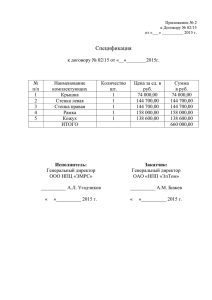
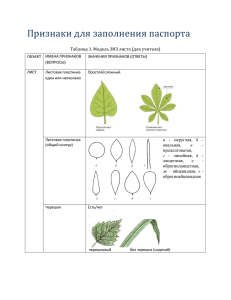
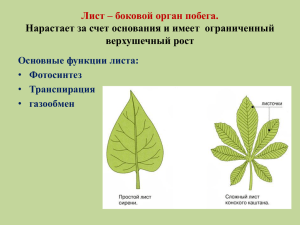
АННОТАЦИЯ Выпускная квалификационная «Конструирование нервюры работа бакалавра стабилизатора на тему: среднемагистрального пассажирского самолета»,. В рамках проведения ВКРБ выполненаследующая работа: разработка конструкции нервюры, обоснование выбора материала для изготовления конструкции, разработан укрупненный процесс создания узлов конструкции нервюрыи дальнейшая сборка конструкции. Работа состоит из трех разделов: Раздел 1. Общие сведения о нервюре. –из ТТХ самолета-аналога, были взяты исходные данные для разработки конструкции нервюры стабилизатора среднемагистрального пассажирского самолета. Раздел 2. Разработка конструкции нервюры. Конструкционный анализ и проведение прочностного расчета нервюры – выбор конструкции, соединений, выбор материалов и полуфабрикатов. Проведение проверочного прочностного расчета. Раздел 3. Разработка укрупненного технологического процесса изготовления нервюры – описание технологического процесса изготовления деталей и узлов конструкции и их сборки.Так же представлена схема безплазовой увязки оснастки. 1 СОДЕРЖАНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗУЕМЫХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ И СОКРАЩЕНИЙ .......................................................................................................... 5 ВВЕДЕНИЕ .................................................................................................................. 6 1.Технический обзор ................................................................................................... 7 1.1 Описание самолёта - аналога ............................................................................ 7 1.2 Нервюра, назначение, нагрузки, виды конструкций ................................... 12 2. РАЗРАБОТКА КОНСТРУКЦИИ НЕРВЮРЫ ................................................... 17 2.1 Выбор типа конструкции ............................................................................... 17 2.2 Выбор материалов и полуфабрикатов ........................................................... 21 2.3 Выбор соединений ........................................................................................... 24 2.4 Расчет на прочность ......................................................................................... 33 3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ПРОЕКТИРУЕМОЙ НЕРВЮРЫ ................................................................................................................. 38 3.1 Укрупненный технологический процесс изготовления деталей нервюры 38 3.2 Бесплазовая увязка оснастки в цифре при изготовлении деталей нервюры ..................................................................................................................................... 41 3.3 Укрупненный технологический процесс сборки нервюры .......................... 42 ЗАКЛЮЧЕНИЕ ......................................................................................................... 44 ЛИТЕРАТУРА ........................................................................................................... 45 ПРИЛОЖЕНИЕ ......................................................................................................... 57 2 ПЕРЕЧЕНЬ ИСПОЛЬЗУЕМЫХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ И СОКРАЩЕНИЙ ВПП – Взлётно-посадочная полоса; СУР – Системы управления рулями; АСШУ – Автоматизированная система штурвального управления; ВСУП – Вычислительной системы управления полётом; КВС– Командир воздушного судна; ВСУ – Вспомогательная силовая установка; БЭСП – Базовый элемент сборочного приспособления; КФО – Координатно – фиксирующее отверстие; СО – Сборочное отверстие; ТЭМ – Теоретическая электронная модель; ФБ – Форм-блок; ЭМ – Электронная модель; ЧПУ – Числовое программное управление. 