osobennosti-nerazrushayushego-kontrolya-svarn-h-soedineniy-trub-s-defektami-osnovnogo-metalla-tipa-likvatsionn-h-zon
advertisement

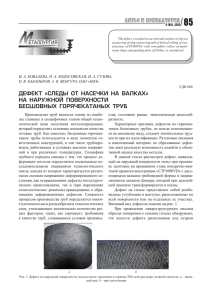
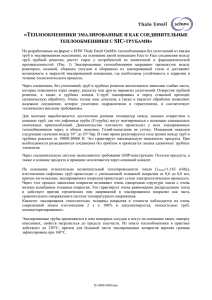
МЕЖДУНАРОДНЫЙ НАУЧНЫЙ ЖУРНАЛ «СИМВОЛ НАУКИ» №12/2015 ISSN 2410-700Х соединяемых поверхностях. Таким образом вторую стадию процесса можно представить протекающей в два этапа - активация поверхностей продуктами электрического взрыва проводника и последующее образование химических связей между свариваемой поверхностью и металлической прослойкой. На третьей стадии(объёмное взаимодействие) происходитокончательное формирование металлической прослойки и образование сварного соединения, а также релаксация напряжений в результате рекристаллизации. Развитие третьей стадии процесса приводит в общем случае к устранению несовершенств, образованию объёмной зоны взаимодействия соединяемых материалов и как следствие релаксации внутренних напряжений. В результате этого соединение может выдерживать достаточно высокие динамические и термоциклические нагрузки. Список использованной литературы: 1. Мусин, Р.А. Кристаллографические аспекты образования соединений разнородных материалов в твердой фазе / Р.А. Мусин, Г.В. Конюшков, В.Г. Конюшков // Современные проблемы машиностроения. Труды IV Международной научно-технической конференции. – Томск: Издательство ТПУ, 2008. – С.418-421. 2. Конюшков, Г.В., Физические и химические основы формирования соединений металлов с неметаллическими материалами / Г.В. Конюшков, Р.А. Мусин, Х. Херольд, О.Ю. Жевалев, А.Н. Балакин // Сварка и диагностика. – 2007. - №1, №2. - С. 6-8, С. 16-17. 3. Лебедев, С.В. Взрыв металла под действием электрического тока [Текст]/ С.В. Лебедев // Журнал экспериментальной и теоретической физики.-1957.-Т.32.-№2.-С.199-204. © Балакин А.Н., Афанасьев С.С., Кузнецов Д.А., 2015 УДК 62-9 Балакин Александр Николаевич, к.т.н., доцент Афанасьев Сергей Сергеевич, магистр гр. м-МНСТ21 Кузнецов Дмитрий Анатольевич, магистр гр. м-МНСТ21 Россия, г. Саратов, СГТУ имени Гагарина Ю.А. E-mail:svr4gac@rambler.ru ОСОБЕННОСТИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ С ДЕФЕКТАМИ ОСНОВНОГО МЕТАЛЛА ТИПА ЛИКВАЦИОННЫХ ЗОН Аннотация Данная работа посвящена исследованию выявления такого металлургического дефекта, как «ликвация», а также влияние его на качество сварных соединений. Рассмотрено влияние «ликвации» на установление дефектов при ультразвуковом контроле. Ключевые слова Ликвация; ликвационная зона; неразрушающий контрольуль; утрозвуковая толщинометрия; металлургический дефект. В соответствии с требованиями действующей нормативной документации в газовой сфере по сварке, торцы свариваемых труб, металл труб в местах предполагаемых прямых врезок или установки заплат и т.п. должны в частности проверяться ультразвуковым методом неразрушающего контроля на предмет наличия расслоений металла. 15 МЕЖДУНАРОДНЫЙ НАУЧНЫЙ ЖУРНАЛ «СИМВОЛ НАУКИ» №12/2015 ISSN 2410-700Х Ликвация - это дефект отливки в виде местных скоплений химических элементов или соединений в теле отливки, возникших в результате избирательной кристаллизации при затвердевании [4]. Нередко, особенно на электросварных трубах с толщиной стенки более 15 мм, при проведении этого контроля обнаруживаются дефекты, располагающиеся обычно в средней части стенок труб, имеющие признаки расслоения, а именно ультразвуковая толщинометрия показывает скачкообразное утонение стенки трубы примерно до половины ее толщины (рисунок 1). Рисунок 1 – Показания толщиномера В тоже время при резке