадка по боковым граням шлицев применяется при условии, когда точность центрирования не имеет большого значения (карданное соединение в автомобилях, станках и др.). Посадка по наружному диаметру шлицев обеспечивает высокую точность центрирования. Относительно простая в изготовлении, она применяется при условии, когда совмещаемые охватывающие детали не обладают высокой твердостью, так как они обрабатываются протяжками. Посадка по внутреннему диаметру обеспечивает высокую точность центрирования, но сложна в изготовлении. Главное достоинство этого способа в том, что совмещаемые детали могут быть высокой твердости, обеспечивающей большую долговечность соединения при подвижных посадках. Подвижные шлицевые соединения при сборке проверяют на биение и люфт (качку), неподвижные — только на биение. СБОРКА НЕПОДВИЖНЫХ РАЗЪЕМНЫХ СОЕДИНЕНИЙ При сборке механизмов и машин ряд деталей соединяют между собой, образуя неразъемные или разъемные соединения. Неразъемные соединения получают сваркой, прессовкой, склеиванием, паянием, клепкой. При этом разборка сборочной единицы возможна лишь при разрушении крепления или самих деталей. Разъемные соединения — это резьбовые, шпоночные, шлицевые и другие соединения, которые можно разбирать без их повреждения и разрушения. Основными резьбовыми соединениями являются соединения болтами, винтами и шпильками. Болтовое соединение применяют для скрепления соединяемых де талей при помощи болта и гайки (рис. 24, а). Соединение винтами отличается от болтового тем, что винт ввинчивают в резьбовое отверстие детали (рис. 24, б), гайка отсутствует. Соединение шпильками (рис. 24, б) применяется в условиях частой разборки соединяемых деталей или при невозможности по конструктивным особенностям применить другое крепление. Сначала шпильку ввинчивают в деталь при помощи шпильковерта или при помощи двух законтренных гаек на одном конце шпильки (рис. 25, а), затем закрепляют соединение гайкой. При закреплении гаек, болтов и винтов длина рукоятки гаечного ключа не должна превышать 15D, где D — диаметр резьбы в миллиметрах. Указанная длина обеспечивает нормальную затяжку и исключает возможные срывы резьбы. При сборке резьбового соединения сначала завинчивают гайку или винт без ключа до легкого соприкоснования их опорной поверхности с закрепляемой деталью, но без качания. Слишком большое качание (в резьбе) может привести к срыву резьбы при затяжке соединения. После этого производят завинчивание ключом до отказа. При сборке резьбовых соединений необходимо соблюдать следующие технические требования: болты и гайки нужно подбирать так, чтобы их головки были одинакового размера; резьбовые концы болтов и шпилек должны выступать из гайки не более чем на 2—3 нитки и иметь правильную форму; нельзя применять винты с поврежденными шлицами и поврежденной резьбой; шайбы под болты одинакового размера должны также иметь одинаковые диаметр и толщину; стопорение соединений с целью предотвратить самоотвинчивание болтов, винтов и гаек должно производиться правильно выбранными способами и средствами. Эти способы рассматриваются ниже. Стопорение контргайкой (рис. 25, а). На основную гайку навинчивают дополнительную (контргайку), которую затягивают до отказа, при этом нижнюю гайку придерживают гаечным ключом; таким образом, создают добавочное трение между резьбой болта или шпильки и резьбой гаек. Данный способ не устраняет полностью возможности самоотвинчивания. Стопорение шплинтом (рис. 25, б) применяется в ответственных соединениях и в быстроходных машинах. Стопорение пружинными шайбами (рис. 24, а, в) Эти шайбы благодаря своей упругости создают в резьбовом соединении натяг. При первом еще малозаметном движении самоотвинчи-вания шайба острыми кромками прорези врезается в тело детали и в Тело гайки, препятствуя дальнейшему самоотвинчиванию. Недожатой этих шайб в том, что они часто ломаются. Стопорение специальными средствами. На рис. 25, в и г показано стопорение при помощи специальных шайб, а на рис. 25, д — специальным замком. Стопорепие проволокой применяют для парных болтов и целых групп. При стопорении проволокой необходимо следить за тем, чтобы натяжение проволоки было направлено в направлении затяжки винтов. Для сборки резьбовых соединений подготавливают сопрягающиеся поверхности соединяемых деталей. В ряде случаев необходимо плотно пригонять сопрягаемые поверхности припиловкой, шабровкой и даже притиркой. Для повышения герметичности соединения плоскости разъема смазывают специальным герметиком, образующим тонкую пленку, не пропускающую масло. В отдельных случаях (если предусмотрено конструкцией) устанавливают специальные прокладки из бумаги, картона, паранита и других материалов. При сборке болтовых соединений сначала завинчивают все винты или гайки до полного прикосновения с поверхностями детали, затем слегка затягивают и только в третий раз делают полную затяжку. Затяжку выполняют крест-накрест также в три приема, а при круглых деталях крепление осуществляют от центра к периферии. При сборке резьбовых соединений для фиксации соединяемых деталей применяют конические и цилиндрические штифты. Отверстия под штифты сверлят после того, как собираемые детали выверены одна относительно другой и закреплены. В соединении ставят не менее двух штифтов, их следует располагать в самых удаленных один от другого местах соединения. При соединении деталей прямоугольной формы контрольные штифты следует располагать по диагонали. Отверстия под контрольные штифты сверлят одновременно через соединенные детали, оставляя припуск на развертывание, величина которого зависит от типа штифта. После подготовки отверстий штифты забивают на место ударами молотка через подкладку из мягкого металла.