3 ВВЕДЕНИЕ Задачей данной дипломной работы является разработка конструкции нервюры стабилизатора среднемагистрального пассажирского самолета, описание изготовления деталей, которые необходимы при сборке и описание сборки данной конструкции. Ещё одна из целей работы – это определение и обоснования выбора материала конструкции и предоставление ее прочностных характеристик. Проектированиенервюры стабилизатора самолета обуславливает постановку четких требований к содержанию и выполнению каждого раздела проекта. Проектирование конструкции включает этап разработки технической и конструкторской документации, которая должна обеспечивать возможность изготовления конструкции на производстве с требуемой точностью для дальнейшей эксплуатации в заданных условиях и требованием качества. 4 1.Технический обзор 1.1 Описание самолёта – аналога Рис.1 Самолет Ту-214. Пассажирский самолет Ту-214 (первоначальное название Ту-204-200) представляет собой усовершенствованную версию самолета Ту-204-100с увеличенной взлетной массой и повышенной дальностью полета, при этом самолет сертифицирован как самостоятельный тип Ту-214, что подтверждено сертификатом типа №СТ196-Ту-214 от 29 декабря 2000 года, выданным Авиарегистром МАК. Самолет ТУ-214 представляет собой моноплан нормальной схемы со стреловидным низкорасположенным крылом и горизонтальным оперением, 5 расположенным на фюзеляже. Два двигателя ПС-9О расположены на пилонах под крылом. Самолет предназначен для перевозки пассажиров, почты и грузов на магистральных воздушных трассах средней дальности, на внутренних и международных линиях с аэродромов, имеющих искусственно покрытие. Кабина экипажа рассчитана н размещение двух пилотов и бортового инженера. Предусмотрено также дополнительное боковое кресло для лоцмана или проверяющего. Состав оборудования кабины и его размещение позволяют обеспечить выполнение полета летным экипажем из двух пилотов при соответствующей и подготовке. Данный самолёт относится к классу среднемагистральных воздушных судов, относящихся к семейству самолетов типа Ту-204. Этот самолет был предназначен для перевозки около 210 пассажиров в одноклассовой компоновки и 180 соответственно в двуколосковой, а так же багажа, почты и грузов на магистральных, внутренних и международных трассах. На концах крыла установлены специально спрофилированные аэродинамические поверхности (винглеты) – которые служат для увеличения эффективного размаха крыла, снижают индуктивное сопротивление, создаваемое срывающимся с конца крыла вихрем и, как следствие, увеличивая подъёмную силу на конце крыла, а также повышают топливную экономичность воздушного судна. У самолёта имеется сильная механизацией крыла – двухщелевые закрылки с большим откатом и предкрылками по всему размаху крыла. Эффективность торможения автоматическим отклонением самолета на пробеге обеспечивается интерцепторов. Благодаря этому самолет можетвзлетать с коротких ВПП. В данном самолёте использовано много оригинальных технических решений. 