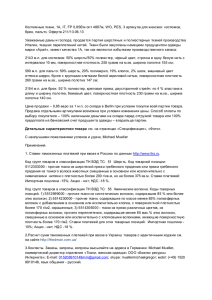
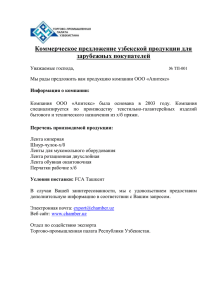
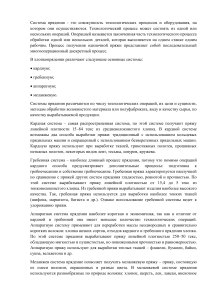
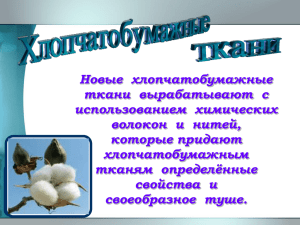
СОДЕРЖАНИЕ 1.Прядильное производство......……………………………………………………..3 2Ткацкое производство………………………………………………………..……28 3.Трикотажное производство..…………………………………………………..…33 4.Обувное производство……………………………………………………………39 5.Задачи……………………………………………………………...………………45 Cписок использованной литературы…………………………………..…………..46 1. Прядильное производство. Классификация систем прядения хлопка и их назначение. Цели и сущность основных процессов прядильного производства. Виды получаемой пряжи и их особенности. Система прядения - это совокупность технологических процессов и оборудования, на котором они осуществляются. Технологический процесс может состоять из одной или нескольких операций. Операцией называется законченная часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном станке одним рабочим. Процесс получения одиночной пряжи представляет собой последовательный многооперационный дискретный процесс. В хлопкопрядении различают следующие 4 основные системы: кардную (традиционную и сокращенную); гребенную; аппаратную; меланжевую. Системы прядения различаются по числу технологических операций, их цели и сущности, методам обработки волокнистого материала или полуфабриката, виду и качеству сырья, по качеству вырабатываемой продукции. Кардная система – самая распространенная система, по этой системе получают пряжу линейной плотности 15–84 текс из средневолокнистого хлопка. В кардной системе возможны два способа выработки пряжи: традиционный с использованием кольцевых прядильных машин и сокращенный с использованием безверетенных прядильных машин. Кардную пряжу используют при выработке тканей, трикотажных полотен, прошивных нетканых полотен, некоторых видов лент, тесьмы, шнуров, кружева. Гребенная система – наиболее длинный процесс прядения, потому что помимо операций кардного способа предусматривает дополнительные процессы: подготовка к гребнечесанию и собственно гребнечесание. Гребенная пряжа характеризуется наилучшей по сравнению с пряжей других систем прядения гладкостью, ровнотой и прочностью. По этой системе вырабатывают пряжу линейной плотностью от 15,4 до 5 текс из тонковолокнистого хлопка. Из гребенной пряжи вырабатывают изделия наиболее высокого качества. Так, гребенная пряжа используется для выработки наиболее тонких тканей (шифона, маркизета, батиста и др.). Однако использование гребенной системы ведет к удорожанию пряжи. Аппаратная система прядения наиболее короткая и экономичная, так как в отличие от кардной и гребенной она имеет меньшее количество технологических операций. Аппаратную систему применяют для переработки массы неоднородных и сравнительно коротких волокон: хлопка низких сортов, отходов кардного и гребенного прядения хлопка. По этой системе прядения вырабатывают пряжу линейной плотностью 250–50 текс, обладающую мягкостью и пушистостью, но пониженными прочностью и равномерностью. Аппаратную пряжу используют для выработки теплых тканей – фланели, бумазеи, байки, сукна, вельветона и др. Меланжевая система прядение позволяет получить меланжевую пряжу – пряжу, состоящую из смеси волокон, окрашенных в разные цвета. В меланжевой системе прядения используются разнообразные по природе волокна: хлопок, шерсть, лен, лавсан, вискозное волокно и др. Смешивание разноокрашенных волокон может быть произведено на всех стадиях прядильного производства: с помощью питателей-смесителей, на трепальной, ленточной, ровничной и прядильной машинах. Меланжевую пряжу используют для изготовления одежных и костюмно-платьевых тканей разнообразного ассортимента: трико костюмное меланжевое, вельветон меланжевый и др. Технологические операции, которые включают в себя основные системы хлопкопрядения: Кардная система Гребенная система Разрыхление и трепание Разрыхление и трепание Холст Холст Чесание (кардное) Чесание (кардное) Лента Лента Аппаратная система Разрыхление и трепание Волокнистая масса Расщипывание и смешивание Чесание (кардное) Выравнивание и вытягивание Лента Лента Подготовка к гребнечесанию Предпрядение Лента Ровница Гребнечесание Волокнистая масса Чесание (кардное) Ровница Лента Прядение Выравнивание и вытягивание Прядение Кардная пряжа Лента Предпрядение Ровница Прядение Гребенная пряжа Аппаратная пряжа Наибольшее распространение имеют кардная и гребенная системы прядения. На каждой технологической операции используют соответствующее оборудование, вырабатывающее заданный полуфабрикат или продукт. Следует отметить, что выходящий продукт одного этапа обработки (технологической операции) является входящим продуктом для последующего этапа обработки. В 38 табл. 4–6 приведены этапы обработки, оборудование и получаемый продукт для кардной и гребенной систем. Каждая технологическая операция имеет цель, сущность и методы выполнения. Таблица 1. Традиционная кардная система прядения Этап обработки Оборудование Разрыхление Разрыхлительнотрепальный агрегат (РТА) Смешивание очистка Кардочесание Выравнивание вытягивание (2 перехода) Предпрядение Прядение Разрыхлительноочистительный агрегат (РОА) Шляпочная чесальная машина Ленточная машина Ровничная машина Кольцевые прядильные машины Входящий продукт Волокнистая смесь Выходящий продукт Волокнистый слой или холст Чесальная лента Чесальная лента Лента с ленточных машин Ровница Ровница Волокнистый слой или холст Лента с ленточных машин Одиночная пряжа Сокращенная кардная система прядения Данная система отличается от традиционной отсутствием процесса предпрядения, т.е. в этом случае одиночную пряжу вырабатывают из ленты с ленточных машин специальным оборудованием – пневмомеханические прядильные машины. Таблица 2. Сокращенная кардная система прядения Этап обработки Разрыхление Смешивание очистка Кардочесание Выравнивание вытягивание (2 перехода) Оборудование Разрыхлительнотрепальный агрегат (РТА). Разрыхлительноочистительный агрегат Получаемый продукт Волокнистый слой или холст Шляпочная чесальная машина Ленточная машина Чесальная лента Лента с ленточных машин Прядение Безверетенные прядильные машины Одиночная пряжа Первичная обработка волокон, в частности хлопка, предполагает его волокноотделение от семян, первичную очистку от сорных примесей, остатков листьев и коробочек. Процесс первичной обработки заканчивается формированием специальной паковки – кипы, имеющей заданные геометрические размеры (750х970х595 мм) и вес – 215±15 кг. Формирование такой паковки облегчает хранение волокнистого сырья различных селекционных сортов, а также транспортировку кип до прядильных фабрик. Для обеспечения заданных свойств пряжи при ее производстве используют различные сорта хлопка-волокна, а спресованность волокон в кипах и нали- 39 чие сорных примесей приводит к необходимости проведения процессов разрыхления, очистки и смешивания различных селекций хлопка. Гребенная система прядения Данная система прядения позволяет получить высококачественный продукт, т.к. используется сырье с лучшими качествами, а также сама система прядения имеет дополнительные технологические процессы: после процесса выравнивания и вытягивания осуществляются процессы подготовки к гребнечесанию и собственно процесс гребнечесания; два раза выполняется процесс выравнивания и вытягивания. Таблица 3. Гребенная система прядения Этап обработки Разрыхление смешивание очистка Кардочесание Выравнивание и вытягивание Подготовка к гребнечесанию Гребнечесание Выравнивание вытягивание (2 перехода) Предпрядение Прядение Оборудование Разрыхлительнотрепальный агрегат (РТА). Разрыхлительноочистительный агрегат Шляпочная чесальная машина Ленточная машина Ленточная и холстоформирующая машины Гребнечесальная машина Ленточная машина Ровничная машина Кольцевые прядильные машины Получаемый продукт Волокнистый слой или холст Чесальная лента Лента с предварительных ленточных машин Холстик Гребенная лента Лента с ленточных машин Ровница Одиночная пряжа Назначение процессов на первой стадии переработки состоит в следующем: 1) разделение спрессованной массы волокон из кип на мелкие клочки; 2) выделение сорных примесей и волокон, не пригодных для прядения; 3) смешивание волокон; 4) создание равномерного потока хлопка в виде холста или рыхлой массы. К этому процессу предъявляются определенные требования: высокая степень очистки хлопка от сорных примесей; хорошее смешивание волокон; отсутствие зажгучивания волокон и создание продукта (волокнистого слоя или холста) большей равномерности, так как из неравномерных продуктов трудно получить пряжу хорошего качества. Разрыхление Цель процесса – уменьшение объемного веса клочка волокнистого материала. Сущность процесса – растаскивающее воздействие на волокнистый материал. Оборудование: специальные иглы или планки. Очистка Цель процесса – удаление сорных примесей. Сущность процесса – растаскивающее или ударное воздействие. Смешивание Цель процесса – получение однородного по свойствам волокнистого продукта. Сущность процесса – равновероятное распределение волокон смеси в заданном объеме. Существует два метода смешивания: 1)случайное распределение 2)организованный метод При случайном методе смешивания не задается четкая последовательность отбора компонентов смеси. При организованном же смешивании осуществляется формирование слоев волокнистой смеси из однородных по свойствам компонентов, которые располагают горизонтально, т. е. формируют так называемую постель. Отбор всех компонентов такой «постели» осуществляется одновременно в вертикальном направлении. (Рис.1) Рис.1 Организованное смешивание Состав агрегатов определяется свойствами конечного продукта и исходного сырья. Особенное значение уделяется очищающим рабочим органам машин агрегата, поскольку в противном случае работа последующих машин будет затруднена. Сам агрегат представляет собой габаритное сооружение, требующее больших капитальных вложений; передача полуфабрикатов от одной машины агрегата к другой осуществляется пневмотранспортом; вся работа агрегата автоматизирована. Процессы разрыхления, смешивания и очистки выполняются одновременные на современных поточных линиях – разрыхлительно-очистительных агрегатах.