Ю .М .ТАИ РОВ, В.Ф. ЦВЕТКОВ
ТЕХНОЛОГИЯ
ПОЛУПРОВОДНИКОВЫХ
И ДИЭЛЕКТРИЧЕСКИХ
МАТЕРИАЛОВ
И ЗД АН И Е ВТО РО Е,
П ЕРЕРАБО ТАН Н О Е
И Д О П О Л Н ЕН Н О Е
Д опущ ено
Го суд ар ствен н ы м к о м и т е то м С С С Р
по н ар о д н о м у о б р а зо в ан и ю
в к ач естве у ч е б н и к а
д л я с ту д е н то в в у зо в ,
о бучаю щ и хся по с п е ц и а л ь н о с тя м
« Ф и зи к а и те х н о л о ги я
м атери алов и ко м п о н ен то в
э л е ктр о н н о й те хн и к и » ,
« М и к р о эл е к тр о н и к а
и п о л уп р о в о д н и к о вы е п риб оры »
М осква «В ы сш ая школа» 1990
ББК
31.233
14
621.315.592
Т
УДК
Ре ц е н з е н т ы:
кафедра физики и технологии интегральной микроэлектроннки Москов·
ского инстнтута электрониой техники (зав. кафедрой - д_р фнз.·мат.
наук,
лроф. В. д. Вернер); д.р техн . наук, "роф . В. М. Аидреев (Московскнй авиа·
ционный институт им. Серго Орджоинкидзе)
Т
14
Таиров Ю. М., Цветков В. Ф.
Технология полупроводниковых и диэлектрических материалов: Учеб. для вузов. 2-е изд., перераб. и доп.­
М. : Высш . ШК., 1990. -423 с.,: ил.
ISBN 5-06-001032-5
в книге изложены особенности протекания ОСНОВНЫХ процессов
(теплон
массопередачи. хнмнческих. переработки сырьевых материалов. кристаллизации н
стекловаиия. моделирования) при получении материалов
электронной
техннки.
Описаны техиологические процессы получення важнейших полупроводниковых и
диэлектрических материалов (в внде моиокристаллов. стекла. керамики). исполь­
зуемых в электроииоll технике.
т
2403000000(4309000000)-208
001 (01 )-90
1S в N 5-06-001032-5
198-90
©
ББК 31.233
6П2.1.06
ю. М. Таиров, В. Ф. Цветков,
1990.
Д ля успешного развития электронной техники не­
обходимым условием является разработка прогрессив­
ных, экономичных, экологически чистых, безотход­
ных технологических процессов, обеспечивающих элек­
тронную промышленность высококачественными мате­
риалами. Полупроводники и диэлектрики являются
группой материалов электронной техники, на основе
которых изготовляются активные и пассивные компо­
ненты электронной аппаратуры. Технологические про­
цессы получения этих материалов в виде монокристал­
лов, стекла, керамики имеют много общего, взаимодо­
полняющего, что делает целесообразным их совмест­
ное рассмотрение.
Уровень и темпы развития технологии полупровод­
никовых и диэлектрических м атериалов неразрывно
связаны с подготовкой высококвалифицированных спе­
циалистов. Роль технолога в современной промышлен­
ности значительно возросла, поскольку синтез новых
материалов или совершенствование уже освоенных
позволяет разрабаты вать приборы с уникальными ха­
рактеристиками, способные существенно повысить
функциональные возможности электронной аппарату­
ры. Усложнение производства, а та к ж е значительное
расширение номенклатуры выпускаемых материалов
требуют от будущих инженеров электронной техники
углубленного изучения теоретических основ техно­
логии. Это обеспечивает успех в создании управляемой
технологии, в прогнозировании состава и свойств полу­
чаемых материалов. Многообразие процессов, исполь­
зуемых в технологии материалов электронной техники,
сведено к обобщенным физико-химическим закономер­
ностям их протекания. Теоретические основы техно­
логии изложены в сочетании с описанием конкретных
процессов получения важнейших полупроводниковых
и диэлектрических материалов.
Авторы приносят глубокую благодарность сотруд­
никам каф едр «Диэлектрики и полупроводники» и
«Технология производстза радиодеталей» ЛЭТИ им.
В. И. Ульянова (Л енина), принимавшим участие в об­
суждении ряд а методических вопросов, и рецензен­
там — зав. кафедрой физики и технологии интеграль­
ной микроэлектроники МИЭТ д.-ру физ.-мат. наук,
проф. В. Д . Вернеру и д-ру техн. наук, проф. В. М. Ан­
дрееву за полезные советы и замечания.
Отзывы и пожелания по книге можно направлять
по адресу: 101430, Москва, ГСП-4, Неглинная ул.,
29/14, издательство «Высшая школа».
Авторы
ГЛАВА 1
ОБЩАЯ ХАРАКТЕРИСТИКА
ОСНОВНЫХ ПРОЦЕССОВ ТЕХНОЛОГИИ
МАТЕРИАЛОВ ЭЛЕКТРОННОЙ ТЕХНИКИ
§ 1.1. ТЕХ Н О Л О Г И Ч Е С КИ Й П РОЦ ЕС С ,
ОСН ОВН Ы Е понятия
Технологический
процесс
получения м атери а­
лов электронной техники — совокупность способов и процессов
переработки сы рья в проводники, полупроводники, диэлектрики
и магнетики.
Способ переработки (в технологии его называют способом
производства) — последовательное описание операций, протека­
ющих в соответствующих аппаратах. Такое описание называют
технологической схемой. Операция происходит в одном или не­
скольких аппаратах и представляет собой сочетание различных
технологических процессов: тепловых, массообменных, механиче­
ских и химических.
Материалы электронной техники получают в основном с по­
мощью химико-технологических процессов, состоящих из ряда
элементарных физических, физико-химических и химических про­
цессов (операций), которые складываются из следующих основных
стадий:
1) подготовки сырья и подвода реагирую щ их компонентов в
зону реакции;
2) химических превращений (реакций);
3) отвода из зоны реакции полученных продуктов и выделения
целевого продукта.
В первой стадии протекают физические процессы, в результате
которых перерабатываемые материалы изменяют только свою
внешнюю форму или физические свойства и химически неизменен^
ными переходят во вторую стадию. Подвод реагирующих компо
нентов в зону реакции может совершаться диффузией или конвек"
цией, абсорбцией или десорбцией газов, конденсацией паров>
плавлением твердых веществ или растворением их б жидкости,
испарением жидкостей или возгонкой твердых веществ и др.
Во второй стадии протекают процессы, в которых исходные
материалы претерпевают более глубокие превращения, вызыва­
ющие изменения не только физических свойств, но также агрегат­
ного состояния и химического состава вещества. В реагирующей
системе обычно происходит несколько последовательных (а иногда
и параллельных) химических реакций, приводящих к образова­
нию основного продукта, а также ряд побочных реакций между
основными исходными веществами и примесями, наличие которых
в исходном сырье неизбежно. В результате кроме основного обра­
зуются побочные продукты (материалы, имеющие народнохозяй­
ственное значение) или отходы производства, т. е. продукты ре­
акций, не имеющие значительной ценности. Побочные продукты
и отходы производства могут образоваться как при основной ре­
акции наряду с основным продуктом, так и вследствие побочных
реакций между основными веществами и примесями. Обычно при
анализе производственных процессов учитываются не все реакции,
а лишь те из них, которые оказывают определяющее влияние на
количество и качество получаемых основных продуктов.
В третьей стадии химических превращений нет, здесь проис­
ходит разделение: выделяются целевой (основной) продукт, по­
бочные продукты и оставшиеся исходные реагенты, которые могут
быть возвращены в начало процесса.
Для организации и оптимизации технологического процесса
большое значение имеет его технологический режим. Технологи­
ческим режимом называют совокупность основных факторов (па­
раметров), влияющих на скорость процесса, выход и качество про­
дукта. Для большинства технологических процессов производства
материалов электронной техники основными параметрами режима
являются температура, давление, способ подвода и перемеши­
вание реагентов и др. Параметры технологического режима оп­
ределяют принципы конструирования соответствующих реакторов.
Оптимальному значению параметров технологического режима
соответствуют максимальные производительность аппаратов и
производительность труда персонала, обслуживающего процесс.
По характеру протекания во времени технологические про­
цессы подразделяют на периодические, непрерывные и комбини­
рованные.
Периодический
процесс
характеризуется един­
ством места протекания отдельных его стадий и неустановившимся
состоянием во времени. В периодических процессах конечный
продукт выгружают полностью из аппарата или частично через
определенные промежутки времени. После разгрузки аппарата
в него загружают новую порцию исходных материалов и произ­
водственный цикл повторяется. Вследствие неустановившегося
состояния во времени при периодическом процессе в любой точке
массы обрабатываемого материала или в любом сечении аппарата
отдельные физические величины или параметры (температура,
давление, концентрация компонентов и др.), характеризующие
процесс и состояние веществ, подвергающихся обработке, меня­
ются в течение времени протекания процесса.
Н е п р е р ы в н ы й п р о ц е с с характеризуется единством
времени протекания всех его стадий, установившимся состоянием
и непрерывным отбором конечного продукта. Вследствие устано­
вившегося состояния в любой точке массы обрабатываемого ма­
териала или в любом сечении непрерывно действующего аппарата
физические величины или параметры в течение всего времени
протекания процесса остаются практически неизменными.
К о м б и н и р о в а н н ы й п р о ц е с с представляет собой
любой непрерывный процесс, отдельные стадии которого прово­
дятся периодически, либо такой процесс, одна или несколько
стадий которого проводятся непрерывно.
Непрерывные процессы имеют ряд существенных преимуществ
по сравнению с периодическими и комбинированными. В связи
с этим в настоящее время во всех от­
раслях техники стремятся перейти от
периодических к непрерывным произ­
водственным процессам.
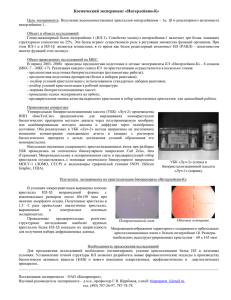
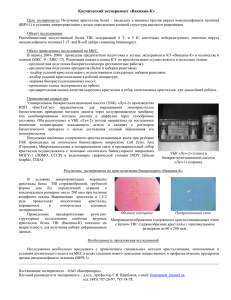
Современный анализ всего техноло­
гического процесса производства мате­
риалов электронной техники осущест­
вляют на основе системного подхода,
где основным является понятие «боль­
шая система» или «большая технологи­
Рис. 1.1. Схема технологиче­
ческая система», включающее совокуп­
ность происходящих физико-химических ского процесса как большой
системы
и механических процессов, объектов
обработки и средств для их реализации.
Технологический процесс как большая система схематически пред­
ставлен на рис. 1.1. Здесь Х ъ Х 2, . . ., Х т — входы системы или
параметры определения исходных продуктов; Ух, У2, . . ., Уп —
выходы системы или выходные параметры конечного продукта;
2 2, . . ., 1 Х— контролируемые и управляющие факторы, не­
обходимые для поддержания определенного технологического
процесса; У?!, №2, ■ ■
— неконтролируемые (возмущающие)
факторы, оказывающие случайное возмущающее воздействие на
процесс.
Охарактеризуем основную группу параметров, определяющих
течение процесса и его состояние в любой момент времени.
1. Входные параметры Х 1 (1=1, 2, . . ., т). К ним относятся
величины, которые могут быть определены экспериментально, но
возможность воздействия на них в течение процесса отсутствует.
Значения этих параметров не зависят от режима процесса. Н а ­
пример, в процессах получения монокристаллов входным пара­
метром может быть состав исходного сырья, загружаемый в печь.
2. Выходные параметры конечного продукта
(¿=1, 2, . . ., п).
К ним относят те характеристики системы, значения которых
определяются режимом изучаемого процесса в системе, подвер­
гающейся воздействию входных, управляющих и неконтролиру­
емых факторов.
3. Управляющие параметрыФ* (¿= 1, 2, . . /). Это те параметры
процесса, на которые можно оказывать влияние в соответствии
с теми или иными требованиями, что позволяет управлять про­
цессом.
4. Неконтролируемые (возмущающие) параметры
(/= 1 , 2,
. . ., к). Значения их изменяются случайно с течением времени и
обычно не могут быть измерены на протяжении процесса.
Формализация системы осуществляется с помощью математи­
ческой модели, выражающей связь между выходными парамет­
рами системы, параметрами состояния и входными управляющими
и возмущающими переменными. Выбор совокупности характери­
стик процесса определяется главным образом теми целями, для
достижения которых- я строится математическая модель процесса.
Система моделей. В технологии материалов электронной тех­
ники моделирование технологических процессов используется для
исследования, управления и обучения. В зависимости от назна­
чения выделяют следующую систему моделей.
1. Модели для исследования процессов. Главной целью таких
моделей является получение полных знаний о объекте в целом
или отдельных его сторонах. Их основу составляет сжатое,
наглядное и взаимосвязанное отражение накопленных представ­
лений о физических, физико-химических и других закономерно­
стях протекания процессов. Особенностью моделей этого уровня
является достаточно глубокое отражение отдельных сторон и
явлений (например, анализ гидродинамики расплава при выращи­
вании кристаллов), однако замкнутое математическое описание
для взаимосвязи процессов во многих случаях отсутствует. Ос­
новным назначением таких моделей является получение новых
знаний, проникновение во внутренний механизм явлений и про­
цессов. Второе важное направление связано с возможностью ис­
пользования этих моделей для синтеза алгоритмов управления и
выбора эффективных управляющих воздействий.
2. Модели для расчета и оптимизации технологии. Такие мо­
дели применяются для расчетов технологических процессов и ис­
пользуются в виде инструкций по ведению процесса в проектиру­
емых и действующих агрегатах или в виде задающих установок
автоматическим регуляторам. Для этой цели могут использоваться
либо определенным образом модифицированные модели, описанные
выше, либо создаваться специальные модели в ориентации на до­
стижение целевых технологических критериев.
3. Модели для прогнозирования оптимальных траекторий
процесса во времени. В основу таких моделей могут быть положены
представления, полученные с помощью моделей двух рассмотрен­
ных выше уровней. Однако наиболее существенным здесь явля­
ется отражение особенностей протекания, например, отдельных
процессов варки стекла в зависимости от конкретных начальных
условий и состояния с учетом взаимосвязей управляемых и внут­
ренних параметров, что может оказывать значительное влияние на
прогнозируемые программные режимы. Эти модели целесообразно
использовать для «проигрывания» процессов в ускоренном мас­
штабе времени, например перед предстоящей варкой стекла, когда
становятся известными начальные условия (состав стекла, темпе­
ратура и т. д.), для выбора оптимального распределения управ­
ляющих воздействий во времени (по ходу варки).
4. Модели для стабилизирующего или следящего регулирования.
Модели этого уровня должны отличаться наибольшей простотой
и оперативностью отражения динамики процесса. При построении
таких моделей широко используется функциональный подход.
Они чаще всего описываются зависимостями линейного вида и
справедливы для управления по отдельным каналам в относительно
узком диапазоне изменения переменных.
5. Модели для автоматизированных систем обучения и повы­
шения квалификации на основе тренажерных комплексов. Трена­
жеры как средство обучения имеют следующие основные достоин­
ства: замена реального объекта учебной информационной моделью,
позволяющей выделить наиболее существенные для обучения
стороны и элементы, в том числе редко встречающиеся и аварийные
ситуации, вести подготовку пооперационно и поэтапно с постепен­
ным переходом от простого к сложному; возможность изменения
параметров моделируемого объекта и масштаба времени, позво­
ляющая повысить интенсивность обучения, например, за счет
многократного повторения необходимых ситуаций; резкое сокра­
щение материальных и энергетических затрат на обучение по
сравнению с обучением на реальном объекте и др. К моделям,
предназначенным для тренажерных комплексов, по сравнению
с моделями для управления предъявляются менее жесткие требо­
вания по количественной адекватности, но зато в них необходима
более высокая степень качественной аналогии.
Понятие о вычислительном технологическом эксперименте. Под
вычислительным технологическим экспериментом (ВТЭ) понима­
ется такая организация исследований, при которой на основе
математической модели проводится изучение технологических уст­
ройств и процессов с помощью ЭВМ, моделируется их поведение в
различных условиях, находятся оптимальные технологические
параметры и режимы действующих или проектируемых конст­
рукций. Идеологической базой ВТЭ является математическое
моделирование, методологической — теория вычислительных ал ­
горитмов, технической — современные электронные вычислитель­
ные машины. Основы вычислительного эксперимента заложены
академиком А. А. Самарским.
Необходимость использования ВТЭ вызвана тем, что решение
современных научно-технологических задач, отличающихся чрез­
вычайно сложным математическим описанием, традиционными
методами становится затруднительным, а в некоторых случаях
вообще невозможным. В настоящее время в программу проведения
крупных технологических экспериментов в обязательном порядке
включается этап ВТЭ, позволяющий выполнить предварительное
«просчитывание» для уточнения и коррекции плана проведения
эксперимента и прогнозирования ожидаемых результатов. Причем
ВТЭ позволяет провести исследования в достаточно широком
диапазоне значений параметров процесса без модификации суще­
ствующих установок или разработки новых. Кроме того, при
комплексном взаимодействии многих физико-химических явлений
и параметров ВТЭ позволяет рассматривать влияние каждого
явления или параметра на технологический процесс в отдельности.
Рассмотрим основные задачи ВТЭ, решаемые, например, при
проектировании технологических процессов. Их условно делят
на следующие четыре группы: анализ технологических процессов;
синтез технологических процессов; диагностика; прогноз.
При а н а л и з е
технологического
процесса
ВТЭ используется для решения следующих основных задач:
1. Определение «диапазона устойчивого функционирования»
технологического процесса, т. е. такой области значений управ­
ляющих параметров, любые изменения которых в этой области не
приводили бы к нарушению ограничений, наложенных на выход­
ные параметры процесса.
2. Определение
ского процесса.
критических
условий
ведения технологиче­
3. Установление степени влияния технологических параметров
на режимы ведения процесса и его выходные параметры.
4. Исследование влияния изменений технологических режимов
процесса и конструкции технологической установки на показатели
качества процесса.
5. Выявление важнейших точек технологической установки,
в которых необходимо расположение датчиков для контроля ос­
новных параметров процесса и управления.
6. Исследование характера поверхности отклика оптимизи­
руемых при проектировании функций для обоснования выбора
метода поиска экстремума.
К группе задач с и н т е з а т е х н о л о г и ч е с к и х п р о ­
ц е с с о в можно отнести:
1. Оптимизацию технологических режимов процесса для дей­
ствующей технологической установки.
2. Оптимизацию конструкционных параметров действующей
технологической установки.
3. Оптимизацию действующего технологического процесса пу­
тем одновременной оптимизации технологических режимов и кон­
струкционных параметров действующей технологической уста­
новки.
4. Проектирование оптимального технологического процесса.
Из приведенных задач особую важность представляет послед­
няя, так как в этом случае применение ВТЭ позволяет решать
задачу значительно более общую, чем задача оптимизации дей­
ствующего технологического процесса, идущего на уже сущест­
вующей установке. При проектировании же нового процесса или
совершенствовании имеющегося без ориентации на существующую
базовую технологическую установку ВТЭ позволяет проектиро­
вать оптимальный технологический процесс путем одновременного
решения следующих задач: проектирование оптимальных техно­
логических режимов процесса; проектирование оптимальных кон­
струкционных и временных параметров технологической установки;
проектирование оптимальной системы управления процессом, вклю­
чая систему датчиков.
К задачам д и а г н о с т и к и относятся:
1. Определение характеристик надежности технологической
установки и технологического процесса в целом.
2. Диагностика правильности функционирования технологиче­
ского процесса.
3. Исследование усгойчивосги функционирования технологи­
ческого процесса при наличии различного рода случайных воз­
действий на процесс.
4. Автоматизированное построение диагностической таблицы.
В группу з а д а ч п р о г н о з а входят следующие:
1. Прогнозирование показателей качества технологического
процесса.
2. Оценка влияния предполагаемых технических достижений
на показатели качества технологического процесса.
3. Проектирование и исследование новых схем проведения
процесса и новых технологических режимов.
Приведенный перечень задач, естественно, является обобщен­
ным. При проектировании конкретных технологических процессов
часть из перечисленных задач может быть исключена или могут
быть введены новые задачи.
Д ля проектирования технологических процессов исключительно
важное значение имеют и сопутствующие ВТЭ: по обработке дан­
ных натурного эксперимента и по изучению свойств технологи­
ческой среды. Первый из этих ВТЭ реализуется в ходе проверки
адекватности используемых в основном ВТЭ моделей с резуль­
татами натурных экспериментов. Второй сопутствующий ВТЭ
направлен на получение базы данных для основного ВТЭ, так как
наличие информации о параметрах технологической среды позво­
ляет производить поиск в достаточно широком интервале значений
параметров процесса и оценивать влияние изменений, вносимых
в технологический процесс, на показатели качества процесса.
Понятие об автоматизированном проектировании технологи­
ческих процессов. Основными задачами проектирования техноло­
гических процессов получения материалов электронной техники
являются: определение принципиальной конструкции технологи­
ческого аппарата; определение числовых характеристик конст­
рукции технологического аппарата (параметрический синтез); на­
хождение «чувствительных» точек процесса (наиболее адекватно
реагирующих на изменение состояния процесса) и разработка си­
стемы датчиков контроля; разработка системы исполнительных
механизмов; расчет технологических режимов и решение задач
оптимального управления процессом.
До недавнего времени традиционный подход к проектированию
технологических процессов складывался из двух этапов: раз­
работки технологического аппарата (установки) и эксперимен­
тального подбора технологических режимов. Одним из недостатков
такого подхода является то, что успех проектирования сущест­
венно зависит от способностей проектировщика-технолога, его
опыта и интуиции. Кроме того, разработка технологического
аппарата и подбор режимов ведутся изолированно друг от друга;
не учитывается, как принимаемые проектные решения техноло­
гического аппарата скажутся на возможности оптимизации про­
цесса за счет подбора режимов обработки материалов. Эти недо­
статки позволяют характеризовать отмеченный подход к проекти­
рованию технологических процессов как субъективный и чаще
всего неоптимальный.
Внедрение вычислительной техники в процесс проектирования
привело к созданию систем автоматизированного проектирования
(САПР), позволивших заменить эмпирическое решение при под­
боре параметров конструкции аппарата и технологических режимов
оптимальным решением, полученным с использованием матема­
тических методов многопараметрической оптимизации. Кроме того,
внедрение вычислительной техники позволяет использовать вы­
сокоинформативные аналитические модели технологических про­
цессов, а такж е позволяет заменить натурный эксперимент мате­
матическим моделированием и таким образом снизить материаль­
ные затраты и время на проектирование. При этом можно изменять
не только параметры технологического режима, но и кон­
струкционные параметры установки и, следовательно, взаимо­
связанно решать вопросы проектирования технологического ап­
парата и определения технологических режимов.
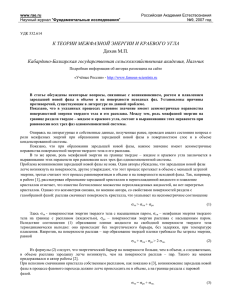
Общая схема основных этапов при автоматизированном про­
ектировании технологических процессов представлена на рис. 1.2.
Она аналогична схеме при обычном проектировании, но имеет
свои особенности.
Этап предварительного анализа технологического процесса при
автоматизированном проектировании преследует две цели: полу­
чение формализованных описаний физико-химических явлений
технологического процесса; исследование процесса при помощи
вычислительного эксперимента над процессом.
Рис. 1.2. Функциональная схема этапов проектирования
технологических процессов:
/ — анализ технологических процессов; 2 — синтез технол оги ч ес­
ких процессов; 3 — генерация проектны х решений; 4 — анализ (п р о­
верка) проектных решений путем вычислительного эксперимента
Главная цель формализации (моделирования)
процесса — описать процесс на языке математики
в виде математических соотношений (разработать
математическую модель процесса) и реализовать
эту модель в виде программы, позволяющей про­
водить вычислительный эксперимент для проектирования. Порядок
построения математических моделей технологических процессов
имеет следующий вид: постановка задачи моделирования; струк­
туризация (разработка структуры модели); разработка формаль­
ного описания подсистем; построение математических моделей;
проверка адекватности моделей; использование модели (исследо­
вание процесса) при помощи вычислительного технологического
эксперимента над моделью.
Приведенная последовательность этапов анализа процесса яв­
ляется до некоторой степени условной. На практике анализ —
сложный процесс, допускающий возврат к предыдущим этапам
и их повторное проведение. Тем не менее указанные этапы анализа
процесса являются основополагающими: они должны присутст­
вовать при автоматизированном анализе любой технологии, при
этом удельный вес каждого этапа может изменяться в зависимости
от целей разработки модели и вида технологического процесса.
Содержание и особенности каждого из этапов в целом должны
обеспечивать построение математических моделей процессов, удов­
летворяющих требованиям, предъявляемым к моделям в САПР
технологических процессов. Так, например, для проектирования
новых технологических процессов недостаточно, чтобы модельадекватно описывала существующие экспериментальные резуль­
таты. Надо, чтобы модель правильно отражала возможные изме­
нения любых конструкционных параметров установки, в том
числе и тех, которые в ходе эксперимента оставались постоянными.
Отсюда следует особое требование к моделям, предназначенным
для САПР технологических процессов: в число входных парамет­
ров модели должны быть включены не только управляющие воз­
действия, но и конструкционные параметры установки. Кроме
того, одна из поставленных целей внедрения автоматизированного
проектирования — замена натурных испытаний вычислительным
экспериментом — не позволяет широко использовать эксперимен­
тальные методы при построении и проверке адекватности моделей
(в том числе, когда получение каждого результата сопровождается
созданием специальной установки). В то же время в отличие от
моделей, используемых в системах управления, требования к
точности расчета выходных параметров здесь невысоки: при про­
ектировании технологических процессов достаточно знать, воз­
растет или уменьшится критерий оптимальности в результате
принятия того или иного проектного решения. Следует также от­
метить, что математическая модель должна быть адаптивной, по­
зволяющей легко переходить к другим модификациям или обнов­
лять данные. Поэтому процессы построения и проверки адекват­
ности модели продолжаются в ходе ее эксплуатации. На этом
этапе использования модели происходит уточнение коэффициен­
тов модели, вносятся оперативные изменения, отражающие изме­
нения системы со временем.
Синтез технологических процессов (рис. 1.2) является важным
этапом автоматизированного проектирования и реализует следую­
щие функции: генерацию и проверку проектных решений, причем
для проверки проектных решений используется вычислительный
эксперимент. Генерация проектных решений сводится к отысканию
набора непрерывных входных параметров модели процесса, по­
этому рассматриваемые вопросы относятся к параметрическому
синтезу.
По способу генерации проектных решений возможны два ва­
рианта автоматизированного проектирования технологических про­
цессов. В первом варианте проектные решения предлагает кон­
структор-технолог и путем вычислительного эксперимента произ­
водится автоматизированный анализ эффективности этих решений.
Во втором варианте осуществляется автоматизированный пара­
метрический синтез оптимальных технологических процессов, при
котором в качестве генератора проектных решений выступает
вычислительный метод на основе ЭВМ.
Эффективность использования каждого из указанных двух
вариантов автоматизированного проектирования технологических
процессов зависит от типа решаемой задачи. Достоинства первого
варианта заключаются в возможности максимально использовать
опыт и знания конструктора-технолога. Это позволяет эффективно
решать многоэкстремальные задачи проектирования.
Преимущества второго варианта функционирования системы
автоматизированного проектирования заключаются в том, что
поиск оптимального решения в этом случае осуществляется более
последовательно и систематизированно, в том числе и среди не­
привычных для технологов вариантов.
Моделирование и оптимальное управление технологическими
процессами. К ак объекты управления реальные технологические
процессы в большинстве своем нестационарны, нелинейны, много­
мерны, со многими внутренними обратными связями, невелика или
отсутствует вовсе предварительная информация о форме и степени
взаимосвязи между переменными в динамике в реальных условиях
эксплуатации. Это значительно усложняет получение адекват­
ного математического описания технологических процессов как
объектов управления. Разработка моделей для оптимального
управления может осуществляться на стадии проектирования
технологических процессов.
Решение задачи оптимального управления технологическим
процессом на основе его математической модели решается с по­
мощью автоматизированных систем управления технологическими
процессами (АСУ ТП). АСУ ТП — это человеко-машинная система,
обеспечивающая автоматизированный сбор и обработку инфор­
мации, на основе которой она осуществляет выработку и реализа­
цию управляющих воздействий на технологический объект управ­
ления в соответствии с принятым критерием управления. При
этом роль человека, как и в любой АСУ, весьма существенна.
Так как ряд ответственных задач в силу их сложности, многогран­
ности и неизученности не поддается формализации, их решение
не может быть полностью автоматизированно и остается за чело­
веком. Важно подчеркнуть, что АСУ ТП осуществляет воздей­
ствие на объект в том же темпе, что и протекающие в нем техно­
логические процессы, обеспечивает управление технологическим
объектом в целом, а ее технические средства участвуют в выра­
ботке решений по управлению. Последними двумя обстоятельствами
АСУ ТП качественно отличается от традиционных систем авто­
матизации, которые, по существу, представляют собой техниче­
ские средства для автоматизации действий человека на том или
ином участке процесса. В отличие от этого в АСУ ТП реализуется
автоматизированный процесс принятия решений по управлению
технологическим объектом как единым целым, для чего в АСУ ТП
применяются различные «интеллектуальные» автоматические уст­
ройства переработки информации, прежде всего современные
средства вычислительной техники.
По уровню, занимаемому в организационно-производственной
иерархии, различают АСУ ТП нижнего (первого) и верхнего (вто­
рого) уровней, а также многоуровневые системы. К системам ниж­
него (первого) уровня относят АСУ ТП, управляющие агрегатами,
установками, участками производства и н»: имеющие в своем со­
ставе других АСУ ТП. К АСУ ТП второго уровня относят авто­
матизированные системы, управляющие группами установок, це­
хами, производствами, в которых отдельные участки (агрегаты,
установки) оснащены своими системами управления, в том числе,
возможно, АСУ ТП первого уровня, причем оперативный персонал
последних подчинен персоналу АСУ ТП второго уровня. Отметим,
что АСУ с двухуровневой организационной структурой, объеди­
няющие в своем составе АСУ ТП первого и второго уровней и
реализующие согласованное управление как отдельными техно­
логическими установками, так и их совокупностью (цехом, произ­
водством), можно считать интегрированными АСУ ТП.
В управлении технологическими процессами на основе их
моделирования появилось новое перспективное направление ор­
ганизации технологии, основанное на учете внутреннего самораз­
вития процесса и идеях синергетики. Под действием этого направ­
ления меняется сам подход к технологии: хорошей технологией
считается такая, которая в режиме нормальной эксплуатации
практически не нуждается в электронных средствах автоматиче­
ского регулирования, а обеспечивается за счет оптимальной взаи­
мосвязи технологических параметров. В основе такого подхода
леж ит недавно сформировавшийся раздел науки, получивший
название теории самоорганизации или синергетики, уже приво­
дящий в ряде случаев к разработке оптимальной технологии как
самоорганизующейся и самоадаптирующейся системы, автономно
действующей в каждом из предусмотренных вариантов нормальной
эксплуатации. Моделирование технологических процессов и на
основе этого синтез алгоритмов управления в этих случаях направ­
лены на оптимальный выбор рациональных воздействий, согласо­
ванных с внутренними свойствами объекта.
§ 1.2. О СН ОВ Н Ы Е П Р О Ц Е С С Ы ГЕТЕРОГЕННЫХ
Х И М И К О-ТЕХН О ЛО ГИ Ч ЕС К ИХ СИСТЕМ
Реальные процессы получения материалов электронной тех­
ники являю тся гетерогенными химико-технологическими процес­
сами. При их анализе наряду с химической реакцией получения
заданного продукта необходимо учитывать соответствующие физи­
ческие явления, связанные с макросостоянием системы и накла­
дывающиеся на основной химический процесс. Наиболее важными
из них являются: а) .массоперенос исходных реагентов в зону
реакции и продуктов реакции из этой зоны; б) теплоперенос между
зоной реакции и окружающей средой. Дадим характеристику глав­
ных особенностей этих составляющих гетерогенного химико-тех­
нологического процесса.
Процессы массопередачи
Они характеризуются переносом вещества из одной фазы в
другую. Путем переноса одного (или более) компонента из фазы
в фазу можно разделять, а такж е и получать как гетерогенные,
так и гомогенные системы (газовые смеси, жидкие или твердые
растворы и др.).
Массопередача представляет собой сложный процесс, вклю­
чающий перенос вещества в пределах одной фазы, через поверх­
ность раздела фаз и в пределах^другой фазы.
Перенос вещества из фазы к границе раздела фаз или в обрат­
ном направлении, т. е. в пределах одной из фаз, называют массоютдачей. Распределяемое вещество внутри каждой фазы перено­
сится путем молекулярной и конвективной диффузии, поэтому
процессы массопередачи часто называют также диффузионными.
Движущей силой процессов массопередачи является разность
химических потенциалов распределяемого вещества, характеризу­
ющая степень отклонения системы от состояния равновесия. В про­
стейших случаях диффундирующее в пределах фазы вещество пере­
мещается от точки с большей концентрацией к меньшей, и в рас­
четах движущую силу процессов массопереноса выражают при­
ближенно через разность концентраций. В реальных условиях
проведения технологических процессов для определения направ­
ления массопереноса необходим учет не только разности концент­
раций переносимого вещества, но и градиента температур и гра­
диента давлений, вызванных внешними силами. Предельным со­
стоянием процесса массопередачи является достижение состояния
равновесия системы.
При расчете и анализе процессов массопередачи необходимо
рассматривать следующие три стороны явлений:
— необходимые и достаточные условия для существования в
системе данного количества фаз и законы распределения компо­
нентов в них, определяемые правилом фаз и законами равновесия;
— необходимые и достаточные условия, создаваемые для про­
ведения процессов и называемые рабочими условиями; рабочие
условия определяют путем задания начальных и конечных кон­
центраций перерабатываемых продуктов и их количеств, связь
между которыми выражается в виде так называемых рабочих
линий процесса;
— необходимые и достаточные условия, определяющие ско­
рость перехода вещества из одной фазы в другую, зависящие от
движущей силы процесса, физических свойств систем и гидроди­
намических условий проведения процесса; связь между этими фак­
торами устанавливается с помощью уравнений диффузионной ки­
нетики.
Учет этих особенностей явлений массопередачи позволяет обос­
нованно подойти к оптимизации параметров технологического
процесса.
Скорость массопередачи связана с механизмом переноса распре­
деляемого вещества в фазах, между которыми происходит массообмен.
Перенос вещества внутри фазы может происходить путем мо­
лекулярной диффузии либо конвекции и молекулярной диффузии
одновременно. Посредством одной молекулярной диффузии веще­
ство перемещается, строго говоря, лишь в неподвижной среде.
В движущейся среде перенос вещества осуществляется как моле­
кулярной диффузией, так и самой средой в направлении ее движе­
ния или отдельными ее частицами в разнообразных направлениях.
Как будет показано далее, в турбулентном потоке перенос молеку­
лярной диффузией преобладает только вблизи границы фазы. При
турбулентном течении жидкости возникают нерегулярные пуль­
сации скорости, под действием которых наряду с общим движением
потока происходит перемещение его частиц во всех, в том числе и в
поперечном, направлениях.
Конвективный перенос вещества, осуществляемый под дей­
ствием турбулентных пульсаций, часто называют турбулентной
диффузией.
Механизм
процессов
межфазного
пере­
н о с а . Рассмотрим особенности процессов массопередачи в си­
стемах с подвижной поверхностью раздела (системы газ (пар) —
жидкость или жидкость — жид­
Твердая
кость) и в системах, содержащих
Жидкая /газовая,
" Фаза
твердую
фазу.
!1
Массопередача между твердой
I сПограничньш слой
и в общем случае движущейся
жидкой (газовой или паровой) фа­
Ф Ш
зами складывается из двух про­
цессов: 1) перемещение распреде­
iV C A t ,кс~)
ляемого вещества внутри твердого
тела к поверхности раздела фаз
С*
(или от нее) вследствие внутренней
х
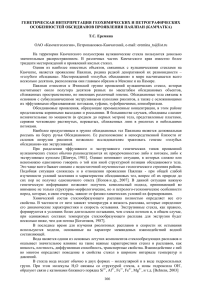
массоотдачи, или массопроводности; 2) переноса того же вещества
Рис. 1.3. Схема изменения концент­
раций распределяемого вещества
в жидкости (газе или паре) путем
дл я процесса массопередачи в си­
внешней массоотдачи. Таким обра­
стеме с твердой фазой
зом, массопередача складывается
из внутренней и внешней диффузий.
Поскольку скорость диффузии в твердой фазе очень мала, пере­
нос вещества в ней представляет соб’ой неустановившийся про­
цесс. Б начальный момент времени т0 концентрация распределя­
емого вещества в толщине твердого тела постоянна (Сна11 = const).
По мере перехода вещества из поверхностного слоя в омывающую
фазу в^ твердом теле возникает градиент концентрации дС/дх,
который изменяется во времени (рис. 1.3). Далее вещество по­
ступает в поток жидкости (газа или пара), омывающий твердую
фазу^ Процесс массопереноса в омывающей фазе связан со струк­
турой турбулентного потока в ней. При турбулентном движении
потока у твердой стенки образуется ламинарный пограничный
слои. В пограничном слое непосредственно у поверхности твердого
тела массоперенос осуществляется молекулярной диффузией, и
здесь наблюдается наиболее резкое, близкое к линейному, изме­
нение концентрации вещества. При удалении от границы раздела
возрастает роль турбулентной диффузии и, наконец, в основной
массе омывающей фазы вещество переносится преимущественно
турбулентной диффузией. Концентрация распределяемого вещества
в этой части фазы снижается более плавно, приближаясь в пределе
к равновесной концентрации С*.
Типичная картина изменения концентрации распределяемого
вещества в соприкасающихся фазах в момент времени
изобра­
Л
жена линией абвг (рис. 1.3). В пределе при т
оо концентрация
вещества в твердой фазе такж е уменьшается до равновесной С*.
Процесс переноса вещества в твердом теле при массопроводности подчиняется законам Фика для молекулярной диффузии и
описывается дифференциальными уравнениями
( 1 - 1)
( 1.2)
где К — коэффициент пропорциональности, называемый коэффи­
циентом массопроводности, представляющий собой коэффициент
диффузии распределяемого вещества в твердом теле.
Решение задачи массопроводности связано с решением (1.2)
совместно с уравнением, описывающим условия переноса на гра­
нице взаимодействующих фаз, т. е. граничным условием. У ка­
занное условие находят, приравнивая плотность потока вещества /,
подводимого к границе раздела фаз вследствие массопроводности
(1.1), и плотность потока, отводимого от границы раздела в омы­
вающую фазу, описываемого уравнением массоотдачи. Рассмотрим
особенности процессов массопередачи в системах с подвижной
поверхностью раздела системы газ (пар) — жидкость или жид­
кость — жидкость.
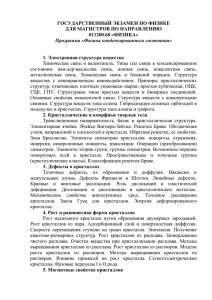
На рис. 1.4 представлена схема, поясняющая процесс массо­
передачи в указанных системах. Соприкасающиеся фазы Ф х и Фу
постоянно находятся в движении друг относительно друга, вслед­
ствие чего и граница раздела между ними также движется.
Предположим, что перенос распределяемого вещества М про­
исходит из фазы Фу, где его концентрация выше равновесной,
в фазу Фх, причем будем считать для общности, что перенос веще­
ства происходит в условиях турбулентного движения фаз. Про­
цесс массопередачи представим состоящим из основной массы
фазы Фу к поверхности раздела фаз, переноса через саму поверх­
ность раздела и массоотдачи от поверхности раздела к основной
массе фазы Фх.
В основной массе фаз вещество переносится турбулентной диф­
фузией и концентрации распределяемого вещества здесь практи­
чески постоянны (рис. 1.4). В пограничном слое вследствие тормо­
зящего действия сил трения между фазами и сил поверхностного
натяжения на границе фаз происходит постепенное затухание
турбулентности, в результате чего в этой области наблюдается
резкое изменение концентрации вещества вплоть до границы раз­
дела фаз. Так же и в рассмотренной системе с твердой фазой, ско­
рость переноса в этом пограничном слое очень мала, поскольку
она определяется скоростью молекулярной диффузии. Сопротив­
лением переносу через саму поверхность раздела фаз пренебрегают,
так как обычно оно мало. Таким образом, процесс массопереноса
в рассматриваемой системе лимитируется переносом в пограничных
слоях и для его интенсификации необходимо уменьшать толщины
этих слоев, повышая степень турбулентности потока, например,
путем увеличения до некоторого предела скорости движения фаз!
Сложность и недостаточная изученность турбулентного движе­
ния жидкостей и газов (паров) затрудняют создание теоретических
моделей массопередачи, большинство которых представляет собой
в той или иной степени упрощенные схемы механизма массопереА м тг ^
носа’ основанные на следующих
допущениях.
1.
Общее сопротивление массопереносу вещества из фазы в
фазу складывается из сопротив­
лений двух фаз и поверхности
раздела фаз. В большинстве слу­
чаев сопротивление поверхности
с
раздела можно считать равным
Поток розы <
РХ
нулю. Далее предполагается,
что процессы переноса в преде­
Рис. 1.4. Схема изменения концентра­
лах каждой фазы протекают не­
ций распределяемого вещества в ф а ­
зах для процессов массопередачи в
зависимо друг от друга и общее
системах с подвижной поверхностью
сопротивление
можно рассматри­
раздела
вать как сумму фазовых сопротивлений.
2.. На поверхности раздела фазы находятся в равновесии, при­
чем равновесие на границе раздела фаз устанавливается значи­
тельно быстрее изменения средней концентрации в основной массе
фазы.
Д л я практических целей принимают, что скорость массоотдачи
в пределах каждой из жидкой или газообразной фаз пропорцио­
нальна движущей силе, равной разности концентраций в основной
массе и на границе фазы. Отсюда, если распределяемое вещество
переходит из фазы Фу в фазу Фх, основное уравнение массоотдачи,
определяющее плотность потока вещества, переносимого в пределах
каждой из фаз (к границе фазы или в обратном направлении),
выражается следующим образом:
в фазе Фу
Íу
P¡/ (С0В
СГР!/);
(1.3)
Cox)t
(1.4)
в фазе Фх
/'* Рж(Срр*
концентраций (С0у- С гру) и (Сг[) Х- С 0х) представ­
ляю т собой движущую силу процесса массоотдачи соответственно
в фазах^ Фу и Фх, причем С0у и С0х — средние концентрации в
основной массе каждой из фаз, СГР у и Сгр ж— концентрации у
границы соответствующей фазы.
Коэффициенты пропорциональности ^ и рх в (1.3) и (1.4) на­
зывают коэффициентами массоотдачи. Они показывают, какое
количество вещества переходит от поверхности раздела фаз в глубь
фазы (или в обратном направлении) через единицу поверхности в
единицу времени при движущей силе, равной единице. Коэффици­
ент массоотдачи является не физической константой, а кинетиче­
ской характеристикой, зависящей от физических свойств фазы
(плотности, вязкости и др.) и гидродинамических условий в ней
(ламинарный или турбулентный режим течения), связанных, в
свою очередь, с физическими свойствами фазы, а такж е с геомет­
рическими факторами, определяемыми конструкцией и размерами
технологического реактора. Таким образом, (5 является функцией
многих переменных, что значительно усложняет ее расчет и опыт­
ное определение. Коэффициент массоотдачи учитывает как молеку­
лярный, так и конвективный перенос вещества в фазе.
Сложность расчета процесса массоотдачи связана и с тем, что
практически невозможно измерить концентрации вещества непо­
средственно у границы раздела фаз. Учитывая это, основное урав­
нение массопередачи, определяющее плотность потока вещества,
переносимого из фазы в фазу, выражают через равновесные и
рабочие концентрации:
¡ = к и(с у- с ; )
(1.5)
¡ = К Х(С'Х- С Х),
(1.6)
или
где К у и К х—коэффициенты массопередачи, показывающие, какое
количество вещества переходит из фазы в фазу за единицу времени
через единицу поверхности контакта фаз при движущей силе мас­
сопередачи, равной единице; С*у и С'х — равновесные концентрации
распределяемого вещества в данной фазе, соответствующие его
рабочим концентрациям Сх и Су соответственно в основной массе
другой фазы (рис. 1.4).
Таким образом, в представленных уравнениях движущ ая сила
процесса массопередачи, как отмечалось, выражается разностью
между рабочей и равновесной концентрациями (или наоборот),
отражающей меру отклонения системы от состояния равновесия.
Следует подчеркнуть, что в условно принимаемых за движущую
силу процесса разностях концентраций (Су—С'„) или (С* —Сх)
величины С'у и С’х представляют собой фактически не существую­
щие в потоке жидкости или газа (пара) предельные (равновесные)
концентрации, значения которых для некоторых веществ приво­
дятся в справочниках.
Приведенное рассмотрение процесса массоотдачи в жидкой
(газовой, паровой) фазе позволяет записать граничное условие для
расчета описанного процесса массопередачи в системах с твердой
фазой. Д ля этого, как отмечалось, необходимо приравнять плот­
ности потоков вещества, подводимого к границе раздела фаз вслед­
ствие массопроводности в твердой фазе (1.1) и отводимого от нее:
вследствие массоотдачи:
- / С У С = Р ( С гр- С 0),
(1.7}
или в одномерном случае
- К - £ = 0 ( С гр, - С о,).
(1.8)
Процессы теплопередачи
Движущей силой процессов переноса теплоты между телами,
или теплообмена, является разность температур более нагретогоили менее нагретого тел, при наличии которой теплота самопро­
извольно в соответствии со вторым законом термодинамики пере­
ходит от более нагретого к менее нагретому телу.
Выделяют три принципиально различных элементарных спо­
соба распространения теплоты: за счет теплопроводности, тепло­
вого излучения и конвекции. Эти виды теплообмена в реальных
условиях редко наблюдаются раздельно: в большинстве случаев
они связаны между собой и проявляются одновременно.
С л о ж н а я т е п л о п е р е д а ч а . Разделение общего про­
цесса передачи теплоты на элементарные производят в основном
из методологических соображений. В действительности теплота
передается путем одновременного действия каких-либо двух или:
всех трех элементарных видов передачи теплоты. Конвекция,,
например, часто сопровождается тепловым излучением, теплопро­
водность в пористых телах — конвекцией и излучением в порах,
а тепловое излучение — теплопроводностью и конвекцией. Подоб­
ные процессы переноса теплоты носят название сложной тепло­
отдачи.
В практических расчетах разделение таких сложных процессов
на элементарные не всегда возможно и целесообразно. Обычно
результат совокупности действия отдельных элементарных про­
цессов приписывается одному из них, которое и считается главным.
В лияние же остальных (второстепенных) процессов сказывается
л иш ь на количественной характеристике основного. Например,
при распространении теплоты в пористой керамике в качестве
основного процесса принято считать теплопроводность, а влияние
конвекции и теплового излучения в порах учитывается соответст­
венным увеличением коэффициента теплопроводности.
Аналогичная ситуация имеет место и при ({юрмовании изделий
из оксидных стекол. Здесь в зависимости от способа формования
теплопередача может такж е осуществляться за счет одновремен­
ного действия всех трех механизмов. Например, при получении
л ен т, труб, волокон методом вытягивания из расплава стекла не
происходит их контактного взаимодействия с сильно охлаж даю ­
щими формующими органами, поэтому процесс охлаж дения и
отверждения развивается постепенно по мере вытягивания изде­
лий в результате теплопроводности и излучения в самом стекле'
и свободного конвективного его теплообмена с внешней газовой
•средой (удаленными холодильниками). Вследствие малой тепло­
проводности стекол этот вид теплопередачи эффективно действует
только в области невысоких температур (до 300 °С) и преимущест­
венно в тонких приповерхностных слоях формуемого изделия.
Так как теплоизлучательная способность стекол, наоборот, вы сока,
то теплоизлучение особенно прогрессирует при высоких темпера­
турах, действуя интенсивно как с поверхности, так и изнутри
фюрмуемого стекла, усиливаясь с увеличением его толщины, если
сохраняется при этом прозрачность к тепловому (инфракрасному)
излучению. При расчете процессов теплопередачи внутри стекла
суммарный вклад теплопроводности и теплоизлучения х а р а к ­
теризуют эффективным коэффициентом теплопроводности. При
описании же теплоотдачи от поверхности стекла газовой среде (воз­
духу) общий коэффициент теплоотдачи в формуле Ньютона сла­
гается из конвективной и эффективной теплопроводящей состав­
ляющих. Аналогичный подход к анализу процессов теплопередачи
имеет место и при математическом моделировании процессов по­
лучения монокристаллов методом вытягивания из расплава (ме­
тодом Чохральского).
Процессы тепло- и массопередачи
с участием фазовых переходов
В процессах, сопровождающих получение материалов элект­
ронной техники, существенное значение имеют задачи о переносе,
основанные на дифференциальном уравнении с подвижной или
свободной границей раздела фаз, т. е. задачи, связанные с фазо­
вым переходом на некоторой границе раздела, положение которой
неизвестно и должно быть определено из решения задачи. К этим
задачам относятся процессы плавления и затвердевания расплавов,
процессы поверхностного испарения из жидкой фазы, сублимации
твердой фазы. Их обычно объединяют под общим названием задач
Стефана, который первым сформулировал задачу о скорости
утолщения льда в полярных морях. Теплота кристаллизации
образующегося там льда отводится путем теплопроводности через
слой твердой фазы и отбирается холодным воздухом с тем пера­
турой ниже температуры замерзания воды. С утолщением слоя
льда отводить теплоту от фронта кристаллизации становится все
труднее, благодаря чему утолщение ледяного покрова замедляется,
что делает процесс нестационарным. Главная сложность излож ен­
ной задачи состоит в том, что положение границы раздела ф аз
неизвестно; оно зависит от времени и подлежит определению в
ходе решения. Аналогичная задача может быть поставлена и для
ф азового перехода пар—жидкая фаза или пар—твердая фаза.
Следовательно, все задачи, например о росте кристаллов, будь то
стационарные или нестационарные процессы и независимо от того,
известно или неизвестно движение межфазовой границы, следует
рассматривать как задачи Стефана.
Основная особенность задач Стефана связана с условием не­
прерывности теплового потока на границе раздела фаз, которое
д л я случая кристаллизации расплава имеет вид
дп
дп
дх
где X — удельная теплопроводность, индексы 1 и 2 относятся к
твердой и жидкой фазам соответственно; /- — скрытая теплота
плавления, отнесенная к единице массы; | — координата фронта
кристаллизации; п — нормаль к поверхности раздела фаз (к фронту
кристаллизации); условие не учитывает изменения плотности фаз р
при кристаллизации расплава.
Задача тепло- и массопередачи с участием фазовых переходов
принадлежит к наиболее сложным граничным задачам математи­
ческой физики из-за двух обстоятельств. Во-первых, положение
границы, на которой должны быть заданы краевые условия, не­
известно, а определение ее положения есть часть задачи. Во-вто­
рых, само условие является нелинейным. Вследствие этого анали­
тические решения подобных задач существуют только для простей­
ш их случаев. Для решения большинства технологических задач
в основном используются численные методы.
Динамический, диффузионный и тепловой
пограничные слои в процессах
конвективного тепло- и массообмена
Решение многих практически важных технологических задач
часто производят в приближении модели пограничного слоя. Это
обусловлено тем, что не всегда возможно и целесообразно числен­
ное решение на ЭВМ дифференциальных уравнений конвективной
тепло- и массопередачи. В таких случаях вполне оправдан зна­
чительно более простой подход к анализу технологических процес­
сов на основе представлений о пограничном слое. Д ля этого всю
область течения реальной жидкости вблизи поверхности твердого
тела делят на две области: пограничный слой и внешний поток.
Пограничный слой — узкая зона, которая образуется у поверх­
ности тела и характеризуется высокой неоднородностью поля ско­
ростей. Внутри пограничного слоя инерционные силы и силы внут­
реннего трения должны рассматриваться как величины одного
порядка. Внешний поток — это остальная область течения, где
силами трения можно пренебречь. Отсюда задача, например, о
движении жидкости разбивается на две: о движении реальной
жидкости в пограничном слое и идеальной — во внешнем потоке.
Полученные решения должны на границе пограничного слоя пере­
ходить одно в другое.
Различают динамический (гидродинамический), тепловой и
диффузионный пограничные слои. Н а рис. 1.5 на примере про­
стейшей модели — обтекания передней кромки пластины вы н уж ­
денным ламинарным потоком жидкости — представлены распре­
деления скоростей, температур и концентраций в динамическом,
тепловом и диффузионном пограничных слоях.
а)
6)
8)
Рис. 1.5. Динамический (а), тепловой ( б ) и диффузионный
(в ) пограничные
Динамическим пограничным слоем называют пристенный слой
жидкости толщиной б0, в котором вследствие трения происходит
изменение скорости движения жидкости от нулевой (на поверхности
тела) до значения w0 — скорости основного потока жидкости
(рис. 1.5, а).
Оценим величину о0. Д л я этого сопоставим силы трения F = (х
d2w
и
dw
силы инерции / = pw^jj в жидкости:
Щ
*
Ц
wl
-
Р
L
'
где (а — динамическая вязкость, а р — плотность жидкости. Отсюда
60/L — V v / ( w a L ) = R e ~ l / 2 ,
где v = \i/ р — кинематическая вязкость; L — характерны й размер т е л а , р а в ­
ный для рассматриваемого случая р а сст о я н и ю от передней кромки о б т е к а е ­
мой пластины до рассматриваемой точки; Re — критерий Рейнольдса.
Тепловым пограничным слоем называют пристенный слой ж ид­
кости толщиной 6Г, в котором происходит изменение температуры
от ее значения Т тна поверхности тела до температуры Т0 основного
потока жидкости (рис. 1.5, б). Таким образом, распределение тем­
пературы в жидкости, обтекающей твердое тело, можно пред­
ставить в виде теплового пограничного слоя и внешней терми­
чески невозмущенной области, где температура равна температуре
набегающего потока. Перенос теплоты теплопроводностью, которой
в движущейся жидкости можно пренебречь по сравнению с пере­
носом теплоты конвекцией, вблизи поверхности тела играет судТ*
щественную роль. Тепловой поток у поверхности %т щ даже при
обтекании тела газом, у которого коэффициент теплопроводности
мал, может быть значительным из-за большого градиента темпе­
ратуры в пограничном слое. Соотношение между теплопровод­
ностью и конвекцией в пределах пограничного слоя изменяется.
Вблизи самой поверхности скорость жидкости близка к нулю и
перенос теплоты обусловлен только теплопроводностью. На внеш­
ней поверхности пограничного слоя преобладает конвективный
перенос теплоты.
Оценим толщину т еп ло в о го пограничного слоя. В пределах него оба
эффекта, перенос теплоты теплопроводностью и конвекцией, имеют одина­
ковый порядок. Поэтому в уравнен ии теплопроводности дл я движущейся
, сРТ
дТ
ж идкости необходимо с о п о с т ав и т ь
~ду5 и сРт дх^’ где с — удельная тепло­
емкость. Если тем п ер атур у на внешней границе пограничного слоя обозна­
чи ть Т 0, толщину теплового пограничного слоя 6 Г, а характерную скорость
ж идкости
то
То
ХтГр
отсюда получаем
6г //. — ] /
а т/ ( о 10 Ц
= Р е “ |/2 ,
где ат = Хт!(ср) — коэффициент температуропроводности жидкости; Ре —
критерий Пекле.
Т а к как толщина теп л о в о г о пограничного слоя определяется по скоро­
сти набегающего потока, то в сопоставлении с толщиной динамического по­
г раничного слоя получаем
6г / 6 о = ~1/ре/Ре = Р г ~ 1/' 2,
где Рг — критерий П р а н д т л я .
Из этого соотношения м о ж н о качественно охар ак т ер и зо ват ь связь между
тепловыми и динамическими я вл ен и я м и . Д л я газов Рг ~ 1 ,д л я большинства
ж идкостей Рг > 1; с л е до в ател ьно , в этих случаях 6 Т ^ 60. Д л я расплавов
металлов и п олупроводников Рг С 1 (Рг ~ 10~2 -н 10~3), в этом случае тепло­
вое возмущение р асп р о с т р а н я е т с я за пределы динамического.
Диффузионный, пограничный слой вводят при анализе процес­
сов конвективной массоотдачи вблизи твердой поверхности, на
которой протекает реакция взаимодействия с потоком омывающей
жидкости. В этом случае поток разбивается на две области
(рис. 1.5, в): непосредственно прилегающую к поверхности раздела
6Д (диффузионный слой), в которой коэффициент турбулентной диф­
фузии меньше коэффициента молекулярной диффузии, и представ­
ляющую остальную часть потока, в которой коэффициент турбу­
лентной диффузии больше коэффициента молекулярной диффузии.
В области диффузионного пограничного слоя турбулентной диффу­
зией по сравнению с молекулярной пренебрегают и рассматри­
вают поток вещества, проходящий через нее, как чисто м олеку­
лярный. Каждому веществу с данным значением коэффициента
диффузии отвечает свой пограничный слой. Если диффундирует
одновременно несколько веществ при данных условиях перемеши­
вания, то существует несколько пограничных слоев.
Д л я оценки толщины диффузионного п ограничного слоя при л а м и н а р ­
ном течении жидкости приравнивают к о н в ек т и в н у ю и м о л е к ул яр н у ю с о с т а в ­
ляющие массопереноса
дС
д2 С
ду
ду2
0!х —— ~ и '
откуда
б д * ( О / г ) 0 ' 3 3 б0 = 5 с - ° ' 3 3 б„,
где £) — коэффициент молекулярной ди ф ф узии ; Бс — критерий Ш м и д т а.
Т ак, в частности, для плоского вр ащ а ю щ его ся диска толщина д и ф ф у з и ­
онного пограничного слоя определяется уравнен ием
бд = 1 , 6 0 ° ’3 3 г 0 - 17 ш - 0 ’5,
(19)
где (о — у г л о в а я скорость вращ ения д и ск а.
Из уравнения следует, что толщина диффузионного слоя не
зависит от расстояния от оси вращения диска. Это вы ражение
широко используется, например, для анализа процессов леги­
рования монокристаллов при вытягивании их из расплавов. Н а
основе представлений о диффузионном пограничном слое расчет,
например, плотности потока примеси к поверхности вращ аю щ е­
гося кристалла производится с помощью простого выражения
/ = £> (С0— Сгр)/6Д= 0,630°-67 V -» -'7 со“' 5 (С0- С РР),
где С0 и Сгр — концентрации примеси в объеме расплава и у по­
верхности растущего кристалла.
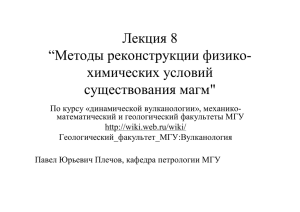
Естественно-конвективные процессы
Естественная конвекция возникает при нарушении равновесия
или при потере устойчивости статического равновесия вследствие
неоднородности жидкой среды в поле силы тяжести или при ее
отсутствии, но без приложения каких-либо иных силовых полей.
Естественно-конвективные движения среды играют исключительно
важное значение в технологических процессах и подразделяются
на виды, представленные на рис. 1.6 (в классификации основных
видов движения расплава при выращивании кристаллов). Рас­
смотрим их кратко.
Т е п л о в о й к о н в е к ц и е й называются движения, воз­
никающие в неравномерно нагретых жидкостях или газах в поле
силы тяжести в результате зависимости плотности от температуры.
Рис. 1.6. Классификация процессов гидродинамики при росте кристаллов из
расплава
Плотность жидкости обычно уменьшается при увеличении темпе­
ратуры. Если разность температуры невелика, то можно исполь­
зовать линейную температурную зависимость плотности
Р = Р о (1 — Рг АТ),
где рг — коэффициент температурного расширения жидкости.
Разность температур в жидкости приводит к разности плотностей
и соответственно к разности подъемных сил. В результате этого
легкие нагретые части жидкости должны всплывать, а тяжелые
холодные — опускаться. Интенсивность движения при тепловой
естественной конвекции определяется числом Рэлея Яа. Так, на­
пример, в горизонтальном слое жидкости, подогреваемой сйизу
(рис. 1.7), при числах Рэлея Р а ^ 1 7 0 0 силы вязкости не могут
сдержать тенденцию к опрокидыванию верхних и более тяжелых
слоев по отношению к нижним нагретым и более легким слоям.
Равновесие теряет устойчивость и возникает движение, имеющее
вначале вид валиков (рис. 1.7).
При увеличении числа Рэлея течение вначале имеет стацио­
нарный характер, затем приобретает более сложный трехмерный,
далее возникает колебательная неустойчивость и переход к ту р ­
булентному режиму.
Пульсации скорости и температуры, возникающие вследствие
тепловой конвекции, нежелательны для большинства технологи­
ческих процессов, особенно при выращивании монокристаллов,
вызывая в них неоднородности распределения примесей, н ап ряж е­
ний, дефектов и ряд других
эффектов.
В растворах, в частности в
растворах-расплавах, плотность
зависит не только от температу­
ры, но и от концентрации
h
Р = Р о О — Рт АТ ± Р с А С ) ,
где р с = — ( z r )
Р [дС/р, г
— концентра-
Рис. 1.7. Схема валиковой с т ру к т у ры
тепловой конвекции в горизонтальном
слое жидкости, подогреваемом сн и зу
(Тг > Т \ )
ционный коэффициент плотно­
сти.
Неравномерное распределение плотности, обусловленное не­
однородностью расплава, может в поле массовых сил приводить
к возникновению конвективных движений, подобных тем, которые
обусловлены изменением плотности в зависимости от температуры.
Этот вид конвекции также имеет гравитационную природу (т. е.
отсутствует при g = 0 ) и называется концентрационной конвек­
цией. Концентрационная конвекция возникает в результате на­
рушения равновесия, когда градиент концентрации направлен по
нормали к градиенту температурного поля. Существенной особен­
ностью концентрационной конвекции является то, что она м ож ет
происходить в изотермических условиях, если в жидкости имеются
диффузионные потоки, приводящие к градиентам концентрации.
Интенсивность концентрационной конвекции определяется кон­
центрационным (диффузионным) числом Рэлея
L.3
V
Ra0 = ----------AC — = Огд P rD,
v2
D
где Gr0 , Рг0 — диффузионные числа Грасгофа и Прандтля; АС —
разность концентраций; D — коэффициент диффузии.
Концентрационную конвекцию можно либо полностью исклю ­
чить, либо существенно уменьшить ее влияние проведением тех­
нологических процессов, например, в условиях невесомости при
достижении R a < R a KP.
Термокапиллярной
конвекцией
называю тся
движения, возникающие вдоль поверхности жидкости в результате
действия градиента силы поверхностного натяжения в зависимости
от температуры.
Движение, возникающее вдоль поверхности под действием
градиента силы поверхностного натяжения, передается за счет
вязкости остальным слоям жидкости, причем при ду/дТ< 0 движе­
ние на поверхности происходит в сторону уменьшения темпера­
туры (рис. 1.8).
КТ!
!о|о!
(Мп)цР -80
а)
о то
’77777777^^77777777777
чу
а)
В)
Рис. 1.8. Схемы термокапиллярных движений жидкости в ус­
ловиях невесомости:
а — движение в кю вете при градиенте температуры, направленном вдоль
поверхности ж и дк ости ( 7 * > / 1); б — движение в кювете при градиенте
температуры (тепловом потоке 4 ), направленном по нормали к по­
верхности; в — д в и ж ен и е у свободной поверхности жидкости в цилин­
дрическом со су д е при боковом потоке теплоты я ; г — движ ение вокруг
пузыря в неизотерм ической жидкости сферического сосуда; д — д в и ж е­
ние вокруг пузы ря в неизотермической жидкости у твердой поверхности
Интенсивность термокапиллярной конвекции определяется кри­
терием Марангони Мп, являющимся аналогом критерия Рэлея:
Мп
ду
дТ
ру а т
■Д7\
Критерии Рэлея и Марангони связаны соотношением
Иа = Во
где Во
7 -Мп,
РуГ
— критерий Бонда.
Отсюда
ду
| > г = Ро
- Ч -\ |д1Т- )]рт ;
^ = - Уо
4 -\
д Т )рт
Конвекция аналогичного вида может возникнуть также в не­
однородных растворах при зависимости поверхностного натяже­
ния от концентрации примеси. Такую конвекцию называют к а -
пиллярно-концентрационной
диффузионным критерием Марангони
..
ду
¿Д С
дС
р V©
и
характеризуют
Мп0 = — --------- .
Термокапиллярная конвекция наблюдается такж е вокруг пу­
зырей в неизотермической жидкости, как показано на рис. 1.8, г, д.
В условиях невесомости такие движения жидкости приводят к
перемещению пузыря в сторону нагретой стенки (термокапилляр­
ный дрейф).
Хотя термокапиллярная конвекция негравитационного типа,
тем не менее в земных условиях ее влияние может существенно
подавляться естественной конвекцией, выравнивающей темпера­
туру поверхности жидкости.
Среди других видов конвекций негравитационного типа сле­
дует в первую очередь указать движения, связанные с фазовыми
переходами, сопровождающимися изменением объема фаз и «от­
торжением» жидкости, как это, например, имеет место на границе
раздела при росте кристалла из расплава.
Кроме того, в сжимаемой жидкости (газе) возможны движения,
обусловленные изменением плотности в неравномерно нагретой
среде, в результате чего возникает т е р м о а к у с т и ч е с к а я
конвекция.
Рассмотренные основные виды естественной конвекции в ре­
альных технологических условиях всегда находятся во взаимодей­
ствии друг с другом, а такж е с вынужденными видами движения
жидкости. Для представления о сложности результирующего
характера движения жидкости на примере (см. рис. 1.6) процесса
вытягивания кристаллов из расплава во вращающемся тигле при­
ведена классификация основных видов движения расплава, ко­
торые могут взаимодействовать между собой. В зависимости от
условий ведения технологического процесса могут преобладать
разные виды движения, как, например, конвективные движения
негравитационного типа в условиях невесомости. Д ля получения
адекватных картин движения жидкостей в различных условиях
ведения технологических процессов широкое применение получило
численное моделирование. Результаты применения численного
моделирования будут проиллюстрированы в гл. 5 на примере ана­
лиза гидродинамики расплава при вытягивании кристаллов по
методу Чохральского.
Особенности тепло- и массопередачи
в условиях невесомости (микрогравитации)
Создание долговременных орбитальных станций и успешное
осуществление в СССР длительных пилотируемых полетов при­
вели к формированию нового научно-технического направления.
Цель этого направления — использование условий космического
пространства для получения высококачественных материалов
электронной техники, производство которых на Земле невозможно
или крайне дорого.
Перечислим основные технологические факторы, которые от­
личают космическую технологию от земной: 1) мощное радиаци­
онное поле; 2) сверхглубокий и неограниченный вакуум (однако
следует учитывать наличие в этом вакууме тех химических элемен­
тов, из которых состоит наружная конструкция космического
корабля и которые поставляет топливно-реактивная двигательная
система); 3) наличие большого количества солнечной энергии, на
высоте порядка 250 км плотность потока солнечной энергии со­
ставляет примерно 1,4 кВт/м2; 4) невесомость, или, точнее говоря,
резко пониженная по сравнению с земными условиями сила тя­
жести, составляющая от 10_3 до 10~7 g (т. е. в 10®— 10е раз ниже,
чем на Земле).
Воздействие длительной невесомости на вещества и материалы,
например в расплавленном состоянии и при кристаллизации,
является весьма сложным и далеко не однозначным, т. е. может
приводить к положительному эффекту по сравнению с земными
условиями, давать тот же результат, что и в земных условиях, и в
ряде случаев приводить к нежелательному побочному эффекту.
Поэтому для успешной разработки космической технологии по­
лучения материалов необходимо знание особенностей гидроди­
намики, тепло- и массообмена в условиях невесомости.
Количественной мерой отклонения «теоретического» состояния
невесомости g = 0 от реального является g/gt), где g0 — ускорение
•силы тяжести на поверхности Земли; g — в условиях орбиталь­
ного полета. Так как в реальных условиях функционирования
орбитальной станции g/go« 1 0 _3-r-10-6, то реальное состояние
невесомости иногда называют микрогравитацией или пониженной
гравитацией. Следует также отметить сложный пространственновременной характер реального силового поля на борту орбиталь­
ной технологической станции вследствие действия различных сил.
Силы, вызывающие наличие малых микроускорений на станции,
можно разделить на две группы: естественные и вынужденные.
К первой группе относятся гравитационные силы, обусловленные
неоднородностью гравитационного поля в точках, удаленных от
центра масс станции. В этих точках не будет соблюдаться равен­
ство силы притяжения станции к Земле и центробежной силы инер­
ции. В результате этого для комплекса типа «Мир» в этих точках
будут возникать микроускорения, имеющие порядок g/go= 10-5-^
Ч- 10-6. К другому виду гравитационных сил относится собствен­
ное тяготение между технологическим объектом и станцией.
К числу естественных сил относятся также внешние возмуще­
ния станции при ее взаимодействии с космической средой. Прежде
всего это сила аэродинамического торможения, которая изме­
няется в процессе полета вокруг Земли в зависимости от высоты
полета и местных изменений плотности космической среды. Она
может приводить при высоте орбиты 200—300 км к остаточным
микроускорениям, имеющим порядок £ /£ о~ 1 0 -5н-10-в.
Космическая технологическая станция испытывает воздействие
также от электрических, магнитных полей, а также от полей тяго­
тения со стороны Луны и планет, однако эти поля могут вызвать
остаточные микроускорения порядка £/£о~ 1 0 -8 -^ 10-1*. Следует
подчеркнуть, что распределение этих сил имеет сложный прост­
ранственно-временной характер, при котором составляющие, дей­
ствующие по различным осям технологической станции, могут
существенно различаться, а амплитуды колебаний могут сущест­
венно превосходить среднее значение равнодействующей силы.
Однако для многих технологических целей требуется контролиру­
емый (и достаточно малый по величине) уровень возмущающих
сил, что делает необходимым задачу расчета и оптимального уп­
равления этими силами.
Особенности использования гидростати­
ческих законов в технологических процес­
с а х в н е в е с о м о с т и . В условиях невесомости значение
результирующей силы, действующей на тело, погруженное в жид­
кость, уменьшается в g / g 0 раз. Это имеет широкое применение для
технологических процессов в невесомости в связи с возможностями:
свободной подвески и перемещения тел, в том числе жидких
масс внутри объема жидкости;
создания разнообразных многофазных структур, составляющие
которых имеют плотность как выше, так и ниже основы (пузырьки
в жидкости, тяжелые частицы в жидкости, суспензии);
получения новых сплавов из компонентов с различными, сильно
отличающимися плотностями, которые не смешиваются на Земле;
возможность перемещения без существенных энергетических
затрат отдельных частиц в жидкости позволяет использовать для
управления динамикой многофазных систем разнообразные виб­
рационные воздействия, которые могут применяться как для со­
здания гетерогенных структур, так и для удаления инородных
включений.
Отсутствие подъемных сил в невесомости приводит, однако,
к потере многих полезных свойств и эффектов, обычно использу­
емых в технологических процессах на Земле, например:
отсутствует барботаж, используемый для перемешивания и
очистки жидкости, а также выравнивания в ней температур;
нет возможности использовать эффект всплывания легких
компонентов для очистки и разделения смеси;
в ряде случаев при плавлении и затвердевании материалов
может возникнуть серьезная проблема дегазации — удаления пу­
зырьков газа (пара).
2
Зак. 2428
33
Из изложенного вытекает, что использование гидростатических
принципов для технологических процессов в невесомости должно
быть продуманным и целенаправленным.
Использование преобладающего влияния
с и л п о в е р х н о с т н о г о н а т я ж е н и я . В условиях не­
весомости большое значение приобретают также явления на по­
верхности жидкости или границе раздела жидкость — жидкость.
Если одной из сред является газ, давление которого постоянно,
основным режимным параметром, определяющим кривизну сво­
бодной поверхности изотермической жидкости, является число
Бонда, которое характеризует соотношение массовых и поверх­
ностных сил. Для условий невесомости число Бонда представ­
ляется в виде
Во = -BS2_ L *gigoi
У
где р — плотность жидкости; L — характерный геометрический
размер; у — поверхностное натяжение.
В условиях «теоретической невесомости», т. е. при g/go= 0,
число В 0= 0. В этом случае свободная поверхность является по­
верхностью постоянной кривизны (сферическая поверхность), т. е.
поверхностные силы преобладают над массовыми. Малые значения
числа Бонда можно реализовать также при малых геометрических
размерах L, поэтому маленькие капли и пузырьки также имеют
сферическую форму. Это значит, что форму поверхности жид­
кости можно моделировать в земных условиях на малых размерах
или уменьшением g/g„ и L на башнях сбрасывания. В другом пре­
дельном случае, когда массовые силы преобладают над силами
поверхностного натяжения (рg L ^ y / L или В о> 1), свободная по­
верхность становится плоской, что обычно бывает в земных ус­
ловиях при достаточно больших размерах L.
Таким образом, по числу Бонда можно выделить три характер­
ных режима: В о>100 — массовые силы преобладают над силами
поверхностного натяжения и поверхность можно считать плоской;
Во = 1— 100 — имеет место промежуточный режим (пониженная
гравитация); В о< 1 — силы поверхностного натяжения преобла­
дают над массовыми силами. Именно этот режим с точки зрения
близости формы свободной поверхности к сферической принято
называть режимом невесомости. Например, для ртути при g/g0=
= 10-4-т-10~5 ему будут соответствовать образцы не слишком
больших размеров ¿ ~ 0 ,1 м.
Чтобы определить форму свободной поверхности изотермиче­
ской жидкости в условиях невесомости в ограниченном объеме (в
замкнутых сосудах), помимо условий равновесия необходимо
учитывать взаимодействие жидкости с ограничивающей поверх­
ностью. В этом случае равновесные формы свободных поверхно­
стей изотермических жидкостей определяются числом Бонда,
краевым углом смачивания 0 стенок сосуда
жидкостью и степенью заполнения сосуда
жидкостью т = У ж1У0, где Уж — объем, за­
нятый жидкостью; К0 — полный объем со­
суда. В ряде случаев оказывают сущест­
венное влияние и дополнительные факто­
ры, например малые возмущающие силы,
неизотермичность. Возможные формы по­
верхностей смачивающих и несмачивающих
жидкостей при различных степенях запол­
нения сферического сосуда в двух предель­
ных случаях (рис. 1.9, 1.10): в гравита­
ционном режиме (В о>100) и в условиях
невесомости (В о< 1). В ряде случаев (при
определенных значениях т и 0) жидкость
в условиях невесомости может отделиться
от стенок и находиться в сосуде в виде
сферической капли (несмачивающая жид­
кость) или сферического пузыря (смачи­
вающая жидкость). Следует отметить, что
такой переход возможен не всегда, а лишь
в тех случаях, когда свободная энергия
системы газ — жидкость не превышает
некоторого значения, определяемого в ус­
ловиях невесомости параметрами 0 и т
(или 0 и Л//?, где к — высота уровня,
/? — радиус сосуда). Границы областей
сочетания параметров 0 и ЫЯ, при кото­
рых возможно отделение жидкости или
газа от стенки, даны на рис. 1.11. В об­
ласти А возможно отделение газа в виде
пузыря (малые 0, смачивающие жидкости).
В области Б возможно отделение жидко­
сти от стенок в виде капли (несмачиваю­
щие жидкости). В области углов В отде­
ление одной из фаз от стенок сосуда за
счет действия одних только поверхностных
сил невозможно. Описанные явления ле­
жат в основе разработок технологических
установок с различной формой реакторов,
в которых используется принцип бесконтейнерного удержания (трк называемых
левитаторов). При практической реализа­
ции бесконтейнерного удержания жидких
масс в технологических процессах в неве­
сомости необходим учет особенностей, свя­
занных с устойчивостью свободных поверх2*
а)
б)
Рис. 1.9. Отделение не­
смачивающей
жидкости
от стенки сосуда:
а — поверхность раздела при
В о > 1 0 0 ; б — условия
сомости ( В о < 1 )
а)
неве­
61
Рис. 1.10. Отделение п у­
зы р я от стенки сосуда,
заполненного смачиваю­
щей жидкостью:
а — поверхность
раздела
при В о > 1 0 0 ; б — условия не­
весомости < В о < 1 )
Рис. 1.11.
Предельные
значения краевого угла
смачивания, при которых
возм ож но
отделение
жидкости (газа) от стен­
ки в сферическом сосуде
35
ностей под действием возмущений, неизбежно присутствующих в
реальных условиях. Определение форм свободной поверхности для
различных конструкций сосудов при вариации степени их запол­
нения и внешних возмущений осуществляется на основе математичекого моделирования.
Таким образом, использование преобладающего влияния меж
молекулярных сил поверхностного натяжения составляет еще один
принцип осуществления технологических процессов в условиях
невесомости. Применение этого принципа связано с возможно­
стью реализации сферических поверхностей достаточно больших
размеров (по сравнению с земными) с высокой степенью точности,
совершенства и чистоты поверхности, а также с возможностью
бесконтейнерного удержания жидкой массы и управления формой
жидкой поверхности без существенных энергетических затрат
(ввиду сравнительно малой свободной энергии жидкости).
Конвективные
процессы в условиях
не­
в е с о м о с т и . Конвективные движения в газах, жидкостях,
растворах, расплавах в условиях невесомости могут возникать,
так же как и в земных условиях, в результате нарушения ста­
тического равновесия при наличии градиентов температурных и
концентрационных полей, градиентов сил поверхностного натя­
жения на поверхности жидкостей и др. Интенсивность этих дви­
жений в общем случае зависит от многих факторов, в том числе от
взаимного направления градиентов, их ориентации по отношению
к направлению массовых сил, а также от физических свойств ве­
щества, геометрии, длительности протекания процесса.
Конвекция гравитационного типа (тепловая и концентрацион­
ная) в условиях невесомости подавляется или существенно умень­
шается в том случае, когда На<сНакр, что в конечном итоге опре­
деляется величиной g/ g0 в условиях орбитального полета. С по­
давлением тепловой и концентрационной конвекции все более
ощутимыми становятся различные виды конвекции негравита­
ционного типа: термокапиллярная, капиллярно-концентрацион­
ная, термоакустическая, движения жидкости, связанные с фазо­
выми переходами (испарение — конденсация, плавление — кри­
сталлизация). Н а рис. 1.8 показаны различные схемы термока­
пиллярных движений жидкости в условиях невесомости. Термо­
капиллярное движение, например, вокруг пузырей в неизотер­
мической жидкости в условиях невесомости приводят к переме­
щению пузыря в сторону нагретой стенки (см. рис. 1.8, 5).
Химические процессы
Химические процессы, связанные с изменением химического
состава вещества, представляют собой одну из наиболее важных
групп процессов технологии материалов электронной техники.
В большинстве случаев взаимная связь закономерностей хи­
мико-технологического процесса очень сложна и выражается в
виде системы уравнений. Так как совместное решение этих урав­
нений практически невозможно, то при анализе химико-техно­
логических процессов выделяют отдельные, наиболее важные его
стороны и рассматривают их взаимное влияние. Полный теорети­
ческий анализ, на основе которого осуществляют выбор техноло­
гического режима и разрабатывают реактор для проведения химико-технологического процесса, предусматривает проведение тер­
модинамического и кинетического анализа. Основными этапами
термодинамического анализа являются следующие.
Разработка технологического процесса получения целевого
продукта требует установления в первую очередь всей совокуп­
ности химических реакций, протекающих в процессе переработки
выбранного сырья. Далее производится расчет тепловых эффектов
реакций, анализируются возможности самопроизвольного проте­
кания реакций, т. е. состояние химического равновесия. На ос­
нове этого выделяются основные реакции, обеспечивающие полу­
чение заданного продукта, определяются условия и степени про­
текания этих реакций, рассчитывается максимальный выход це­
левого продукта в технологическом процессе. Подчеркнем, что с
термодинамической точки зрения химическое равновесие опреде­
ляется как наиболее устойчивое, вероятное состояние системы в
данных условиях. Оно определяет предел, до которого при этих
условиях химическая реакция может протекать самопроизвольно.
Например, в системах, находящихся в изобарно-изотермическом
состоянии, равновесие устанавливается при достижении минималь­
ного для данных условий значения изобарно-изотермического
потенциала (свободной энергии Гиббса), т. е. при 0 = г ш п или Д 0 = 0 .
При ДС>-0 наиболее вероятно самопроизвольное протекание ре­
акции справа налево, при А б с О — слева направо.
На основании данных о равновесии основной реакции можно
получить представление о максимальном выходе целевого про­
дукта. Следовательно, условия достижения равновесия имеют
большое практическое значение, поскольку ими определяется
полнота использования сырья. На основании термодинамиче­
ского анализа можно установить пути повышения выхода продукта,
выбрать оптимальные условия проведения реакции — темпера­
туру, давление и состав исходной смеси. Однако следует иметь
в виду, что этот выбор обычно не является окончательным, так
как, во-первых, анализ относится к системам, близким к состоя­
нию равновесия, а во-вторых, не исключено, что в условиях, оп­
тимальных с термодинамической точки зрения, реакция будет
протекать слишком медленно. Действительно, в технологических
процессах, ограниченных временем, теоретический выход, как
правило, не достигается вследствие уменьшения с течением времени
суммарной скорости прямой и обратной реакций и = и г—и2. В не­
обратимых процессах, т. е. при и = 0 , скорость реакции стремится
к нулю вследствие снижения, а затем и полного расходования
концентрации одного из исходных реагентов. В обратимых про­
цессах уменьшение скорости химической реакции до нуля про­
исходит по мере достижения системой равновесия, когда скорости
прямой и обратной реакций становятся равными: ил—и.г. Так
как технологический процесс нецелесообразно вести с малыми
скоростями, то его не доводят до состояния равновесия.
Кроме того, установленные термодинамические соображения,
приводящие к увеличению выхода продуктов реакции, часто на­
ходятся в противоречии с кинетикой процесса. Так, например,
с точки зрения термодинамики экзотермический процесс жела­
тельно вести при низкой температуре, так как равновесная степень
превращения увеличивается при понижении температуры. Однако
скорость реакции при уменьшении температуры, наоборот, сни­
жается.
Таким образом, для установления оптимальных технологиче­
ских условий ведения процесса необходимо после термодинами­
ческого анализа изучение характера протекания реакции во вре­
мени, т. е. проведение кинетического анализа. Следует также под­
черкнуть, что закономерности химического равновесия, кинетики
химической реакции и др., более подробно изучаемые в курсе
физической химии, рассматриваются на микроуровне, т. е. на
уровне отдельных молекул. Такой подход позволяет проанализи
ровать процесс протекания химической реакции в идеальных
условиях. В реальных условиях протекания большинства хими­
ческих процессов, особенно гетерогенных, наряду с химической
реакцией необходимо учитывать сопутствующие физические про­
цессы, связанные с макросостоянием системы. Поэтому после этапа
анализа кинетики химической реакции переходят к следующему,
более высокому уровню — изучению кинетики химического про­
цесса, рассматривающей совместное протекание химической ре­
акции и тепло- и массопереноса. Гетерогенные реакции обычно
локализуются в некоторых областях реакционного пространства.
Вследствие этого в реакционном пространстве возникают гради­
енты концентраций и температуры и соответственно потоки веще­
ства и теплоты. Изучением процессов переноса вещества и теплоты
в химическом процессе занимается макроскопическая кинетика
(макрокинетика). Количественная характеристика этих процессов
чрезвычайно существенна, •дк как наряду с химической реакцией
именно они определяют концентрации компонентов реакционной
смеси и температуру в реакционной зоне. В общем случае скорость
гетерогенного химико-технологического процесса меньше скорости
химической реакции, потому что взаимодействию реагентов, на­
ходящихся в разных фазах, предшествуют их доставка к поверх­
ности раздела фаз и массообмен между фазами.
Д ля количественной характеристики сложного технологиче­
ского процесса допустимы расчленение его на отдельные стадии
и анализ каждой из них. Любой гетерогенный химико-технологический процесс можно представить состоящим по меньшей мере из
трех основных одновременно протекающих стадий: 1) переноса
реагирующих веществ к поверхности раздела фаз — зоне реакции;
2) химического взаимодействия в зоне реакции; 3) отвода продук­
тов реакции из зоны ргакции. Х арактер химико-технологического
процесса во многих случаях может значительно усложняться ус­
ловиями теплопередачи в зоне реакции. Так, например, при вы­
соких скоростях выращивания кристаллов диэлектриков и полу­
проводников скорость процесса главным образом зависит от ско­
рости отвода скрытой теплоты кристаллизации.
Кроме того, так как скорость процесса пропорциональна пло­
щади поверхности взаимодействия, то скорость гетерогенного
процесса должна зависеть от соотношения между площадями
поверхности раздела фаз и объемом. Например, при получении
керамики (см. § 7.1) повышают дисперность шихты (что повышает
отношение площадь/объем реагирующих фаз) и таким образом
увеличивают скорость процесса. Следовательно, только с учетом
всех факторов, влияющих на технологический процесс, можно
установить условия, обеспечивающие его высокую скорость, и
управлять этим процессом.
Пример. Рассмотрим механизм процесса с типичной гетерогенной
реакцией А г + Вт = 5 Т + Я г, п р отекаю щ ей на пористом зерне и имеющ ей
важное значение, например, при п роизводстве керамики.
После некоторого начального п е риод а, в течение которого о б р а з о в а л с я
сплошной слой твердого продукта 5 , м ехан и зм протекания процесса м о ж е т
вклю чать так у ю последовательность осн о вн ы х макростадий: 1) д и ф ф у з и я
газообразного реагента А из основной части газового потока к в неш н ей п о­
верхности зерна; 2) диффузия реагента А в порах зерна к его в н у т р е н н е й п о ­
верхности; 3) диффузия реагента А через слой образовавш егося т в е р д о г о
продукта 5 к поверхности раздела ф аз р еаг ен т В — продукт 5 ; 4) со б с т в е н ­
но химическая реакция между реагентами Л и В на поверхности р а з д е л а т в е р ­
дых фаз (реагент В — продукт 5 ), н азы ваем ой фронтом п ро те ка н и я р е а к ц и и ;
5) диффузия образовавшегося г а зо о б р а зн о г о продукта Я из зон ы р е а к ц и и
через слой продукта Я и внутренние поверхн ости пор; 6) ди ф ф узия п р о д у к т а
Я в порах зерн а к его внешней п оверхности; 7) диффузия п родукта Я из в н е ш ­
ней поверхности зерна в основную часть газового потока.
Стадии 1 и 7 называются стадиями внешней, 2 и 6 — в н у т р е н н ей д и ф ­
фузии; 3 и 5 — стадии диффузии в тверд о й фазе; 4 — кин ети ческая.
Общая скорость процесса определяется скоростью самой мед­
ленной (лимитирующей) стадии. Поэтому для интенсификации
процесса и его количественного описания необходимо определить,
какая из стадий является лимитирующей, и принять меры к ее
ускорению.
Если самым медленным звеном процесса является подвод реа­
гирующих веществ к зоне реакции или отвод из нее продуктов ре­
акции, то кинетика суммарного процесса будет лимитироваться
диффузионным массопереносом. О таких процессах говорят как
об идущих в «диффузионной области». В том случае, если самой
медленной стадией процесса является химическое взаимодействие,
скорость всего процесса определяется скоростью химической ре­
акции, и тогда говорят, что процесс протекает в «кинетической
области». Если скорости отдельных стадий соизмеримы, то процесс
протекает в «переходной (смешанной) об­
ласти».
Лимитирующую стадию гетерогенного
процесса можно определить опытным пу­
тем, изучая влияние различных факторов
технологического режима на общую ско­
рость процесса. Например, если в систе­
ме газ — твердое вещество суммарная ско­
рость процесса возрастает с повышением
температуры с соответствии с экспонен­
циальным законом, характерным для кон­
станты скорости химической реакции, то
Рис. 1.12. Влияние темпе­
ратуры на кинетику ге­
определяющей стадией является химиче­
терогенного процесса
ская реакция и процесс протекает в кине­
тической области. Если же повышение
температуры практически не сказывается на общей скорости про­
цесса, то процесс протекает в диффузионной области, так как
температурная зависимость скорости диффузии в газах опреде­
ляется
коэффициентом диффузии, зависимость
которого от
температуры намного меньше аналогичной зависимости констан­
ты скорости химической реакции. Как показывает опыт, во мно­
гих случаях при повышении температуры гетерогенный про­
цесс может перейти из кинетической области в диффузионную.
Один из таких случаев иллюстрируется рис. 1.12, где для одного
и того же процесса представлены температурные зависимости
скорости диффузии 1, скорости химической реакции 2, общей
теоретической скорости процесса 3 и общей скорости процесса,
установленной экспериментально 4. Из рисунка видно, что в об­
ласти I (кинетической) самой медленной стадией процесса яв­
ляется химическая реакция, скорость которой резко возрастает
с температурой. В области I I скорости химической реакции и
диффузии становятся сопоставимы и процесс переходит в смешан­
ную область. В области I I I (диффузионной) лимитирующей ста­
дией процесса становится уже диффузионный массоперенос, так
как скорость диффузии становится меньше скорости химической
реакции.
Гетерогенные химико-технологические процессы чаще всего
протекают в диффузионной области, однако применение интен­
сивных приемов перемешивания потоков и увеличения площади
поверхности соприкосновения фаз может привести к переводу
процесса из диффузионной области в кинетическую. Это такж е
используется для определения лимитирующей стадии процесса.
Например, на кривой зависимости общей скорости процесса от
скорости потока ы=/(ш) (рис. 1.13) можно выделить три области:
диффузионную, переходную и кинетическую. В диффузионной
области / наблюдается значительное влияние скорости потока,
так как поток интенсифицирует процесс массопереноса; в переход-
Рис. 1.13. График зави­
симости общей скорости
процесса от скорости по­
тока:
Рис. 1.14. График зависимо­
сти общей скорости процес­
са от температуры и скоро­
сти потока (ы>1<гй)2< & й):
/ — диф ф узионная
/ / — переходная
/ / / — кинетическая
I —- кинетическая
область;
область;
область
область; I I —
переходная область; I I I — д и ф ­
фузионная область
ной области I I влияние скорости потока невелико, и в кинетиче­
ской области I I I скорость потока не влияет на скорость гетеро­
генного процесса.
Влияние скорости потока на общую скорость процесса можно
проследить также на графике зависимости u = f ( T ) при различных
скоростях потока (рис. 1.14). Ход кривых u=f(w) подтверждает
тот факт, что область I I I является диффузионной (с увеличением w
скорость процесса возрастает), и указывает на путь дальнейшего
повышения общей скорости процесса в рассматриваемом случае.
Опытное определение лимитирующей стадии процесса позво­
ляет использовать законы тепло- и массопередачи, а такж е кине­
тики химических реакций для аналитического описания кинетики
гетерогенного химико-технологического процесса и принять далее
меры для его интенсификации.
В общем случае скорость гетерогенного процесса может быть
представлена следующим уравнением:
и — ks&F,
где k — коэффициент пропорциональности; s — площадь поверх­
ности контакта фаз; ЛF — движущая сила процесса.
Это обобщенное кинетическое уравнение для каждого техно­
логического процесса в зависимости от лимитирующей стадии при­
нимает конкретный вид в соответствии с характером движущей
силы процесса.
Активное состояние
твердофазных реагентов и продуктов
Одна из специфических особенностей твердых тел состоит в
том, что их реакционная способность не определяется однозначно
химическим или фазовым составом. Активность твердофазных реа­
гентов зависит, в частности, от состояния кристаллической ре­
шетки, связанного с образованием в ней различных видов дефек­
тов, обусловленных способом приготовления или обработки реа­
гентов, например ионизирующей радиацией, лазерным или аку­
стическим излучением, ударными волнами и т. п.
Нормальным принято называть состояние твердых тел, дефект­
ность которых обусловлена собственной разупорядоченностью
решетки, являющейся однозначной функцией параметров состоя­
ния. В соответствии с этим активным называют состояние твердых
тел, характеризующееся наличием неравновесных дефектов. Эти
дефекты могут быть различны по природе и в разной степени вли­
ять на реакционную способность твердых тел в тех или иных физико-химических процессах.
Мерой активности твердой фазы является избыток ее свобод­
ной энергии по отношению к фазе тождественного состава, нахо­
дящейся в нормальном состоянии:
Д0изб= с* _ о т)
где С и б* — свободная энергия фазы в нормальном и активном
состоянии соответственно.
Однако активность реагентов в конкретном физико-химическом
процессе определяется не только величиной А0изЛ, но и состав­
ляющими этой избыточной энергии, т. е. энергетическим вкладом
отдельных видов структурных дефектов реагентов: точечных де­
фектов и их ассоциатов, дислокаций и межзеренных границ, сво­
бодной поверхности и др. Д ля каждой группы дефектов природа
активности реагента и степень ее проявления в гетерогенных про­
цессах различны. Поэтому при разработке технологических про­
цессов необходимо избегать одновременного введения различных
видов дефектов и стремиться к тому, чтобы один вид неравновесных
дефектов доминировал над другими. Это позволяет контролиро­
вать воздействие на процессы взаимодействия с твердой фазой,
максимально инициируя их в нужном направлении и добиваясь
высокой воспроизводимости свойств получаемых материалов.
Один из наиболее распространенных и эффективных методов
активирования реагентов связан с термическим и химическим воз­
действием в процессе их приготовления, т. е. с термической и
химической предысторией приготовления реагента. Варьирование
условиями приготовления реагента позволяет изменять тип его
кристаллической структуры (получать метастабильные, полиморф­
ные модификации, генерировать различного вида несовершенства
структуры, получать соединения аномального химического со­
става с повышенным химическим потенциалом одного из компонен­
тов и т. п.). Например, при синтезе керамики на основе оксида
алюминия использование в качестве исходного реагента метастабильной ^модификации А120 3 вместо более стабильной а-А 120 3
позволяет вследствие активности реагента существенно снизить
температуры синтеза. Активность 7-А120 3 связана с повышенной
реакционной способностью твердых тел во время или в р е зу л ь ­
тате кристаллографических превращений. При этом относительной
стабильностью и соответственно активностью 7-А120 3 можно в а р ь ­
ировать способом приготовления оксида, его химической предыс­
торией. у-А120 3, получаемый термическим разложением гидрок­
сида и испытывающий у а - п е р е х о д при 600—800 °С, имеет с у ­
щественно меньшую активность, чем 7-А 120 3( получаемый р а зл о ­
жением квасцов. Этот реагент испытывает превращение у — а
при 1200— 1300 °С, вследствие чего подвижность составных час­
тей решетки при ее перестройке инициирует химические п р евр а­
щения с участием оксида алюминия, что приводит к сущ ествен­
ному ускорению протекания химической реакции формирования
фазы продукта (керамика).