6 Система управления самолетом электродистанционная, имеет четыре контура: основной электродистанционный с цифровыми вычислителями; резервный электродистанционный с аналоговыми вычислителями; аварийный электродистанционный; аварийный механический. Перемещение рулевых поверхностей осуществляется гидравлическими приводами системы управления рулями (СУР). На самолётах семейства Ту204/214 установлена разработанная с участием ЦАГИавтоматизированная система штурвального управления (АСШУ), входящая в систему управления рулями. Обеспечивая стабильность характеристик управляемости, система управления повышает безопасность полёта и существенно облегчает работу экипажа. Комплекс СУР с АСШУ выполняет следующие функции: обеспечение заданных характеристик устойчивости и стабилизатором в управляемости; автоматическая балансировка самолёта продольном канале; защита от выхода за эксплуатационные ограничения (по углу атаки, перегрузке, углу крена, скорости); ограничение отклонения руля высоты и руля направления по режимам полёта; автоматическое управление по сигналам вычислительной системы управления полётом (ВСУП). На ВС традиционные штурвальные колонки уступили место Y-образным мини штурвалам, от которых осуществляется управление самолетом по тангажу и крену. Управление ВС по курсу осуществляется от педалей. Конструктивно 7 мини штурвал и педали объединены в пост управления на местах КВС и второго пилота и обеспечивают размещение внутренней проводки управления в минимальных габаритах. Посты управления механически связаны друг с другом. На случай заклинивания предусмотрена возможность рассоединения механической проводки между постами управления рукояткой «РАСЦЕП» с выбором приоритета управления электродистанционных контуров АСШУ с рабочего места КВС или второго пилота, т.е. левого или правого лётчика. Система управления также обеспечивает алгоритмическую защиту от касания хвостом полосы, а также в случае отказа двигателя автоматически отклоняет руль направления для парирования разворачивающего момента. Добавлена замкнутая система охлаждения радиоэлектронного оборудования для исключения попадания пыли и влаги. Система подачи топлива, обеспечивает раздельное питание каждого двигателя, работу ВСУ и перекачку топлива из крыльевых топливных баков в килевой бак и обратно, работает в автоматическом режиме по сигналам цифрового комплекса топливоизмерения, определения массы и центровки самолета. Основные характеристики самолёта Ту-214 размещены в таблице1. 8 Таблица 1. Основные характеристики самолёта Ту-214 Характеристика Значения Длина 46.1 м Размах крыла 42 м Высота 13,9 м Площадь крыла 182,4 м2 Макс. Взлетный вес 110750 кг Вес пустого 59000 кг Макс. Дальность полета 6500 км Макс. Крейсерская скорость 820 км/ч Потолок (макс. высота полета) 12500 м Двигатели ПС-90А х2 Длина разбега 2050 м Длина пробега 2000 м 9 Рис. 2 Эскиз самолета 10 Таблица 2. Основные параметры стабилизатора самолёта Ту-214 Геометрические данные стабилизатора: Полуразмах Значение Размерность 7,5 м 11 Корневая хорда 4,35 м Концевая хорда 1,5 м 1.2 Нервюра, назначение, нагрузки, виды конструкций Рис. 4 3D модель нервюры. Нервю́ра(лат. Nervus) элемент - поперечного силового набора каркаса крыла, оперения и др. частей летательного аппарата. Нервюры закрепляются на продольном силовом наборе (лонжероны, кромки, стрингеры), к ним крепиться обшивка. Главным назначением нервюр является - обеспечение поперечной жесткости крыла, придает ему форму и восприятие местной воздушной Нагрузки на нервюру В местах устанавливаются приложения усиленные больших нервюры. сосредоточенных Усиленные нервюры нагрузок помимо сохранения аэродинамического контура и восприятия воздушной нагрузки предназначены для восприятия больших сосредоточенных нагрузок от шасси, двигательных установок, баков, узлов подвески элеронов и закрылков 12 Нервюра представляет собой тонкостенную балку, способную воспринимать нагрузку в своей плоскости. Нагрузкой для нервюр является распределенная по поверхности крыла воздушная нагрузка и силы от прикрепленных к нервюре агрегатов Рис. 5 Эпюры действующих сил на нервюру 13 Рис. 6 Эпюры действующих сил на крыло Величина воздушной нагрузки определяется по эпюре погонных нагрузок простым выделением нагрузки с соответствующей площади (рис. 6). 