труб по этим дефектам характерных при наличии расслоений хлопков не происходит и на срезе при визуальном контроле дефектов также не обнаруживается. На газотранспортном предприятии проведена работа по определению типа, степени опасности этих дефектов, а также разработана методика неразрушающего контроля, позволяющая отличать их от настоящего расслоения. Что касается типа, то ближе всего к дефектам с подобными признаками подходит литьевой металлургический дефект называемый «ликвацией», представляющий собой область металла с измененным относительно общего объема химическим составом и располагающийся, как правило, по оси литьевой заготовки. При прокате этот дефект раскатывается вместе с заготовкой оставаясь в середине проката, но приобретая при этом плоскостной характер, что реально и наблюдается. Работая с этими «ликвационными» дефектами на предмет их выявляемости различными методами неразрушающего контроля было выяснено, что отличить «ликвацию» от настоящего расслоения можно довольно легко с помощью ультразвукового контроля тела трубы прямым датчиком классическим эхо- или теневым методом, используя дефектоскоп или толщиномер с временной разверткой отраженного сигнала (рисунок 2). В отличие от расслоения, которое для ультразвука является практически 100% зеркалом, «ликвация» отражает ультразвук лишь частично. Поэтому при просвечивании эхо-методом трубы с «ликвационным» дефектом, кроме отраженного от него сигнала будет присутствовать еще и донное отражение, причем донный сигнал по амплитуде будет больше чем сигнал, отраженный от «ликвации» (рисунок 3). В случае же полного расслоения металла донного сигнала как такового просто не будет (рисунок 4). Рисунок 2 – Бездефектная труба 16 МЕЖДУНАРОДНЫЙ НАУЧНЫЙ ЖУРНАЛ «СИМВОЛ НАУКИ» №12/2015 ISSN 2410-700Х Рисунок 3 – Труба с «ликвационным» дефектом Рисунок 4 – Труба с расслоением При теневом просвечивании отличие будет только в том, что при реальном расслоении металла трубы сигнал на противоположной от пьезоизлучателя стороне стенки трубы наблюдаться не будет вообще. В литературе оговаривается, что ликвация в прокате, хоть и является в принципе при определенных условиях источником зарождения расслоения, но в тоже время сама по себе не является критическим дефектом. Для проверки этого утверждения было принято решение провести механические испытания образцов с «ликвационными» зонами. Образцы брались из отбракованных по таким дефектам труб 1420х18,7 мм и 1420х17.5 мм и вырезались из областей труб с наиболее выраженными характерными для «ликваций» параметрами. Для полноты картины образцы вырезались ориентированные как вдоль, так и перпендикулярно оси труб. Половина образцов разрезалась и сваривалась заново электродуговой сваркой, причем сварочный ток специально завышался для более сильного термического воздействия на основной металл с целью провокации развития «ликвации» в расслоение. Затем эти образцы были испытаны на статическое растяжение и загиб по ГОСТ 6996-56 на разрывной машине. В результате этих испытаний было установлено: 1. на качество сварки «ликвационный» дефект никак не повлиял; 2. при термическом воздействии перехода «ликвации» в расслоение не происходило; 3. испытание на загиб все образцы прошли удовлетворительно; 4. при испытаниях на статическое растяжение образцов со сварным швом все они разрушились по основному металлу; 5. временное сопротивление разрыву всех образцов полностью согласовывалось с указанным в сертификате и не отличалось от временного сопротивления разрыву образцов взятых из чистых участков этих же труб. Таким образом, исходя из проделанной работы и учитывая, что согласно СНиП 3-05-06-85*, в теле труб даже допускаются расслоения размером до 80 мм, можно сделать вывод, что чисто «ликвационный» дефект можно считать допустимым независимо от его размера. Теперь об особенности контроля сварных стыков труб с ликвационными зонами. Хотя «ликвацию» и можно считать допустимым дефектом, тем не менее для ультразвуковой дефектоскопии она представляет реальное препятствие, т.