Для активирования твердых фаз широко используется вве­
дение в них микродобавок, т. е. легирование. Влияние легирования
на активность твердой фазы определяется природой микродобавки,
концентрацией и характером ее распределения в матрице. Т ак,
например, растворяясь в матрице, добавка изменяет концентрацию
точечных и протяженных дефектов, изменяя тем самым диффузион­
ную подвижность составных частей решетки и зависящие от нее
свойства. Концентрируясь на дислокациях и в поверхностном
слое, примесные атомы изменяют подвижность дислокаций и тем
самым влияют на скорость процессов, имеющих дислокационный
механизм (начальные стадии твердофазного взаимодействия, усадка
при спекании). Оставаясь в нерастворенном состоянии, вклю чения
примеси препятствуют диффузионным потокам вакансий от мелких
кристаллитов к крупным, предотвращая тем самым рекристалли­
зацию материала. Относительная доля этих явлений определяется
тем, насколько микродобавки способны реагировать с матрицей
и как быстро происходит этот процесс.
Особую группу микродобавок составляют легкоплавкие соеди­
нения, не растворимые в матрице и не образующие с ней химиче­
ских соединений , но сами заметно растворяющие вещество м ат­
рицы. Такие добавки, равномерно распределяющиеся по границам
зерен и образующие жидкие пленки, способствуют интенсивной
усадке порошкообразных прессовок при нагревании. Вследствие
этого в реакционных смесях твердых фаз увеличивается степень
контакта между реагирующими частицами и скорость взаимодей­
ствия между ними растет. Такие добавки используются для ин­
тенсификации процесса спекания керамики.
Д ля активирования твердых фаз широкое применение получило
механическое воздействие на индивидуальные реагенты и их смеси.
Механическая энергия, запасенная в твердом теле, подобно теп­
лоте, инициирует многие твердофазные взаимодействия. Раздел
химии, изучающий химические изменения и превращения, про­
исходящие во время или после завершения механического воз­
действия, получил название механохимии.
Механическое активирование твердофазных реагентов осуще­
ствляют путем измельчения под действием трения и ударов, прес­
сования порошка, действия взрывной волны и т. д. Самым распро­
страненным видом механического активирования является измель­
чение или диспергирование твердых фаз. Твердые частицы под
действием усилий со стороны мелющих тел претерпевают сначала
упругую, а затем пластическую деформацию, пока в каком-либо
сечении напряжение не превысит предела прочности материала.
Затем происходит разделение частиц на более мелкие, которые
разлетаются с определенной скоростью. Наибольший вклад в
активирование ^реагентов при их измельчении дают изменения
кристаллической структуры (вплоть до аморфизации) и энергети­
ческого состояния поверхностных слоев частиц, связанных с на­
коплением дислокаций, возникновение контактных разностей по­
тенциалов, эмиссия электронов.
Следует отметить, что механическое активирование твердых
фаз, приводящее к повышению их реакционной способности, можег
быть как статический, так и динамическим. Первый вид активиро­
вания связан с возникновением замороженных состояний, которые
долгое время могут оставаться метастабильными. Второй вид
активирования является кратковременным, он проявляется в про­
цессе механического воздействия. Динамическое активирование
связано с возникновением сильно возбужденных состояний как
в твердом теле, так и в окружающей среде. В соответствии с этим
механическое воздействие на реакционную способность твердого
тела следует рассматривать в двух аспектах: реакция происходит
непосредственно во время подвода механической энергии; инди­
видуальные реагенты или их смеси активируются механически,
а потом осуществляется твердофазное взаимодействие. Важной
особенностью динамического активирования является непрерыв­
ное обновление поверхности твердых фаз. За счет постоянного
возобновления контактов между твердофазными реагентами диф­
фузионные затруднения, связанные с тормозящим действием про­
дуктов реакции, устраняются, а реакция протекает постоянно в
кинетической области.
Хотя статическое активирование и уступает по эффективности
динамическому, тем не менее оно очень широко используется.
С помощью статического активирования существенно ускоряю т
процессы оксидирования, гидрогенизации, термического разло­
жения, гетеровалентного катализа, адсорбции и многих других.
Причем от степени механического воздействия может меняться не
только интенсивность, но и направление протекания химической
реакции. Д ля оценки степени влияния статического активиро­
вания (за счет пластической деформации материала) на протекание
химической реакции вводится коэффициент ускорения процесса,
на который умножают константу равновесия реакции
Е—
И /( Я 7 1)].
где Е
модуль Юнга; Аа/а — относительная величина микроискаженной кристаллической решетки твердого тела в р езул ь­
тате пластической деформации; V — мольный объем реагента.
Весьма перспективно для механической активации твердых
фаз (статической и динамической) использование ударных волн,
формируемых путем воздействия направленного взрыва. Ударное
давление в таких процессах может меняться от 109 до Ю12 Пэ
Развивающаяся при этом температура может изменяться в ш иро­
ких пределах — от нескольких сотен до десятков тысяч градусов.
Главной характеристикой ударного сжатия является крайне м алая
продолжительность его действия. Б лагодаря огромной скорости
распространения ударной волны время действия высоких импульс­
ных давлений и температур изменяется (в зависимости от условий
обработки и свойств вещества) от десятых долей до десятков м ик­
росекунд.
На границе фронта волны благодаря градиенту давления и
температуры происходит интенсивное дробление материала, в
результате чего появляются многочисленные дефекты решетки —
дислокации (до 1012 см-2), вакансии, атомы с измененной валент­
ностью и т. д., приводящие к запасанию энергии. Так, например,
значение запасенной энергии в результате дробления А^О или
А120 3 до размера кристаллитов ~ 0 ,1 мкм составляет —2 к Д ж /к г.
Размеры кристаллитов, образующихся в результате воздействия
ударных волн, могут достигать порядка 1 нм, т. е. может иметь
место превращение из кристаллического в аморфное состояние
минуя жидкую фазу.
Технологическое горение
Реакции горения обладают двумя особенностями:
а)
существуют критические условия перехода от медленного
объемного реагирования к очень быстрому; в этом случае реал и ­
зуется один из режимов технологического горения — тепловой
взрыв;
/
б)
возможно самостоятельное распространение/химической ре­
акции по веществу с постоянной скоростью; при Этом реализуется
еще один важный режим технологического горения — самораспространяющийся высокотемпературный синтез.
Использование реакций горения для синтеза материалов элект­
ронной техники (например, керамических) осуществляется на
основе смесей порошков. Д ля осуществления горения в исходной
конденсированной смеси порошков необходимы следующие условия:
1. Энергия активации горения Е должна быть намного больше
энергии теплового движения молекул при некоторой характерной
для данного процесса температуре Т *, т. е. отношение (5 должно
удовлетворять неравенству Р = ЯТ*1Е < 0,25.
2. Реакция горения должна быть экзотермичной. Значение ее
теплового эффекта должно намного превышать некоторое масштабс (НТ* /Е)
ное количество теплоты: уГ = —---------д
NN 1.
На реакции горения исходных компонентов основаны два техно­
логических метода синтеза материалов электронной техники: самораспространяющийся высокотемпературный синтез (СВС) и тепло­
вой взрыв с дополнительным нехимическим (электрическим) источ­
ником энергии (ЭТВ). Эти методы как режимы технологического го­
рения обладают следующими преимуществами перед традиционными
методами, например, основанными на керамической технологии:
требуется значительно меньшие затраты энергии и энергоносителей,
увеличивается производительность труда, значительно меньше за­
грязняется окружаю щ ая атмосфера. Энергия, необходимая для
активации процессов массопереноса при синтезе и формировании
структуры, например сложных оксидов, берется из запасов внут­
ренней химической энергии в исходном материале, который пред­
ставляет собой смесь порошков металлов (горючее), оксидов и (или)
нитратов (окислители) и теплового разбавителя (инертные оксиды
металлов). При синтезе материалов в процессе СВС и ЭТВ проис­
ходит самоочистка конечного продукта от легкокипящих примесей,
к которым относится и вода.
СВС волны при синтезе материалов имеет сложную тепловую и
физико-химическую структуру, вследствие чего процесс формирова­
ния материала является многостадийным процессом. Не все химиче­
ские и физические процессы сосредоточены в зоне химической реак­
ции, т. е. во фронте СВС волны. Некоторые из них протекают в зоне
структурообразования после прохождения СВС волны по веществу.
Поэтому важной технологической задачей является определение
минимального характерного размера исходного образца, при кото­
ром начинает образовываться равновесная кристаллическая струк­
тура, не содержащая промежуточных продуктов. Это вытекает из
\
сопоставления времен химической реакции структурообразования
тх и времени тепловой релаксации х т, которые определяются сл е­
дующими выражениями:
Т х Г \ 1 ^ ~ ^ коеХр[~ Е / ^
]|
;
т т= Ц*/ат,
где /г0 — предэкспоненциальный множитель закона Аррениуса;
Ь — характерный размер образца.
Если хх превышает тт, то процесс структурообразования осущест­
вляется не до конца и приводит к образованию неравновесной крис­
таллической решетки. При
происходит образование равновес­
ной кристаллической структуры. Величины тх и т г зависят от соста­
вов исходных смесей, процесс структурообразования может быть
стимулирован с помощью внешних физических полей. Для ускоре­
ния процесса структурообразования при горении применяют элект­
рическое поле, вызывающее электрический ток через образец, что
применяется при ЭТВ, и (или) внешнее давление, что применяется
при СВС и ЭТВ.
Метастабильные состояния
Современная электронная техника нуждается во все новых мате­
риалах, значительно расширяющих функциональные возможности
электронных устройств. Наряду с традиционным направлением поис­
ка новых материалов (синтезом различных химических соединений
с равновесной структурой) все более пристальное внимание привле­
кает новое научное направление — синтез материалов на основе их
метастабильных состояний. Второе направление является исключи­
тельно перспективным, так как позволяет неограниченно расширить
номенклатуру новых материалов электронной техники. Покажем
это на следующих двух примерах.
Вследствие явления полиморфизма и его разн о ви дн ости — п о л и т и п и з м а
(являющегося одномерным полиморфизмом) п р ак т и ч еск и все вещества в п р и ­
роде (элементарные и химические соединения) м о г у т существовать в р а з л и ч ­
ных кристаллических ст руктурах. Если м ак с и м а л ь н о е количество п о л и м о р ф ­
ных модификаций у некоторых веществ не п р ев ы ш а ет десяти, то кол и ч ест во
уже экспериментально обнаруж енных п о ли ти пн ы х модификаций п р е в ы ш а е т
160 и их число принципиально не имеет о г р ан и ч ен и й . Таким образом, у м ея
управляемо получать заданную полиморфную или политипную с т р у к т у р у ,
мы имеем возможность с помощью одних и тех ж е химических элементов п о ­
лучать материалы с различными эл ектроф изическими свойствами, з а в и с я щ и ­
ми от кристаллической структуры. Данны й п р и н ц и п синтеза новых м а т е р и а ­
лов, уже нашел применение в виде технологии п олу ч ен ия пленок а л м а з а
пиролизом газообразных углеводородов при д а в л е н и я х , значительно м ен ьш и х
атмосферного, а т а к ж е при получении к р и с т а л л о в кар б и д а кремния р а з л и ч ­
ных политипных модификаций. Имеются св еден ия о получении п о л и т и п о в
кремния, германия, арсенида галлия и ря да д р у г и х важнейш их м а т е р и а ­
лов электронной техники.
Другой пример относится к аморфным материалам. Хотя/аморфное со­
стояни е является самым неравновесным, материалы э л е к т р м н о й техники с
аморфной структурой о бл ад аю т комплексом у никальны х эл/ктрофизических
свойств, которые недостижимы в кристаллическом со с т о я н и й При этом сле­
д у е т подчеркнуть, что у каж дого вещества существует неограниченное
многообразие р азновидностей аморфного состояния, различающихся х а р а к ­
теристиками м и к р о о к р у ж е н и я атомов, видом вводимых 'легирующих микро­
добавок и т. д. Таким обр азо м , получение веществ в аморфном состоянии т а к ­
ж е позволяет зн ачи т ел ь н о расш ирить номенклатуру материалов электрон­
ной техники.
Одним из основных требований при получении вещества в усло­
виях его термодинамической неустойчивости является выбор таких
температур осаждения, когда скоростью твердофазного превраще­
ния (метастабильная фаза
стабильная фаза) можно контролируе­
мо управлять. Значения этих температур определяются величиной
активационных барьеров фазового превращения, на которые, в
свою очередь, можно влиять механическими напряжениями, плот­
ностью дислокаций, дефектов упаковки, точечных дефектов (вакан­
сий, примесей) и т. п. При ничтожной скорости твердофазного прев­
ращения имеет место закалка метастабильного состояния; при уп­
равлении ею с учетом того, что фазовые переходы в более устойчи­
вое состояние проходят ступенчато, через последовательность все
менее метастабильных фаз (правило ступеней Освальда) можно осу­
ществлять фиксацию каждой из этих промежуточных фаз.
Большая роль в управлении получением материалов в метастабильном состоянии принадлежит подложке (затравке), на которую
осуществляют осаждение. Использование затравок метастабильных
структур (полиморфных, политипных) позволяет получать на них за
счет сильного ориентирующего действия поверхностных сил моно­
кристаллы (и тонкие слои) материалов с такой же метастабильной
структурой. На основе этого принципа, например, в настоящее вре­
мя получают пленки алмаза на затравках алмаза при температурах
500—800 °С пиролизом углеводородов при их давлении, существен­
но меньшем атмосферного; так же получают кристаллы и тонкие
пленки более 150 политипов карбида кремния и других материалов.
Однако, говоря о роли затравки, следует отметить, что ее сильное
ориентирующее действие будет проявляться только при правильно
выбранной кинетике гетерогенных химических реакций осаждения.
В противном случае затравка может стать инициатором твердофаз­
ных превращений.
В качестве еще одного важного фактора следует назвать также
и ассоциации атомов в маточной среде перед конденсацией на под­
ложку. В зависимости от исходных используемых компонентов,
степени неравновесности (пересыщения) их в маточной среде и при­
месей происходит образование различных предконденсационных
микрокомплексов (макромолекул), которые, попадая на подложку,
могут являться своеобразными центрами (катализаторами) роста
метастабильных структур.
ГЛАВА 2
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССОВ
ПЕРЕРАБОТКИ СЫРЬЕВЫХ МАТЕРИАЛОВ
§ 2.1. П РОЦЕССЫ И З М Е Л Ь Ч Е Н И Я
И РАССЕИВАНИЯ Т В Е Р Д Ы Х Т Е Л
Скорость технологического процесса прямо пропорциональна
площади поверхности контакта реагентов и избытку их свободной
энергии. Поэтому для увеличения интенсивности многих технологи­
ческих процессов получения полупроводников и диэлектриков из
твердых сырьевых веществ уменьшают размер кусков исходных ма­
териалов. Эта операция позволяет увеличивать как реакционную
поверхность, так и избыток свободной энергии твердых реагентов
за счет увеличения свободной поверхности энергии и создания на­
рушений в кристаллической структуре в процессе получения зерен.
Процесс уменьшения размеров кусков твердых материалов назы­
вается дроблением ( измельчением)\ часто под дроблением понимают
уменьшение только крупных кусков. Процесс измельчения мелких
называется размолом. Измельчение бывает сухое и мокрое; в послед­
нем случае к исходному материалу добавляется определенное ко­
личество воды или других жидких поверхностно-активных веществ.
Отношение поперечных размеров наиболее крупных кусков до
измельчения и после измельчения называется степенью измельчения:
П= й1:й2.
Степень измельчения за один прием обработки составляет для:
крупных кусков ( ^ > 2 5 0 мм) — 2—6; средних (50—250 мм) — 5—
10; мелких (20—50 мм) — 10—50; самых мелких < 3 мм) — 60 и
выше. Необходимую степень измельчения обычно получают в не­
сколько приемов.
Существует несколько способов измельчения (рис. 2.1): раздав­
ливанием (1), ударом (2), истиранием (3) и раскалыванием (4),
В реальных процессах происходит комбинированное воздействие
измельчающих усилий, например раздавливания с истиранием, уда­
ра с раздавливанием и истиранием; иногда наряду с главными уси­
лиями действуют и побочные — изгибающие и разрывающие. Р а з­
личные способы измельчения в технологическом процессе выбирают
главным образом с учетом физических свойств измельчаемого мате­
риала: твердости, характера излома и др. Материалы с большой
твердостью более эффективно измельчать ударом и раздавливанием,
вязкие материалы — предпочтительнее истиранием, хрупкие
раскалыванием.
Измельчение исходного сырья до получения необходимого гра­
нулометрического состава в соответствии с требованиями технологи­
ческого процесса осуществляют в машинах грубого, среднего и тон­
кого измельчения. Принцип действия основных видов машин пред­
ставлен на рис. 2.2.
&
1
2
зя
3
4
Рис. 2.1. Способы измельчения материалов
Для грубого измельчения материала применяют щековые и ко­
нусные дробилки. В щековых дробильных машинах материал из­
мельчается периодически раздавливанием между подвижной и не­
подвижной массивными щеками. Измельчаемый материал выпадает
из машины во время обратного хода подвижной щеки. В конусных
дробилках куски материала раздавливаются в результате непре­
рывного нажатия внутреннего вертикального усеченного конуса,
Рис. 2.2. Схемы работы основных видов
для измельчения материалов:
машин
/ — щ ековы е; 2 — конусные; 3 — валковые; 4 — бегунковые; 5 — шаровые; « — центробежные; 7 — вибрационные
который эксцентрично вращается в другом, внешнем, конусе. Для
среонего и тонкого измельчения используют дробильные валки, бе­
гуны и удар но-центробежные мельницы. Дробильные валки с глад­
кой поверхностью применяются для измельчения твердых материа­
лов, а зубчатые валки используются для дробления пластических
материалов. Бегуны состоят из чаши и жерновов, совершающих
сложное движение вокруг вертикальной и горизонтальной осей.
Жернова катятся по чаше и измельчают материал раздавливанием
и истиранием. Тонкое измельчение материалов проводят в мельни­
цах, в которых измельчение происходит путем истирания материала
или одновременного воздействия ударных и истирающих усилий.
Наибольшее распространение имеют шаровые, центробежные и коль­
цевые мельницы.
Д ля разделения (рассева) измельченных материалов на фракции
с зернами приблизительно равной величины применяют грохоче­
ние, или ситовую классификацию. Грохочение производят при по­
мощи сит или грохотов — аппаратов, главной частью которых яв­
ляются плоские, цилиндрические или конические сита. При грохоМашина для
измельчения
Мишина для
измельчения
\
Сито
Сито
Нижний
продукт
Г
Верхний
продукт
Шаровая
мельница
Готовый
продукт
а)
Верхний
продукт
Шаровая
мельница
Нижний
продукт
Готовый
продукт
Рис. 2.3. Схемы циклов измельчения материалов:
а — открытый; б — закрытый
чении мелкие куски, размеры которых меньше размеров отверстий
сита, проходят через него, а крупные куски остаются на сите и та­
ким образом отделяются от мелких.
Как правило, тонкое измельчение объединяют с операцией рассе­
ва в схему измельчения, которая может осуществляться по открыто­
му или закрытому циклу (рис. 2.3). При работе по открытому циклу
верхний продукт рассева идет на переработку в шаровую мельницу,
откуда полностью вместе с нижним продуктом рассева поступает в
следующую стадию технологического процесса. По закрытому ц ик­
лу в дальнейшую стадию переработки поступает материал только
заданного гранулометрического состава, а более крупные зерна сно­
ва возвращаются в помольный агрегат для дальнейшего измельче­
ния.
Д ля равномерной подачи определенных количеств измельченных
материалов в различные технологические реакторы применяют спе­
циальные механизмы, называемые питателями или дозаторами.
Известно множество типов и конструкций питателей. Все они рабо­
тают по принципу либо весового, либо объемного дозирования.
Весовую^ дозировку применяют, как правило, при использовании
больших количеств материалов.
Общая характеристика чистоты вещества
Понятие химической чистоты материалов, а также способы ее
выражения различны и зависят от области применения материалов.
Вещество считается достаточно чистым, если содержание примесей
в нем меньше того количества, которое мешает использовать это
вещество для заданной цели.
В СССР для чистых веществ, использующихся в химической и
металлургической практике, в зависимости от степени очистки уста­
новлены следующие классификации: «чистый» (марка Ч, содержа­
ние примесей от 2 -1 0 -5 до 1,0 %), «чистый для анализа» (марка
ЧДА, содержание примесей от 1-10-8 до 0,4 %), «химически чис­
тый» (марка Х Ч , содержание примесей от 5- 10-в до 0,5 %) и «особо
чистый» (марка ОСЧ, содержание примесей не более 0,05 %).
Неметаллы и химические соединения предлагается относить к
высокочистым веществам, если содержание лимитирующих приме­
сей в них не менее чем на порядок ниже по сравнению с соответст­
вующей маркой Х Ч , на два порядка — для марки ЧДА и на три
порядка — для марки Ч.
К высокочистым веществам относятся металлы и полупроводни­
ковые материалы, если содержание каждой из контролируемых при­
месей в них не превышает 1 • 10-4 % (по массе), а также газы, если
содержание каждой из контролируемых примесей в них не превыша­
ет Ы 0 - 3 % (объемн.).
Высокочистым веществам в зависимости от количества и суммар­
ной концентрации контролируемых примесей присваивают марки:
ВЭЧ («вещества эталонной чистоты») и ОСЧ («особо чистые вещест­
ва»),
В веществах марки ВЭЧ лимитируется как общее содержание
примесей, так и на более низком уровне содержание некоторых неже­
лательных примесей. Перед обозначением ВЭЧ пишется число, со­
ответствующее значению общего содержания примесей, а после —
два числа через тире: первое показывает количество лимитируемых
нежелательных примесей, а второе — отрицательный показатель
степени суммы содержаний этих примесей. Например, маркировка
003 ВЭЧ 4—5 означает, что содержание основного вещества состав­
ляет 99,997 %, лимитируется содержание четырех примесей и сум­
ма их составляет я10~5 %.
В веществах марки ОСЧ на очень низком уровне лимитируется
содержание большого числа нежелательных примесей. В обозначе­
нии марки после букв ОСЧ приводятся два числа через тире: первое
показывает, сколько примесей лимитируется в данном особо чистом
веществе, а второе — отрицательный показатель степени суммы со­
держания этих примесей. Например, для особо чистого 5Ю 2 нор­
мируется десять примесей (А1, В, Ре, Са, А ^, Ыа, Р, И , Бп, РЬ),
причем общее содержание их не превышает М О “ 5 % (по массе).
Марку такого вещества обозначают ОСЧ 10—5.
При составлении обозначений марок обеих категорий не учиты­
ваются примеси, отраженные в соответствующем ГОСТе или ТУ,
если они нормируются в тех же количествах. Кроме того, рекомен­
дуется округлять значащие цифры суммы содержания примесей
до единиц с нулями (в большую сторону,если она равна или больше
пяти, и в меньшую сторону, если она меньше пяти).
В зарубежной литературе принято квалифицировать вещества
по чистоте числом (п) атомов (молекул) примесей, приходящихся
на 1000 атомов (молекул) основного вещества, что обозначается п
/ оо
promil le)-, 10е атомов (молекул) основного вещ ества— п ррт
(п parts per million)', 10e атомов (молекул) основного вещества —
п ppb (п parts per billion). Так, материал с концентрацией примеси
1 ррт содержит 1 атом примеси на 10е атомов основного компонен­
та, что составляет концентрацию 10~в атомной доли или 10-4 % ат.
Кроме такой квалификации для обозначения веществ высокой
степени чистоты используют символ N и различают вещества по ка­
честву цифровыми индексами. Цифра, стоящая перед N, означает
полное количество «девяток» в числе, выражающем концентрацию
основного компонента в процентах (обычно по массе), а цифра, стоя­
щая после N, является последней цифрой в данном числе. О бозна­
чение степени чистоты знаком 5N8 соответствует содержанию ос­
новного вещества 99,9998 %; 2N 5—99 ,5 % ; 3N 3—99,93 % и
т. д. Если^при получении особо чистого вещества использовался ме­
тод зонной плавки, то к обозначению степени чистоты этого вещест­
ва добавляется буква Z, например символ 6N(Z) соответствует чис­
тоте продукта 99,9999 %.
Более определенным и точным является указание содержания
каждой контролируемой примеси. Так говорят о материалах, со­
держащих Ы 0 ~ г, 2-10"8 % (по массе) той или иной примеси, либо
указывают число атомов примеси, содержащихся в одном кубичес­
ком метре (или сантиметре) материала, например 1017, 1024 ат/м3.
Общая характеристика
процессов разделения и очистки
В основе всех способов глубокой очистки диэлектрических и
полупроводниковых материалов и их компонентов используется
различие в химических, физических и физико-химических свойст­
вах разделяемых компонентов. Отсюда следует, что при сущ ествен­
ном различии в свойствах компонентов разделение может осущ еств­
ляться относительно легко и, наоборот, проблема очистки становится
сложной в том случае, если очищаемый материал и примесь очень
близки по своим физико-химическим характеристикам.
Разработано значительное количество процессов р азд ел ен и я и
очистки веществ, в том числе полупроводниковых и д и электри ч е-
-ских материалов и их компонентов, однако еще нет единой и четкой
классификации этих процессов, что затрудняет выбор оптимального
процесса в каждом конкретном случае.
Наибольшее распространение получила классификация про­
цессов разделения и очистки, основанная на делении их по физико­
химическим свойствам вещества, используемым для разделения
компонентов. Классификация основных процессов разделения и
очистки материалов полупроводниковых и диэлектрических фаз
имеет следующий вид:
1. Процессы, основанные на сорбции. Включают в себя адсорб­
ционные процессы, процессы ионного обмена и хроматографии.
2. Процессы, связанные с экстракцией, в основном жидкостной.
3. Кристаллизационные процессы.
4. Процессы, связанные с перегонкой через газовую фазу. Вклю­
чают в себя процессы сублимации, дистилляции, ректификации, а
такж е процессы химического транспорта.
5. Процессы, основанные на электролизе.
6. Процессы, основанные на различии коэффициентов диффузии.
7. Процессы избирательного осаждения, окисления и восстанов­
ления.
В последующих параграфах на основе этой классификации рас­
сматриваются физико-химические основы процессов разделения и
-очистки, которые нашли широкое применение в технологии полу­
проводниковых и диэлектрических материалов.
Выбор наиболее эффективного метода (или сочетания методов)
д л я очистки каждого индивидуального материала производят исходя
из конкретных физико-химических свойств этого материала и его
соединений. Так, если очищаемый материал (кремний) при приемлем
мых температурах очистки имеет недостаточно высокое давление
паров, чтобы можно было эффективно осуществить дистилляционный процесс, то в этом случае материал переводят в его легколету­
чие соединения (например, 51С14), которые после осуществления
.дистилляционной очистки восстанавливают обратно до исходного
материала (кремния).
В общем случае очистку полупроводниковых и диэлектрических
материалов и их компонентов обычно ведут в две стадии. На первой
•стадии компоненты этих материалов переводят в промежуточные
химические соединения и производят их очистку, используя прак­
тически все процессы, представленные в классификации. На второй
-стадии производят восстановление компонентов из промежуточных
соединений с последующей их очисткой. Применяют способы, осно­
ванные на тех же процессах, эффективность которых в отдельных
сл учаях резко возрастает при работе с более чистыми компонентами.
Способ выбирается исходя из физико-химических свойств компо­
нента, качества получаемого материала и производительности про­
цесса.’ Часто, особенно при разделении и очистке компонентов с
близким и физико-химическими свойствами (например, редкоземель­
ные металлы), использование одного из методов как на первой, так
и на второй стадиях оказывается недостаточным и процесс разделе­
ния и очистки производят на основе сочетания различных методов.
Следует подчеркнуть, что процессы разделения и очистки веществ
нельзя рассматривать отвлеченно от экономических факторов. По­
вышение степени чистоты веществ требует значительных затрат энер­
гии и средств на очистку, которые переносятся на стоимость конеч­
ного продукта. Эти факторы могут накладывать ограничения на саму
задачу и предел очистки данного вещества.
Сорбционные процессы
Под сорбцией в общем случае понимают процессы поверхностного(адсорбция) и объемного (абсорция) поглощения вещества на гра­
нице раздела двух фаз: твердой и жидкой, твердой и газообразной,
жидкой и газообразной.
Сорбционные процессы играют важную роль в современной тех­
нологии полупроводников и диэлектриков, поскольку позволяю т
разделять вещества с очень близкими физико-химическими свойст­
вами (редкоземельные элементы, такие металлы, как цирконий и
гафний, и т. д.).
Наибольшее применение в технологии полупроводников и д и ­
электриков получили процессы разделения и очистки, основанные
на поглощении твердыми сорбентами веществ, растворенных в ж ид­
ких фазах. Это в основном процессы адсорбции, ионного обмена и
хроматографии.
С у щ н о с т ь а д с о р б ц и и . Адсорбционная система состо­
ит из адсорбента — вещества, на поверхности которого происходит
поглощение, и адсорбата — вещества, молекулы которого погло­
щаются. По природе процессов адсорбцию делят на физическую и
химическую.
При физической адсорбции молекулы адсорбата не вступают в хи­
мическое взаимодействие с адсорбентом и, таким образом, сохраня­
ют свою индивидуальность на поверхности поглотителя; адсорбция
в этом случае обусловлена действием сил Ван-дер-Ваальса. П ри
химической адсорбции (хемосорбции) адсорбируемые молекулы всту­
пают в химическую реакцию с адсорбентом с образованием на по­
верхности химических соединений.
Обратный процесс
удаление молекул с поверхности адсор­
бента
называется десорбцией. Физическая адсорбция в отличие
от хемосорбции обратима. Процесс десорбции также может исполь­
зоваться как метод очистки.
Адсорбция является избирательным процессом т. е. на поверх­
ности абсорбента поглощаются только те вещества, которые пони­
жают свободную энергию поверхностного слоя или, другими слова­
ми, понижают поверхностное натяжение относительно окружающей
среды. Таким образом, используя различную адсорбционную спо­
собность веществ, находящихся, например, в растворе, можно осу­
ществить их разделение и очистку, поглотив одно из них адсорбен­
том и оставив другое в растворе.
Количественной характеристикой адсорбционной системы яв­
ляется изотерма адсорбции (рис. 2.4). Она выражает связь между
концентрацией вещества (С) в растворе и его количеством (С,),
поглощенным единицей поверхности адсорбента при постоянной
температуре в условиях равновесия. Как следует из представленной
зависимости (рис. 2.4), повышение концентрации вещества в раство­
ре приводит к увеличению количества его в адсорбированном со­
стоянии. На начальном участке изотермы (участок /) эта связь
прямо пропорциональная, но при
дальнейшем увеличении концентрации
вещества во внешней фазе зависимость
становится более пологой (участок / /)
и при больших концентрациях изо­
терма стремится к асимптоте С,0 (уча­
сток III). Характер изотермы обуслов­
лен постепенным насыщением поверх­
ности адсорбента поглощаемым веще­
ством.
Рис. 2.4. Изотерма адсорбции
При расшотрении адсорбцИИ п р и ­
месей наибольший интерес представ­
л яет начальный участок изотермы (область малых концентраций
адсорбата), а для адсорбции основного компонента — весь ход изо­
термы вплоть до состояния насыщения.
Второй количественной характеристикой адсорбционного про­
цесса, характеризующей температурную зависимость и механизм
адсорбционного равновесия, является теплота адсорбции. При фи­
зической адсорбции ее величина близка к теплоте конденсации и
составляет 4—20 М Дж/кмоль для простых молекул и 40—
80 МДж/кмоль для сложных молекул; при химической адсорбции
теплота хемисорбции сопоставима с теплотой химической реакции
(40—400 МДж/кмоль).
К наиболее распространенным на практике типам сорбентов
можно отнести силикагели, активированные угли, а также различ­
ные виды сильно пористых или высокодисперсных алюминосиликатов.
Силикагель представляет собой высушенный гель кремниевой
кислоты, имеет глобулярную структуру, сформированную из срос­
шихся и контактирующих между собой сферических частиц. Сили­
кагели имеют развитую систему пор, форма и размеры которых за­
висят от размеров и плотности упаковки сферических частиц, по­
верхность которых составляет внутреннюю поверхность пор. Удель­
ная поверхность этих пор в зависимости от технологии изготовления
силикагелей может лежать в пределах (3-^-7)-105 м2/кг.
Силикагель — гетерополярный сорбент, который хорошо погло­
щает полярные и значительно менее неполярные вещества и извес­
тен прежде всего как эффективный осушитель. Кроме того, он хоро­
шо сорбирует пары многих полярных органических веществ, серо­
водород, аммиак, сернистый газ, вследствие чего его применяют для
очистки и извлечения различных газов и паров. Силикагель п р о яв­
ляет высокую адсорбционную активность к веществам различной
химической природы, в частности наблюдается эффективная адсорб­
ция полярных примесей из неполярных растворов. Примером я в ­
ляется очистка неполярных 51С14 и ОеС14 от микропримесей хл ори ­
дов металлов.
Активированные угли имеют кристаллическое строение, у них
обнаружена структура графита с характерной слоистой реш еткой
из шестичленных углеродных колец. Активированные угли состоят
из плотных кристаллических агрегатов, формирующих развитую
систему пор. Характер пористости связан со структурой агрегатов,
а их адсорбционная способность — с размерами ее элементов —
кристаллитов. Удельная поверхность активированных углей дости­
гает (4ч-9)-105 м2/кг и отличается крайне высокой энергетической
неоднородностью. Особо активными центрами на поверхности яв­
ляются ребра и углы кристаллитов. Активированные угли, та к ж е
как и силикагели, широко применяются на конечной стадии очистки
от примесей, в частности хлоридов компонентов полупроводнико­
вых и диэлектрических материалов.
С у щ н о с т ь и о н н о г о о б м е н а . Ионный обмен пред­
ставляет собой обратимый взаимообмен ионов с одноименными за р я ­
дами, протекающий между жидким раствором и твердым нераство­
римым веществом, находящимся в контакте с этим раствором.
Твердое вещество, осуществляющее обмен ионов, называю т
ионитом или ионообменником, причем если обмен происходит толь­
ко положительными ионами, то ионит является катионным ионооб­
менником — катионитом, если ж е обмен осуществляется отрица­
тельными ионами, то это анионный ионообменник, т. е. анионит.
Амфотерные иониты способны одновременно осуществлять катион­
ный и анионный обмен.
Ионный обмен представляет собой стехиометрическое замещение:
в обмен на каждый эквивалент одного иона, поглощенного из раство­
ра, ионит отдает в раствор один эквивалент другого иона с зарядом
того же знака. В этом заключается основное отличие ионного обмена
от процесса адсорбции. При адсорбции, как было сказано выш е, ад­
сорбент только поглощает растворенное вещество, не отдавая в раст­
вор никакого другого вещества. Н а практике же ионный обмен,
как правило, всегда сопровождается адсорбцией, а с другой сторо­
ны, большая часть адсорбентов (например, оксид алюминия, акти ­
вированный уголь и т. д.) могут проявлять себя как иониты.
Используя иониты, можно осуществлять почти полное извлече­
ние определенного типа ионов из раствора, для этого очищаемый
раствор пропускают через реакционную ионообменную колонку,
заполненную зернами ионита.
Приведем примеры реакций ионного обмена.
Типичная реакци я ка т и о н н о го обмена с извлечением ионов кальция из
р аств о ра имеет вид
2 Ы а Х + СаС12
С аХ а+2ЫаС1
(твердые фазы здесь и д а л е е подчеркнуты; X — ф и к си ро ван ная группа ио­
нита).
К ак видно из р е ак ц и и , п роп у ск ан и е раствора через слой твердого иони­
та № Х будет со п р ово ж дат ь ся поглощением из раствора ионов Са2+ в обмен
на ионы ЫаЧ-, переходящ ие в раствор.
Типичным примером р е а к ц и и анионного обмена может быть реакция из­
влечен ия иона ( 5 0 4)г~ из рас т в о р а
2ХС1+Ыаг8 0 4 ;=± Хг8 0 4+ 2ЫаС1
П римером одновременного о сущ ествления катионного и анионного обмена с
использованием амфотерных ионитов является реакция
Н Х гО Н + К С 1 ^=± К Х 2С 1 + Н20
имеющая место при п олу ч ен ии деионизованной воды, когда ионит обменива­
е т катионы примесей воды на ионы водорода, а анионы — на гидроксильные
ионы.
Рассмотрим схематически строение ионита и механизм ионного
обмена. Ионит состоит из каркаса (матрицы), обладающего положи­
тельным или отрицательным зарядом, обусловленным расположен­
ными в нем так называемыми фиксиро­
ванными ионами (рис. 2.5). Заряд фик­
сированных ионов компенсируется за­
рядом подвижных ионов противополож­
ного знака, расположенных внутри пор
каркаса и называемых противоионами.
Поскольку противоионы подвижны
внутри пор каркаса, они могут быть
заменены другими ионами того же знака,
поступающими в поры из окружающего
/
©г
©^
ионит раствора. При этом из раствора
Рис. 2.5. Схематическое изо­
вместе с противоионами в поры ионита
браж ен ие структуры ионита:
поступают и подвижные ионы того же
/ — матрица с фиксированными
знака, что и заряд каркаса, называемые
ионам и; 2 — противоионы; 3 —
коионы
коионами. В соответствии с этим содер­
жание противоионов в ионите опреде­
ляется не только плотностью заряда каркаса, но и содержанием
коионов, согласно условию электронейтральности.
Таким образом, ионный обмен, по существу, заключается в рас­
пределении противоионов между ионитом и раствором, в связи с чем
приведенные выше реакции ионного обмена можно представить в
следующем виде:
2 № 1+ + С а 2+ з± С а2+ +2Ма* +
2С11- + БОГ2
Б О Г + 2С11-
Вследствие того что силы электростатического взаимодействия
между заряженным каркасом и различными сортами противоионов
неодинаковы и, кроме того, различаются размеры последних, боль­
шие противоионы вообще не могут проникать в тонкопористые иони­
ты. Это и определяет селективность разных типов ионитов, которая
позволяет извлекать из раствора определенные типы ионов, остав­
ляя концентрацию других ионов на не­
изменном уровне. Однако необходимо
а
1,0
учитывать, что ионный обмен в указан ­
ных системах не единственно возможный
процесс, ему может сопутствовать, как
мы уже отмечали, адсорбция раствори­
теля и растворенного вещества, а это 0,5
может изменить общую концентрацию
ионов в ионите и в растворе.
Ионный обмен,
протекающий по
уравнению
О
0,5
1,0 ХА
А>+ + В ' + * * В | -1-+ЛМ-,
Рис. 2.6. Схематическое и зо ­
является строго стехиометрическим про­ бражение изотермы ионного
цессом. Если определенное количество обмена (у л — э к в и в а л е н т ­
ная ар ля ионов А в р а с т в о ­
противоионов А покидает ионит, то на
ре;
— эквивалентная д о ­
нем остается избыточный отрицательный
ля ионов А в ионите)
заряд, который для сохранения электро­
нейтральности компенсируется положе­
нием строго эквивалентного количества противоионов В. Таким об­
разом, процесс обмена ионов сам по себе не изменяет общую концен­
трацию ионов (в эквивалентах) как в растворе, так и в ионите.
Состояние ионообменного равновесия зависит от свойств ионитов
и электролитов, находящихся в растворе, их количества, концент­
рации раствора и температуры.
Графической характеристикой процесса ионного обмена при по­
стоянной температуре является линия равновесия или изотерм а
ионообмена (рис. 2.6), которая выражает зависимость эквивалентной
доли у А противоиона А в ионите от его эквивалентной доли у а в р а с т­
воре. Или другими словами, изотерма ионообмена показывает, в к а ­
кой степени соотношение концентраций конкурирующих ионов А и В
в ионите отклоняется от этого же соотношения в растворе. Е сли р а с ­
смотреть ионит, не обладающий никакой избирательностью по о т­
ношению к ионам А сравнительно с ионами В, то отношение А и В
в ионите будет тем же, что и в растворе. То же можно сказать и об
эквимолярных долях. В соответствии с этим изотерма обмена д л я
такого ионита будет прямой, расположенной под углом 45° к оси
абсцисс (пунктирная прямая на рис. 2.6).
Так как в реальных системах ионит всегда предпочтительнее
поглощает одни ионы, чем другие, то селективность ионита по отно­
шению, например, к иону А будет характеризоваться кривой с по­
ложительной кривизной, лежащей выше диагонали.
Очевидно, чем больше кривизна изотермы ионообмена, тем боль­
ше селективность ионита по отношению к противоионам А.
Д ля оценки эффективности работы ионита и характеристики его
избирательности вводят коэффициент разделения, который количест­
венно показывает способность ионита к разделению противоионов А
и В.
Коэффициент разделения К ^ представляет собой частное от де­
ления отношений эквивалентных долей противоионов Л и В в ионит
те и в растворе:
гА
Уа
Ув
Уа Ув
А в -------- : ----- = ------Г--- •
УА
УВ
УА у в
Если ионит предпочтительнее поглощает ионы А , то К О
й > 1, если
ж е предпочтительнее поглощаются ионы В, то
Чем дальше
О
..Л
значение
отстоит от единицы, тем, очевидно, выше селектив­
ность.
Между коэффициентом разделения ионита и изотермой ионообме­
на существует простая связь. Согласно выражению для К в и харак­
теру изотермы, коэффициент разделения при данном составе раство­
ра и ионита определяется отношением площадей двух прямоуголь­
ных площадок / и / / под (уАу в) и над (уАУн) изотермой, которые
сопрягаются с ней в точке А!, отвечающей заданному составу
(рис. 2.6).
Важнейшей физико-химической характеристикой сорбента яв­
ляется его емкость, под которой понимают количественную меру
способности сорбента поглощать извлекаемый компонент из раство­
ра. От емкости зависит количество сорбента, необходимого для
очистки данного объема раствора.
Емкость сорбентов можно отнести к единице массы сорбента (мас­
совая емкость) или к единице объема (объемная емкость). Часто
ее выражают в миллиэквивалентах на килограмм сухого сорбента
(мэкв/кг) или в килограммах адсорбированного вещества на 1 м3 или
1 кг сорбента.
Свойства ионитов обнаруживают многие природные и синтети­
ческие вещества важнейшие из них — иониты на основе синтети­
ческих смол и углей, а такж е некоторые минеральные иониты (к ко­
торым относятся различные алюмосиликаты, оксиды и т. д.).
Значительные различия в поведении ионитов (способность к тому
или иному виду ионообмена) обусловливаются особенностями их
структуры и природой.
Поскольку процесс ионного обмена является обратимым, топорцию ионита обычно используют многократно. Как только насту­
пает насыщение ионита ионами В, операцию ионного обмена зак ан ­
чивают, а ионит регенерируют, промывая его раствором, который
удаляет адсорбированные ионы В и обменивает их на ионы А, ранее
перешедшие из ионита в очищаемый раствор. Насыщенный иона­
ми А ионит вновь пригоден для использования.
При получении чистых полупроводниковых и диэлектрических
материалов и их компонентов ионный обмен может быть применен в
следующих случаях: для глубокой очистки раствора соли очищае­
мого элемента от примесей (в этом случае раствор после промывки
ионита отбрасывают); для разделения двух элементов, из которых
один остается в растворе, а второй адсорбируется ионитом (в этом
случае и основной раствор, и раствор после промывки ионита я в ­
ляются ценными); для концентрирования ценного элемента в иони­
те, извлекаемом из большой массы слабого раствора (в этом случае
ценным является раствор после промывки ионита, а исходный раст­
вор отбрасывают); для глубокой очистки воды, широко используе­
мой в технологии полупроводниковых материалов и приборов.
Х р о м а т о г р а ф и я . Хроматография получила свое назва­
ние от греческих слов «хромас» (цвет) и «графо» (пишу), что букваль­
но означает «цветопись». Впервые этот метод применил русский бо­
таник М. С. Цвет в 1903 г. для разделения окрашивающих пигмен­
тов растений, что привело к названию «хроматография».
Хроматография в настоящее время широко применяется для
глубокого разделения и очистки веществ, причем разрешающая спо­
собность хроматографического метода разделения сделала возмож­
ным появление новой марки чистоты — «хроматографически чис­
тый».
Все хроматографические методы основаны на различии в сорбируемости компонентов разделяемой смеси на сорбенте. Это приво­
дит к различной скорости перемещения компонентов разделяемой
смеси при движении ее через пористую сорбционную среду. Таким
образом, обязательным условием разделения является избиратель­
ность и обратимость процесса сорбции компонентов смеси. Скорость
передвижения каждого компонента смеси обратно пропорциональна
степени сорбции. В результате различной скорости перемещения
компонентов смесь делится на ряд полос и зон, образуя хромато­
грамму. Разделенные компоненты затем механически отделяют друг
от друга.
Хроматографическим методом можно назвать такой метод разде­
ления, при котором разделяемые компоненты распределяются меж­
ду двумя фазами — неподвижным слоем твердого поглотителя, об­
ладающего сильно развитой поверхностью, и потоком жидкого раст­
вора или газовой смеси, как бы фильтрующимся через неподвижный
слой.
Виды хроматографического метода
Агрегатные сос­
тояния разделяе­
мой смеси и
поглотителя
ж идкостиоадсорбционная
газо­
адсорбционная
Н еподвижный
слой
Т вердое
тело
Твердое
тело
Ж идкий поглотитель на
твердом носителе
П одвиж ной
слой
Ж и д к о сть
Г азовая
смесь
Ж идкость
жидкостнораспределительная
газо­
жидкостная
Газовая
с.месь
По агрегатным состояниям разделяемой смеси и поглотителя
различные хроматографические методы можно разделить на четыре
вида (табл. 2.1).
Процессы хроматографического разделения существенно разли­
чаются по форме осуществления. Рассмотрим основные методы раз­
деления применительно только к жидкостно-адсорбционной хрома­
тографии, хотя они могут относиться и к другим видам.
Основными методами жидкостно-адсорбционной хроматографии
являются проявительный, вытеснительный и фронтальный. Рас­
смотрим их на примере разделения смеси, состоящей из двух компо­
нентов А и В, причем вещество В адсорбируется сильнее, чем ве­
щество А .
Проявительный метод (элюэнтный, или метод промывания) со­
стоит в том, что в верхнюю часть колонки с адсорбентом вводят раз­
деляемую смесь А + В, которая
Смесь
Проявитель Вытеснитель
тут же адсорбируется. Затем через
А +6
£
П
колонку
пропускают жидкость
I
(проявитель £ ), адсорбирующуюся
слабее обоих компонентов смеси А
и В. Проходя через слой, содержа­
щий адсорбированные компоненты
А и В, проявитель будет вымы­
вать постепенно из него оба ком­
понента, но преимущественно ком­
Т7777,
понент А , поскольку он адсорби­
А+ Е'
¿¿М
У,Р. я
руется слабее. В результате через
некоторое время будет наблюдать­
ся разделение компонентов А и В
по различным зонам адсорбции
(рис. 2.7, а). В конце концов
б)
а)
компоненты А и В выводятся
Рис. 2.7. С хематическое распредеиз колонки промывающей жид­
ние компонентов разделяем ой сме­
си А + В в колонках трех методов
костью
порциями, разделенны
хром атограф ии:
ми одна от другой чистым проя­
а — проявительный; б — вытеснитель
вителем.
ный; в — фронтальный
±
Г
Вытеснительный метод (вытеснительное проявление) отличает­
ся от предыдущего тем, что в качестве промывающей применяется
жидкость (вытеснитель О ), которая адсорбируется сильнее, чем
компоненты Л и В. Вследствие этого происходит вытеснение жид­
костью обоих компонентов, Л и В, с адсорбента, причем компонент
Л вытесняется быстрее. Это приводит к разделению компонентов
(рис. 2.7, б), причем наряду с зонами, содержащими компоненты
Л и В в отдельности, будет существовать и промежуточная зона,
где они содержатся оба. При дальнейшем проведении процесса вы­
теснения некоторую часть компонентов на выходе из колонки можно
получить в чистом виде, но некоторая часть так и останется в смеси.
Фронтальный метод заключается в пропускании через колонку
только разделяемой смеси. Вследствие меньшей адсорбции компо­
нента Л в колонке достигается распределение компонентов, пока­
занное на рис. 2.7, в. Такой метод дает возможность получить в чис­
том виде некоторое количество только слабо адсорбируемого ком­
понента Л.
Хроматографические методы разделения могут быть основаны не
только на процессах адсорбции. В зависимости от процесса, лежа­
щего в основе метода, можно выделить следующие четыре основных
метода хроматографического разделения смесей.
Адсорбционный хроматографический метод, описанный в рас­
смотренных выше примерах. В качестве адсорбентов в этом методе
применяют активированные угли, силикагель, активный оксид алю­
миния и др.
Распределительный хроматографический метод , основанный на
применении жидкого поглотителя (на твердом носителе) и благо­
приятных коэффициентах распределения выделяемого вещества меж­
ду исходной смесью и жидким поглотителем. Элементарным актом
распределительной хроматографии является жидкостная экстрак­
ция.
Ионообменный хроматографический метод, основанный на про­
цессе ионного обмена с использованием в качестве стационарной
фазы ионообменных смол. Процесс разделения в этом методе обу­
словливается различием коэффициентов разделения компонентов
смеси.
Осадочный хроматографический метод, основанный на исполь­
зовании в качестве поглотителей (на твердом носителе) веществ,
образующих с некоторыми компонентами исходной смеси трудно­
растворимые осадки. Разделение в этом методе чаще всего основы­
вается на различной растворимости получающихся соединений.
Хроматографический метод разделения нашел широкое приме­
нение для разделения сложных смесей на компоненты, для выделе­
ния нужных веществ из весьма разбавленных растворов, для раз­
деления близких по свойствам ионов (например, редкоземельных
металлов) и т. д.
Процессы жидкостной экстракции
Экстракция в общем случае является процессом избирательного
извлечения вещества в жидкую фазу. Извлечение при этом может
производиться из смесей в газообразной, жидкой или твердой фа­
зах.
Д ля каждого из видов экстракции существует свое название.
Экстракцию газа жидкостью называют абсорбцией, твердых веществ
жидкими — выщелачиванием, экстракцию растворенного вещества
из одной жидкой фазы в другую — жидкостной экстракцией или
просто экстракцией.
Таким образом, при жидкостной экстракции происходит процесс
извлечения растворенного вещества из одного жидкого растворите­
ля с помощью другого жидкого растворителя, при этом необходимо,
чтобы растворители практически не смешивались друг с другом.
В технологии полупроводников и диэлектриков в качестве жид­
кости, из которой проводят экстракцию растворенного вещества,
чаще всего используют воду. В качестве жидкости, называемой
экстрагентом, с помощью которой производят экстрагирование,
используют жидкости органического происхождения. Обычно под
экстрагентом понимают не только чистый растворитель, но и раст­
воритель, включающий в свой состав реагент (компонент, который
может химически реагировать с извлекаемым веществом) и разбави­
тель ( в в о д и м ы й для уменьшения вязкости растворителя).
Часто в состав водного растворителя, из которого экстрагируют
растворенное вещество, вводят высаливатель — вещество (в виде
соли или кислоты), имеющее одноименный ион с экстрагируемым
соединением и вследствие этого уменьшающее его растворимость,
что тем самым приводит к повышению степени его извлечения из
водного раствора.
Ж идкостная экстракция имеет очень большое применение в тех­
нологии полупроводников и диэлектриков. С ее помощью могут быть
решены следующие задачи: разделение смеси двух веществ с кон­
центрированием каждого из них в разных растворителях (например,
водном и органическом); экстрагирование основного компонента
смеси в органический растворитель и оставление примеси в водном
растворе или, наоборот, экстрагирование примеси в органический
растворитель и оставление компонента в водном растворе.
Принцип
экстракционного
разделения.
Суть процесса экстракционного разделения может быть рассмотре­
на с помощью трех компонентной диаграммы состояния, приведен­
ной на рис. 2.8. Для разделения смеси полностью смешивающихся
жидкостей Л и С состава Т7 к ним добавляется растворитель (экстра­
гент) В, не полностью смешивающийся со смесью и способный изби­
рательно растворять (экстрагировать) один из компонентов, в на­
шем случае С.
При этом точка, отвечающая общему составу тройной системы,
перемещается по прямой РВ. Д л я рассматриваемого случая соотно­
шения между количествами смеси и экстрагента состав образую ­
щейся тройной системы соответствует точке М . Состав же гетероген­
ных фаз, образующихся в результате расслоения тройной системы,
определяется относительным положением коноды Р<3, проведенной
через точку М . Фаза С} имеет высокое содержание растворителя и
называется фазой экстракта или фазой растворителя. Ф аза Р с
низким содержанием растворителя назы­
С
вается фазой рафината или фазой ос­
татка.
Разделяя фазы <5 и Р и извлекая из
них растворитель (дистилляцией или
промывкой), получают соответственно
экстракт и рафинат, свободные от раст­
ворителя, составов Е и Р . По сравнению
с исходной смесью Р смесь Е имеет бо­
лее высокое, а смесь Р — более низкое
содержание компонента С. Дальнейшим
Рис. 2.8. Состав и ко л и ч ест­
добавлением экстрагента к рафинату Р
во продуктов, получаем ы х
получают (после разделения фаз и удале­ при одноступенчатой э к с ­
тракции
ния экстрагента) новый рафинат с еще
более низким содержанием С и т. д. Такким путем из исходной смеси Р, проводя многоступенчатую (периоди­
ческую) экстракцию, можно получить компонент А почти любой сте­
пени чистоты.
Что касается получения компонента С из экстракта, то м акси­
мально достижимая степень чистоты этого компонента в данном
многоступенчатом процессе определяется положением точки Е т,
получаемой в результате пересечения касательной, проведенной из
точки В к бинодальной кривой, и линии АС. Д ля еще больш его
повышения чистоты компонента С экстракт дополнительно об раба­
тывают так называемым промывным раствором, который обладает
свойством хорошо растворять загрязняющий компонент А , но не
растворяет С.
Исходя из проведенного рассмотрения видим, что результаты
экстракционного процесса зависят от размеров области расслоения
и от наклона коноды, определяющего значение коэффициента рас­
пределения. Эти факторы, в свою очередь, зависят от температуры
и природы растворителя (экстрагента). Выбор условий экстракции
с учетом этих факторов позволяет добиться высокой эффективности
процессов извлечения, разделения и очистки.
Особенности практического осущ ествле­
ния ж и д к о с т н о й э к с т р а к ц и и .
Разделяемая смесь
компонентов Л и С и экстрагент В не полностью смешиваются друг
с другом и характеризуются заметной разницей в плотности. П оэто­
му при их перемешивании жидкости диспергируются, а при отстаи­
вании отделяются друг от друга в виде слоев (расслаиваются).
Лимитирующей стадией процесса экстракции является, как пра­
вило, диффузия экстрагируемого вещества при смешивании разде­
ляемой смеси и экстрагента, поэтому процесс жидкостной экстрак­
ции целесообразно проводить при интенсивном перемешивании,
значительно ускоряющем диффузионный перенос в соприкасаю­
щихся фазах. Кроме того, скорость экстракции возрастает с увели­
чением площади контакта между фазами; чем меньше размер капель
дисперсной фазы, тем быстрее устанавливается экстракционное рав­
новесие.
Процесс жидкостной экстракции может осуществляться перио­
дически или непрерывно. Периодический процесс схематически
уж е был нами рассмотрен. В производственных условиях он нахо­
дит ограниченное применение вследствие малой производительно­
сти. Значительно шире используется непрерывный процесс. Здесь
массопередача между исходным раствором /•" и экстрагентом В про­
исходит в смесителях, а разделение фаз экстракта и рафината — в
отстойниках. При этом в первый смеситель непрерывно вводятся
исходный раствор Т7 и экстрагент В, где они интенсивно перемеши­
ваются. Образующаяся гетерогенная смесь непрерывно передается
в первый отстойник, в котором происходит разделение фаз, причем
ф аза рафината далее поступает во второй смеситель, куда также
непрерывно поступают и новые порции экстрагента. Гетерогенная
смесь, образующаяся во втором смесителе, непрерывно передается
во второй отстойник и т. д. Конечная фаза рафината из последнего
отстойника передается в дистилляционную колонну для удаления
экстрагента и получения чистого рафината 7?.
Кристаллизационные процессы
Кристаллизацией называется переход вещества из жидкого в
твердое кристаллическое состояние. Кристаллизационные методы
очистки основаны на различии растворимости примеси в жидкой
и твердой фазах.
В настоящее время кристаллизация из расплавов широко ис­
пользуется для очистки полупроводниковых и диэлектрических ма­
териалов. Этот метод, как правило, применяется на конечной ста­
дии технологического процесса очистки веществ. При этом наряду
с высокой степенью очистки материала от примесей достигается и
необходимое совершенство кристаллической структуры (физическая
чистота), т. е. материал получают в виде высокочистого монокрис­
та л л а .
Д ля постановки процессов кристаллизационной очистки вещест­
в а необходимо знание фазовой диаграммы состояния вещества с
присутствующими в нем примесями. Однако общее изучение про­
цессов плавления и затвердевания уже в трех компонентных систе­
мах в ряде случаев вызывает серьезные трудности и осложняет ор­
ганизацию процесса очистки. Так как кристаллизационные методы
применяются на конечной стадии процесса очистки, то содерж ание
остаточных примесей в очищаемом веществе настолько мало, что их
взаимное влияние, ил^взаимодействие между собой в среде основ­
ного материала, практически отсутствует. Это позволяет при описа­
нии кристаллизационных методов очистки заменить одну слож ную
многокомпонентную систему совокупностью фазовых диаграмм би­
нарных систем: основной компонент — примесь. Поэтому имеется
Жидкость
Ь
Жидкость +
+ твердый раствор
Твердый раствор
а)
Рис. 2.9. Важнейшие типы ф азовы х диаграмм:
а — диаграмма состояния непрерывных твердых и жидких растворов; 6 — эвтекти ческая
диаграмма состояния с областями твердых растворов а и р ; в — дистектическая д и а ­
грамма состояния с областями твердых растворов (состоит как бы из двух эв те к ти ч е­
ских диаграмм состояния с областями твердых растворов при наличии одной ди стекти ческой точки)
полное основание ограничить общее рассмотрение основных прин­
ципов кристаллизационных методов очистки рассмотрением д в у х ­
компонентных систем.
Диаграммы плавления — затвердевания бинарных систем весь­
ма разнообразны. На рис. 2.9 представлено несколько типов в а ж ­
нейших фазовых диаграмм, с которыми чаще всего приходится иметь
дело в технологии полупроводниковых и диэлектрических м атериа­
лов. Для небольших концентраций примеси в веществе можно не­
сколько упростить вид представленных фазовых диаграмм. Д ействи­
тельно, в области малых концентраций примеси, т. е. в углу фазовой
диаграммы, примыкающей к точке плавления чистого компонента,
различие между разными типами фазовых диаграмм пропадает.
В результате этого при описании процессов кристаллизационной
очистки все многообразие фазовых диаграмм можно свести к двум
отрезкам, касательным к линиям ликвидуса и солидуса в точке
плавления основного компонента (рис. 2.10). Эти отрезки направле­
ны вниз, если примесь понижает температуру плавления раствора,
и вверх, если она ее повышает.
Принцип
очистки
кристаллизацией.
Рас­
смотрим процессы, происходящие при кристаллизации разбавленно­
го раствора в бинарной системе, описываемой участком фазовой
диаграммы, когда примесь понижает температуру плавления раст­
вора. Воспользуемся представлением участка фазовой диаграммы
в виде прямых, практически совпадающих при малых концентра­
циях примеси с кривыми ликвидуса и солидуса. Пусть у нас имеется
расплав компонента А с
концентрацией примеси В,
равной С„, при температу­
ре Т 0 (рис. 2.11).
Р и с. 2.10. П редставление участков фазовых
ди аграм м двух типов вблизи точки плавле­
ния основного компонента д ву м я отрезками
прямых, касательных к кривым солидуса 5
и ликвидуса Ь в точке плавления основно­
го компонента Т А \
Рис. 2.11.
Распределение
примеси меж ду жидкой и
твердой ф азами
при кри­
сталлизации разбавленного
раствора компонента В в А
а — примесь, понижающ ая тем пературу плавле­
ния: 6 — примесь, повы ш аю щ ая температуру
плавления
Исходное состояние системы, таким образом, характеризуется
фигуративной точкой 1 с координатами С0 и Т 0.
При снижении температуры фигуративная точка начинает вы­
черчивать вертикальную траекторию, описывающую последова­
тельные состояния системы. Точка 2, отвечающая месту пересече­
ния вертикальной траектории с линией ликвидуса, определяет тем­
пературу начала кристаллизации твердого раствора. При этой тем­
пературе образуется твердая фаза состава Ст2, определяемого мес­
том пересечения температуры начала кристаллизации, задаваемой
точкой 2 , с линией солидуса.
При дальнейшем понижении температуры вплоть до конца крис­
таллизации состояние системы характеризуется двумя точками.
Это отвечает одновременному наличию в системе двух находящихся
между собой в равновесии фаз. Одна из точек, характеризующих
состояние системы, расположена на кривой солидуса и дает состав
твердой фазы, другая точка — на кривой ликвидуса и дает состав
жидкой фазы. Интервал плавления определяется местами пересече­
ния вертикали С0 с линиями солидуса и ликвидуса. При достиже­
нии температуры, соответствующей точке 4, жидкая фаза полностью
исчезнет, система опять станет однофазной, а состав твердой ф азы
должен совпадать с исходным составом жидкости С0. При дальней­
шем понижении температуры состав твердой фазы меняться не б у ­
дет. С повышением температуры система пройдет ту же последова­
тельность состояний, но в обратном порядке.
Проведенное рассмотрение показывает, что закристаллизовав­
шийся слиток должен иметь состав, равный исходному (если произ­
водили перекристаллизацию) и ничем не отличающийся от состава
расплава в однофазной области. Соответственно этому и не должно
возникать никаких закономерных неоднородностей состава в кри с­
таллизирующемся материале, однако на самом деле такие неодно­
родности всегда возникают. Такое несоответствие объясняется ис­
пользованием термодинамического подхода к анализу процесса
кристаллизации. Действительно, линии фазовой диаграммы — это
линии фазового равновесия в системе. По ним определяют составы
и относительные количества равновесных между собой в интервале
фазовых превращений кристалла и расплава. Все выводы, которые
могут быть сделаны из предыдущих рассуждений, основываются на
неявном предположении, что в каждый данный момент система на­
ходится в равновесном состоянии, т. е. при неизменных внешних
условиях предоставленная самой себе система уже не будет изме­
няться. В то же время в рассматриваемом процессе кристаллизации
происходит непрерывное изменение температуры. Для того чтобы
в этих условиях система успевала приходить в новое состояние р ав­
новесия, необходимо изменение температуры производить бесконеч­
но медленно, т. е. осуществлять квазистатический процесс.
В реальной системе равновесие, отвечающее новым внешним ус­
ловиям (температуре), устанавливается с помощью процессов, ме­
ханизмы которых связаны с диффузией компонентов в жидкой и
твердой фазах. Коэффициенты диффузии в жидкой фазе на несколько
порядков больше, чем в твердой. Например, коэффициент диффузии
индия в германии при температуре 800 °С равен 2-10-17 м2/с, коэф­
фициенты же диффузии примесей в жидком германии имеют п оря­
док 10-9 м2/с.
Поэтому скорость установления равновесия в расплаве намного
больше, чем в кристалле. Помимо рассмотрения процессов в объе­
мах двух фаз необходимо учитывать и процессы, происходящие на
их границе. Как показывают экспериментальные исследования, на
границе раздела фаз скорость установления равновесия не меньше
таковой в жидкости и намного превышает соответствующую ско­
рость для твердой фазы.
Практически диффузия в кристалле идет настолько медленно,
что в реальных условиях после понижения температуры и кристал­
лизации некоторого количества вещества процесс перехода к равно­
весному состоянию останавливается, а твердая фаза остается в не­
равновесных условиях.
Рассмотрим процесс кристаллизации расплав в реальных усло­
виях, т. е. в условиях пренебрежимо малой диффузии в твердой
-фазе. Предполагаем, что процесс кристаллизации протекает с такой
-скоростью, что равновесие в расплаве и на границе раздела фаз ус­
певает непрерывно устанавливаться, а диффузия в твердой фазе идет
настолько медленно, что состав внутренних частей кристалла не со­
ответствует равновесному для состава сопряженного расплава при
температуре кристаллизации. При этом изменениями в составе
твердой фазы вследствие диффузии можно пренебречь.
При понижении температуры расплава до температуры начала
кристаллизации (точка 2 на кривой ликвидуса, рис. 2.11) возникает
твердая фаза состава Ст2, более богатая основным компонентом А,
чем жидкая фаза. Расплав же будет обогащен примесным компонен­
том В . Вследствие этого фигуративная точка сдвинется несколько
вправо (точка 5) по сравнению с точкой 2, характеризующей исход­
ный расплав. Очевидно, что температура Т 2 несколько выше тем­
пературы начала кристаллизации расплава, характеризуемого точ­
кой 5. При дальнейшем понижении температуры фигуративная
точка 5 вновь достигнет кривой ликвидуса и выделяющиеся теперь
слои твердой фазы будут иметь состав, более богатый компонентом
В по сравнению со слоями, закристаллизовавшимися в первую оче­
редь. При их кристаллизации фигуративная точка опять сдвинется
вправо и, таким образом, следующие порции расплава будут крис­
таллизоваться при более низкой температуре. Так как скорость
диффузии в твердой фазе пренебрежимо мала, то по мере роста крис­
талла вновь нарастающие слои будут все более обогащаться компо­
нентом В. Такое же обогащение было и в квазистатическом случае,
однако там обогащались не только приграничные слои, но и весь
■объем твердой фазы. Это приводило к тому, что в конце кристаллиза­
ции состав кристалла становился равным составу исходного распла­
ва и в результате перекристаллизации никакой очистки твердой
-фазы не происходило.
Таким образом, процесс кристаллизации в реальных условиях
показывает, что твердая ф аза кристаллизуется неоднородно по свое­
му составу. Получающийся при этом кристалл представляет собой
гамму твердых растворов с непрерывно меняющимися концентра­
циями. Это явление называется сегрегацией, а соответствующие на­
рушения постоянства состава называют сегрегационными. Как сле­
д у е т из приведенного выше, их происхождение определяется сово­
купностью двух обстоятельств. Первое — это разница в составах
жидкой и твердой фаз, находящихся между собой в равновесии, а
второе — замедленность процессов выравнивания (диффузии) в
твердой фазе.
В реальных условиях выращивания кристаллов граница раздела
ф аз передвигается со скоростью от сотых долей до десятков милли­
метров в минуту. По сравнению с этими скоростями скорости диф­
фузионного перемещения компонентов внутри твердой фазы пренеб­
режимо малы. Кроме того, при выращивании кристаллов создают
такие градиенты температуры, при которых нарастающие слои крис­
таллов быстро попадают в область пониженных температур, где
диффузионные процессы еще более замедлены. Это способствует
фиксации неоднородностей состава, возникающих в твердой фазе,
и разделению или очистке веществ при кристаллизации.
Если затруднена диффузия в жидкой фазе, то на фронте кристал­
лизации в ходе процесса будет увеличиваться избыток компонента,
которым обеднена образующаяся твердая фаза, и недостаток компо­
нента, которым твердая фаза обогащена. Кристаллизация твердой
фазы при этом будет происходить не из основной массы жидкой
фазы, а из прилегающего к фронту кристаллизации слоя, что при­
водит к снижению эффекта разделения или очистки. Таким образом,
затрудненность диффузии компонентов в жидком состоянии сни­
жает эффективность разделения или очистки при кристаллизации.
Одним из важнейших факторов эффективной очистки кристалли­
зацией является проведение процесса в условиях, обеспечивающих
монокристалличность получаемого материала. При получении поликристаллического материала фронт кристаллизации состоит из мно­
гочисленных выступов, растущих в самых разных направлениях с
различной скоростью, что часто приводит к механическому захвату
капелек сильно загрязненного расплава, а также к концентрирова­
нию примесей вдоль сильно развитых межзеренных границ. Д л я
достижения необходимой степени очистки требуемое число последо­
вательных перекристаллизаций (или число проходов расплавленной
зоны вдоль поликристаллического образца) часто должно быть в не­
сколько раз больше, чем в случае, когда очищаемый образец со х р а­
няет монокристалличность.
Для оценки эффективности очистки веществ от примесей кр и стал ­
лизацией из расплава служит коэффициент распределения К , пред­
ставляющий собой отношение концентрации растворенного вещ ест­
ва в твердой фазе к концентрации его в жидкой фазе (расплаве).
В зависимости от системы основной компонент — примесь К м ож ет
быть больше или меньше единицы и изменяется в широких пределах:
10-5— 10. Значение коэффициента распределения зависит от ряда
факторов — типа фазовой диаграммы основного компонента и при­
меси, условий кристаллизации, скорости перемещения фронта крис­
таллизации, интенсивности перемешивания жидкой фазы (расп л а­
ва) — и играет большую роль в кристаллизационных способах очист­
ки.
Различают равновесный и эффективный коэффициенты расп ре­
деления.
С помощью равновесного коэффициента распределения х ар ак те­
ризуют эффект разделения компонентов смеси в каждый момент р а в ­
новесия между кристаллом и расплавом. Так как состояния р авн о ­
весия соприкасающихся твердой и жидкой фаз описываются ф азовы ­
ми диаграммами, то в общем случае расчет равновесного коэффи­
циента распределения возможен на основе фазовых диаграмм. Так,
в случае разбавленных твердых и жидких растворов, описываемых
участками фазовых диаграмм (см. рис. 2.10), равновесный коэффи­
циент распределения при заданной температуре Т находят как отно­
шение отрезков горизонтальных линий, полученных пересечением
изотермы, отвечающей температуре кристаллизации Т, с линиями
ликвидуса С,„ и солидуса Ст:
Ко — СТ/С 1К.
В том случае, если примесь понижает температуру кристаллиза­
ции очищаемого вещества (см. рис. 2.10, а), равновесный коэффи­
циент распределения будет меньше единицы (СТ< С Ж), а если при­
месь повышает температуру кристаллизации (см. рис. 2.10, б), то
равновесный коэффициент распределения будет больше единицы
(СТ> С Ж).
Если ликвидус и солидус диаграммы состояния прямолинейны,
то из подобия прямоугольных треугольников, построенных на от­
резках Ст и Сж при разных температурах
кристаллизации
(рис. 2.11), нетрудно видеть, что равновесный коэффициент рас­
пределения не зависит от концентрации и температуры. Однако при
более высоких концентрациях второго компонента (примеси), когда
твердый и жидкий растворы нельзя считать разбавленными, а ли­
нии ликвидуса и солидуса — заменять на прямые, равновесный
коэффициент распределения уже не будет постоянной величиной и
будет зависеть от концентрации примеси.
Точный расчет равновесного коэффициента распределения на ос­
нове фазовых диаграмм часто затруднен, поскольку во многих слу­
чаях имеющиеся фазовые диаграммы недостаточно точны в областях
малых концентраций примеси. Поэтому чаще фазовые диаграммы
используют для примерной оценки коэффициента распределения,
т. е. будет ли он меньше, больше или близок к единице, что позволяет
принципиально оценить поведение примеси в условиях очистки ве­
щества кристаллизационными методами.
Таким образом, коэффициент распределения, получаемый из фа­
зовых диаграмм, относится к условиям равновесия соприкасаю­
щихся твердых и жидких фаз. Эти условия, как правило, выпол­
няются при достаточно малых скоростях направленной кристалли­
зации расплава. В этом случае концентрация примеси, растворен­
ная в расплаве Сж, одинакова во всем его объеме (рис. 2.12, а), а ее
концентрация в закристаллизовавшейся части равна
Ст = К 0 Сж.
В реальных условиях фронт кристаллизации движется со ско­
ростью, большей скорости диффузии примеси в расплаве, в резуль­
тате чего впереди фронта кристаллизации образуется слой расплава
с эффективной толщиной б, обогащенный примесью, если /С0< 1
(рис. 2.12, б), и обедненный примесью, если /С0> 1 (рис. 2.12, б).
В этих условиях содержание при­
меси в закристаллизовавшемся
участке Ст будет определяться кон­
центрацией примеси в расплаве у
фронта кристаллизации (Сж)0- Так
как величина (Сж)0, как правило,
неизвестна, то в этих неравновес­
ных условиях связь между концен­
трациями примеси в твердой (Ст)и
жидкой (С,к) фазах осуществляют
с помощью эффективного коэффи­
циента распределения
(2.1)
При диффузионном характере
массопереноса примеси в слое б
связь между эффективным коэффи­
циентом распределения и равно­
весным имеет вид
(Сж
>„
С*
Тдердая
Фаза
к ___
.1
Ст
£1
Ж Мидкая
фага
Жидкая
¡раза
Тдердая
фаза
Ха>/
с
Сж
К = Ст/С ж.
К=
/Со
(2 .2)
/ С о + ( 1 — /Со) е
вывод которого
приводится в
§ 5.2. В уравнении (2.2) Д иЬЮ —
безразмерная величина, называе­
мая приведенной скоростью крис­
таллизации; V — скорость кристал­
лизации; О — коэффициент диф­
фузии примеси в расплаве.
Таким образом, при наличии
всех этих величин и равновесного
коэффициента распределения мо­
жет быть рассчитано значение КНа рис. 2.13 представлена за­
висимость эффективного коэффи­
циента распределения от величины
Д для различных систем основной
компонент — примесь. Из пост­
роенных зависимостей видно, что
увеличение приведенной скорости
кристаллизации Д смещает эффек­
тивный коэффициент распределения
в сторону единицы независимо от
значения равновесного коэффи­
циента распределения. И наобо­
рот, уменьшение Д приближает
К к значению К 0- Отсюда для
Расстояние
►
Расстояние
а)
¡¡!
Рис. 2.12. Схематическое и зобра­
ж ение распределения примесей на
границе р азд ела твердой и ж и д ­
кой ф аз при различных условиях
кристаллизации:
а — в равновесны х условиях (скорость
кристаллизации бесконечно м ала); 6 —
в неравновесных условиях (скорость
кристаллизации имеет конечное зн а ­
чение)
0,2
! I 4Ш
Рис. 2.13. Графики зависимости
эф ф ективного коэффициента р ас­
пределения примеси К от приве­
денной скорости роста
повышения эффективности процесса очистки необходимо предель­
но приблизить значение эффективного коэффициента распределе­
ния к равновесному, что может быть достигнуто уменьшением
приведенной скорости кристаллизации. Этого же эффекта можно
достичь, проводя очистку кристаллизацией в условиях интенсивно­
го перемешивания жидкой фазы. В этом случае отвод примеси от
фронта кристаллизации (случай /С0<с1) в основном осуществляется
не за счет диффузии в жидкой фазе, а за счет конвекции, что сущест­
венно уменьшает содержание примеси на фронте кристаллизации
по сравнению с ее содержанием, получаемым без перемешивания,
и уменьшает эффективный коэффициент распределения, приближая
его к равновесному.
Рассмотрим сущность основных методов очистки кристаллиза­
цией. Как уже указывалось, они применяются на конечной стадии
технологического процесса очистки и предусматривают достижения
предельной физической и химической чистоты (степени которых
взаимосвязаны между собой) получаемого материала. Для решения
этой задачи кристаллизация должна начинаться в строго заданных
местах и происходить в определенных направлениях. Такая крис­
таллизация называется направленной.
Локализацию места и направления кристаллизации на практике
осуществляют заданием градиента внешнего параметра, вызывающе­
го кристаллизацию. Чаще всего в качестве такого параметра высту­
пает температура, т. е. задается градиент температуры, обеспечи­
вающей направленный отвод теплоты и направленное продвижение
фронта кристаллизации. Существующая довольно обширная по
конструктивному оформлению группа методов направленной крис­
таллизации может быть сведена к трем основным (см. § 4.2): вытя­
гиванию кристаллов из расплава (впервые предложено Чохральским), нормальной направленной кристаллизации (впервые пред­
ложено Бриджменом) и зонной перекристаллизации, или зонной
плавке (впервые предложено Пфанном).
В методе вытягивания кристаллов из расплава (см. рис. 4.4) в
расплав опускается затравка в виде небольшого монокристалла,
которую затем в большинстве разновидностей метода непрерывно
перемещают вверх. Затравка увлекает за собой жидкий столбик
расплава, который, попадая в зону более низкой температуры, не­
прерывно кристаллизуется.
В методе нормальной направленной кристаллизации (см.
рис. 4.3) вещество расплавляют в тигле заданной формы, который
затем медленно охлаждают с одного конца, осуществляя отсюда на­
правленную кристаллизацию.
При зонной плавке в слитке вещества расплавляют только не­
большую зону, которую перемещают вдоль образца (см. рис. 4.6).
По мере ее направленного продвижения впереди зоны происходит
плавление вещества, а позади его — кристаллизация.
Степень очистки вещества и распределение концентраций приме­
сей в каждом из рассмотренных вариантов отличаются и являются
характеристиками метода. Более подробно особенности технологии
получения монокристаллов и распределение примесей в них будет
рассмотрено в гл. 4 и 5. Однако же отметим, что зонная плавка в
настоящее время стала одним из наиболее распространенных крис­
таллизационных методов, применяемых для глубокой очистки мно­
гих материалов.
Процессы перегонки через газовую фазу
Процессы перегонки через газовую фазу лежат в основе очистки
простых веществ (элементов) и химических соединений, обладаю­
щих высокой упругостью паров, например, фосфора, сурьмы, серы,
магния, кальция, цинка, жидких хлоридов элементов (например,
ОеС14, ИС14, 51С14), промежуточных продуктов в производстве по­
лупроводниковых и диэлектрических материалов в форме л ету ­
чих соединений (низших галогенидов) и т. д.
Разделение и очистка веществ сублима­
ц и е й и д и с т и л л я ц и е й . Сублимация (возгонка) представ­
ляет собой процесс непосредственного перехода вещества из твер­
дого состояния в парообразное. Сублимация как метод разделения
и очистки возможна для тех веществ, которые, будучи нагреты до
температуры ниже точки плавления, характеризуются достаточно
высокими давлениями паров. При наличии в веществе набора при­
месей более летучие по сравнению с основным веществом примеси
могут быть отогнаны при низкой температуре, а примеси менее л ету ­
чие — сосредоточены в остатке после возгонки основного компонен­
та.
Дистилляция представляет собой процесс разделения ж идкого
раствора на его составные части, характеризующиеся различием в
давлениях паров, путем их испарения и последующей конденсаций
образовавшихся паров.
Рассмотрим основы разделения и очистки веществ испарением
и конденсацией на примере двойной системы, состоящей из компо­
нентов Л и В, образующих непрерывный ряд твердых и ж идких
растворов.
Если компоненты А и В очень близки между собой по составу,
величине, строению молекул, а следовательно, и по свойствам и,
кроме того, не образуют между собой соединений и не ассоцииро­
ваны, то парциальное давление насыщенного пара каждого компо­
нента над раствором при постоянной температуре будет пропор­
ционально мольной доле его в растворе, т. е.
Р а = Ма Р%,
(2.3)
Р В — МВ Р в,
(2.4)
где Р А и Р в — парциальные давления паров компонентов Л и В
над раствором; N А и N в — их мольные доли в растворе; Р% и Р%
— давления паров чистых компонентов А и В. Общее давление
пара Р Ав, равновесного с раствором, будет
Р
ав
= Иа Р \-\-И
в
Р%.
Т ак как N А — \ — N п, то из (2.3) и (2.4) получаем
(.Р 9а-Р а Ц Р % = ^ в ;
Рлв=*Р% + И в (Р Ъ -Р % ).
(2.5)
Приведенные соотношения являются линейными фунциями отно­
сительно мольных долей, и им соответствуют прямые линии на ди­
аграмме, выражающей зависимость общего и парциальных давлений
пара от состава при постоянной температуре (рис. 2.14, а).
Выражение (2.5) отражает закон Рауля, сформулированный для
идеальных систем: относительное понижение давления насыщенного
пара растворителя А численно равно мольной доле растворенного в
нем вещества В, и наоборот.
Идеальные растворы в практике наблюдаются относительно
редко, и их образование не сопровождается тепловым эффектом или
а)
Рис. 2.14. Г раф ики зависимостей общего и парциального давле­
ний п ар а от состава в двухкомпонентных системах:
а — идеальная систем а; б — система с положительным отклонением от з а ­
кона Р ауля; в — система с отрицательным отклонением от закона Рауля
(температура постоянна)
изменением объема. Д ля реальных растворов наблюдается отклоне­
ние от линейной зависимости между давлением пара раствора и его
составом (рис. 2.14, б, в).
Различают растворы с положительными и отрицательными от­
клонениями от закона Рауля. При положительных отклонениях
давление паров обоих компонентов над растворами и их сумма в дей­
ствительности больше, чем это следует из закона Рауля (рис. 2.14, б,
пунктирные линии). Такие растворы, как правило, образуются с
поглощением теплоты и увеличением объема, что термодинамиче­
ски и обусловливает такое отклонение. При отрицательных откло­
нениях от закона Рауля действительные давления паров меньше
вычисленных по закону Рауля (рис. 2.14, в), и образование таких
растворов, как правило, сопровождается выделением теплоты и
уменьшением объема.
Рассмотрим зависимость между составом пара над раствором и
составом самого раствора. В общем случае относительное содержа­
ние компонентов раствора в парах будет отличаться от их относи­
тельного содержания в растворе. Только в идеальной системе, ком­
поненты которой обладают одинаковым давлением пара в чистом
состоянии, соотношения компонентов в паре над раствором и в раст­
воре равны.
Во всех остальных
идеальных системах в паровой фазе
по сравнению с раствором всегда пре­
обладает тот из компонентов, который
имеет большее давление пара в чистом
виде. На рис. 2.15 пунктиром показа­
но семейство типичных кривых, выра­
жающих зависимость состава пара от
состава раствора при постоянной тем­
пературе в различных идеальных си­
г §■ \е-—I----- 1----- 1— .1----стемах в том случае, если более лету­
§4: 0 0,2 ОА 0,6 0,8 1,0
Ильные воли компонента В
чим является компонент В. Линейная
в ростдоре А-В
зависимость (диагональ квадрата) со­
ответствует случаю, когда составы
Рис. 2.15. Графики за в и с и м о ­
пара и раствора равны между собой.
стей состава пара от со ст а в а
р аствора в различных си сте­
Отклонение от линейной зависимости
мах
тем больше, чем больше разница в
давлении пара компонентов раствора
в чистом состоянии. При изменении температуры положение к р и ­
вых может несколько изменяться, но изменения незначительны.
В реальных системах, т. е. системах, не подчиняющихся закону
Рауля, зависимость состава пара от состава раствора выражается
более сложными кривыми. Некоторые типичные из них показаны на
рис. 2.15 сплошными линиями. Положительные отклонения от з а ­
кона Рауля обусловливают образование вогнутости в верхней части
кривых, а отрицательные — в нижней части. При значительных
отклонениях в системе от закона Рауля отклонения кривых о т
идеальных могут быть настолько велики, что нередко наблюдаются
пересечения кривых с диагональю квадрата.
Зависимость состава пара от состава раствора и общего давления
в системе характеризуется законами, открытыми Д. П. Коновало­
вым. Основное содержание этих законов можно проиллюстрировать
на диаграммах состояния в координатах температура кипения —
состав раствора и давление пара — состав раствора.
На рис. 2.16 приведены три типичные диаграммы состояния.
На каждой из них принято строить две кривые, одна из которых
связывает параметры состояния с составом пара, а другая — с сос­
тавом жидкой фазы. Характерно, что на диаграммах температура
кипения — состав раствора нижняя кривая относится к составам
жидкости, а верхняя — к составам пара. На диаграммах же давле­
ние пара — состав раствора расположение кривых обратное. Сис­
темы, обладающие минимумом кривых температур кипения, харак­
теризуются максимумом на кривых давления пара, и наоборот.
Точки максимума или мини­
Тип /
мума отвечают растворам, со­
став которых одинаков с со­
ставом равновесного им пара
(второй закон Коновалова).
Растворы, отвечающие этим
точкам, называются азеотропными или нераздельно (по­
стоянно) кипящими раство­
рами.
Системы,
описываемые
различными типами фазовых
диаграмм, неодинаково ведут
себя при дистилляции.
Рис. 2.16. Д иаграм м ы состояния с о с т а в давление пара Р и со став—температура
кипения Т для различны х типов систем
ж идкость Ь — пар V
Рис. 2.17.
Схематическое
изображение изменений в
составах раствора и пара
при дистилляции
Рассмотрим вначале простейшую систему, относящуюся к пер­
вому из трех типов (рис. 2.17). Буквой В будем обозначать компо­
нент, обладащий более низкой температурой кипения. Если нагреть
раствор состава Л^, то кипение его начнется тогда, когда будет до­
стигнута температура Т х. Пар, равновесный с этим раствором, обла­
дает составом N э, который богаче компонентом В, чем раствор (пер­
вый закон Коновалова). После испарения некоторого количества
раствора оставшаяся часть его становится богатой компонентом А
и имеет состав, например, Л^. Раствор этого состава закипит, когда
температура его поднимется до Т 2. Пар, находящийся в равновесии
с этим раствором, обладает составом, который тоже богаче компо­
нентом В, чем раствор. По мере испарения остаток раствора обога­
щается компонентом А и температура кипения соответственно по­
вышается. В конце концов в результате испарения в остатке буд ет
содержаться практически чистый компонент А и температура кипе­
ния достигнет Т А.
Если пар, выделившийся из раствора при температуре Т 1 соста­
ва N 3, сконденсировать и полученный кондеисат подвергнуть дис­
тилляции, то он уже будет кипеть при температуре Т 3 и образую ­
щийся пар будет иметь состав
т. е. станет богаче компонентом В .
Повторяя такой процесс конденсации и дистилляции, можно в кон­
це концов достигнуть того, что выделяющийся пар будет представ­
лять собой практически чистый компонент В. Таким образом, про­
веденное рассмотрение показывает, что в системах этого типа любую
двойную смесь можно разделить путем дистилляции на чистые ком­
поненты.
В системах же второго или третьего типов разделение растворов
на чистые компоненты таким путем невозможно. Действительно,
проведя аналогичное рассмотрение процесса дистилляции системы,
принадлежащей ко второму или третьему типу, можно показать,
что эти системы разделяются на один из четырех чистых компонен­
тов и соответствующий азеотроп.
Азеотроп же не разделяется на компоненты при испарении, и для
этого применяют другие методы (экстракция, кристаллизация и
др.). Азеотропные растворы встречаются во многих практически
важных системах: хлористый водород — вода, азотная кислота —
вода, этиловый спирт — вода, сероуглерод — ацетон и др.
Для количественной характеристики процессов разделения или
очистки при дистилляции пользуются коэффициентом распределе­
ния
где
и N — мольные доли компонентов в паре и растворе соответ­
ственно.
Для рассматриваемой двухкомпонентной системы К а ^
K в = - N в’ l N в .
Оценку эффективности перераспределения основного компонен­
та и примеси между паровой и жидкой фазой при глубокой очистке
вещества дистилляцией производят такж е с помощью коэффициента
разделения
Легко показать, что для идеальных растворов (подчиняющихся
закону Рауля) коэффициент разделения не зависит от состава и мо­
жет быть представлен как
В случае реальных растворов коэффициент разделения (относи­
тельной летучести) преобретает вид
К » = ( Р \ 1Р%)(ча 1Ув),
(2.6)
где у А и у в — коэффициенты активности компонентов А и В, харак­
теризующие степень отклонения свойств раствора от идеального и
определяемые из отношения у —(Р/Р°) (1IN).
В области малых концентраций примесного компонента для ос­
новного компонента, как правило, у—.>-1. Так, например, при очистке
А от следов В Уд—>-1 и (2.6) приобретает вид
= № /> & ) (1/Тв) = * рил(1/Та),
т. е. процесс очистки в области малых концентраций примеси в зна­
чительной мере определяется коэффициентом активности примеси
или, что то же самое, характером и величиной отклонения раствора
от идеальности.
В табл. 2.2 приведены коэффициенты разделения (относительной
летучести) в некоторых бинарных системах в области малых кон­
центраций примеси, из кот а б л и ц а 2.2 торой видно, что значения
коэффициентов разделения
Система
Значение
(основной компонент — примесь)
во
всех системах, за исклю­
*p
чением смеси CH3SiCl3 —
РС13, в области микрокон­
S iH C l3— РС13
4,47
центраций
примеси доста­
S iH C l3- C C l 4
2,65
точно отличаются от еди­
S iH C l3- T i C I 4
3,10
ницы, а это говорит о по­
S iH C lg — SnC l4
11,00
тенциальной возможности
очистки данных продуктов
SiH C lg — CHC13
5,25
от указанных примесей ди­
S iH C I3— C2H 5O O C C H 3
4,48
стилляцией. На эффектив­
S iC l4— PC13
1,64
ность и качество процессов
S iH C lg— PC13
4,72
разделения и очистки ве­
C H 3SiC l3— PC13
1,14
ществ сублимацией — ди­
стилляцией влияет целый
<}eCl4— PC13
0 ,3 4
__________________________ __
ряд факторов. Наиболее
важными из них являются
примесный состав очищаемого вещества, величина поверхностей
испарения и возгонки, температура вещества и конденсатора, дав­
ление и состав газов в аппарате для дистилляции или сублимации.
В зависимости от относительных летучестей основного компо­
нента и-примесей примеси более летучие, чем основное вещество,
могут быть отогнаны при низкой температуре, а примеси менее летучие
сосредоточены в остатке при отгонке основного компонента
при более высоких температурах.
Так как процессы испарения и возгонки происходят с поверхно­
сти, то для обеспечения большой скорости процессов необходимо
создавать возможно более развитую поверхность у разделяемого
вещества.
Большую роль в разделении и очистке играют процессы обмена
в веществе и в газовой фазе. Например, при отгонке более легко­
летучего основного компонента дистилляцией концентрация приме­
сей в остающейся жидкой фазе (вследствие хорошей диффузии или
конвекции в ней) равномерна, они не накапливаются в поверхност­
ном слое, поэтому возможно более глубокое (чем при сублимации)
извлечение основного компонента без опасности загрязнения приме­
сями конденсата (дистиллята). Массообмен в газовой фазе зависит
от тепловых режимов испарителя и конденсатора, а также от дав­
ления и вида остаточных газов. Разделение компонентов, сильно
отличающихся давлением паров, не представляет, очевидно, особых
трудностей и позволяет сравнительно просто получить чистый основ­
ной компонент. Если же их давления близки, то очистка основного
компонента при перегонке возможна лишь при определенной тем­
пературе поверхности конденсатора, при которой скорости конден­
сации и возгонки (испарения) для данной примеси будут равны.
При наличии спектра примесей это условие, очевидно, не будет вы­
полняться одновременно для всех примесей. Кроме того, чистота
дистиллята (сублимата) в этом процессе во многом определяется и
плотностью потока пара, падающего на поверхность конденсации.
При больших плотностях потока испарение примеси с поверхности
конденсации будет затруднено непрерывно осаждающимися слоями
основного компонента.
Остаточные газы могут иметь двоякое влияние на процессы р а з­
деления и очистки. Нейтральные газы в основном только замедляют
процесс испарения, уменьшая скорость диффузии паров в направ­
лении конденсатора. В связи с этим дистилляцию (или сублимацию)
стремятся проводить в глубоком вакууме, так как в этом случае
приемлемые для практики скорости испарения (возгонки) дости­
гаются при относительно невысоких температурах. Химически а к ­
тивные газы могут влиять на коэффициенты активности компонен­
тов в растворе, например, за счет комплексообразования и тем самым
как повышать, так и понижать эффективность процесса перегонки.
Так, эффективность очистки дистилляцией СН 351С13 от примеси
РС13, имеющей невысокий коэффициент разделения, равный 1,14
(см. табл. 2.2), может быть существенно повышена путем снижения
летучести РС18 за счет окисления его до РОС13 озоном. Обычно для
повышения эффективности очистки применяется водород: он восста­
навливает многие оксиды, сульфиды, селениды, галогениды. Вос­
становленные примеси испаряются из раствора, а кислород, сера,
селен и галогены удаляются в форме соединений с водородом. В л аж ­
ный водород применяется для удаления бора из расплава кремния
путем образования летучего гидрида ВН3.
Повторное проведение процессов как дистилляции, так и субли­
мации позволяет с помощью этих методов добиваться высоких сте-
пеней разделения и очистки веществ. Существенного повышения
эффективности и глубины очистки можно достичь в непрерывных
процессах, где акты разделения воспроизводятся многократно.
В настоящее время техническая реализация непрерывного процес­
са, пригодного для использования в промышленности, осуществлена
только для метода дистилляции. Такой процесс разделения и очист_____________
ки, проводимый непрерывно
и противоточно, в котором
операции дистилляции и кон­
денсации отдельных фракций
многократно повторяются, на­
зывают ректификацией, а ап­
парат, в котором осуществ­
ляется процесс,— ректифика­
ционной колонной.
Эффективность ректифика­
ции может быть проиллюст­
рирована следующим приме­
ром. Дистилляция может ус­
пешно разделить два компо­
нента жидкой смеси (не об­
разующих азеотропных сме­
сей), если температуры их
кипения отличаются больше
чем на 50 °С. Ректификация
же позволяет отделить один
от другого компоненты с весь­
ма близкими температурами
кипения — с разностью между
ними всего лишь в 0,5 °С, а
в отдельных случаях — до
Р -il'. 2.18. С хема ректификационной ус­
0,05 °С.
тан овки
Вместе с этим ректифика­
ция является одним из наибо­
лее производительных процессов разделения. Кроме того, она срав­
нительно несложна, аппаратура ее компактна, процесс непреры­
вен, почти полностью отсутствуют потери. Все это обусловило ши­
рокое применение ректификации в промышленности для получения
чистых компонентов (перегонкой их в виде простых веществ или ле­
тучих соединений) полупроводников и диэлектриков, в частности
для очистки SiCl4, TiCl4, СС14, GeCl4, CH3SiCl3, А1С13, SbCl3, BBr3,
серы, селена, фосфора, разделения соединений циркония и гафния
и т. д.
На рис. 2.18 представлена принципиальная схема ректификаци­
онной установки. Основными частями установки являются куб (ко­
тел) 1, снабженный нагревателем 2 , ректификационная колонна 3 и
конденсатор 4.