𝑍𝑛+∆𝑍 𝑃В = ∫ 𝑞𝑑𝑧 𝑍𝑛 Или приближенно 𝑃𝐵 = 𝑞𝑛+𝑞𝑛+1 ∙ ∆𝑧 2 Распределение нагрузки вдоль хорды, а также по верхней и нижней поверхностям нервюры определяется нормами прочности. Нагрузки от агрегатов прикладываются в соответствующих узлах. Рис. 7 Сечение нервюры крыла Специфика расчета нервюры заключается в необходимости вычисления опорных реакций по всему контуру нервюры. После переноса всех действующих на нервюру усилий в центр жесткости получаем следующие усилия: 14 Qyн – суммарное усилие сдвига в вертикальном направлении; Qxн – суммарное усилие сдвига в горизонтальном направлении; Mzн – крутящий момент относительно центра жесткости. Поскольку расчет нервюр производится после расчета крыла, то реакции сечения на нагрузку можно получить простым пересчетом внутренних погонных сил крыла на новую нагрузку Рис. 8 Эпюра распределения действующих сил на нервюру Если перерезывающая сила в данном сечении крыла Qyкрвызывает в обшивке потоки касательных усилий qyкр, то потоки реакций в контуре будут равны: 𝑞ун = −𝑞укр ∙ 𝑄ун 𝑄укр 15 Аналогично в направлении оси X :𝑞хн = −𝑞хкр и для кручения:𝑞𝑧н = −𝑞𝑧кр 𝑄хн 𝑄хкр 𝑀𝑧н 𝑀𝑧кр Виды конструкций а – фермерная нервюра в – балочная нервюра с – балочно-фермерная нервюра Рис. 9 Виды конструкций нервюр 16 2. РАЗРАБОТКА КОНСТРУКЦИИ НЕРВЮРЫ 2.1 Выбор типа конструкции Ри с. 10 Спроект ированн ая констру кция неврюры 17 Рис.11 Компоновка проектируемой нервюры Стойка Стойки предназначены для крепления нервюр к лонжерону, уменьшения свободного участка стенки для повышения критического напряжения при сдвиге, противодействия сближению поясов лонжерона при потере устойчивости стенки. Чаще всего делаются из Г-образного прессованного профиля. Расположены по всей длине стенки, имеют отверстия для заклепочных соединений. Рис.12 Стойка. 18 Пояс верхний и пояс нижний Пояса нервюры необходимы для крепления обшивки и восприятия изгибающего момента. При воздействии подъемной силы нижний пояс работает на растяжение, верхний на сжатие. Изготавливаются из профилей Рис.13 Пояс верхний и пояс нижний. Стенка Стенка необходима для соединения верхнего и нижнего поясов нервюры и восприятия перерезывающей силы. Работает на сдвиг. Является основной частью нервюры и служит каркасом. Рис.14 Стенка. 19 Торцевой компенсатор Торцевые компенсаторы – служат для крепления нервюры в местах стыков с лонжеронами и для компенсации неточности сборки. Рис.15 передний торцевой компенсатор. 20 Рис.16 задний торцевой компенсатор. 2.2 Выбор материалов и полуфабрикатов Материалы, применяемые в самолетостроении -алюминиевые сплавы, титановые сплавы, сталь Алюминиевые сплавы: 1. Деформированные сплавы (Д16, В95) 2. Свариваемые алюминиевые сплавы (АМ26, АМЦ) 3. Литейные и ковочные сплавы (АК-6, АЛ8) Титановые сплавы: Высоко-нагружаемые конструкции с высокими требованиями к массе Термонагруженные конструкции Детали в композиционных конструкциях Сталь: Область применения – высоконагружаемые и термонагружаемые конструкции Группы сталей: 1. Углеродистые стали (Сталь-3,5,10) 2. Конструкционные стали (Сталь-45 - она подвергается закалке, для прочности) 3. Конструкционная легированная сталь (30ХГСА – подвергается закалке) 4. Инструментальная сталь (P18, У6, У8, У10) 5. Жаропрочная сталь (50МВТЮР – ДЛЯ ДВИГАТЕЛЕЙ) 6. Коррозийно-стойкая сталь(12Х18Н10Т) 21 При выборе материала учитываются его механические свойства, химические теплофизические, плотность, стоимость, технологичность. Алюминиевые сплавы являются основным материалом, использующийся в авиастроении, так как они отличаются хорошей удельной прочностью, высокой технологичностью. Из всех алюминиевых сплавов, больше всего нам подходит Д16чт. Классификация - алюминиевый деформируемый сплав Х и ми ч е с к и й с о с