+")
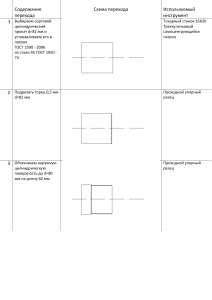
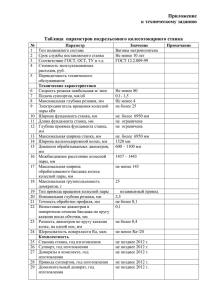
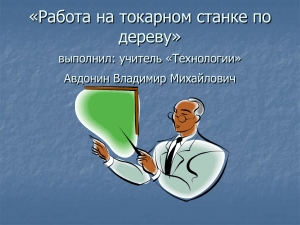
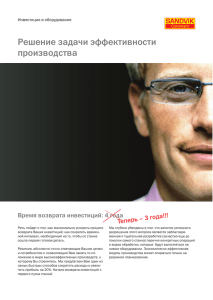
Санкт-Петербургский политехнический университет Петра Великого Кафедра: «Технология конструкционных материалов и материаловедения» Отчет по лабораторной работе № 1.7 «НАЗНАЧЕНИЕ И УСТРОЙСТВО ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА» Выполнил: Студент группы 23222/5 Романов Ф.В. Проверил: профессор, д-р технических наук. Барон Ю. М. Санкт-Петербург 2017 1.Номер, формулировка и исходные данные индивидуального задания. Индивидуальное задание: «Провести хронометрирование работ, выполняемых при наладке токарно-револьверного станка модели 1341, рассчитать штучнокалькуляционное время на изготовление детали «№13», определить коэффициенты непроизводительных затрат для изготовления партии заготовок на станках токарной группы и выбрать тип станка, обеспечивающий минимум значения коэффициента непроизводительных затрат». 2. Технологический эскиз операции. 1 3. Данные хронометрирования работ при наладке станка модели 1341. Режущий инструмент № Измерения Элементы затраты времени на обработку t1, с t2, с t3, с t4, с 21,5 7,7 3,2 0,99 2 15,45 10,15 2,86 1,38 3 14,8 8,23 3,21 1,1 21,5 7,7 3,2 0,99 5 15,45 10,15 2,86 1,38 6 14,8 8,23 3,21 1,1 Резец 1 Сверло 4 Результаты расчетов затрачиваемого времени: t1= (21,5+15,45+14,8)/3=17,25 с; 17,25/60=0,2876 мин; t2= (7,7+10,15+8,23)/3=8,69 с; 7,7/60=0,145 мин; t3= (3,2+2,86+3,21)/3=3,09 с; 3,09/60=0,0515 мин; t4= (0,99+1,38+1,1)/3=1,15 с; 1,15/60=0,0191 мин; t5, t6, t7 – для сверла и резца задано преподавателем; Для резца: t5= 0 c; t6= 20мин; t7= 20мин; Для сверла: t5= 0; t6= 15 мин; t7= 15мин; Режущий Элементы затраты времени на обработку (мин.) инструмент t1 t2 t3 t4 t5 t6 резец Сверло Зенкер t7 20 0,2876 0,145 0,0515 0,0191 0 20 15 2 t1-время на установку и снятие заготовки. t2-время на подвод и отвод инструмента. t3-время на смену режущего инструмента. t4-время на изменение режима резания. t5-время на контроль выполняемых размеров. t6-время установки, выверки и закрепления на станке приспособления. t7-время на установку режущих инструментов. 4. Последовательность переходов технологической операции. №Тех.переходов Содержание переходов, Режим обработки режущий инструмент υ, м/мин Sо, мм/об 1 Подрезать торец 1; проходной отогнутый резец. 40 0,12 2 Точить поверхность 6; проходной отогнутый резец. 40 0,2 3 Сверлить отверстие 4; сверло φ 14,7. 40 0,2 4 Зенкеровать поверхность 4; зенкер. 60 0,12 5 Точить поверхность 2; проходной упорный резец. 60 0,12 6 Точить канавку 5; канавочный (отрезной) резец. 40 0,06 7 Точить конус 3; фасонный (широкий) резец. 40 0,06 8 Отрезать деталь; отрезной резец. 25 0,06 3 5. Сводная таблица затрат времени на обработку партий заготовок. Партия, №, Составляющие штучно-калькуляционного времени (мин.) Tшк, kнз, мин % штуки Т0 Твсп 5 3,47 20 Тобс Тшт Тпз/N 1,931 0,41 0,2 2,66 9,6 14,92 99,20 3,47 1,931 0,41 0,2 2,66 2,4 7,72 98,45 50 3,47 1,931 0,41 0,2 2,66 0,96 6,281 98,09 100 3,47 1,931 0,41 0,2 2,66 0,48 5,801 97,93 200 3,47 1,931 0,41 0,2 2,66 0,24 5,561 97,84 2000 3,47 1,931 0,41 0,2 2,66 0,024 5,345 97,76 Тотд Основное время, затрачиваемое непосредственно на резание: 𝐿i То=ΣТоi; Тоi= 𝑆оi∗ni; i - номер технологического перехода; Li – длина пути инструмента на iм переходе; Si – подача инструмента на i-м переходе, мм/об; nшni – частота вращения шпинделя на i-m переходе, об/мин. То1=0,01 мин; То2=1,05 мин; То3=0,79 мин; То4 = 0,5 мин; То5 = 1,11 мин. То=0,01+1,05+0,79+0,5+1,11 = 3,47, мин 5.1 Таблица показаний затрат времени на каждом переходе. № перехода t1 t2 t3 t4 t5 1 0,2876 0,145 - 0,0191 - 2 - 0,145 - 0,0191 4 3 - 0,145 0,0515 - - 4 - 0,145 0,0515 0,0191 - 5 - 0,145 0,0515 - - 6 - 0,145 0,0515 0,0191 - 7 - 0,145 0,0515 - - 8 0,2876 0,145 0,0515 0,0191 - 5.2 Расчёт времени Твсп. Твсп.=2*0,2876+8*0,14+6*0,0515+5*0,0191=1,931(мин.) Время обслуживания станка: Тобс=0,1*(Тo+Tвсп)=0,1*(3,47+1,931)=0,5 мин Время регламентированного отдыха рабочего: Тотд=0,2*(Тo+Tвсп)= 0,2*(3,47+1,931)=1,08 мин Подготовительно-заключительное время: Тпз=t6+t7+t8; t8 – время на установку на станке заданных режимов резания. t8= 0,4*t7=0,4*20=8 мин; Тпз=20+20+8=48 мин; N – количество заготовок в партии, обрабатываемых без переналадки станка N=5; Штучно-калькуляционное время: Tшк= То+ Tвсп+ Тобс+ Тотд+ Тпз/N=3,47+1,931+0,5+1,08+48/5=16,58 мин. 5.3 График зависимости kнз = f(N). (Приложение 1) 6.Выбор станка токарной группы для изготовления заданной партии деталей. В условиях серийного производства токарно-револьверный станок модели 1341 обладает более высокой производительностью, чем близкий по мощности и характеристикам обрабатываемых заготовок токарно-винторезный станок. Так же достигается экономия времени производства. 5