Ректификационная колонна имеет ряд горизонтальных полок (та­
релок) 5. Раствор, подлежащий ректификации и предварительно
подогретый, подается через кран 6 на одну из средних тарелок, за ­
полняет ее и стекает через перелив по трубе 7 на тарелку, располо­
женную ниже. Через патрубки 8 происходит пробулькивание подни­
мающихся снизу вверх паров. Колпачки на патрубках способствуют
обеспечению хорошего контакта пара с раствором на тарелках.
С помощью дополнительных нагревателей вдоль колонны задается
градиент температуры от наивысшей в кубе до наинизшей в конден­
саторе, который обеспечивает противоток пара и раствора и непре­
рывный массо- и теплообмен между ними. В результате этого из
верхней части колонны выходят пары, представляющие собой чис­
тый, более летучий компонент, а в куб стекает жидкость, представ­
ляющая собой чистый, менее летучий компонент. Поступающие в
конденсатор 4 пары более летучего компонента конденсируются,
причем часть конденсата, называемого флегмой, подается через
трубу 10 на верхнюю тарелку колонны для обеспечения нормальной
работы верхней части ее. Отбор продуктов из конденсатора и куба
производится через краны 11 и 9 соответственно.
Тарельчатые ректификационные колонны могут различаться по
конструкции тарелок, способу подачи и отбора продуктов и т. д.
Широкое применение получили колонны без тарелок, заполненные
различного рода насадками в виде металлических или керамических
спиралей, колец или других тел, имеющих большую и постоянно
освежаемую поверхность соприкосновения стекающего раствора с
поднимающимися парами и обеспечивающих более эффективный
массо- и теплообмен встречных потоков. Чем длиннее разделитель­
ная колонна и интенсивнее массо- и теплообмен в ней, тем больший
наблюдается эффект разделения или очистки.
Очистка веществ с помощью химических
т р а н с п о р т н ы х р е а к ц и й . Химическими транспортны­
ми реакциями (реакциями переноса) называют обратимые гетероген­
ные реакции с участием газовой фазы, приводящие к образованию
промежуточных газообразных продуктов, с помощью которых мож­
но осуществить транспорт (перенос) вещества между двумя реакци­
онными зонами с различными давлениями и температурами. Обыч­
но для осуществления транспортных реакций используют системы с
разностью температур.
В ряде случаев применение методов сублимации и дистилляции
с целью глубокого разделения или очистки полупроводниковых и
диэлектрических материалов оказывается неэффективным вследст­
вие недо^аточной упругости их паров при приемлемых технологи­
ческих температурах. Эффективность процессов в этом случае мож­
но существенно повысить, переводя основное вещество в химическое
соединение, более летучее, чем примеси или другие компоненты.
Это дает возможность при последующем разложении легколетучего
соединения получить очищенный продукт, причем обычно значи­
тельно более чистый, чем после сублимации или дистилляции, если
они и осуществимы. В качестве примера рассмотрим перенос крем­
ния в виде дигалогенида.
Обработка кремния тетрахлоридом при температуре 7\= 1 3 0 0 °С
приводит к образованию промежуточного газообразного соединения
31С12, т . е.
5 ц Т) + 51С14(Г)
251С1г(г)
которое переносится в холодный конец реактора, где при температу­
ре Т 2= 1 1 0 0 °С выделяется кремний по реакции
251СЬ(Г)
81С14(Г) + 51(Т)
Приведенные реакции являются обратимыми и могут быть за­
писаны как
-Ь 51С14(Г)
251С12(г)
Таким образом, помимо подвергаемого очистке вещества в транс­
портной реакции обязательно участвует специальный реагент (в при­
веденном примере тетрахлорид кремния), а иногда инертный газ,
потоком которого переносят реагент и промежуточный газообразный
продукт.
Уравнение транспортной реакции в общем виде может быть пред­
ставлено так:
^Л (хж) “Ь я5(г)
рС( г),
где А — очищаемое вещество, которое в условиях опыта может
быть в твердой или жидкой фазе; В — газообразный реагент, обра­
зующий с компонентом А газообразное промежуточное соединение
С.
Н аправление протекания этой реакции на практике, как прави­
ло, задают разностью температур между зонами в реакционном
объеме. Результатом этого явится перегонка или транспорт очищае­
мого вещества из одной части аппарата в другую с помощью хими­
ческой реакции. Эффективность и направление переноса определя­
ются изменением свободной энергии в ходе реакции А б - АН — Т А5,
где АН и Д 5 — изменения энтальпии и энтропии соответственно
в ходе реакции при температуре Т . Если А5 мало, то направление
переноса определяется только знаком АЯ. При экзотермических
реакциях перенос осуществляется в направлении от низкой к вы­
сокой температуре, а при эндотермических — от высокой к низкой
температуре. Если же, например, при положительном значении АН
изменение энтропии А5 имеет большое положительное значение и
определяет, таким образом, знак Аб, то перенос будет происходить
в область низких температур; при достаточно большом отрицатель­
ном значении А5 перенос происходит в области больших температур.
Необходимо также отметить, что AG зависит не только от темпе­
ратуры, но и определяется парциальными давлениями газообраз­
ных компонентов реакции, меняя величину которых можно также
управлять направлением переноса. Однако на практике направление
переноса значительно проще задавать с помощью температуры. Со­
гласно классификации А. И. Беляева, важнейшие химические транс­
портные реакции можно разделить на три типа:
1. Эндотермические обратимые реакции с вытеснением (восста­
новлением) транспортируемого элемента из его парообразного со­
единения более активным элементом. В общем виде такая химическая
транспортная реакция может быть представлена уравнением
^(тж) + А Л^г)
*2
АХ(Г) + '4('Г),
где А — малолетучее транспортируемое вещество; А ' Х — соедине­
ние более активного элемента; Т 1У Т 2 — температуры рабочих зон
реактора ( Т £ > Т г).
В качестве активного элемента наиболее часто используются во­
дород, натрий, магний, кальций, цинк, олово, алюминий, некоторые
редкоземельные металлы, а также многие соединения, например
оксид углерода, углеводороды, гидриды металлов и др.
Примером применения реакций этого типа может служить ме­
тод очистки титана при взаимодействии его с парами хлористого
натрия в вакууме:
140°С
Ti(t) 4- 4NaCl(r) — 1 TiC l4(r) + 4Na)r)
800°С
В этом методе важно то, что, например, при температуре реак­
ции 1400 °С количество перегнанного титана в 500 раз превышает его
количество, которое получилось бы в результате очистки титана
сублимацией при той же температуре.
Среди других примеров применения реакций этого типа могут
служить методы очистки кремния
500 — 800°С
Si,T) + 4HCl(r,
--------------- SiCl4(r) -f- 2Нг(г)
1 100— 1200°С
ИЛИ
300 — 400°С
S i (T, +
3 H C l (r,
ч --------------------------- —
1050°С
S iH C l3 ( r ) +
Н 2 (г)
2. Реакции образования соединений пониженной валентности
(субсоединений) с их последующим диспропорционированием. Этот
тип химических транспортных реакций в общем виде может быть
представлен уравнением
т■
^4(тж) + АХ(^Г) ^
А г Х( Г),
где X — элемент, образующий субсоединения с очищаемым вещест­
вом А . В качестве этого элемента чаще всего используются галогены,
а также кислород, сера, селен и др. Образование субсоединений с
последующим их диспропорционированием используется для очист­
ки алюминия, бора, кремния, цинка, галлия, германия, висмута,
сурьмы и др. Реакции можно проводить в атмосфере инертного газа
или же в вакууме. В качестве конкретного примера приведем реак­
ции очистки алюминия
1 2 0 0 °С
2А1(Ж) + А1С1з(Г) ч--------- ЗА1С1(Г)
800 °С
кремния
1300°С
8цт, + а в г 4 (г, -ч--------- 251Вг2(Г)
8 5 0 °С
и германия
600°С
Ое<Т) + Ое 14<г) -«------— 20е12(Г)
400°С
3.
Реакции синтеза и термической диссоциации летучих соеди­
нений. Третий тип химических транспортных реакций в общем виде
может быть представлен в виде уравнения
тг
Л(т) + пХ(г)
------ ЛХп(г),
Т,
причем, как правило, Т г<.Тх. В данном случае очищаемый компо­
нент перегоняется из более холодной зоны в более горячую. Как
уже отмечалось ранее, это обусловлено тем, что реакция образова­
ния летучего соединения — переносчика А Х п — сопровождается
положительным тепловым эффектом.
В настоящее время с помощью химических транспортных реак­
ций этого типа получено довольно много чистых элементов, среди
которых титан, цирконий, гафний, тантал, ниобий, кремний, герма­
ний, ванадий и др. В качестве реагента X чаще всего используются
водород, галогены, а среди них — иод.
В качестве примеров осуществления перегонки с помощью хими­
ческих транспортных реакций синтеза и термической диссоциации
летучих соединений могут быть приведены процессы очистки крем­
ния
51(т, + 2Н 2(г) =** 5 Ш 4(г) (гидридный метод),
5|'(т) +
2 1 2 (г)
^
14 <Г)
(иодитный метод),
германия
Ое(т> 4- 2С1г(Г) ^
ОеСЦ(г)
циркония
2 г (Т) + 2 1 2 (
г
)
^
Z r I 4 (г)
сульфида кадмия
С<18(т) + 12(г) зрь С£И2(г) + -^-52<г)
Проведенное рассмотрение различных типов химических транс­
портных реакций показывает, что по внешним признакам ониТ а™ о Т Г , нПР° ЦеССЫ сУблимации и Дистилляции. Принципиально же
они отличаются тем, что перенос вещества здесь осуществляется не
и Л п о Г НСП0РТа с0бственных паР°в, а за счет п а ^ в б олеГ лету!
чих промежуточных соединений. Вместе с тем при переносе, напри2 ’п бинарного или более сложного соединения только один из его
2 Г Г . Г " Г " " 'Р '" « * " ™ » “ « « обратимой газотранспорт
нпи ™
Ругие же компоненты могут переноситься в свобод­
ном состоянии, например перенос СсВ.
в а Р ”и Т Гд ЧНЫе реаКЦИИ М0ГУТ быть записаны и для переноса ОаАБ,
вртр^г°пое того’ если ПРИ обычной дистилляции (или сублимации)
вещество всегда переносится из горячей в более холодную зону то
пепенпгИмИЧеСКИХ тРансп°Р тных реакций, как было п ок азан о выше,
I
осуществляться так ж е и из низкотем пературной
зоны в высокотемпературную.
Поскольку процесс переноса очищаемого вещества состоит из
р еаген ?Г сДв ° е ш ^ Г ЫХ ЭТаП° В' гетеРогенной Реакции газообразного
™
веществом источника, перемещения газообразных соеди-
источника к зоне осаждения и гетерогенной реакции, в ре­
зультате которой выделяется переносимое вещество,— скорость
массопереноса может быть ограничена любым из них. В большинстве
оеакииямТ лХ СЛуЧаев скоРость массопереноса газотранспортными
нами реакций
еТСЯ процессами перемещения газа между зоп71а^гг.П^аКТИ"Ке использования химических транспортных реакций
нент и ппимр ° ЧИ<ТКИ вещества наиболее часто очищаемый компоо а с ™ ) Гог,НпПп Ра3уЮТ гомогеннУю Фазу (твердый или ж идкий
раствор) и одновременно подвергаются транспорту, например с по­
мощью химических реакций
ример, с по
Ду4(тж) -\-Ь В {Г)
сС(Г)
а ^(тж> -\-Ь' В (г) ч=ь С' С(Г),
в е а ге н ^ гГ ^ ~~ основное вещество; А ' — примесь; В — химический
Р ДУо™ реакции; а ’ а ’ Ъ> Ь'’ с> с’ — стехиометричео т ? ^ ™
’ ТаК Же как в пР°«ессах сублимации, ско­
рость процесса выравнивания концентраций компонентов (А А ’) в
твердой фазе посредством диффузии обычно мала по сравнению со
скоростью переноса, и в равновесии с газовой фазой будет находиться
только поверхностный слой исходного вещества. Однако увеличи­
вая поверхность твердой фазы, повышая ее температуру и уменьшая
скорость транспорта за счет введения малых концентраций реагента
можно добиться равновесия газовой фазы с объемом вещества. Быст­
рое выравнивание концентраций макро- и микрокомпонентов в про­
цессе транспорта, в результате чего вещество и газовая фаза нахо­
дятся в равновесии, достигается только в системах с жидким исход­
ным продуктом (так же, как и в процессах дистилляции).
Д л я оценки степени очистки вещества используют равновесный
коэффициент разделения К р, представляющий собой отношение
относительной концентрации примеси в продуктах реакций к отно­
сительной концентрации примеси в равновесном с продуктами реак­
ций исходном веществе:
где дг * — мольная (атомная) доля примеси в продуктах реакций;
N — мольная (атомная) доля примеси в равновесном с продуктами
реакций исходном веществе. Коэффициент разделения характеризу­
ет эффективность разделения с помощью данной химической реак­
ции. Чем больше К р отличается от единицы, тем выше эффективность
разделения. Если /Ср= 1 , то разделение отсутствует. Так как при
глубокой очистке веществ N <^\ и N*<^1, то выражение для л р
упрощается: К,Р^ М *1N,
или
где С — концентрация.
Химические транспортные реакции различают по характеру осу­
ществления, по направлению транспорта перегоняемого вещества
(перенос в холодную или горячую зону), по способу выделения пере­
гоняемого элемента из парообразного соединения — переносчика
(вытеснением, диспропорционированием, термическим разложени­
ем), по способу транспортировки (молекулярной или конвективной
диффузией), по форме процесса (замкнутая, разомкнутая) и т. д.
Схемы осуществления процессов очистки веществ с помощью хи­
мических транспортных реакций приведены на рис. 2.19.
В большинстве случаев реакторы, в которых проводят процессы,
изготовляются из особо чистого кварцевого стекла, плавленого
(прозрачного) корунда А120 3, стеклоуглерода и карбида кремния.
Если вещество в процессе очистки находится в твердой фазе,
то в реактор его загружаю т в мелкодисперсном состоянии, с тем
чтобы увеличить отношение площади поверхности твердой фазы к
ее объему и тем самым увеличить эффективность очистки.
В этом случае заполнение реактора веществом требует большой
аккуратности, так как ничтожные количества поверхностных загряз­
нений могут привести к получению низкокачественного продукта
с очень небольшим выходом.
Существенную роль играет чистота реагента или транспортирую­
щего газа: они и их примеси в ряде случаев легко внедряются в обра­
зующуюся твердую фазу и тем самым снижают эффективность всего
процесса очистки. Поэтому рекомендуется реагент и газ-носитель
перед использованием подвергать специальной очистке. Кроме
того, стараются уменьшить ко­
личество газа-носителя, вводи­
в(г)
мого в процесс, а в качест­
ве транспортирующего агента
ХУЛУЛ<Сцг^ ^
' уХщлллу1
применять такие газы, которые
А(тж)
аI
А(тж)
входят в состав исходной твер­
дой фазы. Например, для транс­
в(г) —►
—►
— ВГг)
порта применяется 51С14 и т. д.
1
ей)
>1ЛУЛ»Л'ЛУ |
Скорость транспорта очищае­
мого вещества из одной зоны в
другую определяется механиз­
мом переноса. Перенос может
быть осуществлен молекулярной
или конвективной диффузией
газа-реагента и продуктов реак­
ции, а такж е потоком газа-реа­
гента с продуктами реакции.
I
А/гж)
Г
Ш
—-
А!тж)
|
“й Т "
Ч клччулуУ
—~ в (г )
А(гж)
6}
Рис. 2.19. Схемы осущ ествления п р о ­
цессов очистки веществ с пом ощ ью
химических
транспортных
реакци й
Весьма распространен вариант,
гпА(Тж) Н- яА(г)^=*рС>(г) I
когда через систему продувают а — процесс замкнутый, перенос о с у щ е с т ­
вляется молекулярной или конвективной
инертный газ, насыщая его пред­ диф
ф узией без принудительного п отока;
6
— процесс замкнутый, транспорт о с у щ е ­
варительно парами реагента.
ствляется принудительно потоком г а з а - р е ­
Однако при глубокой очистке агента либо газа-носителя; в — проц есс
разом кнутый, синтез и очистка л ету ч его
этот вариант обладает недостат­ соединения
очищаемого вещ ества
п рово­
д
ятся вне реактора, транспорт о с у щ е с тв л я ­
ком: требует высокой чистоты
ется принудительно потоком р еаген та л и б о
реагента, так как при продува­
газа—носителя
нии через систему больших коли­
честв реагента даже с ничтожным содержанием примесей будет про­
исходить существенное загрязнение очищаемого продукта. Д л я
частичного устранения этого недостатка создают замкнутую систе­
му. В этом случае выделяющийся в зоне обратной реакции реа­
гент вновь перекачивают в первую зону (рис. 2.19, б) и, таким
образом, общее количество введенного в систему реагента м ож ет
быть уменьшено.
Широкое распространение в технологии полупроводников и ди­
электриков получили открытые процессы (рис. 2.19, в), в которы х
синтез легколетучего соединения транспортируемого элемента про­
изводят вне реакционного объема. В этом случае синтезированный
продукт подвергают предварительной очистке вне объема, прим еняя
методы экстракции, ректификации, кристаллизации и т. д. П а р ы
очищенного соединения подают затем в реакционный объем, где при
высокой температуре производят их разложение либо восстановле­
ние. Такие процессы широко применяются для получения чистых
полупроводников и диэлектриков в промышленном масштабе.
Изложенное выше показывает, что метод очистки вещества с по­
мощью химических транспортных реакций представляет собой одно­
ступенчатый процесс разделения, и поэтому он эффективен только
при очистке веществ от таких примесей, которые значительно отли­
чаются по своим физико-химическим свойствам от основного компо­
нента. К недостаткам этого метода следует отнести также необходи­
мость использования высоких температур, предварительной глубо­
кой очистки транспортирующего агента, возможность внедрения
последнего в кристаллическую решетку очищаемого в процессе хи­
мического транспорта вещества, трудность выбора конструкцион­
ных материалов для изготовления аппаратуры. С другой стороны,
метод химических транспортных реакций наряду с решением задачи
получения чистых веществ позволяет осуществлять синтез соедине­
ний полупроводников и диэлектриков, а также получать чистые ве­
щества в виде совершенных монокристаллов и тонких монокристаллических слоев.
Другие процессы разделения и очистки веществ. Помимо рас­
смотренных выше основных процессов разделения и очистки полу­
проводниковых и диэлектрических материалов и их компонентов
перспективными применительно к задаче глубокой очистки веществ
являются и другие процессы разделения, основанные на различии
определенных физико-химических свойств разделяемых веществ:
электрохимические процессы разделения в силовых полях — центро­
бежном, электрическом, магнитном, разделение диффузией, термо­
диффузией и др.
Рассмотрим коротко некоторые из этих процессов. Э л е к т р о ­
х и м и ч е с к и е п р о ц е с с ы р а з д е л е н и я и очистк и. Из всего многообразия этих методов основными для очистки
полупроводников, диэлектриков и их компонентов являются очист­
ка электролизом, анодным растворением и электродиализом.
Все электрохимические методы очистки осуществляются путем
проведения окислительно-восстановительных процессов на погру­
жаемых в электролит электродах при прохождении через электро­
лит электрического тока.
При очистке вещества электролизом исходный материал загру­
жается в электролит в виде анодов, которые в процессе электролиза
растворяются, и очищенный материал собирается на катодах. На
поверхности анода протекает реакция окисления А -+ А п+ + пе
с переходом иона вещества (А п+ в раствор и электрона е по замкну­
той внешней цепи на катод; на катоде идет реакция восстановления
А п+ + пе-*- А, в результате которой происходит выделение вещест­
ва А на катоде.
Описанные процессы позволяют добиться глубокой степени
очистки веществ, однако для успешного протекания процесса необ-
ходимо свести к минимуму возможные побочные процессы, особенно
связанные с участием примесей. Необходимо, чтобы при электро­
лизе осаждение примесей с основным компонентом на катоде было
сведено к минимуму. При этом примеси будут либо накапливаться
в электролите, либо непрерывно удаляться из него. Чистота катод­
ного осадка зависит от многих факторов, главными из которых яв­
ляются равновесные электродные потенциалы основного компонен­
та и примесей, химический состав электролита, плотность проте­
кающего через него тока, форма вхождения примеси в очищаемое
вещество (твердый раствор, образование химических соединений
с основным компонентом, образование механической смеси с основ­
ным компонентом), структура катодного осадка (амфорная, поликристаллическая, монокристаллическая), кинетика электрохимиче­
ской реакции.
В ряде случаев большой эффективности очистки удается достичь
при анодном растворении (анодном рафинировании). В этом случае
очищаемое вещество также используется в качестве анода, а эл ек т­
ролиз приводит к переходу примесей из анода в электролит и к скоп­
лению их в дальнейшем на катоде. Примерами такого процесса
могут служить очистка галлия от цинка в кислом электролите,
очистка алюминия и магния от кремния, железа, меди и ц инка, а
также электролитическое рафинирование олова, свинца, бериллия,
титана, циркония, ниобия и др.
Селективность извлечения катионов из электролита можно су­
щественно повысить используя ртутный катод (амальгамный эл ек т­
рохимический процесс). Особенность амальгамной электрохимии
заключается не только в селективном переходе ионов элементов из
раствора в ртутный электрод, но и в селективном извлечении тех
же элементов из полученного амальгамного электрода. С електив­
ность этих процессов связана, с одной стороны, с различием в вели­
чинах электродных потенциалов при выделении элементов на ртут­
ном катоде и при анодном окислении амальгам, а с другой стороны,
с различной растворимостью элементов в ртути. Применение ам ал ь­
гамного электрохимического процесса как метода очистки целесо­
образно только для таких соединений, элементы которых хорош о
растворимы ( > 0 ,4 %) в ртути. Применение жидких амальгамных
анодов и катодов увеличивает эффективность удаления примесей из
подвергаемого очистке основного металла. В частности, ам альгам ­
ное рафинирование индия позволяет получить более чистые соеди­
нения этого металла, особенно по содержанию таких примесей, как
А1, Ре, Си, РЬ, В1, 51, Мп, чем зонная плавка и н д и я .
Амальгамный электрохимический процесс глубокой очистки
веществ имеет определенные преимущества (по высокой кратности
очистки и более высокой производительности) перед кристаллиза­
цией, вакуумной дистилляцией и другими методами очистки веществ.
Недостатками амальгамного электрохимического процесса являю тся
присутствие в конечном продукте примеси ртути, концентрация к о ­
торой может достигать 0,003 %, использование вспомогательных
реагентов, воды и ртути высокой степени чистоты. Так, для получе­
ния вещества с суммарным содержанием примесей порядка 1• 10-8 ^
требуются реагенты, вода и ртуть с суммарным содержанием приме­
сей порядка М О - 10— Ы 0 - * %.
Глубокой очистки при электролизе можно достичь путем тща­
тельного отделения анодного и катодного пространства от средней
камеры электростатической ванны, которое осуществляют с по­
мощью полупроницаемых перегородок (мембран), избирательно
пропускающих к аноду и катоду только определенные типы ионов.
П ри наложении электрического поля диффузия ионов через полу­
проницаемые перегородки ускоряется, что увеличивает скорость и
степень очистки средней камеры электролитической ванны. Эту
разновидность электролиза называют элекшродиализом. При элект­
родиализе в среднюю камеру загружают суспензию очищаемого ве­
щества (как правило, слабо диссоциирующего) в воде, а в боковые —
чистую воду и электроды. При приложении разности потенциалов
к положительно заряженному электроду из средней камеры ванны
через мембрану проникают анионы примесей, а к отрицательно за­
ряженному — катионы примесей. По мере накопления их в боко­
вых камерах растворы сливают, а камеры вновь заполняют чистой
водой. Это способствует более быстрому удалению примесей элект­
ролитов из средней камеры, а также предотвращает процесс обрат­
ной диффузии примесей по мере накопления их в боковых камерах.
Применением электродиализа возможна глубокая очистка от
примесей таких соединений, как 5Ю 2, ТЮ2, А^О, 2пБ и др., а так­
ж е извлечение германия из тонкодисперсных материалов (зола,
саж а, пыль) после обработки их, например, соляной кислотой.
Разделение
и очистка
в центробежном
п о л е . Если расплав вещества совершает движение в центрифуге,
то в нем происходит перераспределение примесей в результате дей­
ствия на них центробежной силы. Атомы или молекулы примесных
соединений, более тяжелые, чем атомы (молекулы) основного вещест­
ва, сосредоточиваются в периферийных частях расплава, более лег­
кие примеси — в частях расплава, расположенных ближе к центру
вращения. Проводя кристаллизацию, например расплав лития в
центрифуге, вращающейся со скоростью 50 с-1, добиваются очистки
основной части слитка лития от примесей примерно на два порядка.
Разделение в скрещенных электрическом
и м а г н и т н о м п о л я х . Современные промышленные масссепараторы обладают достаточно высокой разрешающей способ­
ностью (по отношению массы иона к его заряду), что позволяет ус­
пешно проводить разделение изотопов. Отсюда следует, что этим
методом разделения может быть достигнута максимальная степень
чистоты. Масс-сепараторы в настоящее время все шире используют­
ся для контролированного получения чистых тонких слоев полу­
проводников и диэлектриков.
Разделение диффузией и термодиффузие й. Для разделения и очистки газообразных веществ может быть
использовано различие в скоростях их диффузии через полупрони­
цаемые (пористые) перегородки, вследствие чего по одну сторону
перегородки концентрируются газы, обладающие большей ско ­
ростью диффузии, а по другую — меньшей. Многократное повторе­
ние этого процесса в камере, разделенной большим числом пористых
перегородок, позволяет достигнуть высокой степени разделения
газов.
Разделение газовых смесей может быть такж е успешно осущ еств­
лено с помощью термической диффузии. Если вдоль сосуда с га зо ­
вой смесью создать перепад температур, то это приведет к различию
между составами смеси в горячей и холодной частях сосуда. В г о р я ­
чей части смесь содержит большее количество компонента, обладаю ­
щего меньшей молекулярной массой. Различие в составах смесей
в горячей и холодной частях сосуда будет тем значительнее, чем
больше задан перепад температур между ними.
Процессы диффузии через полупроницаемые перегородки и тер­
модиффузии чрезвычайно чувствительны к различию между м ас­
сами молекул в газовой смеси, что позволило успешно использовать
эти процессы для разработки методов разделения изотопов в форме
их газообразных соединений.
ГЛАВА 3
Ф И З И К О -Х И М И Ч Е С К И Е ОСНОВЫ
П Р О Ц Е С С О В ЗА ТВЕРДЕВАНИ Я
§ 3.1. О Б Р А З О В А Н И Е КРИС Т АЛ ЛИ ЧЕ СК И Х З А Р О Д Ы Ш Е Й
И СТЕКЛОВАНИЕ
Процессы кристаллизации представляют собой фазовые превра­
щения первого рода, в результате которых происходит переход ато­
мов (или молекул вещества) из состояния с полностью или частич­
но неупорядоченной конфигурацией (пар, жидкость) в состояние
со строгой упорядоченностью.
Движущей силой любого фазового превращения, в том числе
кристаллизации, является стремление системы к уменьшению ее
свободной энергии. Кристаллизация происходит только в системах
с пересыщением (переохлаждением), т. е. находящихся в метастабильном состоянии. При этом кристаллизация (например, при за­
твердевании расплава или конденсации пара) обычно не протекает
однородно во всем объеме метастабильной фазы. В начале процесса
в разных местах исходной фазы образуются центры кристалли­
зации, которые затем разрастаются благодаря процессам тепло- и
массопередачи. Создание пересыщения (переохлаждения) для крис­
таллизации исходной фазы необходимо для сообщения системе до­
полнительной энергии, требуемой для образования поверхности
зародышей новой фазы.
Механизм образования зародышей новой фазы может быть гомо­
генным., когда в исходной фазе отсутствуют какие-либо твердые
частицы или поверхности, стимулирующие образование на них
центров, а гетерогенным, когда они присутствуют.
Рассмотрим основные параметры, определяющие условия фазо­
вого превращения при гомогенном образовании центров кристалли­
зации.
В различных точках газообразной, жидкой или твердой, мо­
лекулярной или атомной системы, находящейся в состоянии тепло­
вого равновесия, непрерывно возникают флуктуации, т. е. откло­
нения различных величин от их наиболее вероятных значений.
Флуктуации плотности или концентрации в исходной фазе могут
приводить к изменению фазового состояния (например, образование
зародышей новой фазы). В этом случае говорят о гетерофазных
флуктуациях. Когда изменения фазового состояния в результате
флуктуаций не происходит, их называют гомофазными.
Возникновение гетерофазных флуктуаций сопровождается из­
менением свободной энергии системы не только вследствие различия
энергий частиц в различных состояниях (свойственно и гомофазным флуктуациям), но также и за счет образования поверхности
раздела «.
Для иллюстрации главных особенностей процесса зарождения
рассмотрим сначала для простоты зарождение жидких капель из
пересыщенного пара. Предположим, что к очень маленьким капель­
кам применим термодинамический подход и что их поверхности
имеют резкую границу.
Возникновение небольшой капли радиусом г при давлении пере­
сыщенного пара Р (характеризующегося равновесным давлением
* о при температуре Т) сопровождается изменением свободной энер­
гии системы Лб, состоящей из двух составляющих:
д о = д е об + д е пов.
(3.1)
где Лйоб
изменение свободной энергии пара при его конденса­
ции, А0 пов
изменение свободной энергии за счет работы, за тр а ­
ченной на образование поверхности раздела жидкость — пар.
Исходя из изменения молярной свободной энергии идеального
газа при его изотермическом сжатии
—РТЫ —
ра ’
(3.1а)
для сферической капли радиуса г получаем
(3.2)
где Я — универсальная газовая постоянная; V — мольный объем
жидкости.
Вклад АОпов для сферического зародыша составляет
Д С „ов = 4 л г г у ж „ ,
(3.3)
где 7жп — удельная свободная энергия поверхности раздела жидкость — пар.
Подставляя (3.2) и (3.3) в (3.1), получаем
(3.4)
Анализ выражения (3.4) показывает (рис. 3.1), что при м алы х
г преобладает второе слагаемое и АО положительна; при больших
г основную роль играет первое слагаемое и тогда Аб отрицательна.
Из условия максимума (3.4) относительно г
ч
откуда критический радиус гкр равен
2ужп У
Р
*П п —
*О
(3.4),
получаем
изменение свободной энерПодставляя (3.6) в
гии, сопровождающее образование капельки критического раз­
мера, т. е. энергию активации зарож­
дения
16лК2Ужп
(3.7)
д а кр
Р
3 \ЯТ 1п
Ро
Используя (3.6) и (3.3), нетрудно
показать, что Д бкр составляет 1/:, от
работы образования поверхности за­
родыша критического размера.
Из выражений (3.4) и (3.6) сле­
дует, что капелька размером г < г кр,
возникшая в результате гетерофазных
флуктуаций, будет проявлять тенден­
Рис. 3.1. График зависимости
цию к испарению, а размером г > г кр —
изменения свободной энергии
системы от радиуса зароды ш а
к росту, поскольку в любом из этих
новой фазы
случаев свободная энергия Дй будет
уменьшаться.
Капельки радиусом меньше критического (или в общем случае
участки новой фазы размером меньше критического) называют заро­
дышами, а больше критического — центрами новой фазы (или в
случае кристаллизации — центрами кристаллизации).
Если Р1Р0< 1, то Дб возрастает с увеличением г и капельки
любых размеров, возникающие в результате гетерофазных флуктуа­
ций, будут проявлять тенденцию к испарению.
Таким образом, зародыш новой фазы может появиться и расти
только в условиях, когда свободная энергия вещества в новой фазе
меньше свободной энергии того же вещества в исходной фазе: паро­
вой, растворе или расплаве. Поскольку свободная энергия не может
быть непосредственно измерена, для определения условий образо­
вания зародышей и их дальнейшего роста пользуются понятиями
пересыщения и переохлаждения. Для зарождения и роста кристаллов
необходимо, чтобы исходная фаза была пересыщена или переохлаж­
дена по отношению к возникающей в ней твердой фазе. При данной
температуре газовую фазу называют пересыщенной, если ее давле­
ние Р превышает давление Я0 насыщенных паров жидкой или твер­
дой фазы. Пересыщение при этом выражается одним из следующих
способов:
д Р —Р — Р 0 — абсолютное пересыщение (величина его зависит,
очевидно, от выбранных единиц давления);
о —АР1Р 0 — относительное пересыщение (часто выражаемое в
процентах);
а = Р / Р 0 — коэффициент пересыщения.
Пересыщение можно также характеризовать величиной 6 =
= 1п р-, которая, будучи помноженной на энергетический коэффи­
циент кТ, дает разность свободных энергий атома или молекулы в
двух фазах (или разность химических потенциалов двух фаз Лц,):
Лц=
1п
.
Ро
Для растворов (жидких и твердых) пересыщение выражают
аналогичным образом:
АС —С —С0 — абсолютное пересыщение;
а = Л С/С 0 — относительное пересыщение;
а = С7С0 — коэффициент пересыщения (С — концентрация крис­
таллизуемого компонента в растворе, С 0 — его равновесная кон­
центрация при температуре процесса кристаллизации).
Расплавы характеризуются переохлаждением
АТ = ТПЛ- Т ,
гДе Тш — температура плавления вещества; Т — температура пере­
охлажденного расплава.
Выражение (3.7), полученное для энергии активации образова­
ния зародышей критического размера, позволяет далее перейти к
расчету скорости зарождения центров новой фазы в газовой фазе
в зависимости от пересыщения. Скорость образования центров но­
вой фазы в относительно неустойчивой системе, какой является
например пересыщенный пар, равна средней скорости, с которой
зародыши критического размера увеличивают свой размер. Пред­
полагая, что концентрация критических зародышей равна пкр,
определяемой из условия флуктуационного равновесия с метастабильной материнской фазой, выражение для скорости зародышеобразования в единице объема газовой фазы имеет вид
I
®кр ^кр>
(3.8)
где (окр — частота, с которой критические зародыши захватывают
атомные частицы (атомы или молекулы) и становятся закритическими, или центрами новой фазы.
При этом пренебрегают обратной реакцией, в которой закритический зародыш при распаде снова становится критическим, а такж е
реакциями объединения зародышей. Пренебрежение распадом цент­
ров новой фазы, вообще говоря, неточно, однако далее возможность
таких распадов будет скорректирована. Частота захвата частиц
зародышем со при гомогенном зародышеобразовании жидких ка­
пель может быть представлена в виде произведения площади по-
верхности зародыша критического размера sKP = 4яr jp на поток
л.
Р Г/ на поверхность зародыша.
частиц из паровой- фазы
q —---------(2nmkT) г
С учетом этого выражение (3.8) принимает вид
I — ас qsKp пкр,
(3-9)
где ае — коэффициент конденсации, равный доле конденсирующих­
ся мономеров от числа ударившихся о поверхность зародыша.
Концентрацию зародышей критического размера пкр найдем,
используя сделанное предположение о малости общего числа заро­
дышей, что позволяет ввести представление об их квазиравновесном
распределении. Тогда, согласно статистике Больцмана, получаем
« „ „ « ^ е х р [ — AGKp/(kT)},
где л1=Р/(/гТ) концентрация частиц в газовой фазе (атомов или мо­
лекул, не входящих в зародыши).
Подставляя в (3.9) выражения для всех величин, входящих в
формулу, получаем для скорости зарождения
/ = — а° Р
■4пгЗп/г, exp | — AGup/(kT)\.
(3.10)
1 / 2 я tnkT
Более точный анализ показывает, что расчет с использованием
статистики Больцмана проводить недостаточно корректно, посколь­
ку в процессе зарождения равновесное состояние не достигается.
Уточненное выражение для / можно получить, анализируя образо­
вание и распад зародышей с помощью ряда бимолекулярных
реакций типа
A-{-A)-. i ^ Ai,
(3-11)
описывающих процесс образования зародышей в газовой фазе путем
последовательного добавления частиц (здесь А — частица, Л; —
зародыш, состоящий из i частиц). В результате анализа ряда реак­
ций (3.11) рассчитывают стационарную концентрацию зародышей
в условиях необратимого процесса, когда число зародышей крити­
ческого размера уменьшается как путем их разрастания, так и пу­
тем их распада. Выражение для /, получаемое в результате этого
анализа, отличается от (3.10) на множитель Z — «фактор неравновесности», имеющий вид
Z = [AGKPl(3nkTHp) V ^ ,
(3.12)
где tKP — число частиц в зародыше критического размера. Оценки
показывают, что Z составляет ~ 1 0 -2.
Учитывая (3.12), окончательно получаем для скорости гомоген­
ного образования капель из газовой фазы
^ = Зкр ас
/ = 4лЛкр----- ----------/ А0" Р - У /2 Щ ехр ( ------ (3.13)
I зя к щ р )
1 *4
кт I
р у е т г
Анализ полученного выражения с учетом формул (3.6) и (3.7)
показывает, что начиная с некоторого пересыщения наблюдается
резкое увеличение скорости зарождения центров новой фазы в з а ­
висимости от пересыщения (рис. 3.2).
Это пересыщение называют критическим.
Проведенный анализ процесса зарож­
дения жидких капель в пересыщенном
паре полностью может быть перенесен
и на случай гомогенного образования
кристаллических зародышей из пересы­
щенного пара. Однако в этом случае не­
обходим учет формы кристаллических
зародышей. Выражение, получаемое для
скорости образования кристаллических
зародышей критического размера, не­ Рис. 3.2. График зависи м о­
сти скорости
зар о ж ден и я
много отличается от (3.13) за счет введе­ ж идких калель в пересы ­
ния коэффициента — фактора формы,
щенном паре от коэф ф ици­
ента пересыщения
учитывающего форму кристаллического
зародыша (в частности, в выражении
для ДСкр). Пример расчета А0кр для зародышей кубической ф ор­
мы будет дан ниже.
Рассмотрим теперь процесс гомогенного зародышеобразования
в жидкой фазе.
Образование кристаллических зародышей в переохлажденном
расплаве в результате гетерофазных флуктуаций сопровождается
изменением свободной энергии, описываемым, так же как и в пре­
дыдущем случае, выражением (3.1). Рассмотрим это равенство для
случая, когда в расплаве появился зародыш твердой фазы объемом
V', площадью поверхности в и с удельной свободной поверхностной
энергией границы раздела жидкость — твердое тело, равной ужт.
Объемная и поверхностная составляющие свободной энергии в
этом случае имеют вид
Д<7об= - ^ ( о ; - о ; )
^^пов
^Ужт>
(3.14)
(3.15)
где йг и б * — молярная свободная энергия твердой и жидкой
фаз. Так как расплав переохлажден, то ¿?т < 6 * .
Определим критический размер зародыша гкр и энергию его
образования А0кр. Будем считать, что форма зародыша остается
неизменной в процессе его роста до значения
и заменим я в
(3.15) на
з = т)У'2/ 3,
(3.16)
где г] — коэффициент, учитывающий форму зародыша.
Тогда
де = -£ -(е ;-С
жН п у ж т У '273-
(3.17)
Максимальное значение изменения свободной энергии, равное
А(3Кр, найдем, продифференцировав АО по V' и приравняв производ­
ную нулю:
д ( Д О ) _ _ 1 _ ( С , _ 0 , ) _|__2
дУ
V
’
3
Тжт У ' - 1/3
=0,
(3.18)
откуда
^ 'р =
з
о-ж- а ;
Подставляя (3.19) в (3.17), получаем
л
т)3V3 V^
Д 0КР = -------------------- .
27 ( о ; - о ; ) «
(3.19)
(3.20)
Полученные выражения не дают в явном виде зависимости гкр
и АСкр от величины переохлаждения АТ, равной разности между
температурой плавления (равновесной температурой фазового пре­
вращения) и фактической температурой кристаллизации АТ = Т Пл—
— Т, однако ее можно получить следующим образом.
Изменение молярной свободной энергии Ай при образовании
твердой фазы из жидкой при температуре равновесного фазового
перехода Т пл равно
Аб = А Н — ТПЛ АБ = 0,
где АН и А5 — изменения молярной энтальпии и энтропии
превращения.
При температуре кристаллизации Т, отличающейся от
А в = АН — ТАЯ ф 0.
(3.21)
в ходе
Тпл,
(3.22)
Пренебрегая слабой температурой зависимостью АН и Д5 из
(3.21) и (3.22), получаем
ао
=
о;
-
о;
(3.23)
'ил
где АТ — переохлаждение.
При анализе процессов теплопереноса, сопровождающих рост
кристаллов, вместо АН используют термохимическую характеристи­
ку — скрытую молярную теплоту кристаллизации ¿ , отличающую­
ся отАЯ только знаком (при затвердевании
положительна).
Подставляя (3.23) в (3.19) и (3.20), окончательно получим
V
=
k p
2
ЛУжт V T п л
3
LAT
.
AG
(3.24)
.n3v3 уг-рг
= —
кр
] 3,
жт
27
пл
L*AT*
п
( 3 -2 5 )
В качестве прим ера получим вы раж ения д л я г кр и ДОкр в случае о б ­
разования кристалли ческих зародыш ей куби ческой формы с длиной ребра а =
= 2г. Тогда 1^кР= 8 /-“р и Г) = 6. П одставляя эти зн а ч е н и я в (3.24) и (3.25), п о ­
лучаем
2ужт VTпл
Гкр~
Т аг
’
ag hp = -32v^ 7 - L
(326)
(3 27)
Таким образом, критический размер зар о д ы ш а и соответственно э н е р ­
гия его образован ия тем меньше, чем меньше у д е л ь н а я свободная п о верхн ост­
ная энергия границы раздела ж идкость — тверд ое тел о и больше в ел и ч и н а
переохлаж дения.
Используя те же предположения, что и для процесса гомоген­
ного зародышеобразования в газовой фазе, получим формулу для
скорости гомогенного образования центров кристаллической фазы
в жидкости, но вместо частоты соударения газовых молекул с по­
верхностью зародышей qsKp в (3.27) должно войти произведение
частоты v1( с которой атом (или молекула) преодолевает энергети­
ческий барьер U на границе между жидкой фазой и кристалличе­
ским зародышем, на число атомов, окружающих зародыш. Частота
Vj определяется в виде
vi= v „ e x p /
и
k.T
где
— частота основных колебаний атомов.
С учетом этого скорость образования центров кристаллической
фазы в единице объема в общем виде равна
-kexpl
-
U
\
кТ )
/
Д О кр
ехР
Ь
г \ ------ кТ
(3-28)
где /г — слабо меняющаяся с температурой постоянная, аналогич­
ная предэкспоненциальному множителю в выражении (3.13) для
скорости гомогенного зародышеобразования в газовой фазе.
Таким образом, как следует из (3.28), вероятность возникнове­
ния центра кристаллической фазы, определяемая ДОкр, растет с
с увеличением переохлаждения расплава (рис. 3.3). В то же время
с ростом переохлаждения понижается подвижность атомов (или
молекул), определяемая 1!, особенно в вязких жидкостях (например,
оксидные стекла, органические полимеры), и тем самым замедляется
образование центров кристаллической фазы даже при больших пере­
охлаждениях. Поэтому каждая вязкая жидкость обладает оптималь­
ным переохлаждением, при котором скорость возникновения цент­
ров кристаллической фазы максимальна (рис. 3.3). Следовательно,
здесь на скорость зарождения существенное влияние помимо термо­
динамического фактора оказывает и кинетический, который влияет
и на линейную скорость роста центров кристаллической фазы
(рис. 3.4). При кристаллизации невязких жидкостей (например, рас­
плавы кремния, германия) кинетический фактор играет меньшую
роль. В результате этого максимума скорости образования центров
-и/т)
АТopt
Рис. 3.3. Графики зависимостей
от переохлаж дения
расплава
величин, определяю щ их ско­
рость гомогенного зародыш еобразования в ж и д кой фазе
Рис. 3.4. Графики зависимостей
скоростей гомогенного образова­
ния ( /, 2) и роста (3) центров
кристаллической фазы от переох­
лаждения:
/ — для невязких расплавов; 2 — для
вязких расплавов; 3 — обобщенная з а ­
висимость для вязких и невязких р ас­
плавов
может не наблюдаться, и при достижении некоторого критического
переохлаждения А Т кр, когда происходит резкое увеличение ско­
рости образования центров кристаллической фазы, наступает быст­
рая кристаллизация всего объема жидкости.
Установленные закономерности позволяют формулировать ус­
ловия получения из расплавов кристаллических и аморфных твердых
тел. Так, при охлаждении вязких расплавов (например, на основе
оксида кремния) в реально используемых пределах изменения пере­
охлаждения А Т число образующихся в системе центров кристалли­
зации мало (рис. 3.4) и, хотя при этом линейная скорость роста
центров кристаллической фазы может быть высока, расплав затвер­
девает в виде переохлажденной жидкости. Этот процесс постепен­
ного перехода переохлажденного расплава в стеклообразное состоя­
ние в отличие от кристаллизации называется стеклованием, а тем­
пературу перехода стекла в хрупкое состояние называют темпе­
ратурой стеклования Т 8. В таком аморфном твердом теле, называе­
мом стеклом, так же как и в жидкости, отсутствует дальний поря­
док, но существует ближний порядок расположения частиц на не­
большом числе постоянных решетки (например, менее 0,7 нм).
Вещество
Се
О аА Б
Н20
А120 ,
Температура
плавления, °С
937
1414
1237
0
2050
В язкость,
Па • с
0,8- Ю~3
0,9-10-3
1,8-10-3
2-Ю-з
60-Ю-з
Вещ ество
5Ю 2
йе02
В203
А520 3
ВеР2
Т емпература
плавления,
В язкость,
Па ■с
1722
1116
450
312
550
10"
7-10«
104
10й
105
°с.
Создать большие переохлаждения, когда в расплаве начинает появ­
ляться заметное количество центров кристаллизации, в стеклую­
щихся системах очень трудно, так как они, как правило, обладают
очень низкой теплопроводностью, что затрудняет их объемное ох­
лаждение. Для материалов же, расплавы которых обладают низкой
вязкостью, весьма сложно достичь стеклообразного состояния. Это
обусловлено трудностью обеспечения за короткий промежуток вре­
мени высокого переохлаждения расплава, которое могло бы пода­
вить образование центров кристаллизации и обеспечить получение
твердого тела в аморфном состоянии. Д ля этого требуется проводить
процессы охлаждения расплавов со скоростью более 10Б— 10®
град/с. Таким образом, вязкость расплавов является главным, хотя
и не единственным, фактором, определяющим их способность пере­
ходить в стеклообразное состояние. В виде стекол при понижении
температуры отвердевают лишь те переохлажденные жидкости, вяз­
кость которых по мере охлаждения быстро и непрерывно возрастает
на много порядков, например до 1013 П а-с. В табл. 3.1 сравнивается
вязкость расплавов некоторых типичных кристаллизующихся и
стеклующихся веществ, из которой видно, что вязкость последних
на ^
порядков выше вязкости первых. Это различие в основном
и предопределяет разное поведение их при переохлаждении. Таким
образом, переход вещества из расплавленного состояния в твердое
при понижении температуры может происходить двумя путями:
вещество либо кристаллизуется, либо застывает в виде стекла.
Кристаллизация расплава происходит при одной фиксированной
температуре, и свойства вещества при этом изменяются скачкооб­
разно. Стеклование расплава происходит в определенном для каж ­
дого вещества интервале температур, при этом свойства вещества
с уменьшением температуры изменяются плавно.
Анализ процесса гомогенного зародышеобразования из пересы­
щенных жидких растворов во многом аналогичен анализу зарожде­
ния из пересыщенных паров и из переохлажденных расплавов. В
частности, радиус критического зародыша имеет вид, аналогичный
(3.6), где вместо коэффициента пересыщения газовой фазы введен
коэффициент пересыщения раствора
'кр — -2Ужт^
•
(3.29)
ЯТ 1п------
Со
В случае фазовых превращений в твердом состоянии (структур­
ные превращения, рекристаллизация и т. д.) в (3.1) необходимо до­
бавить слагаемое АСнапр, учитывающее затраты энергии на созда­
ние поля структурных напряжений при образовании зародыша но­
вой фазы. Это вносит усложнения в расчет АСкр и гкр, однако
основные закономерности процесса образования зародышей оста­
ются такими же, как и при кристаллизации из расплава, в частности
выражение для скорости образования зародышей критического раз­
мера имеет вид (3.28). Естественно, вместо Тпл в выражении для
Д0кр и гкр должна входить равновесная температура фазового
превращения Гр.,,,,,.
Существуют многочисленные уточнения и видоизменения клас­
сической теории зародышеобразования, изложенной выше, однако
последняя вполне удовлетворительно объясняет большинство полу­
ченных до сих пор экспериментальных результатов. Изложенная
теория позволяет оценить критические пересыщения и переохлаж­
дения для начала гомогенного образования центров новой фазы.
При кристаллизации из расплавов Л Т кр составляет 0,2 Тпа. В слу­
чае конденсации из газовой фазы для начала гомогенного зарожде­
ния критический коэффициент пересыщения а = Р 1 Р 0 составляет
величину порядка десяти. Тщательно выполненные специальные
эксперименты по гомогенному зарождению подтверждают проведен­
ные оценки. Однако наблюдаемые переохлаждения (пересыщения)
при кристаллизации в реальных условиях во многих случаях на­
много ниже указанных величин. Это связано главным образом с на­
личием в реальных условиях факторов, снижающих величину со­
ставляющей АОпов в изменении свободной энергии при образовании
зародыша новой фазы и соответственно уменьшающих энергию ак­
тивации образования зародыша критического размера АОкр и кри­
тическое пересыщение. Уменьшение Абпов может происходить при
наличии в системе примесей, уменьшающих удельную свободную
поверхностную энергию у зародыша (такие примеси называются
поверхностно-активными), при наличии готовых поверхностей раз­
дела за счет присутствия в системе инородных нерастворимых твер­
дых частиц (пыли и др.), на поверхности которых образуются за­
родыши, и, таким образом, зарождение происходит по гетерогенно­
му механизму. Рассмотрим особенности гетерогенного механизма
образования зародышей новой фазы. К гетерогенным фазовым пре­
вращениям относится кристаллизация на затравках при выращи­
вании монокристаллов, на подложках при эпитаксиальном росте,
на нерастворимых (заряженных и нейтральных) твердых частицах
в газовой и жидкой фазах, на границах различного рода протяжен­
ных дефектов при фазовых превращениях в твердом теле и др.
« Рассмотрим процесс гетерогенного образования зародышей на
примере конденсации пресыщенного пара на гладкую плоскую
чистую подложку. Так как свободная поверхностная энергия жид­
кости изотропна, то зародыш, образующийся на плоской подложке
и находящийся в равновесном состоянии, в общем случае будет иметь
форму шарового сегмента с радиусом кривизны поверхности г либо
О^вЧвО'
Подложка
а)
Рис. 3.5. Зависимость формы зародыш а ж идкой ф азы и изме­
нения свободной энергии системы при гетерогенном зар о ж д е­
нии от равновесного угла смачивания
форму монослойного диска (рис. 3.5). При этом равновесный угол
смачивания 0 определяется из условия равновесия натяжений трех
поверхностей раздела
(3.30)
7пт=7жт-+Ужп сове,
где Ум, 7жт и 7 ЖП — удельные свободные поверхностные энергии
границ раздела пар — твердое, жидкость — твердое и жидкость —
пар соответственно.
Изменение свободной энергии при образовании на подложке ку­
полообразного зародыша с радиусом кривизны г, так же как и при
гомогенном зарождении, можно представить в виде двух составляю­
щих (3.1): и объемной АСоб, и поверхностной АОпов. В данном слу­
чае пренебрегаем энергией образования линейного контура заро­
дыша вследствие ее малости. Эта поправка может быть одного по­
рядка с поверхностной составляющей Дб только при малых гкр»
~ Ю~9 м. Объемная составляющая Ай для зародыша объемом
4 __ з ( 1 — со Б б )2 ( 2 -{-соб 8)
V = — яг
3
(3.31)
4
с учетом (3.1а) равна
( 1 — С05Э)2 (2 + С0$8)
4
К Т 1п — . (3.32)
Я„
Поверхностная составляющая
записывается в виде
^^пов
Si y t
изменения свободной энергии
SHin 7 ж п + $жт 7ж т
®пт 7пт = 4 я г ^
+ яг2 sin 2 0 7 жт — л г2sin2 0 7 Пт = 4я г2
| Тжп ~Ь
) 7жп +
+ nr2sin20 (ужп— 7 „т).
(3.33)
Согласно (3.30), ужт—7п т= —Тжп cos 0, подставляя которое в
(3.33) получаем
ДОпов = яг2 (2 — 2 cos 0 — sin2 0— cos 0) vmn>
или после преобразований
ДО по, , 4 я г -
< 1 -со » в )^ (2 + e o s в)
4
Подставляя (3.32) и (3.34) в (3.1), получаем изменение свобод­
ной энергии системы при гетерогенном образовании зародыша:
AG = ^4я/-2 0 жД —
(1 ~ cos6 ) 2 ( 2 + cos6)
Выражение (3.35) отличается от (3.4) для гомогенного образова­
ния зародышей только множителем
f (0) = (1—cos8)2 (2 + cos 8)
^ щ
4
откуда следует, что выражение для гкр при гетерогенном зарожде­
нии будет иметь такой же вид, как и при гомогенном образовании
зародышей (3.6), а после подстановки
(3.6) в (3.35) с учетом (3.7) получаем
AGÍi" = AG™ / (0).
(3.37)
На рис. 3.6 показан график измене­
ния f (0) от угла 0. Используя этот гра­
фик, рассмотрим частные случаи.
Случай 0=180° (рис. 3.5, а) соответ­
ствует полной несмачиваемости подлож­
Рис. 3.6. Г р аф и к зависимо­
сти функции Г(в) от равно­
ки жидкостью, что возможно, когда
весного угла см ачивания 0
взаимодействие между атомами или мо­
лекулами этих материалов мало по срав­
нению с их взаимодействием в жидкости. В этом случае, согласно
(3.37), AG«" = A G kp”, т. е. нет никакого энергетического выигрыша
и, следовательно, подложка не оказывает каталитического действия
на процесс зародышеобразования.
В случае 0 = 0 ° (рис. 3.5, в) новая фаза полностью смачивает
подложку и, согласно (3.37), -AG£pT= 0 . Этот случай имеет место,
когда взаимодеиствие между атомами или молекулами зародыш а
и подложкой значительно превосходит взаимодействие между ато­
мами или молекулами в зародыше. При этом на подложке будут
образовываться двумерные зародыши, равновесной формой которых
в простейшем случае является монослойный диск. В этом случае
имеется максимальный выигрыш в работе образования зароды ш а,
однако эта работа не может стать равной нулю, как это следует из
(3.37), так так при выводе (3.37) пренебрегали работой образования
линейного контура зародыша. В данном случае эта работа вносит
ощутимый вклад в Дб ввиду малости зародыша. Изменение свобод­
ной энергии системы при образовании на подложке монослойного
диска в процессе конденсации из газовой фазы равно
ДО = _
Я Т 1п
+ я г 2 (7 ШП+ ужт— Тпт) + 2ягеПж, (3.38)
где епж — удельная свободная энергия края моноатомной ступени;
к — ее высота.
Из условия максимума ДС находим
гкв= -------------------- 5Н2й--------------------- .
кр
н
*
ИТ 1п
Р
“о
(3.39)
--(?ЖП + 7ЖТ--- Тпт)
Подставляя (3.39) в (3.38), получаем энергию активации обра­
зования на подложке монослойного диска критического размера:
тгр 2
ДСкр = ------------- -------- =2--------------------.
(3.40)
—- Я Т 1п —
V
иа
— (7ж п + 7ж т — Упт)
Случай 0°<0<180°(рис. 3.5, б) всегда энергетически более вы­
годен, чем случай гомогенного зарождения. Здесь гкр и ДС£рТ тем
меньше, чем меньше угол 0, и подложка, таким образом, является
катализатором процесса зародышеобразования.
До сих пор мы рассматривали образование зародышей на плос­
кой гладкой чистой подложке. В этом случае наибольшую поверх­
ность имеет граница раздела зародыш — исходная фаза или в р ас­
сматриваемом примере конденсат —■пар (рис. 3.7, а) и обусловлен­
ное действием подложки уменьшение поверхностной энергии опре­
деляется в первую очередь разностью у пт—7жт Гсм- формулу (3.33)1.
Если же зародыш развивается в углублении на подложке (рис. 3.7,
б, в), то обычно «жт > я жп и тогда даже при малых значениях р а з ­
ности 7 ПТ—7 ЖТ будет значительным уменьшение поверхностной
энергии (3.33) и соответственно энергии активации процесса з а ­
рождения. Этим и объясняется повышение скорости зародышеобра­
зования на ступенях (макроскопических и моноатомных) по ср ав­
нению с гладкой поверхностью, что, в частности, используется д л я
исследования микроморфологии поверхности кристаллов и эпитак­
сиальных слоев декорированием, т. е. путем осаждения на нее у
ступеней контрастных веществ, например золота.
Проведенный анализ гетерогенного образования зародышей но­
вой фазы на примере конденсации жидких капель в своей основе
применим и для анализа гетерогенного образования кристалличе­
ских зародышей из газовой и жидких фаз. Однако в этом случае,
согласно закону Гиббса — Вульфа, равновесная форма зародыша
будет полиэдрической и при расчете ЛСкр1' так же как и при гомо­
генном зарождении, необходимо учитывать форму кристаллическо­
го зародыша. Кроме того, поскольку подложка и зародыш кристалПар
^
/Ж идкот ь\
%
тЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧ^
^
^
Чч
Подложка
^ЖП>$Ж7
О)
5ЖП<^ЖГ
ё)
^ 5ЖТ
в)
Рис. 3.7. И зменение площ ади межфазной границы
куполообразного зар о д ы ш а на плоскости ( а ) и в
плоскости (б, в)
лические, свободная энергия межфазной границы, а вместе с ней
и Абк” , резко анизотропны и имеют локальные минимумы при ори­
ентациях с хорошим соответствием параметров решеток подложки
и зародыша. Энергия межфазных границ при наилучших соответст­
виях параметров решеток значительно меньше, чем, например, энер­
гия на границе раздела кристалл — пар. Обычно при зарождении
на инородной подложке аккомодация небольших несоответствий
параметров решеток осуществляется за счет деформации подложки,
зародыша или их обоих. Если несоответствие, определяемое как
относительная разность параметров недеформированных решеток,
крайне незначительно, то деформация будет упругой; в этом случае
межфазную границу называют когерентной.
Д л я несколько больших несоответствий граница раздела содер­
ж ит области малого локального несоответствия и области концент­
рированных деформаций (например, пограничные дислокации) и
называется полукогерентной . В том случае, когда несоответствие
параметров решеток очень велико, граница раздела становится не­
когерентной и характеризуется большей (относительно изотроп­
ной) свободной энергией. Таким образом, в расчете Абкр” при гете­
рогенном образовании кристаллических зародышей необходимо
учитывать вклад в свободную энергию, обусловленный анизотроп­
ной деформацией зародыша и подложки. Как показывают расчеты,
увеличение несоответствия параметров приводит к увеличению
/■„р и АС^Т зародыша. При небольших несоответствиях образую тся
такие зародыши, ориентация которых уменьшает несоответствия
параметров решеток, а при очень больших несоответствиях воз­
можно зародышеобразование с другими ориентациями.
Так же как и при гомогенном образовании зародышей, примеси
могут существенно влиять на процессы гетерогенного зародышеобразования. Примеси, растворимые в зародыше новой фазы, вл и яю т
на объемную и поверхностную составляющие изменения свободной
энергии при зародышеобразовании. В результате равновесный к р ае­
вой угол смачивания, энергия активации образования зародыш а и
скорость зародышеобразования становятся функциями концентра­
ции примесей. Поверхностно-активные примеси, как правило, по­
нижают свободную поверхностную энергию. В случае гомогенного
зародышеобразования сферической капли этот эффект легко учесть,
однако при гетерогенном зародышеобразовании на подложке анализусложняется: приходится рассматривать три границы раздела, на
которых может произойти адсорбция. Расчеты и эксперимент пока­
зывают, что в некоторых случаях адсорбированная примесь ослаб­
ляет связь конденсата с подложкой, а в других — увеличивает ее.
Помимо примесей существенное влияние на процессы гетеро­
генного образования зародышей оказывают дефекты подложки. Сту­
пени и микрополости не являются единственными каталитическими
центрами на поверхности подложки. Экспериментальные д ан н ы е
позволяют считать, что предпочтительными центрами зародыш еобра­
зования на подложке могут быть места выхода дислокаций, а т а к ж е
точечных дефектов (примесей, вакансий, заряженных дефектов) на
поверхность подложки; причины этого не совсем ясны. П редпола­
гается, что в месте выхода дефекта на поверхность увеличивается
энергия связи осаждаемых атомов с подложкой, что приводит к
уменьшению энергии активации процесса зародыш еобразования.
От свободной энергии образования зародышей новой фазы к р и ­
тического размера перейдем к расчету скорости гетерогенного об ра­
зования центров новой фазы. Повторим рассуждения, приведенные
при анализе гомогенного процесса, тогда выражение для скорости
гетерогенного образования зародышей на единице площади / гет по
аналогии с (3.8) с учетом фактора неравновесности 1 будет им еть
вид
(3.41>
где концентрация зародышей критического размера /1крТ с концент­
рацией адсорбированных частиц п1 связана соотношением
кТ
(3.42)
Частотный фактор со*” зависит от механизмов присоединения
частиц к зародышу, среди которых необходимо отметить следующие:
присоединение путем прямой конденсации частиц из паровой фазы
на поверхность зародыша, присоединение путем поверхностной диф­
фузии адсорбированных частиц и диффузию частиц из подложки.
При этом а>крТ будет равна сумме частот присоединения по всем этим
механизмам. Последний из представленных механизмов присоеди­
нения необходимо учитывать, когда образование зародышей проис­
ходит на подложке из того же материала, что и зародыш, или при
высокой концентрации вещества зародыша
в подложке. Для большинства случаев
наиболее важны первый и второй меха­
низмы, причем среди них наибольший вклад
в а>крТ дает поверхностная диффузия. Рас­
чет скорости зарождения / гет в предполо­
жении, что присоединение частиц к заро­
дышам определяется поверхностной диф­
фузией, и с учетом десорбции частиц с под­
ложки приводит к выражению
Рис. 3.8. Графики за в и ­
симостей скоростей ге­
терогенного (1) и гомо­
генного (2 ) зарож дения
центров жидкой фазы от
коэффициента пересыще­
ния
/гет = Ш >ехр[(ДОдес _
/ (кТ )],
АСдиф— АбкрТ) /
(3.43
где /г — величина, слабо меняющаяся с
температурой и давлением пара Р\ А0дес —
энергия активации десорбции частиц с по­
верхности подложки; АОдИф — энергия активации диффузии час­
тиц по поверхности подложки.
Анализ этого выражения с учетом (3.37) для АбкрТ показывает,
что здесь, так же как и при гомогенном зародышеобразовании,
существует некоторое критическое пересыщение, начиная с которо­
го / гет резко изменяется от малого до большого значения. Однако
при гетерогенном образовании зародышей величина критического
пересыщения значительно меньше по сравнению с гомогенным
(рис. 3.8). Зависимость скорости гетерогенного зародышеобразования в жидкой фазе от переохлаждения (для невязких жидкостей)
имеет аналогичный вид.
Рассмотренная термодинамическая, или капиллярная, теория
зародышеобразования вполне удовлетворительно объясняет боль­
шинство полученных до сих пор экспериментальных результатов.
Эта теория является наиболее понятной и, несмотря на то что она
не всегда дает количественную информацию о размерах критиче­
ски х зародышей, она правильно предсказывает ход зависимостей
размеров зародышей и скорости зародышеобразования от величины
пересыщения, температуры подложки и ее природы. Она неприме­
нима к случаю зародышеобразования при больших пересыщениях,
когда зародыши имеют малый критический размер (состоят из нес­
кольких атомов), так как основные понятия термодинамики при
этом теряют смысл. В частности, не имеется достаточных оснований
рассматривать свободную энергию образования таких зародышей
как сумму объемной и поверхностной составляющих. В настоящее
время интенсивно развиваются более совершенные теории зарож де­
ния и роста кристаллов, рассматривающие малые зародыши не
как континуум, а как агрегаты, состоящие из дискретных частиц.
Образование и рост зародышей в этих теориях описывают кинети­
ческими уравнениями неравновесной статистической механики, что
позволяет описать нестационарный рост в условиях сколь угодно
сильного отступления от равновесия. В рамках этих теорий можно
оценить роль ряда процессов, например зарождение на локализо­
ванных примесях и точечных дефектах, образование метастабильных структур и т. д.
§ 3.2. МЕХАНИЗМ И КИНЕТИКА РОСТА КРИСТАЛЛОВ
Структура поверхностей раздела. С точки зрения термодинамики
рост образовавшихся флуктуационным путем кристаллических за ­
родышей должен происходить при малых пересыщениях в исходной
среде. Однако экспериментальные исследования показывают, что
при заданном пересыщении скорость роста грани кристалла (или
скорость ее перемещения параллельно самой себе) при прочих р а в ­
ных условиях зависит от атомной структуры ее поверхности. П о­
верхности граней идеальных кристаллов по своей атомной структуре
подразделяются на три типа: сингулярные, вицинальные и несин­
гулярные (диффузные).
Сингулярными
называются атомно-гладкие грани, в
идеальных условиях не имеющие никаких ступеней (рис. 3 .9 ).
Примерами таких поверхностей являю тся грань (100) у простой
кубической решетки или грань (111) у алмазоподобной решетки*
т. е. грани, характеризуемые малыми индексами Миллера.. С ингу­
лярные грани по сравнению с другими обладает наименьшей сво­
бодной поверхностной энергией и наибольшей ретикулярной плот ­
ностью (плотностью упаковки атомов). Н а диаграмме Вульфа,,
графически показывающей изменение свободной поверхностной
энергии грани у в зависимости от ее ориентации, сингулярным граням соответствуют острый минимум (рис. ЗЛО), а первая производ­
ная dy/dO терпит разрыв.
В и ц и н а л ь н ы м и считаются поверхности с ориентация­
ми в непосредственной близости от сингулярных (см. рис. 3.9).
Вицинальные грани, образующие небольшой угол с сингулярными,
состоят из больших плоских участков (плато) сингулярных граней,',
пересекаемых ступенями моноатомной высоты. Вицинальные грани
из-за существования ступеней характеризуются более высокой по­
верхностной энергией, чем сингулярные грани.
Н е с и н г у л я р н ы е грани составляют достаточно большие
углы с сингулярными и соответственно имеют уже достаточно высо­
кую концентрацию ступеней (см. рис. 3.9). Эти грани обладают
наибольшей свободной поверхностной энергией.
Особенностью сингулярных граней является то, что при высокой
температуре они могут терять свою гладкость т. е. становятся
несингулярными. По мере повышения температуры увеличивается
Рис. 3.9. Поверхностные структуры гра­
ней разных ориентаций в простой куби­
ческой реш етке
Рис. 3.10. Анизотропия сво­
бодной поверхностной энер­
гии кристалла:
/ — атомно-гладкой поверхности;
2 — атомно-шероховатой поверх-
поверхностный беспорядок и для граней с низкой свободной поверх­
ностной энергией переход от сингулярности к несингулярности
может наступить при температуре более низкой, чем точка плавле­
ния объемного кристалла. При переходе
от атомно-гладкой к атомно-шероховатой
поверхности происходит изменение ха­
рактера анизотропии свободной поверх­
ностной энергии. Скачок ёу/сЮ исчезает,
и острый минимум для у заменяется
плавным (рис. 3.10, 2 ).
В зависимости от состояния расту­
щей поверхности механизм роста кри­
сталлов может быть послойным и нор­
мальным.
Рис. 3.11. М одель
роста
атомно-гладкой поверхности
Послойный
рост
осущест­
вляется на сингулярных и вицинальных поверхностях. Основоположниками теории послойного роста
являются Коссель, Странский и Фольмер. Согласно этой теории,
атом, попадающий на поверхность растущего кристалла, наибо­
лее прочно связывается в изломе ступени (рис. 3.11,5), так как
в этой позиции (если в качестве примера рассматривать простую
кубическую решетку) связи у атома образуются с тремя из шести
ближайших соседей. В то же время на самой ступени 2 связи о б р а ­
зуются лишь с двумя, а на гладкой грани 1 — только с одним из
таких соседей. Атом, поступающий из внешней фазы на поверхность
кристалла, отдает часть своей энергии решетке и, попадая в поле
действия сил связи поверхностных атомов кристалла, переходит в
адсорбированное состояние. В обычных условиях роста адсорби­
рованные атомы обладают еще достаточным запасом энергии, чтобы
передвигаться по поверхности кристаллов. Прежде чем испариться
вновь или присоединиться к кристаллу, атом проходит по поверх­
ности средний миграционный путь
составляющий несколько со­
тен межатомных расстояний. Следовательно, вероятность попада­
ния атома из внешней фазы прямо в изломы на ступеньках чрезвы ­
чайно мала, атомы достигают их путем поверхностной диффузии к
ступеньке и далее, передвигаясь вдоль них до изломов, встраивают­
ся в кристалл. Когда ряд завершается, атом уже должен присоеди­
ниться к ступени, образовав тем самым излом. Зарождение излома
требует более высокого пересыщения, поскольку адсорбированный
атом на ступени образует связи только с двумя ближайшими сосе­
дями. Я. И. Френкель показал, что образование изломов на ступе­
нях не лимитирует скорости их движения, так как вследствие н али­
чия флуктуаций во внешней среде ступени имеют значительное число
изломов, количество которых определяется выражением
где хш— энергия, необходимая для образования излома на ступень­
ке.
Из теоретических оценок следует, что для типичных веществ и
температур роста на каждые четыре — десять межатомных расстоя­
ний в ступеньке приходится один излом. Т акая плотность изломов
достаточно велика, чтобы ступень действовала как непрерывный
сток для адсорбированных атомов в процессе роста кристалла.
После заполнения мономолекулярного слоя требуются значи­
тельно большие пересыщения для зарождения нового слоя путем
образования двумерного зародыша. Так, если в обычных условиях
роста для движения ступени достаточны пересыщения порядка до­
лей единиц процента, то образование двумерного зародыша будет
происходить при пересыщениях порядка десятков процента. Сле­
довательно, согласно теории Косселя — Странского — Фольмера,
сингулярные грани должны расти прерывистым образом и для их
роста необходимо некоторое критическое пересыщение, которое
обеспечило бы образование двумерных зародышей (рис. 3.12).
Опытная проверка изложенной теории Косселя — Странского —
Фольмера справедлива при описании процесса роста идеальных
кристаллов, не имеющих на поверхности роста дефектов, что в ре­
альных условиях выращивания кристаллов наблюдается очень
редко. Тот факт, что кристаллы в большинстве случаев растут с
измеримыми скоростями даже при очень малых пересыщениях, при­
вел исследователей к заключению, что такие кристаллы имеют на
поверхности роста постоянно действую­
щий источник ступеней, в качестве ко­
торого может служить винтовая дислока­
ция (дислокация, имеющая ненулевую
компоненту вектора Бюргерса, нормаль­
ную грани). Действительно, при выходе
на поверхность винтовая дислокация
дает незарастающую ступень (рис. 3.13)
и потребность в двумерных зародышах
уже не возникает. Рост кристалла в
этом случае возможен уже и при низ­
ких пересыщениях.
Рис. 3.12. График зав и си м о ­
Процесс роста при помощи винтовых
сти нормальной скорости ро­
дислокаций аналогичен вышеописанному
ста грани от пересыщ ения:
механизму роста совершенного кристал­
1 — послойный механизм роста
с образованием двум ерны х з а ­
ла со ступенью. На ступени, возникаю­
родышей; 2 — норм альны й ме­
щей благодаря винтовой дислокации,
ханизм роста на несингулярных
гранях; 3 — слоисто-спиральный
также имеются изломы вследствие суще­
механизм роста
ствования флуктуаций пересыщения во
,,
внешней фазе. Адсорбированные атомы
диффундируют к ступени, а затем к изломам, где они встраиваются
в решетку кристалла, в результате чего ступень двигается. Так как
один конец ступени фиксируется в точке выхода дислокации, то
ступень может двигаться только путем вращения вокруг этой точки.
ри определенном пересыщении каждый участок на прямой ступень­
ке движется с одинаковой линейной скоростью. Вследствие этого
участок ступеньки вблизи дислокации имеет более высокую угловую
скорость и за одно и то же время соответственно должен сделать боль­
шее число оборотов, чем далеко отстоящие от оси дислокации участ­
ки. 11о мере уменьшения радиуса кривизны участка ступени в об­
ласти выхода дислокации равновесное давление пара над этим участ­
ком будет повышаться, а местное пересыщение пара соответст­
венно понижаться, вследствие
чего линейная скорость движе­
ния этой части ступени будет
замедляться. Спираль закручи­
вается до тех пор, пока радиус
кривизны в центре ее не достиг­
нет критического радиуса дву­
мерного зарождения [см. фор­
мулу (3.6)]. По достижении ста­
ционарного состояния спираль
вращается как единое целое во­
круг дислокационной точки, при
Рис. 3.13. Схема растущ ей грани криЭТОМ Ф°Рма
приближенно
сталла, содерж ащ ей вы ход винтовой
может быть описана уравнением
дислокации
архимедовой спирали (рис. 3 .1 4 ).
Н о р м а л ь н ы й р о с т кристаллов осуществляется на не­
сингулярных поверхностях. Эти поверхности, будучи атомно-шеро­
ховатыми, равномерно покрыты изломами, и присоединение новых
частиц происходит на них практически в любом месте; количество
изломов не лимитирует скорость кристаллизации, и грани растут
перпендикулярно самим себе, т. е. осуществляется нормальный ме­
ханизм роста. Следовательно, процесс роста несингулярных гра­
ней идет непрерывно при любых пересыщениях. Ввиду того что
скорость движения ступеней пропорциональна пересыщению и
стадия образования зародышей отсутствует, скорость роста несин-
X
а
Рис. 3.14. М орфология
поверхности
роста,
обусловленная дейст­
вием винтовой ди сло­
кации
а
Рис. 3 15. Исчезнове­
ние
несингулярных
граней
из огранки
к р исталла в процессе
его роста т1 < т 2 < т3
гулярных граней кристалла также пропорциональна пересыщению
и описывается линейной функцией (уравнением Герца — Кнудсена)
(см. рис. 3.12, 2). Так как концентрация точек роста на несингуляр­
ных гранях значительно выше, чем на сингулярных, то и скорость
роста несингулярных граней значительно выше. В процессе роста
кристалла его несингулярные грани могут исчезнуть или выдви­
нуться, вследствие этого кристалл часто оказывается покрытым
медленно растущими гранями с низкими индексами Миллера, пре­
имущественно сингулярными. Это положение можно пояснить на
следующем примере. На рис. 3.15 представлен разрез кристалла,
растущего при перемещении граней параллельно самим себе. Грани
а и Ь являются медленно растущими; грань с — несингулярная и
соответственно быстро растущая. По мере роста площадь несингу­
лярной грани быстро сокращается и эта грань исчезает из огранки
кристалла.
Поверхностная кинетика роста кристаллов. Теория слоисто­
спирального роста кристаллов впервые была создана применительно
к кристаллизации из газовой фазы Бартоном, Кабрерой и Франком,
но она существенна и для роста из разбавленного раствора и из рас­
плава. Рассмотрим основные положения этой теории. Как уже отме­
чалось, источниками ступеней на растущих сингулярных (или вицинальных) гранях могут являться винтовые дислокации. Ступень,
образованная винтовой дислокацией, при встраивании в нее час­
тиц закручивается в спираль, и образующиеся последовательные
витки формируют эшелон ступеней. Н а растущей поверхности при
этом возникают пирамиды (см. рис. 3.14), причем концентрация сту­
пеней, образующих эти пирамиды, велика и не зависит от количест­
ва винтовых дислокаций, выходящих на поверхность роста.
На поверхности кристалла, контактирующего с питающей сре­
дой, присутствуют адсорбированные частицы того вещества, из кото­
рого состоит кристалл (атомы, молекулы, группы атомов и т. д.).
Адсорбированные частицы совершают тепловые колебания в трех
направлениях: в перпендикулярном поверхности и в двух, парал­
лельных ей. Флуктуации энергии при колебаниях первого типа
ведут к отрыву частиц от поверхности и переходу их в среду. Коле­
бания второго типа создают условия для диффузионной миграции
этих частиц вдоль поверхности. Если над растущей поверхностью
создается пересыщение, то начинается диффузия в окружающей сре­
де и адсорбционном слое по направлению к ступени, на которой бу­
дет идти кристаллизация до тех пор, пока это пересыщение не ис­
чезнет.
При кристаллизации из газовой фазы количество частиц, попа­
дающих на торец ступени роста непосредственно из пара, невелико
ввиду небольшой плотности пара и малой поверхности торца. По­
этому основной вклад в рост кристалла в этом случае дает плоский
диффузионный поток частиц, адсорбированных на различных участ­
ках поверхности. Эти участки обладают большой площадью, и ко­
личество частиц, оседающих на них в единицу времени и затем диф­
фундирующих к ступени, значительно. Нормальная скорость роста
поверхности по слоисто-спиральному механизму в данном случае
определяется выражением
(3.44)
где fc] и
— коэффициенты, характеризующие быстроту обмена
частицами между адсорбционным слоем и изломами и величину от­
ношения X0/À.s соответственно (Х0 — среднее расстояние между из­
ломами на ступени); Q — объем частицы; п{1 — поверхностная плот­
ность атомов кристалла; v — частота тепловых колебаний частицы;
а
пересыщение; a 1—(2nrKV/K,)a (гкр — радиус критического за­
родыша, A,s — среднее перемещение частицы в адсорбированном
состоянии); W — энергия испарения частицы; k — постоянная
Больцмана; Т — температура.
Д ля низких пересыщений (ск^сг!) из (3.44) вытекает параболи­
ческий закон зависимости скорости роста от пересыщения
и=
Япо
Д ля больших пересыщений
V=
уе
кТ р2
имеем
ц?
О,п0чкг ое кт .
(3.45)
линейный закон
(3.46)
Суммарная зависимость скорости роста от пересыщения при
слоисто-спиральном росте кристаллов из газовой фазы представлена
на рис. 3.12, 3.
Параболический закон зависимости скорости роста от пересыще­
ния возникает тогда, когда расстояние между ступенями 4лгкр
(согласно уравнению архимедовой спирали) значительно превышает
Я,,. В этом случае диффузионные поля соседних ступеней не перекры­
ваются и соответственно адсорбированные частицы, попадающие на
кристаллическую поверхность на расстояниях от ближайшей сту­
пени, значительно больших Х6, скорее всего испарятся еще до того,
как достигнут ступени; вследствие этого скорость роста оказывает­
ся ниже, чем дает линейный закон.
Еще раз отметим, что одна дислокация может обеспечить рост
всей кристаллической грани. При наличии на поверхности группы
винтовых дислокаций скорость роста кристалла в любом случае
все-таки не может превзойти значения, определяемого линейным
законом для одиночной дислокации, и не может быть меньше (за
редким исключением), чем следует из параболического закона также
для одиночной дислокации.
Если при анализе процессов роста кристалла из газовой фазы
считается, что питание ступеней (изломов) в основном осуществля­
ется из адсорбционного слоя на сингулярной (вицинальной) гра­
ни, а потоком вещества из газовой фазы непосредственно к изломам
полностью пренебрегают, то в случае роста кристалла из раствора
большую роль уже играет перенос вещества объемной диффузией
непосредственно из раствора к ступени (изломам). При этом нельзя
пренебрегать и питанием ступеней (изломов) посредством поверхност­
ной диффузии адсорбированных частиц на растущей грани. Д е­
тальный анализ процессов роста из раствора показывает, что здесь,
так же как и в случае роста кристалла из пара, при малых пересы­
щениях закон скорости роста в зависимости от пересыщения близок
к параболическому. В этом случае образующие спираль витки да­
леки друг от друга, их объемные концентрационные поля не пере­
крываются и не мешают питанию друг друга. С увеличением а и
сближением витков спирали концентрационные поля начинают пере­
крываться, и при больших пересыщениях зависимость скорости
роста кристалла от пересыщения становится близкой к линейной.
Переход от параболического закона к линейному, помимо всего
прочего, зависит от толщины диффузионного слоя б вблизи поверх­
ности кристалла и, следовательно, от интенсивности перемешивания
раствора.
Поверхностная кинетика роста кристалла из расплава зависит
уже не только от строения фронта кристаллизации, но и от вязкости
расплава, которая препятствует росту кристаллов, выращиваемых
из вязких расплавов (см. рис. 3.4) (например, кристаллов кварца).
Однако для выращивания кристаллов таких веществ используют,
как правило, другие методы, например выращивание из растворов
(гидротермальный метод в случае получения искусственных моно­
кристаллов кварца). В связи с этим поверхностная кинетика роста
кристаллов веществ, выращиваемых на практике из расплава при
реальных переохлаждениях, зависит главным образом только от
строения фронта кристаллизации.
Атом но-шероховатые поверхности растут по нормальному меха­
низму, плотность центров роста при этом сопоставима с плотностью
поверхностных атомов 1018 м~2. Скорость роста поверхности в этом
случае пропорциональна переохлаждению на фронте кристаллиза­
ции АТ:
(3.47)
Атомно-гладкие поверхности могут расти как по механизму
■слоистого роста при двумерном зарождении ступеней роста, так
и по слоисто-спиральному механизму с участием винтовых дислока­
ций — источников ступеней роста.
При слоистом росте по механизму двумерного зарождения сту­
пеней скорость роста кристалла из расплава пропорциональна про­
изведению переохлаждения на фронте кристаллизации на экспо­
ненциальную .функцию от температуры роста и переохлаждения:
(3.48)
где В = const.
При слоисто-спиральном механизме роста скорость роста и пе­
реохлаждение на фронте кристаллизации связаны квадратичным
законом
(3.49)
и ~ А Т 2.
Процессы переноса при росте кристаллов. Как уже отмечалось,
рост кристалла представляет собой сложный гетерогенный процесс,
в котором образующиеся центры кристаллизации разрастаются бла­
годаря процессу массопереноса, а выделяющаяся при кристаллиза­
ции теплота отводится от поверхности раздела фаз. Таким образом,
процессы тепло- и массопереноса наряду с кинетическими явления­
ми на поверхности роста играют определяющую роль в кинетике
кристаллизации. Задачи о тепло- и массопереносе с движущейся
границей раздела известны как задача Стефана.
Процесс роста кристалла с учетом поверхностной кинетики мож­
но описать совокупностью дифференциальных уравнений тепло- и
массопередачи. Строгое аналитическое решение такой системы урав­
нений крайне затруднено, поэтому часто производят приближенное
решение с привлечением представления о лимитирующей стадии
процесса либо осуществляют моделирование процессов, протекаю­
щих при росте кристаллов, часто с привлечением теории подобия.
Процессы переноса играют важную, а зачастую и определяющую
роль в формообразовании кристалла, в образовании дефектов в
кристалле, в процессах легирования кристаллов примесями и т. д.
Влияние примесей на процессы роста кристаллов. Влияние при­
месей на процессы роста кристаллов проявляется весьма многооб­
разно, что значительно затрудняет изучение механизма этого про­
цесса. Значительную роль здесь играют природа примеси, ее кон­
центрация, зарядовое состояние. В одних случаях примеси ускоря­
ют рост кристаллов, в других — замедляют.
Как уже отмечалось в § 3.1, поверхностно-активные примеси, из­
меняя поверхностную свободную энергию, могут существенно влиять
на процесс образования зародышей на растущей грани. Кроме того,
образование центров кристаллизации возможно за счет фиксации
частиц растущего кристалла у сильно адсорбирующихся на грани
примесных атомов или у степеней, образуемых адсорбированными
примесными атомами.
Если изломы ступеней растущего кристалла, адсорбируя молеку­
лы примесей, перестают быть активными точками роста (отравляют­
ся), то суммарная скорость движения ступеней, а следовательно, и
скорость роста кристалла могут уменьшаться. Так, по одной из мо­
делей роста кристалла в присутствии примесей скорость движения
ступени снижается, когда среднее расстояние между активными (не­
отравленными) изломами превосходит среднюю длину диффузионного
пробега частицы по поверхности. Примером такой Примеси, в част­
ности для кристаллов германия, растущих из газовой фазы, являет­
ся кислород, который при давлении 10~3— 1 Па снижает скорость
роста кристалла на один-два порядка.
Крупные неподвижные частицы примесей, находящиеся на по­
верхности кристалла, встречаясь с движущейся ступенью, могут за­
креплять ее, т. е. останавливать ее движение. Незакрепленные час­
ти ступени выгибаются и могут соединяться позади частицы примеси
(обходят ее) лишь в том случае, когда локальный радиус кривизны
ступени г равен или превосходит радиус кривизны критического за­
родыша гкр в данных условиях. Если непосредственно перед фрон­
том ступени примесные частицы распределены равномерно со сред­
ним промежутком г > 2гкр, то ступени могут просачиваться сквозь
примесный барьер. Если же г С 2гкр, то ступень закрепляется.
При высоких концентрациях примесей на поверхности кристал­
ла, растущего из газовой фазы, может происходить выделение микро­
капель жидкой фазы, под которыми скорость роста кристалла ло­
кально возрастает на несколько порядков за счет перехода от меха­
низма роста газ—кристалл к механизму роста газ—жидкость—
кристалл. Большая эффективность данного механизма роста обу­
словлена высоким, приближающимся к единице эффективным ко­
эффициентом конденсации частиц на поверхности капли. Примерами
такого процесса являются рост из газовой фазы кристаллов герма­
ния в присутствии примеси сурьмы или рост кристаллов кремния в
присутствии примеси золота.
Существенное влияние примеси на рост кристалла может прояв­
ляться и вследствие образования концентрационного переохлажде­
ния перед фронтом кристаллизации при выращивании кристаллов
из расплава, что подробно рассматривается в гл. 5.
Морфологическая устойчивость растущего кристалла. Исследо­
ваниями в области неравновесной термодинамики, основоположни­
ком которой является Пригожин, показано, что с увеличением от­
клонения от равновесия в системе возможно спонтанное возникнове­
ние последовательного ряда новых упорядоченных структур.
Рост кристаллов, в свою очередь, представляет собой процесс,
который может протекать лишь при отклонении системы от равнове­
сия, и, следовательно, в этом случае также возможно образование
ряда новых устойчивых форм и структур. Однако теоретическое обо­
снование образования и роста многообразия различных кристалличесческих форм (в качестве примера можно указать на разнообразие
форм снежинок) в зависимости от условий зарождения и роста крис­
талла находится еще в стадии развития.
Морфология растущей грани и соответственно форма кри­
сталла определяются как поверхностной кинетикой роста, так и
условиями переноса (теплоты и массы) в соприкасающихся фазах
(питающей среды и кристалла). С увеличением размеров растущих
граней кристалла изменяются условия тепло- и массопередачи, что
приводит к неоднородности пересыщения (переохлаждения) у рас­
тущей грани и способствует нарушению ее плоской формы. В этих
условиях флуктуационное появление на грани небольших искаже­
ний (выступов или впадин) будет усиливать неоднородность про­
цессов переноса и еще больше искажать форму растущего кри­
сталла.
Кинетические явления на растущей поверхности выступают в
качестве факторов, стабилизирующих плоскую форму грани. Так,
выступы, образовавшиеся на сингулярной грани, имеют тенден­
цию к рассасыванию, а впадины —■к зарастанию, так как их боко­
вые поверхности вследствие отклонения от сингулярности растут
с большими скоростями.
В результате конкуренции противоположно действующих фак­
торов растущая плоская грань может потерять свою устойчивость
и изометрическая форма кристалла может в дальнейшем р а зв и в а т ь ­
ся в скелетообразную или дендритную (т. е. превратиться в древо­
видный кристалл, состоящий из центрального ствола, первичных,
вторичных ветвей).
В случае выращивания кристаллов из легированных расплавов
или растворов-расплавов может происходить нарушение гладкого
фронта кристаллизации вследствие возникновения концентрацион­
ного переохлаждения (см. гл. 5).
Интенсификация процессов роста кристаллов. С помощью р а з­
личных внешних воздействий можно значительно интенсифициро­
вать процессы роста кристаллов, повышать степень совершенства
их структуры, снижать температуры кристаллизации и уп р авл ять
процессами легирования. Экспериментальные теоретические иссле­
дования в этой области находятся пока на начальном этапе. Одна­
ко, учитывая важность этого направления, кратко рассмотрим со­
стояние исследований в этой области.
Считается, что стимулировать ростовые процессы можно с по­
мощью облучения растущего кристалла электромагнитным излу­
чением и воздействием на него электрическим или акустическим
полем.
Под действием электромагнитного излучения молекулы питаю­
щей среды могут переходить в возбужденное (активированное) со­
стояние или распадаться (фотолиз). Так, облучение кристаллов
кремния, растущих из газовой фазы, ультрафиолетовыми лучами
в диапазоне длин волн Х=230ч-370 нм позволяет снизить темпера­
туры процесса и увеличить скорости роста кристаллов в два раза
при одновременном повышении структурного совершенства вы ра­
щиваемых кристаллов. Заметное влияние излучения на процессы
роста наблюдается при удельных мощностях излучения 1— 10
Вт/см2.
Подбором длины волны излучения можно селективно действо­
вать как на систему в целом, так и на отдельные молекулы и д аж е
на отдельные участки или связи молекулы, частоты колебания кото­
рых находятся в резонансе с частотой излучения. Применение моно­
хроматических источников света (например, лазеров) позволяет
не только повысить эффективность облучения, но такж е достичь
определенной избирательности по отношению к отдельным стадиям
процесса или реакциям. Так, например, при выращивании крис­
таллов кремния в системе 51С14— Н 2 при воздействии квантов энер­
гии /IV возможны следующие фотохимические реакции:
51С14(Г) +
51С 12(г) + С 12(Г)
Нг<г>~ЬЛ'\,2
2Н(Г)
51С1г(г) ~Ь Луд
ЭЦг) + С1г(Г)
(БЮУадс + Лу4
-|- С 12(г)
Поскольку энергии связей исходных молекул различны, сле­
дует ожидать, что и диапазоны длин волн излучения, при которых
начнут протекать те или иные реакции, также будут различными.
Повышение структурного совершенства кристаллов кремния, вы­
ращиваемых в этой системе, может быть объяснено тем, что обра­
зующийся в результате фотохимической реакции атомарный водо­
род является эффективным раскислителем. Он способствует более
совершенному росту кристалла, так как может восстанавливать
слои оксидов на поверхности кремния (которые, как правило, бла­
годаря присутствию примеси кислорода в газовой фазе образуются
на растущей поверхности, отравляя рост в этих местах).
Кроме того, электромагнитное излучение возбуждает поверхность
роста, особенно полупроводников, и вследствие влияния фотоад­
сорбции и фотокатализа можно добиться пространственной избира­
тельности процессов роста, т. е. локального роста кристалла в
месте облучения, что имеет большое значение для микроэлектро­
ники.
Кроме воздействия электромагнитным излучением интенсифика­
ция ростовых процессов может осуществляться с помощью электронно-лучевого воздействия, причем в данном случае помимо акти­
вации гетерогенных процессов происходит и локальный разогрев
растущей грани электронным лучом.
Воздействие электрического поля (однородного, острофокусного,
переменного) может стимулировать процессы роста за счет интенси­
фикации процессов переноса массы и за счет активации процессов
на поверхности роста. При выращивании кристаллов из газовой
фазы под действием электрического поля происходит поляризация
молекул газовой фазы и хемосорбированного слоя, что, в свою оче­
редь, стимулирует процессы переноса как к растущей грани, так
и по ее поверхности. Деформация адсорбированных комплексов в
электрическом поле при росте кристалла путем химического осаж­
дения из газовой фазы изменяет энергию активации их распада и
тем самым интенсифицирует процесс застройки растущей поверх­
ности, увеличивая скорость ее роста в отдельных случаях до двух
порядков.
Внешнее поле сильнее воздействует на перенос тех компонентов,
молекулы соединений которых обладают более высоким дипольным
моментом. Вследствие этого внешнее поле может изменять коэффи­
циенты распределения компонентов кристаллизуемого вещества,
в частности легирующих примесей. При воздействии неоднородных
электрических полей поляризация молекул (и соответственно влия­
ния поля на процессы переноса и роста) должна быть выше в облас­
тях с более высокой напряженностью электрического поля. Нали­
чие на поверхности растущего кристалла морфологических неод­
нородностей, дефектов, частиц примесей, как правило, приводит к
существенному искажению однородности внешнего электрического
поля в приповерхностной области кристалла. В результате этого
у изломов, ступеней и други х элементов микрорельефа поверхно­
сти напряженность электрического поля существенно повыш ается.
Это, с одной стороны, способствует ионизации молекул, уч аствую ­
щих в росте кристалла, а с другой стороны, образую щ аяся тан ген ­
циальная составляющая электрического поля приводит к интенси­
фикации процессов поверхностной и объемной диффузии и соот­
ветственно процессов переноса массы в направлении действия поля.
Неоднородность поля в приповерхностной области кристалла мож ­
но усилить с помощью электродов специальной конфигурации (на­
пример, игольчатых).
Существенной стимуляции процессов кристаллизации при дей ­
ствии внешнего электрического поля, например при выращ ивании
кристаллов из газовой фазы, можно достичь, проводя частичную
ионизацию газовой фазы (например, тлеющим или высокочастотным
разрядом). Это еще сильнее интенсифицирует процессы переноса
массы в газовой фазе за счет дрейфа ионов в электрическом поле и
активирует химические процессы при кристаллизации (за счет р аз­
ложения компонентов газовой фазы или образования ак ти вн ы х
комплексов). Кроме того, ионизация газовой фазы увел и ч и вает
температуру поверхности подложки (за счет рассеяния энерги и у с ­
коренных ионов в приповерхностном слое кристалла) и кон ц ен тра­
цию поверхностных точечных дефектов, которые, в свою очередь,
могут являться центрами зарож дения. Т ак, при частичной (30 %)
ионизации пара кремния и подаче на растущий кристалл крем н и я
ускоряющего напряжения (— 10 кВ ) возможно выращ ивание монокристаллических слоев кремния при значительно более н и зки х
температурах. Плотность тока при этом составляет 100 мкА/см2.
ГЛАВА 4
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ М ОНОКРИСТАЛЛОВ
П О Л УП РО ВО Д Н И КО ВЫ Х И Д И ЭЛЕ КТРИ ЧЕ СКИ Х
МАТЕРИАЛОВ
§ 4.1. ПОЛУЧЕНИЕ К Р И С Т А Л Л О В ИЗ Т В Е РД О Й ФАЗЫ
Твердофазные процессы превращения, сопровождающие рост
кристаллов из твердой фазы, могут протекать к ак без изменения
симметрии кристаллической решетки (рекристаллизация), так и с
образованием новых стр уктур с решеткой другой симметрии. Эти
разновидности процессов твердофазных превращений часто объеди­
н яю т общим понятием перекристаллизации.