та в в % м а те р и а л а Д1 6 ГОСТ 4784 - 97 Fe Si Mn Cr Ti Al Cu Mg Zn Примесей до 0.5 до 0.5 0.3 0.9 до 0.1 до 0.15 90.9 94.7 3.8 4.9 1.2 1.8 до 0.25 прочие, каждая 0.05; Ti+Zr< всего 0.15 0.2 - Таблица.3 хим. Состав Д16 Примечание: Al - основа; процентное содержание Al приблизительно В добавок к Д16, можно отнести Д16ч. Он в свою очередь с более жесткими пределами по примесям и изготовляется по более жестким технологическим параметрам. Для упрочнения – используют закалку. Для изготовления конструкций самолёта, обычно используется сплав Д16чт, применяемый в естественно состаренном состоянии Т, а температура эксплуатации сплава Д16чт ограничена 80°С из-за снижения коррозионной стойкости в случае нагревов при более высоких температурах. 22 Таблица 4. Материалы и полуфабрикаты, из которых будут производиться заготовки деталей конструкции Элемент Вид используемого Вид используемого конструкции полуфабриката полуфабриката Стойка Прессованный профиль Д16чт Прессованный профиль Д16чт Лист Д16чт Прессованный профиль Д16чт Пояс верхний и пояс нижний Стенка Торцевые компенсатор 23 2.3 Выбор соединений Существуют 2 вида соединений: 1. Разъемные соединения (болтовые, винтовые) используют для скрепления элементов конструкции, которые можно разобрать или которые при работе могут иметь относительное смещение. 2. Неразъемные соединения (клепка, сварка, пайка, клеевые соединения) соответственно используют для скрепления элементов конструкции, которые не разбираются и не имеют смещения. Соединение деталей, узлов, панелей и агрегатов самолетов при сборке производится различными способами. Опираясь на опыт в соединении нервюр аналогов, используем заклепочные соединения. Заклепочные соединения - наиболее распространенный вид соединений в современном самолетостроении. Хорошо работают на все виды нагрузок (срез, растяжение, смятие). Различают два типа заклепочных швов – потайные и непотайные. Потайная клепка используется при креплении обшивки к каркасу. Непотайная клепка используется при соединении деталей каркаса. Плюсы заклепочных соединений: Простота и надежность Хорошая работа на все виды нагрузок Возможность соединения любых материалов Минусы заклепочных соединений: Утяжеление конструкции Не герметичность конструкции (проведение доп. работ. Как следствие – увеличивается трудоемкость) 24 Зависимость качества ручной клепки от умения рабочего Расчет и конструирование заклепочных соединений Имея толщину δ листа или склепываемой детали, определяемую из общего расчета конструкции рациональным соотношением размеров: диаметра заклепки d, шага заклепок tи расстояния от края в зависимости от толщины склепываемых деталей e. Силу срезающая односрезную клепку получаем по формуле: 𝜋 ∙ 𝑑2 Pср = ∙ τэк 4 где τэк - расчетное напряжение среза заклепки. Силу смятия листа или заклепки получаем по формуле: Pсм = 𝑑 ∙ 𝛿 ∙ σсм , где σсм - расчетное напряжение смятия листа (или заклепки). Так как в уравнение среза входит лишь одно неизвестное – d заклепки, то расчет на прочность следует начинать с этого уравнения. Рациональное соотношения диаметра заклепки к толщине листа (d/δ) Из условия равнопрочности по срезу и смятию (Pср= Pсм) для односрезной заклепки получим: 𝑑 4 𝜎см = ∙ 𝛿 𝜋 𝜏эк Для выбранного мной листа Д16чт расчетное напряжение смятия σсм = 520 Мпа; 25 принимая для заклепки τэк = 260 Мпа, для односрезной заклепки получим: 𝑑 = 2,67 𝛿 Для двухсрезной заклепки сила среза: 2𝜋 ∙ 𝑑 2 Pср = ∙ τэк 4 Из условия равнопрочности получим 𝑑 𝛿 = 1,33 Расстояние от края листа Рассматривая срез листа , получим: 𝑑 Pср.л = 2 ∙ (𝑒 − ) ∙ 𝛿𝜏л ,где: 2 Рср.