(Рис.2) Рис.2 Схема РОА В настоящее время существуют два типа агрегатов: новый однопроцессный с автоматическим питанием хлопком и старый агрегат с ручным питанием. На новом агрегате кипы целиком загружаются в автоматические питатели, предварительно разрыхленный хлопок попадает в смесители непрерывного действия, где смешиваются волокна различных партий, затем в наклонном чистители и наклонном чистители с конденсером происходит дальнейшее разрыхление и очистка хлопка от сора. Поток хлопка направляется в бункеры трепальных машин. Рис.3.Схема питателя-сместителя разрыхлительно-трепального агрегата Рыхление хлопка на питателях-смесителях проходит следующим образом: подготовленные 6-12 кип устанавливают около машины, затем пласты хлопка берут из каждой кипы и накладывают на питающую решетку 1 питателя-рыхлителя, которая подводит их к движущейся наклонной игольчатой решетке 2. Иглы последней захватывают клочки хлопка и подводят их к разравнивающему валику 4, который мелкие клочки пропускает, а крупные сбрасывает обратно на решетку 1. Мелкие клочки, прошедшие валик, снимаются с решётки съемным валиком 5. Затем они, ударяясь о колосниковую решетку 6, счищаются частично от крупных сорных примесей и сбрасываются на длинную смесительную решетку 7. Клочки хлопка, оставшиеся на колках валика 4, сбрасываются в камеру очистительным валиком 3. Пыль, выделяющаяся при этом, отсасывается вентилятором. Сбрасываемые валиком клочки попадают на новые подаваемые пласты хлопка. Следовательно, на питателе-смесителе происходит рыхление, частичная очистка и смешивание волокон хлопка. Рис.4. Схема горизонтального рыхлителя разрыхлительно-трепального агрегата Хлопок с решетки 6 направляется в головной питатель. На этом питателе рыхление, частичная очистка и смешивание повторяются. Из головного питателя хлопок подается воздухом по трубе 1 горизонтального рыхлителя и присасывается в виде тонкого слоя к перфорированной поверхности барабана 2. С него волокно снимается валиком 3 и передается в бункер 4. Далее хлопок уплотняется плющильными валиками 5 и питающими цилиндрами 6 и подается к ножевому барабану 7, который вращается со скоростью 700-800 оборотов в минуту. Ножевой барабан представляет собой диски, насаженные на горизонтальный вал 8. Под ножевым барабаном имеется решетка 9. Ножами мелкие клочки хлопка отделяются от бородки, под действием центробежной силы ударяются о колосниковую решетку и частично очищаются. Сорные примеси отводятся в камеру 10. Из помещения через отверстия заслонки 11 засасывается воздух и разрыхленный хлопок по трубе 12 выводится из машины. Дальше рыхление и очистку хлопка от минеральных и растительных примесей производят на однопроцессной трепальной машине. Хлопок подается в бункер, где с помощью плющильных валиков уплотняется и подается питающими цилиндрами к ножевому барабану. Барабан, вращаясь со скоростью 700-800 оборотов в минуту, его разрыхляет. Далее, ударяясь о колосниковую решетку, хлопок очищается от примесей. Затем посредством тяги воздуха, создаваемой вентилятором, он присасывается в виде тонкого слоя к поверхности сетчатых барабанов. С барабана хлопок снимается валиком и передается к питающим валикам. Последние подводят его под удары бил трепала, которые вращаются со скоростью 900-1000 оборотов в минуту. Волокно, ударяясь о колосниковую решетку, очищается от примесей. Вентилятор через отверстия заслонки и щели засасывает воздух из помещения, который обеспечивает присасывание хлопка, поступившего в патрубок, к поверхности конденсатора. Валик сбивает его с поверхности конденсатора в бункер, где он уплотняется валиком и передается с помощью валика к цилиндру, который прижимает волокнистый слой к носику педали, игольчатое трепало, вращаясь по часовой стрелке, отделяет и сбрасывает клочки хлопка на колосники. Далее с помощью воздуха, создаваемого вентилятором, волокна присасываются к поверхности сетчатых барабанов. Сформированный тонкий равномерный волокнистый слой валиками уплотняется, а затем наматывается на пруток. Кардочесание Следующей технологической операцией после операций разрыхления, смешивания и очистки является операция кардочесания, целью которой является получение продукта ̶ чесальной ленты, в которой волокна очищены от сорных примесей, ориентированы вдоль продольной оси и частично распрямлены. Сущность процесса кардочесания состоит в разделении клочка волокон до отдельных волокон. Оборудование: кардочесальные машины (шляпочные – для хлопка,коротких химических волокон; валичные – для шерсти, лубяных и длинных химических волокон) Для получения прочёсанного продукта, равномерного по толщине, используются различн ые способы подачи материала в машину (питание). На шляпочные Ч. м. хлопок поступает в виде равномерного по толщине слоя — холста, приготовленного на разрыхлительнотрепальной установке. Питание валичных Ч. м. производится с помощью самовеса, который периодически отвеш ивает равные порции волокнистого материала. Рис.5 Схема шляпочной чесальной машины: 1 — холст; 2 — приёмный барабан; 3 — главный барабан; 4 — съёмный барабан; 5 — съёмный гребень; 6 — таз для укладки ленты; 7 — лента; 8 — очёс; 9 — шляпки. Основные рабочие органы шляпочной Ч. м.: приёмный, главный и съёмный барабаны и ш ляпки (рис. 1). Шляпки представляют собой узкие пластины игольчатой ленты, расположе нные над главным барабаном и занимающие примерно половину его поверхности. Холст по питающему столику подаётся к покрытому зубьями приёмному барабану, который про изводит предварительное расчесывание волокон и очистку их от сорных примесей и порок ов. Затем волокна поступают на главный барабан, покрытый пильчатой или игольчатой ле нтой. Между главным барабаном и шляпками происходит основной процесс чесания; при этом короткие волокна и сорные примеси остаются на шляпках и выводятся ими в виде оч ёсов. Прочёсанные волокна передаются с главного барабана на съёмный, с которого они з атем в виде тонкой ватки снимаются съёмным гребнем. После прохождения через специал ьную воронку слой волокон преобразуется в сравнительно плотную тонкую ленту, котора я укладывается в тару цилиндрической формы (т. н. таз). Для подготовки ленты к безверет ённому способу прядения созданы двухбарабанные (с двумя главными барабанами) Ч. м., обеспечивающие повышенное качество чесания. Расчет производительности чесальных машин Теоретическую производительность определяют по скорости выпускающего рабочего органа Рт = Vс.б.Тл.60 1000 * 1000 , кг/ч (1) где Vсб – линейная скорость съемного барабана, м/мин; Тл – линейная плотность ленты, текс. Также теоретическую производительность можно определить с использованием скорости валиков лентоукладчика Рт = Vв. л. у.Тл60 1000 * 1000 , кг/ч (2) Где vв.л.у.- линейная скорость валиков лентоукладчика, м/мин Продолжительность заполнения таза на чесальной машине равна t= Gт Нп , мин (3) Время срабатывания холста на чесальной машине определяется следующим образом t= Gх Нп , мин (4) где Gm – вес чесальной ленты в тазу, кг; Gх – вес холста, кг. Выравнивание, вытягивание Процесс выравнивания Чесальная лента отличается неровнотой по своим свойствам. Неровнота продуктов прядения по свойствам является важнейшим показателем качества продукта. Неровнота продуктов прядения обусловлена колебаниями свойств исходного сырья, нестабильностью технологического процесса и техническим состоянием оборудования. Неровнота проявляется в наличии утоненных и утолщенных участков, содержащих меньшее или соответственно большее число волокон в сечении. Критерий неровноты текстильных продуктов - коэффициент вариации, который определяют по формуле С= Х 100 , % где σ – среднее квадратическое отклонение, X - математическое ожидание (среднее) n (Хi Х ) 2 i 1 = n 1 : где n – число испытаний Методы выравнивания продуктов по линейной плотности (толщине) 1.Метод сложения 2.