Основные методы получения монокристаллов и эпитаксиальных
слоев из твердой фазы: рекристаллизация посредством отжига де­
формации в твердой фазе и при спекании; перекристаллизация при
полиморфных превращ ениях; перекристаллизация из аморфного
состояния и из пересыщенного твёрдого раствора.
К достоинствам твердофазных методов выращивания кристаллов
можно отнести: возможность проводить процессы выращивания при
тем п ературах существенно ниже температуры плавления материа­
л а , что упрощает технологию получения кристаллов, особенно
разлагаю щ ихся при плавлении химических соединений; упроща­
ется получение кристаллов необходимого профиля, так к ак форма
растущ его кристалла зад ается заранее, до начала процесса выращи­
в ан и я; вследствие низких температур выращивания и соответствен­
но малых коэффициентов диффузии распределение примесей в вы­
ращ иваемом кристалле и, что особенно важно в случае выращива­
н ия тонких монокристаллических слоев, распределение примесей
и в слое и в подложке сохраняю тся такими ж е, к а к и в исходном
материале.
Недостаток твердофазных методов выращивания кристаллов
заклю чается в высокой плотности потенциальных центров твердо­
фазной кристаллизации, в трудностях управления зародышеобразованием и соответственно выращивания крупных монокристаллов.
Э то в основном и сдерж ивает применение твердофазных методов для
получения крупных монокристаллов, в особенности полупроводни­
ко вы х и диэлектрических материалов. Вследствие этого мы не будем
рассм атривать эти методы более подробно.
Однако следует отметить, что методы перекристаллизации из
аморфного состояния и из пересыщенных твердых растворов нахо­
дят достаточно широкое применение для получения тон ки х эпи­
таксиальны х слоев в технологии полупроводниковых и м икроэлект- •
ронных приборов.
§ 4.2. ПОЛУЧЕНИЕ К Р И С Т А Л Л О В ИЗ Ж И Д К О Й Ф А З Ы
Все технологические методы выращ ивания монокристаллов и*
жидкой фазы можно разделить на две группы: из собственных рас­
плавов и из растворов.
Выращивание кристаллов из расплавов. В настоящее вр ем я это
наиболее распространенный промышленный процесс, так к а к по
сравнению с другими он обладает наивысшей производительностью
потому, что в однокомпонентных расп лавах, т. е. системах, не со­
держащ их посторонних примесей (либо содержащих их в незначи­
тельном количестве), диффузионные процессы в кристаллизую щ ей­
ся среде не являю тся лимитирующей стадией процесса. Б л аго д ар я
этому выращивание кристаллов из расплавов в однокомпонентных
системах позволяет получить достаточно чистые кристаллы с вы ­
сокими скоростями роста, более чем в 100 раз превышающими ско­
рости роста кристаллов при выращ ивании их другими методами.
С другой стороны, выращивание кристаллов из расплавов тр еб ует
использования максимально возможных температур роста, что в
ряде случаев может создавать проблемы в контролировании темпе­
ратурных градиентов, необходимых д л я выращивания кр и стал ло в
высокого структурного соверш енства. Высокие температуры про­
цесса требуют применения установок большей мощности и способст­
вуют загрязнению расплава, если он содержится в тигле.
Рост из расплава является сравнительно простым процессом
применительно к материалам, которые плавятся конгруэнтно, т. е.
дают расплав того ж е состава, что и кристалл, а такж е к м атер и ал ам ,
имеющим невысокое давление паров при температуре п лавлен и я.
В противном случае методика выращ ивания и ап паратура процесса
значительно усложняются.
Д л я выращивания монокристаллов из расплава использую тся
различные методы. В основе всех их леж ит направленная к р и с т а л л и ­
зация расплава, при которой зарож дение и рост кристалла при на­
личии переохлаждения АТ в расп лаве осуществляются на одной
фазовой границе и теплота от фронта кристаллизации отводи тся
преимущественно в одном направлении (рис. 4.1). Это п озвол яет
кристаллизовать расплав в виде одного монокристалла. М етоды
направленной кристаллизации можно разделить на три гр уп п ы :
расплавляю т всю заготовку и затем кристаллизую т ее с одного
конца; кристаллизацию расплавленной заготовки осущ ествляю т
путем вытягивания из нее монокристалла; последовательно в к а ж ­
дый момент времени расплавляю т, а затем кристаллизую т то л ьк о
небольшую зону заготовки. Первую групп у методов н азы ваю т ме­
тодами нормальной направленной кристаллизации, вторую — м ето­
дам и вы тягивания кристаллов из расплава, третью — методами
зонной плавки или зонной перекристаллизации. Рассмотрим основ­
ные методы из этих групп.
Методы нормальной направленной крис­
т а л л и з а ц и и р а с п л а в о в . Общим для всех этих методов
яв л я е т с я рост кристалла в контакте со стенками контейнера (тиг­
л я ), содержащего расплав. Создание переохлаждения на фронте
кристаллизации и соответственно кристаллизация в этих методах
осущ ествляю тся перемещением тигля с расплавом относительно
нагревателя, создающего тепло­
вое поле с градиентом темпера­
туры, либо перемещением на­
гревателя относительно тигля.
Возможно проведение процесса
кристаллизации и без механиче­
ского перемещения тигля или
нагревателя, за счет охлаждения
тигля с расплавом в тепловом
поле с температурным градиен­
Направление роста
х
том.
Процесс нормальной направ­
Рис. 4.1. С хема распределения т е м п е ­
ленной кристаллизации может
р а т у р ы при выращивании к р и с т а л л а
проводиться
без применения
направленной кристаллизацией р а с ­
специальной затравки. В этом
плава
случае весь кристаллизуемый
м атериал в начале процесса находится в расплавленном состоянии.
При охлаждении в области ти гля, оказавшейся при температуре
ниж е температуры плавления вещества, образуется, к ак правило,
несколько центров кристаллизации. С целью увеличения вероят­
ности роста только одного центра кристаллизации используются
конструкции тиглей (рис. 4 .2), расположенные в тепловом поле
к а к вертикально (рис. 4 .2 , а —г; метод Бриджмена), так и гори­
зонтально {рис. 4.2, д ).
Д л я уменьшения объема первоначально кристаллизуемого ве­
щ ества одному концу ти гл я придается форма конуса (рис. 4.2, а).
При охлаждении расплава в этой части тигля за счет уменьшения
объема расплава увеличивается вероятность образования одного
центра кристаллизации. В случае образования нескольких центров
один из них, имеющий наиболее благоприятную ориентацию для
роста, подавляет рост всех остальных. Аналогичный результат
дости гается приданием одному концу тигля формы капилляра
(рис. 4.2, б, в). Возможны и другие конфигурации тиглей, позво­
ляю щ ие обеспечить образование одного центра кристаллизации
или в случае образования нескольких подавить рост тех из них,
которы е имеют менее благоприятную ориентацию (рис. 4.2, г).
Применение затравок при выращивании кристаллов методами
нормальной направленной кристаллизации представляет большие
трудности. Это связано с недостаточно высокой точностью и зм ер е­
ния теплового поля печи и с невозмож ностью визуального наблю де­
ния затравки из-за непрозрачности м атер и ал а тигля и стенок рабо­
чей камеры. В результате этого в н ач ал ьн ы й период процесса мож ет
происходить полное расплавление з а т р а в к и либо исходный м атер и ­
ал не полностью расплавляется.
Оборудование для проведения п роцесса нормальной н ап р авл ен ­
ной кристаллизации включает: т и ге л ь заданной геометрии, изго­
товленный из материала, химически стой кого к расплаву и газовой
Рис. 4.2. Формы тиглей, п р и м е н я е м ы е д л я вы р ащ и ван и я
кристаллов методом н о р м а л ь н о й нап равл ен н о й к р и с та л ­
лизации
атмосфере, в которой проводится процесс кристаллизации; печь,
обеспечивающую создание задан н о го теп лого поля; системы р е г у ­
лирования температуры печи и м ех ан и ч еско го перемещения т и гл я
или нагревателя.
Материал тигля не должен с м а ч и в а т ь с я расплавом. В этом с л у ч а е
возможно извлечение выращенного к р и с тал л а без разруш ения т и г­
ля, а так ж е сводятся к минимуму о статочн ы е деформации и деф ек­
ты в нем. Кроме того, тигель д о л ж е н о б л ад ать достаточной терм и че­
ской и механической прочностью. Д л я изготовления тиглей наибо­
лее часто применяются кварцевое с т е к л о , окси д алюминия, граф ит,
платина, а так ж е оксид бери лли я, о к си д м агн ия, диоксид ц и р ко ­
ния, диоксид тория и др.
Д ля снижения механических н а п р я ж е н и й , особенно в к р и с т а л ­
лах веществ, смачивающих м а т е р и а л т и г л я , изготовляю тся очень
тонкостенные «мягкие» контейнеры , например из платины. При
охлаж ден и и таки е ко н тей н ер ы легко деформируются и не создают
больш их механических напряж ений в выращиваемых кристаллах.
Д л я обеспечения необходимой механической прочности конструк­
ции тонкостенный ти гел ь размещ ается в более толстостенном кон­
тейнере.
Выращ ивание к р и с тал л о в методом направленной кристаллиза­
ции проводится в печах при различных градиентах температуры.
Если процесс проводится при механическом перемещении тигля
относительно н агр ев ате л я печи или наоборот, то желательно созда­
ние изотермических о б л астей с перепадом температуры между ни­
ми. Одна область выше, а др угая —
ниже температуры плавления вещест­
в а (рис. 4.3, а). Такое распределение
температуры в печи позволяет прово­
дить отжиг выращиваемого кристал­
л а. Ступенчатое распределение темпе­
ратуры достигается при использова­
нии двухзонных печей с раздельным
регулированием температуры и хоро­
шей теплоизоляцией меж ду зонами.
Д ля создания изотермической об­
ласти в каждой из зон внутренние
стенки печи изготовляются из тепло­
Ри с. 4,3. Расп ределен и е т е м п е ­
р а т у р ы в печах д л я в ы р а щ и в а ­
проводящего материала. М ежду зона­
н и я кри сталлов м е то д о м н о р ­
ми устанавливаются тепловые экраны
м ал ьн о й направленной к р и с т а л ­
с отверстиями для перемещения тиг­
лизации
л я . Для уменьшения теплообмена
м еж д у зонами ж ел ател ь н о , чтобы материал тигля обладал меньшей
теплопроводностью.
Если выращ ивание кр и стал л о в производят без механического
перемещения ти гля за сч ет общего снижения температуры печи, то
распределение тем п ер ату р ы должно быть таким, к а к изображено
на рис. 4.3, б. О бласть с максимальной температурой создается в
средней части печи, а с минимальной — у ее конца. Понижение
тем пературы приводит к перемещению изотермы роста к средней
части печи. Д л я у с т р а н е н и я асимметрии теплового поля печи реко­
м ен дуется производить в р ащ ен и е тигля при его опускании.
Метод нормальной направлен ной кристаллизации имгет важное
значение д ля получения к р у п н ы х монокристаллов ряда полупровод­
никовых и д и эл ектр и ч ески х материалов. Это обусловлено тем, что
разм еры кристаллов, п о л у ч а е м ы х данным методом, в ряде случаев
превосходят разм еры к р и с т а л л о в тех же материалов, получаемых
други м и методами. К р и с т а л л ы корунда А120 3 выращивают в мо­
либденовых ти гл ях со с к о р о с т ь ю 10 мм/ч при температуре 2037 °С
и в ак у у м е 10~1 П а. М етодом вертикальной направленной кристалли­
зации (методом Б р и д ж м е н а) с использованием затравки в настоя­
щ ее время выращ иваю т к р и с тал л ы диаметром до 200 мм и длиной
Скорость
выр ащ и ­
вания,
мм/ч
Тем пера­
ту р а
плавле­
ния, °С
до 300 мм. Плотность
дислокаций в таки х кри­
сталлах не превышает
М атер и ал
М атер и ал
кристалла
тигля
102 см-2 . Методом же
горизонтальной
нор­
мальной направленной
2037
Молибден
10
кристаллизации (суще­ А12о 3
ственно
развитым
»
1975
^ з А 1 60 1 2
2
Х .С . Багдасаровым) по­ 0 б з 0 а 50 ] г
Иридий
1825
2
лучают монокристалли»
РеА120 4
1790
10
ческие пластины корун­
П л ат и н а
1685
2
да толщиной 30 мм и \ Т е 0 3
1
Графит
1392
площадью 300 х 300 мм2. С а р 2
Основным недостат­ 1лР
870
3
П латина
ком рассмотренного ме­
тода
является
труд­
ность получения совершенных кристаллов из-за всегда имеющихся
различий в температурных коэффициентах линейного расширения
выращиваемого кристалла и ти гл я. Некоторые примеры м атериа­
лов, кристаллы которых выращ иваю т методом нормальной направ­
ленной кристаллизации, приведены в табл. 4.1.
М е т о д ы в ы т я г и в а н и я к р и с т а л л о в из р а с ­
п л а в о в . Данные методы в настоящее время являю тся наиболее
распространенными при промышленном производстве больших
монокристаллов полупроводниковых и диэлектрических м атериа­
лов с контролируемыми и воспроизводимыми свойствами. Принцип
метода вытягивания кристаллов из расплавов впервые был предло­
жен Чохральским в 1916 г. Сейчас уж е сущ ествует значительное
количество различных модификаций данного метода, однако всех
их объединяют под общим названием м ето д Чохральского.
л Суть метода заключается в следующем. Исходный м атериал (в
виде порошка или кусков поликристаллов), прошедший стадию
тщательной очистки, загруж аю т в тигель и нагреваю т до расп лав­
ленного состояния. Процесс проводится в герметичной кам ере в
в ак уум е или в нейтральной (инертной), окислительной или восста­
новительной атмосфере. Затем затравочный кристалл размером в
несколько миллиметров, установленный в охлаждаемый кристаллодерж атель и ориентированный в нужном кристаллографическом
направлении, погружается в р асп лав. После частичного оплавления
конца затравки и достижения определенного температурного реж и­
ма начинается вытягивание таки м образом, чтобы кристаллизация
расплава происходила от затравочного кристалла. Д иам етр крис­
талла регулирую т подбором скорости вытягивания или нагревом
расплава, а такж е обоими ф акторами одновременно.
Рассмотрим основные стадии технологического процесса вы ра­
щивания монокристалла.
Непосредственно перед началом выращивания кристалла произ­
водят вы дер ж ку расплава при температуре несколько выше темпе­
ратуры плавления. Т ак ая вы дер ж ка необходима для очистки рас­
плава от ряда летучих примесей, которые, испаряясь из расплава,
осаж даю тся на холодных частях камеры. После такой очистки рас­
плава производят прогрев затр авки путем выдержки ее над распла­
вом при возможно более высоких температурах. Эта операция необ­
ходима д л я того, чтобы предотвратить тер­
моудар в момент контакта холодной затрав­
ки с поверхностью расплава. Термоудар
затр авки приводит к существенному уве­
личению в ней плотности дислокаций, ко­
торые прорастают в выращиваемый кри­
сталл, ухудш ая его структурное совершен­
ство. Кроме того, качеству затравки уде­
ляю т особое внимание, поскольку ее струк­
турное совершенство во многом опреде­
л яет совершенство выращиваемого кри­
сталл а. Затравки вырезают из монокри­
сталлов с минимальной плотностью дисло­
каций. Поверхностные нарушения, возник­
шие при вырезке, удаляю т химическими
травлением и полировкой. Сечение затрав­
Рис. 4.4. С х е м а вы ращ и ­
ва н и я к р и с тал л а мето­
ки (имеющее форму квадрата или треуголь­
до м в ы т я г и в а н и я из р а с ­
ника) должно быть минимальным, посколь­
плава:
к у плотность дислокаций, наследуемых вы­
/ — з а т р а в к а ; 2 — шейка
к р и с т а л л а ; 3 — фронт кри ­
ращ иваемым монокристаллом, пропорцио­
ста л л и з ац и и ;
4 — переох­
нальна отношению площадей затравки и
л а ж д е н н а я область р асп ла­
в а ; 5 — ти ге л ь ;
6 — нагре­
выращиваемого на ней монокристалла.
ватель
Кроме того, величина термоудара в за­
т р а в к а х малого сечения меньше, чем в затравках большого сече­
ния.
П осле перегрева затравки конец ее погружают в перегретый рас­
плав и частично оплавляю т с целью удаления поверхностных дефек­
тов и загрязнений. При этом граница раздела расплав — затравка
о к азы вается расположенной над поверхностью расплава (рис. 4.4).
Высота расположения границы раздела зависит от степени перегре­
в а р асп л ава и условий теплоотвода от затравки. Высоту цилиндри­
ческого столба расплава можно оценить, приравнивая его вес силам
поверхностного натяж ения, действующим на границе раздела:
2ял7 = Лр>кяг2£,
где г — ради ус столба расп л ава; у — поверхностное натяжение рас­
п л ава; /г — высота столба расп лава (обычно составляет 2—5 мм);
рж — плотность расплава; £ — ускорение силы тяж ести.
При сильном перегреве расп лава происходит разрыв столба при
вытягивании; при слишком низкой температуре расп лава в о кр у г
затравки образуется область переохлаждения, вследствие чего д аж е
при отсутствии вытягивания будет происходить заметное наращ ива­
ние кристалла на затравку. Поэтому вытягивание кри стал ла необ­
ходимо начинать при промежуточной меж ду двум я этими случаям и
температуре, т. е. когда затр а вк а сцеплена с расплавом и рост кри­
сталла еще не происходит.
На начальной стадии вы тяги ван и я после оплавления загр авк и
производят формирование шейки монокристалла, представляю щей
собой тонкий и длинный монокристалл. При этом диаметр шейки
не должен превышать линейного размера поперечного сечения за­
травки, а длина должна составлять несколько ее диаметров. Фор­
мирование шейки производят с одновременным понижением темпе­
ратуры расплава с большой линейной скоростью и соответственно
при больших осевых градиентах температуры. Это приводит к
большому пересыщению вакансиям и области монокристалла вбли­
зи фронта кристаллизации, что при соответствующей кристалло­
графической ориентации затравки облегчает движение и выход
на поверхность кристалла дислокаций, проросших из затр авки .
Д ля этого затравка должна быть ориентирована т а к , чтобы плос­
кости наиболее легкого движ ения дислокаций располагали сь под
возможно большими углами к направлению роста кр и стал ла. Т а­
кими плоскостями в решетке ал м аза являю тся плоскости
После операции формирования шейки осуществляют разращ ивание монокристалла от размеров шейки до номинального диаметра
слитка, т. е. осуществляют вы ход на диаметр. На данной стадии
технологического процесса д л я предотвращения возникновения
термических напряжений и соответственно предотвращ ения у в е ­
личения плотности дислокаций угол разращ ивания необходимо
делать достаточно малым. После выхода на диаметр усл о ви я вы ра­
щивания кристалла стабилизируются с целью получения монокристаллического слитка постоянного диаметра и высокого с тр у к ­
турного совершенства. В едущ ая роль на данном этапе принадлеж ит
тепловым условиям процесса, т а к к а к они определяют градиенты
температуры в кристалле и расплаве, от которых зави сят форма
фронта кристаллизации, размеры переохлажденной области расп ла­
ва вблизи фронта кристаллизации, диаметр и скорость роста кри­
сталла, термические напряжения в нем и др. Теплоотдача в данном
процессе складывается из теплового потока, поступающего к тиглю
от нагревателя, и тепловых потоков, отводимых от р асп л ав а и
кристалла. Соотношение этих потоков определяет форму изотерм
и градиенты температур в выращиваемом монокристалле и р асп л а­
ве. Существенное влияние на процессы теплоотдачи о к азы вает х а ­
рактер атмосферы в камере роста. При выращивании кристаллов
в вак уум е теплоотдача осущ ествляется только путем и злучен и я.
В газовой ж е среде основную роль в теплоотдаче играют конвекц и ­
онные процессы.
В этом случае интенсивность теплопередачи возрастает с увели­
чением давления газа и его теплоемкости. Возрастание тепловых
потерь с поверхности вы тягиваем ого кристалла приводит к возрас­
танию градиентов температуры в кристалле.Для их уменьшения
растущ ий кристалл экранирую т либо подогревают. Градиенты тем­
п ературы (в основном осевой), кроме того, зависят от скорости
кристаллизации вследствие выделения скрытой теплоты кристалли­
зации. С увеличением скорости выращивания осевой градиент тем­
п ературы уменьш ается.
Величины и соотношение радиального и осевого градиентов тем­
п ературы обусловливают форму фронта кристаллизации вытяги­
ваем ого кристалла, который может быть выпуклым в расплав,
плоским и вогнутым в сторону кристалла. Наиболее неблагоприят­
ным д л я выращивания монокристаллов с низкой плотностью дефек­
тов яв л я ется вогнутый фронт кристаллизации, а благоприятным —
плоский фронт кристаллизации. Поскольку на практике обеспечить
его зачастую бывает очень трудно, вытягивание кристаллов прово­
д я т при сл егка выпуклом фронте кристаллизации.
Под действием градиентов температуры в выращиваемом моно­
кри сталле возникают термические напряжения, приводящие к воз­
никновению дислокаций. При этом с увеличением градиентов тем­
п ературы и соответственно термических напряжений плотность
дислокаций в кристалле возрастает.
На процессы роста вытягиваемого кристалла значительное влия­
ние оказы вает характер распределения температуры в расплаве.
При больших градиентах температуры в расплаве в последнем воз­
никаю т конвективные потоки от горячих стенок тигля к более хо­
лодной центральной части расплава. Это приводит к хаотическим
колебаниям температуры и соответственно переохлаждению на
фронте кристаллизации, вследствие чего наблюдается хаотическое
изменение во времени скорости роста кристалла. Колебания ско­
рости роста, в свою очередь, обусловливают образование различ­
ных структурн ы х дефектов и полосчатой неоднородности распреде­
л ен и я примесей в выращ иваемом кристалле (см. § 5.2). Уменьшить
тепловую конвекцию в расплаве можно производя вращение выра­
щ иваемого кристалла, ум еньш ая градиент температуры, а такж е
производя выращивание кристалла в условиях микрогравитации.
У сло ви я возникновения тепловой конвекции можно оценить исполь­
з у я теорию подобия. Опытным путем установлено, что интенсиность
тепловой конвекции становится заметной, когда произведение кри­
териев Грасгофа й г и П рандтля Рг, Р гС г> 1700. Исходя из этого
можно создавать условия д л я подавления тепловой конвекции, что
необходимо для выращ ивания однородных кристаллов.
Уменьшение градиента температуры в расплаве приводит такж е
и к увеличению скорости выращ ивания кристалла. Это следует из
ан ал и за тепловых потоков, сопутствующих росту кристалла.
Тепловой поток, отводимый от растущ его кристалла, ск л ад ы в а­
ется из теплового потока, поступающего из расплава, и количества
теплоты, выделяющейся на границе раздела вследствие кристалли ­
зации. Поток из расплава <2Р пропорционален градиенту тем пера­
туры в расплаве; теплота кристаллизации (2К пропорциональна
скорости роста массы кристалла (равной произведению линейной
скорости роста кристалла V на площадь поперечного сечения
= псР/А и на плотность кристалла р) и удельной теплоте кри сталли ­
зации Ь. Максимально возможная скорость выращивания кристалла
определяется скоростью отвода от него выделяющейся теплоты <50Из условия теплового баланса С2о= Фр“^ к - С учетом того, что С к=
я(22
= — ирь, имеем
,
4
пй2
Яр—0р .
р/.
Скорость роста кристалла можно повысить, сводя к минимуму
градиент температуры в расплаве и соответственно тепловой поток
из него <2Р. При постоянной величине теплоотвода от границы р аз­
дела фаз <20 увеличение диаметра растущ его кристалла дости гается
уменьшением скорости вы тягивания (при постоянстве тем пературы
расплава, определяемой величиной (Зр) либо снижением тем п ер ату­
ры расплава (при постоянной скорости вытягивания). Н а п ракти ке
обычно для управления диаметром кристаллов регулирую т тем пера­
туру расплава, поскольку использование в качестве регулирую щ его
параметра величины V вызывает неоднородность состава кристалли ­
зуемого материал вследствие зависимости эффективных коэффициен­
тов распределения компонентов от скорости кристаллизации. Лю­
бые изменения теплового баланса на границе раздела кристалл —
расплав нарушают установившиеся условия роста и приводят к из­
менениям диаметра выращиваемого слитка, а это сопровождается
возникновением различных стр уктур н ы х дефектов в кристалле. Д л я
стабилизации условий роста современные установки оснащены а в ­
томатизированными системами поддержания температуры н агр ева­
теля, непрерывного контроля диаметром выращиваемого сл и тка,
подъема и вращения тигля и кри стал ла. Управление всеми этими
системами и согласование их осущ ествляется ЭВМ, при этом роль
оператора в процессе выращивания кристалла сведена к м иним ум у.
Процесс выращивания кри стал ла заверш ается отрывом его от
расплава. Перед отрывом диаметр кристалла плавно уменьш аю т,
создавая обратный конус для того, чтобы предотвратить тепловой
удар, приводящий к размножению дислокаций в конечной части
кристалла. При отрыве полной площади сечения кристалла от по­
верхности расплава плотность дислокаций в конечной части слит­
ка может возрасти в 100 раз.
Охлаждение выращенного кристалла производят достаточно
медленно для того, чтобы предотвратить образование в нем терми-
чески х напряжений и дислокаций. Для этого после отрыва моно­
кристалл поднимают на небольшое расстояние над расплавом и
производят медленное сниж ение температуры нагревателя.
Д л я выращивания монокристаллов разлагающ ихся полупровод­
никовых и диэлектрических соединений расплав покрывают слоем
герметизирующей жидкости (толщиной 10— 15 мм), которая препят­
с т в у е т испарению летучего компонента. Вытягивание кристалла
производят из-под слоя этой жидкости, над которой дополнительно
ещ е создают повышенное давление инертного газа. Величина этого
давлен и я в 1,5—2,5 раза долж н а превышать равновесное давление
пара летучего компонента при температуре плавления соединения.
Герметизирующая жидкость должна иметь
плотность, меньшую плотности расплава, и
не долж н а реагировать с материалом тигля и
расплавом выращиваемого кристалла. Ж ела­
тельно, чтобы она была прозрачной и можно
было следить за фронтом кристаллизации ра­
стущ его кристалла. Например, при выращива­
нии монокристаллов фосфида и арсенида гал­
лия в качестве герметизирующей жидкости
Рис. 4.5. С хема в ы р а ­
используется борный ангидрид В2Оя. Темпе­
щ и ван и я
кристаллов
р атур а начала размягчения его составляет
м е то д о м Киропулоса:
450 °С, в расплавленном состоянии он доста­
/ — затравка;
2 — крис­
талл;
3 — тигель; 4 —
точно прозрачен.
расплав
Б лизким к методу вытягивания кристалла
из расп лава является выращивание кристал­
лов м етодом Киропулоса (рис. 4.5). Отличие данного метода заклю­
чается в том, что затр авк а вводится в расплав и далее не вытя­
ги вается, а врастает в него за счет того, что изотерма, соответст­
вую щ ая температуре плавления вещества, перемещается в глубь
р асп л ава. Это может дости гаться охлаждением затравки через
кристаллодерж атель при снижении температуры расплава. Метод
Киропулоса применяется д л я выращивания кристаллов с большим
отношением диаметра к высоте.
Преимущества методов вы тягивания кристаллов из расплава по
сравнению с методами нормальной направленной кристаллизации
следую щ ие. Кристалл растет в свободном пространстве, не испыты­
в ая н икаких механических воздействий со стороны ти гля , при этом
размеры растущего кристалла можно достаточно произвольно из­
м ен ять в пределах конструкции установки. Кроме того, имеется воз­
можность визуально наблю дать за процессом роста вытягиваемого
кри стал ла. Это позволяет сопоставлять результаты исследования
получаемых кристаллов с условиями их выращивания и произво­
дить оптимизацию технологического процесса.
Масштабы применения метода вытягивания кристаллов из рас­
плава можно проиллюстрировать на примере кремния (мировой
вы п уск которого превышает 2 тыс. т в год). Непрерывно совершен­
ствуется технологическая ап паратура. Т ак , если в конце 60-годов
емкость тигля д ля выращивания кристаллов кремния была не б ол ее
1 кг, то в настоящее время она превыш ает 60 кг. За это ж е вр ем я
максимальные габариты выращиваемых кристаллов достигли в д и а­
метре 150—300 мм по длине 1,5—2 м. Одновременно совершенство­
валась стр уктур а выращиваемых кристаллов. Например, кр и стал ­
лы указанны х выше размеров выращ иваю тся практически бездислокационными. Установка для выращ ивания снабжается вы соко­
точными системами регулировки мощности и температуры. При н а­
греве до 1500 °С точность поддержания температуры со ставл яет
± 0,1 °С. Д л я контроля диаметра выращ иваемого кристалла при­
меняются автоматические системы, основанные на измерении д и а­
метра мениска вблизи фронта кристаллизации, прироста веса в ы р а­
щиваемого кристалла и убыли из ти гля массы расплава. И змерение
веса тигля с расплавом на современных технологических устан о вк ах
с помощью электронных весов обеспечивает точность измерения до
0,01 г, что позволяет выращивать кристаллы с точностью п оддерж а­
ния диаметра ± 0,1 мм.
Методами вытягивания из расплава в настоящее время вы ращ и­
вают монокристаллы большинства полупроводниковых м атериалов,
имеющих не слишком высокие давления паров летучего компонен­
та (как, например, у нитридов полупроводниковых соединений гр у п ­
пы А111 Ву). Диэлектрические материалы, монокристаллы которы х
выращивают вытягиванием из расплава, представлены в табл. 4 .2 .
Таблица
М атериал
Т емпер атур а
плавлен ия,
°C
Скорость
р о ст а , мм/ч*
4. 2
Материал
ти гля
Иридий
2100
6
1975
2
»
1650
10
»
C aW 04
1550
10
Родий
M nFe20 4
1500
5
Платина
N a B a 2Nb5Oi5
1450
5
»
1406
5
»
M g A ls 0 4
У зА160 12
LiTaOg
^ Г о,75 В а0 jsN b jO j
LiNbOs
1238
5
»
ZnW 04
1200
10
»
BaCIF
1008
8
»
900
5
B iijS iO jo
KCl
770
5
>
Платина или
фарфор
• Скорости роста указаны д л я в ы т я г и в а е м ы х к ристал лов диаметро м
2 0 мм, к р и ст а лл ы больших диаметров в ы т я г и в а ю т с меньшими скор ос тями.
М е т о д ы з о н н о й п л а в к и . Н аряду с широким приме­
нением методов зонной плавки для глубокой очистки материалов
{см. § 2.2) эти методы являю тся важными и для выращивания моно­
кристаллов полупроводников и диэлектриков. Одним из достоинств
данных методов яв л яется возможность одновременно с выращива­
нием кристаллов достаточно просто осущ ествлять их однородное ле­
гирование (подробнее об этом см. в § 5.2).
На рис. 4.6 схематически показаны простейшие варианты выра­
щивания кристаллов методом зонной плавки. В методе горизонталь­
ной зонной плавки кристаллизуе­
мый материал размещается в ти г­
ле. К материалу тигля в данном
случае предъявляю тся те же тре­
бования, что и в методе нормаль­
ной направленной кристаллизации.
Выращивание кристаллов ме­
тодами зонной плавки осуществ­
ляется с использованием монокристаллической затравки, которая
размещается в одном из концов
тигля. В начальный момент процес­
6)
са расплавленная зона создается
Рис. 4.6. Схема вы р ащ и ван и я кр и ­
на границе затр авка — исходный
с тал л а методом зонной п л авки:
материал. При этом производится
а — горизонтальная зонная п л а в к а ; б —
вер ти кальн ая
бест игельн ая
зонная
частичное расплавление монокрип лавка
(/ — з а т р а в к а ;
2 — крист алл:
3 — расплавленная зона; 4 — исходный
сталлической затравки. Переме­
матер иал ; 5 — стенки герметичной к а ­
щение расплавленной зоны через
меры: 6 — индуктор; 7 — крист аллодер ж а те л ь ; 8 — ти гель)
исходный материал от затравки к
другому концу тигля обеспечивает
рост монокристалла. К числу важных достоинств кристаллизации
методом зонной плавки относится возможность выращивания крис­
таллов без использования тиглей — методом плавающей зоны
(рис. 4.6, б). В этом сл уч ае не происходит загрязнения расплава за
счет растворения в нем материала тигля, а такж е в выращивае­
мом кристалле не возникаю т дефекты вследствие различия коэффи­
циентов линейного расширения кристалла и стенок тигля. Метод
плавающей зоны широко применяется при выращивании особо чис­
ты х монокристаллов полупроводников и диэлектриков, а такж е ма­
териалов с высокой температурой плавления, обладающих в рас­
плавленном состоянии высокой реакционной способностью.
В зависимости от удельного электрического сопротивления ис­
ходного материала формирование расплавленной зоны осуществля­
ется с помощью высокочастотного нагрева, электронно-лучевого
нагрева, сфокусированным излучением источника лучистой энергии.
Высокочастотный нагрев более предпочтителен, поскольку он
обеспечивает эффективное перемешивание расплава и, следователь­
но, выравнивание его состава.
Движение зоны вдоль образца осущ ествляется его перемещением
относительно источника н агрева или перемещением источника на­
грева относительно образца.
В методе бестигельной зонной плавки расплавленная зона удер­
ж ивается в образце от вы ливания силами поверхностного н атяж е­
ния. Форма ее обусловлена соотношением сил гидростатического
давления и поверхностного натяж ения расп лава. М аксимальная
высота расплавленной зоны, при которой она еще остается стабиль­
ной, тем больше, чем больше величина отношения поверхностного
гН
У/
ЕЙ
'р
*)
Рис. 4.7. Этапы процесса вы ращ ивания к р и с тал л а
бестигельной зонной плавкой, ко гда д и ам етр и н д у к ­
тора меньше д и а м е т р а
проплавляемого с т е р ж н я
( » 1, ^2 — скорости д в и ж е н и я стер ж н я
и затравки
со о т ветствен н о):
а — создание капли р а с п л а в а ; б — смачивание з а т р а в к и ; в —
выход на диаметр; г — выращив ание кри ст алла постоянного
д и а м ет ра
натяжения расплава к его плотности. Увеличить высоту и соответ­
ственно диаметр расплавленной зоны можно возбуждением в распла­
ве поддерживающей электродинамической силы, в частности путем
пропускания тока через образец, расположенный в магнитном поле.
Сила пропорциональна произведению напряженности магнитного
поля на ток в расплаве. Поддерживающие силы возникаю т такж е
в результате взаимодействия приложенного высокочастотного
электромагнитного поля с вихревыми токами в расплаве.
Существенно повысить диаметр монокристалла, выращиваемого
бестигельной зонной плавкой, можно путем использования индук­
тора, диаметр которого меньше диаметра проплавляемого стержня.
Метод заключается в следующем (рис. 4.7): стерж ень 4, который
подвергается переплавке, закреп ляется в верхнем держ ателе. Со­
осно с верхним держателем снизу располагается монокристаллическ ая затравка 1. На нижнем конце стержня при помощи индуктора 2
создается капля расплава 3, которая удерж и вается на стержне за
счет сил поверхностного н атяж ен и я. К образовавш ейся капле под-
водится затр а в к а до соприкосновения с расплавом и полного ее
см ачивания. Д ал ее индуктор перемещается относительно стержня
вверх, в результате чего под индуктором расплав кристаллизуется
на з а т р а в к у , образуя монокристалл, а над индуктором стержень
р асп л авляется. Верхний и нижний держатели вращаются в про­
тивоположных направлениях, что способствует перемешиванию
расплава и выращиванию кри сталла цилиндрической формы.
Принципы получения бездислокационных монокристаллов та­
кие ж е, к а к и при вытягивании монокристаллов из расплава. При­
менение данного метода в технологии
кремния позволило увеличить диаметр
выращ иваемых монокристаллов от 20—
25 мм при обычном методе вертикаль­
ной бестигельной зонной плавки (см.
рис. 4 .6 , б) до 100 мм при использова­
нии индуктора, диаметр которого мень­
ше диаметра проплавляемого стержня.
Перспективным вариантом бестигель­
ной зонной плавки является метод выра­
щ ивания монокристаллов с пьедестала
(часто его называют гарнисажным м е т о ­
дом Чохральского). Данный метод заклю ­
чается в создании расплава на верхнем
Рис. 4.8. С х е м а метода бесторце переплавляемого стержня боль­
тигельного
выращ ивания
шого диаметра (пьедестала) и вы тяги ва­
кр и с тал л а с пьедестала:
ния из него кристалла на затр авку
/ — п ь ед ест а л ;
2 — индуктор;
3 — ра с п лав ; 4 — выращив аемый
(рис. 4 .8 ). По сравнению с бестигельной
к р и ст а л л
зонной плавкой в этом случае расплав
более устойчив, однако при выращивании
кристаллов большого диаметра в данном методе трудно обеспечить
необходимую глубину расплава. Кроме того, из-за трудности уп­
равления тепловыми полями в данном методе очень сложно управ­
л ять фронтом кристаллизации выращиваемого кристалла и вслед­
ствие этого выращ ивать бездислокационные кристаллы. Достоин­
ством этого метода является возможность получения монокристал­
лов с высокой однородностью распределения примеси по длине и по
поперечному сечению (см. § 5 .2).
Рассмотренные бестигельные методы выращивания монокристал­
лов имеют особенно важное значение для тугоплавких полупровод­
никовых и диэлектрических материалов. В этом случае существен­
ным препятствием при выращивании кристаллов может оказаться
химическое взаимодействие расп лава с контейнером. Однако при
использовании рассмотренных методов часто бывает трудно обеспе­
чить вы сокую тепловую энергию в зоне, необходимую для плавле­
ния туго п л авки х материалов. Р азогрев веществ до температуры
плавления в этом случае может быть обеспечен улучшением подвода
тепловой энергии к образцу путем увеличения отношения площади
поверхности расплава к его объему. Это может быть достигнуто соз­
данием на поверхности затравки расплавленного слоя, удерж и ваем о­
го силами поверхностного н атяж ен и я. Одним из вариантов данного
метода является расплавление вершины затравочного кристалла в
пламени. С помощью нескольких кислородно-водородных грелок на
верхнем торце вертикально расположенной затравки , закреплен­
ной на вращающемся штоке, создается тонкий слой расплава
(рис. 4.9). Из вибробункера, расположенного над затравкой , на
поверхность расплавленного слоя подается поток очень мелких час­
тиц исходного компонента, которые успевают сильно разогреться
или даж е расплавиться при прохождении через пламя горелки. З а­
травочный кристалл с образовавш имся в пламени
—|
слоем расплава опускают с небольшой скоростью,
нижние слои расплава кристаллизую тся на затр авк у,
в результате формируется монокристалл. При этом
толщина расплава в течение процесса остается при­
мерно постоянной.
Рис. 4.9. С хема выращивания к р и с т а л л а методом
плавления (метод В е р н ей л я ):
пламенного
/ — выращив аемый кристалл; 2 — ра с п л а в ; 3 — пламя; 4 — тр уб ка д л я
подачи порошка исходного матери ала и кислорода; 5 — тр уб ка д л я
подачи в одорода
1
11
Данный метод часто назы вается методом Вернейля, так к а к был
впервые им применен для выращ ивания монокристаллов сапфира.
Метод пламенного плавления применяется для выращ ивания крис­
таллов материалов, химически стабильных в услови ях пламени;
в настоящее время он существенно модифицировался. Т ак , д ля вы­
ращивания кристаллов материалов, химически неустойчивых в
пламени, применяются радиационный и плазменный виды нагрева;
для стабилизации потока исходной шихты иногда используется
не смесь порошков, а газообразная или ж и дкая смесь исходных
компонентов, например в виде их металлоорганических соединений.
Основными недостатками этого метода являю тся трудность уп ­
равления распределением температур вдоль слитка и наличие вы­
соких градиентов температуры вблизи фронта кристаллизации. Это
приводит к возникновению в кристаллах высоких остаточных на­
пряжений и соответственно достаточно больших концентраций де­
фектов. Кроме того, трудно обеспечить постоянство температуры
расплава и скорости подачи исходного материала, что приводит к
росту кристаллов, неоднородных по составу.
Рассмотренный метод в настоящ ее время используется для выра­
щивания кристаллов сапфира, рубина, рутила , оксида циркония,
оксида иттрия, никелевого феррита и других материалов.
Выращивание кристаллов из растворов. Преимуществом методов
выращивания кристаллов из растворов является то, что процесс
139
проводится при значительно более низких температурах, чем крис­
талли зац и я из чистых расплавов. Это позволяет выращивать криссталлы веществ, имеющих очень высокую1 температуру плавления
(например, алмаза); соединений, имеющих при температуре плавле­
ния очень высокое давление пара компонентов или плавящ ихся с
разлож ением; кристаллы вещ еств, имеющих высокую вязкость
расп лава (например, 5Ю 2); кристаллы низкотемпературных поли­
морфных модификаций. Кроме того, низкие температуры процесса
зачастую позволяют получать более чистые и совершенные по
с тр у к тур е монокристаллы.
В соответствии с этим растворитель должен удовлетворять сле­
дующим требованиям: существенно снижать температуру процесса
выращ ивания кристалла и при этом иметь достаточно малое давле­
ние собственных^ паров; не загр язн ять выращиваемый кристалл,
т. е. иметь малый коэффициент распределения; желательно, чтобы
его атомы в кристалле являли сь нейтральной примесью. Подобрать
растворитель, удовлетворяющий всем сформулированным требова­
ниям, очень трудно. Различаю т следующие случаи: 1. Растворите­
лем с л у ж а т вещества, не входящ ие в состав выращиваемого кристал­
л а (например, вода в случае выращивания кристалла ЫаС1; Ир в
случае выращивания кристалла ВаТЮ 3). 2. Растворителем служит
один из компонентов выращ иваемого соединения (например, в а в
случае выращ ивания кристаллов ОаР). В первом случае выращен­
ные кристаллы содержат в качестве примесей все компоненты раст­
ворителя, вклю чая остаточные примеси в нем. Поэтому получаемые
кристаллы будут иметь невысокую степень чистоты. Во втором слу­
чае, поскольку в растворе отсутствую т посторонние вещества, чис­
тота выращ иваемых кристаллов определяется только чистотой ком­
понентов, входящ их в состав раствора.
При кристаллизации из раствора процесс роста кристалла скла­
ды вается из стадий: растворения исходных компонентов; диффузии
их через ж идкую фазу раствора к фронту кристаллизации; осажде­
ния на фронте кристаллизации; рассеяния теплоты кристаллизации.
Если при выращивании монокристаллов из собственного расплава
лимитирующей стадией процесса является рассеяние теплоты крис­
таллизации, то при росте из раствора самый медленный этап, как
правило, диффузия растворенного кристаллизующегося вещества к
фронту кристаллизации. Из-за этого линейная скорость роста крис­
таллов из растворов на два-три порядка меньше скорости роста из
собственных расплавов (составляет 10~^— 10—2 см/ч). Интенсифи­
цируя массоперенос в растворе (например, проводя процесс в усло­
ви ях конвективной диффузии или электропереноса), можно повысить
скорость роста кристаллов, однако при этом может происходить за­
хват частичек раствора растущ им кристаллом, в результате чего
качество структуры кристаллов будет ухудш аться.
При очень низкой растворимости исходных компонентов в раст­
ворителе скорость массопереноса будет очень мала, соответственно
будет мала и скорость роста кристалла (десятые-сотые доли милли­
метра в сутки), что часто экономически нецелесообразно. Поэтому
для повышения растворимости кристаллизуемого вещ ества в раст­
вор добавляют компоненты, которые реагируют с этим веществом.
Эти компоненты обычно называю т минерализаторами (комплексообразователями). Минерализатор повышает растворимость благо­
даря образованию новых ассоциатов растворенного вещ ества, отли­
чающихся от существующих в чистом растворителе.
Методы выращивания монокристаллов полупроводников и ди­
электриков из растворов в основном различают по способу создания
пересыщения кристаллизуемого вещества в растворе: испарением
растворителя; созданием перепада температур м еж ду источником
кристаллизуемого вещества и затравкой ; кристаллизацией в эл ект­
рическом поле; медленным охлаждением насыщенного раствора;
зонным плавлением при наличии температурного градиента, при­
ложенного ко всему образцу. П ервые три метода являю тся изотер­
мическими, т. е. фронт кристаллизации в течение всего процесса
роста кристалла находится при постоянной температуре. К ристал­
лизация в изотермических усло ви ях позволяет обеспечить лучший
контроль параметров выращ иваемого кристалла, зависящ их от
температуры процесса. Т ак, если коэффициент распределения при­
месей или компонентов зависит от температуры, то кристаллы , полу­
чаемые изотермическими методами, будут более однородными.
Выращивание кристаллов из растворов можно производить безспециально вводимых затравок, путем спонтанного образования и
роста центров кристаллизации (массовая кристаллизация) или конт­
ролируемым ростом на затр авк е.
В наиболее простом сл учае, при массовой кристаллизации, пере­
сыщение, необходимое для зарож дения и роста кристаллов, создают
испарением растворителя либо медленным охлаждением насыщен­
ного раствора. Диапазон скоростей охлаждения в зависимости от
объема, концентрации раствора и температуры начала кри сталли за­
ции достаточно широк и составляет от десятых долей гр ад уса до не­
скольких градусов в час. В этом случае вследствие самопроизволь­
ного образования центров роста невозможно контролировать про­
цесс роста индивидуальных кристаллов. В результате при массовой
кристаллизации получают сравнительно мелкие кристаллы , сильно
различающиеся по размерам и морфологическим особенностям д а ­
ж е в пределах одной партии. Т аки е кристаллы имеют сравнительно
высокую концентрацию дефектов и обладают сущ ественно неод­
нородным характером распределения примесей. По этим причинам
метод массовой кристаллизации не может считаться перспективным
для управляемого получения крупны х, совершенных и однородных
монокристаллов полупроводниковых и диэлектрических м атериа­
лов. Значительно большие перспективы имеют методы вы ращ ивания
кристаллов с использованием затравок. Выращ ивание круп ны х
монокристаллических слитков из растворов на затр а в к ах произво­
дится методами, аналогичными кристаллизации из собственных рас­
плавов: нормальной направленной кристаллизацией, вытягиванием
из раствора, зонной перекристаллизацией. Однако технологическая
ап п аратура в этих^ случаях услож няется устройствами для обеспе­
чения равномерной подачи исходных материалов в зону кристалли­
зации.
Важнейш им методом выращ ивания кристаллов из растворов яв­
л яется м е то д зонной плавки с градиентом тем пературы , впервые
предложенный в 1955 г. Пфанном (рис. 4.10). М ежду затравкой 1 и
исходным материалом 3 раз­
мещается тонкий слой вещест­
ва растворителя 2 . Собранные
таким образом компоненты
располагаются в печи, темпе­
ратурное распределение в ко­
торой имеет вид, изображен­
ный на рис. 4.10, б.
М аксимальная температуРа Т шах системы устанавли­
вается меньшей температуры
ту
плавления вещества А , а
минимальная
температура
Рис. 4.10. С хе м а выращивания к р и с т а л ­
л а зонной плавкой с градиентом т е м п е ­
Т'шш — выше
температуры
р атур ы :
плавления’ эвтектики А — В.
о — у ч а сто к д и а гр а м м ы состояния си стем ы А
Растворитель В, находясь в
(к р и ст а л л и з уем ы й
материал) — В (р а ст в о р и ­
т е л ь ) ; б — распределение температу ры по д л и ­
контакте с веществом А , об­
не об разца ( / — затр а вк а матери ал а А- 2 —
зона ж и д к о г о раствора А—В; 3 — исходный
разует жидкую фазу, распро­
материал А)
страняющуюся горизонтально
в обоих направлениях. Раст­
ворение вещ ества А будет происходить до тех пор, пока грани­
цы зоны не достигнут температур Т 1 и Т2, соответствующих состоя­
нию равновесия системы Л— В. При этом равновесная концентрация
вещ ества А у правой границы оказы вается выше равновесной кон­
центрации у левой границы. В расплавленной зоне устанавливается
градиент концентрации вещ ества А и происходит диффузионный пе­
ренос его от нагретой к холодной границе зоны. Это, с одной сто­
роны, приводит к образованию пересыщения и процессу кристалли­
зации у «холодной» границы, а с другой стороны, к образованию
ненасыщенного раствора и растворению вещества А у «горячей»
границы зоны. В результате расплавленная зона под действием гра­
диента температуры перемещ ается к более нагретому концу об­
разц а.
Перемещение расплавленной зоны в поле градиента температу­
ры приводит к изменению в ней концентрации растворителя в соот­
ветствии с линией ли кви дуса. Количество растворителя В в зоне
ум ен ьш ается такж е и за счет его растворимости в твердой фазе А.
Вследствие этого по мере перемещения длина зоны может возрас­
тать или уменьшаться в зависимости от преобладания одного из
этих факторов.
Скорость перемещения расплавленной зоны будет тем выше, чем
больше градиент температуры (дТ1дх) и коэффициент диффузии О
компонента А в жидкости и чем меньше наклон линии ликвидуса
(дТ1дС).
Изменение концентрации растворителя в расплавленной зоне
по мере ее перемещения вдоль слитка приводит к изменению соста­
ва кристаллизуемого вещества в соответствии с линией солидуса.
Выращивание более однородных по со­
г
ставу кристаллов возможно при умень­
шении градиента температуры и выборе
Гг
растворителя В, обладающего очень ма­
лой растворимостью в твердой фазе А.
Выращивание однородных кристаллов
так ж е возможно и при создании распре­
деления температур (рис. 4.11).
В этом случае перемещение расплав­
3
ленной зоны вдоль слитка осущ ествляет­
ся при движении нагревателя относи­
Рис. 4.11. С х е м а в ы р а щ и в а ­
тельно слитка или наоборот. Т ак как
ния к р и с тал л а зонной п л а в ­
температура
фронта кристаллизации
с гр адиен том т е м п е р а ­
остается постоянной в течение всего ткой
уры при вы р а щ и ва н и и о д ­
процесса, то состав кристаллизуемого
нородных кр и с та л л о в:
вещества А такж е не изменяется.
/ — кристалл м а т е р и ал а А\ 2 —
ж и д ко го р ас тв ор а А—В;
Выращивание кристалла в изотерми­ ¿зона
— исходный м атери ал А; 4 —
д в у х з о н н а я печь
ческих условиях можно производить и
путем кристаллизации в электрическом
поле, пропуская электрический ток через зону раствора. В этом с л у ­
чае пересыщение раствора на фронте кристаллизации создается за
счет электромиграции ионов и за счет эффекта П ельтье. Н аправление
тока через данную систему источник — раствор — подложка выби­
рается таким, что на границе раздела источник — раствор теплота
Пельтье выделяется, а на границе раствор — подложка она погло­
щ ается. Под действием теплоты Пельтье происходит растворение
слоя источника, толщина которого определяется количеством вы де­
лившейся теплоты. В то ж е время на другой границе раздела темпе­
ратура понижается и раствор становится пересыщенным. Т а к а я
кристаллизация в электрическом поле позволяет несколько понизить
температуры введения процесса, что является достоинством данного
метода.
Т ак ж е как и в случае собственных расплавов, выращ ивание кри­
сталлов методом зонной плавки с температурным градиентом может
проводиться в тиглях при горизонтальном движении зоны или бестигельным методом при ее вертикальном перемещении.
На примере выращивания монокристаллов кварц а рассмотрим
метод выращивания кристаллов на затравках в услови ях градиен|ОО.ООООООООО!
10000,00000001
та температур, имеющий важнейш ее промышленное значение.
В качестве растворителя кварца в данном методе используется
вода. Д л я увеличения растворимости и соответственно эффективно­
сти процесса выращивание кристаллов производят при повышен­
ных температуре и давлении в присутствии минерализатора, в ка­
честве которого чаще всего используется раствор К'аОН. Методика
выращ ивания кристаллов кварц а в таких гидротермальных уело-виях заклю чается в следующем: мелкодисперсный порошок исход­
ной шихты а-квар ц а засы пается на дно реактора—автоклава, в
верхней части которого подвешиваются ориентированные соответст­
вующим образом затравки а -к в ар ц а. Часть объема автоклава (обыч­
но 0 ,8) заполняется щелочным раствором, например 0,5 М №ОН.
А втоклав размещается в двухзонной печи в вертикальном положе­
нии. Н и ж н яя часть авто клава, содержащая исходный порошок, на­
ходится в более высокотемпературной области по сравнению с верх­
ней частью — зоной роста. При увеличении температуры до зна­
чения, меньшего 374 °С (критическая температура воды), уровень
раствора повышается и полностью заполняет рабочий объем. Д ав­
ление внутри автоклава определяется температурным полем и на­
чальной степенью заполнения его раствором. При температуре ниж­
ней зоны 400 °С, верхней зоны 350 °С и давлении в автоклаве 200 МПа
скорость роста монокристаллов а-кварц а в направлении оси [0001]
может достигать 2 мм/сут. Пересыщение у фронта кристаллизации
создается за счет конвекционного переноса раствора, насыщенного
при температуре 400 °С, в зону роста, где при температуре 350 °С
он становится пересыщенным. Данным методом в настоящее время
выращ иваю т самые крупные и совершенные монокристаллы квар­
ца.
Выращ ивание кристаллов различных веществ гидротермальным
методом оказы вается возможным при выполнении основных требо­
ваний: 1) выбор растворителя, температуры и давления процесса,
при которых достигается достаточная растворимость вещества
(к а к правило, 2—5 %) и сохраняется термодинамическая устой­
чивость кристалла; 2) для обеспечения эффективной конвекции в
ав то к л ав е температурный коэффициент плотности раствора дол­
ж ен быть достаточно большим, чтобы растворение не ограничивало
скорости роста кристалла; 3) исходный материал должен быть при­
готовлен в виде, обеспечивающем отношение полных площадей
поверхностей исходной шихты и затравок равным примерно пяти;
4) авто клав (реактор), изготовленный из некорродируемого мате­
ри ала, должен выдерживать рабочие давления и температуры.
При выращивании кристаллов кварца автоклав изготовляется
из стали, а для других веществ используются внутренние вкладыши
из благородных металлов.
Кроме кварца гидротермальным методом выращиваются крупные
кристаллы других соединений, таки х, как сапфир, рубин, оксид
ц инка, иттрий — железистый гранат и др.
Рассмотренные принципы и методы выращ ивания кристаллов из
растворов широко используются в технологии полупроводниковых
приборов для получения эпитаксиальных слоев.
§ 4.3. ПОЛУЧЕНИЕ К РИ С Т А Л Л О В ИЗ ГА ЗО ВО Й ФАЗЫ
Выращивание кристаллов из газовой фазы осуществляют не­
сколькими методами, которые условно можно объединить в две груп ­
пы: методы, основанные на чисто физической конденсации, и методы,
предполагающие участие химической реакции, продуктом которой
является кристаллизуемое вещество.
В первой группе важнейшим является
метод, основанный на процессе субли­
мации — конденсации, а вторая груп ­
па основана на методах химического
синтеза в зоне кристаллизации за счет
разложения (или восстановления) га­
зообразных химических соединений и
химического транспорта.
Среди монокристаллов важнейших
материалов электронной техники, по­ Рис. 4.12. Схемы за м к н у т ы х и
лучаемых газофазными методами, в проточных систем для в ы р а ­
из газовой
первую очередь следует назвать соеди­ щ и ва н и я кристаллов
фазы:
нения А м ВУ|, А,у В У1 и карбид
а — замкнутая
система;
б — про­
точная си стем а (/ — контейнер; 2 —
кремния.
исходное вещество (шихта); 3 — з о ­
Выращивание кристаллов из газо­ на массо вой кристаллизации: 4 —
монокристаллическая з а т р а в к а !
вой фазы, к ак и из ж идких раство­
ров, можно производить при сравни­
тельно низких температурах, существенно ниже температуры плав­
ления материала. Методами выращивания кристаллов из газовой
фазы можно получать кристаллы практически любых вещ еств,
однако наибольшую важность эти методы имеют при получении мо­
нокристаллов тугоплавких материалов, инконгруэнтно плавящ ихся
соединений, а так ж е веществ, склонных к полиморфизму, когда
необходимо получить кристаллы низкотемпературной полиморф­
ной модификации.
Кристаллизацию методом сублимации — конденсации приме­
няют для выращивания кристаллов веществ, обладающих достаточ­
но высоким давлением пара ниже температуры плавления, а т а к ж е
в тех случаях, когда кристаллы этих материалов сложно вырастить
другими газофазными методами (например, вследствие высокой
реакционной способности химических соединений). Выращ ивание
кристаллов методом сублимации — конденсации проводят в зам к ­
нутых (в некоторых случаях «квази зам кн уты х») или проточных сис­
темах (рис. 4.12).
Зам кнутая система проще всего может быть создана в отпаянной
кварцевой ампуле. Д ля тугоплавки х веществ м огут быть использова-
ны запаянные тигли из корунда или тугоплавких металлов, но в
ряде случаев эти материалы не могут быть использованы для соз­
дания тиглей из-за химического взаимодействия с компонентами
кристаллизую щ егося вещества. Тогда тигли делают из других ма­
териалов (например, графита, стеклоуглерода) негерметичными, но
так , чтобы скоростью утечки паров из тигля можно было прене­
бречь. Такие системы называют квазизамкнутыми.
В зависимости от газовой среды массопередача в замкнутых си­
стемах осущ ествляется молекулярными пучками (в вакуум е) либо
молекулярной или конвективной диффузией.
При выращ ивании кристаллов в проточных системах пары исход­
ного вещества переносятся в зону кристаллизации потоком инерт­
ного газа.
Методы кристаллизации с участием химической реакции (ме­
тоды химического транспорта и разложения или восстановления хи­
мических соединений) применяют для выращивания кристаллов ве­
ществ с малой величиной давления собственных паров ниже темпе­
ратуры плавления или веществ, существенно нарушающих свою
стехиометрию в процессе сублимации. Выращивание кристаллов
методом химического транспорта производят в замкнутых или квазизамкнутых системах; методом разложения (или восстановления)
газообразных химических соединений — в проточных системах.
Во всех методах выращивания кристаллов из газовой фазы мож­
но производить к а к при спонтанном образовании центров кристал­
лизации (например, на стенках реактора), так и при использовании
затравок (рис. 4 .12 ). При спонтанной кристаллизации размеры полу­
чаемых кристаллов с точки зрения их промышленного использова­
ния невелики. Это обусловлено малыми скоростями роста кристал­
лов из газовой фазы (десятые-сотые доли миллиметра в час), труд­
ностями уп равлени я зарождением кристаллов (особенно при мас­
совой кристаллизации), сложностями стабилизации условий выра­
щивания в течение длительного времени и др. В отсутствие затравок
в зависимости от условий кристаллизации (пересыщения, примесей,
газодинамики) образую тся игольчатые кристаллы, пластинчатые или
поликристаллические сростки. Одной из разновидностей игольча­
тых кристаллов являю тся тонкие гибкие «усы», для которых х а­
рактерно соотношение длины и толщины порядка 1000. Однако
практическое применение таких кристаллов в электронной технике
носит пока эпизодический характер. Это связано с тем, что в усло­
виях массовой кристаллизации невозможно строго контролировать
условия роста и морфологию индивидуальных кристаллов, а отсю­
д а — большие различия одновременно выросших кристаллов по гео­
метрическим разм ерам, по степени совершенства структуры , а
такж е по содержанию примесей.
В ряде сл уч аев, используя беззатравочную кристаллизацию, у д а ­
ется получать достаточно крупные монокристаллы (рис. 4.13). Ве­
щество, подлежащ ее переклисталлизации через газовую фазу (суб­
лимацией — конденсацией или с помощью обратимых химических
транспортных реакций), помещают (совместно с реагентом-переносчиком) в кварцевую ам п улу, верхняя часть которой оттянута в
виде конуса. В конусе принимают меры для обеспечения преимуще­
ственного роста одного из нескольких спонтанно образующихся
зародышей кристаллизации. А мпулу затем протягиваю т через печь
с температурным градиентом, при этом конус вводят первым в зону
наиболее высокой температуры, а это
очищает внутреннюю поверхность ам ­
пулы за счет уноса основной части
кристаллических зародышей, нахо­
дившихся на стенках, например в ви­
де пыли исходной загр узк и . При
дальнейшем перемещении ампулы в
зону наивысшей температуры попа­
дает нижний конец ампулы, при этом
конус оказывается менее нагретым.
В это время начинается процесс суб­
лимации — конденсации или химиче­
ского переноса с осаждением вещества
в верхней части ампулы. Острый ко­
а)
В)
5)
нус ампулы способствует росту кри­
сталла лишь от одного из возникших
Рис. 4.13. В ы р ащ и ван и е кри­
сталла с использованием хими­
зародышей кристаллизации. Д руги е
кристаллические зерна выклиниваю т­ ческой транспортной реакции в
ампуле, подвешенной в печи с
ся. Этим методом в р яде случаев
проволочным
нагревател ьн ы м
удается вырастить достаточно к р уп ­
эл ем ен том :
ные монокристаллы, однако трудно­ а — темп е ра ту рн ы й профиль по выпечи; о — положение ампулы
сти выращивания кристаллов с задан ­ соте
в начале в ы т я г и в а н и я ; в — да ль н е й ­
ш ая с т а д и я процесса
ной ориентацией затрудняю т его ши­
рокое использование.
Контролируемое осаждение пара на затравочный кристалл по­
зволяет осуществить выращивание достаточно крупны х (до 100 мм
в диаметре) кристаллов с контролируемым химическим составом и
стехиометрией. Схему процесса, позволяющую регулировать в
процессе роста стехиометрию монокристаллов химических соедине­
ний, рассмотрим на примере получения монокристаллов селенида
ртути HgSe (рис. 4.14). Исходную загр узк у поликристаллического
материала загруж аю т в тигель 1 кварцевой ампулы 2. В верхней
части ампулы помещается монокристаллическая затр а в к а 3. Н а­
грев ампулы до температуры сублимации соединения производится
в печи 4. Температурный режим на поверхности затр авки задается
разностью температур печей 4 и 5, которые, перемещ аясь, создают
необходимый температурный градиент на границе кристалла и па­
ровой фазы. В кварцевый отросток 6 помещают лодочку 7 с ртутью
, или селеном. Регулируя тем п ературу печи 8 , создают необходимый
состав паровой фазы внутри ампулы 2 . Скорость роста и качество
получаемых таким образом монокристаллов зависят от разности
тем ператур затравки Т 1 и источника паровой фазы Т 2, а такж е от
скорости перемещения печей. Состав и стехиометрию получаемого
монокристалла можно изменять регулировкой температуры Тя.
М онокристаллы селенида ртути с концентрацией носителей заряда
1017 см-3 получают при
XI
следующих
условиях:
Тх = 230+ 260 °С, Тг =
= 300+ 330 °С,
Т3 =
г-= 250+ 350 °С.
Хотя скорости кри­
сталлизации вещества из
газовой фазы могут быть
такими ж е, к ак и при
кристаллизации из рас­
плава, однако в реаль­
ных условиях процесс
кристаллизации ограни­
чен скоростью процесса
массопереноса в газовой
фазе. Обычно скорость
роста монокристаллов из
газовой фазы составляет
10 *2— 1 мм/ч, что на не­
сколько порядков ниже,
чем при вытягивании
7 Тг Т,
кристаллов из расплава,
О
например
по методу
Рис. 4.14. У стан о вка для вы р ащ и ван и я моно­
Чохральского. Это свя­
кр и стал л о в из паровой фазы (а) и т е м п е р а т у р ­
зано с тем, что при г а ­
ные профили печей (б, в ) :
зофазном процессе кон­
1 — кв а р ц е в ы й ти гель; 2 — к в а р ц е в а я а м п у л а ; 3 —
з а т р а в к а ; 4, 5 — печи; 6 — к в ар ц ев а я т р у б к а ; 7 — ло­
центрация переносимого
д о ч к а с л ет уч и м компонентом; 5 — н а г р ев а т ел ь для
компонента
вещества в потоке в
ре гул ировки
д а вл е н и я паров лет учего
104—10е раз меньше, чем
концентрация в конденсированной ф азе— расплаве. Таким обра­
зом, 1 см* вещ ества растущ его кристалла доставляется в виде газа,
эквивалентны й объем которого достигает 104— 10е см3.
У величи вая плотность газовой фазы за счет увеличения давления,
вообще говоря, можно повысить скорость массопереноса, но при
этом сл едует иметь в виду следующие особенности, которые рассмот­
рим на примере метода сублимации.
М ассоперенос компонентов от источника пара к растущ ему кри­
сталл у в полости роста радиуса г„ осуществляется конвективной и
м олекулярной диффузией. Решение уравнения Навье — Стокса для
цилиндрической ампулы радиуса га (см. ниже пример 4.1), в которой
вследствие градиента температуры с177(Ьс существует градиент пар­
циального давления с№;/ск, дает следующее выражение д л я объем­
ного потока:
т . -
л
1
йР
,4
----------г°'
8 ц ¿х
где — вязкость газовой фазы.
Массоперенос /-го компонента вследствие молекулярной диффузии равен
л * . г ;,
Р
6х
0
где Ю1 — коэффициент диффузии /-го компонента в газовой фазег — общее давление в полости роста.
’
Из приведенных выражений видно, что в отличие от к о н в ек ­
ции скорость диффузии обратно пропорциональна общему давлению
в системе. В зависимости от соотношения конвективной и диффузионнои составляющих потока в процессе выращивания кристаллов мо­
гут иметь место следующие лимитирующие стадии процесса Пои
низких давлениях (Я < 102 Па) массоперенос идет в режиме м о л е к у ­
лярного пучка и его скорость вел и ка. Лимитирующей стадией про­
цесса будет гетерогенная реакция диссоциативной сублимации на
источнике паров или гетерогенная реакц и я вхождения компонентов
в растущии кристалл (поверхностная кинетика). По мере ув ел и ч е­
ния давления массоперенос из реж има молекулярного потока пере­
ходит в режим молекулярной диффузии, которая и становится лимитирующеи стадией процесса роста. При еще более высоких д а в ­
лениях скорость переноса вещ ества в газовой фазе может оп реде­
ляться комбинацией конвекции и диффузии, что может приводить
к повышению скорости массопереноса из-за конвекции. С л ед ует
отметить сильную зависимость скорости конвективного м ассопере­
носа от радиуса полости роста г4. В обычных экспериментальных
условиях скорость естественной конвекции составляет ~ 1 0 см/с
Дальнейшее повышение давления в ам пуле может приводить к не­
контролируемому зародышеобразованию кристаллов, и п о я в л я е т ­
ся опасность взрыва ампулы. Возможным средством значительного
повышения скорости роста кристаллов из газовой фазы м ож ет бы ть
использование принудительной конвекции (протока) газа-н оси теля
в открытых системах, однако в реальны х высокотемпературных
процессах выращивания монокристаллов прежде всего интенсифи­
цирует процесс естественной конвекции. Д л я этого следует исполь­
зовать ампулы большего диаметра. Это позволяет сдвинуть область
конвективного переноса в сторону более низких давлений, т а к к а к
скорость газового потока увеличивается пропорционально четвер ­
той степени радиуса трубы.
При выращивании кристаллов из паровой фазы предельная ско ­
рость роста может ограничиваться явлением концентрационного
переохлаждения пара, аналогичным концентрационному п ереох­
лаждению многокомпонентных расплавов (см. § 5.2), которое при­
водит к ячеистому или дендритному росту. При конденсации, на­
пример, однокомпонентного пара стабильность поверхности раздела
кри сталл—пар определяется соотношением меж ду парциальным
давлением конденсирующегося вещества Р и давлением насыщенного
п ар а Р 0 в области, примыкающей к поверхности раздела (рис. 4.15).
Рост кристалла происходит при наличии температурного градиента
и связанного с ним градиента Р а для значений х > 0 . При этом кон­
денсация приводит к гради ен ту значений Р. П редполагается, что
на поверхности раздела фаз
Р —Р №
. Поверхность раздела б у­
дет стабильной, если Р < Р 0 для
х > 0, и нестабильной, если
Р > Р„. Из рисунков следует,
что стабильный рост происходит
при условии, если йРа1кх~^АРИх
б)
а)
при х = 0.
На примере СёБ — предста­
Р и с. 4.15. Условия с у щ е с т в о в а н и я с т а ­
бильной (а) и нестабильной (б) по­
вителя важнейшего класса полу­
верхности раздела фаз при росте
проводниковых
соединений
кр исталла из газовой ф а зы
А » В У1 — рассмотрим модель
процесса массопереноса с учетом конвективной и молекулярной
диффузии при выращивании кристаллов методом диссоциативной
сублимации.
В общем случае реакция диссоциативной сублимации соединения
А В п имеет вид
АВ п ( т)
ш(г)
(4.1)
Cd(r) + - j- S 2,r,
(4.2)
Л ( Г ) ‘ 1----------- В
-
В частности, для CdS она сводится к
C dS(T)
Система для роста кристаллов с хорошим приближением может
считаться одномерной. Поверхность роста кристалла имеет коорди­
н ату х = 0 , а источник паров х = 1 . Параметрами системы, подлежа­
щими контролю, явл яю тся: температура источника паров Т ; при
х — 1 \ соотношение парциальных явлений компонентов а (/) при х = 1
а(/ ) = Рд (1)/Рвт (0;
(4.3)
градиент температуры d7Vdx вблизи х —0 (поверхности роста), ско­
рость массопереноса J .
Конвективные составляю щ ие потоков компонентов выражают
как
J l A = w P A/(RT),
mwPBJ ( R T ) ,
(4.4)
J
i b
-
где до — средняя линейная скорость движ ения газового потока к а к
целого; Р л и Р в т — парциальные давлен и я паров компонентов А
и Вт .
Диффузионные составляющие потоков имеют вид
(IV .
•I2А ~ — О А —--- ,
Ах
J 2 В — — ГпБв ------- — .
Ах
гд е О ; — коэффициенты диффузии компонентов А и В\
(4 .5 )
'
— м о л яр ­
ные концентрации.
Молярные концентрации компонентов удобно вы раж ать через
парциальные давления:
У2г = _ 0 <^ 1 ^ — 2 *.
Ах
( 46>
ИТ
Ах
ЯТ*
Ах
Ах
''
'
' ’
Справедливость приведенного приближения обусловлена тем,
что в условиях высоких температур и малых градиентов тем п ер а­
туры, при которых выращивают кристаллы , множители Р,/ (ЛТ^)
и АТ/дх малы.
Суммируя (4.4) и (4.6), получаем вы раж ения для общего потока
каждого компонента:
/?Г
ят
АР*
Ах ’
ти>Рв
тВ
АРв
J в = — —г - --------- - ---------а - .
ЯГ
ЯТ
Ах
(4.7)
V ’
В (4.7) пренебрегают термодиффузионной составляющей п отока,
так к ак обычно в реальных услови ях роста кристаллов разн ость
температур А Т в системе мала, а молярны е массы Л и Б не очень
малы.^ В системах, содержащих, например, водород, термодиффузи­
онный поток может давать заметный в к л а д в общий поток.
Проведя интегрирование этих выражений и исключая п остоян ­
ные интегрирования с помощью граничных условий
Ра = Ра(1) и Р Вт = Р в т {1) при х = 1 ,
(4 8
получаем выражение для парциальных давлений компонентов, в ы ­
раженные через расстояние до источника / и дрейфовую скорость ш:
Ра
(х )
=
РА (/) exp (х — I) — ----- J RT
п
Ja —
da
e x p ( x - l ) — ------ 1 , ( 4 . 9 )
w
Рвт (*) = Р вт (I) ехр (х— 1) — ------ J в -Ш— Гехр (х — /) - 2 --------1 1
ив
та
DB
J
Эти выражения позволяют определить парциальные д а в л е н и я
паров компонентов в любой точке х в зависимости от потока и д р у ­
гих параметров, все из которых определяемы, за исключением w.
Параметр w из (4.9) может быть исключен, если воспользоваться
следующими условиями:
а) вследствие малой разности температур м еж ду концами по­
лости роста разность давления между ними ДР так ж е мала, в прак­
тических случаях ею можно пренебречь (за исключением расчета to)
и считать общее давление в полости роста Р постоянным; тогда
Р т = р А (х ) + P Bjn (х) = const.
(4.10)
В этом случае бинарные коэффициенты диффузии D a и D b бу­
д у т равны и после подстановки (4.9) в (4.10) получаем
P T = ( j A+ J B/m) —
W
;
(4 .П )
б) исходя из стехиометрии реакции диссоциации (4.1) найдем
(4-12)
J A= J B = — J B = J\
т
т
в) связь стехиометрии твердого тела с молярным составом газо­
вой фазы определяется фактором
s=l+-^.
(4.13)
т
В итоге парциальные давления компонентов А и В как функции
расстояний между источником и растущим кристаллом описыва­
ю тся выражениями
Р а (х) — Р а ( 0 ----- —
exp {(x — 1)JRT s /(Pt D)} + P t/s\ (4.14)
S
Р В т ( х) = [PBm(l)— n PT/(ms) | ех р {(x— l) JRTs/(PT D)} + nPTl(ms).
Графическое изображение изменения парциальных давлений
кадм и я и серы, а т а к ж е фактора нестехиометрии а вдоль ампулы при
различных переохлаждениях АТ представлены на рис. 4.16, 4.17.
Парциальные давлен и я Р а и Р в т в любой точке х связаны меж­
д у собой константой равновесия
п/т
рл ( * ) [ р в т (*)}
К т (X) ------------ — 7 — - ------ --- ехР
a A R
гд е
(х )
АЯ
AS
R T (x)
R
■].
(4-15)
а л в п(х) — активность твердой фазы А В п.
В запаянной ам п уле (зам кн утая система) источник при х —I нахо­
дится в твердом состоянии, и поэтому активность а л в п(Л) = 1- ® ПР0'
точной системе в зону источника (т. е. при х = 1 ) можно ввести газы
с разными факторами стехиометричности а (/). Увеличение парци­
альны х давлений приводит к условию алв п (0 > 1 и Делает в03"
можным конденсацию соединения А В п в твердом состоянии, если
Рис. 4.16. Рассчитанные значения парциальных давлений компонентов нестехиометрического С(15 в зависимости от расстояния
до источника д л я разных ДГ
Рис. 4.17. Ф акто р стехиометричности <х(х) д л я СёБ в з а ви с и мости от расстояния до источника при разных значениях \Т
будет превзойдено критическое пересыщение. И для замкнутой, и
для проточной системы при х = 0 активность а л в п =1Подставляя в (4.15) выражения (4.14) и активности а Ан п ~ 1
у поверхности роста кристалла х = 0 , получаем
Отметим, что допущение а АВп
1 при х^ -0 предполагает с у ­
ществование равновесия м еж ду растущим кристаллом и прилеж а­
щим к нему паром, т. е. предполагается отсутствие активационных
ограничений роста кристалла, что не всегда выполняется.
Полученное выражение (4.16) позволяет рассчитать общий поток
в зависимости от температуры поверхности растущ его кристалла Т,
если известны фактор стехиометричности а (/) и температура источ­
ника Т (. Таким образом, (4.16) позволяет построить серию зависи­
мостей J (Т ) д ля разны х Т (I) и а (I) на источнике. На рис. 4.18
приведен пример таки х зависимостей для СёБ при а (/)>• 2 (а = 2
соответствует стехиометрии), Т (/)=1400 К, длине ампулы /=10 см
и (с177с1х)*=г0= 10 град/см. Из приведенных зависимостей видно, что
нарушение
стехиометрии
резко снижает общий по­
ток при выращивании кри­
сталлов Сс15. При этом сле­
дует учитывать, что даж е
малые (всего лишь ТО-4 %)
отклонения от стехиомет­
рии в твердом источнике
могут привести при высо­
ких температурах к очень
большим парциальным дав­
лениям, преимущественно
летучих компонентов (на­
пример, халькогена). Ана­
логично, адсорбция или
примеси могут резко сни­
зить парциальные давления
других компонентов. По
этим причинам в реальных
условиях роста кристаллов
фактор стехиометричности
может достигать значения
а > 1000. Отсюда можно
сделать вывод, что избыток
Рис. 4.18. Р ас сч и тан н ы е значения скорости
одного из компонентов мо­
массопереноса / д л я С ё Б в зависимости от
ж ет действовать как инерт­
АТ при разных зн а ч е н и я х ф актора стехио­
ное вещество, лимитирую­
метричности а источника, содер ж ащ его из­
щее диффузию другого
б ы т о к серы
компонента.
В качестве термодинамического критерия устойчивости растущей
поверхности бинарного соединения А В п можно выбрать снижение
активности а АНп с увеличением расстояния х вблизи фронта крис­
таллизации, т. е. д а л в п/&сх=о ^ 0.
При этом условии в газовой фазе вблизи растущего кристалла
концентрационное переохлаждение развиться не может. Применяя
данное условие к (4 .1 6 ), получаем
(1а ЛВ„
ёдг
——
1
х= О
) J Kp R Ts е х Р
[(
II'к р
( 0)
яга
/>г О
тР
* т <°>
\
ЛЯ
яг* ( £ 1
= 0. (4.17)
Формула (4.17) позволяет рассчитать / кр — максимальную ск о ­
рость роста, при которой плоский фронт кристаллизации еще у с ­
тойчив; значения Укр в зависимости от Д Г и а для СёБ п редстав­
лены на рис. 4.18.
Анализ выражения (4.17) рекомендуется сделать на практиче­
ских занятиях. Здесь ж е приведем наиболее важные выводы из
такого анализа.
Так ж е как и J , величина Укр сильно уменьш ается по мере воз­
растания отклонений от стехиометрии; помимо этого, /кр почти
линейно убывает с увеличением длины ам п улы и довольно нечув­
ствительна к изменению градиента температуры на поверхности
раздела (с!Т/ёл:)х=0, за исключением очень малых (< 1 град/см)
градиентов, при которых эта величина резко снижается; / кр не­
чувствительна к АН, хотя при изменениях этого параметра в пре­
делах 120—400 кДж/моль (при А 5 ~ 1 7 6 Дж/ (град-моль) общее
давление в ампуле меняется более чем на 10 порядков.
Подводя итог рассмотрению процессов выращивания кристал­
лов из газовой фазы, следует подчеркнуть, что для одного и того ж е
вещества рост кристаллов может осущ ествляться в определенном
диапазоне температур, причем при каж дой температуре скоростью
роста можно варьировать путем изменения АТ и механизма массопереноса. Это позволяет иметь достаточно широкий диапазон т е х ­
нологических условий получения монокристаллов. Однако необхо­
димо иметь в виду, что при изменении температуры выращивания
и скорости роста кристаллов могут реализовы ваться условия, к о г­
да газовая фаза находится в равновесии с объемом растущего крис­
талла (это будет, если скорость роста V будет много меньше скорости
самодиффузии уд компонентов кристалла) и когда такого равновесия
нет (в случае v > v J^). В первом случае стехиометрия кристалла (и
соответственно концентрация собственных точечных дефектов) б у ­
дут определяться термодинамическими условиями ведения процесса
(температурой, парциальными давлениями компонентов в газовой
фазе) и не будут зависеть от кинетики роста и кристаллографическо­
го направления роста кристалла. Во втором случае они б уд ут у ж е
определяться адсорбционными и кинетическими условиями на по­
верхности роста и зависеть от скорости роста и кристаллографиче­
ской ориентации растущей грани. В случае ж е полигранного роста
в кристалле будет наблюдаться секториальный характер распреде­
ления основных компонентов, собственных точечных дефектов и
легирующих примесей. Учет отмеченных особенностей процессов
роста кристаллов из газовой фазы позволяет осущ ествлять более
гибкое управление технологией получения монокристаллов с тре­
буемыми свойствами.
Пример. Оценить в к л а д в массоперенос к о н ве кт и вн о го ( в я з к о г о )
течения пар а при вы р а щ и ва н и и к р и с та л л о в с у л ь ф и д а к а д м и я методом с у б ­
л и м а ц и я. У с л о в и я в ы р а щ и в а н и я к р и с тал л о в: с р е д н я я т е м п е р а т у р а 1400 К ;
р азность т ем п е р а ту р м е ж д у источником п а р а и кр и с т а л л о м АТ = 30 К
сум м арн о е д а в л е н и е п а р о в компонентов Р = 4 - 1 0 3 П а ; в я з к о с т ь паровой
фазы ц = 7 - 10- 5 П а - с ; р а д и у с г 0 и дли н а I цилиндрической полости роста 1 и
10 см соответственно; о б ъ е м н а я скорость потока п а р а У = 10_в моль/(см2-с),
с о о т ветствую щ ая с к о р о с т и роста к р и с т а л л а 1 мм/ч.
Р е ш е н и е . О ц еночную формулу получим на основе решения стацио­
нарного у р а в н е н и я Н а в ь е — С токса д л я цилиндрической полости роста р а ­
диуса
ось которой с о в п а д а е т с нап равлен и ем оси х. У р а вн е н и я Н авье —
С то кса д л я т а ко й о сесим метричной задачи с в о д я т с я к
¿Р
<1х
П ереходя к ц и л и н д р и ч е с ко й системе коорди н ат и сч и т ая , что градиент
д а в л е н и я п ар а не з а в и с и т от р адиальной ко о рди н аты г, после интегрирования
получаем
Т аки м о б р а з о м , с к о р о с т ь потока вдоль оси х имеет п араболи ческую з а в и ­
симость от р а с с т о я н и я т от оси. П р ен еб регая вл и я н и ем вх ода и вы хода поло­
сти роста на т р ан сф о рм ац и ю потока, получим в ы р а ж е н и е д л я усредненного
объемного п о то ка п а р а У:
у = - | - г1 !»Х]
тах
8ц/
( Р (/) — Р ( 0 ) ) ,
где иих т ах — м а к с и м а л ь н а я скорость потока на оси полости роста при г = 0:
I — общ ая д л и н а п о ло с ти ; Р (I) — Р (0) — р азн ость давлений пар а м е ж д у
входом и вы ходом т р у б к и . Полученное в ы р а ж е н и е носит н азван и е формулы
Пуазейля.
П о д с т а в л я я в э т у ф о р м у л у у сл о в и я в ы р а щ и в а н и я кр и стал л о в, п олучаем,
что вя з к и й поток п а р о в о й фазы, обеспечивающий наблю даемую скорость рос­
т а к р и с та л л о в, в о з н и к а е т при очень м ал ен ь ко й разности давлений пар а м е ж д у
источником и п о д л о ж к о й , составляю щ ей А Р = 3 - 1 0 3 Па. Эта разность д а в ­
лений меньше той, к о т о р а я во зн и к ает при разности т ем п е р а ту р 30 К . Отсю­
д а с л е д у е т , что в р а с с м а т р и в а е м ы х у с л о в и я х в ы р а щ и в а н и я к р и стал л о в при
ан а л и зе м а с со п е р е н о с а помимо м о л е к у л я р н о й диффузии необходимо у ч и т ы ­
в а т ь и ко н в е к т и в н о е д в и ж е н и е пара.
§ 4.4. П О Л У Ч Е НИ Е ПР О Ф И Л Ь НЫХ МОНОК Р ИС ТА ЛЛОВ
Основные принципы формообразования. Выращиваемые различ­
ными методами монокристаллы в большинстве случаев не соответ­
ствуют размерам и форме тех изделий, для которых они предназна­
чаются. О бъясняется это тем, что рассмотренные ранее способы
выращивания не позволяют уп равлять геометрией кристалла в тех
пределах, в как и х это требуется. Профилирование в процессе вы ра­
щивания яв л я ется актуальной задачей при получении кристаллов
полупроводниковых и диэлектрических материалов. К профили­
рованию относятся методы выращивания кристаллов, позволяю­
щие наряду с. достижением заданных структурных и электрофизи­
ческих свойств обеспечить получение кристаллов наиболее рацио­
нальной геометрической формы для изготовления на их основе соот­
ветствующих приборов.
Выращивание профилированных кристаллов полупроводников
и диэлектриков производится с целью:
1. Снижения потерь, особенно дорогостоящих дефицитных мате­
риалов при резке их на заготовки для изготовления приборов и шли­
фовке (особенно актуальной для ряда полупроводниковых материа­
лов). При механической обработке кристаллов полупроводников,
выращенных методом вы тягивания из расп л ава, направленной
кристаллизацией, потери составляю т 70—90 % .
2. Снижения трудоемкости механической обработки кристаллов.
Особенно для кристаллов, трудно обрабатываемых материалов, об­
ладающих высокой твердостью.
3. Получения кристаллов с заданными электрофизическими и гео­
метрическими параметрами исходя из требований, предъявляемых
к приборам, изготовляемым на их основе. Н апример, при изготов­
лении ряда приборов и устройств требуются кристаллы определен­
ной геометрической формы: диски большого диам етра для изготов­
ления линз (для инфракрасной оптики), цилиндрические слитки для
изготовления некоторых типов водоохлаждаемых силовых диодов,
нитевидные и ленточные кристаллы для тензодатчиков и др. Следует
иметь в виду, что профилирование кристаллов тесным образом с в я ­
зано с их электрофизическими и структурными свойствами, поэтому
при использовании таких кристаллов необходимо учитывать их
специфические свойства.
4. Создания условий д л я автоматизации и разработки непрерыв­
ных процессов производства к ак материалов, т а к и приборов на их
основе. Этому способствуют заданная форма выращ иваемых крис­
таллов, воспроизводимость размеров, сокращение числа операций,
связанных с обработкой м атериала, возможность формирования об­
ластей легированных различными примесями в процессе выращ ива­
ния профилированных кристаллов.
5. Рассмотрения областей применения м атери ала вследствие бо­
лее рационального его расходования и в результате проявления но­
вых свойств в профилированных кристаллах.
Выращивание профилированных кристаллов возможно при ис­
пользовании различных физико-химических ф акторов, определяю­
щих формирование кристаллизующегося вещ ества: механического
ограничения при росте кристалла, анизотропии скорости кристал­
лизации, влияния капиллярных сил и тепловых полей на процесс
кристаллизации. Профилированные кристаллы можно выращивать
кристаллизацией при твердофазных превращ ениях, из расплавов,
жидких растворов и из газовой фазы. Следует отметить, что кристал­
лизация полупроводников и диэлектриков в процессе твердофазных
превращений осложняется низкой пластичностью материала и м а­
лой подвижностью атомов в решетке. Ввиду этого методы профили­
рования полупроводниковых и диэлектрических материалов, ос­
нованные на твердофазных превращениях, не н аходят широкого
применения. Д ля них не уд ается применить метод литья расплава
в формы. Этим методом практически невозможно обеспечить полу­
чение достаточно больших объемных или пластинчатых заготовок с
высоким совершенством кристаллической структуры и однородным
распределением легирующей примеси по объему кристалла.
Тонкие многометровые дендритные ленты германия и некоторых
других м атериалов могут быть выращены из переохлажденных рас­
плавов. О днако низкое совершенство кристаллической структуры и
неконтролируемость распределения легирующих примесей не позво­
ляют в промышленных масштабах использовать дендритные ленты
для изготовления приборов.
Выращ ивание кристаллов в форме пластинок или игл может осу­
щ ествляться из жидких растворов и из газовой фазы. Профилирова­
ние кристаллов осуществляется вследствие анизотропии скоростей
роста в различных кристаллографических направлениях. Основ­
ными недостатками данного метода, значительно ограничивающими
его применение, являются неконтролируемость образования цент­
ров кристаллизации (процесс осущ ествляется без затравок), раз­
брос геометрических и физических параметров, малый размер от­
дельных кристаллов.
Эпитаксиальное выращивание пленок из газовой и жидкой фаз
является процессом профилированной кристаллизации тонких
кристаллических слоев на монокристаллических подложках. Т ех­
нология выращ ивания тонких эпитаксиальных слоев широко при­
меняется в технике изготовления различных полупроводниковых
приборов и интегральных схем.
Выращ ивание профилированных кристаллов формообразованием
мениска расп л ава было впервые предложено советским ученым
А. В. Степановым в 1938 г. Данный способ формирования (способ
Степанова) применяется для выращивания монокристаллов в фор­
ме лент, пластин и др. Этот метод н аряду с эпитаксиальным наращи­
ванием п редставляет наибольший технический интерес.
Принцип формирования профилированных кристаллов сформу­
лирован следующим образом: форма или элемент формы, которую
ж елательно получить, создается в жидкой фазе за счет различных
эффектов, позволяющих жидкости сохранить форму; сформирован­
ный так, объем жидкости переводят в твердое состояние в результа­
те подбора определенных условий кристаллизации. Степановым
было предложено формировать мениск с помощью специальных формообразователей, размещаемых в расплаве таким образом, чтобы
мениск р асп л ава выступал над отверстием в поплавке, находящемся
на поверхности расплава и изготовленном из материала, не стачи­
ваемого расплавом. Формообразование мениска может осуществ­
ляться т а к ж е с помощью высокочастотного электромагнитного поля.
Формирующ ее устройство в общем случае позволяет управлять
геометрией и тепловыми полями расплава, примыкающего к °^‘
ласти кристаллизации вытягиваемого кристалла. Кроме того, фор-
мообразователь позволяет в некоторых пределах управлять расп ре­
делением примесей в кристалле.
Формообразователь характеризуется физическими свойствами
материала, из которого он изготовлен (смачиваемость расплавом
выращиваемого кристалла, плотность, теплопроводность, теплоем­
кость) и геометрическими размерами формообразующего отверстия.
Форма поперечного сечения выращ иваемого кристалла опреде­
ляется тепловыми и капиллярными условиями процесса (рис. 4 .1 9 ).
Кристаллизация в стационарных условиях осущ ествляется только
при значении угл а ф ■= 0. Предель­
ное значения угл а ф определяются
углом смачивания 0Она границе твер­
дой и жидкой фаз (для й е 0„ 45°,
для
0О- 60°):
— л /2 + 0о < ф < 0 О.
(4.18)
При соблюдении условия (4.18) и
при достаточно медленном росте кри­
сталла форма мениска, соответствую­
щая минимуму энергии системы, оп­
ределяется уравнением Л апласа
Р/У = 1 / г + 1 /ги
(4.19)
Рис. 4.19. Ф орма мениска р а с ­
п л а в а и изменение ко н тактн ого
у г л а при вытягивании кр и с т а л л а из расплава:
а — стационарный
рост,ф=0;
б —
с у ж е н и е крист алла. <р<0; в — р а с ­
ширение кристалла, ф > 0
где Р — давление на мениск в данной Т9чке; у — поверхностное н а­
тяжение расплава; г, г1 — главные радиусы кривизны мениска.
Решение (4.19) показывает, что при услови ях стационарной кри с­
таллизации (ф” 0) высота мениска к св язан а с радиусом кривизны
периметра фронта кристаллизации г0 соотношениями
h = 2r 0 при r0 <t а/4;
h =-■ а^1 — - i - J при г0 > а/4,
(4 .2 0)
2рg
—-----капиллярная постоянная; р — плотность расп ла­
ва; g — ускорение силы тяжести.
При кристаллизации слитка круглого сечения г0 — величина
постоянная, a h одинакова для всех точек фронта кристаллизации.
При выращивании кристалла в форме тонкой пластины высота
мениска, примыкающего к плоской грани кристалла, h ~а (так к а к
г0- оо) и у краев пластины h = 2 r0. Возникающие при этом неблаго­
приятные капиллярные условия на к р аях тонкой пластины м о гут
быть исключены, если использовать профиль с утолщенными к р а я ­
ми (сечение в форме гантели). При этом можно выращ ивать кристал­
лические пластины или ленты различной толщины и ширины, обес­
печивая при этом плоскостность фронта кристаллизации.
/
Общее решение капиллярной задачи дает возможность опреде­
лять максимальную высоту и форму поверхности столба жидкости
и условия стабильности геометрических размеров растущего крис­
талла при изменении положения фронта кристаллизации, обуслов­
ленного колебаниями температуры.
Основным отличием способа Степанова от выращивания кристал­
лов методом вы тяги ван и я из расплава является использование формообразователя д л я управления капиллярными условиями крис­
таллизации. Кроме того, формообразователь выравнивает тепловое
поле расплава вблизи области кристаллизации, экранирует тепловoe поле расплава в тигле от теплового поля
в области кристаллизации и в растущем кри­
сталле, уменьш ая, таким образом, колебания
7
температуры вблизи фронта кристаллизаци
обеспечивает создание заданной симметрии
теплового поля, что существенно при выра­
щивании кристаллов различной ориентации;
С
влияет на распределение дислокаций и при­
месей в выращиваемом кристалле.
t
3
2
.
Рис. 4.20. Схематическое изображение устройства
д л я вы тягивания монокристаллов в виде пластин:
/ — расплав; 2 — тигель; 3 — графитовый поплавок; 4 — в ы ­
сокочастотный индуктор; 5 — щель; 6 — монокристаллическ а я пластина; 7 — з а тр авка
Особенности технологии выращивания профилированных крис­
таллов способом Степанова. Схематическое изображение простей­
шего устройства, используемого для выращивания кристаллов спо­
собом Степанова в форме тонких пластин, представлено на рис. 4.20.
Конструкция формообразователя выполнена в виде поплавка, из­
готовленного из граф ита с прорезью в виде щели. Щель формообра­
зователя располагается ниже уровня расплава в тигле на расстоя­
нии от поверхности, равном 8—9 мм, что обеспечивает поступление
расплава в щель под давлением. Форма щели и ее глубина оказы ва­
ют сильное влияние на устойчивость процесса кристаллизации. К ак
отмечалось выше, наиболее удобной для уменьшения кривизны по­
верхности столба расплава на краях ленты является форма щели в
виде «гантели». При этом происходит рост ленты с утолщенными
краями. Ширина и толщина ленты могут изменяться в широких
пределах. Т ак, например, при выращивании кристаллов в форме
лент толщиной 0,27 мм и шириной 22 мм диаметр утолщений по
краям ленты составляет приблизительно 3 мм.
Скорость роста профилированных кристаллов по способу Сте­
панова может составлять 1— 10 мм/мин. Важной особенностью выра­
щивания кристаллов этим способом является то, что кристаллиза­
ция расплава происходит в условиях отсутствия контакта растуще­
го кристалла с краями щели. На плоской части ленты зазор состав­
ляет 10—20 мкм и у утолщенных краев — 50— 100 мкм. Выращ ива­
ние кристаллов в форме лент возможно при д р уги х конструктивных
оформлениях. На рис. 4.21 изображена схем а выращивания лен­
точного монокристалла из фасонной лунки п оплавка, изготовленного
из кварца, в которую расплав поступает из ти гл я через капилляр.