л. – сила среза листа; e – длина линии среза; 𝝉л - расчетное напряжение среза листа. Приравнивая выражения из условия равнопрочности среза листа и среза заклепки, получим: 𝑑 𝜋𝑑 2 τэк 𝑒= + ∙ 2 8𝛿 𝜏л Для листа из материала Д16чт при, 𝜎см = 520 Мпа; 𝜏л = 260 – получим 𝑒 𝑑 = 1,33 Шаг заклепки Сила, срезающая лист на длине шага: 𝑃ср.л. = (𝑡 − 𝑑) ∙ 𝛿 ∙ 𝜏в Из условия равнопрочности листа на смятие и срез: 26 𝑡 𝜎см = 1+ 𝑑 𝜏в Для нашего листа Д16чт, при 𝜎см = 1,5 𝜎в и 𝜏в = 0,65𝜎в Получаем : 𝑡 𝑑 =5 В проектируемой нервюре существует 4 вида операций сопряжений с заклепочными соединениями 1) Стойка + стенка; 2) Стенка + пояс; 3) Стенка + пояс + компенсатор; 4) Стенка + пояс + стойка. Расчет 1. Вид операций с заклепочными соединениями Стойка + стенка 𝛿стенки = 1,5 мм 𝛿стойки = 1 мм 𝑒 𝑑 = 1,33 – расстояние от края листа 𝛿пакета = 𝛿стенки + 𝛿стойки 𝛿пакета = 1,5 + 1 = 2,5 мм Отсюда 𝑑 = 2 ∙ 2,5 = 5 мм – диаметр заклепки; Получаем 𝑡 = 5 ∙ 4 = 20 мм −шаг заклепок; 𝑒 = 4 ∙ 1,33 = 5,3 мм − расстояние от края листа. 27 Расчет 2вида. Операция с заклепочными соединениями Стенка + пояс 𝛿стенки = 1,5 мм 𝛿пояс = 1 мм 𝑒 𝑑 = 1,33 – расстояние от края листа 𝛿пакета = 𝛿стенки + 𝛿пояс 𝛿пакета = 1,5 + 1 = 2,5 мм отсюда 𝑑 = 2 ∙ 2,5 = 5 мм – диаметр заклепки; Получаем 𝑡 = 5 ∙ 4 = 20 мм −шаг заклепок; 𝑒 = 4 ∙ 1,33 = 5,3 мм −расстояние от края листа. Расчет 3 вида. Операция с заклепочными соединениями Стенка + пояс + компенсатор 𝛿стенки = 1,5 мм 𝛿пояса = 1 мм 𝛿компенсатора = 1 мм 𝛿пакета = 𝛿стенки + 𝛿пояса + 𝛿компенсатора 𝛿пакета = 1,5 + 1 + 1 = 3,5 мм отсюда 𝑑 = 2 ∙ 3,5 = 7 мм – диаметр заклепки; 𝑡 = 15 ∙ 5 = 55 мм −шаг заклепок; 𝑒 = 11 ∙ 2 = 22 мм −расстояние от края листа; 28 Высота борта пояса 24 мм, диаметр d = 7 мм слишком велик, поэтомуберется d = 5 мм, шаг заклепки и расстояние для данного диаметра: 𝑡 = 5 ∙ 4 = 20 мм −шаг заклепок; 𝑒 = 4 ∙ 1,33 = 5,3 мм −расстояние от края листа. Расчет 4. Операция с заклепочными соединениями Стенка + пояс + стойка 𝛿стенки = 1,5 мм 𝛿пояса = 1 мм 𝛿компенсатора = 1мм 𝛿пакета = 𝛿стенки + 𝛿пояса + 𝛿компенсатора 𝛿пакета = 1,5 + 1 + 1 = 3,5 мм Отсюдаследует𝑑 = 2 ∙ 3,5 = 7 мм – диаметр заклепки; 𝑡 = 15 ∙ 5 = 55 мм −шаг заклепок; 𝑒 = 11 ∙ 2 = 22 мм −расстояние от края листа; Так как высота борта пояса 24 мм, диаметр d = 7 мм слишком велик, и поэтому принимаетсяd = 5 мм, шаг заклепки и расстояние для данного диаметра: 𝑡 = 5 ∙ 4 = 20 мм −шаг заклепок; 𝑒 = 4 ∙ 1,33 = 5,3 мм −расстояние от края листа. Для удобства, все данные о заклепочных соединениях приведены в таблице 5. 29 Операция заклепочного соединения Диаметр заклепки,d Шаг Рассто заклепок,t яние от края листа , e 1 Стойка + стенка 5 мм 20 мм 5,3 мм 2 Стенка + пояс 5мм 20 мм 5,3 мм 3 Стенка 5 мм 20 мм 5,3 мм 5 мм 20 мм 5,3 мм . . . + пояс + компенсатор 4 Стенка + пояс + стойка . Таблица5. 30 2.4 Расчёт на прочность Для упрощения расчетов на прочность, все результаты вычислений сведены к коэффициентам запаса прочности для выявления недостатков и перегруза конструкции. Касательные напряжения по обшивке стабилизатора в стенке нервюры и её поясах, определены по методу конечного элемента. Вычисления выполнены на расчётный случай «Манёвр», как самый быстроменяющийся случай динамики полета самолета по углам атаки и моментам тангажаmz, с задним центром давлений с применением выбранного материала Д16чт. Произведем прочностной расчет нервюры по этапам: 1) Крепление поясов к стенке 2) Пояс 3) Крепление обшивки с поясами 4) Стенка Крепление поясов к стенке Расчет идет в системе си (Система измерений) потому что q = 5,15 Н/м² – давление скоростного потока d = 0,004 м – диаметр заклёпок t = 0,02 м – шаг заклёпок 31 𝑃𝑞 = q ∙ 2 = 1030 Н Рсреззакл = 2300 Н σв = 480 МПа - предел прочности для данного материала 𝜎смят = 1,5 ∙ 𝜎в = 1,5 ∙ 480 = 720 МПа Рсмят = 𝜎смят ∙ 𝑑 ∙ 𝛿 = 72 ∙ 106 ∙ 0,004 ∙ 0,0015 = 4320 Н Т.