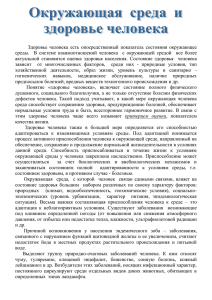
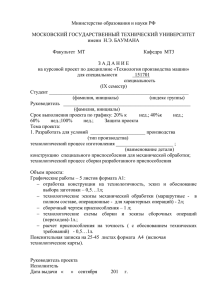
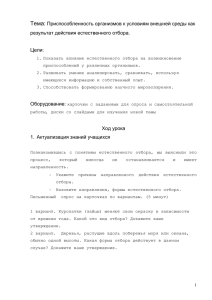
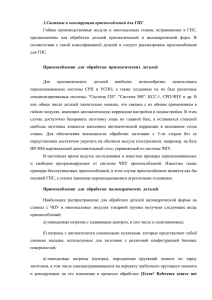
Курсовая работа по дисциплине «Технологическая оснастка» 2 Содержание Введение. .......................................................................................................................... 3 1. Техническое задание на разработку приспособления. ............................................ 4 2. Анализ технического задания. ................................................................................... 5 2.1. Анализ и обоснование выбора схемы приспособления ....................................... 5 2.2. Выбор схемы базирования и мест зажима заготовки. .......................................... 7 2.3 Анализ сил, действующих на заготовку. ................................................................ 8 2.4. Анализ приспособлений, применяемых в аналогичных условиях обработки заготовок. ....................................................................................................................... 11 3. Разработка схемы приспособления. ........................................................................ 13 4. Силовой расчет приспособления. ............................................................................ 14 5. Выбор и расчет силового узла. ................................................................................ 15 6. Расчет точности приспособления и погрешности установки. ............................. 16 7. Формирование технических требований на приспособление. ............................. 18 8. Расчет технологической себестоимости выполнения операции в разработанном приспособлении. ............................................................................................................ 18 9.Описание принципа действия приспособления. ..................................................... 20 Список используемой литературы. ............................................................................. 21 3 Введение. Технологическая оснастка - это средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. К ним относятся станочные, контрольные и сборочные приспособления, а так же приспособления для установки и закрепления инструмента, схваты промышленных роботов и т.д. От степени использования технологической оснастки зависит экономическая эффективность обработки деталей. Оснащение станков приспособлениями, расширяющими их технологические возможности, дает особенно большой эффект в условиях индивидуального и серийного производства, компенсирует отсутствие тех или иных видов оборудования, устраняет излишние передачи деталей от станка к станку, а так же недогрузку отдельных видов станков. В общей доле технологической оснастки станочные приспособления составляют 80%, так как их используют при выполнении каждой операции для установки и закрепления исходной заготовки. Применение станочных приспособлений позволяет надежно базировать и закреплять обрабатываемую заготовку с сохранением ее жесткости в процессе обработки, стабильно обеспечивать высокое качество получаемых деталей при минимальной зависимости качества от квалификации рабочего. Автоматизация и механизации приспособлений повышает производительность и облегчает условия труда рабочего, расширяет технологические возможности используемого оборудования. 4 1. Техническое задание на разработку приспособления. Разработать приспособление для фрезерной операции для фрезерования паза шириной 50мм в корпусе патрона. Рисунок 1.1 – Чертеж корпуса патрона Годовой объем выпуска деталей 10000 шт. 5 2. Анализ технического задания. При выборе зажимного устройства приспособления будем руководствоваться следующими требованиями: При зажиме не изменять первоначально заданное положение заготовки. Сила зажима должна обеспечивать надежное закрепление детали и не допускать сдвига, поворота и вибрации заготовки при обработке на станке. Зажим и открепление заготовки должно производится с минимальной затратой сил и времени фрезеровщика. Зажимной механизм должен быть простым по конструкции, компактным, максимально удобным и безопасным в работе (минимальные габаритные размеры и число съемных деталей; устройство управления зажимным механизмом должно располагаться со стороны фрезеровщика). 