к. падающий ультразвуковой луч по крайней мере частично от нее отражается и до 17 МЕЖДУНАРОДНЫЙ НАУЧНЫЙ ЖУРНАЛ «СИМВОЛ НАУКИ» №12/2015 ISSN 2410-700Х корня шва по сравнению с чистым металлом он доходит уже ослабленный, что соответственно приводит к уменьшению амплитуды отраженного от реального дефекта сигнала, а это в свою очередь приводит к недобраковке. Ситуация осложняется тем, что невозможно вычислить какая часть ультразвуковой волны будет рассеиваться ликвацией, а значит и корректирующие поправки, аналогичные поправке на шероховатость, невозможно определить. Поэтому чисто практическая рекомендация – при обнаружении на свариваемых кромках «ликвационных» дефектов лучше отдать предпочтение радиационному методу неразрушающего контроля. Список использованной литературы: 1. Отт К. Ф. Стресс-коррозия на газопроводах /К. Ф. Отт// ООО «Газпром». Югорск, 2002 – 182 с. 2. Сергеева Т. К. Состояние проблемы стресс-коррозии в странах СНГ и за рубежом / Т. К. Сергеева, Е. П. Турковская, Н. П. Михайлов и др. / Газ.Пром-ть. Сер. Защита от коррозии оборудования в газовой промышленности. ОИ – М.: ИРЦ Газпром, 1997. – 88с. 3. Строительные нормы и правила (СНиП) 3.05.06-85*. Электротехнические устройства. Правила производства и приемки работ. М.: Стройиздат, 1986. 4. ГОСТ 19200-80 «Отливки из чугуна и стали. Термины и определения дефектов». – М.: Издательство стандартов, 1992. – 12 с. © Балакин А.Н., Афанасьев С.С., Кузнецов Д.А., 2015 УДК 004.056 Гатиятуллин Тимур Радикович, Сухова Алина Рашитовна студенты 4 курса Института управления и безопасности предпринимательства ФГБОУ ВПО Башкирский государственный университет Г. Уфа, Российская Федерация Г. Уфа, Российская Федерация lgfun@yandex.ru ПРОБЛЕМЫ БЕЗОПАСНОСТИ СОВРЕМЕННЫХ АВТОМОБИЛЕЙ Аннотация Данная статья призвана обратить внимание на возможность взлома автомобилей с использованием современных информационных технологий. Ключевые слова Информационная безопасность, автомобили, защита информации, взлом, хакинг. С ростом населения растет и количество автомобилей. Для одних машина является роскошью, для других – средством передвижения, но в независимости от целей покупки, перед каждым владельцем возникает вопрос безопасности автомобиля. Некоторым хватает сигнализации с завода («поставил и забыл»), которая открывает двери и багажник, и этого достаточно. Но в случае угона данная система неэффективна, автовладелец никак не узнает своевременно о краже своего авто. Для защиты своего автомобиля эксперты советуют применять комплексный подход по обеспечению безопасности машины, который состоит из разных элементов: страхование, использование механических средств защиты, например, дополнительных замков, специальной техники, в частности, спутниковых противоугонных систем и сигнализации, которые позволяют владельцу транспортного средства и сэкономить деньги, и сохранить свое спокойствие[1]. Данные способы защиты при комплексном применении достаточно эффективны, не сложны в установке, в большинстве случаев надежно обеспечивают безопасность автомобиля и несколько лет назад 18