к. усилие по разрезу (Pсрез ∙ 2) меньше чем усилие по смятию (Pсмят ∙ 2), выбираем наименьшее значение: η= Рразр 2300 = = 2,3 > 1 Р 1030 Пояс a = 0,02 м b = 0,02 м с = 0,042 м δ = 0,001 м – толщина профиля Fпроф – площадь профиля Pmax = 480 кг – усилие сжатия Fпроф = δ ∙ c + δ ∙ a = 0,001 ∙ 0,042 + 0,002 ∙ 0,02 = 41 ∙ 10−6 м2 32 Рис. 17 Сечение профиля пояса 𝛔сопр = 𝐏𝐦𝐚𝐱 𝐅проф = 𝟒𝟖𝟎 𝟎.𝟎𝟎𝟎𝟎𝟒𝟏 = 𝟏𝟏. 𝟕𝟎𝟕 МПа – напряжение сопротивления К – эффективный коэффициент концентрации напряжений сжатия 1 √К = 1,56 – найдено по графику критических значений 𝑏 1 2,2 ∙ = ∙ 1,56 = 171,6 𝛿 √𝐾 0,02 σкр = 85,2 МПа -найдено по графику критических напряжений сжатия η= σкр 85,2 = = 2,19 > 1 𝜎 38,77 Крепление обшивки с поясами d = 0,005 м – диаметр болтов t = 0,04 м – шаг стрингеров qmax = 5,15 Н/м² – давление скоростного потока qобшивки = 4 Н/м2 b = 0,001 м – толщина ребра жесткости Р = q ∙ t = 3120 Н – усилие на оба болта σсмят = 1,5 ∙ σв = 346,1 МПа 33 Pсмят = σсмят ∙ d ∙ δ = 346,1 ∙ 0,005 ∙ 0,001 = 1730,5 Н Pсмят ∙ 2 = 3461 Н – усилие на два болта 𝑃среза = 3111 Н – усилие на один болт 𝑃среза ∙ 2 = 6222Н – усилие на два болта Т.к. усилие по смятию (Pсмят ∙ 2) меньше чем усилие по срезу (Pсрез ∙ 2), выбираем наименьшее значение: η= Рсмят ∙ 2 6222 = =2>1 Р 3111 Стенка t = 0,11 м – шаг стоек δ = 0,001 м – толщина стенки D = 0,004 м – нормализованныйдиаметр отверстий q – давление скоростного потока h – высота стоек l – высота отверстий σсд – напряжение сдвига σосл – напряжение ослабления 34 Рис. 18 Схема нагрузки на стенку 𝜎осл = 𝑞 𝑡 ℎ−𝐷 ∙ ∙ 𝛿 𝑡 − 0,7 ∙ 𝐷 ℎ − 𝑙 𝜎сд = η= τосл τпр 𝑞 𝛿 - запас прочности Все данные по нагрузкам на стенку в таблице 6. Рис. 19 Схема расположений стрингеров и лонжеронов Стенка σ осл, № зоны q, Н/м² h, м l, м η IIлнж - 3стр 1,8 0,22 0,17 31,3 1,82 >1 3стр - 6стр 0,9 0,26 0,15 14,42 1,17 >1 МПа 35 6стр - 11стр 0,8 0,3 0,23 14,91 2,29 >1 11стр – Iлнж 0,5 0,28 0,21 8,48 2,30 >1 11стр - Iлнж 0,3 0,27 0,19 8,47 2,30 >1 Таблица 6. Расчёт стенки на прочность 3.ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ПРОЕКТИРУЕМОЙ НЕРВЮРЫ Укрупненные технологические процессы изготовления деталей нервюры Изготовление стенки Вид полуфабриката:ЛистД𝟏𝟔чТ АМ 𝟐 × 𝟏𝟐𝟎𝟎 × 𝟑𝟎𝟎𝟎 ОСТ 𝟏 𝟗𝟎𝟐𝟒𝟔 − 𝟕𝟕 1.Получить заготовки нужной формы путем отрезания полуфабриката при помощи гидроабразивного станка 2.Пресс штамповка резиной – штамповать заготовку 3.Сверлить отверстия по СО – станок сверлильный ЧПУ рис. 20 Отверстия под СО Технологический процесс изготовления стойки: 36 1.Полученить заготовки – дисковой пилой 2.Фрезеровать полученную заготовку по ЭМ, фрезерным ЧПУ станком; 3.Сверлить по 2 отверстия под заклёпочные соединения (СО) по электронному макету (см. рис. 21); 4.Контролировать размеры. рис. 21 Стойка под СО Технологический процесс изготовления верхнего пояса: 1.Получить заготовки – дисковой пилой 2.Гибка заготовки по радиусу, указанному в электронном макете. На профилегибочном станке ЧПУ 3.Фрезеровать заготовку- на фрезерном станке ЧПУ 4.Сверлить 2 отверстия под заклёпочные соединенияСО. На сверлильном станке ЧПУ (см. рис. 22); 5.Контролировать размеры. Рис.22 верхний пояс под СО Технологический процесс изготовления нижнего пояса: 1.Получить заготовки – дисковой пилой 37 2.Гибка заготовки по радиусу, указанному в электронном макете. На профилегибочном станке ЧПУ 3.Фрезеровать заготовку- на фрезерном станке ЧПУ 4.Сверлить 2 отверстия под заклёпочные соединенияСО. На сверлильном станке ЧПУ (см. рис. 23); 5.Контролировать размеры Рис.23 нижний пояс под СО Технологический процесс изготовления торцевого компенсатора: 1.Получить заготовки - дисковой пилой 2.Согнуть профиль заготовки под угол, указанный в электронном макете. Гидравлическим прессом с приспособлением для малковки 3.Контролировать размеры. . 