2.1. Анализ и обоснование выбора схемы приспособления Обоснованием для выбора типа зажимного механизма служат такие факторы: 1. Приспособление проектируется для обработки заготовок в серийном производстве (годовая программа выпуска корпуса патрона 10000шт.). 2. Сила резания на фрезерной операции. Для обеспечения контакта заготовки с установочными элементами приспособления при закреплении точку приложения зажимного усилия выбираем так, чтобы направление его действия было перпендикулярно поверхности опорного элемента. Учитывая все факторы, влияющие на обработку корпуса патрона составляем схему приспособления. 6 Рисунок 2.1 – Схема приспособления для фрезерования паза: 1 - центрирующие призмы; 2 - рычажный зажим; 3 - шарнирные опоры; 4 — пневмоцилиндр; 5 – упор; Д – заготовка 7 2.2. Выбор схемы базирования и мест зажима заготовки. Выполняем анализ технологических баз (рисунок 2.2). При базировании детали типа «диск» в качестве баз используются ось и две плоскости, которые образуют комплект, включающий в себя установочную, двойную опорную и опорную базы. Установочная база А – лишает деталь трех степеней свободы. Эта база была рассмотрена при базировании призматической детали. У диска эта база выполняет ту же функцию – она лишает деталь одного перемещения и двух вращений. Двойной опорной базой Б называется база, которая накладывает 2 двусторонние связи и лишает деталь 2 перемещений во взаимно перпендикулярных направлениях. Обе двусторонние связи накладываются на оси, но одна в горизонтальной, а другая в вертикальной плоскости симметрии. Опорная база В накладывает одну двустороннюю связь и лишает деталь типа «диск» вращения вокруг своей оси. Располагается такая база как можно дальше от оси в горизонтальной или вертикальной плоскости симметрии. Реализуется в виде пальца в отверстии детали. 8 Рисунок 2.2 - Базы 2.3 Анализ сил, действующих на заготовку. Для анализа сил, проведем расчет силы резания при фрезеровании паза Операция 010 Фрезерная 1. Установить, закрепить. 2. Фрезеровать паз однократно. Инструмент: фреза трехсторонняя 2340-0365 Р6М5 ГОСТ 28527-90. Оборудование: станок вертикально - фрезерный консольный станок 6Р13Р. 9 Расчет режимов проведем аналитическим методом для операции 010 Фрезерной. Длина обработки lдет равна 110мм. Ширина поверхности B равна 12мм. Глубина фрезерования t составляет 5мм, а подача на зуб S Z в соответствии с данными справочника [Ошибка! Источник ссылки не найден., табл. 77, стр. 403] находится в диапазоне 0,008-0,004 мм/зуб. Выбираем среднее значение Sz=0,006 мм/зуб. Для расчёта скорости резания согласно [Ошибка! Источник ссылки не найден., стр. 406] используется следующая зависимость: CV D q V m x KV y T t SZ Bu z p где CV D T (2.1) – коэффициент [Ошибка! Источник ссылки не найден., табл. 81, стр. 410]; – диаметр фрезы, мм; – стойкость фрезы, мин [Ошибка! Источник ссылки не найден., табл. 82, стр. 411]; t – глубина резания, мм; SZ – подача на зуб, мм/зуб; B – ширина фрезерования, мм; z – количество ножей; KV – поправочный коэффициент, равный: KV K МV K ПV K ИV где K МV – коэффициент, (2.2) учитывающий качество материала, [Ошибка! Источник ссылки не найден., табл. 4 стр. 360]; K ПV – коэффициент, учитывающий состояние поверхности, [Ошибка! Источник ссылки не найден., табл. 5, стр. 361]; K ИV – коэффициент, учитывающий материал инструмента, [Ошибка! Источник ссылки не найден., табл. 6, стр. 361]. 