Автоматическое регулирование толщины продукта Выравнивание методом сложения Цель процесса – получение более ровного продукта по структуре, составу и свойствам. Сущность процесса – при сложении достаточно большого числа продуктов толстые места одного продукта совпадут с тонкими местами другого и в целом продукт выровняется. При сложении n-го числа лент толщина продукта увеличивается в число сложений. Тк=То×n Процесс вытягивания (утонения) Цель процесса – получение продукта заданной линейной плотности. Сущность – перераспределение волокон на большей длине, причем длина полученного продукта больше длины исходного. Методы распределения волокон на большей длине: а)распрямление волокон б)сдвиг волокон друг относительно друга Критерием процесса вытягивания продукта является «Вытяжка»(«В»), которая определяется отношением линейной плотности входящего продукта к линейной плотности выходящего с учетом числа складываемых продуктов: Твход В=Твыход × 𝑛 где Твход и Твыход – соответственно линейные плотности входящего и выходящего продуктов; n – число сложений продукта. Процесс осуществляется специальным рабочим органом – вытяжным прибором. Их главная задача – чтобы процесс шел равномерно. Процесс выравнивания методом сложения осуществляется в зоне питания машины – на питающем столике или питающей стойке, а процесс вытягивания в специальном рабочем органе – вытяжном приборе Рис.6 Схема вытяжного прибора ленточной машины Рис.7 Технологическая схема ленточной машины 1 – тазы в питающей рамке; 2 – выбирающий вал; 3 - блокировочный лепесток; 4 – лентонаправитель; 5 – питающий столик; 6 - ограничители; 7 – питающий цилиндр и самогрузный валик; 8 – питающая пара вытяжного прибора; 9 – промежуточная пара вытяжного прибора; 10 – контролирующий пруток; 11 – выпускная пара вытяжного прибора; 12 – лентоформирующая воронка; 13 – уплотняющая пара; 14 – направляющий лоток; 15 – лентоуплотняющая воронка; 16 – выпускные валики лентоукладчика; 17 – верхняя тарелка; 18 – таз; 19 - нижняя тарелка; 20 – подвижное дно таза; 21 – шток. Питание машины осуществляется лентами из тазов 1, установленных в питающей рамке. Машина имеет два выпуска. В питающей рамке размещается 6-8 тазов на каждый выпуск в зависимости от принятого числа сложений. Ленты извлекаются из тазов тремя выбирающими валами 2, которые имеют принудительное вращение. Это уменьшает растяжение ленты и возможные ее обрывы. Для расправки и устранения завитков ленты при извлечении ее из таза под выбирающими валами установлены петлеуловители 4, в которые заправляется лента. Для контроля обрыва лент над выбирающими валами установлены блокировочные лепестки 3 на каждую ленту. При обрыве ленты оборванный конец уходит из-под блокировочного лепестка, срабатывает блокировка питающего устройства и машина останавливается. Питающее устройство служит для транспортировки лент с питающей рамки к вытяжному прибору. Оно состоит из вращающегося рифленого цилиндра и гладких самогрузных валиков 7. Перед питающей парой установлены ограничители 6, создающие равномерное распределение лент по ширине. Далее ленты проходят питающий столик 5, где формируется холстик определенной ширины. Ленты должны входить в вытяжной прибор параллельно друг другу, без накладок. Утонение лент осуществляется в вытяжном приборе системы «3 на 3» Он имеет три цилиндра, три нажимных валика, контролирующий пруток и пару гладких уплотняющих валиков . Общая вытяжка изменяется от 5,5 до 8,5. Она устанавливается в зависимости от числа сложений лент и требуемой линейной плотности выходящего продукта. Вытягивание происходит последовательно в двух зонах, при этом, как правило, первая частная вытяжка между питающей парой 8 и промежуточной парой 9 меньше, чем во второй зоне – между промежуточной парой 9 и выпускной парой 11 Контроль за движением волокон во второй зоне вытягивания улучшается за счет использования контролирующего прутка 10, который расположен вблизи промежуточного цилиндра, что заставляет волокна отклоняться от прямолинейного пути, и создает дополнительное поле сил трения, уплотняет продукт и обеспечивает движение волокон со скоростью промежуточной пары на большей длине поля вытягивания. Зазор между промежуточным цилиндром и контролирующим прутком можно изменять от 0 до 2 мм в зависимости от линейной плотности продукта, поступающего во вторую зону вытягивания. В процессе вытягивания длинные волокна легко переходят на скорость выпускной пары и извлекаются из этого зажима без обрыва, а движение коротких волокон хорошо контролируется. Из вытяжного прибора выходит тонкий слой волокон, имеющий четко выраженную ручьистую структуру по ширине. Его часто называют мычкой. Мычки проходят через лентоформирующую воронку 12, где происходит продольное сложение вытянутых ленточек и превращение их в одну ленту. Затем лента уплотняется, проходя между гладким уплотняющим цилиндром и валиком 13, и по направляющему лотку 14 поступает в лентоукладчик. В лентоукладчике происходит дополнительное уплотнение ленты и укладка ее в таз. Уплотненная в воронках 15 лента проходит через выпускные валики 16 лентоукладчика, наклонный канал верхней тарелки 17 и укладывается в таз 18. Верхняя тарелка 17 и нижняя тарелка 19 вращаются с разными скоростями, и центры их вращения не совпадают. Укладка ленты в таз зацентровая. На ленточных машинах Л2-50-220У таз имеет диаметр 220 мм, что необходимо для установки тазов на пневмомеханической прядильной машине. Также применена уплотненная укладка ленты, что позволяет увеличить массу ленты в тазу с 3 до 6 кг. Уплотненная укладка ленты обеспечивается за счет уплотнения самой ленты путем пропуска ее через две уплотняющие воронки 15 (причем диаметр второй воронки меньше диаметра первой и зависит от линейной плотности вырабатываемой ленты) и опускания подвижного дна 20 таза с определенной скоростью специальным устройством-штоком 21. Применение уплотняющих воронок увеличивает разрывную нагрузку ленты на 4,6% и снижает неровноту по разрывной нагрузке на 19%. Машина Л2-50-220У имеет механизм автоматической замены полного таза с лентой пустым. Смена таза или выталкивание его происходит одновременно на двух выпусках при остановленной машине после наработки определенной длины ленты. Машина оборудована системой пневмоочистки, предназначенной для удаления пыли и пуха из зоны вытяжного прибора и зоны выпускной пары лентоукладчика. Для предотвращения поломок отдельных механизмов машина оборудована автоматическим остановом при забивании уплотняющих воронок лентоукладчика, наматывании ленты на цилиндры и валики вытяжного прибора, и выпускные валики лентоукладчика. Входящим продуктом на ленточной машине является лента с чесальных машин или при двухстадийном выравнивании лента с первого перехода ленточных машин, а выходящим продуктом – лента с ленточной машины. Теоретическую производительность определяют по скорости выпускающего рабочего органа. На ленточных машинах выпускающим рабочим органом являются: 1.Выпускающие цилиндры вытяжного прибора. 𝑉 в.ц.Тл.60 Рт=1000×1000, кг/ч на 1 выпуск Где Vв.ц. – линейная скорость выпускающего цилиндра, м/мин; Тл- линейная плотность ленты, текс. 2.Валики лентоукладчика. 𝑉 в.ц.Тл.60 Рт=1000×1000, кг/ч на 1 выпуск Фактическая производительность (норма производительности или норма выработки) (Нп ) — это количество продукции, вырабатываемой в единицу времени, с учетом всех перерывов в работе, вызываемых требованиями эксплуатации, условиями труда работающих, организационными причинами: Нп = Рт х КПВ Где КПВ – коэффициент полезного времени работы оборудования. Коэффициент полезного времени является отношением фактического времени работы оборудования к полному времени его работы, например рабочей смены. Он учитывает все неизбежные простои и перерывы в работе оборудования, обусловленные нормальным течением технологического процесса. Коэффициент полезного времени показывает время работы оборудования без учета простоев. Коэффициент полезного времени определяют путем хронометража. В том случае, когда продолжительность простоев задается в процентах, КПВ определяется следующим образом КПВ = 100−р 100 , где p – простои, % Если длительность простоев задана в единицах времени, то производится подсчет общего времени простоев, а затем определяется их доля в общем времени работы оборудования. Продолжительность заполнения таза на ленточной машине равна 𝐺𝑚 t= 𝐻𝑛 , мин где Gm- вес ленты в тазу, кг. Следующей технологической операцией в традиционной кардной системе прядения является процесс предпрядения, который осуществляется на рогулечных ровничных машинах. Целью процесса предпрядения является получение продукта ̶ ровницы ̶ заданной линейной плотности и прочности. Сущность процесса состоит в последовательном осуществлении процессов утонения и упрочнения. Задачей ровничной машины является формирование из ленты более тонкого слегка крученого продукта ̶ ровницы и формирование паковки. На ровничной машине осуществляются следующие процессы: вытягивание, кручение, наматывание (формирование паковки). Процесс вытягивания на ровничной машине осуществляется в вытяжном приборе. В зависимости от вида волокна и толщины ровницы Р. м. различаются устройством вытяжных приборов, размерами рогулек, веретён и катушек, а также способом формирования ровницы (кручение веретеном или сучение). На рис. дана схема Р. м. для хлопка. Лента из тазов, огибая питающий вал, вводится в вытяжной прибор, затем