Это позволяет исключить процессы диффузионного переноса ато­
мов из расплава, находящегося в поплавке, в ти гель. На рис. 4.22
изображена схема выращивания монокристаллов полупроводнико­
вых материалов способом Степанова через узк о е отверстие в дне
4
Рис. 4.21. В ы тяги ван и е мо­
нокристалла
с
заданной
формой поперечного сече­
ния из фасонной л ун к и п л а­
вающего тигля с к а п и л л я р ­
ным каналом:
Рис. 4.22. Вы р ащ и ­
ван и е
монокри­
с т а л л а через узкое
о тв ер с ти е
в дне
ти гля
/ — вытягиваем ый
монокри­
сталл: 2 — расплав: 3 — пл а в а ю ­
щий тигель: 4 — капиллярный
канал
тигля. Капля расплава, из которого происходит кристаллизация,
удерживается между растущим кристаллом и тиглем силами поверх­
ностного натяжения. Фронт кристаллизации в этом случае так ж е
находится вне фильеры, и при кристаллизации исключается взаимо­
действие растущего кристалла со стенками фильеры.
Способ Степанова может быть применен д л я выращивания не
только тонких и длинных прутков и лент, но и монокристаллов р аз­
личной другой формы, в частности с большой площадью попереч­
ного сечения. Такие кристаллы ряда полупроводниковых и диэлект­
рических материалов представляют интерес д л я оптики и др.
Одним из главных факторов, определяющих качество выращ ивае­
мых способом Степанова кристаллов являю тся тепловые поля в об­
ласти кристаллизации. Тепловые поля оказы ваю т определяющее
влияние на устойчивость формообразования, геометрию, стр уктур ­
ные и электрофизические свойства выращ иваемого кристалла. У с­
тойчивому формообразованию, хорошему кач еству поверхности,
однородности материала по ширине ленты способствует создание
теплового поля с плоскопараллельным горизонтальным распределе­
нием изотерм в области щели. Устойчивость положения фронта крис­
таллизации при флуктуации температуры и скорости вытягивания и,
следовательно, однородность легирования по длине ленты достига­
ются заданием вертикального градиента температуры в области
щели формообразователя. Д ля исключения возможности спонтан­
ной кристаллизации в расплаве, особенно в зоне у верхнего края
ф ормообразователя, необходим надежный перегрев всего объема
расплава. И наконец, для выращивания совершенных по структуре
кристаллов тепловое поле вблизи фронта кристаллизации должно
быть строго заданны м — градиент температуры по ширине выращи­
ваемой ленты должен отсутствовать, а вдоль ее длины — иметь за­
данное значение. Необходимо обеспечить точность поддержания теп­
ловых условий в течение всего процесса выращивания кристалла с
помощью системы автоматического регулирования температурного
режима. Совершенство выращиваемых монокристаллов определяется
такж е стабильностью скорости выращивания и исключением виб­
рации.
При выращ ивании способом Степанова монокристаллов германия
в качестве м атери ала для изготовления формообразователя наиболее
часто применяется графит. Графит не смачивается расплавом герма­
ния и не загр я зн я е т выращиваемые кристаллы примесями благода­
ря тому, что промышленность вы п ускает графит полупроводнико­
вой степени чистоты. Лучшие тепловые условия при выращивании
германиевых лент достигаются, если формообразователь изготов­
ляется из пироуглерода. Б лагодаря анизотропии теплопроводности
пирографита формообразователь может иметь теплопроводность в
направлении вы тяги ван и я кристалла, в несколько десятков раз
меньшую, чем в перпендикулярном направлении. Это позволяет
создавать в области кристаллизации тепловое поле с большим гр а­
диентом тем пературы в направлении роста кристалла (75 град/см)
и отсутствием градиента температуры в перпендикулярной плоско­
сти. В р езул ьтате достигается равномерное распределение темпера­
туры в зоне кристаллизации и обеспечивается перегрев объема
расплава вблизи формообразователя. Формообразователи для вы­
ращивания профилированных монокристаллов германия могут
быть изготовлены так ж е из кварца, на поверхность которого нано­
сится тонкая пленка сажи.
Более сложной проблемой является выбор материала формооб­
разователя д л я выращивания профилированных монокристаллов
кремния. Т рудность выбора материала формообразователя связана
с исключительно высокой химической реакционной способностью
кремния при тем пературе плавления. Из большого количества оп­
робованных материалов (карбид кремния, силицированный графит,
алюмонитрид бора, нитриды бора, титана, циркония, тантала и др.)
удовлетворительные результаты были получены при изготовлении
формообразователей из плотного нитрида бора. Кремниевая лента
шириной до 35 мм и толщиной не менее 2,5 мм выращивается со ско­
ростью вытягивания 2 мм/мин в атмосфере арго н а или в ак уум а.
Вместе с тем использование формообразователей, изготовленных из
нитрида бора, приводит к значительному снижению удельного со­
противления выращенных монокристаллов по сравнению с исходным
кремнием, что свидетельствует о загрязнении расп лава за счет бора
из формообразователя. З адача подбора м атери ала формообразователя для выращивания кремниевых лент, удовлетворяю щ его всем
требованиям, до настоящего времени окон­
чательно не решена.
Более перспективным при выращива­
нии профилированных
монокристаллов
кремния и некоторых соединений группы
А ШВ У и ряда других материалов способом
Степанова может о казаться применение
формообразователей из м атериала, смачи­
ваемого расплавом. Схема одного из ва­
риантов такого способа выращ ивания крем­
ниевой ленты изображена на рис. 4.23.
Такой вариант часто назы вается выращи­
ванием с пленочной подпиткой при краевом
ограничении роста. Расплав поступает из
Рис. 4.23. Схема процес­
в ы р ащ и ван и я к р и с та л ­
тигля на верхнюю плоскость формообразо­ са
лической ленты по м е то ­
вателя через узкий капилляр силами сма­ д у пленочной подпитки
при кр а е в о м ограничении
чивания и ограничивается внешним пери­
роста:
метром формообразователя вследствие из­
/ — к в ар ц ев ы й тигель внутри
менения на 90°величины контактного угла.
граф итового тигеля; 2 — д е р ­
ж а т е л ь фор мообразователя;
Выращивание кристаллов лент кремния
3 — к р ем н и ев а я лента; 4 —
производится с помощью формообразова­ с тол б ик расплава; 5 — ин­
у к т о р ; 6 — капиллярный к а ­
теля, изготовленного из графита или спе­ днал
формо образователя; 7 —
расплав
ченного карбида кремния. При выращива­
нии профилированных кристаллов сапфи­
ра данным способом применяется вольфрамовый формообразователь.
Выращивание профилированных кристаллов с пленочной под­
питкой при краевом ограничении роста позволяет задавать любую
форму поперечного сечения (ленты, пластины, труб ки нити и др.)
и использовать затравки различной кристаллографической ориен­
тации.
Форма поперечного сечения кристалла, выращ иваемого данным
способом, устойчива к температурным ф луктуациям и механическим
воздействиям, которые влияю т лишь на перемещение фронта крис­
таллизации по высоте столбика расплава.
Выращиваемые кристаллы достаточно однородны по содерж а­
нию примесей, так к ак за счет высокой скорости кристаллизации эф­
фективный коэффициент распределения примесей близок к единице
и, следовательно, концентрация примесей в кри сталле равна их
концентрации в расплаве.
Ввиду того что до настоящего времени не удалось подобрать ма­
териал формообразователя, не взаимодействующего с расплавом
наиболее широко распространенного полупроводникового мате­
риала — крем ния, большое внимание уделяется методам формооб­
разования, основанным на электродинамическом воздействии на
расплав. При бесконтактном электродинамическом формообразова­
нии следует ожидать получения более чи­
стых и совершенных по структуре моно­
кристаллов.
Выращивание профилированных кри­
сталлов кремния может производиться бестигельным методом с пьедестала (рис. 4.24).
Кремниевый пьедестал цилиндрической
формы окруж ен индуктором, внутри ко­
торого располагается графитовый концен­
тратор высокочастотной энергии. Конст­
Рис. 4.24. С х е м а в ы р а ­
рукция концентратора определяет геомет­
щивания профилирован­
рию выращиваемого кристалла. Формооб­
ных кри сталлов с пьедес
разование кристалла осуществляется за
тала:
I — пь едестал из исходного
счет электромагнитного взаимодействия
матер и ал а;
2 — инд укто р;
тока в концентраторе с током, наведенным
,7 — из олирующая
п р о к л ад ­
ка: 4 — концен тратор э л е к ­
в расплаве. При этом образующийся столб
тромагнитной энергии;
5—
выр ащ иваемы й
профил иро-.
расплава близок по форме к отверстию в
ванный к р и ст а л л
концентраторе. Из образовавшегося стол­
ба расплава возможно бесконтактное вытягивание профилирован­
ного кр и стал ла.
К н астоящ ему времени наибольшие успехи достигнуты при вы ­
ращивании профилированных кристаллов германия и сапфира. Мо­
нокристаллы германия и сапфира выращивают способом Степано­
ва в форме пластин, тонких лент квадратного сечения, цилиндра,
трубки и др. При выращивании кристаллов сапфира удается на од­
ну затр авк у из щелей формообразователя одновременно выращивать
семь пластин шириной до 100 мм. Эти пластины находят важное при­
менение д л я выращ ивания на их основе эпитаксиальных слоев крем­
ния для целей микроэлектроники.
§ 4.5. У П Р А В Л Е Н И Е ТЕХНО ЛО ГИ ЧЕСКИ МИ ПРОЦЕССАМИ
ВЫ РА Щ И ВА Н И Я МО Н О К РИ С ТА ЛЛО В
Рост кристаллов является сложным многофакторным процессом,
параметры которого зависят к ак от материала выращиваемого мо­
нокристалла, т а к и от используемого метода выращивания. Качест­
во выращ иваемых кристаллов определяется совершенством его
кристаллической структуры , наличием и плотностью дислокаций,
термоупругими напряжениями, постоянством удельного сопротив­
ления, равномерностью распределения примеси по сечению и длине
кристалла. Д л я получения качественных монокристаллов необхо­
димо точно поддерживать технологические режимы с помощью
совершенных устройств контроля и управления. В настоящее время
наибольшие успехи в области контроля и уп равлени я технологиче­
скими процессами с целью создания систем автоматического управ­
ления достигнуты для методов выращивания кристаллов из распла­
ва. На примере этих методов коротко рассмотрим основные приме­
няемые способы контроля и управления.
Способы контроля. Независимо от метода получения монокрис­
таллов выделяют методы контроля параметров технологического
процесса и системы кристалл — расплав. П араметрами технологи­
ческого процесса в зависимости от метода
получения кристаллов явл яю тся скорости
вращения кристалла и ти гля, скорость
вытягивания кристалла и прохода расплав­
ленной зоны, скорость протягивания лодоч­
ки, температуры нагревателей и окруж аю ­
щей среды (внутренний объем кристалли­
зационной камеры), скорость протока и
давление воды, охлаждаю щ ей затр авку и
стенки камеры, и т. д. К параметрам си­
стемы кристалл — расплав относятся тем­ Рис. 4.25. Контроль д и а ­
пература и ее градиенты в расплаве и м е тр а к р и с тал л а с по­
мощью т ел е ка м е р ы
кристалле, поле скоростей в расплаве,
создаваемое конвективными
течениями,
форма и высота мениска или форма и высота расплавленной зоны,
форма фронта кристаллизации, диаметр растущ его кристалла и
т. п. С точки зрения управления качеством растущ его кристалла
основное значение имеет контроль параметров системы кристалл —
расплав, так как именно в ней формируются электрофизические
и структурные свойства монокристаллов.
Рассмотрим основные способы контроля параметров системы
кристалл — расплав (диаметр кристалла, высота и форма м ениска).
Д ля контроля диаметра растущ его кристалла применяют сле­
дующие способы. Простейшим является использование формообразователя в методе Степанова (см. рис. 4.20). Величина и форма от­
верстия при постоянных скорости вытягивания и тем п ературе рас­
плава целиком определяют диаметр растущего кри стал ла. И зм ене­
ние диаметра возможно при случайных колебаниях скорости в ы т я ­
гивания и температуры расплава и обнаруж ивается только по окон­
чании процесса кристаллизации. Это является недостатком м етода,
но не ограничивает его применения.
Д ругим способом непосредственного измерения диаметра р а с т у ­
щего кристалла является использование телекам еры 1 (рис. 4 .2 5 ).
Изображение кристалла передается на телеэкран, а отсчет ди ам етра
осуществляется специальным сканирующим устройством по дли ­
тельности импульса, соответствующего диаметру к р и стал л а на
фронте кристаллизации. Расположить телекам еру строго перпенди-
кулярно оси роста не удается (а < ;9 0 о) из-за затенения фронта крис­
таллизации стенками тигля д аж е при использовании подпитки рас­
плава. Это д ает погрешность при определении диаметра. Лучшие ре­
зультаты получаются при использовании аналогичной системы в ме­
тоде бестигельной зонной плавки. Иногда вместо черно-белого видикона использую т инфракрасную камеру, тогда кроме диаметра
кристалла можно контролировать и градиенты температур в фазах,
примыкающих к фронту кристаллизации. Точность измерения диа­
метра телевизионным способом составляет 0,3 %. Она зависит от
линейности развертки и точности измерения видеосигнала.
Рис. 4.26. Контроль ди ам е тр а
к р и с т а л л а с помощью рентге­
новской установки
Рис. 4.27. Контроль
диаметра кр и стал­
ла взвешиванием
Д л я телевизионного контроля процессов кристаллизации, про­
текаю щ их под слоем флюса, применяется просвечивание рентгенов­
скими лучам и ти гля с расплавом и флюсом 1 (рис. 4.26). Рентгенов­
ские лучи проецируют монокристаллы на флуоресцентный экран 2 ,
о ткуда изображение монокристалла направляют на усилитель яр ­
кости, стоящ ий перед телевизионной камерой. Контраст изображе­
ния зависит от угловых размеров фокуса рентгеновской трубки, со­
отношения коэффициентов поглощения кристаллизуемого вещества
и материалов флюса и деталей установки.
Одним из наиболее распространенных способов контроля диамет­
ра растущ его кристалла является способ взвешивания, который, как
и рентгеновский способ, не требует создания условий для наблю­
дения межфазной границ. Вытяжной шток с кристаллом подвеши­
вается к весовой ячейке 1 (рис. 4 .27 ), показания которой представ­
ляю т собой сум м у массы штока и образовавшейся до момента изме­
рения части кристалла, приращения массы кристалла за время Ат,
массы м ениска и сил поверхностного натяжения. Н аряду с указан ­
ными силами на показания весов от ячейки влияют электромагнит­
ные силы индуктора, плавучесть кристалла и т. п.
Д л я расчета эталонной скорости убывания массы расплава, с
которой сравнивается реальная скорость, определяемая способом
взвешивания тигля, составлена следующая модель скорости измене­
ния массы растущего кристалла (1т/(1т на основании требования пос­
тоянства массопереноса через фронт кристаллизации:
() т
(1 т
где£ )т и£>к — диаметры ти гл я и кристалла; р — ср едн яя плотность
системы кристалл — расплав; V — скорость вы тяги ван и я крис­
талла.
Модель разработана при следующих ограничениях: потерями
расплава на испарение пренебрегают; тигель — прямой круговой
т ’
к!
¥
Рис. 4.28. Контроль
высоты
мениска
с
помощью
фотопиро­
метра
Рис. 4.29.
Конт­
роль формы менис­
к а лазерной л о к а ­
цией
Рис. 4.30. Контроль
д и а м е т р а р асп л авл ен ­
ной зон.ы по моменту
в я з к о г о трения
цилиндр; поверхность раздела кристалл — расплав п лоская; ско­
рость вытягивания постоянная; плотность кри сталла и расплава
равны. Точность контроля диаметра весовым методом составляет
2 %.
Д л я контроля высоты мениска используют фотопирометр 1, ви­
зирующийся на нижнюю границу фронта кристаллизации (рис. 4.28).
При этом измеряются лучевой поток, состоящий из собственного
излучения расплава и кри сталла, и поток излучения н агревателя,
отраженный поверхностью мениска. Точность контроля высоты ме­
ниска составляет 1 %.
Контроль формы мениска осуществляют способом лазерной ло­
кации (рис. 4.29). Лазер 1 располагаю т таким образом, что его луч
идет почти параллельно оси роста монокристалла. При этом полу­
чается, что направление отраженного луча не зависит от уровня
расплава в тигле, а целиком определяется формой м ениска. Измене­
ние высоты мениска или диаметра кристалла обязательно изменит
кривизну поверхности мениска, что и фиксирует лазерный локатор.
Однако этот способ очень чувствителен к ш умам поверхности рас­
п лава, возникающим вследствие конвективных течений и промыш­
ленной вибрации.
Рассмотренные способы контроля применимы и при других мето­
д ах выращ ивания кристаллов из расплава. Однако есть способы,
разработанны е для определенного метода получения монокристалла
или с учетом материала, из которого растет кристалл. К ним отно­
сятся контроль диаметра расплавленной зоны по моменту вязкого
трения, контроль диаметра кристалла с использованием эффекта
Пельте, создание заданного профиля температур с помощью мат­
рицы термопар.
Схема измерения момента вязко го трения приведена на рис. 4.30
и используется при выращивании монокристаллов металлов, когда
скорость вращ ения штоков составляет несколько сотен оборотов в
м инуту. Вращающий момент передается от нижнего стержня 2 че­
рез зону расплава 3 к верхнему стержню 4. Вращающий момент яв ­
л яется функцией динамической вязкости расплава, радиуса и вы­
соты расплавленной зоны, относительной скорости вращения стерж­
ней. При постоянстве скорости вращения нижнего стержня двига­
телем / контролируемым параметром является скорость вращения
верхнего стерж н я 4, измеряемая с помощью тахогенератора 5.
Эффект Пельтье заклю чается в выделении теплоты на фронте
кристаллизации при пропускании постоянного тока через систему
кристалл— расплав. Количество теплоты определяется свойствами
кристаллизую щ его материала и площадью границы раздела, кото­
р ая зависит от диаметра растущ его кристалла. При неизменных
тепловых услови ях на фронте кристаллизации колебания диаметра
растущ его кристалла будут вы зы вать изменение силы тока, которое
и регистрируется соответствующей аппаратурой.
В методе получения кристаллов направленной кристаллизацией
для задан и я и контроля профиля температурной зоны используется
матрица термопар, выходное напряжение которых подается на дисп­
лей. Этот способ контроля дает наглядную картину тепловых про­
цессов, которую оператор может менять по своему усмотрению.
Н аиболее перспективными д л я создания АСУ ТП являю тся те
способы контроля диаметра кристалла, при которых регистрируются
параметры мениска, так к ак их изменения предшествуют изменению
диаметра кристалла.
Выбор управляющих воздействий. Под управляющими воздей­
ствиями понимают целенаправленное изменение тех параметров тех­
нологического процесса или системы кристалл—расплав, которые
влияю т на процесс кристаллизации (качество растущего кристалла).
Комплексным показателем качества слитка чаще всего является
его диаметр. Постоянный диаметр по длине кристалла соответствует
хорошему качеству, а его колебания в процессе роста говорят о
стр уктур н ы х наруш ениях, наличии дислокаций и други х дефек­
тов.
Безотносительно к методу получения монокристаллов основ­
ным рычагом управления процессом является тем п ература р ас­
плава, ее стабильность. Однако управление температурой р асп л ава
не всегда эффективно, а иногда и чрезмерно сложно по сравнению с
другими методами — управлением скоростью вращ ения кр и стал ла,
магнитным полем в расплаве, скоростью вытягивания и тем п ер ату­
рой расплава одновременно.
Воздействие на диаметр растущ его кристалла с помощью^ у п р ав ­
ления скоростью вращения основывается на эмпирической связи
скорости вращения кристалла сок с его диаметром О к:
юк = а(Н Ю к) + Ь,
где а и Ь — постоянные коэффициенты, определяемые эксперимен­
тально для данного типа устан овки ; Н — высота оставш егося в ти г­
ле расплава (сохраняется плоский фронт кристаллизации и дости­
гается высокое качество монокристалла).
Д л я управления конвективными течениями в расп лаве, к а к пра­
вило, используют горизонтальное магнитное поле напряженностью
0,2 Тл. Возникающая при этом в расплаве противо-ЭДС сн иж ает
скорость конвективных течений, в результате чего растущ ий крис­
талл имеет меньше дислокаций, деформаций и искаж ений решетки
кристалла.
Воздействие на диаметр растущ его кристалла осущ ествляю т пу­
тем изменения скорости вы тяги ван и я слитка. Изменение скорости
вытягивания производится на основании сигнала, поступаю щ его с
фотопирометра, следящего за диаметром кристалла. В ар ь и р уя ско­
рость вытягивания, получают монокристаллы высокого качества с
постоянным диаметром.
Лучшие результаты дает комбинированный способ уп р авлен и я,
при котором регулируются к а к скорость вы тяги ван и я, т а к и темпе­
ратура расплава. Программное изменение этих величин позволяет
получить монокристаллы постоянного диаметра с м алы м содерж а­
нием дефектов.
§ 4.6. Т Е Х Н О ЛО ГИ Я ВАЖНЕЙШИХ
М О Н ОК Р И С Т А Л Л И Ч Е С К И Х М А Т Е Р И А Л О В
Кремний
Технология получения монокристаллов полупроводникового
кремния состоит из следующих этапов: 1) получение технического
кремния; 2) превращение крем ния в легколетучее соединение, кото­
рое после очистки может быть л егк о восстановлено; 3) очи стка и вос­
становление соединения, получение кремния в виде поликристаллических стержней; 4) конечная очистка кремний методом кр и стал л и за­
ции (бестигельной зонной п л авки ); 5) выращивание легированны х
монокристаллов.
Основные переделы производства кремния представлены на
рис. 4 .31 .
П о л у ч е н и е т е х н и ч е с к о г о к р е м н и я осуществ­
л яетс я путем восстановления диоксида кремния углеродом. Этот
процесс проводится в дуговой электрической печи с графитовыми
электродам и , которую загр уж аю т смесью, состоящей из чистых сор­
тов кварцевого песка и углерода в виде угля, кокса и древесных опи­
л о к . П ропусканием тока смесь нагревают до температуры свыше
2000 °С, в результате чего в ней протекает ряд превращений, кото7 <
Кбарцебый
Кокс, нефтекокс,
Рис. 4.31. Технологическая с х е м а производства
во г о кр ем н и я
полупроводнико­
оые представим в виде общей реакции, связывающей исходные ко м ­
поненты и продукты процесса:
25Ю2(т) + ЗС(Т) — 51‘(ж) + 5 1 0 (г) + ЗСО(г)
Получаемый таким образом технический кремний содерж и т
98—99 % 51, 1—2 % Ре, Ае, В, Р, С а, Сг, Си, Мй, Мп, N1, Т1, V ,
Ъх и др.
Синтез, разделение, очистка и восстановление л егко л етуч и х
соединений являю тся переделами технологии производства п о л у ­
проводникового поликристаллического кремния. Современная т е х ­
нология поликристаллического крем ния основана на процессе во ­
дородного восстановления трихлорсилана, восстановления т е т р а ­
хлорида кремния цинком и пиролиза моносилана. Большую ч асть
кремния (около 80 %) получают п утем водородного восстановления
трихлорсилана (ТХС). Достоинства этого процесса — л е гк о с т ь
и экономичность получения ТХС, эффективность очистки Т Х С , в ы ­
сокое извлечение и большая скорость осаждения кремния (и звл е­
чение кремния при использовании тетрахлорида кремния со с тав ­
ляет 15 %, а при использовании ТХ С — не менее 30 % ), м ен ьш ая
себестоимость продукции.
Трихлорсилан обычно получают п утем гидрохлорирования к р ем ­
ния: взаимодействием технического кремния с хлористым водоро­
дом или со смесью газов, содержащ их хлористый водород, при тем ­
пературе 260—400 °С.
Процесс синтеза трихлорсилана сопровождается побочными
реакциями образования тетрахлорида кремния и други х хлорси ланов, а так ж е галогенидов металлов, например А1С13, ВС13, РеС13 и
т. д. Реакции получения хлорсиланов кремния являю тся об р ати ­
мыми и экзотермическими:
$1(т) + ЗНС1(Г)
51НС13(г) + Н 2(г)
51(т) + 4НС1(1>=** 51С14(г) + 2 Н 2(Г)
(4 .2 1 )
(4 .2 2 )
При температуре выше 300 °С Т Х С в продуктах реакций почти
полностью отсутствует. Д л я повышения выхода ТХС тем п ер атур у
процесса снижают, что приводит к значительному замедлению ск о ­
рости реакции (4.22). Д ля увеличения скорости реакции (4 .2 1) ис­
пользуют катализаторы (медь, ж елезо, алюминий и др.). Т а к , н а­
пример, при введении в исходный кремний до 5 % меди содерж ан и е
ТХС в смеси продуктов реакции при температуре 265 °С до хо ди т
до 95 %.
Синтез ТХС ведут в реакторе «кипящ его» слоя, в который с в е р х у
непрерывно подают порошок технического кремния с размером ч ас­
тиц 0,01— 1 мм. Псевдоожиженный слой частиц толщиной 2 0 0 —
600 мм создают встречным потоком хлористого водорода, которы й
поступает в нижнюю часть реактора со скоростью 1—8 см/с. Этим
самым обеспечивается перевод гетерогенного химико-технологиче-
ского процесса из диффузионной в кинетическую область. Так как
процесс является экзотермическим, то для стабилизации режима в
заданном интервале тем ператур осуществляют интенсивный отвод
теплоты и тщательный контроль температуры на разных уровнях
псевдоожиженного слоя. Кроме температуры контролируют расход
хлористого водорода и давление в реакторе.
Значительное влияние на выход ТХС оказы вает присутствие
примесей воды и кислорода в исходных компонентах. Эти примеси,
о к и сл яя порошок крем ния, приводят к образованию на его поверх­
ности плотных слоев 5Ю 2, препятствующих взаимодействию крем­
ния с хлористым водородом и соответственно снижающих выход
ТХ С. Т ак, например, при увеличении содержания Н 20 в НС1 с
0 ,3 до 0,4 % выход ТХ С уменьш ается с 90 до 65 %. В связи с этим
хлористый водород, а т а к ж е порошок кремния перед синтезом ТХС
проходят тщательную о суш ку и очистку от кислорода.
Образующаяся в процессе синтеза ТХС парогазовая смесь посту­
пает в зону охлаж ден ия, где ее быстро охлаждаю т до 40— 130 °С,
в результате чего вы деляю тся в виде пыли твердые частицы примеси
(хлориды ж елеза, алю миния и др.), которые вместе с частицами не­
прореагировавшего крем ния и полихлоридов (51„С12п+2) затем
отделяю тся с помощью фильтров. После очистки от пыли (являю ­
щ ейся взрывоопасным продуктом) парогазовая смесь поступает на
конденсацию при тем пературе —70 °С. Происходит отделение
БШ О з и 5Ю 4 (температуры кипения 31,8 и 57,2 °С соответственно)
о т водорода и НС1 (тем пература кипения 84 °С). Полученная в ре­
зул ь тате конденсации смесь состоит в основном из ТХС (до 90—
9 5 %), остальное — тетрахлорид кремния, который отделяют затем
ректификацией. Выделяемый в результате разделения тетрахлорид
кремния в дальнейшем используют для производства силиконов,
кварцевого стекла, а т а к ж е для получения трихлорсилана путем
дополнительного гидрирования в присутствии катализатора.
Получаемый ТХС содерж ит большое количество примесей, очист­
к а от которых представляет сложную задачу. Наиболее эффектив­
ным методом очистки яв л я е т с я ректификация, однако осуществить
полную и глубокую очистку от примесей, имеющих различную физико-химическую природу, применяя только ректификацию, слож­
но. В связи с этим д ля увеличения глубины очистки по ряду приме­
сей применяются дополнительные меры.
Т ак, например, д л я примесей, трудно очищаемых кристаллиза­
ционными методами (бор, фосфор, углерод), необходима наиболее
гл уб о к ая очистка ТХ С. Поэтому для повышения эффективности
очистки эти микропримеси переводят в нелетучие или комплексные
соединения. Д л я очистки от бора, например, пары ТХС пропускают
через алюминиевую с т р у ж к у при 120 °С. Поверхность стружки,
поглощ ая бор, приводит к почти полной очистке от него ТХС. По­
бочно образующийся хлорид алюминия далее возгоняют при температере 220—250 °С, а затем отделяют фракционной конденсацией.
Кроме алюминия могут быть использованы серебро, медь или су р ь ­
ма. Д обавка меди к алюминию позволяет одновременно очищ ать
ТХС от мыш ьяка и сурьмы. Повысить эффективность очистки от
бора позволяет такж е введение в ТХС пента- или оксихлоридев фос­
фора. При этом образуются нелетучие комплексные соединения фос­
фора с бором состава РС15-ВС13 или РОС13-ВС13, которые затем отде­
ляют ректификацией. Перевод бора в нелетучие соединения может
быть так ж е осуществлен путем добавления в ТХС трифенилхлорметана (или триметиламина, ацетонитрила, аминокислоты, кетона
и т. д .), приводящего к образованию с бором комплекса типа
(СвН5)3С-ВС13, который затем удал яю т ректификацией. О чи стку от
борсодержащих примесей осущ ествляю т такж е адсорбцией в р е а к ­
торах, заполненных алюмогелем или другими гелями (ТЮ 2, Р е 20 3,
(ОН)2) с последующей ректификацией ТХС.
Д ля очистки от фосфора ТХС насыщают хлором с переводом
трихлорида фосфора в пентахлорид. При добавлении в раствор хло­
рида алюминия образуется нелетучее соединение РС15-А1С13, кото­
рое затем удаляется ректификацией.
Контроль чистоты получаемого после очистки ТХС о сущ ествл я­
ют методами ИК-спектроскопии, хроматографии, а т а к ж е измере­
нием типа и величины проводимости тестовых образцов крем н и я,
получаемых из проб ТХС. Тестовый метод сущ ествует в д в у х модифи­
кациях. В соответствии с первой на лабораторной устан о вке о с а ж ­
дением из газовой фазы получают поликристаллический стер ж ен ь
кремния диаметром 10—20 мм. Д ал ее из него бестигельной зонной
плавкой выращивают контрольный монокристалл, по типу прово­
димости и удельному сопротивлению которого суд ят о чистоте
ТХС. Д л я определения концентрации доноров проводят один проход
зоны в аргоне или вакуум е и получают монокристалл п-типа, по
удельному сопротивлению которого судят о чистоте по донорам
(удельное сопротивление по донорам)-, для определения концентра­
ции бора приводят 5—15 проходов зоны в вак уум е, в р езу л ь тате
чего получают монокристалл р-тип а, по удельному сопротивлению
которого судят о чистоте по бору (удельное сопротивление по бору).
По второй модификации тестового метода монокристалл кр ем ­
ния выращивают непосредственно из газовой фазы на монокристаллический стержень в миниатюрном кварцевом реакторе и д ал ее
измеряют его удельное сопротивление.
Остаточное содержание микропримесей в ТХС после очистки не
должно превышать, % мае:
бора — 3-10~8, фосфора— 1 -1 0 - 7 ,
мыш ьяка — 5- Ю-10, углерода (в виде углеводородов) — 5 - 10- 7 .
По электрическим измерениям тестовых образцов остаточное со­
держание доноров должно обеспечивать удельное сопротивление
кремния п-типа не менее 5000 О м -см, а по акцепторам у кристаллов
р-типа — не менее 8000 Ом-см.
Технически и экономически конкурентоспособным по сравнению
с рассмотренным является т а к ж е метод получения поликристалли-
ческого кремния путем разлож ения силана БЩ , высокой чистоты,
процесс получения которого сводится к следующему.
Путем сплавления технического кремния и магния в водороде при
5 50 °С получают силицид м агн ия
который затем разлагают
хлоридом аммония по реакции Мй281+4ЫН4С1->-5Ш4+2Л^С12+
+41МН3 в среде жидкого ам м и ака при температуре —30 °С. Отде­
ляем ы й моносилан далее поступает на ректификационную очистку,
в результате которой содерж ание примесей снижается до уровня
менее 10-8— 10~7 %.
Известны и другие методы получения летучих соединений крем­
ния — хлорирование или иодирование технического кремния, про­
д ук там и которых являю тся тетрахлорид 51С14 или тетраиодид крем­
н ия Б и 4.
Восстановление очищенного трихлорсилана и и результате этого
получение поликристаллического кремния проводят в атмосфере
водорода
$>НС13(г)
Н 2(г>—►51(т) + ЗНС1(г)
на поверхности разогретых кремниевых стержней — основах диа­
метром 4—8 мм (иногда до 30 мм), получаемых методом выращива­
ния с пьедестала. В некоторых технологиях вместо цилиндрических
стержней используются пластинчатые (толщиной 1—5 мм и шириной
3 0 — 100 мм) с большей площадью осаждения. М атериалом для вы­
ращ ивания стержней сл уж и т высококачественный поликристаллический кремний. П оверхность стержней-основ подвергают ультра­
звуко во й очистке, травлению в смеси кислот (например, НР+
+ Н1Ч03), отмывке и суш ке. К стержням-основам д ля получения вы­
сококачественного поликристаллического кремния предъявляются
вы сокие требования по чистоте: они должны иметь удельное сопро­
тивление по донорам > 7 0 0 О м-см и побору > 5 0 0 0 Ом-см.
Из стержней изготовляю т электронагреватели (например, П-образной формы) и их нагрев осуществляют пропусканием электри­
ческого тока. По мере роста диаметра стержней силу тока посте­
пенно увеличивают.
Выбор условий водородного восстановления ТХС осуществляют
на основе оптимальной взаим освязи следующих параметров про­
цесса: равновесной степени превращения 51НС13 в ¿1, кристалли­
ческой структуры получаемых стержней, температуры процесса,
эн ергозатрат, мольного отношения Н 2: 51НС13, скорости осаждения
крем ния.
Оптимальными условиями процесса восстановления считают
тем п ер атур у 1100— 1150 °С, мольное отношение Н 2 : 5ШС13 в пре­
д ел ах 5 — 15, плотность подачи ТХС 0,004 моль/ (ч-см2). При тем­
п ературе стержней ниже оптимальной повышается степень превра­
щ ения ТХС в тетрахлорид кремния и уменьшается выход кремния.
Увеличение температуры приводит к существенному возрастанию
эн ергозатрат. При оптимальном мольном отношении Н 2 : 5ШС13=
= 5 —15 стержни имеют плотную мелкокристаллическую с т р у к т у р у
и относительно ровную поверхность. З а пределами этих отношений
образуется неровная поверхность, стр у к тур а стержней становится
крупнокристаллической с включениями газовы х пор, которые при
последующем плавлении поликремния в процессе выращ ивания
кристаллов приводят к бурлению и разбрызгиванию расплава.
Количество стержней, устанавливаемы х в различных промыш­
ленных реакторах, колеблется от 2 до 16, длина каждого стерж н я
с о с т а в л я е т до 2 м, конечный диаметр 150—250 мм. За счет взаимного
нагрева стержней скорость осаждения кремния в многостержневых
аппаратах выше, чем в двухстерж невы х; скорость роста диаметра
стержней достигает 0,5 мм/ч, энергозатраты составляют 3000
кВт- ч/кг.
Д ля повышения чистоты получаемого кремния производят тщ а­
тельную очистку водорода, реакторы делают из специальных с та­
лей, а так ж е защищают их поверхность от взаимодействия с газовой
средой путем введения дополнительных кварцевых (крем ниевы х)
колпаков, отделяющих реакционный объем от стенок реакто р а.
Хорошей защитой стенок реактора яв л я ется покрытие их защ итны ­
ми пленками, например полихлорсиланом.
Получение поликристаллических стержней кремния путем тер ­
мического разложения моносилана 51Н4 производится по ан ал о ги ч ­
ной методике при температурах 1000 °С. Образующийся при р а з ­
ложении водород 5Ш 4(г) -> 51(т) + 2 Н 2(г) обладает высокой сте­
пенью чистоты и используется в сопутствующ ем производстве. По­
лучаемый по этой технологии поликремний обладает более вы сокой
степенью чистоты, чем кремний, получаемый восстановлением Т Х С .
Извлечение кремния из 51С14 и 5 М 4 осуществляют восстан овле­
нием тетрахлорида кремния цинком либо термической диссоциацией
тетраиодида.
Получаемые поликристаллические стержни перед и сп о льзова­
нием в процессах выращивания монокристаллов методом Ч о х р а л ь ского разламываю т на удобные д ля загр узки в тигель к уск и или
разрезают на мерные заготовки. Д л я процесса бестигельной зо н ­
ной плавки стержни обрабатывают под нужный диаметр ш лиф овкой.
Удаление поверхностных слоев, обогащенных примесями и г а з а м и ,
кроме того, предотвращает разбрызгивание кремния из р ас п л ав л ен ­
ной зоны.
Современные технологические схемы получения поликристаллического кремния включают в себя регенерацию и повторное ис­
пользование всех компонентов и продуктов реакций восстановлени я
(пиролиза), что улучш ает технико-экономические показатели п ро­
цесса, снижает себестоимость получаемого кремния, делает п роцесс
экологически более чистым.
Рассмотренный процесс осаждения поликристаллического к р е м ­
ния используется такж е для получения на его основе п о л и к р и с т а л ­
лических т р у б на углеродных о п р авках . Вследствие высокой ч и сто-
ты и прочности эти трубы применяются вместо кварцевых в печах
высокотемпературных процессов (свыше 1200°С) в технологии по­
лупроводниковых и микроэлектронных приборов. Кремниевые тру-бы не подвержены просаживанию или другой деформации в течение
нескольких лет эксп луатац ии , несмотря на постоянное температур­
ное циклирование м еж ду 900 и 1250 °С, тогда к ак кварцевые трубы
имеют ограниченный срок служ бы при тех ж е процессах.
Потребление поликристаллического кремния электронной про­
мышленностью составляет несколько тысяч тонн в год.
Д ля получения кремния
в ы с о к о й чистот ы поликристаллические стержни подвергают кристаллизационной
очистке методом зонной плавки в вакуум е. При этом помимо крис­
таллизационной очистки кремния от нелетучих примесей (преиму­
щественно акцепторов) происходит существенная очистка его от
летучи х доноров за счет испарения их из расплавленной зоны. Так,
после 15 проходов расплавленной зоны со скоростью 3 мм/мин. по­
лучаю т монокристаллы кремния р -типа электропроводности с
остаточной концентрацией примеси менее 1013 см-3 и удельным со­
противлением (по бору) более 104 Ом-см.
Производство монокристаллов кремния в основном осуществля­
ют методом Ч охральского (до 80—Р0 % потребляемого электронной
промышленностью) и в меньшей степени методом бестигельной зон­
ной плавки.
Выращивание кристаллов кремния методом Чохральского в
основном осуществляют в потоке специально очищенного от примесей
аргона при разрежении —ТО4 Па. Выращивание при разрежении по­
зво л яет частично очистить расплав кремния от летучих примесей за
счет их испарения, а т а к ж е снизить образование на внутренней
облицовке печи налета порошка монооксида кремния, попадание
которого в расплав приводит к образованию дефектов в кристалле
и может нарушить монокристаллический рост.
Д ля получения монокристаллов кремния методом Чохральского
разработано и широко используется высокопроизводительное ав­
томатизированное оборудование, обеспечивающее воспроизводимое
получение бездислокационных монокристаллов диаметром до 200—
3 0 0 мм. С увеличением загр узк и и диаметра кристаллов стоимость
их получения ум ен ьш ается. Однако в расплавах большой массы
<60— 120 кг) характер конвективных потоков услож няется, что соз­
д а е т дополнительные трудности для обеспечения требуемых свойств
м атериала. Кроме того, при больших массах расплава снижение
стоимости становится незначительным за счет высокой стоимости
кварцевого тигля и уменьш ения скорости выращивания кристаллов
и з-за трудностей отвода скрытой теплоты кристаллизации. В связи с
эти м с целью дальнейш его повышения производительности процесса
и д л я уменьшения объема расплава, из которого производится выра­
щ ивание кристаллов, интенсивное развитие получили установки
полунепрерывного выращивания. В таких установках производится
дополнительная непрерывная или периодическая загр узк а крем ния
в тигель без охлаждения печи, например путем подпитки р асп л ава
жидкой фазой из другого ти гля, который, в свою очередь, т а к ж е
может периодически или непрерывно подпитываться твердой фазой.
Такое усовершенствование метода Ч охральского позволяет снизить
стоимость выращиваемых кристаллов на десятки процентов. Кроме
того, при этом можно проводить выращ ивание из расплавов неболь­
шого и постоянного объема. Это облегчает регулирование и опти­
мизацию конвективных потоков в расплаве и устран яет с е гр е га ­
ционные неоднородности кри сталла, обусловленные изменением
объема расплава в процессе его роста.
Д ля получения монокристаллов п- или р-типа с требуем ы м
удельным сопротивлением проводят соответствующее легирование
исходного поликристаллического кремния или расплава. В з а г р у ­
жаемый поликремний вводят соответствующие элементы (Р , В ,
А в, ЭЬ и др.) или их сплавы с кремнием, что повышает точность ле­
гирования.
Основная часть монокристаллов кремния, получаемых методом
Чохральского, используется д л я производства интегральных м и к­
росхем; незначительная часть (около 2 %) идет на изготовление сол­
нечных элементов. Метод явл яется оптимальным для изготовления
приборов, не требующих высоких значений удельного сопротивле­
ния (до 25 Ом- см) из-за загрязнения кислородом и другими п рим еся­
ми из материала тигля.
Выращивание кристаллов кремния методом бестигельной зонной
плавки (БЗП ) осуществляют на основе одновиткового и н дукто р а
(типа «игольного уш ка»), внутренний диаметр которого меньш е д и а­
метра исходного поликристаллического стержня и кр и стал ла. Во
всех современных системах зонной плавки используется стаци он ар­
ное положение индуктора, а поли кристаллический стержень и р ас­
тущий монокристалл перемещаются. Скорость выращ ивания кр и с­
таллов методом БЗП вдвое больше, чем по методу Ч о хр ал ьско го ,
благодаря более высоким градиентам температуры. И з-за техн и че­
ских трудностей выращиваемые методом БЗП кристаллы крем н и я
(их диаметр доведен до 150 мм) уступ аю т по диаметру к р и стал л ам ,
получаемым методом Чохральского. При бестигельной зонной п л ав ­
ке легирование выращиваемого кри стал ла, к ак правило, п роводят
из газовой фазы путем введения в газ-носитель (аргон) газо образн ы х
соединений легирующих примесей. При этом удельное сопротивле­
ние кристаллов может изменяться в широких пределах, д о сти гая
200 Ом-см. При выращивании в в а к у у м е получают м он окри стал­
лы с очень высоким сопротивлением — до 3• 104 О м-см. Д л я по­
лучения такого материала во избеж ание загрязнений не применяю т
резку или обдирку стержня поликристаллического кремния. О ста­
точные доноры, кислород, углерод и тяж ел ы е металлы у д ал яю т из
кремниевого стержня пятикратной зонной очисткой в в а к у у м е . К не­
достаткам метода БЗП относится значительная радиальная неодно-
родность распределения удельного сопротивления (20—30 %) полу­
чаем ы х кристаллов, которую можно уменьшить использованием
трансмутационного легирования.
Монокристаллы кремния, получаемые методом БЗП, составляют
около 10 % общего объема производимого монокристаллического
кремния и идут в основном на изготовление дискретных приборов,
особенно тиристоров большой мощности.
Кристаллы кремния, получаемые методами Чохральского и БЗП
д л я целей твердотельной электроники, в подавляющем большинст­
в е являю тся бездислокационными. Основными видами структурных
деф ектов в них являю тся микродефекты (МД) размером от долей на­
нометров до нескольких микрометров с концентрацией 107 см-3 и
более. Различают в основном три вида МД: дислокационные петли,
стабилизированные примесью, и их скопления (А-дефекты); сфери­
ческие, удлиненные или плоские примесные преципитаты и части­
цы плотной кремниевой фазы (В-дефекты) и скопления вакансий
(Д-деф екты). П редполагается, что М Д могут образовываться непос­
редственно в процессе кристаллизации, при обработке кристалла
(термической, радиационной, механической и др.), а такж е в про­
цессе работы полупроводникового прибора. Т ак, при росте кристал­
л а М Д могут возникать в результате захвата растущим кристал­
лом примесных комплексов и частиц, обогащенных примесью, к а­
пель расплава, а так ж е агломератов атомов кремния. На послеростовы х этапах формирование М Д происходит в основном в резуль­
тат е распада твердого раствора примеси или собственных точечных
деф ектов в кремнии на гетерогенных центрах или первичных МД,
образовавш ихся в процессе роста кристалла.
Основными фоновыми примесями в монокристаллах кремния яв­
л яю тся кислород, углерод, азот, быстродиффундирующие примеси
т я ж е л ы х металлов.
К и с л о р о д в к р е м н и и в зависимости от концентрации,
формы существования и распределения может оказы вать как отри­
цательное, так и положительное влияние на структурны е и элект­
рические свойства кристаллов. Концентрация кислорода в кристал­
л а х , выращенных по м етоду Чохральского из кварцевого тигля, оп­
ределяется следующими источниками: растворением тигля и пос­
туплением кислорода в расп лав из атмосферы камеры выращивания.
В зависимости от вязкости расплава, характера конвективных по­
токов в расплаве, скорости роста кристаллов концентрация кисло­
рода в выращенных кри стал лах изменяется от 5 - 1017 до 2 - 1018 см-3 .
П редел растворимости кислорода в кристаллическом кремнии со­
ста вл яет 1,8-10 18. С понижением температуры растворимость кис­
лорода резко падает. Д л я контролирования и уменьшения кон­
центрации кислорода в кри сталлах кремния, выращиваемых мето­
дом Ч охральского, вместо кварцевых используют тигли, изготов­
ленны е из нитрида крем ния, тщательно очищают атмосферу печи
(ар го н ) от кислородсодержащ их примесей.
Концентрация кислорода в кристаллах, получаемых методом
БЗП, обычно составляет 2-1016—2 -1 0 16 с м -3.
У г л е р о д в к р е м н и и яв л яется одной из наиболее в р е д ­
ных фоновых примесей, оказывающей н ар яд у с кислородом зн ач и ­
тельное влияние на электрические и структурн ы е характеристики
материала. Содержание углерода в кри сталлах, получаемых по
методу Чохральского и БЗП, со став л яет5 - Ю16—5 - 1017 см~3. Р а с т ­
воримость углерода в расплаве кремния при температуре п лавлени я
равна (2 -^ 4 )-1018 см-3 , в кристаллах — 6 -1 0 17 см-3 . Эффективный
коэффициент распределения углерода в кремнии — 0,07.
Основными источниками углерода в выращ иваемых кр и стал л ах
является монооксид и диоксид углерода, а т ак ж е исходный поликристаллический кремний. Оксиды угл ер о д а образуются в р е з у л ь ­
тате взаимодействия монооксида кремния с графитом горячих э л е ­
ментов теплового узл а и подставки д л я ти гл я в установке д л я в ы ­
тягивания кристаллов, в результате взаимодействия кварц евого
тигля с графитовой подставкой, окисления графитовых элементов
кислородом. Д ля снижения концентрации кислорода в кр и стал лах
уменьшают его содержание в основных источниках, уменьшают чи с­
ло графитовых и углеродсодержащих узл о в камеры выращ ивания
или нанесения на них защитных покрытий.
Остаточная концентрация
азота
в
к р ис т а л ла х
кремния,
полученных по методам Ч охральского и БЗП , не
превышает 1012 см~3. Предел его растворимости в твердом кремнии
при температуре плавления составляет 4 ,5 - 1015 см -3, равновесный
коэффициент расплавления равен 0,05. Основными источниками азо ­
та являю тся газо вая атмосфера, выделения из графита, тигель из
нитрида кремния. Я вляясь донором, азот, кроме того, приводит к
повышению значений критических напряжений образования ди с­
локаций в кремнии.
Концентрация быстродиффундирующих примесей тяж елы х м е­
таллов (Ре, Си, Аи, Сг, 2п и др.) в кри сталлах кремния, вы ращ и вае­
мых методом Чохральского и БЗП, не превыш ает 5 -1 0 13, а в особо
чистых, получаемых многократной зонной плавкой,— 5-1011 см - 3 .
Основными типами примесной неоднородности в кр и стал лах
кремния являю тся канальная и слоистая. Причины их образования
и меры борьбы с ними будут рассм атриваться в § 5.2.
Арсенид га л л и я
На первом этапе технологического ц и кла производится синтез
поликристаллического арсенида гал л и я, который может осущ еств­
ляться сплавлением компонентов — гал л и я и мыш ьяка — и в за и ­
модействием расплава галлия с парами м ы ш ьяка. Синтез арсен и да
галлия часто сочетают с получением монокристаллов в одной т е х ­
нологической установке.
Сплавление галлия и мышьяка необходимо производить под з а ­
щитным слоем, который предотвращает интенсивное испарение лег­
колетучего компонента — мыш ьяка. К материалу защитного слоя
предъявляю т следую щ ие требования: химическая стабильность при
температуре плавления GaAs; меньшая, чем у GaAs, плотность;
несмешиваемость с расплавом GaAs; в нем не должны растворяться
пары мыш ьяка; долж ен быть прозрачным, чтобы при выращивании
кристаллов можно было контролировать процесс затравливания мо­
нокристалла. О ксид бора В 20 3 (температура размягчения 600 °С)
удовлетворяет больш инству из этих требований, кроме одного:
мыш ьяк, плавящ ийся при 820 °С, хотя и слабо, но растворяется в
В 20 3, что приводит к потерям As. Д л я уменьшения потерь над слоем
В 20 3 создают повышенное давление инертного газа.
В кварцевый ти гель помещают смесь галлия и мыш ьяка при не­
большом избытке м ы ш ьяка сверх стехиометрии для компенсации
его потерь на испарение при синтезе. Смесь покрывают кусочками
оксида бора, обеспечивающими после его расплавления слой тол­
щиной 20—40 мм. Т игель нагревают до температур 820—850 °С
в атмосфере инертного га за (аргоне или азоте) в камере высокого
давления (6 М П а). В результате плавления мыш ьяка (817 °С) и
галлия^(30 °С) под слоем образуется ж идкая смесь компонентов, в
которой начинает протекать экзотермическая реакция синтеза арсенида гал л и я. В р езультате этого температура плавления стано­
вится чуть выше точки плавления арсенида галлия (1238 °С). Про­
цесс синтеза проводится в течение времени, обеспечивающем завер­
шение реакции синтеза и гомогенизацию расплава.
По завершении синтеза производят охлаждение расплава в ус­
ловиях спонтанной кристаллизации и образования поликристаллического слитка либо кристаллизацию осуществляют направленно
методом Ч охральского.
Синтез, основанный на взаимодействии расплава нелетучего
компонента с паром летучего, является основным методом многих
разлагаю щ ихся полупроводниковых соединений. Применительно к
арсениду галли я этот метод синтеза заключается в следующем. Жид­
кий галлий помещают в горизонтальную кварцевую лодочку в од­
ном из ее концов. Л одочку располагают в горизонтальной кварце­
вой ампуле, где в другом конце находится сосуд, содержащий
твердый м ы ш ьяк. Д л я очистки поверхности компонентов от окси­
дов ампулу помещают в печь и откачивают до остаточного давления
меньше 10~4 П а при температуре галлия 650 °С и мыш ьяка 300 °С.
Очистку компонентов от оксидов ведут несколько часов, после
чего ам пулу отпаиваю т и помещают в многозонную печь для го­
ризонтальной направленной кристаллизации. Зона, в которой
расположен галли й , нагревается до температуры плавления ар ­
сенида гал л и я, а м ы ш ьяк доводится до температуры 613—620 °С,
при которой происходит его интенсивная сублимация и давление
собственных паров составляет 106 Па. Пары мыш ьяка диффундиру-
ют в другой конец ампулы, где в р езул ьтате гетерогенной реакц и и
с расплавом галлия происходит образование арсенида гал л и я. Л и ­
митирующими стадиями процесса синтеза являю тся диффузия ато ­
мов мыш ьяка в расплаве галлия и диффузия молекул арсенида г а л ­
лия из зоны реакции в глубь расплава. В соответствии с этим к и ­
нетика гетерогенной реакции синтеза яв л я ется диффузионной и имеет
первый порядок в соответствии с порядком уравнения первого з а ­
кона Ф ика. Продолжительность вы держ ки расплава т в процессе
синтеза, лимитируемая диффузией м ы ш ьяка в расплав, оп исы вает­
ся уравнением
т
2 ,ЗУ 18 [(С* — С ж)/(Сж — С»)I./(Яр /Сжг),
где V — объем синтезируемого расп лава; С*ж, С&, Сж — равн овес­
ная, начальная и текущ ая концентрация м ы ш ьяка в расплаве соот­
ветственно; Ар — площадь контакта расп лава с паровой фазой; К г—
коэффициент испарения (взаимодействия) мыш ьяка.
ЖГ
После завершения процесса синтеза расплав охлаждаю т, в ре­
зультате чего получают поликристаллический слиток. При устан о в ­
ке в затравочный канал монокристаллической затравки производят
горизонтальную направленную кристаллизацию расплава и п о л уч а­
ют монокристаллический слиток. Управление движением фронта
кристаллизации от затравки к другом у концу лодочки осущ ествляю т
движением печного блока относительно лодочки либо путем ис­
пользования многозонной печи, в которой различные зоны м еняю т
свою температуру по заданному во времени закону.
Основным методом получения монокристаллов арсенида га л л и я
является метод Чохральского. С помощью его получают бездислокационные монокристаллы круглого сечения (в отличие от 0 -о б р а зных в горизонтальном методе Бриджмена) диаметром до 75 мм и с
ориентацией [100] (методом Бриджмена возможно выращ ивание
слитков лишь в кристаллографическом направлении < 1 1 1 ;> ). В ы ­
тягивание кристаллов методом Ч охральского осуществляют из-под
защитного слоя В 20 3, источником расплава служ и т поликристалли­
ческий ваА в. Процесс проводят в атмосфере аргона или азота при
давлении до 2—6-106 Па. Д ля достижения однородности со с тав а
выращиваемых кристаллов на расплав наклады ваю т в ер ти к а л ь ­
ное магнитное поле. Контроль угл а разращ ивания и диаметра в ы р а ­
щиваемого кристалла осущ ествляется автоматически с использо­
ванием весового датчика, а контроль положения уровня р ас п л ав а
производят с помощью рентгеновской системы. Типичные услови я по­
лучения кристаллов: скорость выращ ивания 3—9 мм/ч; скорость
вращения кристалла 6 об/мин и ти гля 15—30 об/мин, тем п ер атур ­
ный градиент в слое В ,0 3 100— 150 град/см. Все большее расп рост­
ранение получает и метод, совмещающий в одной технологической
установке синтез при пониженном давлении и последующее в ы т я ­
гивание монокристалла арсенида гал л и я. В герметичной у с т а н о в к е
для выращивания кристаллов методом Ч охральского при п ониж ен­
*
ном давлении галлий под защитным слоем оксида бора нагревается
в тигле (кварцевом или из пиролитического нитрида бора) до темпе­
ратуры чуть выше температуры плавления арсенида галлия. Затем в
расплав галлия вводится труб ка (кварцевая или из пиролитического
нитрида бора), соединенная с нагретой герметичной ячейкой, за­
полненной твердым мыш ьяком. Пары мыш ьяка через трубку попа­
даю т в галлий, в р езультате чего образуется расплав арсенида гал ­
л и я под защитным слоем В 20 3. По завершении процесса синтеза
тр уб к а вынимается из расплава, вместо нее опускается затравка
арсенида галли я и начинается вытягивание кристалла. В отличие
ют синтеза под высоким давлением данный метод позволяет с высо­
кой степенью точности контролировать исходную стехиометрию
расплава, что в значительной степени влияет на стехиометрию крис­
тал л а и соответственно на его электрофизические свойства.
Например, при избы тке в расплаве мыш ьяка основными точеч­
ными дефектами в выращ иваемых кристаллах являю тся междоузельн ы е атомы Аэ.
Важное значение д л я изготовления на основе ОаАв интеграль­
ных микросхем яв л я е т с я получение полуизолирующих кристаллов.
Э то достигается легированием кристаллов в процессе роста хромом
до уровня 5 - 1015 см 3, дающим в запрещенной зоне глубокий акцеп­
торный уровень, а т а к ж е выращиванием чистых кристаллов из стехиометрического расп лава или из расплава, слегка обогащенного
мыш ьяком. Удельное сопротивление выращиваемых кристаллов
достигает 10е О м-см.
Д л я повышения воспроизводимости процесса выращивания бездислокационных монокристаллов в расплав арсенида галлия вводят
индий до концентраций 1021 см-3 . Индий является примесью, упроч­
няющей кристаллическую решетку ОаАв и соответственно повы­
шающей энергию образования дислокаций при росте кристаллов.
Основными неконтролирующими примесями в монокристаллах
арсенида галли я являю тся углерод и кремний. Источниками этих
прммесей сл уж ат различные углеводороды и кварцевый тигель. При
использовании тиглей из пиролитического нитрида бора уровень
этих примесей сущ ественно понижается, однако в кристаллах об­
наруж ивается бор. П оскольку бор изоэлектронен с галлием, его
наличие не сказы вается существенным образом на электрофизиче­
ски х свойствах кристаллов арсенида гал л и я.
ГЛАВА 5
ФИЗИКО -ХИ М И ЧЕСКИ Е основы
ПРОЦЕССОВ Л Е ГИ РО ВА Н И Я М О Н О К РИ СТАЛ ЛО В
ПО ЛУПРО ВО ДНИКО ВЫ Х И Д И Э Л Е К Т РИ Ч Е С К И Х
М А ТЕРИ А Л О В
§ 5.1. ЛЕГ ИРОВ АНИЕ К Р И С Т А Л Л О В В Т В Е Р Д О Й Ф А З Е
Легирование уж е выращенных кристаллов полупроводников и
диэлектриков, т. е. в твердой фазе, можно осущ ествлять методом
диффузии примеси из внешней газовой, жидкой или твердой фаз и
методом радиационного легирования. Диффузионное легирование
является методом технологии приборов и в практике технологии
получения материалов распространения не получило. В связи с
этим мы его рассматривать не будем. Рассмотрим радиационный ме­
тод легирования выращенных кристаллов.
Радиационное легирование кристаллов. При облучении кри стал ­
лов полупроводников и диэлектриков ядерными частицами (нейт­
ронами, протонами, ук ван там и и др.) в результате протекания ядерных реакций может наблюдаться превращение частиц атомов основ­
ных компонентов вещества в атомы других химических элем ентов,
ранее отсутствовавших в материале (трансмутационное леги ровани е).
Это явление в настоящее время находит все более широкое приме­
нение для однородного легирования выращенных кристаллов. Н аи­
большее практическое применение д ля радиационного л еги рован и я
получило использование тепловых нейтронов, поскольку больш инст­
во элементов имеют сравнительно высокие значения сечения ядерной реакции на тепловых нейтронах. Кроме того, достаточно до ступ ­
ны для практического использования очень высокие потоки теп ло­
вых нейтронов, особенно в ядерны х реакторах. Концентрация л еги ­
рующей примеси, введенной радиационным легированием при об­
лучении тепловыми нейтронами, вычисляется по формуле
Спр = Ф а С осн.к а т ,
(5 .1 )
где Ф — плотность потока тепловых нейтронов; а — изотопное
эффективное сечение ядерного превращ ения по данной ядерной р е а к ­
ции; С0Сц к — концентрация атомов основного компонента; а —
распространенный изотоп основного компонента, испытываю щ его
ядерное превращение; т — врем я облучения.
В качестве примера легирования кристаллов облучением их
тепловыми нейтронами рассмотрим радиационное л еги р о ван и е
кремния.
Естественный кремний представляет собой смесь трех стабиль’
ных изотопов: 2851 (92,28 %), ^ (4,67 %) и 3о51 (3,05 %). При об­
лучении кремния медленными нейтронами ядра этих изотопов, пог­
лощая нейтроны и испуская у-кванты, превращаются соответствен­
но в изотопы 2951, ^
и “ Бь Изотоп 3151 нестабилен и распадается
с периодом полураспада 2 , 6 ч, превращаясь в стабильный изотоп
фосфора 31Р. Концентрацию введенного таким образом фосфора рас­
считывают по (5.1). При этом считается, что за время выдержки об­
разца после облучения распадутся
практически все ядра нестабильного
изотопа 3’5К
Так как в (5.1) а >
физические характеристики исходного
материала, а плотность потока мед­
ленных нейтронов в каждой серии
процессов легирования можно считать
постоянной, то концентрация вводи­
мого фосфора зависит только от вре­
Рис. 5.1. График зависимости
мени облучения (рис. 5.1), которое
концентрации атомов фосфора,
можно контролировать с высокой сте­
вводим ого в кремний, от дл и ­
пенью точности ( ~ 1 % и лучше).
тельности облучения кристал­
лов тепловыми нейтронами
Однородность распределения концен­
траций фосфора и соответственно
удельного сопротивления по объему кристалла в первую очередь
зависит от распределения концентрации остаточных после выра­
щ ивания монокристаллов компенсирующих примесей в кремнии
(бора). Следовательно, для получения кристаллов кремния, одно­
родных по удельному сопротивлению, необходимо, чтобы концен­
трация вводимого фосфора была намного больше остаточной кон­
центрации бора. Измерения микро- и макрораспределений удель­
ного сопротивления вдоль оси и радиуса слитков показывают, что
неоднородность удельного сопротивления по слитку при радиацион­
ном легировании не превышает ± 3 %. Это значительно превышает
степень однородности распределения удельного сопротивления по
объем у легированных монокристаллов кремния, выращенных из
расплава.
Недостатком метода радиационного легирования является од­
новременное образование в облучаемых кристаллах радиационных
нарушений кристаллической решетки. Причем в ядерном реакторе
помимо медленных нейтронов обычно присутствуют быстрые нейт­
роны и мощное у-излучение. В результате суммарного действия всех
этих частиц в легируемый кристалл вводится заметное количество
радиационных дефектов, которые существенно изменяют электрофи­
зические свойства кремния. Поэтому обязательной стадией процес­
с а при получении радиационно-легированного материала является
термообработка кристаллов после облучения, что необходимо для
отж ига радиационных дефектов и достижения требуемых электро­
физических свойств кремния. Относительно полное восстановление
свойств кремния, легированного в реакторе, достигается после от­
жига при температуре 800 °С в течение 1 ч.
Вторым недостатком данного метода легирования являю тся стои­
мость облучения и необходимость введения мер радиационной б ез­
опасности.
Нейтронное трансмутационное легирование кристаллов — в а ж ­
ная и быстро развивающаяся область технологии полупроводников.
Этим методом можно производить легированный материал в объемах,
значительно превосходящих объемы, получаемые другими рад и а­
ционными методами, используемыми в технологии полупроводни­
ков (например, метод ионной имплантации).
Кремний, легированный нейтронной трансмутацией, в промыш­
ленных масштабах стал производиться в 1975 г. и является основ­
ным материалом для производства силовых приборов, где в качестве
главного требования выдвигается высокая однородность распределе­
ния примесей в кристалле. Ежегодное использование такого крем ­
ния составляет свыше 100 т.
Метод радиационного легирования находит все большее примене­
ние для легирования других полупроводниковых материалов, им
осуществляют легирование германия галлием и мышьяком, антимонида индия оловом, арсенида галлия германием и селеном и т. д.
§ 5.2. Л ЕГ И Р О В А Н И Е К Р И С Т А Л Л О В
В П Р ОЦ Е С С Е В ЫР А ЩИ В А Н И Я ИЗ Ж И Д К О Й ФАЗЫ
Кристаллизация расплава, содержащего легирующую примесь.
Условия роста кристаллов из легированных расплавов и характер
процессов на фронте кристаллизации, сопровождающих рост кри с­
талла, отличаются от процессов, протекающих при кристаллизации
чистых расплавов. Помимо влияния примеси на кинетику поверх­
ностных процессов при кристаллизации добавление примеси к чис­
тому веществу приводит к изменению его температуры плавления,
которая может повышаться и понижаться в зависимости от х ар ак те­
ра взаимодействия атомов примеси и вещества. Зависимость тем ­
пературы плавления вещества от концентрации примеси графически
выражается диаграммой состояния. Наиболее типичные диаграммы
состояния, встречающиеся при работе с полупроводниковыми и ди­
электрическими веществами, были приведены в § 2 .2 (см. рис. 2 .9 )
при рассмотрении кристаллизационных методов очистки вещества.
Там же было показано, что в области малых концентраций прим е­
си, т. е. в наиболее важной области с точки зрения практики очист­
ки и легирования полупроводниковых и диэлектрических м атериа­
лов, при описании процессов кристаллизации все разнообразие ф а ­
зовых диаграмм можно свести к двум прямым, касательным к к р и ­
вым солидуса и ликвидуса в точке плавления основного компонен­
та. Эти прямые направлены вниз, если примесь понижает темпера­
туру плавления, и вверх, если она ее повышает (см. рис. 2 . 10 ).
Соотношение концентраций примеси в твердой и жидкой фазах,
определяемое равновесным коэффициентом распределения К0 —
= СТВ/СЖ, для таких разбавленных растворов при любых темпера­
турах (в интервале аппроксимации линий ликвидуса и солидуса пря­
мыми линиями) будет величиной постоянной. Коэффициент распре­
деления называется равновесным, потому что он отражает состав фаз
на диаграмме состояния, постоянной в равновесных или максималь­
но близких к равновесию условиях, т. е. при скорости кристалли­
зации, стремящейся к нулю. Если примесь понижает температуру
плавления вещества, значения равновесного коэффициента распре­
деления (см. рис. 2 . 10 ) будут меньше единицы (К0< \) , что часто
встречается на практике. В обратном случае, когда примесь повы­
шает температуру плавления вещества, Хо>1- Этот случай в тех­
нологии полупроводников и диэлектриков встречается сравнитель­
но редко.
Работа с концентрированными растворами требует учета всей
фазовой диаграммы. Равновесный коэффициент распределения в
этом случае будет функцией температуры и состава расплава. Рас­
чет равновесного коэффициента распределения возможен с помощью
термодинамики растворов. По мере протекания процесса кристалли­
зации при понижении температуры состав твердой фазы изменяется
по линии солидуса, а состав жидкой фазы — по линии ликвидуса
(см. § 2.2). При этом, поскольку диффузия примесей в твердой фазе
пренебрежимо мала, слои твердой фазы, закристаллизовавшиеся
по мере охлаждения расплава при различных температурах, будут
иметь различный состав, что приведет к неоднородности распределе­
ния примеси в твердой фазе. Это закономерное нарушение однород­
ности состава, захватывающее объем твердой фазы, называют сегре­
гационным нарушением постоянства состава.
Рассмотрим теперь, как влияют условия выращивания кристал­
лов из расплавов, содержащих легирующую примесь, на характер
перераспределения примесей между жидкой и твердой фазами. Рас­
смотрим наиболее часто встречающийся в практике случай, когда
равновесный коэффициент распределения примеси УС0< 1 - По мере
роста кристалла со скоростью V за счет того, что твердая фаза содер­
жит меньше примеси, чем исходный расплав, из которого она об­
разуется, концентрация примеси в расплаве у границы раздела воз­
растает. Накопление избытка примеси, выделяющейся на движу­
щемся фронте кристаллизации, приводит к образованию перед ним
диффузионного слоя б (рис. 5.2, а), из которого примесь путем диф­
фузии переходит в объем расплава. Если же равновесный коэффи­
циент распределения примеси К о > 1 , то вблизи поверхности роста
ощущается недостаток примеси (рис. 5.2, б). Таким образом, в ста­
ционарном режиме роста кристалла должен существовать поток при­
месного компонента от границы роста в глубь расплава или к ней.
Толщина диффузионного сдоя б (см. § 2.2) зависит от многих
факторов: интенсивности перемешивания расплава, его вязкости и
коэффициента диффузии И примеси в расплаве. В связи с этим ре­
альный коэффициент распределения, действующий при росте крис­
талла, фронт кристаллизации которого движется с некоторой конеч­
ной скоростью V , отличается от равновесного коэффициента распре­
деления Ко, определенного из диаграммы состояния, и его называют
эффективным коэффициентом распределения К ■ Найдем связь м еж ­
ду эффективным (К) и равновесным ( К0) коэффициентами распредеС
С
О
8
о
В
6)
а)
Рис. 5.2. Распределение примеси м еж ду расплавом
кристаллом
и растущим
ления примеси. Д ля этого необходимо найти зависимость, описы­
вающую распределение концентрации примеси в расплаве передвижущимся фронтом кристаллизации (рис. 5 . 2 , а).
Распределение примеси в двухфазной системе кристалл— рас­
плав описывается дифференциальным уравнением массообмена в
движущейся среде
дС
дт
— до grad С + Д у 2 С,
(5.2)
где С — концентрация примеси; до
скорость движения жидкости;
Б — коэффициент диффузии.
Решая (5.2), можно найти распределение концентраций примеси
в системе в трех измерениях. Однако основные результаты постав­
ленной задачи можно получить решая уравнение (5 . 2 ) для одного
направления, перпендикулярного границе раздела кристалл—
расплав. Поместим начало координат х = 0 так, чтобы оно совпадало
с границей раздела кристалл—расплав, а положительное направле­
ние соответствовало движению в глубь расплава. Д ля одномерного
случая (5.2) имеет вид
д С
дх
■— шг
¿С
(1 х
(5.3)
Решим (5.3) при следующих допущениях. Коэффициент диффузии
примеси в диффузионном слое постоянен: О = сопз<:; режим роста
кристалла установившийся, т. е.
дс
Эт
—
(1С
Ах
=0;
п с12С
п
•'£>— — = о.
,
А хг
/с
(5.4)
Далее, в пределах слоя б скорость движения расплава ьих равна
скорости роста кристалла V (w^=v при х < 6 ); концентрация примеси
в твердой фазе равна Ст, а в глубине жидкой фазы при х > 6 С=
-■-Си, — средней концентрации примеси в расплаве (рис. 5.2).
Исходя из процесса массоотдачи в жидкой фазе граничное условие
для решения*(5.4) определяется из равенства потока примеси, под­
водимого к границе раздела фаз вследствие массопроводности в
твердой фазе и отводимого от нее вследствие массоотдачи. Таким
образом,
и (С0 — Ст) + 0 - ^ - = 0 при х = 0 , |
и^
I
С = СЖ при х = б,
|
(о.о)
При этих граничных условиях решения (5.4) имеют следующий
вид:
Ах
Г>
О
__ / vЬ
и
С—Ст
' ехР -77 ------ тг" ■
Сж—Ст
[ О
О
(5.7)
Обозначим
иб
(5. 8)
а также учтем, что у самой границы раздела ( * = 0 ) концентрация
примеси в расплаве равна С0. С учетом этого окончательно имеем
£т. _ еА.
(5.9)
Сж - С т
Легко видеть, что выражение (5.9) описывает наблюдаемые в
эксперименте явления. Действительно, при малой скорости роста
кристалла, т. е. когда V
0 , концентрация примеси в расплаве вы­
равнивается и С0 = С Ж. При увеличении скорости роста концентра­
ция примеси С0 у границы раздела (*=0) возрастает. Это приводит
к возрастанию концентрации примеси и в кристалле, при этом счи­
тают, что отношение Ст/С 0 не зависит от. скорости роста и может
быть использовано как характеристика системы кристалл—при­
месь. С другой стороны, отношение Ст/Сш является рабочим пара­
метром и будет изменяться при изменении всех факторов, влияющих
на С0, в частности скорости роста и интенсивности перемешивания
В ( } Равновесный (Ко=Ст/С0) и эффективный (К = С Т/С }Л
коэффициенты распределения, получим уравнение, связывающее их
между собой
К ~ Л т__________ Ко
Сш
Ко + ( 1 -* „ ) е - Л '
для
(
Зависимости эффективного коэффициента распределения от Д
различных систем кристалл—примесь представлены на
рИС.
1о.
Экспериментально построенные зависимости / ( = / (А) позволяют
определять для заданных конкретных условий легирования кри­
сталла количество примеси (характеризуемое известным и постоян­
ным значением К„), которое надо ввести в данную массу расплава,
чтобы обеспечить в выращиваемом кристалле необходимое значение
Ст. Следует подчеркнуть, что, согласно (5.10), К зависит не только
° Тл1К° р0СТИ выРащивания кристалла, но и от б и коэффициента
диффузии примеси в расплаве. Значение его для большинства сис­
тем расплав—примесь лежит в диапазоне 10“ 5— 10- 4 см2/с. В свою
очередь, б в значительной степени зависит от гидродинамических
процессов, протекающих в расплаве, которые определяются ско­
ростью выращивания кристалла, отношением диаметра кристалла
к диаметру тигля, формой тигля, распределением температуры в
расплаве и т. д. Величина б может меняться от 1 до Ю“ 3 см Таким
образом, подобрав оптимальные условия для выращивания леги ­
рованных кристаллов (геометрические размеры тигля и кристал­
лов, взаимное расположение нагревателя, тигля и кристалла, ско­
рости вращения тигля и кристалла, тепловые условия и т д ), мы
тем самым фиксируем значения б. Построение в этом случае зависи­
мости д —/ (Д) для применяемых в данной системе легирующих
ПрИ^ СеИ сводится к снятию графика зависимости эффективного
коэффициента распределения от скорости выращивания кристалВ некоторых случаях, если характер перемешивания расплава
задан, определение величины б возможно аналитически. Так, если
при получении легированных кристаллов методом Чохральского
перемешивание расплава осуществляется вращением кристалла и
тигля вокруг своих осей во встречном направлении с угловыми
скоростями соответственно сок и сот, то б при небольшой скорости
роста (с этими скоростями обычно и выращивают кристаллы) может
быть рассчитана по выражению (1.9), предложенному Бартоном,
Примом и Слихтером:
у
б = / Ш 1/ 3 V1/ 6 о - 1/ 2,
(5 1))
где А
постоянная, принимающая значение от 1,3 до 1 6 - у —
кинематическая вязкость расплава; ю = шк+ ыт.
При выводе формулы (5.10)' считалось, что концентрация леги­
рующей примеси в кристалле находится в равновесии с соответству­
ющей концентрацией в приповерхностных слоях расплава. Это поз­
воляло связать данные концентрации между собой с помощью рав­
новесного коэффициента распределения и определять его из диа­
граммы состояния. Рассмотренное равновесное вхождение примеси
в кристалл возможно при соблюдении условия
v <^DT/a* — vD,
(5-12)
т. е. когда скорость роста кристалла много меньше скорости диффу­
зии примеси Vr> в нем. Здесь DT — коэффициент диффузии примеси
в твердой фазе, а* — высота элемен­
тарной ступени роста.
Если неравенство(5.12) выполняется,
Напра6лени9
то в процессе движения межфазной гра­
[Ю0}\
рост а
ницы кристалл и расплав успевают
WO) 1 кр и ст а л л а
обмениваться примесью до достижения
равновесного соотношения концентраций
в них. В этом случае не наблюдается за­
Рис. 5.3. Графики зависи м о­
висимости эффективного коэффициента
сти коэффициента расп р еде­
распределения от кристаллографической
ления от скорости д л я р а з­
личной ориентации р асту ­ ориентации растущей поверхности ^ п о ­
щих кристаллов
лярности граней, например ( 111 ) и ( 111 ),
при выращивании кристаллов соединений An iBv и другие явления.
При больших скоростях роста, когда неравенство (5.12) и соот­
ветственно условия равновесия на поверхности раздела не соблю­
даются, влияние грани (эффект грани) уже может иметь место при
выращивании легированных кристаллов (рис. 5.3). В этом случае
зависимость эффективного коэффициента распределения от скоро­
сти роста и связь его с равновесным коэффициентом распределения
могут быть получены исходя из адсорбционного механизма захвата
примесей.
Как следует из представлений об адсорбции, концентрация
примеси в поверхностном слое может превышать соответствующие
концентрации в фазах (в кристалле и расплаве). Считается, что по­
верхностный слой имеет толщину в несколько атомных плоскостей.
По мере роста кристалла эти плоскости уходят внутрь твердой фа­
зы, при этом концентрация примеси в них уже не будет являться
равновесной. Вследствие этого начинается процесс диффузионной
релаксации избыточных или недостаточных атомов примеси в рас­
плав или из него. Поэтому, если скорость нарастания новых слоев
велика, избыточные атомы адсорбированной примеси будут оста­
ваться в глубине кристалла. Концентрация в нем благодаря этому
будет отличаться от равновесного случая. Коэффициент распреде­
ления, определяемый по отношению к приповерхностным слоям
расплава, будет превышать Ко- Этот коэффициент распределения
называют действительным и обозначают К*. Формула для дейст­
вительного коэффициента распределения имеет вид
К* = Ко +
( К .- К о ) е
-vD/v
(5.13)
где К а — отношение концентрации адсорбированных примесных
атомов к их концентрации в близлежащих слоях расплава; ив —
скорость роста, при которой за единицу времени происходит диф­
фузионное изменение концентрации примеси в е раз. Это такая
скорость, когда интервал времени между нарастанием соседних
слоев равен времени «диффузионной релаксации» адсорбированных
примесей.
Связь между концентрациями примеси в кристалле Ст и в глу­
бинных слоях расплава С,к в рассматриваемом случае осуществля­
ется с помощью эффективного коэффициента распределения
К = .
К*
(5.14)
Л "* + (1 — К*) е —Л’
где К* определяется по (5.13).
Формула (5.14) включает в себя несколько параметров, подле­
жащих экспериментальному определению, а именно: б, К„, /С8 и ив .
При работе в области относительно небольших скоростей роста чис­
ло этих параметров можно уменьшить, считая, что К* не зависит
от и, а меняется только с кристаллографической ориентацией.
Распределение примесей в выращиваемых кристаллах. При изу­
чении процессов легирования кристаллов, выращиваемых из рас­
плава, все многообразие
методов
выращивания
оказывается возможным
свести к двум идеализи­
рованным схемам.
6)
Первая схема назы­
вается нормальной на­ Рис. 5.4. Схемы основных кристаллизационных
Шш
правленной кристалли­
процессов:
зацией или нормальным а — н о р м альн ая н а п р а в л е н н а я кр и ст а л л и зац и я ; 6 —
я п лавка
( / — за к р и с т а л л и з о в а в ш а я с я ч асть:
охлаждением. В этом з2о—н нраасп
л ав;
— зон а ж и д к о й ф а зы ;
■« — и сходн ая
загрузка)
случае после плавления
всего объема материала
происходит медленная кристаллизация расплава в одном направ­
лении (рис. 5.4, а). Вторая называется зонной плавкой. Здесь
плавится не весь объем материала, а только небольшая его часть —
зона (рис. 5.4, б). Обе схемы соответствуют большому числу реаль­
ных, широко используемых в промышленной практике процессов,
причем более сложные схемы кристаллизации могут быть легко
представлены как комбинации нормального охлаждения и зонной
плавки.
Соответственно и формулы для распределения состава в этих
методах могут быть получены из соответствующих формул основных
схем. Используя основные законы фазовых превращений в много­
компонентных системах, получим формулы для распределения сос­
тава в методах направленной кристаллизации и зонной плавки
применительно к бинарной системе основной компонент — примесь
при небольшой концентрации примеси.
Достаточно четкое и надежное математическое описание распре­
деления компонентов при металлургических процессах направлен­
ной кристаллизации и зонной плавке бинарной системы может быть
дано только в некотором приближении.
Рассмотрим основные допущения, лежащие в основе одного из
наиболее распространенных приближений полупроводниковой ме­
таллургии, впервые наиболее четко сформулированном Пфанном.
-Основные допущения этого приближения, которое называют пфанновским, состоят в следующем:
1. Процессами диффузионного перераспределения компонентов
в твердой фазе можно пренебречь, т. е. предполагается, что коэф­
фициент диффузии компонентов в твердой фазе
DT = 0.
(5.15)
2. Перераспределение компонентов и соответственно выравни­
вание состава в жидкой фазе происходят мгновенно, т. е. эффектив­
ный коэффициент диффузии в жидкой фазе
Ож = о о ;
(5.16)
это условие обычно называют условием полного перемешивания жид­
кой фазы.
3. Величина эффективного коэффициента распределения, через
который учитывается фазовая диаграмма кристаллизуемой бинар­
ной системы, постоянна, т. е.
К = const.
(5.17)
Это допущение справедливо в области малых концентраций
примеси, когда зависимости коэффициента распределения примес­
ного компонента от концентрации фактически уже нет. Кроме того,
как было уж е отмечено, эффективный коэффициент распределения
зависит не только от концентрации, но и от скорости роста кристал­
ла V . Поэтому условие (5.17) подразумевает постоянство скорости
роста во все время процесса: v = const.
4. При плавлении и затвердевании объем кристаллизуемого ма­
териала не изменяется, плотности жидкой и твердой фаз равны:
Рт = Рж = Р-
(5 -18)
5. Отсутствует обмен материалом между конденсированными
(жидкой или твердой) и газовой фазами, в системе нет летучих и
диссоциирующих компонентов.
Опыт показывает, что в большинстве используемых при работе
с разбавленными растворами процессов выращивания легированных
кристаллов использование допущений, лежащих в основе пфанновского приближения, вполне обоснованно. Переход к концентриро­
ванным растворам требует введения поправок к допущениям (5.17),
(5.18).
Рассмотрим в пфанновском приближении распределение примеси
в кристалле, выращиваемом из легированного расплава по каждой
из двух идеализированных схем.
Распределение примесей при нормальной
н а п р а в л е н н о й к р и с т а л л и з а ц и и . Этой схемой опи­
сывается легирование кристаллов в процессе роста в таких широко
применяемых на практике процессах, как методы Бриджмена, Чохральского, Кирополуса.
Введем уравнение, описывающее распределение примеси в кри­
сталле в процессе нормальной направленной кристаллизации. Пусть
в некоторый момент количество расплава будет Уж (рис. 5.4, а).
Обозначим через Сж и Ст концентрации примесного компонента в
этот момент в расплаве и кристалле соответственно, причем для
определенности будем считать, что примесный компонент имеет
меньшую температуру плавления, чем основной, т. е. ^ < 1 . Т ак
как при нормальном охлаждении в начальный момент плавится
весь образец, то его состав вследствие перемешивания усредняется
и поэтому распределение примеси в кристалле не будет зависеть
от ее распределения в исходной заготовке. Пусть при понижении
температуры фронта кристаллизации закристаллизуется (1УЖ рас­
плава. Количество примесного компонента, перешедшего из распла­
ва в кристалл, будет Стс1Уж. В жидкой фазе при этом останется из­
быточное по отношению к начальному количество примесного ком­
понента (Сж—Сх)с11/Ж. Оно приведет к изменению концентрации
примеси в расплаве
АСЖ= — ^ 1 ( 1 У Ж,
(5.19)
" Ж
или с учетом (5.17)
К (1 Уж = ---- (1~ /() Сж (1 Уж.
<1 с ж = —
У Ж
(5.20)
У ж
Знак минус перед дробью стоит потому, что при уменьшении
объема расплава концентрация примесного компонента в нем уве­
личивается. Интегрирование (5.20) должно быть проведено при
начальном условии
Ст\уж=у = К С ж\ут^ 0 = К С \
(5.21)
где К0 — общий объем материала; С0 — исходная концентрация
примеси в жидкой фазе.
Разделим в (5.20) переменные и проинтегрируем его с учетом
(5.17):
г А V» =
СтГК
Р
V.
¿Сж
со
отсюда получаем
СТ=/СС®(УЖ/У 0) К - '
(5.22)
Перейдем в выражении (5.22) от доли расплава, остающейся жид­
кой в момент кристаллизации слоя состава СТ(У,„), к более удобной
для анализа величине — доле вещества, закристаллизовавшейся к
этому моменту g. Согласно рис. 5.4, а,
ё = 1 - ( У ж/У0).
(5.23)
Подставляем (5.23) в (5.22):
Ст (£)/С° = /
С
(
1
(5. 24)
Из полученного в пфанновском приближении выражения (5.24)
следует, что отношение концентрации примеси в твердой фазе к на­
чальной ее концентрации в расплаве зависит только от коэффици­
ента распределения примеси и доли расплава, закристаллизовав­
шейся к моменту затвердевания
соответствующего участка кри­
сталла.
Кривые,
иллюстрирующие
полученное выражение в виде
зависимостей
относительных
концентраций Ст(^)/С° от g для
различных значений коэффи­
циента распределения, приведе­
ны на рис. 5.5. Из этого рисун­
ка видно, что при / « 1 отноше­
ние Ст(^)/С° по мере приближе­
ния g к 1 неограниченно возрас­
тает, т. е., как бы ни была мала
начальная концентрация приме­
си в расплаве С0, концентрация
ее в конечных частях кристал­
ла, согласно (5.24), должна быть
безгранично большой, что протиРис. 5.5. Теоретическое распределеворечит физическому смыслу.
ние относительной концентрации приЭто противоречие появляется
меси с различными значениями коэфвследствие того, что одно ИЗ глав? р = „ . РГ р Р, ' ; ' = „о”р°„а: =
-ых допущений „фа„„о»ского
направленной кристаллизацией
приближения (5 .1 7 ) в конечных
частях кристалла заведомо не выполняется, формула (5.24) и участ­
ки кривых на рис. 5.5 для этих частей кристаллов заведомо неспра­
ведливы.
Полученное выражение (5.24) для легирования кристалла при
нормальной направленной кристаллизации, как мы уже отмечали,
справедливо и для описания процессов легирования кристаллов
при выращивании их, например, методами Бриджмена, Чохральского, Киропулоса.
Величина g в этих методах может выражаться через отношение
масс, длин и объемов закристаллизовавшейся части. Этот выбор оп­
ределяется только соображениями удобства.
Р а с п р е д е л е н и е п р и м е с е й п р и з о н н о й плавк е. Рассмотрение процесса легирования кристаллов, выращиваемых
по схеме зонной плавки, также рассмотрим в пфанновском прибли­
жении. Введем дополнительное допущение, что в течение всего
процесса объем расплавленной зоны остается постоянным. Так как
описание процесса обычно подразумевает использование тиглей
и исходных заготовок с постоянным сечением, то допущение о по­
стоянстве объема расплавленной зоны сводится к допущению о
постоянстве ее длины / в течение всего времени процесса:
(5.25)
Кроме того, поскольку при зонной плавке весь образец сразу не
плавят, его состав не усредняется и поэтому распределение примеси
в кристалле после зонной плавки в отличие от нормальной направ­
ленной кристаллизации должно зависеть от вида исходного рас­
пределения примеси в заготовке.
Рассмотрим распределение примеси в кристалле после однократ­
ного прохождения расплавленной зоны через равномерно легиро­
ванный до концентрации С° слиток длиной Ь и постоянной пло­
щадью сечения я. Пусть зона длиной / находится на расстоянии х
от начала слитка (см. рис. 5.4, б). Положение зоны определяем по
положению ее границы затвердевания. Концентрацию примеси в
расплавленной зоне обозначим через Сж(л:). Рассмотрим баланс при­
меси в зоне в процессе ее движения.
Если зона сдвинется на расстояние сЬс, то в расплав у фронта
роста кристалла оттеснится примесь в количестве
(5.26)
У другого края зоны, где произошло расплавление слоя неход­
кого слитка, в зону поступает количество примеси
На фронте кристаллизации в расплав оттесняются только при­
меси, в то время как на фронте плавления в расплав одновременно
с примесью поступает и объем ясЬс чистого материала. Общее изме­
нение количества примеси в зоне будет
с1Мж = [С0- С ж (*)1зс1л:,
(5.28)
а изменение концентрации примеси в расплавленной зоне при ее
перемещении на йх составит
н с
=
т
^ м гк + <1 Мж —
( 1— ^ 0
П
(С0 — Сж ) « ^ х _
/я
к сж+с°_ ^ х
(5 29)
I
Для решения (5.29) необходимо записать еще начальное условие.
Исходя из равномерности распределения примеси в исходном слитке
и условия полного перемешивания (5.16) концентрация примеси
в начальной зоне равна
I
с ж= (0 ) = -1. | С° (х) А х = С°.
о
Интегрирование (5.29) с учетом (5.30) дает
СТ(*) = С»11— (1 — /С )е-* * "].
,
(5.30^
(5.31)
Формула (5.31) верна на участке кристалла от л:=0 до х —Ь — I.
Действительно, когда граница кристаллизации зоны будет нахо­
диться в точке х =Ь .— /, через границу плавления прекратится вся­
кое поступление материала и дальнейшее движение зоны будет со­
провождаться сокращением объема расплава. Таким образом, на­
чиная с точки х = Ь — / кристаллизация расплава происходит по
схеме нормальной направленной кристаллизации и соответственно
распределение примеси на последнем участке описывается зависи­
мостью (5.24), где в качестве С 0 должна быть взята величина Ст(/.—
— I), определяемая по (5.31).
Распределение концентраций примеси в кристалле, описываемое
(5.31), можно выразить в приведенных координатах, которые пред­
ставляют собой расстояния от начала образца, выраженные в еди­
ницах длины расплавленной зоны:
а = х/1.
(5.32)
При этом приведенная длина кристалла будет
Л = 1 //.
(5.33)
Исходя из (5.30) и (5.32), выразим зависимость изменения отно­
сительной концентрации примеси вдоль кристалла в приведенных
координатах:
Ст (а )/С » = 1 — (1— /С )е -* в;
(5.34)
в них вид кривой относительной концентрации Ст(а)/С° уже не за­
висит от длины зоны и определяется только коэффициентом распре­
деления. Формула (5.34) справедлива на участке кристалла 0 <
—
1. На рис. 5.6 иллюстрируется зависимость относительных
концентраций от относительных длин для различных коэффициен­
тов распределения примеси после одного прохода расплавленной
зоны через слиток постоянного исходного состава. Кривые нанесе­
ны для начального участка кри­
сталла длиной 9а, вся приведенная
длина которого А >10. Участок
нормального охлаждения не нане­
сен. Проведенный анализ распре­
деления примесей в пфанновском
приближении применим к очень
широкому классу примесей в кри­
сталлах диэлектриков и полупро­
водников. Однако на практике в
целом ряде случаев кристаллы не­
обходимо легировать летучими
примесями либо работать с кри­
сталлами диссоциирующих соедине­
ний. В этих случаях при анализе
распределения состава в процессе
выращивания кристалла в прибли­
жениях полного перемешивания
должен быть учтен обмен летучим
Рис. 5.6. Теоретическое распреде­
компонентом между расплавом и ление относительной концентрации
с различными значения­
газом. Такой учет в общем слу­ примеси
ми коэф ф ициента
распределения
чае сделан в теории Бумгардта.
по длине к р исталлов, выращенных
В этой теории сохраняются все до­
зонной плавкой
пущения пфанновского приближе­
ния, кроме допущения о нелетучести примеси. Учет газовой фазы
производится следующим образом. Во-первых, считается, что обмен
примесью между кристаллом и газовой фазой не происходит или
скорость установления равновесия на границе раздела к р и с та л л газ принимают равной нулю:
Штг =
0
( 5 .3 5 )
Во-вторых, полагается, что внутрифазное равновесие в жидкости
и в газе успевает устанавливаться на всех стадиях процесса. В то
же время на межфазной поверхности газ— расплав оно не дости­
гается. Лимитирует этот процесс скорость обмена компонентами
между фазами, определяемая согласно основному уравнению массопередачи формулой
®жг = ^
ат
х
(С*ж -
С ж ),
( 5 .3 6 )
где С* — равновесная концентрация летучей примеси в расплаве,
соответствующая заданному давлению примеси в газовой фазе;
Кт г — коэффициент массопередачи; х — отношение объема рас­
плава V к его поверхности $, находящейся в контакте с газовой фа­
зой:
х = К/в.
(5.37)
В отличие от случая пфанновского приближения в бумгардтовском нельзя получить общую формулу для всех случаев нормаль­
ного охлаждения, так как в (5.36) входит площадь поверхности рас­
плава х, которая может меняться в зависимости от способа осуществ­
ления процесса. В связи с этим анализ распределения состава в
процессе нормального охлаждения при наличии летучего компонен­
та должен проводиться отдельно в каждом конкретном случае.
Способ вычисления распределения концентраций примеси при этом
ничем не отличается от способа, применяемого в пфанновском
приближении. Так, на основании баланса примеси, захватываемой
растущим кристаллом из расплава и испаряющейся из него в ва­
куум (Сж = 0 ), изменение концентрации примеси в расплаве, кри­
сталлизуемом методом Чохральского, выражается уравнением
(1 —
‘У М - 1 ,
(5.38)
где С;к, С 0 — текущая и исходная концентрации примеси в рас­
плаве; 5 ,, — свободная площадь поверхности расплава; 5К — пло­
щадь поперечного сечения кристаллов; V — скорость кристаллиза­
ции расплава.
Для вертикального метода Бриджмена 5 р = 5К и изменение кон­
центрации примеси в расплаве в ходе кристаллизационного про­
цесса в вакууме (С* = 0) составляет
Сж/С ° = ( 1 — £)к + к ®г/у- 1.
(5.39)
При анализе распределения летучей примеси по длине кристалла
в процессе зонной плавки следует учитывать массы примесей: по­
ступающую в расплавленную зону из твердой загрузки, захваты­
ваемую растущим кристаллом и испаряющуюся из расплава (или
поступающую в него из газовой фазы). Изменение концентрации
примеси в расплавленной зоне с учетом этого при использовании
исходной загрузки с равномерным (в среднем) распределением после
одного прохода расплавленной зоны в вакууме (С^ = 0 ) выра­
жается уравнением
С / С 0 = 1—I 1—А — (Ажг^) (
)
| е_____________________
г/ у) (5р/*к)
Д ля определения текущей концентрации летучей примеси в кри­
сталле умножают значение текущей концентрации примеси в рас­
плаве Сж, определенное по (5.38) — (5.40), на действующий эффек­
тивный коэффициент распределения К-
Методы получения однородно легированных монокристаллов.
Как известно, важнейшие электрофизические свойства кристаллов
полупроводниковых и диэлектрических материалов определяются
концентрациями содержащихся в них примесей. Требования ста­
бильности и воспроизводимости параметров приборов, изготовляе­
мых на основе легированных монокристаллов, ставят как одну из
важнейших задачу получения кристаллов с однородным распреде­
лением содержащихся в нем легирую ­
щих примесей.