10 Показатели степеней определяются по [Ошибка! Источник ссылки не найден., табл. 81, стр. 410]. CV =53 q =0,25 x =0,3 y =0,2 u =0,2 p =0,1 m =0,2 T =60 мин KV 1,0 0,9 1,0 0,9 Тогда Vрасч 53 500,25 0,2 0,3 0,9 44,9м/мин 60 5 0,0060,2 120,2 140,1 Частота вращения шпинделя определяется по следующей зависимости: n 1000 V D (2.3) Подставим числовые значения: n 1000 36 285 об/мин 3,14 50 На основании паспортных данных станка принимаем n 300об/мин. Тогда действительная скорость резания, определяемая по следующей зависимости: V Составит V Dn 1000 , (2.4) 3,14 50 300 47 м/мин 1000 Теперь, когда известна частота вращения шпинделя, можно скорректировать минутную подачу, равную SZ z n 0,006 14 300 25,2 мм/мин. Для расчёта мощности резания (эффективной) согласно [Ошибка! Источник ссылки не найден., стр. 411] используется следующая зависимость: Ne Pz V 1020 60 , (2.5) в которой на основании [Ошибка! Источник ссылки не найден., стр. 406] Pz где Cp 10 C p t x S zy B n z Dq nw K MP (2.6) – коэффициент [Ошибка! Источник ссылки не найден., табл. 83, стр. 412]; 11 t – глубина резания, мм; SZ – подача на зуб, мм/зуб; B – ширина фрезерования, мм; z – количество ножей; D – диаметр фрезы, мм; n – частота вращения шпинделя, об/мин; – поправочный коэффициент учитывающий качество обрабатываемого материала [Ошибка! Источник ссылки K MP не найден., табл. 10, стр. 363]. Показатели степеней определяются по [Ошибка! Источник ссылки не найден., табл. 83, стр. 412]. C p =68,2 x =0,86 y =0,72 q =0,86 w =0 K MP =1,0 Тогда Pz u =1,0 10 68, 2 50,86 0, 0060,72 121,0 14 1, 0 397,5Н 501,1 3000 Мощность резания N e 397,5 47 0,31кВт 1020 60 2.4. Анализ приспособлений, применяемых в аналогичных условиях обработки заготовок. Тиски станочные предназначены для жесткого закрепления деталей при фрезеровании, сверлении, строгании и др. операциях, осуществляемых на станках. В случаях, когда изделие требуется зафиксировать под определенным углом, тиски устанавливают на поворотную платформу, обеспечивающую свободное вращение вокруг вертикальной оси. После выбора нужной позиции зажимной инструмент притягивается к основе специальными болтами. Поворотная основа — удобное вспомогательное устройство, однако она несколько снижает жесткость конструкции, поэтому использовать её следует только при необходимости. 12 Для установки обрабатываемой детали под углом к плоскости стола применяются синусные тиски. С учётом нужного угла по специальной формуле рассчитывается высота проставки (базовый набор этих изделий обычно входит в комплект, а дополнительные изготавливаются по мере необходимости), которая затем вставляется на подвижной части между нижней опорой и цилиндрической втулкой. Существуют и двухпозиционные синусные тиски — благодаря своей универсальности они приобрели большую популярность у мастеров. Устройство этого инструмента даёт возможность установки детали с наклоном в двух взаимно перпендикулярных плоскостях. 13 Рисунок 2.3 – Общий вид тисков Для фиксации обрабатываемого изделия под любым углом в трёх плоскостях применяют трёхкоординатные тиски. Этот инструмент является самым сложным и дорогим, однако и возможностей предоставляет гораздо больше, чем другие виды зажимных устройств. При работе с крупными деталями используются отдельные половинки прижимов, которые закрепляются прямо на рабочем столе. При этом одна губка имеет небольшой ход, благодаря которому возможна прочная фиксация обрабатываемого изделия. Одновременная обработка двух деталей становится вполне реальной, если в деле применяются двойные станочные тиски. Отдельный инструмент создан и для зажатия двух заготовок под прямым углом. Возможно, это не самые распространённые устройства, но «в природе» они существуют, и даже пользуются спросом в определённых областях работ. Исходя из вышесказанного, в данном станочном приспособлении будем использовать тиски с гидроприводом с призматическими губками. 3. Разработка схемы приспособления. На основании способа базирования рукоятки и расположения установочных элементов определяем место приложения сил зажима и проведем расчет ее величины. Выполняем схему закрепления корпуса со всеми приложенными силами (рисунок 3.1). 