проходит через глазок, полую ветвь и лапку рогульки, надетой на веретено, и наматывается на катушку в виде ровницы. Частота вращения веретена до 800 об/мин. В тонкогребенной системе прядения шерсти ровница обрабатывается сучильными рукавами. Рис.8 Ровничная машина для хлопка: 1 — тазы; 2 — лента; 3 — питающий вал; 4 — устройство, контролирующее обрыв ленты; 5 — система удаления пыли и пуха; 6 — вытяжной прибор; 7 — рогулька; 8 — катушка. Процесс упрочнения выполняется методом кручения. Цель процесса кручения состоит в получении продукта заданной прочности, а сущность процесса состоит в том, что волокна в продукте располагаются по винтовым линиям, в результате чего увеличиваются силы трения и сцепления между волокнами, а прочность продукта возрастает. Деформация «кручение» возникает в том случае, если нагрузка прикладывается к физическому телу в виде пары сил в его поперечной плоскости. Направление кручения продукта может осуществляться как по часовой (правая крутка), так и против часовой стрелки (левая крутка) на рис.9. Рис.9 Направления круток Для сравнения интенсивности процесса кручения различных продуктов в системе СИ используют коэффициент крутки 𝜶𝝉, который представляет собой тангенс угла наклона витков к оси продукта. Критерием процесса кручения является показатель «К» – крутка, показывающий число витков, приходящихся на единицу длины продукта с размерностью кр/м. С увеличением величины крутки разрывная нагрузка продукта также увеличивается, достигая максимума. Крутка, при которой продукт имеет максимальную разрывную нагрузку, называется критической. Увеличение крутки выше критической приводит к разрушению продукта из-за деформаций кручения и сжатия. Процесс кручения и наматывания на рогулечной ровничной машине осуществляются специальным крутильно-наматывающим механизмом, основными рабочими деталями которого являются катушка, рогулька и веретено. Для обеспечения процесса кручения необходимо соблюдать принцип кручения – один конец продукта зажат, а другой свободно вращается. Принцип кручения осуществляется как вытяжным прибором, так и крутильнонаматывающим механизмом: зажим сформированной ровницы осуществляется выпускной парой вытяжного прибора, а свободной вращение конца сформированной ровницы обеспечивается крутильнонаматывающим механизмом. Крутильно-наматывающий механизм также обеспечивает процесс наматывания, т. е. формирование паковки заданной формы и строения. Цель наматывания — получение плотной компактной паковки, вмещающей максимально возможную длину в заданный объем; удобной для транспортировки, хранения и последующей переработки в прядении. Сущность наматывания ровницы заключается в навивании ее на цилиндрическую поверхность с определенной закономерностью расположения витков и слоев. В результате процесса наматывания формируется паковка заданной формы и строения – бобина. Рис.10 Бобина представляет собой паковку, которая имеет цилиндрическую форму средней части, а в верхней и нижней части имеет форму усеченных конусов. Входящим продуктом в процессе предпрядения является лента с ленточных машин, а выходящим продуктом – ровница. Процесс получения конечного продукта – одиночной пряжи – имеет целью получение продукта заданной линейной плотности и прочности, сущность процесса состоит в последовательном утонении и упрочнении продукта, в формировании паковки. Производительность ровничных машин определяют в расчете на одно веретено. Теоретическую производительность определяют по скорости выпускающего рабочего органа По скорости выпускного цилиндра вытяжного прибора Рт = , кг/ч на 1 веретено По скорости веретена Рт = , кг/ч на 1 веретено где Vв.ц. – линейная скорость выпускного цилиндра вытяжного прибора, м/мин; Тр – линейная плотность ровницы, текс; nв – частота вращения веретен, мин -1 (об/мин); К – крутка, кр/м. Крутка с учетом коэффициента крутки в системе СИ определяется по формуле К= , кр/м Время наработки съема t= , мин где Gс – вес съема, кг. Gс = gб х d, кг Где gб - вес одной бобины, кг; d – число веретен (бобин) на машине Прядение Процесс прядения (получения конечного продукта) – одиночной пряжи – имеет целью получение продукта заданной линейной плотности и прочности, сущность процесса состоит в последовательном утонении и упрочнении продукта, в формировании паковки. Входящий продукт – ровница, выходящий продукт – одиночная пряжа. В традиционной кардной системе прядения получение одиночной пряжи осуществляется на кольцевых прядильных машинах. Прядильная машина, вырабатывает пряжу из ровницы или ленты; завершает обработку волокнистого материала в прядильном производстве. По виду используемого волокна различают П. м. для прядения хлопка, лубяных волокон, шерсти, шёлковых отходов. Пряжу из химических волокон получают на машинах для натуральных волокон. Основной для прядения всех видов волокон является кольцевая П. м. непрерывного действия, на которой выполняются утонение полуфабриката и образование ленточки, скручивание её в пряжу и наматывание последней в паковку. Рис.11 Схема кольцевой прядильной машины: 1 — катушки с ровницей; 2 — вытяжной прибор; 3 — нитепроводник; 4 — веретено; 5 — бегунок; 6 — кольцо. Ровница, сматываемая с катушки, поступает в питающую пару вытяжного прибора. Выходящая из него ленточка скручивается, получаемая пряжа направляется в нитепроводник, проходит через бегунок, надеваемый на кольцо, и затем наматывается па шпулю или патрон, надетые на веретено. Пряжа вырабатывается с коэффициентом крутки 50—140; частота вращения веретён достигает 10—12 тыс. об/мин, диаметр колец 30—60 мм. Зарубежные машины имеют частоту вращения веретён до 15—17 тыс. об/мин. Диаметр колец 30—70 мм. Кольцевые П. м. в основном достигли максимальных показателей по производительности и качеству пряжи. Основными процессами, осуществляемыми на кольцевой прядильной машине, являются процессы вытягивания, кручения и наматывания (формирование паковки). Рис.12 Основные рабочие зоны кольцевой прядильной машины Процесс вытягивания выполняется вытяжным прибором, а процессы кручения и наматывания крутильно-наматывающим механизмом. (рис.12) Цель процесса кручения состоит в получении продукта заданной прочности, а сущность процесса состоит в том, что волокна в продукте располагаются по винтовым линиям, в результате чего увеличиваются силы трения и сцепления между волокнами, а прочность продукта возрастает. Принцип кручения осуществляется как вытяжным прибором, так и крутильно-наматывающим механизмом: зажим сформированной пряжи осуществляется выпускной парой вытяжного прибора, а свободное вращение конца сформированной пряжи обеспечивается крутильно-наматывающим механизмом. В результате процесса наматывания формируется паковка заданной формы и строения – прядильный початок. Цель наматывания – получение плотной компактной паковки, вмещающей максимально возможную длину в заданный объем; удобной для транспортировки, хранения и последующей переработки. Сущность наматывания заключается в навивании пряжи на патрон с определенной закономерностью расположения витков и слоев. В результате процесса наматывания формируется паковка заданной формы и строения – початок. В строении початка различают три основные зоны: гнездо (1-2-3-4-5), тело (2-7-10-5) и носик (7-8-9-10). Такое строений прядильного початка позволяет в минимальный объем вместить максимально возможную длину. Рис.13 Строение прядильного початка При производстве пряжи по сокращенной кардной системе прядения одиночную пряжу вырабатывают непосредственно из ленты на пневмомеханических прядильных машинах, т. е. в технологической цепочке исключен процесс предпрядения. Цель процесса получения пряжи по безверетенному способу состоит в получении конечного продукта – одиночной пряжи, имеющей заданную линейную плотность и прочность. Сущность – формирование пряжи посредством непрерывного присоединения отдельных волокон или группы волокон к волокнам открытого крутящего конца ранее сформированной пряжи. Рис.14 Схема процессов на безверетенной прядильной машине Последовательность технологических операций на пневмомеханической машине : 1) подача питающего продукта; 2) дискретизация питающего продукта; 3) транспортировка дискретного потока волокон; 4) циклическое сложение и формирование волокнистой ленточки; 5) кручение ленточки и формирование пряжи; 6) наматывание пряжи. Целью дискретизации является получение равномерного дискретного потока, состоящего из отдельных распрямленных и ориентированных волокон. Сущность дискретизации заключается в разъединении питающего продукта на отдельные волокна, их относительном смещении и распределении на большей длине. Дискретизация питающей волокнистой ленты осуществляется в дискретизирующем устройстве, основными рабочими органами которого являются: питающий цилиндр; столик; дискретизирующий барабанчик с пильчатой гарнитурой Рис.15 Дискретизирующее устройство Рис.16 Схема пневмомеханической прядильной машины: 1 — лента; 2 — питающий цилиндр; 3 — дискретизирующий, или расчесывающий валик; 4 — прядильная камера; 6 — пряжа; 7 — направляющая трубка; 8 — желоб; 9 — канал. Созданы П. м. безверетённого прядения, на которых осуществляются