Существует множество факторов, вы­
зывающих появление неоднородностей
по длине и поперечному сечению в расту­
щем кристалле. Неоднородности по при­
чинам их возникновения можно разде­
лить на фундаментальные и технологи­
ческие. Фундаментальные неоднородно­
сти связаны с закономерными измене­
ниями состава растущего кристалла, об­
условленными основными законами фа­
зовых превращений в многокомпонент­
ных системах. Эти закономерные неод­ Рис. 5.7. С очетание макронородности охватывают весь объем вы ра­ неоднородностей с м икро­
неоднородностями расп р еде­
щенного кристалла, и их часто называют ления
концентрации примеси
сегрегационными нарушениями постоян­ по длине вы ращ енного к р и ­
ства состава. На эти закономерные не­
с тал л а
однородности состава по мере роста кри­
сталла накладываются технологические неоднородности, имеющие
незакономерный характер (рис. 5.7). Эти неоднородности связаны
с нарушениями стабильности условий роста кристаллов, вызывае­
мыми несовершенством применяемых на практике технологических
процессов и аппаратуры. Такого рода неоднородности, как прави­
ло, охватывают небольшие объемы кристалла, и их называют ло­
кальными.
Современный уровень конструирования и производства техноло­
гической аппаратуры для выращивания монокристаллов полупро­
водников и диэлектриков позволяет свести к минимуму неоднород­
ности состава кристаллов, вызываемые некоторыми технологически­
ми причинами. В то же время возникающие одновременно с этими
неоднородности, вызываемые фундаментальными причинами при
обычном процессе роста кристалла (рис. 5.7), очень велики. В связи
с этим главной задачей при получении однородных по составу и
свойствам кристаллов является разработка методов борьбы с фун­
даментальными неоднородностями; в отличие от технологических
они не могут быть уменьшены путем технологического усовершенст­
вования аппаратуры и процессов, поэтому для борьбы с ними необ­
ходимо разрабатывать специальные методы.
Рассмотрим вначале главные из этих методов, после чего кратко
проанализируем основные технологические неоднородности состава
и методы их уменьшения.
Сегрегационные методы выравнивания состава кристаллов. Сег­
регационные методы выравнивания состава получаемых кристаллов
можно разделить на пассивные и активные. В первом случае моно­
кристаллы с заданной однородностью распределения примеси по­
лучаю т без внесения каких-либо изменений в кристаллизационный
процесс, т. е. используют приблизительно равномерную часть моно­
кристалла, выращенного из расплава обычным методом направлен­
ной кристаллизации. Под активными методами подразумевают та­
кие, которые позволяют активно влиять на ход процесса легирова­
ния во время роста и программировать процесс изменения состава.
П реж де чем рассматривать пассивные и активные методы выравни­
вания и программирования состава, необходимо ввести критерий для
сравнительной оценки эффективности этих методов. Таким крите­
рием является величина, называемая выходом процесса или выходом
годного материала. При этом выходом принято называть отношение
части количества вещества с необходимыми для дальнейшего ис­
пользования свойствами к общему его количеству, подвергнутому
технологической обработке. Количественно выход процесса выра­
жаю т в объемных или массовых единицах. Если плотность вещества
в процессе технологической обработки не меняется, то эти значения
будут совпадать друг с другом. Так как для процессов перекристал­
лизации это имеет место, то при количественном выходе про­
цесса значения выхода, выраженные в объемных и массовых
единицах, совпадают. Более удобно использовать объемные еди­
ницы.
Величина выхода процесса зависит от требований к материалу,
которые задаются условиями использования кристалла. Требова­
ния сводятся к тому, что концентрация легирующей примеси в кри­
сталле Сх должна отличаться от требуемого значения СТ не больше
чем на некоторую величину р, которая называется допусти­
мым разбросом состава и выражается в относительных еди­
ницах.
Распределение состава в кристалле, получаемое в результате
какого-либо процесса кристаллизации, всегда можно описать за­
висимостью вида Ст = /(£ ), где через | обозначена некоторая обоб­
щ енная координата, характеризующая процесс. Выбор в качестве
того или иного параметра процесса определяется только соображе­
ниями удобства. Так, для процесса нормального направленного
охлаждения в качестве £ удобно брать долю закристаллизовавшего­
ся материала ц, а для зонной плавки — приведенную длину а. За­
даваемая величина р определяет пределы допустимых колебаний
Ст(£) вдоль кристалла, причем в этих пределах Ст(|) может быть
как больше, так и меньше Сх (рис. 5.8). Для того чтобы монокри­
сталл в точке £„ был пригоден для использования, состав его в этой
точке должен удовлетворять неравенству
Ст (5о) —
(5.41)
< р.
с.,
На графике концентраций (рис. 5.8) величина Сх( |) , удовлетво­
ряющая неравенству (5.41), будет лежать между линиями, ограни­
чивающими область допустимого разброса, т. е. концентрации при­
меси в пригодном для использования мо­
нокристалле находятся в интервале
С
(1 + р ) С ^ С т( 1 ) ^ ( 1 - р ) С т.
(5.42)
Если объем кристалла V р, в котором
(!-р)Ст
выполняется неравенство (5.41), отнести
ко всему объему материала, участвующему
0
е ,*
в процессе V, то получим долю пригодного
монокристалла, или величину выхода про­
Рис.
5.8.
О пределение
цесса для данного допустимого отклоне­ выхода годного к р и стал ­
ла по значению допусти­
ния р:
мого разб р о са
гр = Ур/У.
(5.43)
Имея аналитическое выражение для распределения состава
Ст(£) в кристалле, выращиваемом каким-либо методом, с помощью
(5.41) можно рассчитать величину теоретического выхода Я р для
этого процесса. Так как теоретический расчет распределения Ст(£)
описывает только сегрегационный разброс состава, то вследствие
несовершенства установок и методик, приводящих к локальному
разбросу состава вокруг сегрегационного распределения, вели­
чина теоретического выхода А р характеризует максимальный пре­
дел, выше которого нельзя увеличить реальный выход гр, т. е.
(5.44)
Пассивные методы в ы равнив ания
с о с т ав а. Однородные кристаллы полупроводников и диэлектриков проще
всего получить, используя без всяких изменений обычные кристал­
лизационные процессы: нормальное направленное охлаждение (ме­
тоды Бриджмена, Чохральского и т. д.) и зонную плавку. К ак мы
уже отмечали выше, в этом случае* используют приблизительно
равномерную часть кристалла. Оценим эффективность таких про­
цессов получения однородных кристаллов. Анализ кривых распре­
деления примесей в этих процессах (см. рис. 5.5; 5.6) показывает,
что наиболее равномерная часть кристалла примыкает к одному из
его концов. Поэтому целесообразно использовать именно эти части.
При выращивании легированных кристаллов методом нормаль­
ного направленного охлаждения состав исходного расплава обычно
задается так, чтобы требуемая концентрация примеси получалась в
начальной части слитка, т. е. в точке g=0. Тогда по отношению
к этой точке и следует оценивать разброс состава в выращиваемом
кристалле. Необходимо положить
СТ= С Т (g = 0)=KC>.
(5.45)
Найдем gp, при котором разница между Ст(ё) и Ст достигнет
максимально допустимых значений р. Часть кристалла между g=-0
и £~ :ЁР (рис. 5.9) и определит величину теоретического выхода
которая будет просто равна
Используя в выражении (5.41)
знак равенства и подставляя в него
выражения (5.24) и (5.45), получаем
CTztfrp )
-р
1г
Ch
О_
Р
9Г
9f
0.5
-
Ст, (1*Р)
CrJhp)
1
Ч
Рис. 5.9. Влияние выбора кон ­
центрации С т на теоретический
вы ход процесса Ир :
те. 0
- т е . п ± „,
(5 .4 6 )
Условимся, что как в (5.46), так
и в последующих выражениях верх­
ний знак относится к случаю Л '<1,
а нижний — для К > 1 . Решая (5.46)
относительно g°, находим
£ p = gp = l - ( l ± р У ^ - ' К
(5.47)
Полученная формула позволяет
оценить величины теоретического
—Ст (/?“ 0 ) ; С Тг соответствует С т=
-С т(к ^ 0 )
выхода с заданным разбросом р по
длине слитка при различных значе­
ниях коэффициента распределения примеси. Так, при УС 0,1
и р =--- ± 10% теоретический выход составляет 10,5% . Повы­
шение требований к однородности слитка приводит к еще боль­
шему снижению теоретического выхода. Несмотря на низкую эф­
фективность получения однородного материала, этот метод благода­
ря своей простоте иногда применяется при получении легированных
монокристаллов методом Чохральского. Размер кристалла может
быть получен достаточно большим, если выращивание производится
из большого по сравнению с кристаллом объема расплава. Кроме
того, теоретический выход может быть несколько увеличен опти­
мальным выбором в качестве эталонной концентрации величины
Стг(ё)> г д е я ^ О (рис. 5.9). Увеличение R p в этом случае происходит
за счет того, что при g<.gp отклонение CT(g)~C r(g)p) имеет один
знак, а при g>£Ç — другой.
Рассмотрим теперь возможности использования приблизитель­
но равномерной части легированных кристаллов, выращиваемых
обычным методом зонной плавки. Теоретический выход процесса
в этом случае зависит от распределения примеси в исходном для
перекристаллизации материале. Наиболее распространенным в дан­
ной технологии является равномерное в среднем исходное распре­
деление примеси. Образцы с таким распределением могут быть при­
готовлены, в частности, путем измельчения и тщательного переме­
С Т1
с о о т в е тс т в у е т
вы бору
С т“
шивания исходных компонентов. Распределение состава после одно­
кратного прохода зоны через такой образец имеет вид (5.34). Из
рис. 5.6 видно, что в наиболее равномерной части кристалла состав
перекристаллизованного слитка близок к С", поэтому это значение
целесообразно выбрать в качестве С.,.. С учетом этого и пользуясь
выражениями (5.34) и (5.41), находим координату а р, при которой
величина относительного разброса равна
ар = ——1п
(5.48)
К
Величина, стоящая под знаком логарифма, всегда будет поло­
жительной, так как знак перед р меняется одновременно с измене­
нием знака (1— К)- В связи с этим для упрощения записи введен
знак абсолютной величины.
Участок кристалла, удовлетворяющий требованиям заданного
разброса состава, будет расположен между точкой аР и координатой
начала последней зоны (А— 1), кристаллизующейся по закону нор­
мального охлаждения. Отсюда теоретический выход годного кри ­
сталла после однократного прохода зоны через равномерный в сред­
нем исходный образец будет равен
Полученная формула верна при условии, что ар< (Л — 1). В про­
тивном случае величина теоретического выхода будет равна нулю.
Действительная величина выхода годного кристалла будет выше,
нежели рассчитываемая с помощью (5.49), так как при расчете мы
не учитывали некоторой доли годного вещества, получаемого при
кристаллизации последней зоны по закону нормального охлаж де­
ния. Это учитывается введением в (5.49) знака неравенства.
Выражение (5.49) для случая /С <1 можно упростить, разлагая
1п ( 1—К) в ряд и ограничиваясь первым членом разложения:
КА
(5.50)
Анализируя (5.49) и (5.50), легко прийти к выводу, что при оди­
наковых А и р теоретический выход тем больше, чем коэффициент
распределения ближе к единице. Кроме того, с возрастанием приве­
денной длины кристалла А теоретический выход возрастает и в
пределе стремится к значению (А — 1)/Л . При больших А значение
уже мало отличается от единицы. Таким образом, вне зависимо­
сти от К и р величина
для однократного прохода расплавленной
зоны через равномерный в среднем образец может быть сделана до­
статочно близкой к 100 %. Следовательно, данный метод м ож ет
удовлетворить большинству практических требований при получе­
нии однородных кристаллов, если только приведенная длина слит-
/
ка А будет достаточно велика. В некоторых случаях ее можно уве­
личить, уменьшая до определенных пределов длину расплавленной
зоны.
Эффективным способом повышения теоретического выхода в дан­
ном методе выращивания кристаллов является выравнивание су­
щественно неоднородного распределения примесей в начальной ча­
сти слитка (см. рис. 5.6). Д ля этого в начальной части кристалла
длиной в одну зону создается средняя концентрация примеси, в
К раз меньшая, чем в остальной части кристалла, т. е. исходное
распределение примеси в кристалле имеет вид
Со (а)
[ С“(а)<1а = С0
н = Ср/К, 0 < а < 1 ,
I
Ср,
(5.51)
1 < а -< Л .
Метод создания такого исходного распределения примеси полу­
чил название целевой загрузки. Для примесей с К < \ такое распре­
деление проще всего создается легированием расплава после созда­
ния в начальной части образца расплавленной зоны. В этом случае
жидкая зона при движении вдоль образца с самого начала имеет
состав, равновесный с плавящейся частью, так как в нее через гра­
ницу плавления входит ровно столько примеси, сколько уходит
через границу кристаллизации. Вследствие этого и состав выращи­
ваемого кристалла будет постоянным по всей его длине, за исключе­
нием его конца, где кристаллизация идет по закону нормального
охлаждения. Величина теоретического выхода при целевой загруз­
ке будет равна
Я „ Х Л -1 )/А
(5.52)
Этот теоретический выход является максимально достижимым
для зонной плавки. Следует подчеркнуть, что в данном случае ве­
личина Я р не зависит от значений К и р .
Одним из практически важных пассивных методов получения
равномерно легированных кристаллов является метод прохождения
легирующей зоны через чистый исходный образец. Так, если в рас­
плавленную в начале такого кристалла зону ввести легирующую
примесь, то начальное распределение состава для процесса зонной
плавки будет иметь вид
1
С» (а)
С С 0 (а) с1а = Сн, 0 < а < 1,
(5.53)
8
О,
1 < а < А.
Изменение концентрации примеси в расплаве при сдвиге зоны
на &а будет
\
Интегрируя (5.54) при граничном условии (5.53), находим рас­
пределение концентрации примеси, получаемое при легировании
чистого кристалла из начальной расплавленной зоны:
С т (а) = Я С н е - * в.
(5 .5 5 )
Анализ (5.51) показывает, что при достаточно малом коэффициен­
те распределения К < 1 величина Ст с координатой а практически
меняться не будет. Это обусловлено тем, что при К<<С. 1 при кристал­
лизации расплава из зоны уходит настолько мало примеси, что
состав жидкой фазы почти не меняется.
Расчет величины теоретического выхода для однократного про­
хождения легирующей зоны через чистый исходный образец произ­
водится стандартным методом. При этом в качестве Ст из соображе­
ний, связанных с удобством практической работы, берется величина
Ст(0)= К С и. Расчеты дают, что
в рассматриваемом методе будет
наименьшей из двух возможных значений:
/?р = т т
1 |1/(/0 4 )]1 п 1/(1 — р)ър/(КА ).
(5.56)
'
Данный метод получения равномерно легированных кристаллов
целесообразно применять для примесей с /С < 1 .
Помимо рассмотренных пассивных методов получения однородно
легированных кристаллов методом зонной плавки, где осуществ­
ляется всего один проход расплавленной зоны, существуют методы,
в которых проход расплавленной зоны производится многократно
как в одном направлении по замкнутому кольцеобразному образцу,
так и во встречных направлениях попеременно от одного конца
слитка к другому и обратно. При этом достигается некое предельное
распределение состава. Такие режимы получения материала назы­
вают зонным выравниванием, и они при любых К и любых сколь
угодно малых значениях допустимого разброса р позволяют полу­
чать предельное значение /?р, равное (Л— 1)/Л.Эго обстоятельство
является большим достоинством зонного выравнивания. Однако не­
обходимость многократных проходов расплавленной зоны резко
увеличивает время, необходимое для получения однородного матери­
ала по сравнению с другими процессами выравнивания, что невы­
годно на производстве. Поэтому зонное выравнивание применяется
лишь в исключительных случаях, таких, как работа с концентри­
рованными твердыми растворами, с многокомпонентными система­
ми и системами с неизвестным спектром примесей, а также и в иссле­
довательских работах.
Активные методы в ы р а в н и в а н и я с о с т а в а
к р и с т а л л о в . Эти методы служ ат для повышения выхода ма­
териала с равномерным распределением примеси по длине и отли­
чаются от пассивных методов тем, что в течение всего кристаллиза­
ционного процесса в него по определенной программе вносятся из­
менения. Активные методы выравнивания состава можно разбить
на две основные группы.
Первая группа включает методы, в которых с целью поддержа­
ния концентрации примеси в расплаве в течение всего процесса вы­
ращивания монокристалла постоянной производят подпитку рас­
плава либо чистой твердой, жидкой или паровой фазой (если /С < 1),
либо содержащей легирующую примесь (если К > 1 ) . Ко второй
группе относятся методы, в которых изменяются сами условия роста
монокристаллов. При этом программа изменения кристаллизацион­
ного процесса обеспечивает постоянство скорости захвата примеси
в течение всего процесса выращивания монокристалла. Помимо
этих двух групп возможны и их комбинации, когда подпитка рас­
плава может, а иногда и обязательно должна сопровождаться про­
граммированием процесса кристаллизации.
Рассмотрим первую группу методов, связанную с подпиткой
кристаллизуемого расплава легирующей примесью. В этих методах
в процессе кристаллизации должны соблюдаться следующие усло­
вия: C * = co n st; /C = const; u= const; СТ= К С Ж= const.
Система процесса выращивания однородного кристалла с по­
мощью подпитки в наиболее общем виде включает в себя следующие
элементы: растущий кристалл, расплав и поступающую в него под­
питывающую массу. К ак мы уже отмечали, подпитывающая масса
•может находиться в любом агрегатном состоянии: твердом, жидком
и газообразном. Процесс введения подпитывающей массы в рас­
плав может быть построен по двум схемам. В первой из них подпитка
вводится в расплав механически, т. е. принудительным путем, на­
пример сбрасыванием, сливанием материала. Во второй схеме по­
ступление в расплав подпитывающего материала регулируется
самими отклонениями состава расплава от некоторого заданного
значения, определяемого составом подпитывающей массы. Движу­
щей силой процесса подпитки в данном случае является отклонение
соотношения составов расплава и подпитки от равновесного. В этом
случае процесс подпитки будет протекать до установления этого рав­
новесия. В соответствии с этим такие процессы называют процес­
сами равновесной подпитки. Рассмотрим отмеченные схемы осущест­
вления подпитки расплава.
Механическая
подпитка
расплава твер­
д о й ф а з о й . Возможны два способа осуществления подпитки
расплава твердой фазой (рис. 5.10). Идея первого способа принад­
лежит Д. А. Петрову и состоит в опускании в расплав подпитываю­
щего стержня. Второй способ подпитки называют методом расплав­
ленного слоя, и он имеет ряд разновидностей. Модификациями его
являются гарнисажные или автотигельные процессы (см. гл. 4).
Процессом подпитки в первом способе (рис. 5.10, а) можно уп­
равлять меняя площадь подпитывающего стержня s„, его состав Сп
и механическую скорость его подачи. При необходимости в расплав
может одновременно вводиться несколько стержней. Подпитываю­
щий стержень может быть как спрессован из порошков (и его плот­
ность р1Т тогда будет отличаться от плотности вытягиваемого к р и ­
сталла), так и представлять собой чистый поликристалл с плот­
ностью, близкой к плотности выращиваемого кристалла: р„ рт.
Чтобы получить основное уравнение для процесса выравнивания
в данном методе, необходимо стандартным методом в пфанновском
приближении составить уравнение баланса примеси в расплаве и
приравнять изменение концентрации примеси нулю с1Сж= 0 . П о л у ­
ченное уравнение в общем случае имеет вид
КСЖ5Т
_Р£!____Г/ П оЬ ц --------Рп
Я «__ (/ т О
аП
/ Т -3
Р
+ С„
Р
Гат — / н*а - е =-1 3 + с п5п - ^ X
Р
]
р
Х[/п$ — /„«г— /т Зт] = 0 ,
(5.57)
где я
площадь тигля; ят — площадь поперечного сечения вы тяги­
ваемого кристалла; р = р т= р н; — плотность кристалла и расплава;
/ г> /и
скорости вытягивания кристалла и подачи подпитывающей
массы, причем они считаются положительными в нормальном режиме
работы, когда кристалл вытяги­
вается, а подпитка подается вниз.
Действительные скорости роста / т
и подпитки [п отличаются от за ­
даваемых и синхронизируемых ме­
ханическим путем / т и }п на ско­
рость опускания расплава ии, кото­
рую считают положительной при
опускании уровня расплава. Рас­
сматривая баланс массы расплава
и тигля, легко получить
Рп
Эт1{п
да
(5.58)
Рп
Рис. 5.10. Способы осущ ествления
механической подпитки р а сп л ава
твердой фазой:
а — способ подпитки по Д . А. П е т р о в у :
б — способ р а сп л авл ен н ого с л о я
(/—
п еч ь п одогрева подпитки; 2 — п о д п и т ­
к а ; 3 — к р и ста л л ; •/ — р а сп л а в ; 5 — о с ­
н овн ая печь устан овки )
С помощью основного уравне­
ния (5.57) для любого варианта
механической подпитки расплава опускающимся стержнем легко
найти условия, обеспечивающие получение однородного кристалла.
Так, например, для наиболее интересного с практической точки зре­
ния режима получения легированных кристаллов, когда
/т
/п, оу—0,
(5.59)
решение уравнения (5.57) сводится к отысканию нужной концентра­
ции С п при заданных СТ= /С С Ж;
вп и 5 либо, наоборот, к отыска­
нию вп при известных остальных параметрах процесса. Так, для
режима (5.59) из (5.57) можно получить, что
( 5_ 25п -Р2- ' и
Сти ~ в п - ^ )
Я----- -----(5'60)
с » = с ЛК----------($—2эт)
(я— 2вт) ----- «п
Р
вп
Р
В том случае, если сечения вытягиваемого кристалла и стержня
подпитки равны, (5.60) упрощается до
Р„С п = р С т,
(5-61)
а если и плотности их равны, то
СП= СТ>
(5.62)
т. е. состав подпитывающего стержня должен быть равен составу
растущего кристалла.
Рассмотренный способ позволяет получать однородные монокри­
сталлы с высоким выходом и большим диапазоном уровней легиро­
вания. Этот способ такж е перспективен и для выращивания моно­
кристаллов твердых растворов, например, в таких системах, как
в е —Бц В 1—БЬ, 1пА 5— ОаАэ и т. п.
Выражение для теоретического выхода в данном процессе легко
может быть получено из формальной аналогии между процессом
подпитки и зонной плавки. Действительно, при строгом выполне­
нии всех необходимых требований состав кристалла будет постоян­
ным, пока не закончится подпитывающий стержень. После этого
начнется обычный процесс нормального охлаждения. Таким обра­
зом,
, 6 '6 3 )
где К0 и Уп — начальные объемы расплава и подпитки; Ур — объем
расплава в момент окончания подпитки;
Л = (У „+ У П)/У р .
(5-64)
В другом способе механической подпитки твердой фазой — ме­
тоде расплавленного слоя — слиток подпитывающего материала
помещают в нижней части кристалла, выращивание которого ведут
с вершины подпитывающего слитка, подплавляемой специальным
нагревателем (рис. 5.10, б). Рост кристалла в этом случае сопровож­
дается синхронным перемещением подпитывающего слитка вверх.
Несмотря на некоторые принципиальные отличия этого способа
подпитки от способа Петрова, процедура анализа условий вырав­
нивания состава выращиваемого слитка и величины выхода год­
ных кристаллов в этих методах близки. Однако метод расплавлен­
ного слоя имеет определенные преимущества: возникающие в рас­
плаве концентрационные и тепловые потоки, определяющие локал ь­
ное распределение примесей и дислокаций в сечении кристалла,
симметричны, и, что очень важно, процесс выращивания кристал­
лов проводится в более чистых бестигельных условиях. Вследствие
этого методы выращивания кристаллов в автотиглях получают все
большее развитие.
Механическая
подпитка
расплава
жид­
к о й ф а з о й . Механическую подпитку кристаллизуемого расплава
жидкой фазой чаще всего осуществляют при выращивании кристал­
Рис. 5.11. Основные варианты капил*
лярной подпитки:
Рис. 5.12. Схема к а п и л л я р ­
ного тигля:
а — п лаваю щ и й т и гел ь; б — м еханически
оп ускаем ы й т и гел ь (/ — р асп л ав; 2 — к р и ­
стал л ; 3 — вн утрен н ий тигель; 4 — к а п и л ­
л я р н а я т р у б к а ; 5 — внеш ний тигель; 6 —
д е р ж ат е л ь вн у тр ен н его тигля; 7 — дв и гатель; 8 — д е р ж а т е л ь кр и сталла)
/ — кап и л л ярн ы й
канал;
р асп л ав; 3 — к р и с т а л л
2—
лов методом Чохральского. Из этих процессов наибольшее распро­
странение получили два: вытягивание монокристаллов из расплава
в плавающем тигле или в тигле, механически перемещающемся от­
носительно внешнего контейнера, с которым они связаны к ап и л л яр ­
ным каналом (рис. 5.11); вытягивание кристалла из тигля, разде­
ленного на части неподвижной перегородкой, через которую рабочая
часть тигля и подпитывающая соединены капиллярным каналом
(рис. 5.12). В обоих процессах в рабочем режиме в соединительном
канале идет непрерывный ток расплава по направлению к рабочему
объему, причем перенос примесного компонента расплава описы ­
вается уравнением конвективной диффузии. Интегрирование этого
уравнения при условии стационарности процесса позволяет зап и ­
сать перенос примесного компонента в канале через два потока:
/ ж — поток, вызванный потоком жидкости, и /о — поток, обуслов­
ленный молекулярной диффузией. При этом
(5.65)
где т
поток жидкости; ЛСЖ — перепад концентраций между
обоими объемами; /к — длина соединительного канала. Для того
чтобы можно было управлять процессом выравнивания состава вы­
тягиваемого кристалла, необходимо, чтобы перенос примеси в ка­
нале осуществлялся только механическим перетоком расплава, а
выравнивающее действие молекулярной диффузии было подавлено,
т. е. должно соблюдаться неравенство
/ж 3> / о ,
(5.66)
или с учетом (5.65)
(5.67)
IV >
Это условие легче всего выполняется при устройстве длинных и
узких соединительных каналов—капилляров, так как чем меньше
сечение канала и чем он длиннее, тем при прочих равных условиях
будет больше величина гу и меньше скорость диффузии примеси
вдоль канала.
В процессах с плавающим или механически перемещаемым рабо­
чим тиглем наибольшее распространение получили режимы выра­
щивания, при которых обеспечивается постоянство рабочего объема
расплава. Поэтому распределение примесного состава в кристалле,
выращиваемом этим методом, аналогично распределению состава
кристалла в случае зонной плавки. Это позволяет воспользоваться
выражением для распределения примеси при зонной плавке для
описания распределения концентрации легирующей примеси в кри­
сталлах, выращиваемых данным методом. По аналогии с (5.34)
получаем
Ст (£)/С 1 = 1 - ( 1 - / ( ) е - ^ / й * ,
(5 . 6 8 )
где g — закристаллизовавшаяся доля всего материала, участвую­
щего в процессе; £2 * — отношение объема расплава в рабочем тиг­
ле £2 к начальному объему расплава в системе К»:
0 * = Й/У2<.
(5.69)
Теоретический выход этого режима будет соответственно равен
Я„ = ( 1 _ П * )
Л
7=И-
(5‘70>
Рассмотренный метод получения однородно легированных кри­
сталлов имеет ряд важных преимуществ по сравнению с методом
зонной плавки: 1) отсутствие проблемы изготовления исходных об­
разцов нужного состава; в данном методе на практике чаще всего
расплав легируют в начальной стадии процесса в какой-либо из
частей тигля, хотя в некоторых случаях используется и вариант без
такого дополнительного целевого легирования; 2 ) удобство непо­
средственного наблюдения за процессом вытягивания; 3 ) строгое
постоянство рабочего объема расплава (аналога зоны) в случае с
плавающим тиглем, а такж е возможность его варьировать в широ­
ких пределах в случае с механически перемещаемым рабочим тиг­
лем; 4) возможность придания различных форм рабочему тиглю,
что позволяет одновременно с выравниванием состава производить
профилирование формы вытягиваемого кристалла по методу Сте­
панова (см. §4.4).
Отмеченные достоинства рассмотренного метода обусловили ему
широкое применение для получения однородно легированных моно­
кристаллов.
Рассмотрим теперь второй способ механической капиллярной
подпитки расплава из жидкой фазы — вытягивание кристалла из
расплава в тигле, представляющего собой неподвижные сосуды, со­
общающиеся капиллярным каналом (рис. 5.12). Часто такой тигель
называют капиллярным двойным тиглем.
Процесс выращивания легированных кристаллов из капилляр­
ного двойного тигля является своеобразной комбинацией процессов
зонной плавки и нормального направленного охлаждения. Этот
процесс является одним из наиболее простых вариантов капилляр­
ной подпитки. Из баланса примесей в рабочей части двойного тигля
следует, что для обеспечения постоянства состава кристаллов, вы­
ращиваемых данным методом, достаточно, чтобы на протяжении
всего процесса роста с изменением высоты расплава h отношение
площади рабочей части тигля S! ко всей площади s сохранялось
постоянным:
s1(h)/s (h) = пГ= const.
(5-71)
Это требование, например, легко можно реализовать в тигле,
состоящем из обычного цилиндрического тигля, внутри которого
коаксиально установлена цилиндрическая перегородка с капилляр­
ным каналом. Данный метод успешно применяется для легирования
кристаллов примесями с /С > 1 и К< .\, причем очевидно, что в пер­
вом случае должно быть С П> С Ж, а во втором С П<С.Ст. Здесь Сп —
концентрация примеси в подпитывающей части тигля, а Сж—
в его рабочей части.
Выражение для теоретического выхода процесса в этом методе
имеет вид
Я р = 1 -
Г
[
1-^F
Сп
1р— Пг
Сж
К — пг
1
пг
пг— К ■
( 5 . 72 )
В качестве Ст здесь, как и в методе направленного нормального
охлаждения, взято значение Ст0ег=О). Как выше уже отмечалось,
знак «—» перед вторым членом в квадратных скобках относится к
примеси с К<. 1 , а «+» — к /С > 1 .
Заметим, что для примесей с ^ < 1 самый разумный режим под­
питки Сп= 0 . Для этого случая (5.72) упрощается, т. е.
Яр.о = 1 - ( 1 + р ) - 1/(1- к/,!Г).
(5-73)
и полностью соответствует выражению для теоретического выхода
процесса при получении легированных кристаллов нормальным на­
правленным охлаждением [см. (5.47)], где К заменено на К/пг. Из
(5.73) видим, что, для того чтобы иметь выход порядка 90 % при
допустимом разбросе в 10 %, отношение К/пг должно быть меньше
0,96. Очевидно, что для К<^1 такой тигель сделать невозможно, и в
этом случае применение двойных капиллярных тиглей с целью по­
лучения однородных кристаллов нецелесообразно.
Механическая
подпитка
расплава
газо­
в о й ф а з о й . Механическую подпитку кристаллизуемого распла­
ва газовой фазой осуществляют как при выра­
щивании кристаллов нормальным направлен­
ным охлаждением (методом Чохральского), так
и при выращивании методом зонной плавки
(рис. 5.13). При этом подпитка может произво­
диться как нелетучей, так и летучей примесью.
Рис. 5.13. Схема подпитки расплава из газовой (паро­
вой) фазы в процессе бестигельной зонной плавки
В первом случае подпитывающая примесь подводится к расплаву
в виде летучего химического соединения. Последнее, взаимодействуя
с расплавом, разлагается, вводимая примесь выделяется и легирует
расплав. Такой процесс выделения примеси в результате химической
реакции может быть использован лишь для примесей с /С >1. В этом
случае введение их в расплав компенсирует потерю примеси вследст­
вие сегрегационных явлений и представляет собой обычную меха­
ническую подпитку, методика анализа которой аналогична слу­
чаям, рассмотренным выше.
Второй случай относится к использованию для легирования кри­
сталлов летучих примесей, обладающих при температуре расплава
высоким давлением пара. Программа выращивания монокристаллов
в этом случае должна учитывать взаимодействие расплава с паровой
фазой.
Подпитка кристаллизуемого расплава паровой фазой может осу­
ществляться как поглощением примеси (при К > 1) из газовой фазы,
так и ее испарением (при К < 1 ) . Переход летучего компонента через
поверхность раздела расплав — газ отсутствует только в том случае,
если концентрация растворенной в расплаве летучей примеси на­
ходится в равновесии с ее концентрацией в газовой фазе. Изменение
состава расплава за счет сегрегации вызывает обмен летучим ком­
понентом между расплавом и газом. Как только изменение состава
расплава прекратится, процесс межфазного обмена приведет кон­
центрации примеси в расплаве и газе к равновесным значениям.
Следовательно, если в системе имеется летучий компонент, то при
наличии свободных поверхностей расплава обязательно происходит
процесс равновесной подпитки этим компонентом.
Расчет условий, а затем и построение кристаллизационного
процесса получения однородных кристаллов, легированных летучей
примесью, в условиях равновесной газовой подпитки должны про­
изводиться с учетом обмена примесным компонентом на границе
раздела расплав—газ. Это можно сделать, применяя, в частности,
бумгардтовское приближение теории металлургических процессов.
Тогда для любого из методов выращивания кристаллов основное
уравнение баланса летучей примеси в расплаве будет отличаться от
составленных ранее для нелетучих примесей только членом, учиты­
вающим равновесную газовую подпитку. Этот член легко выражается
через скорость перехода примеси через границу раздела жидкость—
газ дажг, описываемую в бумгардтовском приближении формулой
(5.36).
Скорость равновесной газовой подпитки определяется С *, т. е.
той концентрацией летучей примеси в расплаве, которая равновесна
с существующей в системе газовой фазой. Величина С* опреде­
ляется парциальным давлением паров примеси, постоянным во
всем объеме используемой для изготовления кристалла установки.
Это давление, очевидно, не может превышать давления паров чисто­
го летучего компонента, отвечающего наиболее низкой температуре
системы (Гт1п).
При работе с летучими компонентами использование равновесной
газовой подпитки можно вести по двум схемам. В первой из них стен­
ки установки для выращивания кристалла специально не подогре­
ваются и их температура, как правило, близка к комнатной. В соот­
ветствии с этим Р т!п и С» будут близки к нулю, и в стационарных
условиях вся примесь должна испариться из расплава и осесть на
холодных стенках системы. При росте же легированного кристалла
этого происходить не будет, так как в реальных условиях равновес­
ное испарение примеси компенсируют механической подачей (из
твердой или жидкой фазы) в расплав летучего компонента. Простей­
ший вариант такого процесса осуществляется при равенстве оттес­
няемого на фронте кристаллизации в расплав в единицу времени
количества примеси и количества примеси, испаряющейся за это же
время со свободной поверхности расплава. Условие, определяющее
необходимую для такого процесса скорость роста, легко найти из
баланса примеси в расплаве
(1 — /0*»Зк = /СжгаЯ|Г.
(5.74)
Аналогичное условие можно записать и для случая, когда при­
месь не только испаряется из расплава и оттесняется на границе
раздела кристалл—расплав, но и дополнительно вводится в расплав
с помощью механической подпитки (жидкой или твердой).
Поскольку состав равномерно легированного кристалла Ст
■будет определяться составом расплава в начальный момент выращи­
вания С ^, такой процесс однородно легированного кристалла с кон­
центрацией Ст удобнее всего производить насыщением расплава
примесью из газовой фазы до концентрации С*.
Кристаллы, получаемые по рассмотренной схеме подпитки,
как правило, обладают хорошим постоянством свойств и боль­
шими Я р.
По второй схеме выращивание кристаллов ведут в установке
со специально подогреваемыми стенками рабочей камеры. Минималь­
ная температура Т тт в этом случае определяет Р т |п, а следователь­
но, и С*. В данном случае система
представляет собой замкнутый,
предварительно
эвакуированный
объем с температурным полем
(рис. 5.14). В зоне пониженных тем­
ператур Т р помещается избыточное
количество летучего компонента,
называемого обычно источником.
Температуру основной части систе­
мы Т в выбирают промежуточной
Рис. 5.14. Схема равновесной под­
между температурами источника и
питки расп лава газовой (паровой)
расплава. Процесс кристаллизации
фазой:
в этом случае ведут так, чтобы из­
о — т р е б у е м о е р асп р ед елен и е т е м п е р а ­
т у р ы в с и с т ем е; б — схем а э к с п е р и м ен ­
менение состава расплава, вызван­
т а л ь н о й ус т ан о в к и д л я зонной п л ав к и
ное сегрегационными явлениями,
с равн о весн о й подпиткой
компенсировалось реакцией уста­
новления равновесия примеси в системе расплав — подпитываю­
щая газовая фаза. Кинетика массопередачи в такой системе
описывается уравнениями (5.36), (5.74). Для управления соста­
вом и соответственно получением однородного кристалла необхо­
димо, чтобы равновесие в этой системе устанавливалось со ско­
ростью, большей, чем возникновение сегрегационных изменений
состава жидкой фазы. Это возможно только при очень малых скоро­
стях роста кристалла, значительно меньше используемых на прак­
тике при выращивании кристаллов из разбавленных расплавов.Та­
кие небольшие скорости роста кристаллов оправданы лишь при
работе с концентрированными твердыми растворами. Поэтому рав­
новесная подпитка газовой фазой в чистом виде при выращивании
однородных объемных кристаллов разбавленных твердых растворов
применяются редко. Чаще ее используют в комбинации с другими
методами выравнивания состава. Отметим также, что равновесная
газовая подпитка применяется не только для получения кристаллов
концентрированных твердых растворов, но и для выращивания
кристаллов тугоплавких материалов или диссоциирующих соедине­
ний (например, полупроводниковых соединений типа АШВУ) из
растворов.
Рассмотрим некоторые активные методы выравнивания состава
кристаллов, связанные с программированием кристаллизационного
процесса (изменением условий роста монокристаллов). Процессы
выращивания однородных кристаллов этими методами выражаются
следующими условиями:
C ^ ^ c o n s t; К ф const; u ^ c o n s t; C r = К„СИ
Ж = К кСж = const,
индексы «н» и «к» в этих условиях обозначают начало и конец
процесса.
Выравнивание состава выращиваемого кристалла программиро­
ванием параметров роста может быть построено исходя из двух
принципов:
1) изменение отбора материала (примеси) в растущую твердую
фазу должно строиться так, чтобы оно было согласовано с измене­
нием состава кристалла. Процессы, основанные на этом, сводятся
к программированному изменению скоростей вытягивания и вра­
щения кристалла; они нашли применение в мелкомасштабном про­
изводстве и для исследовательских целей;
2 ) параметры системы меняются так, чтобы состав расплава а
течение процесса выращивания кристалла оставался постоянным.
В тех случаях, когда подпитка не производится и легирование кри­
сталла осуществляется нелетучей примесью, постоянства состава
расплава можно добиться лишь изменением объема расплава в ходе
процесса. Это может достигаться лишь при выращивании кристал­
лов методом зонной плавки при изменении в процессе работы длины
расплавленной зоны или же применением слитков переменного се­
чения. Однако вследствие сложности практического осуществления
эти методы выравнивания состава на практике не применяются,
поэтому мы их здесь не рассматриваем. Рассмотрим методы, осно­
ванные на первом принципе и реализуемые программированием эф­
фективного коэффициента распределения. Исследуем сначала слу­
чай выращивания кристаллов нормальным направленным охлаж ­
дением.
Если легирование кристалла производится нелетучей примесью
с ^ < 1 , то по мере вытягивания монокристалла концентрация при­
меси в расплаве непрерывно увеличивается и для получения равно­
мерно легированного кристалла режим выращивания должен быть
построен так, что по мере роста его коэффициент распределения
примеси должен непрерывно уменьшаться. У правлять величиной К
в некотором интервале значений — от максимального /Стах Д°
минимального K min —■можно изменением скорости вы ращ ивания
кристалла v, скорости его вращения со [см. (5 . 10 ), (5 . 11 )], а такж е
выбором кристаллографической ориентации затравки и соответст­
венно направления выращивания. Рассчитаем величину теорети­
ческого выхода в данном процессе.
Пусть значения у и со таковы, что в начальный момент процесса К
равно К„, а в конечный момент — К к. Тогда, задавая необходимое
значение Ст, имеем, что в любой момент программированного роста
Ст (*) = С Т = /С (ё ) С,к (д) = К., С° = К к С*.
(5.75)
где Сж — концентрация примеси в расплаве в момент окончания
программы.
Так как процесс строится таким образом, чтобы Ст на участке
выравнивания от 0 до ¿р оставалась строго постоянной, то теорети­
ческий выход должен соответствовать нулевому разбросу концентра­
ции примеси (р= 0). Учитывая это, заменим далее индекс р в С*
и
на нуль. Составим уравнение баланса концентрации примеси.
К моменту, когда закристаллизуется £° расплава вещества, в твер­
дую фазу уйдет Ст£° примеси, соответственно (С°—Ст)£° ее оттес­
нится в расплав, в котором, кроме того, имеется еще С°(1 £°)
примеси.
Таким образом,
г« _ С » (1 -й ° ) + (С "-С т) ^
ж
=
с° _
1_£0
Ст8о__
(5.76)
1_£0
Подставим это выражение в (5.75) с учетом того, что К Н—СТ1С°.
К ИС° = К к Сп \—
71—£°
^4[ 1_ ------й.
(5,77)
Находим из этого выражения £°, совпадающую с величиной тео­
ретического выхода /?0, отвечающего нулевому разбросу:
=
(5.78)
1— Ак
Используя (5.78), запишем выражение для теоретического вы­
хода процесса в случаях легирования кристалла примесями с К<С.1
и / С > 1:
1- К т 1п/Ктак при К < 1;
1 ^ т 1п
(5 .7 9 )
Я«=£° =
Кты / К тш — 1 при ^ > 1
Из (5.79) видно, что теоретический выход в данном процессе
определяется только максимальным и минимальным достижимыми
значениями коэффициента распределения. Величина
тем больше,
чем больше разница между К т ш и Ктах- При одном и том же по­
рядке отношения К тах/К т щ теоретический выход при легировании
примесями с К < 1 тем больше, чем больше /Ст 1п- Д л я случая л > 1,
наоборот, Я 0 тем больше, чем меньше / С т а х Оценивая имеющиеся данные по зависимости К от V и (о для раз­
личных кристаллографических направлений роста монокристаллов
полупроводников и диэлектриков, можно установить, что отноше­
ние К та^/Кт\п вряд ли может быть значительно большим десяти.
Из выражения (5.79) следует, что программирование скорости роста
в процессе нормального направленного охлаждения наиболее эф­
фективно при легировании выращиваемого кристалла примесями
с коэффициентами распределения, близкими к единице. В случаях
же малого значения К и отношения К тях/ К т1п> что приводит к не
очень большому значению теоретиче­
ского выхода, есть некоторые резер­
вы повышения эффективности рас­
сматриваемого процесса. Так, если
требования производства допускают,
чтобы р была больше нуля, то Я р не­
сколько увеличится за счет участка,
кристаллизующегося по за к о н у нор­
мального охлаждения после завер­ Рис. 5.15. Распределение у д е л ь ­
ного сопротивления р по д л и ­
шения процесса программирования и не
кристалла х с д в у м я у ч ас т­
соответственно кристаллизации части
ками постоянного с о с т ав а , по­
материала £°. В этом случае вы ра­ лученными програм м ированием
скорости роста к р и стал л а
жение для /?р можно получить ком­
бинацией (5.79) и уравнения для
теоретического выхода процесса при получении легированных
кристаллов нормальным направленным охлаждением, умноженного на ( 1—я 0):
=
/Ск (1 — 1 / / С и )
1
(1 ± у 0 ) >/(Кк- ‘)
1- К и
(5.80)
Д ругая возможность повышения эффективности рассматривае­
мого процесса основана на возможности повторения программы
изменения скорости выращивания кристаллов. Состав кристалла
на втором участке программирования будет
С<2, = Д-н Сж.
Используя (5.75), находим
(5.81)
с®, = (Кн/ Кк) С°
(5.82)
и
^Сшах
С<2)
Кн
КК
с» =
при К < 1 ;
(5.83)
Кш1п
Кш а х С 0 при К > 1.
На рис. 5.15 представлен пример распределения примесей в
кристалле с двумя участками программированного изменения коэф­
фициента распределения. Так как объем расплава к началу второго
цикла программирования уменьшился в ( 1—^ ) раз, то вк лад вто-
рого цикла программирования в суммарное
процесса будет в
1— g0 раз меньше, чем вклад первого цикла. Проводя рассуждения,
аналогичные анализу первого цикла программирования, легко най­
ти теоретический выход процесса на втором участке и далее сум
марный теоретический выход процесса по двум циклам:
1 - К к / К „ Г, , Як
1
К?
1- К к
(5М>
Таким образом, возможность повторения программы изменения
коэффициента распределения позволяет получать кристаллы с участ­
ками различного постоянного состава, что важно для производства,
когда необходимо выращивать несколько сортов кристаллов дан­
ного материала. В данном случае потери кристаллизуемого вещест­
ва могут быть сведены к минимуму.
Рассчитаем теперь программу изменения коэффициента распре­
деления примеси в процессе выращивания однородно легирован­
ного кристалла. Д ля любого момента этого процесса из закона со­
хранения общего количества примеси следует
С>к ( 1 - £ ) + Ст £ = С°.
(5.85)
Так как это выражение будет справедливо и для момента кри­
сталлизации, когда g=:g0, то из равенства правых частей уравнений
следует
С ж <1 - £ ) + Ст £ = С М 1 - £ ° ) + С т £°.
(5.86)
Учитывая, что СЖ= С Г/К; С ж =С т//Ск; С0= С Т//С„ и что Ст постоянна
в процессе всего программирования, из равенств (5.85) и (5.86)
получаем программу изменения коэффициента распределения в
процессе нормальной направленной кристаллизации:
К ------------- — (1~ е)----------- = -Уд1 !-У ) .
^ l - g ^ ^ ) + K к g O ( \ - g / g a)
(5.87)
\-Kng
Полученное выражение позволяет составлять программы для
конкретных практических случаев получения однородных кристал­
лов, когда выбран тот или иной механизм управления коэффициен­
том распределения. Рассмотрим два из таких случаев. Приравняем
(5.10) и (5.87):
---------- К!-------( 1—1 ) Кн
(5 88)
** + (!- * :* ) е - д
1— #С„ЯГ
откуда после ряда преобразований получаем
4 “ £
- ь т Е £ - + 1» - & - + М 1 - * > .
<5 -89>
Из (5.89) с учетом (5.11) вытекают два простейших случая про­
граммирования кристаллизационного процесса. В первом случае
на коэффициент распределения воздействуют изменением скорости
роста V при постоянной угловой скорости вращения кристалла со.
Тогда программа изменения скорости роста принимает вид
V —
Ож
»-Хн
1п
-1 п
1 —к*
о*
Кн
+
к*
а,
- 1п (1 — ё ) =
(5.90)
1п (1
где константа ин имеет смысл начального значения скорости роста.
Во втором случае коэффициентом распределения управляю т
изменением скорости вращения кристалла со при постоянной ско­
рости роста V. В этом случае программа изменения скорости вращ е­
ния должна быть
1п —— —
« -* *
1
+ 1п - ^ 1 +
К*
Г
Р« 3
Ах,у1/б
1п (1 — ст) =
(
8>
Д 2 /3
«У 2
”
1п(1— ¿Г).
Аих1'*
(5.91)
Здесь константа сон имеет смысл начальной угловой скорости
вращения кристалла.
На основании (5.89) в принципе можно построить и более слож ­
ные программы совместного изменения V и со.
В заключение отметим, что полученные программы (5.90) и
(5.91), а также более сложные устанавливают зависимость парамет­
ров роста от доли закристаллизовавшегося материала. Это удобно,
так как Позволяет не учитывать диаметр кристалла и не требует
вводить предположение о его постоянстве. В настоящее время
разработана достаточно совершенная аппаратура, позволяю щ ая
(например, в методе Чохральского) непрерывно определять £ путем
взвешивания тигля с расплавом или кристалла в процессе его вы­
ращивания.
Программирование параметров роста для задач вы равнивания
состава кристалла можно использовать и при выращивании кри­
сталлов методом зонной плавки. В эгом случае длину образца А
выбирают гак, чтобы конец программы совпадал с координатой
аР—а°=--А— 1, что позволяет достичь максимальной для зонной
плавки величины теоретического выхода процесса (А —Л)!А. В ы ра­
жения для теоретического выхода процесса /?0 при программиро­
вании скорости роста, так же как и программы для V, в данном
случае находятся теми же методами, что и в случае нормального
охлаждения. Так, программа для V при прохождении легирующей
зоны через чистый исходный образец имеет вид
V (а) =
---- ^ 2- 1п
1 -/С,н]‘
(5 92)
Теоретический выход в данном процессе для К<С.1 будет вы­
раж аться как
п _ ^ — 1 _ а°________ ^тах/^гп1п 1
дд\
0
А
а«+ Г~
К т а х / ^ т1„ - 1 + К ю а Х '
Д ля случая движения расплавленной зоны через образец с рав­
номерным в среднем исходным распределением примеси программа
изменения скорости роста имеет вид
и ( а ) = и ^ ----- ^ к - 1 п ( 1 + а ) ,
(5.94)
О
где а 0 находится как (также для /С < 1)
/ С т а х / ^ т 1 п - .1.„
/5 9 5 4
1 - / С т ах
Рассмотренные методы программирования параметров роста
при легировании кристаллов нелетучей примесью полностью при­
менимы и для легирования кристаллов летучими примесями. Хотя
аналитические выражения для программ в этом случае и усложня­
ются за счет необходимости учета взаимодействия расплава с паро­
вой фазой, однако с методической точки зрения вывод этих выраже­
ний особых трудностей не вызывает.
И в заключение следует отметить, что подпиточные методы вслед­
ствие стационарности условий для роста кристаллов обладают су­
щественными преимуществами с точки зрения получения высоко­
совершенных кристаллов перед методами программирования пара­
метров роста, в которых в принципе трудно ожидать получения
совершенных кристаллов. Это, в свою очередь, и обусловливает
более широкое применение подпиточных методов для получения
однородных кристаллов.
Получение легированных кристаллов из растворов производится
в значительно меньших масштабах, чем из расплава. В настоящее
время методы выращивания легированных кристаллов из растворов
используются в основном лишь при получении монокристаллов вы­
сокотемпературных материалов, плавящихся с разложением, моно­
кристаллов материалов, выращивание которых из расплава сопря­
ж ено с серьезными трудностями (например, кварца), а также при
получении монокристаллов высоколегированных материалов (на­
пример, для производства туннельных диодов). Целесообразность
получения высоколегированных материалов этими методами обус­
ловлена тем, что растворимость многих примесей в твердых телах,
в частности в полупроводниках и диэлектрических материалах,
увеличивается с уменьшением температуры легирования и макси­
м альная растворимость достигается при температурах ниже темпе­
ратуры плавления. Поэтому если вести кристаллизацию из раство­
ра, температура ликвидуса которого соответствует максимальной
растворимости примеси, то можно получить материал с более высо­
ким содержанием примеси, чем при кристаллизации из собствен­
ного расплава. В этом случае в качестве растворителя используют
легирующую примесь либо, если она не является растворителем,
выращивание кристалла ведут из нелегирующего растворителя с
подпиткой раствора примесью из газовой или твердой фазы, как
это производится при выращивании легированных кристаллов израсплава. Рассмотренные выше методики расчета условий подпитки
расплава применимы и в данном случае. Очевидно, что для получе­
ния однородных кристаллов из растворов необходимо использовать
такие методы в^ыращивания, в которых кристаллизация происходит
при постоянной температуре на фронте роста, как, например, в зон ­
ной плавке с движущимся нагревателем. Это обеспечивает хорошее
постоянство состава кристалла и большие значения теоретического
выхода процесса.
Технологические неоднородности состава кристаллов и методы
их уменьшения. Как мы отмечали выше, этот класс неоднороднос­
тей состава выращиваемых кристаллов обусловлен несовершенством
используемых технологических процессов и установок. К ним от­
носятся неконтролируемые во времени колебания температуры пе­
чи, нестабильности в скорости движения механических частей уста­
новок, гидродинамические неоднородности, обусловливающие неод­
нородности условий перемешивания расплава, и т. п.
Все эти несовершенства процессов и установок в отличие от
сегрегационных обусловливают хаотические локальные колебания
состава по длине и поперечному сечению кристаллов. Рассмотрим
основные факторы, приводящие к этим неоднородностям в кри стал ­
лах.
Одним из важнейших факторов, влияющих на локальную одно­
родность состава кристалла, является неравномерное распределение
потоков жидкости в расплаве, омывающем фронт кристаллизации.
В результате этого толщина диффузионного б-слоя в расплаве у по­
верхности фронта кристаллизации в разных его точках разли чн а,
что приводит к неоднородному распределению примеси по сечению
растущего кристалла. Эти процессы наиболее ярко проявляю тся в
тех методах выращивания кристаллов, где объем расплава вел и к.
Так, при вытягивании кристалла из расплава без его взаим ного
вращения с тиглем в расплаве возникают конвективные потоки
жидкости, направленные от более горячих стенок тигля к более
холодной центральной части расплава (рис. 5.16, а). В резул ьтате
неоднородного омывания фронта кристаллизации конвективными
потоками диффузионный б-слой у фронта роста приобретает ф орм у,
показанную на рисунке пунктиром. Д л я примесей с коэффициентом
распределения /С< 1 такое распределение толщины б-слоя приводит
к увеличению содержания примеси в центре сечения растущего к р и ­
сталла по сравнению с периферией (рис. 5.17). Вращение ти гл я с
расплавом будет приводить к усилению неоднородности толщ ины
б-слоя и соответственно усилению неоднородности распределения
примеси по сечению кристалла, так как под действием центробеж­
ных сил более горячие и поэтому более легкие части расплава будут
двигаться от периферии тигля к центру, а более холодные и соот­
ветственно тяжелые — от центра к периферии (рис. 5.16,6). Эти
а)
*)
Рис. 5.16. Схемы распределения гидродинамических потоков в
расплаве при вы ращ ивании кристаллов вытягиванием из рас­
плава:
а — те п л о в а я к о н в е к ц и я в отсутстви е вращ ени я т и гл я ; б — при в р а ­
щении ти гл я; в — при в р а щ е н и и к р и ст а л л а (пунктиром п оказан ы ф ор­
мы д и ф ф у зи о н н о го с л о я в р а сп л а ве у фронта кр и ст а л л и зац и и )
вынужденные потоки жидкости совпадают
с конвекционными и усиливают их.
При вращении выращиваемого кристал­
ла в неподвижном тигле плоская поверх­
ность фронта кристаллизации действует
подобно диску центробежного насоса, соз­
давая в центре расплава восходящие пото­
ки жидкости (рис. 5.16, в). Так как на­
правление этих потоков обратно направ­
0,5 й
&
лению тепловых конвекционных потоков,
то уменьшается неравномерность толщин
Рис. 5.17. Типичное р а с ­
пределение концентрации
диффузионного б-слоя и соответственно не­
примеси
по
диаметру
равномерность распределения примесей по
слитка й, обусловленное
поперечному сечению кристалла.
неоднородностью толщ и ­
ны диффузионного б-слоя
На практике, как правило, производят
у фронта кристаллизации
одновременное вращение тигля и кристалла
в противоположных направлениях. Враще­
ние тигля необходимо для того, чтобы обеспечить осевую симметрию
теплового поля в области расплава, так как на практике очень
трудно выставить на одну ось нагреватель, тигель и затравку кри­
сталла. При одновременном вращении тигля и кристалла характер
движения потоков в расплаве очень сложен и зависит от таких
факторов, как направления вращения тигля и кристалла, число
оборотов, конфигурация тигля, соотношение диаметров тигля и
кристалла и т. д. Тем не менее, как показывает опыт, для повыше­
ния однородности кристалл необходимо вращать с максимальной
скоростью, а тигель — с минимальной.
Подавить потоки жидкости в электропроводящем расплаве и
соответственно предотвратить неоднородное распределение примеси
в растущем кристалле можно помещая тигель с расплавом в маг­
нитное поле, которое тормозит движение проводящего расплава.
Это торможение можно рассматривать как следствие повышения
вязкости расплава или возникновение «магнитной вязкости». Такая
вязкость превосходит собственную вязкость жидкости, если крите­
рий подобия Хартмана М, выражаемый формулой, велик по срав­
нению с единицей:
М2 = —
{\iHlf,
где о
удельная электропроводность расплава; ¡я — относитель­
ная магнитная проницаемость; Н — напряженность магнитного по­
ля; /
характерный размер; (> — плотность расплава.
В последнее время в связи с достижениями космической техно­
логии с целью получения однородных кристаллов рассматриваются
возможности их выращивания в космосе, поскольку там в условиях
микрогравитации должна отсутствовать тепловая конвекция в рас­
плаве. Первые опыты, проведенные на орбитальных станциях, под­
тверждают эти предположения.
Помимо влияния на диффузионный б-слой тепловая конвекция
в расплаве приводит к случайным колебаниям температуры рас­
плава у фронта кристаллизации и соответственно колебаниям пере­
охлаждения на фронте роста, что, в свою очередь, приводит к
хаотическому изменению во времени скорости роста кристалла.
Так как скорость роста кристалла в сильной степени влияет на эф­
фективный коэффициент распределения примеси [см. (5 . 10)], то ее
колебания вносят дополнительные неоднородности в локальный
характер распределения состава кристалла, приводя к полосчатому
распределению примеси параллельно фронту роста.
Локальная неоднородность распределения примеси в кристалле
существенно усложняется при искривлении фронта кристаллизации
(рис. 5.18), форма которого определяется в основном тепловыми ус­
ловиями роста кристалла. Кривизна фронта роста влияет как на
неравномерность толщины диффузионного б-слоя, так и под дейст­
вием колебаний скорости роста кристалла приводит к возникнове­
нию в слитке примесных полос, воспроизводящих в каждый момент
роста форму фронта кристаллизации. В этом случае распределение
примесей в продольном сечении кристалла будет представлять собой
полосы, воспроизводящие последовательные положения фронта
кристаллизации, а в поперечном — полосы в виде колец, спиралей
или фигур кольцеобразной формы. Уменьшить этот вид неоднород­
ностей можно спрямлением фронта кристаллизации путем тщатель­
ного подбора тепловых условий роста монокристалла. При этом
необходимо учитывать, что нарушение симметрии теплового поля
вокруг растущего кристалла, в частности при вытягивании кри-
-сталла из расплава, приводит к наклону фронта кристаллизации
относительно поверхности расплава на угол ср (рис. 5.19). В этом
-случае различные участки фронта кристаллизации вращающегося
кристалла периодически проходят через области расплава в тигле
•с более высокой и более низкой температурами. В зависимости от
угла поворота в первом случае рост кристалла замедляется (а в
а)
б)
3)
г)
Рис. 5.18. В озмож ны е формы ф ронта кристаллизации кри­
сталлов, выращ иваем ых вытягиванием из расплава (а— в) и
бестигельной зонной плавкой (г)
некоторых случаях часть кристалла частично оплавляется), а во
втором_ускоряется. В результате микрообъемы с одинаковым
содержанием примеси в кристалле располагаются внутри него по
винтовой поверхности, шаг которой к равен и/ш.
В сильнолегированных кристаллах к рассмотренным видам
микронеоднородностей добавляются еще канальная неоднородность
и возникающие вследствие концен­
трационного переохлаждения примес­
ные субструктуры.
Канальная неоднородность в кри­
сталлах возникает вследствие сущест­
вования зависимости эффективных
коэффициентов распределения от кри­
сталлографической ориентации расту­
щей поверхности. В ряде случаев от­
ношение коэффициентов распределе­
ния в разных кристаллографических
Рис. 5.19. О тклонение фронта
кристаллизации о т горизонталь­
направлениях может достигать 10— 15.
ного полож ения, обусловлен­
Так,
в случае кремния и германия
ное осевой несимметрией тепло­
для некоторых примесей наибольший
вого поля
коэффициент распределения наблю­
дается при росте кристалла в направлении [111]. Поэтому при вы­
ращивании кристалла в данном направлении при выпуклом или
вогнутом фронте кристаллизации по оси выращенного слитка обра­
зуется канал, имеющий форму столба или трубки, в котором кон­
центрация примеси в несколько раз выше, чем в остальной части
кристалла. Основные пути предотвращения канальной неоднород­
ности: выращивание кристалла в кристаллографических направ­
лениях, отличающихся от направлений, где коэффициент распре­
деления наибольший (например, для кремния и германия в направ­
лениях, отличающихся от [ 1 1 1 ]); спрямление фронта кристалли­
зации растущего кристалла в сочетании с хорошими условиями
перемешивания.
Образование примесных субструктур и включений второй фазы
в растущем кристалле при концентрационном переохлаждении
расплава происходит следующим образом. При выращивании моно­
кристаллов, сильно легированных примесью с коэффициентом рас-
Рис. 5.20. Распределение примеси перед фронтом растущ его кристалла (а),
приводящее к возникновению перед ним переохлажденной области ( б ) и на­
рушению стабильности плоского фронта кристаллизации ( в )
пределения / « 1, перед движущимся с конечной скоростью фрон­
том кристаллизации возникает, как было показано выше, область
расплава, обогащенного примесью. Так как примесь с /С< 11 умень­
шает температуру ликвидуса (Т ¡) системы кристалл— примесь, то
температура плавления с приближением к поверхности растущего
кристалла будет уменьшаться. Н а рис. 5.20 пунктирными линиями
АВ и А 'В показаны два возможных случая распределения темпера­
туры в расплаве при выращивании кристалла. При меньшем гради­
енте температуры (прямая А' В) перед фронтом кристаллизации
появляется слой расплава ИВ, обогащенный примесью и находя­
щийся в переохлажденном состоянии. В отличие от термического
переохлаждения данный вид переохлаждения получил название
концентрационного. При большем градиенте температуры (пря­
мая АВ) концентрационного переохлаждения перед фронтом кри­
сталлизации нет. Повышение переохлаждения перед фронтом роста
будет приводить к возрастанию скорости роста кристалла. Поэтому
любой случайно образовавшийся на фронте кристаллизации выступ,
попадая в область концентрационного переохлаждения, будет про­
являть тенденцию к продвижению в расплаве до точки О , где тем­
пература расплава равна температуре плавления. Разрастаясь, он
будет оттеснять примесь в стороны, в результате чего на фронте
Рис. 5.21. Изменение морфологии поверхности кри­
сталла, расту щ его в условиях концентрационного пе­
реохлаж дения, в зависимости от градиента темпера­
туры у фронта кристаллизации
кристаллизации может образоваться ячейка
со скоплением примеси по ее границе. Сово­
купность таких ячеек образует ячеистый
фронт кристаллизации с ячеистой субструк­
турой распределения примеси. При очень вы­
соких переохлаждениях ячеистый рост сме­
няется дендритными с длинными выступами
в виде ветвей, прорастающих в расплав. Срав­
нительно невысокие значения концентра­
§ Неправильная
■3- ячеистая структура ционного переохлаждения могут приводить
к образованию в кристалле беспорядочно
распределенных примесных включений вто­
рой фазы (рис. 5.21).
Явление концентрационного переохлаж­
Вытянутые
дения помимо процессов выращивания кри­
ячейки
сталлов из расплава может наблюдаться
также и при выращивании кристаллов как
из растворов, так и из газовой фазы при
условии наличия перед фронтом роста диф­
фузионного слоя.
Прабильная
ячеистая структура
Избежать концентрационного переохлаж­
дения и соответственно образования примес­
ных структур или включений второй фазы
можно путем создания в процессе выращи­
вания кристалла больших градиентов тем­
Дендриты
пературы у фронта кристаллизации (177(Ъг >
>
а также путем интенсивного перемешивания расплава
для разрушения перед фронтом роста диффузионного слоя.
I
I
§ 5.3. Л Е Г И Р О В А Н И Е КРИСТАЛЛОВ
В П Р О Ц Е С С Е В Ы Р А Щ И В А Н И Я ИЗ ГАЗОВОЙ ФАЗЫ
Применение тех или иных методов легирования кристаллов в ко­
нечном итоге определяется способом выращивания их из газовой
фазы. При выращивании кристаллов химическим осаждением из
газовой фазы в соответствии со способом получения легирующей
парагазовой смеси заданного состава различают следующие основ­
ные методы легирования:
1. Метод жидкостного легирования (или жидких лигатур).
2. Метод индивидуальных легирующих соединений.
3. Газоразрядный метод.
В методе жидкостного легирования источником легирующей
примеси является разбавленный раствор жидкого соединения этой
примеси в жидком источнике основного осаждаемого элемента. Н а­
пример, при осаждении кремния из паров 51С14 легирование кри­
сталлов фосфором осуществляют путем введения в определенной
пропорции в чистый жидкий БЮЦ галогенида фосфора РС13, кото­
рый в рабочем состоянии также является жидкостью. Метод ж идких
лигатур удобен тем, что фиксирует заданное отношение концентра­
ции примеси и основы как в жидкой, так и в газовой фазах незави­
симо от расхода газа-носителя через испаритель. В этом методе ис­
пользуются главным образом жидкие лигатуры, имеющие при
25 °С упругость пара 600—27000 Па. Так как обычно требуемая
концентрация примеси в кристалле невелика, то в методе жидких
лигатур используют чаще всего многократное разбавление, в ре­
зультате которого получают разбавленные растворы с относитель­
ным содержанием примеси от 1 0~9 до 10 -2, что обеспечивает уровень
легирования от 10го до 1028 ат/м3. В связи с трудностями точных
расчетов концентрации примесного компонента в жидкой фазе, не­
обходимой для получения кристалла с заданным удельным сопро­
тивлением, на практике используют экспериментально найденные
соотношения типа
= А Р п р / Р 0СИг
где Ст — заданная концентрация примеси в кристалле; А — по­
стоянная; Р п р /^ о с н — отношение парциальных давлений паров при­
месного компонента ( Р а р) и основы (Яосн)- Так, при выращивании
эпитаксиальных слоев кремния, легированных фосфором, это соот­
ношение имеет вид (м-3)
СТ= 2,6-108(РРа, /Рз, сО.
Ввиду различной летучести примесного соединения и их основы
отношение в жидком растворе с течением времени может меняться.
Поэтому для сохранения примесного состава газовой фазы исполь­
зуют подпитку ее чистым основным компонентом, испаритель кото­
рого устанавливают перед основным испарителем с жидкой л и га ­
турой. Если летучесть основного компонента превышает летучесть
примесного, то температура компенсирующего испарителя должна
быть ниже температуры основного испарителя. В этих условиях
изменения удельного сопротивления кристалла по мере расходова­
ния легированного основного компонента не происходит. Кроме
того, дополнительный испаритель с нелегированным основным ком­
понентом можно устанавливать параллельно с испарителем, содер­
жащим жидкую лигатуру. Изменяя соотношения газовых потоков
через оба испарителя, достигают нужного соотношения в газовой
фазе примеси и основного компонента.
Метод жидкостного легирования обеспечивает, например, полу­
чение однородных эпитаксиальных слоев кремния с концентрацией
фосфора, мышьяка или бора в интервале 1020— 1025 ат/м3- при леги­
ровании сурьмой уровень легирования не превышает 5 - 1024 ат/м3
Метод индивидуальных легирующих соединений обладает значи­
тельно лучшей управляемостью процессом легирования по сравненик> с предыдущим. Эго достигается за с е т применения а д НОго
потока с примесным соединением, который перед зоной роста кри­
сталла смешивается с основным потоком реагирующих газов. Поток
с заданной концентрацией примесного соединения формируют пу­
тем пропускания транспортирующего газа через отдельный испари­
тель с жидким примесным соединением либо с использованием газо­
образных (в рабочих условиях) примесных соединений таких как
М » ™ « ДР'
аРТ первом
А5Н- Дслучае,
иб0ран поскольку
В-Н- ^Р^АидГра
вс1 ,'ст„
содержание легируют ЦНпСм ДИНеНИЯ В газовои Фазе’ как правило, должно быть доста™ „ ™ цщ л ы м ' в качестве легирующих соединений целесообразно
применять соединения с высокой температурой кипения. При при­
менении сравнительно легколетучих примесных соединений транс­
портирующий газ, прошедший через испаритель, приходится доголнительно разбавлять до заданной низкой концентрации легиР»
Г0 вещества. что усложняет систему газораспределения и
снижает воспроизводимость получения низких концентраций леги­
рующих примесей в кристаллах. Метод же легирования индивиду­
альным высококипящим соединением обеспечивает получение этой
концентрации уже при испарении легирующего вещества. Уровень
легирования кристаллов примесью в этом случае задается потоком
транспортирующего газа через испаритель и температурой испари
теля. Жидкостный метод легирования индивидуальным легирую­
щим веществом имеет следующие недостатки: недостаточно гибок
В < Г ае необходимости программирования уровня легирования
В процессе его Р°ста’ так как управление процессом в ши­
роком интервале концентраций примеси в кристалле ( 10 2°— 10 28 ат/м3)
в пределах одной установки сложно; применяемы- примесные соеди­
нения, особенно галогениды примесей, адсорбируются на стенках
газопроводов и реакторов, создавая фон после проведения преды­
дущего процесса. В результате этого в последующих процессах
мп'1УиЧ,?НИе кРисталлов с более низким содержанием примеси воз­
можно только лишь после тщательной промывки газовой системы
и реактора.
От этих недостатков свободен метод легирования кристаллов
с использованием газообразных примесных соединений, в качестве
НРНмаЫХ Чл ще ВСеГ0 п о л ь з у ю т с я гидриды примесей. Эти соедитЩШг
загрязняют аппаратуру. Для удобства легирования, а
такж е для уменьшения опасности (чистые гидриты весьма токсичны)
рактике используют сильно разбавленные готовые смеси этих
соединении с водородом или с инертными газами, содержащие
: иии п „ /о ГИДРИД0 В. При таких концентрациях смеси слаботокичны. По мере необходимости для дальнейшего снижения концент­
рации легирующего элемента в парогазовой смеси применяют систе­
мы дополнительного разбавления в протоке водородом или инертным
газом со сбросом основной доли разбавляемого газового потока.
В современных установках для выращивания кристаллов в газо­
распределительной системе двойного разбавления используются
автоматические расходомеры.
Основными факторами, влияющими на уровень легирования
кристалла примесью, в данном методе являются концентрация па­
рогазовой смеси и температура кристалла, регулировка которых
должна производиться с особой точностью при получении однород­
но легированных кристаллов.
Трудности в применении метода легирования кристаллов с ис­
пользованием газообразных примесных соединений связаны с необ­
ходимостью точного измерения сверхмалых количеств газообразных
веществ. Так, для получения кристаллов с низкой концентрацией
примеси часто требуется двух- и трехступенчатое разбавление.
Кроме того, гидриды примесей при хранении их в стальных балло­
нах постепенно разлагаются, что затрудняет управление процессом
легирования кристаллов. От этого недостатка в какой-то мере сво­
бодны методы легирования, в которых легирующая газовая смесь
создается в специальной камере перед установкой для выращивания
кристаллов. Одним из таких методов, нашедшим применение в тех­
нологии полупроводниковых материалов, является метод газораз­
рядного легирования. Сущность этого метода рассмотрим на примере
получения легированных эпитаксиальных слоев кремния.
В реактор для выращивания эпитаксиальных слоев кремния че­
рез одну из газовых магистралей подают водород и тетрахлорид
кремния, а через другую — водород, прошедший через газоразряд­
ную камеру. В камере располагают электроды, изготовленные из
материалов, содержащих элементы III и V групп. Естественно, что
материалы электродов должны быть проводящими, высокооднород­
ными, а также иметь невысокое давление паров при рабочей темпе­
ратуре. Д ля получения эпитаксиальных слоев кремния дырочного
типа электропроводности используются электроды из следующих
соединений: LaBe, В4С, А1В12; для получения эпитаксиальных слоев
электронного типа — электроды из сурьмы, сплав кремния- с 0,1 %
фосфора или сплав сурьмы с 1 % мышьяка. При приложении вы­
сокого напряжения между электродами возникает газовый разряд,
в результате которого образуются летучие легирующие соединения
элементов, содержащихся в электродах. Управлять процессом л е­
гирования в этом методе можно с помощью следующих параметров:
1) скорости протекания газа через разрядную камеру; 2 ) расстояния
между электродами, которое определяет напряжение, необходимое
для поддержания разряда; 3) мощности, подводимой к электродам,
так как она определяет вид разряда (тлеющий, искровой, дуговой);
частоты следования импульсов в случае использования импульсного
напряжения; 4) материала электродов.
Обычно расстояние I между электродами выбирают до 10 мм;
напряжение, необходимое для возбуждения газового разряда, при
этом составляет 2— 15 кВ; мощность генератора напряжения — от
долей до нескольких ватт. Чаще всего для управления легирова­
нием кристаллов используется изменение значения разрядного
тока в режиме тлеющего разряда. Такой метод легирования являет­
ся достаточно гибким и позволяет получить кристаллы со сложной
программой изменения концентрации легирующей примеси по
длине кристалла. Это является важным достоинством рассматривае­
мого метода, основные его недостатки связаны с загрязнением кри­
сталла побочными примесями, находящимися в электродах, а также
с возможностью образования включений в кристаллах вследствие
распыления материала электродов.
В настоящее время наиболее развитыми и распространенными
методами, обеспечивающими вполне удовлетворительную воспроиз­
водимость уровня легирования, в частности при использовании се­
рийного оборудования для получения эпитаксиальных слоев крем­
ния, германия, соединений АШВУ и др., являются методы индиви­
дуальных легирующих соединений. Метод газоразрядного легиро­
вания пока находят значительно меньшее применение в технологии.
Рассмотренные методы легирования кристаллов при выращива­
нии их химическим осаждением из газовой фазы полностью приме­
нимы и для легирования кристаллов, выращиваемых методом суб­
лимации в газовой среде (инертной или химически активной). По­
мимо рассмотренных методов в данном случае используется леги­
рование и из твердого источника, когда легирующая примесь введе­
на в исходную загрузку (шихту) либо помещена в определенной тем­
пературной зоне печи, задающей необходимое давление паров при­
меси для обеспечения заданного уровня легирования кристаллов.
Уровень легирования кристаллов этим методом зависит от темпера­
туры источника легирующей примеси, концентрации примеси в ис­
ходной загрузке и температуры фронта роста кристаллов. Для полу­
чения однородных кристаллов эти параметры необходимо поддер­
живать постоянными с высокой точностью, поскольку давление па­
ров примеси и вхождение ее в кристаллическую решетку являются
экспоненциальными функциями от температур источника и кри­
сталла.
§ 5.4. М А ТЕ М А Т И Ч Е С К О Е М О Д Е Л И Р ОВ А НИ Е
ПРОЦЕССОВ П О Л У Ч Е Н И Я МОНОКР ИСТАЛЛОВ
Вычислительный эксперимент является эффективным средством
теоретического исследования при решении задач технологии полу­
чения монокристаллических материалов. Моделирование позволяет
проводить анализ не только качественной стороны явлений, но в
ряде случаев обеспечивает достаточно точные и надежные рекомен­
дации, необходимые для проектирования оптимальных конструкций
и режимов работы технологических установок для выращивания
кристаллов.
На примере выращивания кристаллов важнейшим методом —
Чохральского — рассмотрим основные результаты, получаемые при
математическом моделировании процессов тепло- и массопередачи,
знание которых позволяет обеспечить условия устойчивого роста
монокристаллов, получение равномерного радиального распределе­
ния в них легирующих примесей путем управления, например, дви­
жением расплава. Прежде чем перейти к результатам моделирова­
ния, проведем обобщение знаний, изложенных в § 4.2, 5.2.
Структурное совершенство и однородность состава кристаллов,
выращиваемых из жидкой фазы, определяется взаимосвязью сле­
дующих физических процессов: теплопередачи, гидродинамики
расплава, переноса примеси, капиллярных явлений, кинетики рос­
та, упругопластических процессов, а такж е электромагнитных я в ­
лений. Основным, определяющим все остальные, физическим про­
цессом при выращивании кристаллов из расплава является теплоперенос. Сама сущность процесса роста кристалла требует создания
температурного градиента в технологической зоне, а наличие такого
градиента вызывает все основные физические явления. В процессе
выращивания монокристаллов теплопередача имеет сложный ха­
рактер и осуществляется конвекцией в расплаве, молекулярной
теплопроводностью, переизлучением между зеркалом расплава, рас­
тущим кристаллом и окружающими устройствами. Кроме того, на
эти процессы накладывается выделение теплоты кристаллизации
на границе раздела фаз.
Существенное влияние теплопередача оказывает на гидродина­
мику расплава, вызывая и поддерживая тепловую конвекцию. П р я ­
мое влияние теплопередачи на перераспределение примеси пренеб­
режимо мало, так как можно пренебречь явлением термодиффузии
по сравнению с другими процессами перераспределения примеси.
Кроме того, зависимость коэффициента диффузии примеси в рас­
плаве от температуры также не оказывает существенного влияния на
процесс из-за сравнительно небольшого перепада температуры
в расплаве.
Теплопередача оказывает влияние на капиллярные явления
вследствие зависимости коэффициента поверхностного натяж ения
расплава от температуры. Наиболее существенным следствием этой
зависимости является возникновение термокапиллярной конвекции,
которая в ряде случаев оказывается весьма важным фактором.
Процессы теплопередачи, задавая распределения температуры
в растущем кристалле, определяют его механическое состояние
вследствие формирования температурных напряжений, влияю щих
на процессы развития дислокационной структуры.
Гидродинамические процессы в расплаве обусловливаются сле­
дующими факторами: тепловой и термокапиллярной конвекциями,
принудительным движением расплава, вызванным вращением кри ­
сталла или тигля, а такж е электромагнитным воздействием на
расплав. Гидродинамические потоки расплава оказывают сущест­
венное влияние на распределение примеси в расплаве и соответст­
венно в кристалле. В свою очередь, неоднородность состава рас­
плава может оказать влияние на характер его течения, а также на
капиллярные свойства поверхности, приводя к концентрационно­
капиллярной конвекции.
Связаны между собой и влияют друг на друга процессы кинетики
роста и диффузионного перераспределения примеси в расплаве. От
концентрации примеси зависят скорость роста кристаллов, величина
переохлаждения на фазовой границе.
Кинетика роста, в свою очередь,
из-за явления сегрегации существен­
но влияет на концентрацию примесй
вблизи фронта кристаллизации.
Электромагнитные явления приоб­
ретают важное значение в некоторых
разновидностях реализации метода
Чохральского, например при нагрева­
нии расплава токами высокой частоты.
В этом случае помимо прямого нагре­
ва вызывается и перемешивание рас­
плава. Другой важный случай реали­
Рис. 5.22. Схема к расчету тепло- и массопереноса в процессе
зуется, когда на расплав налагается
выращ ивания кристаллов
по
постоянное внешнее магнитное поле
методу Чохральского:
с
целью повышения вязкости распла­
/ — к р и ста л л ; 2 — р а с п л а в ; 3 — т и ­
гель
ва и уменьшения интенсивности гид­
родинамических потоков.
Проведенное краткое рассмотрение взаимосвязи физических
явлений, сопровождающих выращивание кристаллов методом Чох­
ральского, показывает необычайную сложность общей картины
процесса, что значительно затрудняет ее детальное изучение. Тем
не менее в результате моделирования указанных процессов выяв­
лены важнейшие закономерности и связи, которые необходимо учи­
тывать при разработке управляемой технологии. Рассмотрим их.
Пример. Рассм отр ен и е проведем в цилиндрической системе коорди­
н ат г, г, ф. Совместим оси г и м онокристалла (рис. 5.22). П усть радиальная
со став л я ю щ ая скорости д в и ж е н и я расп лава будет тг , ази м утальная —
о с е в а я — шг .
К онвективны е д в и ж е н и я р асп л ава в замкнуты х объем ах, каковым я в ­
л я е т с я тигель д л я в ы т я ги в а н и я кристаллов, имеют слож ны й ц ирку л яц и о н ­
ный х ар ак тер , в св язи с чем д л я достаточно полного их расчета недостаточно
и сп ол ьзов ать п ри б л и ж ен н ы е гидродинам ические модели (типа пограничного
с л о я ) , а требуется реш ен ие общ их гидродинамических у равнен ий , в основе
к оторы х л еж ат у р ав н ен и я Н а в ь е — С токса. Один из современных подходов
к реш ению задачи о д в и ж е н и и р асп л ава, известный к а к приближение Буссинеска, сводится к сл еду ю щ ем у . Р асплав для вы ращ и ван и я кристаллов
п редставляю т бинарной см есью (основного компонента и примеси), плот­
ность р и поверхностное натяж ение у которой з а в и с я т только от тем п е р а т у р ы
Т и концентрации примеси С и не за в и с я т от д а в л е н и я Р. Д ругие ф и зи ч е с к и е
свойства вещ ества (теплопроводность, д и ф ф у зи я , теплоем кость и т .д .) п р е д ­
полагаю тся постоянны ми. Кроме того, сч и та етс я , что система мож ет и м еть н е ­
большое отклонение от гидростатического р а в н о в е с и я и расп лав х а р а к т е р и ­
зуется слабой сж имаемостью . Н а р асп л ав д ей ству ет грави таци он ная с и л а ,
х арактеризуем ая g, вектор которой в общем с л у ч а е составляет угол <р с в е р т и ­
кальной осью г. Т игель с расплавом в р ащ ается с угловой скоростью ¿2Т в о к р у г
оси г. С читается, что на расплав не дей ствую т электри чески е и м а г н и т н ы е
силы.
Основные дифференциальные у р а в н е н и я , описы ваю щ ие д в и ж ен и е р а с ­
плава, содерж ат:
уравнение неразрывности
д И1Т
шт
дг
г
.
д даг
• = 0;
дг
( 5 .9 6 )
уравнения дви ж ен ия расплава
г
И)ф
-------г
дшг
дшг
дшг
— ---- + и>г — ----- + и > г ~ Г ~
дх
дг
дг
дР
( дг шг
1
1
дшг
дг
1 дгт + Ч \ 1 дг2
^ " + тг
р0
__
д 2 шт
дг 2
шг
г2 /
-^ ¡п ф ^ Г + Р с С );
дшг
дт
ди>г
■-\-Wt -
-
дг
-
( 5 .9 7 )
ди)г
1
дР
дг
р0
дг
¡ д г шг
1
дшг
д2 шг
\
г
дг
дг2
+ V[——— |-----------------1----——
дг2
.
•)-
— ^ с о в ф (Р г
дш
ф + №г
дт
( <32 и)Ф
дг2
( 5 .9 8 )
д ни
д из
дг
дг
у
.1
+ —
г
у
д до
У
+
ш
+
дг
Шг ш
г Ф .=
№ \
ф — — £ -);
дг2
г2 )
( 5 .9 9 )
У
уравнение теплопередачи
дТ
—
дТ
+ »г—
дТ
[ дг Т
.
1
+ Г
дТ
—
.
д2 Т \
+ —
„
т
<5' 100>
диффузионное уравнение для примеси (у р а в н е н и е массопереноса)
дС
дС
,
дС
„ / д2С
,1
д С . д2 С \
--------- Ь о 'г ------------------------------------------ ------------------- ------------Ь
дт
дг
1 дг
\ д г2
г
дг
дг2 }
( 5 .1 0 1 )
к
’
В рассматриваем ом приближ ении Б у с с и н е с к а коэффициенты к и н е м а т и ­
ческой вязкости V, температуропроводности а т, тем пературного $т и к о н ц е н т ­
рационного
расш ирения считаю тся п о сто ян н ы м и .
Плотность предполается зависящ ей от тем п ер ату р ы и ко н ц ен тр ац и и п о
линейному зак он у
Р = Р о ( 1 - Р г Д 7’- р с Д С ).
( 5 .1 0 2 )
О днако это о б стоятел ьство учиты вается только в правой части уравнений
д ви ж ен и я расп л ава (5 .97 ), (5.98) в выраж ении для подъемной силы. При р ас­
смотрении передачи теп ло ты и массы не принимаю тся во внимание так назы ­
ваемые «перекрестные эфф екты», такие, как влияние на перенос массы гради­
ен та температур (терм оди ф ф узи я) или влияние на тепловой поток градиента
концентрации.
П редп олагается, что д в и ж ен и е расплава о бладает осевой симметрией,
т. е. производны е от со став л я ю щ и х скорости дви ж ен и я расп л ава по коорди­
нате ф равны нулю . В систем у уравнений (5.96) — (5.102) входит шесть
искомых ф ункций: w T, шф, w z, Р, Т, С, — и она я в л я е т с я зам кнутой.
Д л я построения в ы числи тельн ы х схем обычно и спользуется другая ф ор­
ма записи приведенны х у р ав н ен и й в переменных ф ункции тока\|> и вихря <о,
которы е определяю тся в виде
д ч|)
д гр
—
— п*; —
а=± Ш —
— г;
_£i_+ J_ JJL + _L Z t .
dz
dr
г
dr2
гг
дг
г
(5.,оз)
dz2
Ф ункция тока я|э я в л я е т с я интегральной х арактеристи кой течения и оп ­
редел яет расход ж и д ко сти . К асательны е к линии постоянного значения
ф ункц ии тока \|) = c o n st оп ределяю т направление векто р а скорости. И склю ­
ч ая давление из (5.97), (5.98) (для чего дифференцирую т первое уравнение по
г, а второе — по г и вы ч итаю т одно из другого) и и сп о л ьзу я вы раж ения ф унк­
ции тока и вихря через ск о р о ст и , получаем исходную систему уравнений, ко­
т о р а я в безразмерном виде в переменных вихря, ф ункции тока, температуры,
концентрации имеет вид
d <о
д2 со
= —
Re I(
д со
d со
(о
(о /
dr
dz
r \
.
dr2
1
д со
r
dr
.
7
dr2
-
—
r
dr
1
7
dz2
дб
¿9
дв
= _ 1 ___ / д2 в
г dг
* dг
~ Re Рг \ дг2
“4-
¿ С ,
дС
дг
дг
1
r Re /
г
+F-
d'2vb
+
дт
дт
\
—- — :
д2 ы \ , 1 / d w,
+ —
дг2 /
r \ dr
1 d ib
T
дС
1
hu>r— -----hwz —----------- I Wr
дт
=
w
.
[ д2 С
-{- 1Ю
у ...... — ““““ ^ I
р е Бс \
,
дг2
-
<5 Л 0 4 )
1
дв
а29 \
г
дг
д г 2 )'
1
дС
г
дг
'
.
д2 С \
...."" I
,
дг2 /
где 5 С — v/D — число Ш мидта или, как его еще н азы ваю т, диффузионное чис­
л о П рандтля Ргд ; тг , ш,, а>ф — соответствующие безразм ерны е компоненты
скорости частиц р а с п л а в а ; 9 и С — безразмерные тем п ература и концентра­
ц и я примеси. В ы раж ен и е д л я ф ункции ^ имеет вид
/ ао
дв
С05Ф+—
_
#0 с1?
.
\
5, П ф ] +
^ / а_с С0$(р+_а с 5|Пф|\
где Отр— — _ _ А С — диф ф узионное число Грасгоф а.
(5 105)
Учет действия кап и л л яр н ы х сил приводит к следую щ и м граничным у с ­
лови ям на свободной поверхности:
д2^|>
/ Мп
дв
Мпг,
дС \
гЬ = 0 ; ----- — = = - г | ----------------- 4- -------- £ _ -------- .
т
дг2
\RePr
дг ^ Я е Ь с
дг )
„
„
(5.106)
'
'
Искомое решение (н ап рим ер, поле концентрации п рим еси) зависит при
сф ормулированной постановке зад ачи от координат, безр азм ер н о го времени
Р 0, геометрии области Г; , совокуп н ости начальны х и гр ан и ч н ы х условий Гзначений безразмерных критери ев подобия и мож ет бы ть п р едставлен а в с л е ­
дующем общем виде:
С = / (г . г , Р0, Ие, И а, 1}ад( Р г , Б с, В1, В1д , М п, М п С) Г *, Г).
(5.107)
Д л я определения числовы х значений б езр азм ер н ы х критери ев помимо
геометрических и тепловых у слови й долж ны быть и звестн ы все у п ом и нав­
шиеся выше параметры системы и коэффициенты.
Н аиболее полное реш ение сф ормулированной зад а ч и осущ ествляется на
основе численного м оделировани я.
П риведенная зам кн у тая система уравнений, о п и сы ваю щ ая состояние
расп л ава, при обобщенной п остан о вке задачи д о п о л н яет с я диф ф ерен ц иальн ы ­
ми уравнениям и, определяю щ им и тепловое состояни е м о н о к р и стал л а. В их
число входят уравнен ия, описы ваю щ ие:
температурное поле м он окристалла
дТ
дт
дТ
\ д2 Т .
+ и»к —:— = а н \ — г т +
dz
L d ri
I
дТ
г
дг
,
д2 Т
дг2
(5.108)
концентрационное поле примеси
дС ,
дС
Г д2 С . 1 д С
. д* С \
--------- Ъшк ------- — D ------------ ------------------- -------------.
дт
дг
[ дл2
г
дг
дг* )
„ _
5.109)
К системам уравнений д л я р асп л ава и м о н о к р и с т а л л а необходимо до б а­
вить условия однозначности, вклю чаю щ ие геом етрические у сл о ви я (кон ф и гу­
рации ти гля и граничных поверхностей м о н о к р и стал л а), н ачал ьн ы е усл о ви я,
граничны е условия.
Величины, входящ ие в у р а в н е н и я (5.108), (5.109), с в я за н ы определенны ­
ми соотношениями на поверхности р аздела твердой и ж и д к о й ф аз. Д иаметры
кри стал л а и тигля на свободной поверхности р а с п л а в а обозначим соответст­
венно dK и dT (рис. 5.22).
Н а основании зако н а со х р ан ен и я массы
- ^ A . ( w K+ w p ) p K= J l J L w p p v ,
(5.110)
где шк — скорость в ы тяги ван и я к р и стал л а; шр — ск о р о с т ь о п у скан и я р а с ­
п лава; рк и рр — плотности к р и с т а л л а и р асп л ава.
У равнение теплового б ал а н с а на фронте к р и ст а л л и зац и и
АТ
6 Т г + (дор + док ) я гк2 р к Ь =
I Яр 2 я г —
■— ■(1 г = Г
1Л
Яр 2 я г ------с1
62
о'
=
?,
6г
#
(1Т
нс
¿Т
I Я,к 2 я г —— 6 г + \ Х к 2 п г ------- с! г ,
а г
Л
6г
о
(5 .1 1 1 )
о
где Л — высота столбика р а с п л а в а (рис. 5.22); Яр и А,к — коэффициенты
теплопроводности расп лава и к р и с т ал л а соответственно; Ъ — теп лота к р и с ­
тал л и зац и и расплава.
В след за р астущ и м кристаллом из р ас п л ав а поднимается столбик ж ид ко­
го м атер и ал а, п арам етр ы которого определяю тся действием сил поверхност­
ного н а т я ж е н и я на границе р азд ела ф аз. П оверхность раздела ф аз оп р едел я­
ется урав н ен и ем Л а п л а с а
где
и /? 2 — глав н ы е радиусы к риви зны ; анг = (2ух/рк£ ) /г — к а п и л л я р ­
ная п о сто ян н ая (т^ — поверхностное н атяж ен и е на границе р аздела к р и ­
сталл — р а с п л а в ).
Д и ф ф ер ен ц и ал ьн о е уравнение н орм ального сечения внутренней гр ан и ч­
ной п оверхн ости кр и стал л — расп лав имеет вид
г — 0, А г / й т — О, г = г0;
(5.113)
г — г0 , с! г/с! г = ^ 0 1, г = гт а х Н а р у ж н а я гр ан и ч н ая поверхность р асп л ав — среда вы ращ ивания опи­
сы вается тем ж е диф ференциальны м уравнен ием , но с капи ллярн ой п остоян­
ной
% = [27а/(Рр £)]1/2,
где у 2 — п о верхн остн о е натяж ение на гр ани ц е расплав — среда;
граничны е у с л о в и я
г = г0, й г / й г — —1й 02, г = г тах;
г = оо, й г / й т — 0 , г = 0 ,
(5.114)
где 0! и 0 2 — к р аев ы е углы внутреннего и наруж ного менисков соответствен­
но (углы м еж д у касательны м и к проф ильны м кривым и осью г).
I
К ак видно из постановки задачи , о б щ ая система уравнений тепло- и массопереноса п ри вы ращ ивании к р и с та л л о в весьма слож на, поэтому задачу
при численном м оделировании р азб и в аю т на отдельные подсистемы и а н а ­
ли зи р у ю т к а ж д у ю из них раздельно.
Гидродинамика расплава. Моделирование технологических ва­
риантов выращивания монокристаллов на стадии затравливания
выявило колебания и в картинах течения расплава, и в температур­
ных полях. Характер изменения картины течения расплава в про­
цессе затравливания монокристаллов в различные моменты времени
показан на примере германия (рис. 5.23). Как видно из рисунков,
по мере затравливания в подкристальной области потоки расплава
изменяют не только свою величину, но и направление. В централь­
ной придонной части расплава постоянно присутствует вихрь, вра­
щающийся по часовой стрелке (заштриховано). Он ослабевает н
прижимается к дну тигля (рис. 5.23, а), объединяясь там с вихрем
того же направления, вызванным термокапиллярной конвекцией
(рис. 5.23, б). Вблизи боковой стенки тигля пульсирует основное
ядро расплава, вращающееся против часовой стрелки. Такое изме­
нение течения расплава, естественно, вызывает колебания и в тем­
пературном поле. Эти колебания на стадии затравливания могут
являться причиной срыва монокристаллического роста и образова­
ния двойников.
Сопоставление результатов затравливания и моделирования по­
казало, что для достижения устойчивого процесса затравливания
необходимо обеспечение стабилизации течения расплава в подкристальной области, что достигается за счет уменьшения высоты рас­
плава в тигле, увеличения диаметра тигля, проведения затравлива­
ния кристалла на затравку возможно большего диаметра, макси­
мального увеличения частоты вращения тигля.