14 Рисунок 3.1. – Исходная (а) и расчетная (б) схемы но определению требуемой силы закрепления заготовки при её установке в призму: а - угол призмы; Q сила закрепления; М — момент сил резания, действующий на заготовку; Rу реакция установочной поверхности призмы; Rз - реакция поверхности зажимного элемента; Fтр з- сила трения по зажимному элементу; Fтp.y- сила трения по установочному элементу 4. Силовой расчет приспособления. Реальная величина силы закрепления может существенно отличатся вследствие различных причин присущих динамике. В связи с этим, для получения проектного значения силы закрепления необходимо ввести поправочный коэффициент, который равен [4, табл. 11, стр. 117]: K K 0 K1 K 2 K3 K 4 K5 K 6 (4.1) где K 0 – коэффициент гарантированного запаса (1,5); K1 – учитывает увеличение сил резания из-за случайных неровностей (1,0); K 2 – характеризует увеличение сил резания вследствие затупления режущего инструмента (1,7); K 3 – учитывает увеличение сил резания при прерывистом резании (1,0); K 4 – характеризует непостоянство сил закрепления (1,0); K 5 – характеризует эргономику (1,0); K 6 – учитывается только при наличии крутящих моментов (1,0). Значения коэффициентов определяются по [Ошибка! Источник ссылки не найден., стр. 117] K 1,5 1, 0 1, 7 1, 0 1,3 1, 0 1, 0 2,55 Так как вместо момента действует сила резания, тогда силу закрепления определяем по формуле: 15 Q fу К Pz 1 sin fз (4.2) 2 где fу, = 0,15- коэффициенты трения по установочному элементу; fз =0,15 - коэффициенты трения по зажимному элементу. Q 2,55 397,5 3138Н 1 0,15 0,15 120 sin 2 5. Выбор и расчет силового узла. Для механизированного зажима заготовки в устройстве принимаем гидравлический привод. Гидроприводы, благодаря относительно высоком давлении масла на поршень образуют большую силу зажима заготовки; за счет этого осуществляется уменьшение размера и веса устройства; масло также обеспечивает надежное смазки трущихся поверхностей, и уменьшает их износ. Расчетный диаметр поршня определяется из соотношения: D 4Q p (5.1) где: Q- сила зажима, Н; p – рабочее давление в пневмосистеме ( p 0,3 МПа); η – КПД, учитывающий потери в цилиндре ( 0,85 0,9 ) D 4 3138 122 мм 3,14 0,3 0,9 По расчетному значению диаметра поршня принимаем стандартное значение диаметра поршня и штока. Принимаем: - диаметр поршня D 125 мм; - диаметр штока d 40 мм. Для механизированного зажима заготовки в приспособлении принимаем пневматический привод, который имеет ряд преимуществ таких, как: простота 16 конструкции и технического обслуживания; полная пожаро- и взрывобезопасность; надежность работы в широком диапазоне температур, в условиях загрязненной и влажной окружающей среды; длительный срок эксплуатации, чем гидро- и электроприводы, высокое быстродействие. возможность передачи пневмоэнергии на относительно большие расстояния по магистральным трубопроводам; отсутствие необходимости в разнообразных защитных устройствах от перегрузок у пользователей; безопасность для персонала, обслуживающего систему. Рисунок 2.3 Пневмоцилиндр. 1-Крышка задняя, 2-Гильза, 3-Поршень, 4-Втулка; 5-Кришка передняя 6Фланец, 7-Шток, 8-17-Стандартные метизы. 17 6. Расчет точности приспособления и погрешности установки. При выполнении фрезерной операции суммарная погрешность обработки не должна превышать заданного допуска на выполняемый размер: WΣ=WO+Wy≤TA (7.1) Где: ТА – поле допуска, проставленного на операционном чертеже детали 0,62, а допуск биения составляет 0,2, то 0,2 < 0,62 WO =0,023…0,031мм - погрешность обработки при фрезеровании. WУ - погрешность установки, находим по формуле: Wy 1,2 Wб 2 Wз 2 Wпп 2 (4.2) Где, Wб - погрешность базирования; Wз -погрешность закрепления; Wпп -погрешность самого приспособления; Погрешность Wб рассчитывается по типовой формуле для данной схемы базирования (рис.4.1): Wб 0,2 TD (7.2) Где TD= 0,62мм – допуск на размер Wб 0,124 мм Так как закрепление заготовки осуществляется на призме и обеспечивает постоянство силы зажима Q, то погрешность закрепления принимаем равной нулю Wз =0мм. Рисунок 7.1 18 Погрешность изготовления характеризует положение установочных элементов приспособления. Погрешность приспособления равна 0,01..0,015 мм. Принимаем Wпп = 0,01мм Таким образом погрешность установки Wу равна: Wy 1, 2 0,1242 02 0, 012 =0,149мм Рассчитываем суммарную погрешность обработки: W∑ = 0,023 + 0,149 = 0,172мм≤0,2мм Таким образом, условие выполняется, и данное приспособление удовлетворяет заданным параметрам точности обработки. 