дискретизация (разделение на отдельные волокна) питающего продукта, транспортирование дискретного потока волокон, сложение или сгущение их для формирования непрерывного продукта, скручивание в пряжу и её наматывание. Из этих машин наибольшее распространение в промышленности получила пневмомеханическая П. м., разработанная в конце 60-х гг. сов. и чехосл. специалистами. На рис. показана схема пневмо-механического П. м. для хлопчато-бумажного волокна. Лента (или ровница) направляется питающим цилиндром на дискретизирующий (или расчёсывающий) валик, где она разъединяется на отдельные волокна или их группы. Получаемый дискретный поток волокон подаётся воздухом по каналу в быстровращающуюся камеру (30—60 тыс. об/мин). В жёлобе камеры образуется волокнистая ленточка в результате укладки кольцами потока волокон, т. е. происходит циклическое сложение, дающее выравнивание линейной плотности дискретного потока в 15—20 раз. Вращение камеры обусловливает наложение крутки на участок сформировавшейся ленточки, перемещающийся от внутренней стенки камеры к отверстию направляющей трубки. Готовая пряжа отводится из камеры выпускными валиками и наматывается на бобину. Пряжа вырабатывается с коэффициентом крутки 160—190. По сравнению с кольцевой пневмомеханическая П. м. имеет в 2—3 раза большую производительность при выработке пряжи одинаковой толщины, масса выходных паковок достигает 1,5 кг (паковка аналогичной пряжи с кольцевой П. м. весит 120—140 г), что позволяет в большинстве случаев использовать пряжу непосредственно в ткацком производстве. Пересчет нормы производительности в кг/ч на одно веретено осуществляется по формуле: где НП – норма производительности одного веретена, кг/ч; – норма производительности, км/ч на 1000вер; ТП – линейная плотность пряжи, текс. Гребнечесание Цель – получение из чесальной ленты, подготовленной к гребнечесанию, гребенной ленты, состоящей из более равномерных по длине, хорошо очищенных, распрямленных и параллельно расположенных волокон, что позволяет вырабатывать из нее более прочную, равномерную, чистую и гладкую пряжу. Сущность гребнечесания заключается в удалении из прочесываемого продукта коротких волокон, разъединении, распрямлении и параллелизации более длинных волокон, очистке их от мелких цепких примесей и пороков. Короткие волокна, выделяемые при гребнечесании, называют гребенным очесом. Гребенной очес используют в смеси с другими компонентами для выработки пряжи средней линейной плотности. Процесс гребнечесания осуществляется на машине в два этапа. Вначале прочесываются передние кончики волокон гребнями барабанчика, а затем задние верхним гребнем. При этом чесание средней части волокон повторяется. В процессе гребнечесания волокна разъединяются иглами гребней, что обеспечивает смещение в вытяжном приборе в основном отдельных волокон и возникновение меньшей неровноты в процессе вытягивания. В процессе гребнечесания в очес удаляются, главным образом, короткие волокна (происходит рассортировка волокон по длине), благодаря чему средневзвешенная длина волокон увеличивается на 0,2-0,5 мм при некотором уменьшении неровноты по длине волокон в гребенной ленте. В очес удаляются 8-25% волокон от их количества в холстике. В результате гребнечесания волокон увеличивается их распрямленность. Средний коэффициент распрямленности волокон в гребенной ленте достигает 0,8-0,88. Производительность машины по входящему продукту, кг/ч, определяется по формуле: Определение времени срабатывания холстика, мин: Определение времени наполнения таза, мин: 2. Ткацкое производство. Цель и сущность процесса перематывания. Технологическая схема мотальной машины, ее работа и производительность. Преимущества основомотальных автоматов по сравнению с мотальными машинами. Требования к технологическому процессу перематывания. 2.1.Ткань — текстильное полотно, изготовленное на ткацком станке переплетением взаимно перпендикулярных систем нитей. Ткань состоит из двух переплетающихся систем нитей, расположенных взаимно перпендикулярно. Ткань изготавливается из пряжи, которая, в свою очередь, изготавливается из волокна. Качество полученной на выходе ткани сильно зависит от характеристик волокон. Волокна подразделяют на натуральные и химические, происходящие из природного сырья или полученные в результате химического синтеза, например, полимерные волокна. Рис.17 Классификация текстильных волокон Ткацкое переплетение – способы взаимного переплетения и связи нитей основы и утка в текстильных тканях, определяющие их структуру и внешний вид. От переплетения и линейной плотности нитей основы и утка зависит плотность ткани, т. е. количество нитей основы и утка, приходящихся на единицу измерения плотности (10 см). Вид переплетения – одна из важнейших характеристик строения ткани, определяющая её внешний вид, физические, механические, технологические и потребительские свойства. Ткацкое переплетение – это порядок взаимного перекрытия нитей основы нитями утка. Перекрытие – место, в котором пересекаются нити основы и утка. Различают: основное перекрытие – место на лицевой стороне ткани, в котором нить основы располагается над нитью утка; уточное перекрытие – место на лицевой стороне ткани, в котором нить утка располагается над нитью основы. Классификация тканей По волокнистому составу (натуральные, смесовые) По назначению (бытовое, техническое(ремни в машине), специальное (медицина)) По ширине (узкие 60,90,100 см., широкие 140,210 см.) По способу производства (в зависимости от конструкции ткацкого станка) Свойства текстильных полотен: Геометрические – толщина мм, ширина (см/м), вес (г), поверхностная плотность* (г/кв.м.). Механические – прочность на разрыв при растяжении, деформация растяжения, деформация изгиба, тангенциальное сопротивление (смещение нитей, осыпаемость тканей, распускаемость трикотажа). Физические – теплозащитные, сорбционные, проницаемость (воздухо-;пыле-; паро-), электризуемость, оптические свойства – цвет, блеск, белизна, прозрачность. Химические – усадка при смачивании и стирке, формовочная способность при влажнотепловой обработке. Износостойкость – способность текстильных полотен противостоять воздействию сложного комплекса механических, физико-химических и биологических факторов, приводящих к ухудшению их свойств. *Поверхностная плотность полотна – показатель, характеризующий массу единицы площади. 2.2. Процесс перематывания Процесс перематывания имеет целью формирование паковки с заданной длиной нити, форма и строение которой удобны для транспортировки и переработки на последующих переходах. Сущность процесса перематывания состоит в последовательном перематывании нитей с нескольких паковок при заданном натяжении и одновременном контроле за линейной плотностью пряжи. Рис.18 Технологическая схема машины М-150-2. Нить сматывается с входящей паковки 1, установленной на держателе, проходит через нитепроводник 2 и натяжной прибор 3, контрольно-очистительное устройство 4. Далее нить проходит над прутком механизма самоостанова и через винтовую канавку мотального барабанчика 5 наматывается на бобину 6. Теоретическую производительность определяют по скорости выпускающего рабочего органа Vм.б Т 60 n 1000 1000 Рт = , кг/ч м-на где Vм.б. – линейная скорость мотального барабанчика, м/мин; Т – линейная плотность одиночной пряжи, текс; n – число мотальных барабанчиков на машине. Продолжительность наматывания бобин (время наработки съема) Gб n Нп t= , мин где Gб – вес бобины, кг. n – число мотальных барабанчиков на машине. Перематывание нитей является одним из наиболее трудоемких процессов в ткацком производстве и осуществляется для увеличения паковок н повышения качества пряжи. Выполняется процесс на различных мотальных машинах и автоматах. 2.3. В соответствии со сложившимся разделением труда основными профессиями рабочих, обслуживающих этот технологический переход, являются: мотальщицы, в основном занятые поддержанием технологического процесса перематывания нитей; транспортировщики, осуществляющие доставку пряжи к машинам и отвоз ее после перематывания; уборщицы производственного помещения; помощники мастера. Рабочие, занятые в процессе перематывания пряжи, объединяются в бригаду; бригадиром обычно является помощник мастера. Мотальщица при обслуживании оборудования обычно использует маятниковый маршрут. В настоящее время в ткацком производстве, помимо мотальных машин, во все большем объеме применяются основомотальные и уточномотальные автоматы. Это ведет к сокращению затрат на перематывание пряжи. Ведь, к примеру, на уточномотальных автоматах (в частности, на автоматах УА-300) автоматизированы подача пустых шпуль, останов веретена при обрыве нити и при полной намотке шпули, выбрасывание початка, зарядка пустой шпули, закрепление нити у1 головки шпули, отрезание нити, включение веретена после смены и образование резервной намотки. Основными обязанностями мотальщицы при работе на автомате УА-300 являются: смена входящей паковки (бобины); ликвидация обрыва нитей и ручная заправка шпуль в случае, если не сработал автомат; подготовка бобин; уборка патронов и ящиков с пряжей. На основомотальных автоматах типа АМК и автоматах «Аутосук» автоматизированы все операции, кроме съема наработанных бобин и заправки концов. Здесь в обязанности мотальщиц входят: смена бобин, устранение несрабатывания систем автоматики, зарядка магазина початками, раскладывание конусов, подготовка початков, маркировка и укладка наработанных бобин, а также обслуживание рабочего места. 