Рис. 5.23, Картины течения р асп лава германия в различные моменты времени
процесса затр авл ен и я г|з(м7 с):
I - (— 1,7)-10 в; 2 - {— 1,9)-10-7; 3 - (—5 ,7 )-1 0 -7'4 - 0; 5 — 9,8-Ю -7; 5 — 1,6-10-«; 7 - 2 . 5 Ч 0 - » ;
« — 3,3-10-'; 9 - 4 , 1 - 1 0 - '; /0 — 5-10-®; / / — 5,2-10-«; / 2 - 5 , 4 - 1 0 - ';
13 — 6 ,7 -1 0 -'14 —
7 ,2 -1 0 -'
При моделировании технологических режимов на стадии вытяги­
вания монокристаллов постоянного диаметра на примере германия
установлено, что, если покоящийся расплав начинает раскручи­
ваться, между вращающимся кристаллом и тиглем возникает подкристальный вихрь (рис. 5.24, а). Если кристалл вращается быстро
(со„=60 мин-1, Ик= 21,5 см, И е=21513) и мало отношение О г/Ке 2 =
= 0,23 (О г= 1,06-108), то при й х= —5 мин-1 образовавшееся течение
с подкристальным вихрем устанавливается. Линии тока и изотермы
такого течения приведены на рис. 5.25. Если кристалл вращается
медленно (£2К= 2 0 мин-1) и велико число Ог/Яе 2« 2 -^ 4 , то подкристальный вихрь исчезает (рис. 5.24, б, в). Частота вращ ения рас­
плава, большая у оси, замедляется у дна тигля (£2Т= — 5 мин-1),
где возникает придонно-осевой вихрь. За счет естественной конвек­
ции (температура дна тигля больше Т кр) придонно-осевой вихрь
увеличивается по направлению к кристаллу. Однако при малом £2К
(£2К= 2 0 мин-1) и сильном основном течении этот вихрь не дости­
гает кристалла. Течение устанавливается при конфигурации, изоб­
раженной на рис. 5.24, г. Если же вращение кристалла достаточно
сильно тормозит основное течение (й к= 3 0 мин-1), то придонно­
осевой вихрь достигает кристалла. Образуется под кристальный
«столб» (рис. 5.24, д). Такое течение в ряде случаев выходит на
стационарный режим (в частности, при малой загрузке тигля).
Однако возможна и дальнейшая трансформация течения. Основная
масса расплава вращается в ту же сторону, что и тигель, лишь
а)
Рис. 5.25. Распределения ф ункции 1
п лаве германия при вы ращ ивании
(£2К= 6 0 мин-1 ,
1|>(м3/с) — / — ( - 6,2)*10—
■; 2 — (—3.1)
« — 1,2-10-*; 7 — 1,9-Ю“ 5; Т, °С: / — 941;
7 — 965; 8 -
ока ф (а ) и температуры Т ( б ) в расмонокристалла диаметром 43 мм
2Т= —5 мин-1 ):
Ю -7; 3 — 0; 4 — 6 ,2 .1 0 -'; 5 — 6,2-10-';
— 945; 3 — 949; 4 — 953; 5 — 957; « - 9 6 1 ;
969; 9 - 973
узкая подкристальная зона вращается в направлении кристалла.
В рассматриваемом случае противовращения кристалла и тигля
в подкристальной области имеется поверхность с £2=0. У этой по­
верхности вращение жидкости замедляется и у оси образуется сла­
бый вихрь (рис. 5.24, е). Струя жидкости основного течения вдоль
оси расплава опускается до дна тигля, образуя у оси симметрии
дополнительный вихрь, отделенный придонным вихрем от основного
течения (рис. 5.24, ж, з). Течение становится стационарным. При
малом радиусе кристалла R Kформируется также стационарное те­
чение,
изображенное
на
рис. 5.24, и. Таким образом, ха­
рактер возникающих стационар­
ных течений, имеет вид, изо­
браженный на рис. 5.24, а, г, д,
з, и. В ряде случаев у боковой
поверхности стенки тигля (у дна
и поверхности расплава) возни­
кают слабые вихри. При боль­
ших отношениях Gr/Re 2 в рас­
плаве возникают колебания,
стационарное течение отсутст­
вует.
Рис. 5.26. Радиальные р асп ределен ия
Характер течения расплава
в подкристальной области в ( 1 —4) легирующей примеси (г а л л и я )
на фронте кристаллизации д л я р а з ­
значительной степени влияет на личных картин течения р а с п л а в а
характер распределения приме­ герм ания (см. рис. 5.24, а, г, д, э)
си вдоль радиуса растущего
кристалла. В тех точках поверхности кристалла (фронта к р и ­
сталлизации), где происходит остановка набегающего потока,
наблюдается наибольшая толщина пограничного 6 -слоя и соот­
ветственно наибольшая (при К 0 > 1) или наименьшая (при
/С0< 1 ) концентрация легирующей примеси (точки А на рис. 5.24).
На рис. 5.26 показаны распределения нелетучей примеси (гал л и я,
/С о -0,6087) по радиусу кристалла германия для течений, изобра-_
женных на рис. 5.24, а, г, д, з. Д ля кривых 2—4 разброс концентра-'
ций примеси ~ 1 4 %. При наличии подкристального вихря течение
в подкристальной области однородно, изотермы гладкие (см. рис.
5.25, б).
Вблизи кристалла течение подобно течению около беско­
нечного вращающегося диска, когда толщина пограничного слоя
одинакова во всех точках: б(г)=?const. В этом случае разброс кон ­
центраций минимален. Таким образом, для получения монокристал­
лов с малым разбросом концентрации легирующей примеси по р а ­
диусу слитка необходимо наличие подкристального вихря, что
достигается увеличением QK, уменьшением разницы температуры
расплава на дне тигля и у поверхности кристалла (уменьшением
Gr/Re2, рассчитываемым по RK, QK).
Рис. 5.27. Реж имы течения расплава кремния (поля функции тока
■ф, м3/с):
а — взаи м о дей стви е
ест е с тв е н н о й
и
( / _г|,_ (—6 ,7 )-ю -в; 2 — 0; 3 — 5-10—в; 4
действи е вы н у ж д ен н о й ко н в е к ц и и в
II — Ц,-----5,7-Ю -7; 2 — (— 1 ,7 )-1 0 -'; 3 6
вы нуж денной
кон векц ии
(реж им 1)
— 1,7-10—8;5 — 6 ,7 .10-в; 6 — 1,2-Ю-5); б —
изотерм ическом р а с п л а в е (реж им 2)
(—8,4)-10-в;
4 -0 ;
5 - (1 ,7 ).10-7;
— 4-10-7)
Влияние характера течения расплава в подкристальной области
на распределение летучей примеси рассмотрим на примере примеси
кислорода в кремнии. Кислород является примесью, вызывающей
образование различных типов дефектов в бездиелокационных моно­
кристаллах кремния. В связи с этим при разработке технологии
получения монокристаллов необходимо принимать меры, направлен­
ные на уменьшение его содержания в кристалле. В ряде случаев
независимо от концентрации кислорода в кремнии важно иметь
равномерное его распределение по радиусу кристалла. Источником
кислорода является кварцевый тигель, частично растворяющийся
в расплаве. Образующиеся в расплаве кислородсодержащие соеди­
нения транспортируются конвективными потоками и диффузией в
подкристальную область, приводя к легированию растущего кри­
сталла. Для уменьшения концентрации кислорода в кристалле,
учитывая, что он является летучей
примесью и интенсивно испаряется
с поверхности расплава, необходи­
мо технологический режим строить
так, чтобы образующиеся в распла­
ве потоки после омывания стенок
тигля транспортировали кислород
к свободной поверхности, обеспе­
чивающей его испарение.
Влияние режима течения рас­
плава кремния на концентрацию и
характер распределения кислорода
Рис. 5.28. Радиальное расп ределе­
на фронте кристаллизации иллю­
ние концентрации кислорода на
стрируется результатами математи­
ф ронте кристаллизации д л я р еж и ­
ческого моделирования, представ­
мов 1 (1) и 2 (2) течения р асп л а­
ленными на рис. 5.27, 5.28. Пер­
ва кремния (см. рис. 5.27)
вый режим (рис. 5.27, а) соответствует взаимодействию естествен­
ной и вынужденной конвекции (Re = 3360, Gr = 1,1-107, P r
= 1,1-10~2, P r „ -2 5 ) . Кислород в этом случае попадает в подкристальную область, пройдя предварительно вдоль свободной поверх­
ности расплава. Испарение с поверхности расплава уменьшает егосодержание в кристалле (рис. 5.28) по сравнению со вторым ре­
жимом (рис. 5.27, б), когда имеет место только действие вы нуж ден­
ной конвекции в изотермическом расплаве (Gr = 0), и кислород
транспортируется к кристаллу от дна тигля (кривая 2 на
рис. 5.28). Как видно из рис. 5.28, во втором случае разброс кис­
лорода по радиусу кристалла минимален из-за наличия устойчиво­
го подкристального вихря.
Моделирование различных технологических режимов вы ращ ива­
ния монокристаллов германия позволило выделить оптимальные
условия для получения кристаллов с повышенной радиальной одно­
родностью распределения примеси. К ним относятся увеличение час­
тоты вращения и радиуса кристалла, а также уменьшение объема
расплава, т. е. такие режимы, которые вызывают устойчивый подкристальный вихрь с гладкими изолиниями функции тока, что спо­
собствует равномерному распределению примеси в выращиваемых
кристаллах. Результаты моделирования позволили оптимизировать
технологию получения однородных кристаллов.
С помощью моделирования продемонстрировано и значительное
влияние магнитного поля на интенсивность течений при естествен­
ной тепловой конвекции. При больших числах Gr и Gr/Re 2 тепловая
конвекция приводит к нестационарным течениям. Для получения
стационарных течений при больших G r, а также с целью изменения
конфигурации течения на расплав накладывают магнитное поле,
повышающее его вязкость. Так, например, при увеличении н а п р я ­
женности постоянного однородного магнитного поля в н аправле­
нии, совпадающем с осью кристалла, происходит перемещение цент­
ра основного вихря вверх и значительное уменьшение величины
горизонтальной (радиальной) компоненты скорости течения рас­
плава под кромкой кристалла.
Моделирование процесса выращивания кристалла из тигля с
подпиткой (двойной тигель) выявило следующие особенности для
конструкции, состоящей из основного тигля, в который погружен
плавающий тигель с отверстием в центре дна для поступления под­
питки из основного тигля. Д ля условий вытягивания кристалла
германия (Re- 7150, G r= 2,7-107, QT= 0 ) установлено, что в за в и ­
симости от тепловых условий, скорости вытягивания и поступления
подпитывающего расплава у поверхности кристалла на оси рас­
плава в плавающем тигле может то появляться, то исчезать вторич­
ный вихрь. Присутствие или отсутствие вторичного этого приосевого вихря существенно сказывается на характере распределения
примеси вблизи оси растущего кристалла. При этом разброс кон­
центрации примеси может колебаться от 14 до 37 %.
ГЛАВА 6
ТЕХНОЛОГИЯ Н Е К РИ С ТА Л Л И Ч Е С К И Х МАТЕРИАЛОВ
§ 6.1. О С О Б Е Н Н О С Т И СТЕ К ЛО О БРА ЗН О ГО СОСТОЯНИЯ
И С Т Р О Е Н И Е СТЕКЛА
i В стеклообразном состоянии могут находиться вещества, при­
надлежащие к разным классам химических соединений, органиче­
ских и неорганических. Совершенствование методов получения
стекол постоянно расш иряет круг этих материалов.
Органические стекла представляют собой органические полиме­
ры — полиакрилаты, поликарбонаты, полистирол, сополимеры винилхлорида с метилметакрилатом,— находящиеся в стеклообраз­
ном состоянии. По своей технологии, механизму твердения и строе­
нию органические стекла существенно отличаются от неорганиче­
ских и составляют особый объект изучения:/
Наибольшее применение в электронной технике имеют стекла
на основе неорганических соединений. По типу неорганических сое­
динений различают следующие классы стекол: элементарные, галогенидные, халькогенидные, оксидные, металлические, сульфатные,
нитратные, карбонатные и др.
Элементарными называют стекла, состоящие из атомов одного
элемента. В стеклообразном состоянии можно получить лишь не­
большое число элементов — серу, селен, мышьяк, фосфор и угле­
род. Стеклообразные серу и селен удается# получить при быстром
переохлаждении расплава; мышьяк — методом сублимации в ва­
кууме; фосфор — при нагревании до 250 °С под давлением более
100 МПа; углерод— в результате длительного пиролиза органиче­
ских смол
Галогенидными называют стекла, образованные из галогенидов.
Среди них наибольшее применение получили стекла на основе стек­
лообразующего компонента ВеР2. Многокомпонентные составы фторбериллатных стекол содержат также фториды алюминия, кальция,
магния, стронция, бария.
Халькогенидными называют стекла, образованные в бескисло­
родных системах типа Аэ— X (где X— Бе, Те), й е —Аб—X, й е —
— БЬ—X, в е —Р— X и др. Получение теллуридов в стеклообразном
состоянии связано с трудностями, поэтому их используют как до­
полнительный компонент в комбинации с селенидами и сульфидами.
Оксидные стекла представляют собой обширный класс соедине­
ний. Наиболее легко образуют стекла оксиды 5Ю 2, 0 е 0 2, В20 3,
Р г0 5, Аз20 3. Больш ая группа оксидов — ТеОг, ТЮ 2, 5 е 0 2, М(Ю3,
"\\Ю3, В120 3, А120 3, 0 а 20 3, У 20 5— образуют стекла при сплавлении
с другими оксидами или смесями оксидов.ГВ этом случае в комби­
нациях с определенными в двойных и более сложных системах их
слабые стеклообразующие свойства резко усиливаются, и они могут
служить основой для синтеза самостоятельных классов стекол.
Например, легко образуются стекла в системах СаО—А120 3, СаО—■
А 120 3 ВА . Р А - У А , Мет Оп- Р А - У А , где Мет О„ —
различные модифицирующие оксиды. Таким образом, по виду стек­
лообразующего оксида различают классы силикатных, боратных,
фосфатных, германатных, теллуритных, алюминатных и других
стекол. Каждый из классов, в свою оче­
редь, разделяется на группы в зависимости
от природы сопутствующих оксидов и дру­
гих элементов, входящих в состав стекол.
Промышленные составы стекол содер­
жат, как правило, не менее 5 компонентов,
а специальные и оптические стекла могут
содержать более 10. Изменением состава
стекол удается плавно регулировать их
свойства в нужном направлении.
Смешанные стекла синтезируют из сме­
сей стеклообразующих соединений различ­ Рис. 6.1. Температурные
свойства
ных рассмотренных типов — оксидов и га- зависим ости
стекла (Р) и его произ­
логенидов, оксидов и халькогенидов, хальводны х в интервале стек­
когенидов и галогенидов.
лования:
Температурный интервал
/ — т в е р д о е состоян ие; / / —
п ластическое;
/ / / — ж и д ко е
с т е к л о в а н и я . Процессы затвердева­
(р асп л ав)
ния или плавления стекла в отличие от
кристаллов происходят постепенно в некотором температурном ин­
тервале, т. е. у стекол нет определенной температуры затвердевания
или плавления. В процессе стекловарения расплав переходит из
жидкого в пластическое состояние и только затем — в твердое. В об­
ратном процессе (размягчение стекла) стекло переходит из твердого
в пластическое состояние, а при более высоких температурах —
в жидкое. Интервал температур, в котором происходит процесс
стеклования или размягчения, называется интервалом стеклования.
Он ограничен двумя температурами: Т* — температура размягче­
ния со.стороны высоких температур; ТЙ — температура стеклова­
ния со стороны низких температур (рис. 6.1). Стекло в зависимости
от температурной области может находиться как бы в трех различ­
ных состояниях с различными свойствами: вязкожидком выше Т
пластичном в интервале размягчения Т /— Т Й и в твердом (хрупком)
ниже ТЙ. При температуре Т^ из стекломассы уж е удается вы тяги­
вать тонкие нити. Основные технологические свойства важнейших
стеклообразующих веществ приведены в табл. 6 . 1 .
*
Подстрочные индексы f u g
k eit — жидкость и G las — стек л о .
являю тся первы ми бу к в ам и слов F lü s sig ­
В ещ ество
Т ем п е р ат у р а
р азм ягч ен и я,
К
Т е м п е р ату р а
с т ек л о в ан и я .
К
Э нтальпия
п лавлен ия,
к Д ж /м о л ь
S i0 2
1995
1495
G e02
1389
853
17,2
в3о,
723
550
23
853
537
71
8
В язко сть при
тем пературе
разм ягч ен и я.
Па • с
10«
7-10*
10«
5-10®
р 2о 5
As20 з
585
420
18,7
106
BeFa
823
523
41,2
>10®
Se
493
305
6 ,2
2 ,2
P 4Se4
603
455
—
—
A s jSj
592
447
28,7
A s2Ses
648
445
40,8
—
A s2Te3
685
380
55,8
—
G eS a
1123
765
—
—
G eS e2
1013
665
—
C dA s2
894
545
—
—
C dSiA s2
—
760
—
—
C dG eP2
1073
715
—
—
C dG eA s2
943
655
—
—
104 ' 1
4
В отличие от плавления кристаллических веществ (или кристал­
лизации расплавов) процессы размягчения стекла (или затвердева­
ния стекломассы) являются однофазными. Размягчение стекла в
интервале стеклования не сопровождается образованием жидкой
фазы. Эти особенности приводят к тому, что свойства стекол по ха­
рактеру их изменения в интервале стеклования делят на три груп­
пы. К первой группе относятся свойства Р, характеризующие функ­
цию состояния веществ (внутренняя энергия, мольный объем, эн­
тальпия, энтропия). Эти свойства с повышением температуры
изменяются плавно (рис. 6.1, кривая 1). Свойства стекол вто­
рой группы, являющиеся первой производной от функции состоя­
ния Р по температуре 6Р1 йТ (коэффициенты термического расши­
рения линейный и объемный, теплоемкость), имеют точку пере­
гиба при Т ш (рис. 6.1, кривая 2). В третью группу входят свой­
ства (теплопроводность, диэлектрические потери), которые яв­
ляются вторыми производными по температуре от Р (рис. 6.1,
кривая 3). Они имеют максимум или минимум в точке Ту,.
Наряду с отмеченными свойстзами к характеристическим па­
раметрам стекол принадлежат температуры Т й, Г /, а также интер­
вал стеклования (Г ,— Т /), которые зависят от состава стекол.
Температуре стеклования Т я соответствует вязкость стекломассы
1014'3 Па-с. а температуре Т 1 — вязкость 108 П а-с. Температуру
стеклования обычно определяют в точке пересечения касательных
на диаграмме зависимости длины отожженного образца стекла от
температуры, имеющей вид кривой Р (рис. 6.1). Так как резкая
граница изменения свойств с температурой у стеклообразных
веществ отсутствует, а свойства
стекла зависят от скорости ох­
лаждения (или нагревания), то
для получения воспроизводимых
результатов определение харак­
теристических температур осу­
ществляют при стандартной ско­
рости нагревания 3 К/мин. От­
меченная зависимость свойств
стекол от скорости охлаждения
(или нагревания) связана с тем,
что по мере снижения темпера­
туры уменьшается подвижность
частиц и замедляются скорости
Рис. 6.2. В лияние условий переохлаж ­
структурных перестроек, на­ дения на мольный объем вещества в
правленные на достижение рав­ расплавленном, кристаллическом и
стеклообразном состояниях
новесного при данной темпера­
туре состояния.
Рассмотрим
эти процессы более подробно начиная с расплавленного состояния
вещества.
При изобарном охлаждении расплава его мольный объем умень­
шается по линейному закону (рис. 6.2, прямая аб). При этом струк­
тура расплава с температурой изменяется равновесно, т. е. частицы
стремятся достичь более компактного расположения. Скорость
достижения равновесного состояния в этих условиях высока (время
релаксации 10-10 с). Если дальнейшая скорость охлаждения до­
статочно мала, то при достижении температуры кристаллизации
(Т’кр) произойдет кристаллизация расплава, а объем вещества
уменьшится (рис. 6.2, прямая Ьс). После полной кристаллизации
расплава дальнейшее понижение температуры будет сопровож­
даться незначительным уменьшением объема закристаллизовав­
шегося вещества (рис. 6.2, прямая ей), величина которого при ком­
натной температуре составит Ккр.
При достаточно высокой скорости переохлаждения расплав
может пройти температуру Т кр без кристаллизации и перейти
в метастабильное состояние «переохлажденной жидкости». Линей­
ный характер зависимости Ье изменения объема переохлажденного
расплава в области 7 ^ при экстраполяции в область комнатных
температур дает величину Vп, которая соответствует гипотетиче­
скому «термодинамически равновесному объему расплава, переох­
лажденному до низких температур без кристаллизации».
Затвердевание расплава в виде стекла в интервале (Тв—Г/)
приводит к нелинейной температурной зависимости V (кривая fg),
что является следствием возрастания вязкости и изменения харак­
тера движения частиц. При этом происходит «замораживание»
структуры некоторого переохлажденного расплава, равновесная
температура которого (так называемая «фиктивная температура»)
находится выше температуры 7 \.
В зависимости от скорости переохлаждения расплава со имеет
место семейство зависимостей У = [(Т ), причем с увеличением со
возрастает мольный объем стекла при комнатной температуре
(рис. 6.2). Таким образом, объем стекла в отличие от объема кри­
сталлического вещества не является константой для данного со­
става и зависит от температурно-временных условий получения
стекла. И з-за неупорядоченного расположения частиц в стеклооб­
разном состоянии вещества всегда Уст> У Л> У кр; это, в свою
очередь, приводит к избытку свободной энергии. Поэтому вслед­
ствие стремления системы к минимуму свободной энергии изотер­
мическая выдержка стекла при температуре Т < Т Я (например, в
точке /) должна сопровождаться уменьшением объема по прямой
/ т . Х о т я в реальных условиях в стекле в области низких температур
достижение равновесного состояния неосуществимо, тем не менее
при проектировании и эксплуатации прецизионных изделий элект­
ронной техники из стекла необходимо учитывать уход линейных
размеров во времени вследствие отжига неравновесного состояния
структуры стекла.
С т р о е н и е с т е к л а . Разнообразие методов получения ог­
ромного количества различных по составу веществ в стеклообраз­
ном состоянии создает значительные трудности в объяснении и
исследовании атомной структуры этого класса материалов. Су­
ществующие представления о строении стекла опираются на общее
правило о сохранении в аморфном теле координационного числа
соответствующего кристалла. Исходя из этого структуру стекло­
образного состояния представляют, ограничиваясь в первом при­
ближении ближним порядком.
Из существующих теорий стеклообразного состояния наиболее
обоснованной и опирающейся на обширный экспериментальный
материал является теория, в основе которой лежат основополага­
ющие гипотезы строения стекла А. А. Лебедева. Считается, что
атомы в стекле, как и в монокристалле, образуют трехмерную
непрерывную решетку. Однако решетка стекла в отличие от кри­
сталла не симметрична и не периодична. Поэтому внутренняя
энергия у стекла больше, чем у кристалла, но, как правило, эта
разность невелика. Способность веществ к переходу в стеклооб^разное состояние зависит от возможности образования трехмерной
беспорядочной решетки (каркаса) со свободной энергией, мало
отличающейся от энергии соответствующей кристаллической ре­
шетки. Условие сравнимости свободных энергий стекла и кри­
сталла требует, чтобы элементарные полиэдры (тетраэдры, треуголь­
ники и т. д.), слагающие стекло, существенно не отличались от
полиэдров, слагающих кристалл. Это подтверждено рентгенов­
скими исследованиями. Различие между стеклом и кристаллом
заключается в расположении полиэдров (рис. 6.3) в двухмерном
• -51
о -о
-н а
В)
Рис. 6.3. Тетраэдрическая групп и ровка (БЮ *)4- (а) и схематическое
двумерное изображение сочленения тетраэдров в структуре к р и ­
сталлического (б) и стеклообразны х (в, г) веществ
изображении на примере кварца и силикатных стекол. В кристал­
лической решетке относительная ориентация полиэдров с общими
вершинами постоянна на всем протяжении. В стеклообразной
сетке в результате достаточно быстрого охлаждения расплава
полиэдры повернуты друг относительно друга произвольно.
Рассмотренная модель стеклообразного состояния дает простое
объяснение ряду свойств стекол.
Отсутствие определенной точки плавления предопределено ха­
рактером распределения атомов. Все атомы в стекле структурно
не эквивалентны, поэтому энергия, требуемая для отделения атома
от сетки, различна для каждого атома. С повышением температуры
разрушение сетки происходит непрерывно. В кристаллической
же решетке атомы или группы атомов структурно эквивалентны;
следовательно, как только тепловая энергия достигает определен­
ного значения, решетка разрушается скачкообразно.
Под температурой начала подвижности структуры понимают ту
температуру, при которой самопроизвольно становятся подвиж­
ными первые наименее связанные атомы, т. е. разрыв непрерывной
сплошной сетки происходит в ее слабейших звеньях. Это наступает
тогда, когда энергия теплового колебания атомов оказывается
достаточной, чтобы преодолеть слабейшие межатомные связи.
Одной из наиболее важных особенностей стеклообразного со­
стояния является свобода нарушения стехиометричвских пропорций.
расширяющая область стеклообразования определенных систем
и значительно искажающая приведенную схему построения сетки
стекла. Изотропный характер свойств стекол является очевидным
следствием несимметричности их сетки.
И з рассмотрения особенностей стеклообразного состояния ве­
щества следует, что строение стекол является важнейшим факто­
ром, определяющим все их основные свойства и технологию по­
лучения. Для иллюстрации этого коротко рассмотрим строение
силикатных стекол, так как они наиболее детально изучены и
играют важную роль в электронной технике.
Основными элементами структуры силикатных стекол явля­
ются тетраэдры [5Ю4]4_, в которых атомы кремния окружены
четырьмя атомами кислорода. Тетраэдры, соединяясь друг с другом
вершинами, способны образовывать непрерывную в одном, двух или
трех измерениях пространственную структуру. Протяженность
сетки определяется содержанием в составе стекла диоксида крем­
ния. Эту апериодическую сетку, образующуюся путем сочленения
координационных полиэдров вершинами, можно рассматривать
как анион сложного состава. Компоненты стекла, способные са­
мостоятельно образовывать непрерывную структурную сетку, та­
кие, как БЮг, В20 3, Р 20 5 и др., являются стеклообразователями.
Компоненты стекла, не способные самостоятельно образовывать
непрерывную структурную сетку, называются модификаторами.
К группе модификаторов в силикатных стеклах, как правило,
принадлежат оксиды элементов первой и второй групп периоди­
ческой системы, а также оксиды ряда элементов других групп.
Роль модификаторов заключается в том, что они, располагаясь
в свободных полостях структурной сетки, компенсируют избыточный отрицательный заряд сложного аниона (рис. 6.3, г). Кислородное окружение катионов модификаторов формируется в соот­
ветствии с координационным числом. Модификаторы не образуют
прочных координационных групп, так как прочность связи моди­
ф икатор— кислород значительно ниже прочности связи стеклообразователь — кислород. В отличие от геометрически правильных
группировок координационных полиэдров стеклообразователей ко­
ординационные группировки модификаторов могут не иметь гео­
метрически правильной фигуры. Координационное число катиона
модификатора в стекле представляет собой некоторое среднеста­
тическое число атомов кислорода, приходящихся на один атом
модификатора. Атомы кислорода в структуре оксидных стекол
могут находиться в двух состояниях: в положении, соединяющем
соседние полиэдры (мостиковые атомы), и в положении, соединя­
ющем катионы модификаторов со сложным анионом (немостиковые
атомы).
Основной структурной единицей кварцевого стекла является
кремнекислородный тетраэдр (рис. 6.3, а). Атом кремния окруж ен
четырьмя атомами кислорода, расположенными симметрично в
вершинах тетраэдра. Валентный угол связи 0 —51—0 внутри
тетраэдра равен 109°29'. Тетраэдры в
структуре кварцевого стекла соединены
друг с другом вершинами через атомы
кислорода. В результате формируется
непрерывный пространственный каркас,
отличающийся от геометрически пра­
вильных решеток кристаллических мо­
дификаций кварца отсутствием дальнего
порядка в расположении и ориентации
тетраэдров. В стекле тетраэдры БЮ4
не образуют в пространстве геометриче­
ски правильных сочленений (рис. 6.3, в )
в виде шестичленных колец, характер­
ных для структуры высокотемператур­
ного кристабалита (рис. 6.3, б). Из-за
произвольного варьирования значений
Рис. 6.4. Ф ункция
рас­
угла связи Б1—О— между соседними
пределения значений угла
тетраэдрами структурная сетка имеет 51—О— в стр у к ту р е к в а р ­
цевого стекла
вид искаженной кристаллической решет­
ки. Функция распределения значений
угла связи ¡(№) является непрерывной и охватывает область зн а ­
чении углов от 120 до 180° (рис. 6.4). Наиболее вероятное значение
максимума находится при угле 144°, из чего следует, что в структу­
ре кварцевого стекла углы связи между тетраэдрами хотя и изме­
няются в широких пределах, но преобладают характерные для
модификации а- и Р-кварца.
Хотя тетраэдрическая группировка [5Ю4]4- имеет избыточный
отрицательный заряд, равный — 4, тем не менее каркасная сетка
из этих тетраэдров в целом электронейтральна, так как каждый
атом кислорода связан с двумя атомами кремния. Все атомы кис­
лорода в структуре кварцевого стекла мостиковые.
етраэдры в структурах кристаллических и стеклообразных
форм диоксида кремния соединяются вершинами (а не ребрами или
гранями), поэтому эти формы не являются плотноупакованными.
структуре кварцевого стекла имеются свободные структурные
полости (см. рис. 6.3, в), ограниченные в пространстве мостиковыми
атомами кислорода. Вследствие этого среди силикатных стекол
кварцевое стекло обладает наибольшей газопроницаемостью (по
гелию, водороду, неону). Введение в состав кварцевого стекла,
например, оксидов щелочных или щелочно-земельных металлов
приводит к заполнению свободных полостей (см. рис. 6.3, г) и
соответственно к уменьшению газопроницаемости.
Вследствие высокой прочности связи —О и характера строе­
ния кварцевое стекло обладает хорошими физико-химическими и
электрофизическими свойствами. Однако эти же факторы обуслов­
ливают и высокую температуру размягчения (свыше 1500 °С),
и очень узкий интервал стеклования, что существенно усложняет
Рис. 6.5. Схемы кристаллического строения кварцевого (а) и натриево-силикатного (б) стекол:
/ — кр и стал л ы к в ар ц а ; 2 — к р и с т а л л ы сили ката натрия; 3 — ионы натри я; 4 —
тетр а э д р ы
технологию изготовления изделий из кварцевого стекла. Для
улучшения технологических характеристик (понижения темпера­
туры варки, расширения интервала стеклования) в состав стекол
вводят оксиды щелочных металлов, приводящие к разрыхлению
пространственной сетки.
М и к р о н е о д н о р о д н о с т и в с т р о е н и и стекол.
Все однофазные стекла имеют микронеоднородное строение, свя­
занное с образованием в структуре микрообластей размером от 1
до 20 нм, которые отличаются химическим составом или геомет­
рическим упорядочением в расположении частиц (рис. 6.5). Мик­
рообласти не имеют поверхностей раздела фаз, равномерно распре­
делены в объеме, имеет место постепенный переход от геометри­
чески упорядоченного строения микрообласти к полностью неупо­
рядоченному строению каркаса из тетраэдров БЮ,,. Таким образом,
эти микрообласти являются неотъемлемой частью структуры од­
нофазного сложного стеклообразного силиката.
Концентрация модифицирующих компонентов в различных
микрообластях выше или ниже средней статистической. Это со­
здает видимость роеобразного характера расположения модифи­
каторов в анионном кремнекислородном каркасе (рис. 6.5). Об­
ласти с повышенной концентрацией модификаторов получили на­
звание «ионогенных участков» структуры вследствие повышенной
доли в них ионных связей модификатор — кислород.
При эксплуатации изделий из стекла микронеоднородное строе­
ние часто может приводить к фазовому разделению стекла, сопро­
вождающемуся образованием границ раздела. Так, при выщелачи­
вании некоторых составов щелочно-боросиликатных стекол раст­
ворами соляной, уксусной и других кислот образуется высокопо­
ристый кремнеземистый каркас (95—96 % 5Ю 2), сохраняющий ис­
ходную форму, размеры и прочность. Образующиеся поры, в кото­
рых находилась натриево-боратная фаза, имеют средний диаметр
2—6 нм.
§ 6.2. ФИ З И КО - Х ИМИЧ Е С КИ Е ОСНОВ Ы С ТЕ К Л О В А Р Е Н И Я
Рассмотрим процессы стекловарения на примере получения
оксидных стекол. Выбор их обусловлен тем, что оксидные стекла
являются важнейшими материалами электронной техники, а про­
цессы, протекающие при их
производстве,
чрезвычайно
разнообразны и достаточно
хорошо изучены.
Вязкость и поверхностное
натяжение стекол и распла­
вов. Температурная зависи­
мость вязкости является важ ­
нейшей технологической ха­
рактеристикой, задающей па­
раметры основных стадий тех­
нологии стекла: стеклообразования,
гомогенизации и
осветления стекломассы, фор­
Рис. 6.6. График зависимости вязкости
мования изделий, их отжига
оксидных стекол:
или закалки и т. д. В зави­ 1 , 2 — д и н а м и ч е с к ая в я зк о ст ь д л и н н о г о и к о ­
л соответствен но; 3 — в я з к о с т н ы й
симости от температуры вяз­ ир но тт ке ро вгоа л стеко
ф о р м о вани я
(Д Г Ь ДГ2 — т е м п е р а ­
кость стекла изменяется в
ту р ны е и нтервалы ф о р м о в а н и я )
очень широких пределах: от
10 П а-с в расплавленном состоянии до 1019 П а-с в твердом со­
стоянии. Температурная зависимость вязкости оксидных стекол
показана на рис. 6.6. При низких температурах (до Т в) вязкость
меняется незначительно. Наиболее резкое уменьшение вязкости
происходит в интервале 1015— 107 П а-с.
Температурная зависимость вязкости расплавленных стекол (в
области температуры выше Т¡) может быть приближенно вы ражена
уравнением
г] = А ехр [£„/(/? Г)],
где г) — коэффициент динамической вязкости; А — константа
(10-4— 10-5 Па-с); зависит от химической природы вещества и
может быть рассчитана по уравнению Эйнштейна: А =Ы Ы У (здесь
N — число Авогадро; к — постоянная Планка, V — мольный объ­
ем);
— энергия активации (для оксидных стекол 80—630 кДж/
моль), обусловлена процессами по преодолению сил притяжения
и последующего перемещения частицы, зависит от температуры
Характеристические
температуры
1д у{Па
с)
Технологические процессы
Твердое состояние
Низшая температура
отжига
—=
Температура Тд — ■
Высшая температура—.
отжига
Дилатометрическая — 1
температура
начала деформации
Температура Т(
Отжиг
Стеклование
Спекание
Формование
Вытягивание
Прессобание
Прокат
Выдувание
вотирование
Отлив*
Температура ликбидуса
Варка {степлоодрозование,
осоетление, гомогенизация)
Рис. 6.7. Технологическая шкала вязкости
и в первом приближении может быть выражена уравнением Е ц=
= Е 01Т, где Е0 — величина, пропорциональная прочности связи
элемент — кислород.
Температурная зависимость вязкости служит основой для
определения температурных режимов варки стекла, формования
и термообработки изделий. Так, на технологической шкале вяз­
кости (рис. 6.7) показаны интервалы различных процессов: варки,
выработки стекла, его отжига. Отмечены интервалы изменения
вязкости для отдельных способов формования стекломассы, по­
ложение характеристических температур.
По характеру изменения вязкости в интервале формования
различаю т короткие и длинные стекла (см. рис. 6.6). Необходимой
формовочной способностью для изготовления стеклоизделий стек­
ломасса обладает в диапазоне вязкости 102— 108 П а-с. Этому диа­
пазону вязкости в зависимости от состава стекломассы соответ­
ствует свой температурный интервал формовки. Стекломассу,
обладающую относительно небольшим температурным интервалом
формовки (-—-100—150 °С), называют короткой, а большим ( ~ 2 5 0 —
500 °С) — длинной. Кривая температурной зависимости вязкости
короткого стекла в интервале 102— 108 П а-с характеризуется кру­
тым подъемом, а длинного стекла — пологой кривой. Поэтому
разработать режим формирования для длинного стекла значительно
проще, чем для короткого. Короткие стекла требуют особенно
строгого соблюдения температурно-временных режимов формиро­
вания. При незначительном переохлаждении стекломасса может
так резко увеличить вязкость, что формование стекломассы станет
невозможным.
Влияние химического состава стекла на его вязкость и длину
очень велико. Так как стекла являются многокомпонентными си­
стемами, то, варьируя содержанием компонентов, можно осуществ­
лять плавное изменение вязкости в заданном направлении.
Вязкость стекол в значительной степени зависит от прочности
химических связей между частицами, которая, в свою очередь,
зависит от вида частиц. В ряду силикатных стекол наибольшими
значениями вязкости при одинаковых температурных условиях
обладает кварцевое стекло. Введение в его состав оксида щ елоч­
ного металла резко уменьшает вязкость образующихся бинарных
щелочно-силикатных стекол (табл. 6.2).
Таблица
С о став
г), П а-с
(при
1400 °С)
SIO ,
10«
6. 2
Ы агО - 2 S JO ,
N a 20 * S i 0 2
2 N a ,0 - S I 0 2
?8
0 ,1 6
0,1
Это обусловлено тем, что в структуре стекла появляются немостиковые атомы кислорода, ухудшается целостность каркаса,
растет доля связей Ме—О (Me—Li, Na, К), прочность которых
значительно меньше прочности связи SiO. Из этих щелочных
катионов наиболее интенсивно снижают вязкость ионы лития,
наиболее вязкими являются расплавы калиево-силикатных стекол.
Введение в состав щелочно-силикатных стекол оксидов щ елочно­
земельных металлов приводит к дополнительному снижению в я з ­
кости расплавов, причем степень влияния на снижение вязкости
в ряду MgO—CaO—SrO—ВаО возрастает. Однако в бесщелочных
стеклах степень влияния в этом ряду имеет обратный характер
т. е. оксид магния в наибольшей степени способствует снижению
вязкости стекломассы.
Введение оксидов ZnO, CdO, РЬО также приводит к снижению
вязкости, причем они расположены по возрастанию интенсивности
воздействия. Тугоплавкие оксиды А120 3, S r0 2, Z r 0 2 всегда при­
водят к повышению вязкости стекломассы. Оксиды СаО (до 10 %),
В 20 3 (до 15 %), MgO и ZnO в большей степени снижают вязкость
стекломассы в области высоких температур и в меньшей степени —
в области низких температур.
Д ля получения легкоплавких глазурей с низкой вязкостью
(повышенной текучестью) в состав глазури вводят соединения фтора,
бария, свинца.
В период варки стекла для снижения вязкости расплавов вво­
дят добавки фторсодержащих соединений, например бифторида
калия аммония NH.,KF2, криолита 3 N a F A lF 3, кремнефтористые
соединения. Для этих же целей вводят сульфат и нитрат натрия и
другие соединения.
Воздействуя на вязкость стекломассы путем изменения состава
стекол, удается управлять их «длиной». Так, добавки Na20 (за
счет замены S i0 2 или CaO), К 20 , MgO (за счет СаО), РЬО (за счет
оксидов щелочно-земельных металлов) приводят к удлинению
интервала температур формования. И наоборот, замена S i0 2 на
СаО, В20 3 (до 15—20 %) на А120 3 или Z r0 2 приводит к укорочению
температурного интервала формования стекла.
Поверхностное натяжение стекол в зависимости от состава
может изменяться от 0,115 до 0,470 Н/м. Такое высокое значение
поверхностного натяжения в сочетании со своеобразной темпера­
турной зависимостью вязкости обусловливает разработку таких
способов формования изделий из стекла, как непрерывное вытя­
гивание листов стекла, выдувание полых изделий, которые непри­
менимы к другим материалам.
Температурный коэффициент поверхностного натяжения стекол
Ау / А Т зависит от состава и лежит в пределах от —0 ,1 6 -10-3 до
4 -0 ,0 6 -10_я Н/(см-К). Отрицательное значение коэффициента ха­
рактерно, например, для щелочно-силикатных стекол, положи­
тельное — для свинецсодержащих.
Действия сил поверхностного натяжения играют важную роль
на всех стадиях технологического процесса. На стадии стеклообразования скорость растворения зерен кварца в первичном расплаве,
силикатов тем выше, чем ниже вязкость и поверхностное натяжение.
Поэтому для ускорения провара шихты в ее состав вводят веще­
ства, понижающие поверхностное натяжение расплава стекло­
массы, например небольшие количества сульфата натрия.
Осветление расплава стекломассы происходит более интен­
сивно, если снижается поверхностное натяжение на границе раз­
дела газовая фаза — расплав. Это способствует образованию и
удалению крупных пузырей газов, образующихся в результате
термической диссоциации карбонатов, сульфатов, нитратов и
других солей на стадии силикатообразования. Снижения поверх­
ностного натяжения расплава и соответственно ускорения про­
цесса осветления добиваются путем введения в состав шихты нит­
ратов, сульфатов, хлоридов, аммонийных солей, соединений мышь­
яка, сурьмы, церия.
Поверхностное натяжение в значительной степени определяет
условия образования некоторых пороков стекла. Одним из наиболее
распространенных пороков стекломассы являются стекловидные
включения. Условием растворения стекловидных включений в
стекломассе является соотношение поверхностных натяжений рас­
плава и включения. Так, например, поверхностное натяжение
глиноземистых свилей выше, чем поверхностное натяженпе стекло­
массы ус„>7ст- в результате чего свили принимают шарообразную
форму и плохо растворимы в силикатных расплавах. С другой
стороны, поверхностное натяжение кремнистых свилей меньше,
чем поверхностное натяжение стекломассы: уСв < Т ет. поэтому
такие свили растягиваются в виде пленки и относительно легко
растворяются.
Поверхностное натяжение играет важную роль также при эм а­
лировании и глазуровании изделий, в производстве стекловолокна,
остекловывании микропроводов, при сварке, спаивании, пропитке
материалов, при прессовании изделий, вытягивании ленты стекла
и др.
Известно большое число поверхностно-активных примесей,
оказывающих значительное влияние на у стекломассы. В ряду
щелочных металлов 1л—Ыа— К, вводимых в состав стекла, поверх­
ностное натяжение убывает в направлении от лития к калию. При
последовательной замене оксидов элементов в рядах Мц—Са—Бг—
Ва и г п —Сё поверхностное натяжение также уменьшается. О к ­
сиды 2 г 0 . 2 и А 1 . А ) в значительной степени увеличивают, а В а20 3,
ТЮ2, Р 20 5, Р и У20 5 — понижают поверхностное натяжение.
Введение в расплав в небольших количествах соединений хрома,
молибдена, вольфрама, мышьяка, сурьмы, тория, ванадия вы зы­
вает резкое уменьшение у.
При разработке технологии получения стекла необходимо учи­
тывать и влияние газовой среды печи на поверхностное натяжение.
Полярные газы 5 0 3, МН3. пары НС1 и Н 20 снижают у силикатных
расплавов, а неполярные газы N 2 , Н 2, Не, сухой воздух практи­
чески не являются поверхностно-активными.
Сырьевые материалы для производства стекла. По технологиче­
скому признаку сырьевые материалы для производства стекла де­
лятся на две группы: главные и вспомогательные. Главные мате­
риалы содержат компоненты, образующие основу стекла и опре­
деляющие его свойства. Вспомогательные материалы содерж ат
компоненты, которые вводятся для варьирования свойства стекл а
и ускорения его варки. К ним относятся красители, глушители,
осветители, обесцвечиватели, окислители, восстановители, уско­
рители и др.
По происхождению материалы подразделяются на прирооные
и синтетические. Синтетические материалы значительно чище
природных, они богаче основным веществом и содержат сущест­
венно меньше примесей. Требования, предъявляемые к качеству
сырьевых материалов (химический состав, примеси.^ дисперсность
и др.), зависят от вида и назначения стеклоизделий. Требования
к сырью, применяемому для производства стекол, используемых
в электронной технике (для межслойной изоляции в микроэлект­
ронике, герметизирующих компаундов, компонентов резисторов
и конденсаторов, чувствительных датчиков электромагнитного
излучения, оптических, лазерных и др.), полностью определяются
требованиями к качеству готового стеклоизделия. Стоимость, де­
фицитность сырья здесь не имеют существенного значения, так как
необходимые свойства, часто весьма специфические, можно полу­
чить только применяя заданное сырье. Например, в планарной
кремниевой технологии при изготовлении межслойной изоляции
недопустимо содержание в составе стекла ионов щелочных метал­
лов. Применение особо чистого сырья в данном случае неизбежно.
На примере диоксида кремния 5Ю 2 рассмотрим эволюцию со­
вершенствования сырья для его введения при производстве стекла.
В стекольной промышленности для различных стеклоизделий
в качестве материала для введения диоксида кремния использу­
ются кварцевый песок, молотый песчаник, кварцит и жильный
кварц, причем по степени чистоты предусмотрено 15 марок песка.
Требования электронной техники к кварцевым стеклам заставили
■существенно повысить чистоту сырья, в результате чего были
разработаны следующие методы получения синтетического 5Ю 2:
а) газофазный синтез из тетрахлорида кремния в водородно­
кислородном пламени по реакции 51С14+ 2 Н 20 —►БЮ2+4НС1.
Качество получаемого диоксида кремния определяется степенью
чистоты тетрахлорида кремния. Недостатками кварцевого стекла,
полученного по этому методу, являются значительное содержание
гидроксильных групп и пониженная жаростойкость;
б) прямое окисление тетрахлорида кремния в кислородной
низкотемпературной плазме 5 Ю 4+ 0 2 —►$Ю 2+2С12. В этом случае
кварцевое стекло содержит минимальное количество гидроксиль­
ных групп (безгидроксильное стекло), но в нем присутствует до
0,05 % мае. ионов хлора;
в) из геля БЮ.; путем его высушивания, термообработки и
плавления при 1800 °С. Такое стекло свободно от гидроксильных
групп и хлора.
Кварцевое стекло, получаемое из такого сырья, характеризу­
ется высокой степенью чистоты, содержание остаточных примесей
в нем не превышает 10-Б— 10-в % мае. Такие стекла, в частности,
используются для изготовления кварцевых тиглей для выращи­
вания монокристаллов кремния методом Чохральского (см. § 4.2),
кварцевых реакторов для процессов диффузии и эпитаксии полу­
проводников, для производства оптических и лазерных стекол (см.
§ 6.6) и т. д. Качество изделий, получаемых с использованием
таких чистых стекол, полностью оправдывает затраты на повышение
чистоты сырья.
Приведем теперь сырьевые материалы, используемые при про­
изводстве оксидных стекол.
Материалы для введения стеклообразующих оксидов по хим и­
ческому признаку подразделяют на три группы: материалы для
введения кислотных оксидов (S i0 2, В 20 3, А120 3, ТЮ2, Z r0 2 и др.);
материалы для введения оксидов щелочно-земельных металлов
(CaO, MgO, BaO, SrO и др.); материалы для введения щелочных
оксидов (Na20 , К 20 , Li20 ).
Материалы для введения диоксида кремния мы уже рассмот­
рели.
Для введения борного ангидрида В 20 3 в состав стекол приме­
няют борную кислоту Н3В 0 3 и буру N a2B40 7
Оксид алюминия А120 3 (глинозем) в стекло вводят в виде при­
родных и синтетических материалов: полевого шпата, представлен­
ного ортоклазом K20 Al20 3-6 S i0 2, альбитом Na20 - A l20 3- 6 S i0 2
и аноритом CaO -A l20 3-6S i02; пагматита, представляющего собой
природную смесь полевого шпата и кварца, поэтому содержание
А120 3 в нем меньше, чем в полевых ш патах, и составляет 14— 18 %
Другие кислотные оксиды (Р20 5, ТЮ 2, Z r 0 2) вводят в состав
стекол в небольших количествах в виде чистых синтетических
материалов или концентратов.
Для введения щелочно-земельных оксидов используют след у­
ющие материалы: оксид кальция СаО, который вводят с мелом,
известняком СаС03; оксид м агн и я— с доломитом СаС03•M gC 03;
оксид бария ВаО вводят в стекло посредством углекислого, а зо т ­
нокислого и сернокислого бария; сырьем для введения оксида
свинца РЬО служат свинцовый сурик РЬ30 4 и свинцовый глет
РЬО; оксид цинка ZnO вводят в состав стекла в виде цинковых
белил, представляющих собой чистый синтетический оксид цинка;
для введения оксида бериллия ВеО обычно применяют синтетиче­
ский углекислый бериллий ВеС 03.
Щелочные оксиды в стекла вводят в виде следующих материалов:
оксид натрия N a20 — в виде соды N a 2C 0 3 и сульфата натрия
Na2S 04; оксид калия К20 — в виде поташа К 2С 0 3 и калиевой се­
литры K N 03; оксид лития L i20 — в виде углекислого лития и
гидроксида лития.
Для производства цветных стекол, эмалей и глазурей в стекла
вводят дополнительные вещества, называемые красителями. Р а з ­
личают молекулярные красители, которые, растворяясь в стекле,
образуют ионно-молекулярные соединения, и коллоидные, которые
находятся в стекле в виде мельчайших коллоидно-дисперсных
частиц. К молекулярным красителям относятся главным образом
оксиды марганца (придают стеклу фиолетовую окраску), кобальта
(синюю), никеля (красновато-фиолетовую), хрома (желто-зеленую),
ванадия (зеленую), ж елеза (зеленую и синезеленую), урана (жел­
тую) и др.; к коллоидным — золото (придает стеклу красную
окраску), серебро (золотисто-желтую), одновалентная медь (яркокрасную), селен (от желтой до темно-красной) и др.
Для получения заглушенных опаловых или молочных стекол
в них добавляют глушители — плохо растворимые вещества,
выделяющиеся в стекле в виде частичек. Меняя содержание глу­
шителя, можно получить молочные стекла от мутноватых до со­
вершенно непрозрачных. В качестве глушителей используют фто­
ристые и фосфатные соединения, реже соединения сурьмы, цир­
кония, мышьяка, а такж е диоксид олова.
Кроме сырьевых материалов, необходимых для получения тре­
буемого состава стекла, в шихту вводят различные технологические
добавки, регулирующие условия варки стекла. К таким добавкам
относятся окислители, восстановители, осветлители, обесцвечиватели и ускорители варки.
Окислители вводят при получении большинства цветных, а
такж е свинцовых и некоторых других стекол, для варки которых
необходимы окислительные условия. Эти условия создают окис­
лительной газовой средой в печи и введением в шихту специальных
добавок, которые, разлагаясь при нагревании, выделяют кислород.
Кислород предотвращает восстановление красящих оксидов и
оксида свинца и сохраняет окраску стекол. В качестве окислителей
применяют калиевую и натриевую селитру, триоксид мышьяка
А82Оз, пероксид марганца М п02 и др.
При варке многих стекол необходимо применение восстанови­
телей. в качестве которых используют углерод, соединения олова,
сурьмы, мышьяка, металлический алюминий и магний.
Осветлители — вещества, которые разлагаются с выделением
газов и способствуют осветлению стекломассы во время варки.
К осветлителям относят сульфат натрия, хлористый натрий, се­
литру, триоксид мышьяка, фтористые соединения, аммонийные
соли.
Обесцвечиватели (химические и физические) применяют для
устранения нежелательных цветных оттенков в стекле (чаще всего
синего или зеленоватого), обусловленных содержанием в стекле
в различных соотношениях вредных примесей закиси и оксида
железа. Трехвалентное железо по сравнению с двухвалентным —
менее интенсивный краситель. Поэтому в качестве химических
обесцвечивателей чаще применяют уже известные окислители,
которые в данном случае в результате выделения кислорода пере­
водят РеО в Ре20 3.
В качестве физических обесцвечивателей используют красящие
вещества, дополняющие своей окраской сине-зеленую окраску
оксидов железа в стекле, переводя ее в белую, нейтральную. К ним
относят селен, пероксид марганца, диоксид церия, оксиды никеля
и кобальта.
Ускорители варки стекла вводятся в шихту в количестве от
0,5 до 3 % для образования низкоплавких эвтектик и уменьшения
вязкости расплава, что облегчает процесс варки и увеличивает
производительность печей. В качестве ускорителей варки исполь­
зуют соединения фтора (фтористый кальций, кремнефтористый
натрий), борный ангидрид, сернокислый аммоний, оксиды бария,
марганца, лития. Часто в шихту добавляют комбинированный ус­
коритель, состоящий из нескольких компонентов, например из
фтор- и борсодержащих материалов.
Приготовление шихты. Сырьевые материалы, предназначенные
для приготовления шихты, очищают, измельчают до оптимального
зернового состава, отвешивают в необходимых соотношениях и
затем тщательно перемешивают. Основной технологический пока­
затель шихты
однородность состава. От точности и тщатель­
ности подготовки исходных материалов и их смешивания зависит
качество сваренной стекломассы. Нарушение однородности шихты
является причиной многих дефектов стекла: полосности, плохого
отжига, повышенной хрупкости, пониженной термостойкости и
прочности. В результате этих дефектов уменьшается выход годной
продукции.
На качество шихты влияют постоянство химического состава
компонентов, дисперсность компонентов и их влажность, точность
взвешивания, совершенство перемешивания, условия хранения
и транспортировки шихты к месту загрузки.
Параметры сырьевых материалов, составляющих шихту, долж­
ны соответствовать требованиям правил технической эксплуатации
(П1Э).
Х и м и ч е с к и й с о с т а в компонентов определяет элект­
рофизические свойства стекол и должен отвечать требованиям по
отклонению в концентрации основного вещества и примесей того
или иного компонента.
Зерна сырьевых материалов, составляющих шихту, должны
иметь определенный размер, так как от этого зависит равномер­
ность их растворения и склонность шихты к расслоению по ком­
понентам и комкованию.
Влажность шихты благоприятно влияет на ее однородность
(за счет устранения пылеобразования при транспортировке и за ­
грузке в стекловаренные печи) и повышает реакционную способ­
ность, в частности, кварцевых зерен. Содержание влаги в шихте
в зависимости от ее вида составляет 4—7 %. Особенно хорошо
сохраняется однородность, если шихту увлаж няю т растворами
специальных поверхностно-активных веществ. Расслоение и пылеобразование шихты эффективно также устраняются и путем ее
брикетирования и гранулирования.
После составления и смешения шихты перед ее загрузкой в
печь в ряде случаев предпринимают дополнительные меры для
сохранения однородности шихты, устранения^ пыления, уплот­
нения компонентов и облегчения их взаимодействия при варке.
Применение обычной сыпучей шихты не является оптимальным
для процесса стекловарения. Введенная в зону высоких температур
(около 1300— 1500 °С) шихта нагревается неравномерно, в резуль­
тате чего верхний слой нагревается быстро, из него выплавляются
и вытекают щелочные компоненты, происходит расслоение шихты.
В то же время внутренние ее слои остаются менее нагретыми и их
участие в процессе сдвигается по времени. Поэтому для создания
лучших условий варки применяют такие способы уплотнения
шихты, как брикетирование, гранулирование, спекание (см. § 6.3).
При этом весьма эффективно тонкое измельчение компонентов
перед уплотнением, что повышает реакционность и плотность
шихты улучшает однородность ее смешивания. Спекание шихты
(температура 500—700 °С) способствует дополнительному уско­
рению варки стекла за счет завершения протекания некоторых
реакций в твердой фазе. Эти дополнительные меры ускоряют стек­
ловарение на 10—2 0 % , повышают производительность печей.
Совершенство смешивания определяет степень неоднородности
получаемой шихты и зависит от используемого метода смеши­
вания.
Наиболее простым и широко используемым методом смешивания
компонентов является механическое на тарельчатых, барабанных
и конусных смесителях. Совершенство смешивания зависит от
типа смесителя и выбранного режима, которые определяют длину
пути, совершаемую частицами шихты, и характер их движения.
Степень неоднородности шихты, определяемая по отклонениям
состава отдельных проб, при механическом смешивании составляет
+ 0 ,3 % и выше.
Для изготовления высокооднородных стекол шихту производят
путем смешения растворимых стеклообразующих компонентов,
между которыми в условиях пониженных температур происходит
взаимодействие и образуется однородная аморфная смесь. После­
дующее нагревание смеси дает стекло. Изготовление такой шихты
осуществляют методами соосаждения, гидролиза и топохимическим.
При получении силикатных стеклообразующих смесей м е т о ­
д о м с о о с а ж д е н и я используют золь или гель кремниевои
кислоты и истинные растворы соединений других компонентов в
соответствии с заданным составом стекла. При смешивании этих
компонентов образуются полуколлоидные растворы.
В качестве растворимых компонентов стекла применяют вод­
ные растворы соответствующих нитратов, карбонатов,^ ацетатов,
гидроксидов, добавляя их к гелю или золю кремниевои кислоты.
Эти компоненты должны растворяться в воде и подвергаться тер­
мической диссоциации при сравнительно невысоких температурах.
Водные растворы соединений компонентов смеси позволяют обес­
печить высокую химическую однородность на стадии смешивания
и соответственно на стадии образования стекла.
Образующийся в результате соосаждения гель содержит рав­
номерно распределенные компоненты смеси. После просушивания
при низких температурах (50— 100 °С) гель прокаливают при тем­
пературе 500—800 °С для удаления газообразных продуктов тер­
мического разложения. Полученную таким образом порошкооб­
разную смесь применяют для варки силикатного стекла.
Стекло, получаемое из такой шихты, образуется при более
низкой температуре по сравнению со стеклом из обычной шихты
(на 150 200 С). Кроме того, эта шихта не содержит кристалли­
ческих фаз и сохраняет аморфное состояние вплоть до температур
силикатообразования.
Методом соосаждения помимо силикатных получают и другие
виды стекол. Так, для получения фосфатных стекол готовят смесь
растворов Н3Р 0 3+ А ! (N 03)3+ K N 0 3+ H 3B 0 3, которую выпари­
вают, а затем обрабатывают при 400—500 °С до полного удаления
воды и оксидов азота. Полученный материал переводят в стекло­
образное состояние при 1200 °С.
Метод соосаждения нашел применение при нанесении тонких
пленок стекла. Для этого полу коллоидный раствор нужного со­
става наносят на поверхность материала, при нагревании проис­
ходит дегидратация, термическое разложение компонентов раствора
с последующим его плавлением при повышении температуры.
При получении стеклообразующих смесей м е т о д о м г и д ­
ролиза
используются органические и другие соединения
соответствующих элементов, легко реагирующие друг с другом,
например алкоголяты металлов, которые растворяются в общем
растворителе.
Производство стекла в этом случае состоит из следующих ста­
дий: смешивание органических соединений компонентов; их гид­
ролиз под действием воды или влаги воздуха; нагревание продуктов
гидролиза до 150 °С для отщепления спирта из алкоголята и ис­
парения растворителя; поликонденсация с образованием коллоид­
ной системы (студня); нагревание ее до Т8 стекла, при которой
смесь переходит в стеклообразное состояние.
Топохимический
м е т о д получения стеклообразу­
ющих смесей основан на поглощении твердой фазой других компо­
нентов из^ раствора. При получении силикатных стекол в гель
кремниевой кислоты последовательно вводят растворы солей со­
ответствующих металлов в концентрации согласно составу стекла.
Последующее нагревание образовавшейся в геле смеси приводит
к формированию стекла.
Стекловарение. Стекловарением называется термический про­
цесс, в результате которого смесь разнородных компонентов об-
разует однородный расплав. Стекловарение представляет собой
сложный процесс, протекающий на протяжении значительного
температурного интервала, в котором между компонентами шихты
происходят разнообразные физико-химические взаимодействия, при­
водящие к образованию жидкой стекломассы. При варке, напри­
мер, силикатных стекол различают пять этапов стекловарения,
силикатообразование, стеклообразование, осветление (дегазация),
гомогенизация (усреднение), студка (охлаждение).
Процессы силикато- и стеклообразования протекают почти од­
новременно. В процессе с и л и к а т о о б р а з о в а н и я
ком­
поненты шихты вступают между собой в химическое взаимодеиствие, в результате которого карбонаты, сульфаты и другие веще­
ства превращаются в силикаты и другие промежуточные соедине­
ния. Процессы силикатообразования зависят от состава шихты и
начинают протекать между материалами в твердом состоянии при
относительно низких температурах (400—600 С), однако скорость
их при этом невелика. С достаточной скоростью они протекают при
более высокой температуре и особенно при появлении жидкой
фазы, которая образуется в объеме шихты вследствие плавления
легкоплавких компонентов и эвтектик. Так, в смеси сода
квар­
цевый песок при нагревании протекает химическая реакция раз­
ложения карбонатов и образования силиката натрия по уравнению
Na2C 0 3 } S i0 2 —> Na2SiOs + С 0 2
Если чистая сода практически не разлагается даже при нагре­
вании выше температуры плавления (825^°С), то смесь соды с пе­
ском начинает реагировать уже при 400 °С. При 700 830 С ско­
рость этой реакции вследствие плавления соды и низкоплавких
эвтектик резко возрастает.
Сложность и разнообразие процессов, протекающих при на­
гревании шихты, резко возрастают с увеличением числа компонен­
тов. В качестве примера приведем схему процессов, происходящих
при получении стекла в системе Na2Ö—CaO—S i0 2.
Схема процессов, происходящих при нагревании шихты
N a X O a + C aC O j + S iO ,
О бразовани е СаЫ а2(С 0 3)2 .......................................
СаЫаг(С 03)2+ 2 5 Ю 2= № а5Ю3+С а5Ю 3 Ь2С02
N320034 БЮ2= № 25Юз-ЬС0 2 ........................
О бразование и плавление эвтектики
С а № 2( С 0 3)2 Ыа2С 0 3
. . . ■ • ■
'
П лавлени е двойного карбоната С а № 2(1Л-)3)2 .
П лавл ен и е № 2С 0 3 ....................................................
Д и ссоц и ац и я:
С а С 0 3^ С а 0 + С 0 2 ...........................................
С аЫ а* (С 0 ,)2^ С а 0 + Ы а * 0 - Н 2 С 0 , .................
СаО+БЮг = С аБ Ю * ..................................
Т ем п ература.
°С
ниже 600
600—830
720—830
740—800
813
855
912
960
1010
Как видно из приведенной схемы, уже для простого состава
шихты имеет место сложный характер протекающих процессов.
С увеличением числа компонентов расшифровка протекающих
в шихте процессов существенно затрудняется.
Выделяющиеся в ходе реакций образования силикатов газо­
образные продукты (С02, 5 0 2 и др.) перемешивают образующийся
расплав, что способствует улучшению однородности стекломассы.
Силикатообразование в целом не является лимитирующим эта­
пом стекловарения. Оно осуществляется при относительно невысо­
ких температурах, идет для большинства шихт без особых затруд­
нений и не требует весьма длительных выдержек. Однако и этот
этап стекловарения может быть значительно ускорен путем повы­
шения температуры, увеличения реагирующей поверхности, до­
бавок ускорителей, оптимального увлажнения, уплотнения шихты
за счет гранулирования и брикетирования.
На этапе с т е к л о о б р а з о в а н и я
протекают процессы
растворения твердых остатков шихты в расплаве силикатов. На
этапе силикатообразования не весь диоксид кремния входит в
состав силикатов, поскольку он вводится в большем количестве,
чем требуется для связывания других компонентов в силикаты.
Это избыточное количество диоксида кремния составляет около
30 % его массы в шихте. Поэтому по окончании силикатообразо­
вания часть зерен кварца остается в расплаве в свободном виде и
расплав представляет собой еще неоднородную по составу массу.
В процессе стеклообразования остатки кварцевых зерен мед­
ленно растворяются в вязком расплаве силикатов. Это связано
с тем, что вокруг каждого зерна в результате его растворения
образуется пограничный слой с повышенным содержанием диок­
сида кремния. Вследствие этого процесс растворения будет лимити­
роваться диффузией избыточного диоксида кремния в окружающий
раствор силикатов. Поэтому скорость растворения зерен кварца
в силикатном расплаве описывается выражением, вытекающим из
основного уравнения массопередачи
и = -£ -(С о -С ),
где и
скорость растворения; & — константа скорости раство­
рения; 5
площадь поверхности зерен БЮ 2; С0 — насыщенная
концентрация 5Ю 2 в расплаве у поверхности зерна; С — концент­
рация 5Ю 2 в объеме раствора—расплава; б — толщина погранич­
ного слоя диффузионного слоя (0,02—0,05 мм); (х — вязкость рас­
плава.
Из анализа приведенного выражения следует, что на скорость
стеклообразования влияют следующие факторы.
1.
Свойства кварцевых зерен: размеры, форма и наличие де­
фектов в зернах. Так, например, мелкие зерна с развитой угло­
ватой поверхностью растворяются быстрее по сравнению с округ­
лыми и крупными. Дефекты в зернах разрыхляют их, повышают
свободную энергию, что способствует растворению зерен.
2. Свойства расплава: вязкость расплава и его поверхностное
натяжение, определяемые составом расплава,— значительно влия­
ют на скорость растворения зерен оксида кремния. Особенное
влияние оказывает повышенная концентрация щелочных оксидов
и свободного сульфата натрия, приводя к увеличению скорости
растворения зерен.
3. Условия растворения, среди которых основную роль играет
температура. Небольшие повышения температуры расплава при­
водят к значительному возрастанию скорости стеклообразования.
На этот процесс существенное влияние оказывают также давление
газов над расплавом и их состав. Степень их влияния зависит от
порядка и кинетики химических реакций, протекающих между ком­
понентами расплава.
К важнейшим условиям растворения следует отнести и про­
цессы массообмена в расплаве. Скорость растворения зерен воз­
растает с увеличением интенсивности движения растворителя в
пограничных слоях, что ускоряет удаление из них избытка диок­
сида кремния. Увеличения массообмена в пограничных слоях
достигают с помощью принудительного перемешивания расплава
с применением механических мешалок или бурления газов.
Осветление
стекломассы — наиболее ответственная и
длительная стадия варки стекла. Ее осуществляют при наивыс­
шей тем пературе процесса варки (для обычных стекол этот этап
заверш ается при 1500— 1600 °С). В течение этого весьма слож ­
ного этапа из расплава удаляю тся видимые газовые включе­
н и я — крупные и мелкие пузыри — и производится выравнива­
ние состава стекломассы.
В готовом стекле всегда содержится некоторое количество
газов. Они находятся в стекле в виде твердого раствора или в
виде пузырей. Зад ач а процесса стекловарения на этапе осветле­
ния состоит в том, чтобы свести к допустимому минимуму число
пузырей в готовом стекле.
Источниками газа в стекле являются: химически связанные
газы шихты (С 0 2, 5 0 2 и др.); газы, адсорбированные на поверх­
ности зерен шихты ( 0 2, Ы2 и др.); газы пламенного пространства
стекловаренной печи (5 0 2, Н 20 и др.). Большие объемы газа (и
соответственно большое количество пузырей) образуются при раз­
ложении карбонатов и сульфатов компонентов шихты. Количество
газов, остающихся в стекле (в виде твердого раствора и пузырей),
зависит от состава стекла, условий варки (температура, давление)
и находится в пределах 20—40 % по отношению к объему иссле­
дуемого стекла.
Интенсивность процесса освобождения стекломассы от пузырей
зависит от температуры, вязкости стекломассы, поверхностного
натяжения, давления газов. Скорость подъема пузырька
верхности стекломассы можно оценить по формуле
V
к по­
ё ''2 (р1 — Р2)/т1.
гДе £ — ускорение силы тяжести; г — радиус пузырька; рх —
плотность стекломассы; р2 — плотность газа в пузырьке; г| — в я з­
кость стекломассы.
Согласно приведенной формуле, повышение температуры про­
цесса будет приводить к увеличению скорости удаления пузырь­
ков, так как уменьшается вязкость стекломассы и увеличивается
радиус пузырька за счет уменьшения вязкости. Кроме того, с
увеличением температуры ускоряется рост пузырьков за счет вы­
деления газов, пересыщающих стекломассу, в полости уж е суще­
ствующих пузырьков.
Для лучшего осветления в стекломассу вводят специальные
материалы, вызывающие бурное газообразование и понижающие
поверхностное натяжение на границе раздела газ— расплав. Это
нитраты, сульфаты, аммонийные соли, хлориды, соединения мышь­
яка и др. На процесс осветления положительно влияют ускорители
варки (СаР2, В20 3 и др.), которые снижают вязкость стекломассы.
На этапе г о м о г е н и з а ц и и происходит усреднение рас­
плава по составу, он становится химически однородным. Гомоге­
низация и осветление протекают одновременно при одних и тех
же температурах. Интенсификация процесса осветления в боль­
шинстве случаев ускоряет такж е и гомогенизацию стекломассы.
Причинами неоднородности стекломассы могут являться ис­
ходная недостаточная однородность шихты вследствие плохого
перемешивания компонентов или их расслоения при транспор­
тировании к месту загрузки в стекловаренную печь и ячеистый
характер структуры свежесваренной стекломассы.
Если меры борьбы с начальной неоднородностью ясны, то для
устранения ячеистой структуры стекломассы необходимо пони­
мание природы ее возникновения. Образование такой структуры
связано с тем, что шихта силикатных стекол почти на 75 % состоит
из кварцевых зерен со средним размером порядка 0,2— 0,5 мм.
Как уже отмечалось, реакции силикатообразования идут на по­
верхности кварцевых зерен, в результате чего вокруг каждого
зерна образуется сферическая зона растворения, в которой состав
расплава силикатов изменяется по радиусу. По завершении ре­
акций силикатообразования происходит растворение в силикатном
расплаве остатка непрореагировавшего кварцевого зерна. В след­
ствие различия в размерах зерен, высокой вязкости сформировав­
шегося расплава и замедленности диффузионных процессов об­
разуются сферические зоны — ячейки, ограничивающие реакцион­
ную область исчезнувшего кварцевого зерна. Границы раздела
ячеек формируются вследствие небольших различий в величинах
поверхностного натяжения соседних ячеек. Задачей этапа гомоге­
низации является разрушение ячеистой структуры стекломассы
и ее усреднение по составу до степени, определяемой стандартами.
Так, например, степень однородности стекол различного назначе­
ния может отличаться в пять раз.
Гомогенизации способствуют все факторы, стимулирующие
процесс перемешивания стекломассы: температура, повышение
которой снижает вязкость и повышает скорости диффузии и массообмена; механическое перемешивание, причем наиболее интен­
сивно процесс гомогенизации осуществляется при использовании
огнеупорных мешалок пропеллерного типа; бурление стекломассы
с помощью сжатых газов (воздух, азот, кислород и др.); выделение
из стекломассы газовых пузырей.
С т у д к а является завершающим этапом стекловарения, на
котором происходит подготовка стекломассы к формованию. Для
этого температура стекломассы равномерно снижается на 300—
4 00 °С для достижения вязкости, необходимой для выработки из­
делий из стекла. При этом с целью достижения гомогенности со­
става и устранения внутренних напряжений охлаждение стекло­
массы необходимо производить очень медленно. Д аж е при темпе­
ратурах выше температурного диапазона стеклования охлаждение
долж но вестись так медленно, чтобы избежать возникновения в
расплаве конвекционных потоков и гидродинамических нестабиль­
ностей. В результате таких процессов может, например, происхо­
дить неконтролируемый перенос поверхностных слоев расплава в
его объемы, что приводит к изменению состава, появлению опти­
чески негомогенных областей (например, свильности). Кроме
того, при недостаточно медленном снижении температуры не будут
успевать протекать диффузионные процессы установления равно­
весия при каждом значении температуры между концентрациями
газов, растворенных в стекломассе и находящихся в газовой среде
над ней. В результате этого может образоваться пересыщенное
состояние растворенных газов с выделением вторичных мелких
пузырей. Как свильность, так и образование пузырей будут уси­
ливать внутренние напряж ения в стекле.
Приведем для примера значения скоростей охлаждения при
получении некоторых стекол из расплава.
При получении стекол для больших зеркал телескопов охлаж­
дение стекломассы ведут со скоростью 10-5 К/с; при получении
оптических стекол — со скоростью 2 • 10—4 К/с; при получении
обычных стекол — 10_3— 10-2 К/с; при получении халькогенидных
стекол в зависимости от состава и массы стекла скорость охлаж­
дения стекломассы леж ит в диапазоне 1— 100 К/с.
Рассмотренное разделение процесса стекловарения на пять
этапов является условным. В реальных условиях эти этапы стек­
ловарения накладываются друг на друга и разделить их не всегда
возможно.
Пороки стекла. Пороками стекла называют инородные включе­
ния, которые ухудшают качества изделий из стекла. Различают
три вида пороков: газовые, стекловидные и кристаллические.
Г а з о в ы е включения представляют собой пузыри, разли­
чающиеся по размеру, цвету и форме. Они могут быть заполнены
различными газами: С02, 5 0 2, 0 2, Н 20 и др. Пузыри ухудшают
прозрачность, химическую устойчивость и механическую прочность
изделий из стекла.
По происхождению пузыри могут быть первичными и вторич­
ными. Первичные пузыри образуются в результате неполного
удаления газообразных продуктов разложения шихты, что имеет
место при нарушении режима осветления (пониженная температура
и малая длительность осветления, недостаток осветлителей в шихте
и др.). Вторичные пузыри обычно возникают при недостаточно
медленном охлаждении стекломассы или при ее повторном нагре­
вании. В этом случае образование пузырей может происходить
как в результате разложения карбонатов и сульфатов (некоторое
количество остатков которых всегда растворено в стекломассе),
так и в результате выделения газов, раствор которых в стекломассе
избыточен при данной температуре. Вторичные пузыри образу­
ются также в результате взаимодействия стекломассы с огнеупор­
ными материалами горшков, ванн стекловаренных печей. Т ак,
например, контактные слои стекломассы в результате взаимодей­
ствия могут обогащаться оксидами А120 3, 5Ю 2, что вызывает сме­
щение равновесия и выделение газов с образованием пузырей.
С т е к л о в и д н ы е включения представляют собой вклю ­
чения стекла другого состава, образующие в основном стекле
нити (называемые свилями), и другие формы. Стекловидные вклю ­
чения имеют по сравнению с основной стекломассой другие плот­
ность, коэффициент преломления, состав, в некоторых случаях
цвет.
Свили образуются как на поверхности, так и в объеме стекла.
Причинами образования свилей могут быть плохое смешение ш их­
ты, нарушение ее химического состава, растворение огнеупоров
стекловаренных печей в стекломассе, конвекционное перемеши­
вание расплава при его охлаждении и др.
Кристаллические
включения в стекле образуются
в результате кристаллизации стекломассы, попадания в стекломассу
частиц огнеупоров, непровара компонентов шихты, попадания в
стекло труднорастворимых включений и др.
Основными мерами борьбы с пороками стекла являются т щ а ­
тельная разработка и соблюдение технологического процесса варки
и выработки изделий из стекла, высокая культура производства.
Формование стекла. Формование п е к л а является основной и
важнейшей после стекловарения технологической стадией.
Процесс формования стекла сводится к превращению вязкого
расплава (стекломассы) в твердое изделие заданной конфигурации
в результате приложения внешних сил к объекту формования и его
постепенного охлаждения и твердения. При этом стекло из состояния
вязкой несжимаемой жидкости в результате его охлаждения и
твердения переходит сначала в пластическое, а затем в твердое
хрупкое состояние. Отсюда следует, что изучение процесса формо­
вания стекла является задачей реологии, занимающей промежуточ­
ное положение между теорией упругости, изучающей идеально
упругие материалы, и гидродинамикой, изучающей течения жид­
костей с постоянной вязкостью.
При формовании стекло проходит через всю температурную
область стеклования. Верхняя температурная граница формо­
вания значительно превосходит характеристическую температуру Т /
перехода стекла в вязкотекучее состояние, а нижняя соответствует
температуре стеклования Т е, при которой стекло приобретает упру­
гохрупкое состояние. При этом вязкость стекла в процессе формо­
вания может изменяться от 102 до 1012 Па-с. В процессе формо­
вания механическое движение стекломассы сопровождается ин­
тенсивным и непрерывным теплообменом с окружающей средой.
Таким образом, формование стекла представляет собой сложный
процесс, описание которого может осуществляться на основе урав­
нений тепло- и массопереноса.
Особенностью процесса массопереноса при формовании яв­
ляется то, что стекломасса представляет собой упруговязкую среду,
основные реологические средства которой (вязкость, поверхност­
ное натяжение, упругость, плотность) сильно меняются от хими­
ческого состава и температуры.
уЛЭсобенности термических явлений при формовании обусловлены
Своеобразным характером образования и движения теплового
потока из охлаждаемого стекла в окружающую среду. В этом слу­
чае теплопередача имеет сложный характер и в значительной
степени определяется теплофизическими свойствами стекла и
окружающей его среды (формующих поверхностей, охлаждающих
агентов). К важнейшим теплофизическим свойствам стекла, опре­
деляющим теплопередачу при формовании, следует отнести коэф­
фициенты теплопроводности, температуропроводности и теплопере­
дачи, удельную теплоемкость, прозрачность стекломассы по от­
ношению к спектральному составу излучаемой энергии («тепло­
прозрачность»). Необходимо подчеркнуть, что значения указанных
характеристик существенно меняются в зависимости от химиче­
ского состава стекла и температуры, в связи с этим изменяется и
тепловой режим процесса формования.
С т а д и и п р о ц е с с а ф о р м о в а н и я выделяются вслед­
ствие существования двух основных этапов, определяющих егоход: деформирования стекломассы и ее постепенного твердения,
которое развивается и продолжается на протяжении всего фор­
мования. Поэтому процесс формования разделяют на следующие
две наиболее характерные и важные стадии, которые определяют
ход данного процесса во времени, его скорость, продолжительность
и особенность выполнения: стадию формообразования и стадию
фиксации формы.
Формообразование осуществляется в температурно-вязкостной
области, когда стекломасса сохраняет способность к течению и
пластической деформации. Это соответствует интервалу вязкости
в пределах 102—4 - 107 Па-с (иногда более короткому: 102— 105 П а-с),
что примерно отвечает диапазону температур 1200—800 °С. На
данной стадии стекломасса приобретает конфигурацию формуемогоизделия в результате ее деформации под действием приложенных
внешних сил, величина которой выбирается в соответствии с видом
изделия и способом его формования. Скорость и продолжительность
формообразования определяются реологическими и поверхност­
ными свойствами стекломассы, ее вязкостью, поверхностным на­
тяжением, упругопластическим состоянием и их температурной
зависимостью.
Фиксация формы производится закреплением достигнутой кон­
фигурации формуемого изделия. Она осуществляется в области
интенсивного твердения стекла, которое соответствует интервалу
вязкости 108— 1012 Па-с (иногда более ограниченному 10е— 109 П а-с)
в диапазоне температур 900—500 °С. Скорость и продолжитель­
ность фиксации формы стеклоизделия определяется характером и
интенсивностью твердения стекла, что, в свою очередь, связано
с изменениями его реологических свойств в результате охлаждения,
эффективность которого обусловлена теплофизическими свойствами
стекла и условиями его охлаждения при контакте с окружающей
средой.
Разделение процесса формования стекла на стадии до некоторой
степени является условным. Процесс начинается со стадии фор­
мообразования и завершается стадией фиксации формы изделия.
Однако реально обе эти стадии начинаются практически одновре­
менно, а заканчиваются в разное время, причем общим критерием
продолжительности каждой из них является задаваемая скорость
твердения стекла. Влияние скорости твердения стекла на продол­
жительность обеих стадий формования противоположно (рис. 6.8).
Из представленных зависимостей следует возможность варьиро­
вания продолжительностью каждой стадии при формовании стекол
с разными реологическими характеристиками. С ростом скорости
твердения стекла продолжительность фиксации формы умень­
шается, а время формообразования увеличивается, так как дефор­
мирование быстро затвердевающего стекла затрудняется. П ри­
веденные на рис. 6.8 зависимости являются основой для выбора
оптимальной скорости твердения стекла с целью достижения наи­
большей интенсификации процесса формования.
По характеру взаимодействия рассмотренных стадий процессы
формования стекла в технологическом отношении подразделяются
на непрерывные и циклические. Эти разновидности формования в
принципе отличны по своему назначению, виду вырабатываемых
изделий и производительности.
Непрерывные процессы формования осуществляются путем не­
прерывного вытягивания, прокатки или направленного течения
стекломассы с целью получения плоских
или цилиндрических изделий с бесконечно
простирающейся сплошностью и линейной
размерностью в направлении формования
(лента, стекло, труба, волокно). Такого рода
процессы наиболее производительны. Для
них первая и вторая стадии формования осу­
ществляются одновременно и разделены в
пространстве (например, по длине ленты), что
позволяет интенсифицировать процесс формо­
вания в целом. Однако различие в продол­
*тв
жительности этих стадий формования и рост
затрат времени на охлаждение и твердение
Рис. 6.8. Зависимость
продолжительности
изделий вызывают необходимость увеличения
ф орм ообразования
пространства зоны формования (размеров
(1) и фиксации фор­
машинного
устройства).
мы (твердения) (2)
о т скорости тверде­
Циклические процессы формования сво­
ния стекла
дятся к последовательному чередованию
операций (циклов) раздельного изготовления
штучных изделий путем прессования, выдувания или прессовыдувания из обособленных порций стекломассы (в индивидуальных
формах) каждого изделия в отдельности. Поэтому в данном случае
первая и вторая стадии процесса формования разделены по времени
и рост продолжительности фиксации формы изделия (его тверде­
ния), увеличивая длительность цикла формования, замедляет в
целом ход этого процесса и требует увеличения пути продвижения
изделия в машинном устройстве. Таким образом, циклические
процессы формования обычно являются менее производительными
и при создании современных высокопроизводительных выдувных
стеклоформирующих машин стремятся карусельный принцип дви­
ж ения формуемых изделий заменить конвейерным.
Из приведенного рассмотрения физических явлений, стадий и
разновидностей процесса формования следует, что наиболее важ­
ными технологическими критериями динамики процесса формо­
вания стекла являются текучесть, охлаждение и твердение стекло­
массы. Рассмотрим факторы, влияющие на эти технологические
характеристики.
Т е к у ч е с т ь с т е к л о м а с с ы при ф о р м о в а н и и
определяется взаимодействием внешних и внутренних сил. Внешние
силы определяются характером приложенных к стекломассе усилий
при различных способах ее формования. Внутренние силы обус­
ловлены реакцией самой стекломассы вследствие действия таких
факторов, как плотность, вязкость, поверхностное натяжение.
В различных способах формования при взаимодействии внешних
и внутренних сил может иметь место как их единство, так и про­
тиводействие. В одних случаях с помощью внешних сил преодо­
левается сопротивление сил тяжести, внутреннего трения и по­
верхностного натяжения. При других способах формования дей­
ствие внешних и внутренних сил носит согласованный характер и
обусловливает процесс твердения стекломассы в требуемой форме.
Единство и борьба этих противоположностей хорошо видны на
примере взаимодействия массовых сил (сил тяжести), обусловлен­
ных плотностью стекломассы, и внешних формующих сил. Под
действием массовой силы при высоких температурах формования
в стекломассе развивается гидростатическое давление и она при­
обретает способность к растеканию. Если по своей направленности
эти процессы совпадают с действием приложенных внешних сил,
то их влияние на формообразование положительно, например при
формовании листового стекла флоат-способом, основанным на сво­
бодном растекании стекломассы на подложке (расплаве олова).
Примером, где имеет место несовпадение действия внешних форму­
ющих и массовой силы, являются процессы вертикального вытяги­
вания стеклоизделий, в которых влияние силы тяжести отрица­
тельно.
Другой важнейшей внутренней силой, определяющей силу внут­
реннего трения и соответственно текучесть стекла, является вяз­
кость. Выбор способов и режимов формования стекла в значитель­
ной степени определяется видом функции вязкости стекломассы
от температуры (см. рис. 6.6), зависящей от природы и состава
стекол. По виду этой функции, как уже отмечалось, различаю т две
разновидности стекол: «короткие» и «длинные». Д лину стекла, по
существу, определяют температурный и скоростной режимы его
формования.
Действительно, у коротких стекол пластичная стекломасса при
формовании затвердевает в более коротком температурном интер­
вале, в связи с чем для более эффективного использования ее де­
формационной способности и ограничения влияния быстро разви­
вающегося затвердевания не только требуется повысить скорость
формообразования, но также формовать стекломассу в более на­
гретом состоянии, т. е. в области более высоких температур. В итоге
достигается сокращение продолжительности как первой, так и
второй стадии процесса формования и увеличение его темпа в
целом. В связи с этим ориентация на применение более коротких
стекол открывает перспективы повышения производительности
-стеклоформующих машин, но при этом возникают трудности в
практической реализации скоростных процессов формования.
Формование длинных стекол осуществить значительно проще,
-однако при этом увеличивается вероятность их кристаллизации
при выработке, а также снижаются скорость процесса формиро­
вания и производительность стеклоформирующих машин.
Модифицирование длины стекла достаточно эффективно осу­
ществляю т изменением его состава. Введение в состав стекла ок­
сидов натрия, калия, магния, свинца, борного ангидрида вместо
S i 0 2 и СаО приводит к увеличению его длины. Стекла становятся
более короткими при замещении в их составе S i0 2 на А12Оэ или
С аО .
Таким образом, вязкость, определяя силу внутреннего трения
стекломассы, фундаментально влияет на его реологические харак­
теристики, а следовательно, на ее способность к деформированию
в ходе всего процесса формования.
Изменение вязкости стекла, необходимое для регулирования
степени его пластического течения и интенсивности затвердевания
в процессе формования, может достигаться двумя разными путями
изменением температуры стекломассы и изменением состава стекла.
Н а текучесть и способность к деформированию стекломассы
значительное влияние помимо вязкости оказывает ее поверхност­
ное натяжение, которое, аналогично вязкости, препятствует те­
чению и деформированию стекломассы, причем такое действие
поверхностных сил возрастает при уменьшении формообразующей
поверхности, т. е. размеров изделий. Вместе с тем влияние этих
сил зачастую оказывается благоприятным в ходе формообразо­
вания. Достигая высоких значений (0,2—0,35 Н/м), поверхностное
натяжение стекломассы, препятствуя ее растеканию, способствует
ей принимать форму, имеющую при данном объеме наименьшую
поверхность. В связи с этим поверхностное натяжение исполь­
зуется как важный фактор формообразования, например, при
вытягивании трубок и стекловолокна, способствуя образованию
цилиндрической поверхности и постоянству их диаметра. Кроме
того, под действием сил поверхностного натяжения в процессах
огневой полировки изделий из стекла происходит выравнивание
их размягченной поверхности и сглаживание ее неровностей. Од­
нако эти же процессы могут проявляться и отрицательно при
формообразовании, например в сглаживании острых углов и ребер
в процессе прессования изделий, что препятствует образованию
на них отчетливых отпечатков форм.
О х л а ж д е н и е и т в е р д е н и е с т е к л о м а с с ы на­
ряду с текучестью также являю тся важнейшими технологическими
характеристиками, определяющими сложную совокупность из­
менений, происходящих при формовании стекла. Эти процессы
тесно связаны между собой, поскольку характер и интенсивность
охлаж дения стекломассы непосредственно определяют характер
и скорость процесса твердения на первой и второй стадиях фор­
мования.
Ответственными характеристиками процесса охлаждения стекла
при формовании являются зависимость температуры стекломассы
от времени охлаждения Г = / ( т ) и ее производная, т. е. скорость
охлаждения иохл. В реальных условиях при различных способах
формования стеклоизделий функция 7’= / : (т) и соответственно
иохл имеют сложный вид, зависящий от многих факторов, основ­
ными из которых являются: 1) характер распространения теплового
потока в стекле и теплоотдача, зависящие от состава стекла, кон­
фигурации изделия и термических условий охлаждения; 2) сущест­
венные изменения термических условий и характера теплообмена
между стеклом и внешней средой в ходе процесса в зависимости от
способа и режима формования.
Скорость охлаждения стекла при формовании в зависимости от
условий определяется вкладом всех видов теплопередачи — теп­
лопроводности, конвекции и излучения, причем они проявляются
в сложном взаимодействии при разных способах и процессах из­
готовления изделий. К важнейшим условиям охлаждения следует
отнести начальную температуру формования, распределения тем­
ператур и градиентов температуры в стекле, теплопроводность,
излучательную способность, теплоемкость и плотность стекла,
коэффициент теплоотдачи поверхности, отношение поверхности
охлаждения к объему формуемого объекта, температуру внешней
среды (интенсификация внешнего охлаждения). Следует особо
подчеркнуть, что во всех процессах формования существенное зна­
чение имеет теплопередача в самом стекле, обусловленная своеоб­
разными характеристиками- материала. Стекло обладает низкой
теплопроводностью и сравнительно высокой теплоемкостью, что
в сочетании дает малую температуропроводность. Это снижает
способность стекла к теплоотдаче, а следовательно, скорость за­
твердевания.
С другой стороны, стекло обладает сравнительно высокой
теплоизлучательной способностью. Соотношение этих механизмов
в теплоотдаче неодинаково и меняется в ходе формования. Тепло­
передача за счет теплопроводности из-за малой величины темпера­
туропроводности эффективно действует только в области невысоких
температур (< 300 °С) и преимущественно в тонких приповерх­
ностных слоях формуемого изделия. Теплоизлучение дает наиболь­
ший вклад при высоких температурах, интенсивно действуя как
с поверхности, так и из объема формуемого стекла, усиливаясь с
увеличением его толщины при условии, что теплопрозрачность
стекла сохраняется. В связи с таким сложным характером тепло­
передачи интенсивность охлаждения стекла при формовании оце­
нивают суммарным вкладом теплопроводности и теплоизлучения,
характеризуя такую совокупность теплопередачи так называемым
эффективным коэффициентом теплопроводности. Он практически
одинаков для стекол различного состава с равной теплопрозрач­
ностью, существенно возрастает с повышение м температуры и
толщины стекла (за счет внутреннего излучения) и резко умень­
шается для окрашенных стекол с пониженной теплопрозрачностью
(особенно при высоких температурах).
Рассмотренные особенности охлаждения стекла приводят к
тому, что в формуемом изделии поверхностные слои стекла всегда
отдают теплоту намного интенсивнее, а значит, охлаждаются
сильнее и твердеют быстрее, чем более нагретые внутренние Не­
равномерность распределения температуры усиливается при от­
боре теплоты с поверхности формуемого стекла в результате его
контактного взаимодействия с различными охлаждающими внеш­
ними агентами (формующие устройства, средства охлаждения).
Неравномерные охлаждение и затвердевание формуемого стекла
усложняют ход процесса его твердения в целом и ограничивают
его скорость. Очевидно, что степень и характер сложности тепло­
обмена стекла с внешней средой (а значит, и процесса его твердения)
определяются во многом и самим способом формования. Важно
подчеркнуть, что невысокие скорости охлаждения и твердения
поверхностных слоев стекла обусловливают равномерное нара­
стание толщины наружных затвердевающих слоев и соответственно
высокое качество поверхности изделия. На это мы еще раз обратим
внимание при рассмотрении методов получения изделий из стекла
аким образом, из приведенных факторов, определяющих
процесс формования стекла, следует, что для повышения произ­
водительности (темпа) механизированного формования стекла за
счет увеличения скорости его твердения необходимо комплексно
решать следующие задачи: 1) путем варьирования состава стекла
регулировать его теплопрозрачность и рационально сокращать
его длину с целью повышения его теплоотдачи и увеличения кру­
тизны температурного хода его вязкости; 2) улучшая теплопере­
дачу при формовании, интенсифицировать теплообмен стекла с
внешней средой с целью повышения скорости его охлаждения6) оптимизировать технологический процесс формования и терми­
ческий режим охлаждения стекла для обеспечения наибольшей
равномерности его твердения по толщине.
Способы формования стекла. Основными способами формования
стекла являю тся вытягивание, прокатка, прессование, выдувание,
прессовыдувание, центробежное формование и флоат-способ, ос­
нованный на свободном растекании стекломассы на подложке.
собенности некоторых из них более подробно рассмотрим при
описании технологии получения конкретных видов изделий из
стекла, используемых в твердотельной электронике.
Вытягивание стекломассы осуществляется под действием одно­
сторонне направленных растягивающих усилий, непрерывно со­
здаваемых вытяжным механизмом. В результате постепенного
оттягивания исходной непрерывно пополняющейся и питающей
процесс порции стекломассы формируется изделие заданной конфи­
гурации (волокно, труба, лист).
Прокатка стекломассы осуществляется под действием одноили двусторонних сжимающе-растягивающих (раскатывающих)
усилий, создаваемых вращающимися валками.
Прессование стекломассы производится за один прием в метал­
лической форме под действием односторонне направленных сжима­
ющих усилий, создаваемых пуансоном.
Выдувание стекломассы осуществляется под влиянием равно­
действующих растягивающих усилий, создаваемых во внутренней
полости формуемого объекта сжатым газом (обычно,- воздухом).
Центробежное формование стекломассы осуществляют под дей­
ствием центробежных сил во вращающейся форме (или на диске);
используют для формования изделий, вырабатываемых из стекол,
трудно поддающихся формованию (тугоплавких, «коротких», кри­
сталлизующихся).
Флоат-способ формования листов стекла осуществляется в за­
крытой ванне на поверхности расплавленного металла (как пра­
вило, олова). Стекломасса сливается по лотку из печи в начало
ванны и движется путем свободного растекания по расплаву ме­
талла. Плавающая лента стекла, постепенно охлаждаясь и за­
твердевая, непрерывно оттягивается из ванны вращающимися
роликами конвейера, расположенного в конце ванны. Процесс
формования происходит под действием массовой силы и противо­
действия сил вязкого сопротивления и поверхностного натяжения.
В результате контакта нижней поверхности ленты с идеально
гладкой поверхностью расплавленного металла и огневой полировки
ее верхней поверхности (под действием поверхностного натяжения)
достигается исключительно высокое качество поверхности листо­
вого флоат-стекла.
Отжиг и закалка стекла. При охлаждении отформованного изде­
лия из стекла между наружными и внутренними слоями стенки
устанавливается перепад температур, который создает в стекле
механические напряжения. Эти напряжения могут быть постоян­
ными или временными. Постоянные или остаточные напряжения
в стекле возникают в том случае, когда охлаждение изделия на­
чинается из вязкопластичного состояния от температур выше Т Й.
Если же охлаждать (или нагревать) стекло из хрупкого состояния,
т. е. от температур, лежащих ниже Т то в стекле появляются
временные термоупругие напряжения, которые после выравнивания
температур исчезают. Значение термоупругих напряжений тем
больше, чем выше перепад температур между наружными и внут­
ренними слоями изделия. В свою очередь, перепад температур
зависит от теплопроводности материала, толщины стенки и ско­
рости охлаждения. Так, при быстром охлаждении изделий с тол­
стыми стенками в них образуется большой перепад температур,
вследствие чего возникают значительные термоупругие напряже-
ния, иногда повышающие прочность изделия. При охлаждении же
тонкостенных стеклянных изделий, например электроламповых
баллонов, возникающие напряжения пренебрежимо малы.