7. Формирование технических требований на приспособление. Пневмоцилиндры должны изготовляться в соответствии с требованиями ГОСТ 18460 по рабочим чертежам, утвержденным в установленном порядке. Пневмоцилиндры должны работать на сжатом воздухе, очищенном не грубее класса 10 для эксплуатации при температурах выше 1°С и не грубее класса 9 — для эксплуатации при температурах ниже 1°С по ГОСТ 17433. При эксплуатации пневмоцилиндров должно быть обеспечено смазывание трущихся поверхностей. Перед установкой приспособления на стол станка, их необходимо проверить комплектацию. Установить приспособление на стол станка, закрепить болтами, шпонками, прихватами по ГОСТ 13152. Смазку трущихся поверхностей производить раз в смену с предварительной очисткой. Условия эксплуатации приспособления – ГОСТ 15150 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию приспособления. Эксплуатация пневмоцилиндров должна производится в соответствии с руководством по эксплуатации изделия, на пневмоцилиндры, с учетом функционального назначения. которое установлены 19 Монтаж, эксплуатация и демонтаж пневмоцилиндров должны вестись персоналом, ознакомленным с правилами их эксплуатации, при строгом соблюдении правил техники безопасности. 8. Расчет технологической себестоимости выполнения операции в разработанном приспособлении. Средняя трудоемкость проектирования и изготовления составляет: конструирование 10,0; деталировка 10,0; контроль чертежей 6,0; копирование 12,0; изготовление 120,0. То есть tУСП=158нормо-часов. Годовые расходы на создание и эксплуатацию одного приспособления рассчитываем по формуле: Р присп Sc Sv g , MK (9.1) де МК – количество исполнений; g – повторяемость сборки одного компоновки в течение года; SC – постоянные расходы; SV – сменные расходы. Постоянные расходы находим по формуле: SC SУСП k УСП LK (1 k K ), (9.2) де SУСП = 23700руб – цена одного приспособления; kУСП =0,1 – коэффициент амортизации комплекта деталей; LК =47000руб. – годовой фонд заработной платы конструктора; kК = 0,5 – коэффициент косвенных расходов. Вычисляем постоянные расходы: SC 23700 0,1 47000(1 0,5) 72870 руб. Величина переменных затрат учитывает расходы на однократную сборку и наладку на рабочем месте одного приспособления с соответствующими расходами: SV l t t сб (1 k сб ), (9.3) 20 де lt = 180,5руб./час – часовая тарифная ставка слесаря-сборщика V разряда; tсб = 0,5часа – время сборки, сборки и наладки ее на рабочем месте; kсб = 0,8 – коэффициент косвенных расходов. Вычисляем переменные затраты: SV 180,5 0,5(1 0,8) 162,45руб. Вычисляем Р присп годовые расходы: 72870 162, 45 2 6397,4руб./приспособление. 12 9.Описание принципа действия приспособления. Приспособление работает следующим образом. Для закрепления заготовки в приспособлении, поместить заготовку между губками. Включить подачу воздуха в штоковую полость пневмоцилиндра. Шток толкает коромысло с подвижными губками. Происходит зажим. После того как корпус патрона профрезерован и его необходимо извлечь из приспособления, повернув ручку пневмопривода для подачи воздуха в бесштоковую полость. Губки приспособления разжимаются и корпус паторна можно извлечь. На основании вышеизложенного составляем общий вид приспособления для фрезерной операции на листе формата А1. 21 Список используемой литературы. 1. «Прогрессивные режущие инструменты и режимы резания металлов», Справочник /Под общей ред. В.И. Баранчикова., М.: Машиностроение, 1990 г. 2. «Справочник технолога–машиностроителя». /Под ред. А.Г. Косиловой и Р.К. Мещерякова. М.: Машиностроения, 1985 г. Т1,Т2. 3. Технология машиностроения. Беспалов Б.Л. и др., М.: Машиностроение, - 1973. 4. Курсовое проектирование по технологии машиностроения: Учебное пособие для машиностроительных специальностей ВУЗов. - Мн: Выш. школа, 1983. 5. Допуски и посадки. Справочник. В 2-х ч./ В.Д. Мягков, М.А. Палей и др. - Л.: Машиностроение, 1983. 6. Справочник конструктора-машиностроителя. В 3-х т. В.И. Анурьев, - М.: Машиностроение, 1982. 7. Технология машиностроения. Под ред. М.Е. Егорова, - М.: Высшая школа, 1976. 8. Ансеров М.А. Приспособления для металлорежущих станков: Расчеты и конструкции. - 3-е изд., стереот. - М.: Машиностроение, 1966. 9. Режимы резания металлов. Справочник. Ред. Ю.В. Барановский. М.: Машиностроение, - 1972.