2.4.Требования к процессу перематывания: - не должны ухудшаться физико-механические свойства пряжи (упругое удлинение, прочность и крутка); - строение намотки должно обеспечивать мягкость схода пряжи при сновании; - длина нити на паковке должна быть максимальной; - натяжение пряжи должно быть равномерным на всех точках паковки; - соединение концов пряжи при ликвидации обрывов и сходе ее с паковки должно осуществляться прочным узлом, легко проходящим через устройства машин и станков и не ухудшающим вид ткани; - производительность процесса перематывания должна быть максимальной, - отходы должны быть минимальными. Для обеспечения рационального производственного процесса при переработке нитей намотка должна отвечать следующим требованиям: - стабильность намотки; - максимально возможная удельная плотность намотки; - возможность хорошего сматывания нити; - по возможности постоянная плотность по ширине намотки. 3. Трикотажное производство. Общие сведения о трикотаже. Виды трикотажных машин. Основные органы петлеобразования и основные узлы трикотажной машины. Класс трикотажной машины и формула для его определения. Требования к пряже для трикотажного производства. 3.1.Трикотажем называется текстильное полотно (изделие), сформированное из одной нити или системы нитей, путем образования петель и их вазимного переплетения. Свойства: геометрические, механические, физические, химические, износостойкость. Основной структурный элемент трикотажа – петля – изогнутая нить, продетая сквозь замыкающую ее петлю предыдущего ряда.Петли, располагающиеся в трикотаже по горизонтали, образуют петельный ряд, а петли, нанизанные друг на друга по вертикали, образуют петельный столбик. К главным одинарным основовязаным переплетениям относятся следующие переплетения: цепочка, трико и атлас. Эти переплетения образуются провязыванием одной системы нитей (одной основы). Цепочкой называют одинарное основовязаное переплетение, петли кото-рого образованы одной нитью и составляют один петельный столбик. Так как цепочки не связаны между собой, они могут применяться только в сочетании с другими переплетениями. Трико– одинарное основовязаное переплетение, петли которого, образованные одной и той же нитью, располагаются поочередно в двух смеж-ных петельных столбиках Атласом называют одинарное основовязаное переплетение, в котором каждая нить последовательно образует петли в нескольких столбиках подряд. При выработке атласа каждая нить основы прокладывается все время на соседнюю иглу, сдвигаясь в одну сторону не менее чем на две иглы, затем прокладывание производится в обратном направлении. При производстве двойного трикотажа применяют два ряда вязальных игл. Полотно получается вдвое толще и с вертикальными "косичками" и с лицевой, и с изнаночной сторон. Двойной ластик, или интерлочный трикотаж, является производным переплетением ластика. Он представляет собой переплетение, состоящее из двух ластиков, петельные столбики каждого из которых располагаются в промежутках другого. Как видно из рисунка, лицевые петельные столбики одного ластика располагаются против изнаночных столбиков другого. Поэтому обе стороны переплетения имеют одинаковый (лицевой) вид. Для получения такого расположения петель необходимо, чтобы иглы обеих игольниц находились друг против друга. Но такое расположение не позволяет им всем работать одновременно. Поэтому иглы разбиваются на короткие к и длинные д и располагают их так, чтобы разные иглы находились друг против друга. Тогда, заставляя их работать поочередно можно связать один ластик на коротких иглах и другой - на длинных. Кулирная гладь (чулочная вязка) — на лицевую сторону выходят только петельные палочки, она гладкая и блестящая. На изнанку же выходят только петельные дуги, поэтому эта сторона шероховатая и матовая . Гладь обладает большой растяжимостью, причем растяжимость глади в ширину в 1,6 раза больше, чем в длину. Прочность вдоль полотна в 1,6 раза больше прочности поперек. Степень растяжимости глади обратно пропорциональна толщине нити и прямо пропорциональна длине петли, легко распускается вдоль петельных рядов и по направлению петельных столбиков. Поперечно-вязаный трикотаж образуется из одной нити по одной системы нитей; петли трикотажа прямые, могут распускаться по вертикали и горизонтали. Этот трикотаж эластичен в поперечном направлении, хорошо сохраняет форму в процесс носки. Главные переплетения поперечно-вязаного трикотажа: гладь, ластик, двухъизнаночный трикотаж. Гладь — кулирное переплетение, изнаночная и лицевая сторона отличаются. На лицевой стороне — петельные палочки, а на изнанку выходят петельные дуги. Лицевая сторона гладкая и блестящая, а изнанка шероховатая и матовая. Гладь имеет хорошую растяжимость, прочность на разрыв в продольном напряжении. Полотно этого переплетения распускается легко; имеет недостаток — затрудняющую раскрой и пошив изделий закручиваемость на краях. Ластик — переплетение с одинаковой лицевой и изнаночной стороной, в ластичном переплетении чередуются столбики петельных палочек со столбиками петельных дуг. Такой трикотаж называют двухлицевым, может быть ластик 1 + 1, 2 + 2 и др. По сравнению с гладью ластик, более массивное переплетение, отличается толщиной, прочнее и меньше распускается, не закручивается по краям. Двухъизнаночный (оборотный) трикотаж имеет одинаковое строение с обеих сторон, напоминает изнанку глади. Применяется в производстве головных платков верхних трикотажных изделий. К рисунчатым кулирным переплетениям относят гладкое платирование, плюшевый, ворсовый трикотаж. Платированные переплетения характеризуются тем, что на иглах в одну петлю провязываются две нити: на лицевую сторону выходит вискозная пить, а на изнанку — хлопчатобумажная. Кулирная гладь (чулочная вязка) — на лицевую сторону выходят только петельные палочки, она гладкая и блестящая. На изнанку же выходят только петельные дуги, поэтому эта сторона шероховатая и матовая . Гладь обладает большой растяжимостью, причем растяжимость глади в ширину в 1,6 раза больше, чем в длину. Прочность вдоль полотна в 1,6 раза больше прочности поперек. Степень растяжимости глади обратно пропорциональна толщине нити и прямо пропорциональна длине петли, легко распускается вдоль петельных рядов и по направлению петельных столбиков. Существует два способа петлеобразования: вязальный и трикотажный. 3.2.Трикота́жная маши́на (вязальная машина) — машина для механического вязания трикотажного полотна или штучных изделий. Первые трикотажные машины созданы в Англии (ручная — в 1589, механическая — в 1769). В зависимости от способа прокладывания и провязывания нитей (пряжи) различают трикотажные машины поперечного и продольного вязания. Трикотажные машины могут быть плоскими и круглыми, одинарными и двойными Т. м. различают по назначению, конструкции, виду трикотажных игл и т.д. Основные типы Т. м. приведены на схеме. Все Т. м. подразделяются на классы, которые определяются числом трикотажных игл, приходящихся на единицу длины игольницы. Наиболее распространена английская система, в которой за единицу измерения длины игольницы принят английский дюйм (1 дюйм = 25,4 мм). В СССР выпускаются машины от 3-го до 36-го классов. Чем выше класс машины, тем более тонкое полотно она вырабатывает. Например, для вязания тонких чулок применяют Т. м. 34-го класса, что соответствует размещению игл в игольнице с шагом (расстояние между иглами) 0,75 мм. Рис.19 Классификация трикотажных машин 3.3. Основные рабочие органы трикотажной машины: петлеобразующий (вязальный) механизм, механизм питания (подачи нитей) и оттяжной механизм (товароотвод). Петлеобразующий механизм имеет игольницы с иглами, платины, пресс (для крючковых игл), нитеводители. Платины (пластинки, имеющие сложную форму) изгибают нити в петли и передвигают их вдоль стержня иглы, если иглы неподвижны, или удерживают, если иглы подвижны; размещаются на машинах обычно по одной в промежутках между иглами. Пресс представляет собой призму, пластинку, диск, которые, нажимая на крючок, препятствуют попаданию петли под него. Механизм питания во время прокладывания нити на иглы обеспечивает определенное и постоянное натяжение ее с помощью нитенаправителей, тормозов, нитеоттягивателей. В механизмах питания дозируется (отмеривается) длина нити для каждого петельного ряда. Питание пряжей может осуществляться подачей отдельных нитей (машины поперечного вязания) и групп нитей (основовязальные машины). Оттяжной механизм служит для отвода от игольниц готового трикотажа с постоянным натяжением. Он может быть грузовым (натяжение создается под действием веса товароотводящей системы или груза) или оттяжным (оттягивание осуществляется с помощью валиков). Помимо промышленных Т. м., выпускаются также бытовые ручные вязальные машины и аппараты. Основные узлы ручных машин: петлеобразующие элементы (язычковые иглы и платины), каретка, счётчик рядов. Каретка управляет работой игл и платин в момент вязания; перемещается вручную по направляющим рельсам. Вязальные аппараты имеют оттягивающие крючки, гребёнку со штырями, на которую вручную навешивают петли, и линейки, при помощи которых перемещаются крючки и регулируется плотность вязания. Классом вязальной машины называют число игл в игольнице, приходящееся на принятую единицу длины. Класс машины характеризуется игольным шагом, расстоянием между центрами двух смежных игл. Следовательно, класс машины может быть определён по игольному шагу: Е К=Тиг, где Е –единица дины игольницы, мм; Тиг–игольный шаг,мм. Игольный шаг можно рассчитать по классу машины: Тиг= 𝐸 𝐾 Величина игольного шага обратно пропорциональна классу машины, т. е. чем выше класс машины, тем меньше игольный шаг. Для определения класса машин приняты дюймы — один, полтора, два: английский дюйм равен 25,4 мм, французский — 27,78, саксонский — 23,6 мм. Класс Машин обозначается номерами: 3-, 4-, 5-, 6-, 7-й и далее по 66-й. Чем выше класс машины, тем меньше расстояние между иглами, тоньше иглы и соответственно тоньше и плотнее выработанный на них трикотаж. 