38 39 3.2 Бесплазовая увязка оснастки в цифре при изготовлении деталей нервюрыРис.24 Схема увязки нервюры 3.3 Укрупненный технологический процесс сборки нервюры 40 Сборка – процесс установки деталей в требуемое положение и соединения их средствами, заданными в чертежах. Задача сборки – реализация пространственной и силовой взаимосвязи элементов конструкции, чтобы получить изделие требуемой формы и качества. Пространственная взаимосвязь определяется положением элементов относительно друг друга и базовых осей координат. Силовая взаимосвязь определяется видом и конструктивным выполнением соединений. В общем случае процесс сборки включает: 1. Подготовка деталей к сборке - контроль и доработка деталей. 2. Установка деталей в положение сборки - перемещение элементов к месту сборки, ориентация их относительно друг друга, подгонка и сопряжение по сборочным базам (базирование- БЭСП, СО, КФО). 3. Фиксация элементов - предотвращение смещения элементов из положения сборки под действием возмущающих нагрузок. 4. Соединение деталей - клепка, сварка, склеивание, постановка болтов. 5. Дефиксация изделия - освобождение изделия от прижимов, фиксаторов. 6. Контроль - контроль геометрических параметров (формы и размеров), контроль физических параметров (качество соединений, герметичность, вес балансировка) 7. Доработка изделия- устранение дефектов сборки, подготовка изделия к последующим этапам производственного процесса. Порядок сборки нервюры: 41 1)Проконтролировать детали поступающие на сборку 2)Подготовить детали поступающие на сборку 3)Подготовить сборочное приспособление 4)Установить пояса нервюры по БЭСП 5)Закрепить пояса фиксаторами 6)Установить стенку нервюры на пояса по 4 СО 7)Закрепить стенки контрольными винтами 8)Установка стоек на стенку по 18 СО 9)Закрепление стоек контрольными винтами 10)Установить торцевые стабилизаторы на стенку по 4 СО 11)Сверлить по 30 НО стенки (WESTER BM-10) 12)Клепать пневматическим молотом (КМП-24) 13)Контролировать точность обводов и качества соединений 14)Вынуть сборочной единицы из приспособления ЗАКЛЮЧЕНИЕ 42 В заключении данной выпускной дипломной работы можно отметить, следующее:была разработана конструкция нервюры стабилизатора среднемагистрального пассажирского самолета (самолет-аналог ТУ-214); Была создана 3d-модель нервюры в программе SiemensNX 10. В ходе работы описаны критерии материалов и их соединений, сборка конструкции нервюры и изготовление деталей. Представлена схема бесплазовой увязки оснастки для обеспечения заданных требований по точности и прочности. Данная работа была выполнена в соответствии с выданным заданием. ЛИТЕРАТУРА 43 1. Гимельфарб А.Л. «Основы конструирования в самолетостроении» 1980г. Ред. А. В. Кожина. –2-е изд., перераб. и доп. –М.: Машиностроение, 1980. 2. Житомирский Г.И. Конструкция самолетов: Учебник для студентов авиационных специальностей вузов.– 3-е изд., перераб. и доп. – М.: Машиностроение, 2005. 3. Абибов А.Л., Бирюков Н.М., Бойцов В.В. Технология самолетостроения / Под ред. А.Л. Абибова. - М.: Машиностроение, 1970. 4. Александров В.Г., Базанов Б.И. Справочник по авиационным материалами технологии их применения / Под ред. В.Г. Александрова - М.: Транспорт,1979. 5. Волхонский А.Е. Строительная механика самолета / А.Е. Волхонский. – М.: МАТИ им. К. Э. Циолковского, 2004. 6. Белецкий В.М., Кривов Г.А. Алюминиевые сплавы: справочник 7. Торенбик Э. Проектирование дозвуковых самолетов.Машиностроение, 1983 8. Проектирование самолетов: Учебник для вузов/ С. М. Егер, В. Ф. Мишин, Н. К. Лисейцев и др. Под ред. С. М. Егера. — 3-е изд., перераб. и доп. — М.: Машиностроение, 1983. 9. Фабрикант Н.Я - руководство по выполнению лабораторных работ по аэродинамике, Учебное пособие МАТИ 1984г. 40стр 44