3.5.Специфические требования к трикотажной пряже и нитям обусловлены особенностями трикотажного производства. Трикотажную пряжу можно разделить по назначению на трико-тажно-чулочную, которая идет как основной материал для изготовления полотна и штучных изделий; трикотажную пряжу под начес, которая дополнительно вводится в трикотажное полотно для получения ворса, и швейнотрикотажную, которая применяется для пошива изделий или используется для вышивки. Кроме пряжи, в трикотажном производстве используют швейные и вышивальные нитки, а также эластичные нити для создания эластичного борта в спортивных получулках. Трикотажная пряжа должна быть пологой, мягкой, равномерной по толщине, блеску и прочности, эластичной, с установленной влажностью, чистой, гладкой поверхностью, со способностью равномерно окрашиваться. Нить должна иметь рыхлую структуру, чтобы обеспечить высокую застилистость поверхности, повышенные теплоизоляционные свойства изделий, облегченную массу изделия, приятную мягкость на ощупь и нормальное протекание процесса петлеобразования. Применение более пологой по крутке трикотажной пряжи по сравнению с пряжей для ткацкого производства объясняется тем, что повышение крутки пряжи ведет к возрастанию ее жесткости, а также увеличению способности к петлянию и, следовательно, к разладке трикотажных машин, поломке игл, искажению формы и изменению размеров петель, перекосам трикотажного полотна и другим порокам. В то же время пряжа с пологой круткой менее прочная и ровная, более ворсистая. Высокая крутка пряжи неблагоприятно влияет на процесс вязания. Нить с завышенной круткой, сматываясь с бобины при небольшом ослаблении натяжения, складывается вдвое и мгновенно скручивается, образуя сукрутину. Сукрутины, застревая в малых отверстиях нитенаправляющих и нитеподаю-щих механизмов, вызывают обрывы нити, поломку игл. Полотно, выработанное из пряжи с высокой круткой, имеет неправильную петельную структуру с наклонными асимметричными петлями. При вязании на круглых машинах петельные столбики вместо вертикальной линии образуют винтовую. В тех случаях, когда необходимо применить пряжу повышенной крутки, ее уравновешивают путем трощения двух нитей разносторонней крутки или разностороннего их скручивания. Для синтетических и искусственных волокон применяется их фиксация путем химических и термических операций. Крутка пряжи должна быть равномерной, иначе полотно получается пониженного качества, с утолщенными или утоненными петельными рядами или их участками. Мягкость трикотажной пряжи определяется не только величиной ее крутки, но и свойствами самих волокон. Повышение мягкости пряжи на трикотажных фабриках достигается предварительной обработкой пряжи и нитей перед вязанием специальными смягчающими веществами, которые затем удаляются с трикотажного полотна или готовых изделий перед крашением. Равномерность пряжи по толщине и блеску обеспечивает получение однородного по структуре и равномерного по плотности и блеску трикотажа. Неравномерная пряжа по толщине, т.е. переслежистая пряжа, вызывает «зебристость» — характерную полосатость трикотажа. Равномерность пряжи по составу волокна, степени крутки является также важным показателем качества. Равномерность пряжи по прочности предотвращает ее частые обрывы и сводит к минимуму появление пороков в процессе трикотажного производства. Удлинение также обеспечивает хорошую проходимость пряжи через элементы трикотажных машин в процессе петлеобразования. Недостаточное удлинение приводит к обрывности пряжи в петлеобразующих системах. Эластичность, характеризующаяся долей упругого удлинения в полном, является одним из важнейших свойств трикотажной пряжи. Упругость пряжи обусловливается свойствами волокна, способом прядения и величиной крутки. Наиболее упругими волокнами являются шерсть и синтетическое волокно капрон, менее упругим — вискозный шелк. Характер поверхности трикотажной пряжи также важен для выработки трикотажа без производственных пороков. Сильно пушистая, неравномерная, шишковатая пряжа будет не только приводить к порокам полотна при вязании, но и обусловливать понижение упругих свойств трикотажа. В пряже не должно быть посторонних механических примесей, замасленности, грубых узлов, излишней ворсистости. Химические нити должны удовлетворять требованиям ров-ноты, удлинения, растяжимости, отсутствия оборванных элементарных нитей, масляных пятен, содержания замасливателя. Требования к пряже и нитям фиксируются в соответствующих стандартах. В настоящее время в трикотажном производстве перерабатывают все виды сырья, включая пряжу из очёсов натурального шелка и из льняных волокон в смеси с синтетическими; применяют нити различной толщины и степени крутки. В основном используют пряжу и нити смешанного волокнистого состава, что обеспечивает хорошие гигиенические свойства полотен, меньшие усадку и сминаемость, хорошую износостойкость. Подготовка пряжи и нитей к вязанию имеет существенное значение для выработки высококачественного трикотажного полотна и повышения производительности трикотажных машин. 4. Обувное производство. Крепление низа обуви к заготовке верха. Классификация методов и их краткая характеристика. Виды брака, которые могут возникнуть при креплении и причины их появления. 4.1.Все операции обувного производства можно объединить в шесть групп: 1) раскрой обувных материалов; 2) предварительная обработка деталей обуви перед их скреплением; 3) сборка заготовки; 4) формование заготовки; 5) прикрепление низа обуви; 6) заключительная отделка обуви. Методы крепления низа обуви: Для прикрепления подошв к обуви применяют клеи, нитки (капроновые и льняные), гвозди подошвенные, реже винтованную проволоку и деревянные шпильки. Методы крепления низа можно классифицировать по виду применяемых крепителей на четыре группы: клеевые или химические, к которым относятся клеевой, строчечно-клеевой, метод горячей вулканизации и литьевой; ниточные методы - рантовый, сандальный, полусандальный (доппельный), парко, тачной и др.; стержневые (шпилечные) - гвоздевой, винтовой и деревянно-шпилечный; комбинированные - рантово-клеевой, доппельно-клеевой, гвозде-клеевой, клеепрошивной. Методы крепления низа определяют внешний вид обуви, ее износостойкость, гигиенические свойства (теплозащитные свойства низа, водоупорность по стыку подошвы с затяжной кромкой, вес обуви, ее гибкость), и, кроме того, материалоемкость обуви и трудовые затраты на ее обработку. Клеевые крепления применяют при изготовлении почти 70% обуви Конструкция обуви клеевого метода крепления: 1 - стелька; 2 - заготовка; 3 - подошва; 4 простилка; 5 - жесткий подносок. Технология прикрепления низа при клеевом методе складывается из двух групп операций - подготовки следа обуви и подошвы к креплению и крепления (приклеивания) подошвы. Подготовка следа обуви состоит в том, что в геленочной части следа прикрепляют металлический супинатор (рис. 46 д), простилают след обуви, т. е. заполняют простилкой углубление, образованное краем заготовки. Затяжную кромку верха и неходовую поверхность подошвы взъерошивают (шершуют) металлическими щетками, в результате чего с затяжной кромки удаляется лицевой слой и поверхность ее разрыхляется, что обеспечивает более прочное приклеивание подошв. На склеиваемые поверхности, т. е. на затяжную кромку и подошву, наносят клей в виде раствора и клеевую пленку высушивают. Для приклеивания подошв применяют главным образом найритовый клей НТ (на основе хлоропренового каучука), перхлорвиниловый клей, а также их модификации и реже нитроцеллюлозный клей. Технология приклеивания подошв заключается в активизации клеевой пленки, наложении подошвы на след и прессовании обуви под давлением. Клеевой метод крепления применяется в обуви с верхом из кож хромового дубления, из тканей, искусственных материалов и для подошв из всех видов эластичных материалов массового производства и модельной. Обувь клеевого метода крепления имеет красивый внешний вид, прочное скрепление подошвы с верхом. Так как скрепление подошвы идет по поверхности соприкосновения ее с затяжной кромкой, то такая обувь обладает водоупорностью по стыку с верхом. Подошва и стелька не разрушаются проколами как при других методах, что позволяет снизить их вес, толщину и повысить гибкость. Разновидностью клеевого метода является строчечно-клеевой (рис. 48). Обувь строчечно-клеевого метода изготовляют методом внутреннего формования. Она имеет платформу и мягкую встроченную стельку. Подошву прикрепляют к обтяжке платформы и каблука. Рис. 48. Конструкция обуви строчечно-клеевого метода крепления: 1 - мягкая втачная стелька; 2 - платформа; 3 - подошва; 4 - простилка; 5 - обтяжка платформы; 6 - заготовка. Сущность метода горячей вулканизации состоит в том, что процесс прикрепления резиновых деталей низа совмещается с формованием их из сырой резиновой смеси и вулканизацией резины. Такое совмещение обеспечивает получение наиболее прочного и монолитного соединения резинового низа с верхом обуви. Резиновые смеси для горячей вулканизации могут быть непористыми, пористыми и кожеподобными. Процесс ведется в специальных прессах при повышенной температуре и давлении. Метод горячей вулканизации используется для различных видов обуви: от комнатных туфель до юфтевых сапог (кроме модельной обуви). По свойствам и внешнему виду обувь горячей вулканизации подобна обуви клеевого метода крепления, но прочность крепления подошв выше, чем при клеевом методе. Изготовление обуви литьевым методом аналогично изготовлению других изделий из пластиков при помощи литья. Для литья деталей низа применяют поливинилхлоридную смесь, а также сырые резиновые смеси на основе нитрильного каучука и бутилкаучука. Резиновые смеси из этих каучуков до вулканизации размягчаются при нагревании и используются для литья. После вулканизации изделие приобретает эластичность, но не размягчается при нагреве и сохраняет форму. Формование низа обуви проводится в пресс-формах, на сердечники которых надета подготовленная обувь. Свойства этой обуви близки к свойствам обуви клеевого метода и метода горячей вулканизации. Обувь разных ниточных методов крепления отличается по конструкции, а следовательно, по свойствам и применению. В рантовой обуви механического производства стелька имеет вертикально расположенную губу (рис. 49). Paнт из кожи или искусственного материала вместе с затяжной кромкой заготовки прикреплен к губе стельки однониточным цепным швом капроновыми или льняными нитками, пропитанными варом. Рис. 49. Конструкция обуви рантового метода крепления: а - обувь с кожаной подошвой, б - обувь с резиновой пористой подошвой; 1 - стелька с губой; 2 - заготовка; 3 - подошва, 4 простилка, 5 - рант, 6 - строчка, соединяющая рант с губой стельки и заготовкой; 7 строчка, прикрепляющая подошву к ранту; 8 - декоративный накладной рант. От качества крепления ранта к губе стельки зависит прочность рантовой обуви. Обычно шов выдерживает срок износа подошвы с учетом ее ремонта. Объясняется это расположением шва, который изолирован от непосредственного воздействия пота и влаги. Подошву прикрепляют к ранту двухниточным швом. Стежки строчки располагаются на ранте и подошве. Стежки строчки, расположенные со стороны подошвы, укладывают в подрезку. Пяточную часть подошвы прикрепляют к стельке и затяжной кромке подошвенными гвоздями. Рантовым методом прикрепляют подошву из эластичной кожи и пористой резины. Рантовая обувь отличается высокими эксплуатационными свойствами: длительностью носки, водоупорностью по стыку между подошвой и затяжной кромкой, теплозащитными свойствами, ремонтоспособностью, красивым внешним видом. Внутри обуви стелька имеет ровную гладкую поверхность, обувь отличается удовлетворительной гибкостью. В связи с тем что шов, прикрепляющий подошву, вынесен за площадь опоры стопы, а для низа применяются эластичные материалы, срок носки обуви достаточно высок. Обувь рантового метода крепления отличается высокой материалоемкостью и трудоемкостью. 4.2 Виды брака и причины возникновения Таблица 4. название дефекта разные по оттенку цвета кожи деталей изделия описание внешних признаков дефекта неодинаковый оттенок цвета одноименных деталей верха обуви причины образования дефекта образуется в результате плохой подготовки кожи к крашению, применения красителей неудовлетворительного качества, неправильного комплектования деталей при раскрое, неравномерного нанесения слоя аппретуры на кожу верха разные по оттенку подошвы образуется в результате неодинаковый оттенок подошв в неправильного подбора подошв по паре оттенку или нарушения технологии покрытия подошв трещины подошвы трещины различной длины и глубины без изменения структуры, жесткости и цвета материала подошвы образуется в результате неправильного составления сметок и нарушения технологии производства подошвы видимый разрыв разной формы и величины: образуется в результате применения материала низкого качества, нарушения технологии сборки заготовки разрыв кожи (материал) по линии заготовки шва без деформации верха в месте разрыва с деформацией верха (вытянутость, выпуклость кожи заготовки в результате особенностей строения стопы и др.) оседание задника и подноска изделия заготовка верха обуви нависает за грань подошвы или каблука: подносок (задник) у основания мягкий, неформоустойчивый. Обувь сохранила первоначальную форму образуется в результате чрезмерного физического воздействия, вследствие особенности строения стопы или походки человека Образуется в результате нарушения технологии формования носочной и пяточной части обуви отклеивание подошвы участки, где имеется не приклеивание подошвы. образуется в результате неправильной обработки затяжной кромки, отсутствие клеевой пленки на отдельных участках, нарушение технологии приклеивания подошв отставание каблука видимая расщелина между каблуком и пяточной частью, образуется при натяжении каблука большим пальцем образуется в результате неправильной установки каблука или нарушения технологии его крепления каблук оторван от пяточной части: образуется в результате недостаточного количества крепления или недостаточной их длины отрыв каблука крепление каблука не обеспечивает прочность держания крепление каблука обеспечивает прочность держания, но образуется в результате имеются механические механического повреждения, повреждения обтяжки каблука способствующего отрыву каблука или граней каблука перелом каблука перелом или трещины каблука различной глубины: каблук или набойка не имеют дополнительных образуется в результате нарушения технологии изготовления каблука или его крепления производственных креплений и механических повреждений каблук или набойка имеют дополнительные непроизводственные крепители или механические повреждения, способствующего образованию дефекта образуется в результате некачественного ремонта обуви или механического повреждения СПИСОК ЛИТЕРАТУРЫ: 1. Минофьев, А. А. Теория процессов, технология, оборудование предпрядения хлопка и химических волокон : текст лекций / А. А. Минофьев, Н. Ф. Васенев, Е. А. Варганова. — Иваново : Ивановская государственная текстильная академия, ЭБС АСВ, 2012. — 156 c. — ISBN 978-5-88954-382-4. — Текст : электронный // Электронно-библиотечная система IPR BOOKS : [сайт]. — URL: http://www.iprbookshop.ru/25508.html (дата обращения: 13.12.2019). — Режим доступа: для авторизир. Пользователей 2. Легезина, Г. И. Технологические процессы и оборудование отрасли (текстильная промышленность) : учебное пособие / Г. И. Легезина. — Саратов : Ай Пи Ар Медиа, 2019. — 134 c. — ISBN 978-5-4497-0241-8. — Текст : электронный // Электроннобиблиотечная система IPR BOOKS : [сайт]. — URL: http://www.iprbookshop.ru/87085.html (дата обращения: 13.12.2019). — Режим доступа: для авторизир. пользователей 3. Катаева, С. Б. Технология трикотажных изделий. Основы трикотажного производства в дизайне костюма : учебное пособие / С. Б. Катаева. — Омск : Омский государственный институт сервиса, Омский государственный технический университет, 2014. — 163 c. — ISBN 978-5-93252-310-0. — Текст : электронный // Электронно-библиотечная система IPR BOOKS : [сайт]. — URL: http://www.iprbookshop.ru/26696.html (дата обращения: 13.12.2019). — Режим доступа: для авторизир. Пользователей 4. Ефимова, О. Г. Текстильные полотна и кожевенные материалы : справочник / О. Г. Ефимова, Н. М. Сокерин. — Иваново : Ивановский государственный политехнический университет, ЭБС АСВ, 2013. — 160 c. — ISBN 978-5-88954-391-6. — Текст : электронный // Электронно-библиотечная система IPR BOOKS : [сайт]. — URL: http://www.iprbookshop.ru/25507.html (дата обращения: 13.12.2019). — Режим доступа: для авторизир. Пользователей 5. https://pandia.ru/text/78/393/95370-2.php схема мотальной машины (13.12.2019) 6. https://dic.academic.ru/dic.nsf/bse/149998 схема чесальной машины (13.12.2019) 7. https://yandex.ru/search/?text=схема%20разрыхлительноочистительного%20агрегата&lr=2&clid=9582 схема РОА (13.12.2019) 8. https://www.booksite.ru/fulltext/1/001/008/097/237.htm схема ровничной машины (13.12.2019) 9. https://poznayka.org/s96444t1.html схема ленточной машины (13.12.2019)