Постоянные или остаточные напряжения в стеклоизделии,
быстро охлажденном из вязкопластичного состояния, имеют слож­
ную структуру. В простейшем случае, например, в листе стекла
на поверхности возникает напряжение сжатия, а внутри — рас­
тяжения. Это происходит потому, что наружные слои листа вслед­
ствие лучшей теплопередачи охлаждаются быстрее внутренних и
раньше затвердевают, достигнув температуры Т 8. Вслед за ними
при дальнейшем охлаждении затвердевают и внутренние слои,
также стремясь сжаться, чему препятствуют внешние. По окон­
чании охлаждения, когда по всей толщине изделия устанавли­
вается одинаковая температура, внутренний слой, стремясь при­
нять размеры, соответствующие этой температуре, сжимает наруж­
ные слои, приобретая напряжение растяжения. При формовке
изделия более сложной конфигурации его стенки охлаждаются
неравномерно, поэтому и остаточные напряжения в нем распреде­
ляются несимметрично, что снижает механическую прочность и
термостойкость этих изделий. Чтобы предупредить появление
или устранить имеющиеся остаточные напряжения, производят
отжиг стеклоизделий.
Процесс отжига включает следующие стадии: 1) нагрев (или
охлаждение) изделия до температуры отжига; 2) выдержку при
температуре отжига до практически полного удаления напряже­
ний; 3) ответственное охлаждение — медленное охлаждение до
низшей температуры отжига, предохраняющее стекло от возник­
новения остаточных напряжений, превышающих допустимые; 4)
быстрое охлаждение изделия до комнатной температуры, но так,
чтобы не превысить термическую стойкость изделий и не вызвать
их разрушения.
Диапазон температур отжига (зона отжига) ограничен верхним
Т ъ и нижним Т„ возможными ее значениями. Верхней температу­
рой отжига называется температура, при которой в течение 3 мин
снимается 95 % остаточных напряжений. Теоретически она соот­
ветствует температуре стеклования Т 8, практически же во избе­
жание деформации изделий вследствие возможного колебания
температур в печи ее поддерживают на 10— 15 °С ниже Т 8, что
соответствует вязкости 1012 Па-с. Нижняя температура отжига —
температура, соответствующая вязкости 1013,5 Па-с, при которой
за 1 мин снимается 5 % напряжений; Тн в зависимости от состава
стекла на 50— 150 °С ниже Т ъ. Таким образом, интервал отжига
составляет 50— 150°С.
Естественно, что конкретный режим отжига стеклоизделий
определяется свойствами стекла, формой и размерами изделий,
технологией их изготовления, конструктивными особенностями
печи отжига. Параметры отдельных этапов отжига (температуры,
продолжительности, скорости нагрева) выбирают исходя из допу­
стимого для каждого конкретного изделия напряжения на основе
законов возникновения, распределения и релаксации напряжений.
Закалкой стекла называют операцию искусственного создания
в стекле остаточных равномерно распределенных напряжений.
Закалку осуществляют нагреванием стекла до температуры, леж а­
щей в интервале Т Й—Т 1, выдерживанием его при этой температуре
и последующим быстрым и равномерным охлаждением. Темпера­
турный перепад при этом, как отмечалось, возрастает с увеличением
толщины стенки изделия и интенсивности охлаждения. Механиче­
ская прочность и термостойкость закаленных стеклоизделий в
3—5 раз выше, чем у оттожженных, поэтому закалка является
эффективным способом повышения прочности изделий. Повышение
прочности закаленных изделий происходит в результате упроч­
нения наружных слоев вследствие их сжатия. Поэтому внешним
разрушающим силам, например, при ударном изгибе необходимо
преодолеть еще и искусственно созданные напряжения сжатия.
§ 6.4. МЕТОДЫ П О Л У Ч Е Н И Я П ЛЕ НО К С ТЕ К ЛА
Пленки стекла играют важную роль в технологии элементов
электронной техники. Они используются как вспомогательные
материалы в технологии производства полупроводниковых при­
боров (например, как источники диффузанта) и как ответственные
элементы полупроводниковых приборов, стеклоэмалевых конден­
саторов и резисторов, компонентов микроэлектроники, оптоэлект­
роники, акустоэлектроники.
Особенностью технологии получения пленок стекла является
зависимость физико-химических и электрофизических свойств пле­
нок от метода их получения, а также от подложки, на которую
производится осаждение (кристаллическая или аморфная) от ха­
рактера взаимодействия подложки с пленкой. Очевидно, что пленки
в стеклообразном состоянии легче получить на неориентирующих
(аморфных) подложках. Физико-химическое взаимодействие ма­
териала пленки с подложкой может приводить к образованию на
границе раздела легко кристаллизующихся фаз, что будет затруд­
нять получение пленок в стеклообразном состоянии. Д ля получе­
ния пленок с аморфной структурой, по существующим модельным
представлениям о механизмах затвердевания (см. § 3.1), необхо­
димо создать условия для подавления скорости образования цент­
ров кристаллизации на подложке.
Рассматривая методы получения пленок стекла, не будем ка­
саться методов получения пленок ЭЮ2 на кремнии путем окис­
ления, т. е. основанных на формировании оксидной фазы с уча­
стием материала подложки (это методы, основанные на высокотем­
пературных реакциях кремния с окислителем и на анодных реак­
циях кремния). Эти методы используются только в технологии
кремниевых интегральных микросхем. Рассмотрим только методы
получения пленок стекла путем осаждения, т. е. методами, в ко­
торых поставка всех компонентов стекла осуществляется из внеш­
ней среды. Они позволяют получать пленки стекла практически
на всех материалах. Классификация основных из них приведена
на рис. 6.9.
Н а н е с е н и е п л е н о к с т е к л а из ж и д к о й ф а з ы
(эмульсий, суспензий, пленкообразующих растворов) позволяет
получать пленки стекла различных составов, но не такого высокого
Рис. 6.9. Классификация методов осаждения пленок стекла
качества, как стекла, получаемые из собственного расплава. В связи
с этим пленки стекла, получаемые данным методом, используются
для защиты поверхности полупроводниковых приборов как ис­
точники легирующей примеси при диффузии, а также при произ­
водстве стеклоэмалевых проводящих соединений, конденсаторов
и резисторов.
При нанесении пленок рассматриваемым методом, например из
суспензий, готовится смесь высокодисперсных (диаметр зерен до
1 мкм) .микропорошков стекла (фритта) требуемого состава (как
правило, из предварительно сваренных легкоплавких стекол)
в воде, спирте или другом летучем связующим. Нанесение пленки
на поверхность подложки (пластины полупроводника, керамики,
ситалла) осуществляется методами центрифугирования, пульве­
ризации или погружения подложки в суспензию. Далее произ­
водится термообработка (в вакууме, на воздухе, в нейтральной или
специальной газовой среде), при которой связующее испаряется,
а микропорошки сплавляются с образованием сплошной пленки
стекла. Д ля управления свойствами получаемого стекла в суспен­
зию добавляют также легирующие компоненты (при использо­
вании пленки в качестве источника диффузанта), частицы неплав­
кого электропроводящего или диэлектрического наполнителя (при
изготовлении стеклоэмалевых проводящих дорожек, резисторов,
конденсаторов, изоляционных прослоек). Для защиты, например!
поверхности кремниевых полупроводниковых приборов использу­
ется водная суспензия порошкообразного стекла состава 50 %
РЬО, 40 % БЮ2 и 10 % А120 3. Суспензию наносят на поверхность
кристалла центрифугированием и далее сплавляют при темпера­
туре 1000 С.
Перспективен метод осаждения пленок стекла из пленкооб­
разующих растворов. Например, пленки 5Ю 2 получают из раство­
ров на основе кремнийорганических соединений, разлагаю щ ихся
при сравнительно низких температурах. В качестве исходных при
получении этих пленкообразующих соединений используются алкоксисиланы. По своей химической структуре эти соединения
представляют собой гидрид кремния
Н4, в котором все атомы
водорода замещены радикальными группами. Например, в тетраэтоксисилане Б1 (ОС2Н5)4 эти группы имеют состав (ОС2Н5). Д р у ­
гие этоксисиланы содержат одну-три группы (ОС2Н5), а остальные
радикалы у кремния замещены какими-либо другими органиче­
скими группами. При нормальных условиях эти соединения представляют^обой жидкости, пары которых разлагаются в диапазоне
600 900 С. Процесс получения пленок БЮ2 осуществляется в
три стадии, получение пленкообразующего раствора, нанесение
пленки и ее термодеструкция. Рассмотрим его на примере исполь­
зования в качестве исходного соединения тетраэтоксисилана
Б1 (ОС2Н5)4.
При получении пленкообразующего раствора вначале осу­
ществляют гидролиз исходного соединения:
R
R
R—Si—R + 2 Н 30 —►Н О —Si—OH-f 2HR
I
|
R
R
(R — функциональная группа — OC2H5).
Далее, вводя катализатор (соляную кислоту), осуществляют
реакцию поликонденсации гидроксильных групп с образованием
силоксановых связей:
I
I
I
I
—S i—О Н + Н О — S i------- у —Si—О — S i— ЬН20
В результате этой реакции раствор приобретает пленкообразую­
щие свойства. В раствор могут вводиться растворитель (ацетон, эти­
ловый спирт), а также легирующие элементы, например в виде азот­
нокислых солей. Нанесение пленкообразующего раствора на по­
верхность подложки осуществляют методами центрифугирования,
пульверизации и др. После испарения растворителя на поверх­
ности остается оводненная полиэфирная пленка. На последней ста­
дии процесса при температуре 250—700 °С на воздухе в течение 1 мин
производится термодеструкция пленочного покрытия. Происходят
окисление полимера с превращением его в кварцевое стекло и раз­
ложение азотнокислых солей или других соединений, вводимых в
раствор для легирования стекла. Полученные таким методом леги­
рованные кварцевые стекла в настоящее время используются в ка­
честве источника диффузанта в технологии полупроводниковых при­
боров.
Д л я получения пленок других стекол используют пленкообра­
зующие растворы таких легко гидролизующихся алкоксисоединений, как ТЧ (ОСН3)4; "П (ОС2Н5)4; в е (ОС2Н5)4; Бп (ОС2Н5)4;
гтС\2 (ОС2Н 5)2; 2х (ОС2Н6)4; А1 (ОС2Н5)3; 5Ь (ОС2Н5)3; V (ОС4Нв)3
и др., а также смеси продуктов гидролиза этих соединений с
ТИ (Ы 03)4; В\ ( Ш 3)2; ггС14; ШС1в; ТЬС14; Ъх (Ы03)4 и др.
Методы осаждения
п л е н о к с т е к л а из г а­
з о в о й ф а з ы , приведенные на рис. 6.9, в сущности являются
основными методами, используемыми для получения эпитаксиаль­
ных слоев полупроводников и диэлектриков.
Использование каждого из этих методов для получения пленок
стекла имеет свои особенности, которые определяются составом полу­
чаемого стекла и его устойчивостью к сохранению стеклообразной
структуры. При этом необходимо иметь в виду, что системы, рас­
плавы которых обнаруживают тенденцию к затвердеванию в виде
стекла, часто проявляют склонность к образованию структур с не­
периодическим строением и при осаждении из газовой фазы. Хими­
ческий состав получаемых таким образом стеклообразных фаз часто
практически совпадает с составами стекол при образовании их из
расплавов. Поскольку при получении аморфных или стеклообраз­
ных веществ из газовой фазы решающее значение имеет подавление
процесса образования центров кристаллизации, весьма эффектив­
ным является использование охлаждаемой подложки. Чем выше в
каждой конкретной системе склонность к кристаллизации, тем при
более низких температурах подложки необходимо проводить осаж­
дение из газовой фазы.
В м е т о д е п р о с т о й к о н д е н с а ц и и пленка стекла
наносится из заранее приготовленного источника, соответствующего
составу получаемого стекла. Определенные сложности имеет приме­
нение данного метода для получения стекол, состоящих из диссо­
циирующих компонентов. Т ак, в частности, при термическом испа­
рении таких стекол даже их частичная диссоциация приводит к из­
менению состава получаемых стекол по сравнению с составом ис­
точника. Например, при термическом испарении кварцевого стекла
на нагретую подложку в вакууме осаждается пленка, состав которой
приблизительно описывается формулой 5Ю 2 и которая в действи­
тельности состоит из комплексов
-Ь5Ю +5Ю 2. Это, естественно,
приводит к повышенной дефектности пленок (к значительным внут­
ренним напряжениям, порам и др.). Д ля повышения качества пленок
процесс осаждения необходимо производить при контролируемом
давлении легколетучих компонентов в зоне осаждения, определяе­
мом термодинамикой и кинетикой процессов диссоциации и конден­
сации. Уменьшить процесс диссоциации источника можно пони­
жая его температуру и интенсифицируя процессы перевода его в га­
зовую фазу, например, распылением с помощью ионной бомбарди­
ровки в тлеющем или высокочастотном разряде. К числу таких ме­
тодов относится, например, получение пленок 5Ю 2 катодным реак­
тивным распылением кремния в кислородсодержащей атмосфере
(реакционная конденсация). Пластина кремния, являю щ аяся ка­
тодом, распыляется ионами плазмы тлеющего разряда. Частицы
кремния, выбиваемые в газовую фазу, окисляются и осаждаются на
подогретую подложку в окисленном состоянии. Этим методом, в
частности, при давлении кислорода порядка 1— 10 Па и скорости
осаждения 10 нм/мин на подложку, нагретую до 400 °С, получают
слои 5Ю 2, не отличающиеся по своим свойствам от аморфного плав­
леного кварца.
Осаждение пленок стекол из молекулярных пучков в вакууме в
связи с интенсивным развитием молекулярно-лучевой технологии
является весьма перспективным и позволяет при контроле с помо­
щью ЭВМ получать слои высокого качества. Данный метод пока не
получил широкого использования для получения пленок стекла
из-за высокой стоимости технологического процесса и осуществле­
ния других, значительно более дешевых методов, позволяющих из­
готовлять пленки высокого качества.
Методы
реакционной
конденсации
из га­
зовой фазы, среди которых наибольшее значение имеют пиролити­
ческое осаждение и осаждение из парогазовых смесей, относятся к
числу наиболее распространенных и технологических методов полу­
чения стекол различных составов. В первом из них прозводится
термическое разложение (в некоторых модификациях метода разло­
жение в высокочастотной плазме) паров подходящего элементоор­
ганического соединения на поверхности подложки. В частности,
для получения пленок 5Ю 2 широко используются алкоксисиланы.
При термическом разложении подобных соединений образуются слой
5Ю 2, различные органические остатки, ЭЮ и углерод, вследствие
чего при отклонении технологических условий от оптимальных
возникает опасность загрязнения слоя либо углеродом, либо кар­
бидом кремния. Совершенствование данного метода идет по пути ис­
пользования элементоорганических соединений, которые эффектив­
но разлагаются на 5Ю 2 и летучие органические продукты при тем­
пературах менее 500 °С, когда полное разложение до углерода и
образование карбидов практически исключено. К числу таких сое­
динений относятся, например, тетраацетоксисилан 81 (ОСОСН3)4
и олигоперацетоксисилоксаны 51„Оп_т (ОСОСН3)2 (п_т ) . Пиро­
лизом можно получать пленки различных стекол. Д ля этого не­
обходимо подбирать соответствующие элементоорганические сое­
динения. Так, например, для получения оксидов А120 3, ТЮ2,
В20 3 ^ могут быть использованы соответственно трибутоксиалюминий (С4Н90 ) 3А1, тетраэтоксититан (С2Н50 ) 4Т1, трибутилборат
(С4Н90 ) 3В.
В м е т о д е п о л у ч е н и я п л е н о к из п а р о г а з о ­
в ы х с м е с е й в зону осаждения вводят пары органических или
неорганических соединений компонентов стекла, которые, реаги­
руя между собой в газовой фазе и на поверхности подложки, приво­
д ят к образованию пленок стекла задаваемого состава. Д ля получе­
ния, например, пленок 5Ю 2 используются следующие парогазовые
смеси: 51С14+ Н 20 + А г , 51С14+ Н 2+ С 0 2, 51С14+ Н 20 + Н 2, Б1Н4 +
+ 0 2+ А г, 5 Ш 4+ С 0 2, 51Р4+ Н 20 и др. Образование пленок стекла
в таких системах происходит в результате протекания сложных
последовательно-параллельных реакций. Например, при контро­
лируемом окислении моносилана кислородом в разбавленных сме­
сях с инертными газами (система 51Н4+ Н 2+ А г) образование БЮ2
идет по следующей схеме:
51Н4+ 0 2
ЭЮ2+ Н 2
51Н4-)-0 —►51‘Н2-|-Н20
51Н2+ 0 2 —►БЩНО+О
БШ Н О +О г -*• 8Ш 20 2+ 0
51Н20 2+ 0 2 —►5Ю 2+ Н 20 + 0
Диапазон температур осаждения пленок в этой системе опреде­
ляется концентрациями силана и кислорода. Для постоянного от­
ношения силан / кислород (1 : 3) при изменении концентрации БШ 4
от 0,8 до 0,015 % об. температура осаждения увеличивается от 140
до 450 °С, при этом скорость осаждения пленки 5Ю 2 меняется от 10
до 60 нм/мин.
Примером получения многокомпонентных стекол осаждением
из парогазовых смесей является
2А1С13+2ВС13+281С14+ 10 Ш 2+ 10Н2 - >
-*■ А120 3• В20 3•25Ю 2+ 10СО+20НС1
Д ля получения высококачественных пленок стекла из парогазо­
вых смесей необходим выбор оптимальных термодинамических и ки­
нетических условий осаждения (соотношение компонентов в сме­
си, температуры смеси и подложки, величина и характер парогазо­
вого потока, скорость осаждения). Свойства пленок 5Ю 2, получае­
мых данным методом в оптимальных условиях, приближаются к
свойствам кварцевого стекла.
Т р а н с п о р т н ы е х и м и ч е с к и е р е а к ц и и для по­
лучения пленок стекла по сравнению с предыдущим методом ис­
пользуются значительно реже. Д ля получения пленки 5Ю 2 может
быть использована обратимая химическая реакция типа
8Ю2+4НР
51Р4+ 2 Н 20
В качестве источника 5Ю2 берется кварцевое стекло при темпе­
ратуре 100—300 °С, температура подложек, на которые производит­
ся осаждение 5Ю 2, при этом составляет 400—600 °С, скорость осаж ­
дения 2 ,7 -10-2—2,7 нм/с. Свойства таких пленок близки к свойст­
вам кварцевого стекла.
Структура и свойства
пленок
стекла в
значительной степени зависят от метода и технологических условий
их получения. Каждый технологический метод получения пленок
стекол отличается рядом особенностей в формировании структуры.
Так, при термической вакуумной конденсации атомы или молекулы
осаждаются, как правило, при почти отвесном падении. П ри к а ­
тодном распылении наличие заряженных частиц, атомных пучков и
газов с высоким парциальным давлением приводит к более сложным
процессам роста и, как правило, к большому числу структурных
дефектов. Способы химического осаждения из газовой фазы та к ж е
представляют значительное разнообразие условий роста. Н а п ри­
мере термической вакуумной конденсации охарактеризуем роль ос­
новных физико-технологических факторов в формовании пленок
стекла.
Физическая природа испаряемого вещества определяет характер
диссоциации и изменения состава при изготовлении пленок, о к а ­
зывает существенное влияние на закономерности конденсации, син­
тез на подложке пленок стехиометрического состава и выбор метода
препарирования.
От температуры испарения зависят состояние, энергия и м оле­
кулярный состав пара, что влияет на процессы формования в а к у у м ­
ных конденсатов, их структуру, фазовый состав и стабильность.
Температура подложки определяет механизм конденсации, ф о р ­
му роста и степень фазовой, структурной или субструктурной неравновесности. Скорость конденсации оказывает влияние на степень
неравновесности пленки.
Степень и характер вакуума играют важную роль при конденса­
ции материалов, легко окисляемых или химически активных по от­
ношению к остаточным газам.
Физико-химическая природа и структура (кристаллическая или
аморфная) подложки обусловливают в значительной степени адсорб­
цию пара, зарождение и образование пленок стекла, определяю т
степень адгезии конденсированных слоев с подложкой. Угол конден­
сации пара оказывает влияние на структуру и анизотропию физиче­
ских свойств пленок. Толщина пленки должна быть выше некоторой
критической толщины, при которой удельное сопротивление дости­
гает постоянной величины, по которой можно судить о сплошности
пленки; сама величина критической толщины зависит от рассмот­
ренных выше параметров.
Выбор оптимальных параметров для реализации определенного
механизма конденсации (например, пар — твердое или пар—жид­
кость — твердое) составляет основу технологического процесса
получения пленок стекла с заданной структурой и составом.
Дефекты пленок стекла существенно влияют на их электрические,
оптические и другие свойства. Дефекты пленок могут включать в се­
бя как дефекты массивных стекол, так и отличные от них, обуслов­
ленные методом и условиями синтеза. Основными дефектами пленок
стекла являются пористость, вкрапления второй фазы (например, уг­
лерода или карбида кремния в пленках ЗЮ2), фрагменты продуктов
разложения (например, вхождение групп ОН в пленки 5Ю 2), от­
клонения от стехиометрии, кристаллические включения, девиация
углов связи и др. Основными причинами образования этих дефек­
тов являются отклонения термодинамических и кинетических усло­
вий синтеза от оптимальных. Так, пористость пленок возникает тогда,
когда осаждение их производится при слишком низких температу­
рах подложки. При этом уменьшается энергия поверхностной миг­
рации адсорбированных подложкой молекул, в результате чего за ­
крепление осаждаемых частиц происходит в положениях, далеких
от минимума свободной энергии системы. К пористости и рыхлости
пленок ведут также протекание гомогенных реакций образования
мелкодисперсных частиц стекла в газовой фазе и их осажде­
ние на подложку (при получении пленок стекла методами реакцион­
ной конденсации при высоких пересыщениях). Рыхлые и пористые
пленки стекла обладают низкими электрофизическими свойствами,
невысокой адгезией к подложке.
Уменьшение плотности дефектов в пленках стекол добиваются
как оптимизацией условий их получения, так и специальной обра­
боткой их после синтеза (термическим отжигом в контролируемой
газовой атмосфере, обработкой лазерным воздействием и др.).
§ 6.5. О С О Б ЕН Н О С Т И П ОЛУЧЕНИЯ СТЕКОЛ
В У С Л О В И Я Х М И КРОГРАВИТА ЦИ И
Несмотря на достижения в технологии оптических сред, в зем­
ных условиях не удается получить ряд оптических стекол с требуе­
мыми характеристиками. Воздействие гравитационных сил на рас­
плавы стекол ведет в ряде случаев к ухудшению их свойств, в част­
ности гравитация усиливает разделение многокомпонентных распла­
вов на неоднородные области, что повышает их склонность к крис­
таллизации. Так как всякий процесс варки стекол проводится путем
удержания расплава в тигле, горшке или бассейне ванной печи, э то
приводит к загрязнению стекол материалами ограждений варочных
емкостей и увеличению количества дефектов в стекле.
Использование особенностей космической технологии п озволя­
ет достичь улучшения качества стекла по следующим параметрам.
В состоянии невесомости огромное влияние приобретают силы
поверхностного натяжения. Под их действием газовые пузыри д аж е
в вязкой стекломассе быстро мигрируют в наиболее горячую частьрасплава, где они сливаются в крупные газовые полости. У правляя
температурным градиентом в стекломассе, удается достаточно прос­
то выводить практически все пузыри в периферийные части расплава
и получать изделия из стекла, свободные от газовых включений. Т а ­
кого же эффекта удается достичь с помощью центробежных сил. Д л я
этого расплав стекломассы устанавливают на оси космической л а ­
боратории и задают ему интенсивное угловое ускорение. В р е зу л ь­
тате этого почти все газовые пузыри выводятся на поверхность стек­
ломассы. Заметим, что в земных условиях явление гравитацион­
ной конвекции влечет за собой неуправляемое перемещение частей
расплава и соответственно приводит к хаотическому распределению
пузырей по всему объему стекломассы.
В космических условиях происходит резкое затухание кон век­
тивных потоков вследствие активной работы сил поверхностного
натяжения. Это позволяет значительно повысить однородность п олу­
чаемых стекол. Одной из основных особенностей значительной час­
ти стекол является их склонность к микрофазному расслоению (л и к ­
вации). При рассмотрении механизмов ликвации обычно не прини­
маются во внимание гравитационные составляющие этого процес­
са. Технологические эксперименты, проведенные на орбитальных
станциях, показали, что затухание конвективных потоков и работа
сил поверхностного натяжения приводят к уменьшению ликвации и
повышению однородности стекла. Это позволило глубже п о н ять
механизмы ликвации и управлять ими при получении специальных
стекол (фотохромных, магнитооптических, полупроводниковых). Т а к
были получены более однородные некоторые марки фосфатных сте­
кол, обладающие высокой механической и лучевой прочностью, т. е.
стойкостью к необратимому изменению оптических параметров и
целостности стекла при воздействии на него мощного оптического
излучения, например излучения лазера. Электронно-микроскопические исследования этих стекол, полученных в земных усл о ­
виях, показали, что они склонны к метастабильной ликвации,
а это может снизить порог лучевой прочности. В образцах, получен­
ных в космической лаборатории, наблюдается уменьшение размеров
ликвационных капель в его матрице, что и приводит к повышению
лучевой прочности стекла.
Космическая технология позволила улучшить характеристики и
лазерных стекол. Одним из путей повышения эффективности твердо­
тельных оптических квантовых генераторов является получение
высокооднородных матриц с повышенным содержанием ионов акти­
ватора. Стеклообразующие матрицы лазерных стекол имеют микронеоднородное строение, что не позволяет вводить в эти стекла желае­
мое количество активаторов. Д аже при небольшом содержании
ионов-активаторов (2—4 %) происходит сегрегация активатора в
одной из фаз, что приводит к концентрационному тушению люмине­
сценции (резко снижается продолжительность люминесценции т).
В космических условиях введение в стекла оксида неодима до 10 %
не приводит к уменьшению длительности люминесценции т.
В космических условиях происходит улучшение свойств и маг­
нитооптических стекол. В земных условиях гравитационные кон­
вективные потоки разносят по расплаву стекла скопления ферро­
магнитной фазы, вследствие чего образуются их мелкокристалличе­
ские скопления. В космических условиях в результате затухания
конвективных потоков в матрице стекла происходит равномерное
распределение микрокристаллов гематита (а-Ре20 3 гексагональной
структуры) и магнетита (Ре30 4 кубической структуры). Это приво­
дит к значительному улучшению магнитооптических параметров
стекла.
В земных условиях гравитация существенно подавляет проявле­
ние сил поверхностного натяжения. В космических условиях силы
поверхностного натяжения становятся преобладающими, что про­
является и в изменении взаимодействия расплава со стенками ва­
рочного сосуда (кварцевого, платинового и др.), как это имеет мес­
то в земных условиях. Это позволяет свободно извлекать готовый
продукт из сосуда. Использование сил поверхностного натяжения
дает возможность перейти к новым бестигельным технологическим
методам получения улучшенных и новых стекол в космических ус­
ловиях.
§ 6.6. Т ЕХ Н О Л О ГИ Я ВАЖ НЕЙШ ИХ
Н Е К Р И С Т А Л Л И Ч Е С К И Х М АТЕРИАЛОВ
Лазерные стекла
Лазерные стекла используют в качестве активных сред оптиче­
ских квантовых генераторов. Выходная мощность излучения лазе­
ров на основе стекла серийного производства колеблется в преде­
лах 104—107 Вт, что на 7— 10 порядков выше мощности излучения
газовых лазеров непрерывного или импульсного действия.
Стеклянные лазерные активные элементы с технологической точ­
ки зрения имеют ряд преимуществ по сравнению с кристаллически­
ми: сравнительно простую технологию получения изделий высокого
оптического качества, любой геометрической формы и размеров (на­
пример, стеклянные активные элементы для лазерных устройств
можно получать как в виде тонких волокон диаметром 10—20 мкм,
так и в виде массивных стержней диаметром 30 мм и длиной до 2 м);
возможность введения высокой концентрации активного компонента
при коэффициенте распределения, близком к единице, что ведет к
достижению высокой мощности излучения; возможность варьиро­
вания в широких пределах генерационных, люминесцентных, теп­
лофизических, оптических и других свойств путем изменения со­
става.
Однако эти же особенности обусловливают и ряд недостатков
стекла как материала для оптических квантовых генераторов. Это
сравнительно большая ширина полос лю­
минесценции, более низкий квантовый
выход излучения, меньшая теплопровод­
ность, высокий коэффициент термиче­
ского расширения, ограниченная область
прозрачности.
Существует большое разнообразие
стекол для изготовления на их основе
активных элементов лазеров. Среди них
наибольшее практическое применение
получили оксидные стекла: силикатные,
боросиликатные и фосфатные. Д ля по­
Ыйга,
лучения эффекта генерации в стекла
вцодят добавки оксидов редкоземельных
Рис. 6.10. К онцентрационны е
зависимости
длительности
элементов: неодима, тербия, гольмия,
люминесценции в стеклах:
эрбия, тулия, иттербия и др. Спектраль­
! — си л и к а тн о -б о р а т н о -б а р и т о ный состав лазерного излучения опре­ вое стекл о (бари товы й к р о н );
2 — ка л ьц и е в о -л и т и е в о -б о р а тн о е
деляется видом вводимого активного стекл о ; 3 — л а н т а н о б о р а т н о е
стекло
элемента. Большое практическое зна­
чение имеет оксид неодима, так как с
его помощью получают эффект генерации при комнатной темпе­
ратуре с высокой мощностью выходного излучения (с длиной вол­
ны 1060 нм). Длительность и квантовый выход люминесценции
в стеклах, легированных неодимом, в сильной степени зависят от
вида стекла и концентрации в нем оксида неодима (рис. 6.10). К ак
видно из приведенных зависимостей, наилучшими параметрами об­
ладают силикатные стекла. Эксперименты, проведенные в космосе,
показали, что наблюдаемое в земных условиях концентрационное
тушение люминесценция обусловлено микронеоднородной структу­
рой стекла и связанной с этим неоднородной сегрегацией оксида нео­
дима. В стеклах, полученных в космических условиях, концентра­
ционного тушения люминесценции не наблюдается при введении
в стекло оксида неодима вплоть до концентрации ~ 1 0 %.
Для устранения или уменьшения влияния разогревания стерж­
ня в процессе эксплуатации термооптическая постоянная (функция
коэффициентов термического расширения и температурного пока­
зателя преломления) стекол должна иметь низкие значения. Д ля
силикатных стекол минимальное значение термооптической пос*
тоянной равно 2 0 -10~7 г р а д -1, для боросиликатных — 5 -1 0 -7, для
-фосфатных — 54-10-7 град- 1 .
К технологии производства лазерных стекол предъявляются
•очень высокие требования. Она включает в себя следующие стадии:
приготовление шихты, варку стекла, разделку сваренного стекла с
целью получения заготовок заданного размера и формы без дефек­
тов, тонкий отжиг.
Важное место в поддержании оптических констант стекла при­
надлежит точности и качеству изготовления шихты. Сырьевые ма­
териалы должны быть высокой степени чистоты с суммарным содер­
жанием примесей менее 10-4 %. Присутствие в стекле посторонних
примесей приводит к усилению неактивного поглощения на длине
волны излучения, к ухудшению или потере генерационных свойств.
В частности, для стекол, легированных неодимом, особенно неже­
лательными являются железо, кобальт, никель; концентрация их
должна быть такова, чтобы неактивное поглощение на длине волны
1060 нм не превышало 0,001 см-1 .
Очень жесткие требования предъявляются к точности приготов­
ления шихты. Так, изменение составов стекол по содержанию та­
ких оксидов, как S i0 2, А120 3, СаО, ВаО, РЬО, на 0,1 % приводит
к изменению показателя преломления на две единицы четвертого
знака. Поэтому для отвешивания компонентов шихты применяют
самые чувствительные и точные весы. Перед взвешиванием обяза­
тельно делают анализ и вводят поправку на гигроскопичность ма­
териалов. Состав корректируют, учитывая отклонения от номинала,
по оптическим константам возвратного сортированного боя, условиям
тонкого отжига уже готовых заготовок, улетучиванию отдельных
компонентов в процессе варки. При этом надо иметь в виду, что в
процессе варки материалы тигля, взаимодействуя со стекломассой,
растворяются, в результате чего также изменяются состав и опти­
ческие характеристики стекла. Легколетучие компоненты стекла
вводятся в шихту с некоторым избытком, причем в процессе освет­
ления измеряют показатель преломления и, зная закономерности
улетучивания во времени и при разной температуре, осветление ве­
дут до достижения желаемого значения оптических постоянных.
Смесь сырьевых материалов на каждую варку поставляют совместно
с возвратным боем и сопровождают шихтной карточкой, в которой
указывают, из каких материалов изготовлена шихта, номера варок
возвратного боя и ожидаемые оптические параметры стекла.
Огнеупорные материалы, находящиеся в контакте с расплавом
стекла, должны обладать высокой коррозионной устойчивостью и
быть минимальным источником загрязнений стекломассы. Поэто­
му варку, например, силикатных стекол для лазеров ведут в пла­
тиновых сосудах или кварцевых горшках с применением высоко­
частотного нагрева. В период осветления и охлаждения стекломас­
сы проводят тщательный контроль температуры в печи и размеши­
вают стекломассу с помощью лопастной мешалки пропеллерного
типа. Причем на каждой из этих стадий имеется свой режим п ере­
мешивания. Применение пропеллерной мешалки и специального
режима размешивания позволяет добиться наивысшей однородно­
сти стекла. Различные неоднородности и включения в стекле я в л я ­
ются центрами рассеяния излучения при накачке и генерации, что
приводит к разогреву стержня, растрескиванию и распылению
стекла, т. е. ухудшает его лучевую прочность. По окончании варки
стекло отливают в блок и разрезают на заготовки определенных р а з ­
меров.
Тонкий отжиг проводят с целью получения высокой степени
структурной однородности стекол. Он должен обеспечивать ж е л а е ­
мое значение показателя преломления и разности показателей пре­
ломления в партии заготовок, получения заготовок с механическими
напряжениями (двойным лучепреломлением), не превышающими
заданных. Следует подчеркнуть, что требования к однородности л а ­
зерных стекол сравнимы с требованиями к изделиям для астрооп ­
тики: изменение показателя преломления по объему активного
стержня не должно превышать 2-10-6 .
Светочувствительные стекла
Это класс стекол, способных изменять спектральные свойства
при воздействии излучения оптического диапазона, в первую оче­
редь ультрафиолетовых лучей. С точки зрения рассмотрения осо­
бенностей технологии получения таких стекол наибольший интерес
представляют фотохромные и полихромные стекла.
Ф о т о х р о м н ы е с т е к л а характеризуются обратимыми
изменениями светопропускания при циклическом воздействии а к ­
тивного излучения и используются в качестве светофильтров с пе­
ременным управляемым светопропусканием, а также в качестве
регистрирующего фотоматериала для голографической записи ин­
формации. В момент воздействия активного излучения фотохромное
стекло постепенно темнеет, его оптическая плотность становится
максимальной через определенное время после начала воздействия.
После прекращения действия активного излучения прозрачность
стекла самопроизвольно возвращается в исходное состояние.
Особенности технологии получения фотохромных стекол оп ре­
деляются разновидностями механизмов, используемых для достиж е­
ния эффекта фотохромизма. Среди этих механизмов и соответствен­
но методов получения фотохромных стекол основными являются сле­
дующие.
1.
За счет создания дефектов структурной сетки стекла, я в л я ю ­
щихся центрами окраски. Такие центры представляют собой де­
фект (например, вакансия немостикового атома кислорода в си л и ­
катных стеклах), захвативший избыточный электрон. Воздействие
ультрафиолетового излучения на такое стекло приводит к переводу
электронов в центрах на уровни возбужденного состояния, на кото­
рых электроны способны поглощать излучение видимой части
спектра и обусловливать тем самым окраску стекла. Фотохромные
стекла данного типа получают на основе натриево-силикатной и
других силикатных систем. Стекла варят в жестких восстановитель­
ных условиях, что способствует образованию большого числа то­
чечных дефектов в структуре стекла и в первую очередь вакансий
немостиковых атомов кислорода. Усилению фотохромного эффекта
способствует введение в состав стекол добавок оксидов церия, евро­
пия, марганца, ж елеза, циркония и др.
Фотохромный эффект наблюдается и в стеклах на основе кадмиево-боратных и кадмиево-силикатных систем, в которых основную
роль в фотохромном процессе играют ионы кадмия.
Спектральная чувствительность фотохромных стекол рассмот­
ренного типа, скорости их потемнения и просветления зависят от
состава используемых систем. Например, спектр наведенного пог­
лощения фотохромных стекол на основе силикатных систем содер­
ж ит характерную широкую полосу поглощения, максимум которой
располагается на длине волны 575 нм и может смещаться в зависи­
мости от химической природы компонентов стекла. Оптическая плот­
ность таких стекол становится максимальной через 1—2 мин после
начала действия ультрафиолетового излучения, время просветле­
ния стекол до половины первоначального пропускания состав­
л яет 1—2 с.
2.
Образование фотохромного эффекта за счет фотолиза галогенидов тяжелых металлов типа AgCl, CuCl, Т1С1. Эти светочувстви­
тельные соединения образуют в стекле мелкодисперсную фазу, рав­
номерно распределенную по объему, причем размер частиц этой
фазы не должен превышать 100 нм. В противном случае прозрач­
ность стекла будет существенно уменьшаться вследствие интенсив­
ного рассеяния света.
Фотолиз светочувствительных соединений и образование центров
окраски происходит по схеме
(Ag+Cl-) ^
Ag0+Cl»
п Ag° —►(Ag°)„
Медь в этом процессе может выступать в качестве сенсибилиза­
тора, приводящего к увеличению выхода фотолитического серебра и
соответственно усилению фотонаведенной окраски, за счет реакций
Cu+ -f/iv —►Сиг++ е~
A g + + e - —►Ag°
п Ag° —*■(Ag°)n
После прекращения действия активного излучения идет процесс
самопроизвольного распада центров окраски типа (Ag°)„ с образова­
нием AgCl, что сопровождается восстановлением прозрачности до
исходного состояния. В качестве примера приведем состав типичного
фотохромного стекла. В качестве основы в него входят (% по массе):
S i0 2 — 60,0; Na20 — 10; А120 3 — 9,3; В 20 3 — 20; в качестве а к ­
тивных компонентов — соединения серебра и галогенов: Ag — 0,4;
Вг — 0,17; С1 — 0,10; СиО — 0,016. Содержание основных и а к ­
тивных компонентов в фотохромных стеклах данной системы м ож ет
варьироваться в достаточно широких пределах: S i0 2 — от 40 до
76 % мае; В20 3 — от 4 до 26; А12Оэ — от 4 до 26; Ме20 — от 2 до
30 % мае. и т. д.
Для составления шихты стекол используют химически чистые
материалы. Серебро в состав стекла вводят в виде нитрата или х л о ­
рида серебра, галогены вводятся в виде дигалогенидов щелочных ме­
таллов NaCl, КВг и др. Так как в состав шихты расплава вход ят
легколетучие компоненты, то при разработке технологии синтеза
фотохромных стекол особенно тщательно уделяется внимание со­
ставлению шихты и выбору температурных условий варки и режиму
перемешивания расплава. Варку стекол производят в кварцевых
или высокоглиноземных горшках, используются также платиновые
тигли.
Фотохромные свойства могут возникать в стеклах сразу пос­
ле выработки или после дополнительного отжига. Отжиг фотохром­
ных стекол ведут вблизи температуры размягчения, при этом про­
исходит формование и выделение светочувствительной фазы.
Оптические характеристики фотохромных стекол данного типа
зависят от следующих основных факторов: основного и примесного
состава стекла, состава и размера частиц выделяющейся светочувст­
вительной фазы, условий дополнительной термообработки, характе­
ристик активного излучения. Наилучшие фотохромные характе­
ристики достигнуты для стекол на основе галогенидов серебра. М а к ­
симальная оптическая плотность в фотонаведенном состоянии д л я
пластинки стекла толщиной 6 мм равна 2. Время нарастания потем­
нения после начала действия активного излучения составляет от н е­
скольких секунд до 2 мин, время спада — от нескольких секунд до
сотен часов. Разрешающая способность фотохромных стекол дости­
гает 2000 линий/мм. Спектральная чувствительность находится в
диапазоне 300—400 нм.
Полихромные стекла
характеризуются возможно­
стью получения широкой цветовой гаммы в окрашенном состоянии,
и в отличие от фотохромных их окраска необратима. И спользова­
ние полихромных стекол определяется их способностью ф иксиро­
вать цветное изображение.
Технология получения полихромных стекол близка к техноло­
гии фотохромных стекол. Полихромного эффекта достигают в р е ­
зультате последовательного осуществления нескольких стадий а к ­
тивации силикатного стекла, содержащего галогениды тяжелых
металлов (в основном серебра), ультрафиолетовым светом и проведе­
ния дополнительных термообработок. В состав полихромных сте­
кол дополнительно вводятся термовосстанавливающие компоненты
(например, 5Ь20 3 и БпО) и оптические сенсибилизаторы (например,
С е0 2). Получение той или иной окраски стекла осуществляется в
результате варьирования интенсивностей и длительностей несколь­
ких фаз ультрафиолетовой активации, а также варьированием тем­
пературно-временными условиями обработки стекла после каждо­
го воздействия активного излучения. Это приводит к образованию
различных по размеру и анизотропии коллоидальных образований
сложного состава (содержащих серебро), с различными рассеиваю­
щими характеристиками, вызывающими окрашивание стекла.
Оптически- и магнитоактивные стекла
Обычные оксидные, в том числе силикатные, стекла диамагнит­
ны (ц5~1)- При введении в состав силикатных стекол ионов пере­
ходных (с достраивающейся З^-оболочкой) или редкоземельных (с
достраивающейся 4/-оболочкой) элементов они приобретают пара­
магнитные свойства. При этом магнитный момент стекла пропорцио­
нален числу неспаренных электронов в вводимых ионах.
Магнитную активность проявляют стекла с высоким содержанием
ионов РЬ®+, 5п2+, ЕН3+ и ряда других. Характерным примером маг­
нитоактивного сгекла является ферроглас, содержащий 30 % по
массе РЬО. Выделение в стекле магнитоактивных фаз, например
ферритов, способствует резкому повышению магнитной восприим­
чивости.
Магнитоактивные стекла характеризуются способностью вра­
щать плоскость поляризации света в магнитном поле. В сильных
магнитных или электростатических полях в стеклах может наблю­
даться двулучепреломление, а также магнито- и электрооптический
эффекты соответственно.
Стекла д л я ультразвуковых линий задержки
Сравнительно низкая скорость распространения ультразвука в
стекле (до ~ 5 5 0 0 м/с) выдвигает его в число перспективных материа­
лов для использования в качестве задерживающей среды в системах
с преобразователями пьезоэлектрического и магнитострикционного
типа. Наибольшую практическую значимость из стекол данного
класса имеют кварцевое и калиево-свинцово-силикатное. Эти стек­
ла характеризуются минимальными коэффициентами поглощения
ультразвуковых волн, низкими температурными коэффициентами
скорости распространения ультразвука. Д ля кварцевого стекла эти
характеристики соответственно равны 0,15-10 3 дБ/(мкм-с-М Гц)
и —81 • 10~в град- 1 . Концентрации оксидов в составе калиево­
свинцово-силикатных стекол могут находиться в пределах (% по
массе): 5Ю 2 — 40—53,5; РЬО—28—45; В гО э — 5— 10; К20 — 5—8.
Соответственно и пределы изменения отмеченных характеристик
для них составляют (3,2-^-4)-10~3 дБ / (мкм-с-МГц) и (1,17^-2) х
X Ю_в град-1 .
Стеклянные волоконные
и пленочные оптические элементы
Волоконно-оптический элемент (ВОЭ) представляет собой свето­
ведущую жилу с высоким показателем преломления, окруженную
светоизолирующей оболочкой с низким показателем преломления,
причем диаметр световедущего сердечника (2— 100 мкм) в несколь­
ко раз превышает длину волны проходящего света. Структура ВОЭ
может быть ступенчатой или градиентной (рис. 6.11). В первом с л у ­
чае ВОЭ двуслойный и состоит из однородного сердечника и о к р у ­
жающей его оболочки. Показатель преломления сердечника пг
должен быть выше показателя преломления оболочки пг. Такой ВОЭ
называют ступенчатым, потому что в нем на границе сердечник—
оболочка показатель преломления изменяется скачком на пг— п г .
Рис. 6.11. Изменение показателя преломления по поперечному сечению с т у п ен ­
чатого световода и распространение меридионального луча по ступенчатом у
( а ) и градиентному (б) световодам
Луч излучения распространяется в нем по ломаной кривой. Во вто­
ром случае показатель преломления /1х имеет наибольшее значение
у оси сердечника и непрерывно и плавно уменьшается до значения
п2 по радиусу г сечения сердечника. Форма профиля изменения цоказателя преломления пх= п (г) в этих ВОЭ, именуемых градиентами
(а также граданами или селфоками), определяет траектории л у ­
чей, распространяющихся по световоду. В градиентных ВОЭ, ис­
пользуемых в системах связи, профиль изменения показателя пре­
ломления обычно близок к параболическому, характеризуемому
соотношением
пг ( г ) = п ] { 1 — 2А (г/а)2},
где 2 Д = 1 —п\1п\\ а — радиус сердечника.
В светодиодных системах связи, рассчитанных на длины волн
излучения 0,8— 1,6 мкм, обычно используются волокна, величины а
и А которых имеют следующие значения: для многомодовых свето­
водов — 12,5 м к м < а < 1 0 0 мкм; 0,01-<Д-<0,03, а для одномодовых
светодиодов — 2 м к м < а < 5 мкм; 0,003< Д < 0,01.
Луч в таком ВОЭ распространяется не по ломаной, а по синусоилальной кривой (рис. 6.11), что приводит к уменьшению искажения
передаваемого сигнала. Действительно, в ступенчатых многомодо­
вых световодах лучи резко отражаются от границы сердечник — обо­
лочка, причем пути следования различных лучей различны. Поэто­
му они приходят к концу линии со сдвигом во времени, что приво­
дит к искажению передаваемого сигнала (дисперсии). В градиент­
ных световодах лучи, находящиеся близко к оси световода, прохо­
д ят меньший путь, но в области с большим показателем преломления,
-а периферийные лучи имеют больший путь, но в среде с меньшим по­
казателем преломления. В результате скорость распространения
различных лучей выравнивается и они проходят к концу линии прак­
тически в одинаковое время. Вследствие этого искажения передава-емого сигнала значительно уменьшаются.
Волоконные световоды для оптических линий связи должны удов­
летворять обширному комплексу требований. Основными количест­
венными характеристиками световодов, определяющими возмож­
ность и эффективность их применения, являются затухание (поте­
ри энергии, коэффициент светопропускания) и ширина полосы
пропускания. Потери энергии проходящего по световоду излучения
возникают вследствие: 1) рэлеевского рассеяния, т. е. рассеяния
света на субмикроскопически малых, значительно меньших по сво­
им размерам, чем длина волны применяемого излучения, оптиче­
ских неоднородностях материала световода; величина этих потерь
обратно пропорциональна А,4; 2) поглощения и рассеяния света со­
держащимися в материале световода ионами некоторых примесей
(«примесные» потери); 3) нежелательных изменений модовой струк­
туры распространяющегося по световоду излучения, например пре­
образования направляемых мод в моды оболочки и рассеяния света
из-за изгибов, микроизгибов; различных дефектов и микроскопи­
чески малых неоднородностей в сердечнике световода; 4) рассеяния,
обусловленного вариациями состава стекла, и поглощения света
при взаимодействии фотонов с электронами и колебательными со­
стояниями основных компонентов материала сердечника световода;
это поглощение становится (например, в кварцевом стекле) значи­
тельным, когда длина волны света превышает —-1,7 мкм, а также в
ультрафиолетовой части спектра.
К материалам для волоконных световодов предъявляются сле­
дующие требования: наибольшая прозрачность для излучения в
требуемом диапазоне длин волн; высокая стабильность структуры
и свойств с течением времени; высокая стойкость к влиянию внеш­
них дестабилизирующих воздействий.
Из вышеизложенного следует, что к материалам и технологии
изготовления волоконных световодов для систем связи п редъявля­
ются исключительно высокие требования. В соответствии с этими
требованиями волоконные световоды изготовляют главным образом
из кварцевого стекла, многокомпонентных силикатных стекол и из~
некоторых полимеров. Перспективными материалами для волокон­
ных световодов, предназначаемых для использования в системах
и линиях оптической связи, являются галоидные, халькогенидные
и некоторые оксидные стекла, а
также кристаллические соединения
типа хлоридов, бромидов и иодидов.
Рис. 6.12. Оптические потери в
кварцевом волоконном свето­
воде, вызванные присутствием
некоторых примесей в материа­
ле сердечника:
Рис. 6.13. Изменение величины п о ­
терь в волоконных световодах р а з ­
личных марок с кварцевым с е р ­
дечником в зависимости от д л и ­
ны волны:
/ — Сг3+( 10-®);
2 — С и!+(2 ,5 -1 0 -');
3 — Ре2+ ( 10—®): 4 — О Н -(1,3-Ю -«)
/ — р э л е е в с к о е рассеян и е; 2 — о б л а с т ь
зн а ч е н и й п о тер ь д л я световодов р а з ­
л и ч н ы х м а р о к ; 3 — гран иц а И К -п о г л о щ ения
Охарактеризуем потери мощности излучения в световодах, и з­
готовленных из перечисленных материалов.
В световодах с сердечником из кварцевого или из многокомпонент­
ного силикатного стекла ряд примесей вызывают потери в большей
степени из-за поглощения, чем из-за рассеяния излучения. Н аиболь­
шее поглощение излучения происходит примесями гидроксильных
ионов ОН- и ионов хрома, меди и железа (рис. 6.12). Причем в све­
товодах с сердечником из кварцевого стекла основной причиной
потерь А П, вызванных действиями примесей, является поглощение
света ионами ОН- , очистка от которых представляет технологиче­
ские трудности, значительно большие, чем очистка от примесей
хрома, железа и меди. И наоборот, в волоконных световодах из
многокомпонентных силикатных стекол наибольшие потери вы зы ­
ваются примесями железа и меди, а не гидроксильных ионов. Н а
рис. 6.13 приведены кривые, ограничивающие области потерь излу-
чения Л в волоконных световодах различных марок с сердечником
из кварцевого стекла.
Волоконные световоды с сердечниками из кварцевого и много­
компонентного силикатного стекла изготовляются с оболочкой из
кварцевого стекла (волокна «кварц— кварц»), многокомпонентного
стекла (волокна «стекло—стекло») и из полимера (волокна«кварц —
полимер»). Световоды с сердечниками из кварцевого и многокомпо­
нентного силикатного стекла могут применяться в системах, ис­
пользующих все наиболее употребительные диапазоны длин волн
излучения 0,6— 1,6 мкм.
Световоды из полимеров имеют достаточно высокие потери
(~ 2 0 0 дБ/км) и применяются в коротких линиях связи (до 100_
200 м). В стекловодах из полимера типа полиметилметакрилата по­
тери вызываются главным образом колеблющимися (С—Н) группа­
ми. Устранение этих групп, в частности замена в полиметилметакрилате водорода дейтерием, позволяет существенно снижать потери.
Достоинствами полимерных световодов являются высокая стой­
кость против действия ионизирующего излучения, высокая плас­
тичность, дешевизна.
Световоды из галоидных , оксидных и халькогенидных стекол, а
также из ряда кристаллических материалов перспективны для пере­
дачи излучения в диапазоне длин волн 2— 10 мкм. Теоретические
подсчеты показывают, что на основе этих материалов могут быть по­
лучены световоды с исключительно низкими потерями в ближней
ИК-области спектра (табл. 6.3). Как видно из таблицы, имеется пер­
спектива создания новых материалов для световодной техники,
имеющих потери, в сотни и даже тысячи раз меньшие, чем
потери в лучшем кварцевом стекле при оптимальных условиях
(0,20 дБ/км при длине волны 1,55 мкм).
Проведенное рассмотрение материалов для волоконных свето­
водов показывает, что в настоящее время наибольшими перспек­
тивами для систем связи обладают световоды на основе кварцевого
и многокомпонентных силикатных стекол. Рассмотрим особенности
технологии их получения.
Стекла для изготовления волоконных световодов должны обла­
дать следующим комплексом физико-химических свойств. Стекла,
используемые для изготовления сердцевины и оболочки световодов,
должны быть в первую очередь химически совместимы. Они не долж­
ны взаимодействовать между собой в процессе получения волокна
в месте спая. На границе сердцевина — оболочка не должно про­
исходить кристаллизации, микрорасслаивания, опалесценции, пузыреобразования и других явлений, приводящих к потере пропуска­
ния света волокон.
Для обеспечения нормального вытягивания оптического волокна
из двух стекол или их расплавов (в зависимости от способа получе­
ния) и для дальнейшего изготовления из этих волокон спеченых из­
делий необходимо, чтобы вязкости стекол сердцевины и оболочки
М атер и ал волоконного свето во д а
Д лина
волны
и зл у ч е н и я ,
мкм
М иним альные п о т е р и
м ощ ности и з л у ч е н и я ,
д Б /к м
теорети ­
ческий
прогноз
эксп ери ­
м ент
Германиевое стекло G e 0 2Sb20 6
2
0,1
5
Стекло на основе оксидоь тяж елы х м еталлов
Т е 0 2— ZnO — ВаО
3
0 ,0 2
—
4
0,01
60
2 ,5
0,001
10
10,6
0,001
300
5
0,0001
—
Халькогенидные стекла
A s2S3
As3gSe2
ASgjSej
As2Se3
As2Se3 — A s'2S3
GeS3
Ge3P S 7.5
G e— As — Se
La —Ga — Ge — Se
Фторидные стекла
BeF2 — MgF2— Sr2— A1F3
Z rF 4— B aFa — G dF 3 — A1F3
Z rF4B aF2— G dF3— L aF 3— A1F3— PbF2
Z rF4— B aF2 — L aF 2 — A1F3
Z rF4 — BaF2 — L aF3 — L iF — A1F3— PbF2
Z rF4— B aF2— L aF3— A1F3 — NaF
Z rF 4- B a F 2— T hF4
H fF 4 — B aF2— L aF 3
H fF 4— B aF2— T h F 4
H fF 4— B aF2—L aF3 — A1F3 —P bF 2— CsF
A1F3— B a F j— C aF 2 — YF3
ZnF2 — B aFa— T hF 4 — Y F3 —A1F3
П оликристаллическое волокно в системе
T l-B r-I
К ристаллические волокна КС1
были согласованы в широком температурном интервале. Наилучшие
результаты достигаются в том случае, когда вязкости стекол серд­
цевины и оболочки отличаются не более чем на ± 0 ,5 порядка лога­
рифма вязкости.
Стекла оболочки и сердцевины должны быть подобраны и по тем­
пературному коэффициенту линейного расширения (ТКЛР) как
между собой, так и по отношению материалов деталей, с которыми
будет сочленяться волоконно-оптическое устройство. Разность в
Т К Л Р > 1 0 _в град-1 приводит к возникновению микротрещин на
границе раздела сердцевина—оболочка и усложняет получение на­
дежного контакта волоконно-оптического устройства с деталями со­
членяемых конструкций.
Для получения волоконных световодов с низкими потерями (ме­
нее 0,3—2 дБ/км) для линий дальней связи стекла должны обладать
высокой однородностью, а содержание неконтролируемых приме­
сей в них не должно превышать 10~5—10~в % . Поэтому для произ­
водства стеклянных заготовок требуемого состава используют осо­
бо чистые исходные материалы, содержащие минимальное количест­
во неконтролируемых примесей, особенно переходных элементов.
Например, для получения стекол в системе 5Ю 2—В20 3—Р20 —ОеОа
в качестве исходных компонентов используют в основном жидкости
5тС14, ВС13, РОС13, ОеС14, прошедшие очистку методами экстракции
и ректификации по процессам полупроводниковой технологии. Соот­
ветствующие оксиды получают высокотемпературной реакцией паров
хлоридов с очищенным кислородом. При изготовлении многокомпо­
нентных стекол приготовление шихты осуществляют также соосаждением из растворов.
Наряду с такой тщательностью приготовления исходных компо­
нентов шихты для обеспечения высокой чистоты и однородности по­
лучаемых заготовок («преформ») применяют соответствующие ме­
тоды варки стекла.
Технологические способы изготовления оптических волокон весь­
ма многообразны. В настоящее время развиваются два метода выра­
ботки оптического волокна: штабиковый и фильерный. Все другие
существующие методы являются производными от них.
Штабиковый мет од в простейшем случае заключается в вытяги­
вании волокна из стеклянного штабика с высоким показателем пре­
ломления, вставленного внутрь трубки с низким показателем пре­
ломления. Одним из важнейших способов технической реализации
метода является химическое парофазное осаждение стекла в пла­
мени кислородно-водородной горелки.
Д ля изготовления исходной стеклянной заготовки («преформы»)
в трубку из чистого кварцевого стекла (диаметром 20 мм), снаружи
нагреваемую пламенем водородно-кислородной горелки, поступают
высокочистые хлориды кремния и легирующих компонентов в сме­
си с кислородом (рис. 6.14). Легирующие добавки ВС13 используют­
ся для уменьшения показателя преломления оболочки, РОС13 и
ОеС14 — для увеличения п сердцевины. В высокотемпературной
зоне (1500—1700 °С) хлориды окисляются по реакциям
51С14+ 0 2 —►5Ю 2+ 2С 12
0еС14+ 0 2 - > С е 0 2+ 2С 12
4ВС13+ 3 0 2 —> 2В2О э+ 6С 12
2РОС13+ А
о, - »
Р20 5+ЗС12
Образующиеся твердые растворы оксидов осаждаются на вн ут­
ренних стенках трубки в виде слабого налета («кварцевой сажи»)
мельчайших частиц (рис. 6.15), а затем оплавляются до слоя стекла,
свободного от пузырьков. Осаждение слоев оксидов происходит
дискретными ступенями, при этом может быть получено как равноКбарцебая трубка
Рис. 6.14. Схема процесса химического о саж ден и я из газовой
фазы компонентов стеклянной заготовки
мерное распределение состава по сечению, ступенчатое, так и гр а ­
диентное. Для ликвидации остающегося на оси трубки отверстия
температура повышается до 1800—2000 °С, при этом под влиянием
сил поверхностного натяжения трубка стягивается («схлопывается»)
(рис. 6.15), образуя сплошную цилиндрическую заготовку диамет­
ром около 20 мм из особо чистого кварцевого стекла или кварцевого
стекла, легированного оксидами бора, фосфора и германия в зад ан ­
ных концентрациях.
В зависимости от распределения этих оксидов в слоях при осаж­
дении из газовой фазы достигается ступенчатое или параболическое
распределение показателя преломления по диаметру заготовки, что
позволяет получать из нее соответственно двухслойное или градиент­
ное оптическое волокно.
Осаждение
А
V/
ПодВижная реакционная
зона
А-А
02-^¿си
.у ^ \у> У Д \\> > У У \У\УУУУУУУУУ'
легирующие добабки
и
Сжатие
Вытяжка
Рис. 6.15. С тадии получения стеклянного волокна химическим осаж ­
дением из газовой фазы
Разновидностями описанного способа являются осаждение ок­
сидов из газовой фазы на внешней поверхности цилиндрического
стержня или на плоском его торце (для световодов типа «кварц—
полимер») с постепенным наращиванием слоев по мере передвиже­
ния стержня при вытягивании волокна. Достоинствами данного
способа являю тся: получение заготовок очень больших размеров и
соответственно очень длинных волокон (до 100 км); высокая точ­
ность процесса поддержания скорости осаждения слоев особо чис­
того кварцевого стекла на торец цилиндрической заготовки (коле-
бание координаты торца не превышает 50 мкм) за счет использова­
ния автоматизированных систем контроля; непрерывность процес­
сов получения заготовки и вытягивания волокна.
Для получения заготовок многокомпонентных стекол из натрийкальциево-силикатных,
натриево-борсиликатных, щелочносвинцово-силикатных и натрийалюмосиликатных составов исполь­
зуется метод вытягивания из расплава. Высокочистые исходные
материалы растирают в порошок и расплавляю т в кварцевом тигле.
После тщательного перемешивания расплава его охлаждают до
температуры вытяжки и производят вытягивание заготовки стекла
с поверхности расплава. Расплав может быть двухслойным (мате­
риал оболочки плавает на материале сердечника, не смешиваясь).
Метод слоистого расплава используется для изготовления оптиче­
ских волокон со ступенчатым профилем показателя преломления.
Подавая в тигель исходные материалы сердечника и оболочки,
можно процесс сделать непрерывным.
Вытягивание оптических волокон (типа «кварц—кварц» и
«кварц—полимер») осуществляется на вертикальных установках.
Заготовка вставляется в держатель, который с помощью механизма
подачи с постоянной скоростью опускает ее в печь, где она нагре­
вается до температуры чуть выше точки размягчения. В качестве
нагревательного устройства могут применяться кислородно-водо­
родная горелка, графитовый нагреватель, СВЧ-печь или газовые
лазеры. Контроль температуры в печи производится с помощью оп­
тического пирометра или термоэлектрического термометра. Д и а ­
метр волокна определяется диаметром заготовки, а также скоростя­
ми подачи заготовки в печи и намотки вытягиваемого волокна на
приемный барабан. В ходе процесса производится непрерывный
автоматизированный контроль диаметра оптического волокна, ско­
ростей вращения приемника и подачи заготовки, температуры печи.
Вытяжка оптического волокна из кварцевых заготовок обычно про­
изводится при температуре около 1900 °С и скорости намотки 0,3—
2 м/с. В этом случае отношение диаметров сердечника и оболочки
заготовки воспроизводится в оптическом волокне достаточно точно.
При этом значения показателей преломления сердечника и оболоч­
ки понижаются в равной степени, вследствие чего профиль и отно­
сительная разница показателей преломления остаются неизменными.
В процессе получения волокна одновременно производится и з а ­
щита его поверхности с помощью нанесения тонкого полимерного
покрытия. Необходимость защиты от атмосферных и механических
воздействий обусловлена тем, что на поверхности могут образовы­
ваться микротрещины или другие неровности, приводящие к зн а­
чительному ухудшению механической прочности и стабильности
оптических и механических свойств волокон при их длительной
эксплуатации.
Диаметр оптического волокна измеряют с помощью лазерной си­
стемы контроля по двум координатам с выдачей управляемого сиг­
нала на вытяжное устройство и на привод подачи заготовки. Диа­
метр измеряют до и после нанесения на оптическое волокно защит­
ного покрытия. Интервал между измерениями составляет 1 с, точ­
ность поддерживания диаметра 1 %. В процессе вытягивания осу­
ществляется и контроль механической прочности оптического во­
локна (изгибанием его на угол ±180° под некоторым натяжением),
что позволяет сделать отбраковку волокна перед началом изготов­
ления оптических кабелей и снизить процент обрыва при последую­
щих технологических операциях.
Технологическая схема изготовления оптического волокна типа
«кварц—полимер» включает в себя следующие операции: разогрев
заготовки в печи, вытяжку оптического во­
локна, нанесение на волокно кремнийорганического компаунда в качестве светоотражаю­
щего слоя, полимеризацию компаунда в ка­
честве светоотражающего слоя, полимериза­
цию компаунда в печи, нанесение и охлаждеРис. 6.16. Двойной тигель для вытягивания волокна
из многокомпонентных стекол:
/ — р а сп л а в ст ек л а д л я сер д ц еви н ы ; 2 — расп л ав стекл а дл я
о бо л о ч к и ; 3 — дво йн о й ти гел ь и з плати ны ; 4 — двухслойное
вол о кн о
ние защитного полимерного покрытия, укладку волокна на приемную катушку. У становка для вытяжки снабжена автоматизирован­
ными системами управления температурными режимами печей, регу­
лировки толщины светоотражающей оболочки, толщины защитного
покрытия и диаметра кварцевого сердечника, в также измерите­
лем ослабления, устройством контроля механической прочности
оптического волокна и др.
Оптические кварцевые волокна, получаемые штабиковым мето­
дом, в настоящее время обладают наилучшими характеристиками.
Они имеют наибольшую ширину полосы пропускания (6 ГГц-км
для многомодового волокна) наивысшую длину волокна с низкими
потерями (100 км одномодовое волокно с затуханием 0,2 дБ/км на
Х=1550 нм), наименьшее содержание остаточных ОН-групп « 8 х
X 10-8 % ат.).
В фильерном методе (методе двойного тигля) стекло для сердцавины и оболочки волокна плавится в различных камерах стеклопла­
вильного сосуда, а волокно формуется (вытягивается) после исте­
чения расплава этих стекол через коаксиально расположенные
фильеры (рис. 6.16). Тигли изготовляются из чистой платины или
ее сплавов. Д л я внутреннего тигля может быть использован чис­
тый кварц. Оба тигля сужаются книзу к концентрическим филье­
рам, из которых стекла вытягиваются в оптическое волокно. Д иа­
метр обеих фильер должен соответствовать друг другу таким об­
разом, чтобы достичь определенных размеров сердечника и оболоч­
ки. Например, при диаметрах фильер 0,5 и 3 мм диаметры сердеч­
ника и светоотражающей оболочки оптического волокна составля­
ют 10—20 и 70— 100 мкм соответственно. Изменяя диаметр внутрен­
ней фильеры при постоянном диаметре внешней, можно варьиро­
вать диаметром сердечника, сохраняя постоянным внешний диаметр
оптического волокна. Это позволяет вытягивать одномодовые и
многомодовые оптические волокна из одного и того же двойного
тигля, в котором изменяется лишь диаметр внутренней фильеры.
Уровень расплава в тиглях поддерживается постоянным в резуль­
тате непрерывной подачи в зону расплава дополнительного мате­
риала в виде стеклянных стержней заготовок.
Методом двойного тигля в основном изготовляют оптические во­
локна со ступенчатым показателем преломления. Для изготовления
градиентных оптических волокон в процессе вытяжки используют
диффузионный ионный обмен между стеклами сердечника и обо­
лочки. Например, во внутренний тигель для материала сердечника
загружается натрийборсиликатное стекло с примесью ионов тал­
лия. Во внешний тигель загружается чистое натрийборсиликатное
стекло для оболочки. При этом срез фильеры, из которой формирует­
ся сердечник, располагается выше среза фильеры, из которой вы­
тягивается градиентное волокно в целом. Это конструктивное из­
менение приводит к тому, что поверхность контакта расплавов сте­
кол двух составов некоторое время находится в высокотемператур­
ной зоне, в которой диффузионный ионный обмен между стеклом
сердечника и оболочки протекает с высокой скоростью. Таким обра­
зом, в процессе вытяжки происходит диффузия ионов таллия из серд­
цевины в оболочку, в результате чего формируется градиентный про­
филь показателя преломления. Метод позволяет вытягивать волок­
на со скоростью 0,3—2,8 м/с, точность поддержания диаметра со­
ставляет 1 %.
Из проведенного рассмотрения следует, что как в штабиковом,
так и в фильерном методах формование оптического волокна осу­
ществляется вытягиванием расплава; достоинством такого способа
является отсутствие контактного взаимодействия стекла с сильно
охлаждающими формующими органами. Поэтому процесс охлажде­
ния и твердения развивается постепенно по мере вытягивания волок­
на в результате теплопроводности и излучения в самом стекле и сво­
бодного конвективного его теплообмена с внешней воздушной сре­
дой. В этом случае скорость охлаждения и твердения поверхност­
ных слоев стекла будет минимальной, что обусловливает равномер­
ное нарастание толщины наружных затвердевающих слоев и соот­
ветственно высокое качество их поверхности. Условия вытягивания
должны быть стабилизированы, чтобы уменьшить изменения диа­
метра волокна в процессе изготовления, приводящие к увеличению
потерь при распределении излучения вдоль оси волокна. Для обес­
печения стабильности геометрических размеров волокон и непре-
рывности их выработки большое значение имеет синтез стекол, об­
ладающих заданной зависимостью вязкости от температуры.
Важное значение имеет подбор составов стекол сердцевины и обо­
лочки по химической устойчивости, что необходимо для уменьшения
размеров переходного слоя, образующегося на границе, и способст­
вует снижению потерь на рассеяние и поглощение.
Создание научных основ технологии производства стеклянных
оптических волокон привело к появлению и интенсивному разви­
тию технологии производства на основе стекла новых компонен­
тов элементной базы оптических систем переработки информации.
К ним в первую очередь относятся активные оптические волокна и
пленки, самофокусирующие волоконные и пленочные оптические
элементы, волноводные структуры для задач интегральной оптики.
Активные оптические волокна и пленки сочетают свойства све­
товодов с лазерными, фотохромными и др. Применение лазерных
стекол (например, кварцевых стекол с примесью неодима) в свето» водах позволило создать волоконные лазеры и усилители, в которых
^волокно навивается на лампу-накачку. Создание волоконных лазе^ ров позволило уменьшить габариты оптических квантовых генера¿ V ’ торов и сравнительно легко встраивать их в волоконно-оптические
-Здеии свази/С ледую щ им шагом явилось создание на основе сте^
1тол плеЩ чт х активных элементов для целей интегральной оп—» тики. При этом генерацию и усиление света на пленках из силикат­
о в ного стекла получают с использованием созданных в силикатном
стекле световодов (например, диффузией), накачку осуществляют с
помощью полупроводникового инжекционного лазера.
Использование в волоконной и пленочной оптике фотохромных
стекол позволяет изготовлять оптические затворы (при выполнении
из них световедущих сердечников), а также регуляторов частотно­
контрастных характеристик (при изготовлении отражающих обо­
лочек).
При разработке технологического процесса изготовления воло­
конных и пленочных активных элементов в отличие от массивных
необходим учет возникновения различных размерных эффектов,
обусловленных уменьшением поперечных размеров элементов. В пер­
вую очередь это относится к оптимизации состава стекол. Напри­
мер, при изготовлении волоконных и пленочных лазеров необхо­
димо введение больших концентраций активатора по сравнению с
массивными лазерам , чтобы при малых диаметрах волокон и тол­
щинах пленок обеспечить больший коэффициент поглощения и уве­
личить люминесцентное время жизни. Это позволяет достичь вы­
игрыша в квантовом выходе стимулированного излучения. Однако
при очень больших концентрациях активатора выигрыш в кванто­
вом выходе может не компенсировать низкого значения сечения сти­
мулированного излучения.
Важнейшей технологической операцией при изготовлении ак­
тивных и самофокусирующих волоконных и пленочных оптических
новодных структур для
Глубина слоя
задач интегральной оп­
с плавны м
И зм ен ен и е
изменением
тики является формова­
п оказателя
М етод
показателя
п
р ел о м л е н и я
ние градиента показате­
п р ел о м л е н и я ,
мм
ля преломления в стек­
лах. Выбор метода по­
2 - 3 - 1 0 -2
лучения в том или ином Осаждение из п а ­
0,1
материале градиентной ровой фазы
4 - 1 0 -2
двойного
0,1
оптической структуры Метод
тигля
определяется
требова­ Ионообменная
( | _ 4 ) . ю -*
0 , 1— 10
ниями к глубине гра­ диффузия
4 • 10~2
Д о 50
диентного слоя и диапа­ Внедрение ионов
3 - 10~2
0 ,0 0 1 —0,1
Ионное облучение
зону изменения показа­ Облучение нейтро­
2 -1 0 -2
0,1
теля преломления в гра­ нами
диентном слое. Перечень
наиболее широко приме­
няемых методов формирования градиентных структур приведен в
табл. 6.4. Все эти методы можно условно разделить на две группы:
методы получения градиентных структур в заготовках, из которых
далее изготовляются градиентные оптические волокна и самофоку­
сирующие оптические элементы; методы получения волноводных
структур для целей интегральной оптики.
Рассмотрим методы первой группы.
Метод осаждения из паровой фазы и метод двойного тигля уже
были рассмотрены выше и являются одним из основных методов
получения градиентных структур.
Метод ионообменной диффузии используется при изготовлении
градиентных структур из многокомпонентных стекол. Он основан
на диффузии в стекло ионов других элементов, замещающих в
стекле часть собственных ионов. В рассматриваемой группе методов
ионообменная диффузия производится из расплавов, т. е. заготовка
из стекла, в которой необходимо создать градиентную структуру,
помещается в расплав, с ионами которого осуществляется обмен.
Наиболее активно ионный обмен происходит в наружном, поверх­
ностном, слое стеклянной заготовки, вследствие чего и создается
градиентная структура. При ионном обмене вследствие самой при­
роды процесса диффузии возможности получения различных профи­
лей изменения показателя преломления в изготовляемом объекте ог­
раничены. Могут быть получены профили следующих видов: ли­
нейный, гауссовский и лоренцевский или их промежуточные формы.
Глубина градиентного слоя может достигать 10 мм в зависимости
от температуры процесса, времени, составов обрабатываемого стек­
ла и ванны расплава. При этом возникают трудности в создании
радиальных градиентов в длинных изделиях. В качестве примера
реализации метода рассмотрим процесс изготовления градиентных
стержневых линз из многокомпонентного стекла.
Заготовку стержневой линзы — цилиндрический стержень из
стекла, содержащий способные к ионному обмену ионы, например
v \rri
тл ’ П 0 [ Р У ж а ю т в в а н н У с расплавленной солью, содержащей
KNU,. Ионы К + диффундируют в материал заготовки, замещая
в нем диффундирующие в расплав ионы Т1+ и Na+. Замещение ка­
лием некоторой части ионов таллия и натрия, содержащихся в ис­
ходной заготовке, вызывают изменение показателя преломления.
Так, в исходной заготовке (стержень диаметром 2—2 5 мм) из
т ео/Лат (1<г*ТаВОМ 60 °/о Si° 2’ 1 5 -2 0 0/0 В А , 1 5 -2 0 % Na20 и
ш /о 1 l2U толщина получаемого градиентного слоя составляет
1— 1,2 мм, если температура ванны равна 540—550 °С, а продолжи­
тельность выдержки 70—80 ч. После резки обработанной таким об­
разом заготовки на цилиндры длиной 3—4 мм и полировки их тор­
цов получают градиентные цилиндрические линзы с фокусным рас­
стоянием 1—2 мм и разрешением ~ 4 5 0 линий/мм, затухание на дли­
не волны 632,8 нм в них находится в пределах 100—200 дБ/км.
При методе ионного внедрения исходную заготовку из стекла спе­
циального состава нагревают, в результате чего в материале ее
происходит процесс сепарации фаз. Один из продуктов сепарации
удаляется из стекла путем растворения в кислоте, и стекло стано­
вится пористым. Затем стеклянную заготовку погружают в ванну,
содержащую вещество, ионы которого могут диффундировать в по­
лученное пористое стекло и формировать градиентную структуру.
После диффузионной обработки в ванне заготовку вынимают и пос­
ледующим нагреванием структуру «закрепляют». Этот метод позво­
ляет внедрять в стекло ионы больших размеров. Недостатком ме­
тода является ограниченность получаемых конфигураций профилей
изменения показателя преломления по сечению изделия.
Метод облучения нейтронами применяется для стекол, содержа­
щих бор-элемент, обладающий особенно высоким значением сече­
ния захвата тепловых нейтронов. Реакция захвата нейтронов ядрами
бора приводит к изменению химического состава (превращению бора
в литий), а следовательно, и оптических свойств стекла. Реакция
захвата нейтронов наиболее интенсивно происходит в поверхност­
ных слоях материала и по мере дальнейшего проникновения нейт­
ронов вглубь интенсивность их потока уменьшается, соответственно
уменьшается и интенсивность превращения атомов бора. Это при­
водит к образованию в поверхностном слое материала с плавным из­
менением показателя преломления, т. е. градиентной структуры.
1олщина градиентного слоя, полученная таким методом, составляет
ДО 0,1 мм и зависит от интенсивности потока нейтронов. После
облучения стекло становится на некоторое время радиоактивным.
Интенсивное развитие космической технологии делает перспек­
тивным получение стекла с распределенным показателем преломле­
ния путем создания по сечению образца градиентов силы тяжести
на фоне значительного общего ее уменьшения. Данный принцип
уже показал свою перспективность при нормальной гравитации в
условиях высокотемпературного центрифугирования.
Рассмотрим теперь методы получения стеклянных волноводных
структур для интегральной оптики.
Технология получения плоских однородных волноводов бази­
руется на тонкопленочной технологии микроэлектроники. Для полу­
чения диэлектрических покрытий и пленочных волноводов приме­
няются методы термического и электронно-лучевого испарения в
вакууме, высокочастотного распыления. Пленки получают осажде­
нием материала мишени с высоким показателем преломления на
подложку с низким показателем преломления. При этом необходи­
мо учитывать ряд технологических особенностей: частое несовпа­
дение состава исходного материала мишени и пленки стекла, воз­
можность кристаллизации пленки в процессе осаждения на подлож­
ку с образованием поликристаллической структуры, не всегда до­
стигаемое соблюдение безупречной адгезии пленки к подложке.
Получение волноводных структур с распределенным показа­
телем преломления по толщине волновода (градиентных структур)
основано на воздействии, приводящем к изменению показателя пре­
ломления поверхностного слоя стекла. Д л я этого используются уж е
рассмотренные выше методы: осаждения из паровой фазы, ионно­
обменной диффузии, ионного внедрения, облучения нейтронами.
Иногда используется эффект увеличения плотности и показателя
преломления при облучении кварцевого стекла ионами металлов,
инертных газов и нейтронами. Это увеличение обусловлено радиа­
ционным уплотнением кварцевого стекла и зависит от дозы облуче­
ния. Показатель преломления изменяется от п = 1,4584 до п = 1,4820
при дозах облучения (2-?-5)-1015 см-2.
Для получения волноводных структур, кроме того, используется
метод твердотельной диффузии. В этом случае на полированную по­
верхность стекла предварительно методом термического испарения
в вакууме наносятся тонкие пленки диффузанта (в основном сви­
нец, медь или серебро). Затем осуществляется диффузионный от­
жиг. Диффузия ионов металлов в стекле сопровождается обычно
окрашиванием поверхностного слоя.
Халькогенидные полупроводниковые стекла
Выбор метода и условий получения халькогенидных стекол с
требуемыми свойствами должен основываться на знании образую­
щихся между компонентами химических связей, определяющих
склонность веществ к стеклообразованию. В халькогенидных си­
стемах оценки ковалентной и ионной составляющих пока могут
быть произведены только полуколичественно, а для металлической
составляющей нет даже полуколичественных оценок. В связи с
этим необходимо рассмотреть закономерности стеклообразования в
халькогенидных системах, опираясь на качественные представле­
ния о природе образующихся химических связей, основанные на
расположении элементов — компонентов стекол в Периодической
системе элементов.
Повышенной способностью к стеклообразованию в халькогенидных системах обладают соединения и сплавы с преимущественно
ковалентным характером химической связи между атомами — ком­
понентами стекла. Заметим, что ковалентный характер связи явля­
ется также основным признаком веществ, обладающих полупровод­
никовыми свойствами. Таким образом, проявление халькогенидными стеклами полупроводниковых свойств под­
тверждает идею А. Ф. Иоффе об определяющей
V ш
1У
Ш
роли ближнего порядка, т. е. химической связи,
в формировании у вещества полупроводниковых
р
в
свойств. В связи с этим вполне закономерным
Бе А5 5е
Вг
представляется положение основных компонен­
тов халькогенидных стекол в Периодической си­
5п ¡ь
Те
I
стеме элементов (рис. 6.17). Их положение прак­
тически совпадает с положением основных ком­
РЬ 81
понентов соединений, обладающих полупровод­
никовыми свойствами, но уступает им по коли­
честву. Это в первую очередь связано с тем, что
Рис. 6.17. О снов­
ные
компоненты
увеличение доли ионной и металлической со­
халькогенидных
ставляющих химической связи за счет исполь­
полупроводнико­
зования элементов, не вошедших в приведенную
вых стекол
группу (рис. 6.17), приводит к уменьшению спо­
собности сплавов к стеклообразованию.
Халькогениды представляют собой химические аналоги кисло­
рода в Периодической системе элементов. Д ля элементов VI группы
(Б, Бе, Те, О) характерно сходство внешней электронной оболочки,
обусловливающее их одинаковую валентность. В результате Б,
Бе, Те создают с металлами соединения, аналогичные оксидам этих
элементов: сульфиды, селениды и теллуриды. Однако ковалентная
составляющая химической связи, необходимая для стеклообразования, в халькогенидных стеклах существенно выше, чем в оксид­
ных. Так, в частности, в бинарных халькогенидных стеклах (на­
пример, АвгЭвэ, Р 25е3, А5253) ковалентная составляющая химиче­
ской связи, как правило, превышает 80% и в среднем составляет
8 5 % . Ковалентная составляющая химической связи у типичного
стеклообразующего оксида 5Ю 2 незначительно превышает 50 %.
В состав халькогенидных стекол могут входить два, три элемен­
та и более. Рассмотрим особенности стеклообразования в халькоге­
нидных системах на примере бинарных и тройных стекол.
Наибольшей способностью к стеклообразованию с халькогенами обладают элементы, находящиеся в IV и V группах одного и того
же периода или в соседних. При их взаимодействии составляющая
ионной связи, затрудняющая стеклообразование, минимальна. Так,
большие области стеклообразования в режиме медленного охлажде­
ния расплавов со скоростью 10~2 К/с получены в системах мышьяк—
селен (от 44 до 100 % ат. селена), германий — селен (от 60 до 100 %
ат. селена), мышьяк — сера (от 55 до 95 % ат. серы), сера—селен
(от 60 до 100 % ат. селена), фосфор — селен (от 50 до 100 % ат. се­
лена и во второй области стеклообразования от 65 до 85 % ат. фос­
фора).
Металлизация химических связей, увеличивающаяся сверху
вниз в группах Периодической системы элементов, также затруд­
няет стеклообразование в халькогенидных системах. Она проявля­
ется, в частности, в делокализации связей, строго направленных в
случае ковалентных связей. Делокализация связей в пространстве
сопровождается размыванием волновых функций, вследствие чего
облегчается перераспределение компонентов стекла в области тем­
ператур размягчения и увеличивается способность расплавов к
кристаллизации. Так, в бинарных системах мышьяк — сера и
мышьяк — селен, для которых в нежестких условиях закалки рас­
плавов получены большие области стеклообразования. степень ме­
таллизации химических явлений невелика. Резкое изменение х ар ак ­
тера связи наблюдается при переходе к теллуридам мышьяка.
Вследствие нарастающей делокализации связей способность теллуридов мышьяка к стеклообразованию резко снижается, в результа­
те чего необходимо значительное увеличение скорости охлаждения
расплава (до 10—40 К/с) при получении в стеклообразном состоянии
сплава АвТе и особенно Аз2Те3. Аналогично, при замещении мы­
шьяка на сурьму или висмут в стеклообразном сплаве Ая25е3 при
одинаковых и достаточно жестких условиях закалки расплава не
удается достичь стеклообразного состояния при замене более 50 %
ат. мышьяка на сурьму и всего лишь 5 % ат. мышьяка на вис­
мут.
Следует отметить, что наименее склонными к стеклообразованию
в бинарных системах отмечаются сплавы со стехиометрическими
соотношением компонентов, приводящие к образованию химических
соединений. Так, указанные две области стеклообразования в систе­
ме фосфор — селен разделены соединением Р 45 е 3. Даже при исполь­
зовании чрезвычайно жесткого режима закалки расплава (до
100 К/с) соединение Р45е3 в стеклообразном состоянии без кристал­
лических включений не получено. Аналогичная ситуация имеет
место и в системе германий — селен. По мере приближения состава
сплава к стехиометрическому соотношению компонентов (О е5е2)
как со стороны селена, так и со стороны германия требуется зн а­
чительное увеличение скорости закалки расплава (до 100 К/с) для
получения сплава в стеклообразном состоянии. Естественно, что
полученные в стеклообразном состоянии сплавы стехиометрических
составов обладают и повышенной способностью к кристаллизации.
При увеличении числа компонентов в сплавах их способность к
стеклообразованию повышается. Чем сложнее состав сплава, тем
большее разнообразие пространственно различающихся структур­
ных единиц будет в нем образовываться. Выделение определенных
кристаллических фаз из таких сложных сплавов затруднено.
В трехкомпонентных халькогенидных системах большие области
стеклообразования достаточно легко получают при сочетании гер­
мания, фосфора, серы; германия, фосфора, селена; германия, мы­
шьяка, серы; германия, мышьяка, селена; мышьяка, серы, селена;
фосфора, мышьяка, селена. Это обусловлено тем, что компоненты
сплавов находятся в одном и том же или соседних периодах системы
элементов, в результате чего связь между атомами в этих сплавах
практически ковалентная.
Изменение способности к стеклообразованию в трехкомпонент­
ных халькогенидных системах в зависимости от химической приР
Se
5Ь
Рис. 6.19. Области стеклообразо­
вания в системах Р —в е — Б (I),
Р —й е — Бе (2), Р —й е —Те (3)
Ю
Se
20
30
40
50
¿S
йе
S)
Si
Ю%ат.
В)
Рис. 6.18. Области стеклообразования
в системах Ав— Р — Бе (а), Аь —БЬ—
—Эе (б), Ав—ВЬ—Бе ( в )
Рис. 6.20. Области стеклообра­
зования в системах As—Ge—
— S (1). A s - G e — Se (2), As—
—Ge—Te (3)
Зе
20
4-0
60
во А$1$Ь,&)
а)
Бе
го
ьо во
во >4$
6)
Рис. 6.21. Области стеклообразования в системах:
а) А в - О е —Бе ( /) , БЬ—в е —Бе
(2),
В¡—в е —Бе (3 );
б ) Ав—Бе—й е
(/) , А э—.Че— Эп
(2),
А з — Б е — Р Ь ( 3)
роды атомов и характера электронного взаимодействия между ними
наглядно иллюстрируется рис. 6.18—6.21. Из приведенных диаграмм
видно, что при одинаковых условиях получения сплавов (медленное
охлаждение расплавов со скоростью 10—2 К/с) при замене элемен­
тов четвертой, пятой и шестой групп Периодической системы в соот­
ветствии с увеличением степени делокализации химических связей
по рядам йе—»-Бп—>-РЬ, Р—»-Аз—»-БЬ—»-В! и в —»-¿е—»-Те происходит рез­
кое снижение способности сплавов к стеклообразованию, о чем сви­
детельствуют уменьшающиеся области стеклообразования.
В стеклообразных системах, образованных с участием элементов
третьей группы Периодической системы и селенидов мышьяка, об­
ласти стеклообразования также уменьшаются в ряду В-»-Оа-»-1п.
Так, при медленном охлаждении расплавов со скоростью ~ 1 0 —2 К /с
в состав стеклообразных селенидов мышьяка может быть введено
бора до 9 %, ат. галлия — до 3, а индия — только до 1 % ат.
Наблюдающиеся закономерности стеклообразования в зависи­
мости от вида химической связи в отдельных случаях на первый
взгляд могут нарушаться. В качестве примера можно привести во з­
растание областей стеклообразования как для селенидов, так и для
сульфидов мышьяка при введении элемента третьей группы тал л и я,
а также металлов, например в системе мыш ьяк—селен—медь. О д­
нако в данных случаях имеет место более сложный характер стек­
лообразования. Здесь в качестве стеклообразователей выступают
более сложные структурные единицы — устойчивые тройные сое­
динения Т1А з5 2, Т1А55е2, Си3А55е4. Ковалентная составляющая х и ­
мической связи в таких соединениях больше, чем в халькогенидах
меди и таллия.
Помимо устойчивых соединений определять способность к с те к ­
лообразованию и играть решающую роль в формировании структу­
ры стекла могут и нестабильные структурные образования, форми-
рующиеся в результате закалки расплава. Так, в системе Си—Ав
Бе помимо устойчивого тройного соединения С^ДвБе., значительно
более эффективным стеклообразователем может быть метастабильное соединение СиАз5е2.
Стеклообразование в халькогенидных стеклах может быть пред­
ставлено более наглядно, если рассматривать стекла как линейные
или пространственные трехмерные неорганические полимеры. В
этом случае состав стекла выражают в виде структурных единиц,
включающих по возможности полностью определенное число свя­
зей. В ковалентно построенных структурных единицах халькоге­
нидных стекол максимальное число связей у атома равно числу ва­
лентных связей, которое он может образовать. Структурные еди­
ницы элементарных стекол имеют вид
Бинарные соединения А525е3, АэБе, Ое5е2 в соответствующих
стеклах представляют в виде структурных единиц:
Простейшие тройные соединения АвХ!, Т1АзХ2, A gA sX 2,
СиАвХг, где Х = 5 , 5е, Те, в составе стекол соответствующих трех­
компонентных систем представляются в виде следующих структур­
ных единиц:
\
I
Т1—-Бе"— Ав
5е —
^/ 5е
л .ч я П А :^
Отмеченные в Т1Аз5е2 диполи могут между собой взаимодейст­
вовать с образованием квадруполей и соответственно более слож ны х
структурных единиц типа
— Бе
> -5е-тГ
5е
I I —
8 е .
Бе'—
■Бе—
Медь обладает повышенной способностью к образованию коор­
динационно-валентной связи с мышьяком, поэтому образующиеся в
составе стекол системы Аэ—Бе—Си трехкомпонентные структурные
единицы имеют вид
I
Бе
—5е—С и : Аэ—Бе—
I
Эе
I
Тройное соединение 0е5е12 в составе стекол представляют в сле­
дующем виде:
I
I
—Бе—йе—Бе—
I
I
Рассмотренные закономерности стеклообразования в зависи­
мости от расположения компонентов стекла в Периодической систе­
ме элементов и от характера химических связей, образующихся
между элементами в сплаве, являются основой для выбора техноло­
гических условий получения халькогенидных стекол различны х
составов.
Халькогенидные стекла получают как в массивном, так и в пле­
ночном виде. Формирование их в массивном виде осуществляют за­
калкой расплавов со скоростями 1—200 К/с. Д ля этого в соответ­
ствии с требуемым составом стекла составляется смесь порошков
элементарных компонентов высокой степени чистоты и осуществля­
ется их синтез. Синтез производится при температуре, несколько
превышающей температуру плавления стекла, или в вакууме либо
в среде нейтральных газов, что определяется температурой плавле­
ния компонентов стекла, упругостью их паров, реакционностью и
другими свойствами. Материал тигля (контейнера) не должен всту­
пать в реакцию с компонентами стекла, а также пропускать компо­
ненты окружающей атмосферы, особенно кислорода. Так, например,
кварц как контейнерный материал при высоких температурах
(> 8 0 0 °С) способен пропускать кислород, присутствие же в халькогенидных стеклах даже следов кислорода может приводить к рез­
кому изменению их свойств.
Режим и длительность синтеза определяются составом получае­
мых стекол. Так, например, синтез стекол, содержащих серу, обыч­
но проводится в две стадии. Первоначально ампулы с порошками
компонентов нагревают в печи со скоростью 3—7 °С/мин до темпера­
туры 450—600 °С Во время предварительного нагрева начинаются
процессы плавления серы и взаимодействия ее с мышьяком с обра­
зованием А э^ з. При 450—600 °С ампулы выдерживаются в печи в
течение 4—5 ч. За это время заканчиваются процессы образования и
плавления сульфида мышьяка и происходит частичное растворе­
ние в расплаве более тугоплавких компонентов, например германия.
Если температуру в печи повышать непрерывно, то упругость паров
серы, не успевшей прореагировать, становится настолько большой,
что могут произойти разрывы ампул. На второй стадии скорость
нагрева ампул до максимальной температуры составляет 3—4 °С/
мин.
Д ля получения однородных халькогенидных стекол необходимо
применение принудительной гомогенизации расплава. Для этой
цели используют вибрационное перемешивание расплава, проведе­
ние синтеза во вращающихся печах и др. После гомогенизации и
осветления производят охлаждение расплавов,
Режим охлаждения выбирается в зависимости от состава и мас­
сы стекла, его кристаллизационной способности, а также с учетом
того, что свойства халькогенидных стекол в значительной степени
зависят от условий охлаждения. Так, если стеклообразное состоя­
ние в силу высокой вязкости расплава стекла может достигаться
при охлаждении с небольшими скоростями, необходимо иметь в ви­
ду, что медленное охлаждение имеет и существенные недостатки.
Хотя при медленном охлаждении расплавов успевают восстановить­
ся все связи, которые были разорваны в жидком состоянии, а также
устраняются натяжения, возникающие при быстром охлаждении,
тем не менее при этом происходит постепенное изменение структуры
и устанавливается сложное, не всегда воспроизводимое равновесие
различных структурных образований, которое отражается на физико-химических свойствах полученных сплавов. Поэтому целесооб­
разнее быстро проводить охлаждение полученных расплавов, чтобы
по возможности сохранить определенную структуру стекла, при­
мерно соответствующую строению расплава при температуре син­
теза. Д ля восстановления нарушенных связей, снятия напряжений в
стекле и других изменений проводится дополнительный отжиг стек­
ла при температурах, лежащих ниже температуры кристаллизации
стекол данного состава.
Однако при работе с халькогенидными расплавами в запаянны х
кварцевых ампулах необходимо иметь в виду относительно высокие
давления паров над ними. При слишком быстром охлаждении та­
ких расплавов резкое понижение давления над ними нередко вызы­
вает вскипание расплавов, в результате чего получают вспененные
или с большим количеством пузырей продукты.
При получении легко кристаллизующихся стекол (на основе
тетраэдрических фаз Сс1А52; С(ЮеАз2; Сс10еР2 и др.) применяют
жесткие режимы закалки расплавов, например путем быстрого по­
гружения тонкостенных ампул с расплавом в воду или водные раст­
воры солей, а также путем быстрого охлаждения расплавов в виде
пленок на массивных металлических барабанах, вращающихся с
большой скоростью.
Пленки халькогенидных стекол получают практически всеми
методами осаждения тонких пленок стекла, рассмотренными в
§ 6.1. Чаще всего пленки получают из газовой фазы методами про­
стой конденсации. В качестве источника используются предвари­
тельно сваренные халькогенидные стекла требуемого состава. Д а н ­
ные методы обеспечивают относительно простые условия технологи­
ческого процесса с достаточно хорошо воспроизводимыми электро­
физическими параметрами халькогенидных стекол. Среди них осо­
бый интерес представляет применение катодного распыления в
высокочастотном поле, так как позволяет воспроизводимо получать
пленки халькогенидных стекол в сложных системах с несколькими
компонентами, давления паров которых заметно отличаются д р у г от
друга, например Аэр^р
Сед^о Те^^д.
Гидрированные аморфные полупроводники
К этому классу в основном относятся материалы на основе у г­
лерода, кремния, германия, карбида кремния, арсенида галлия и
других полупроводников с тетраэдрической координацией атомов.
Их аморфная фаза, так же как и кристаллическая, характеризу­
ется полупроводниковыми свойствами, что подтверждает концеп­
цию А. Ф. Иоффе об основополагающей роли химической связи в
формировании полупроводниковых свойств вещества.
В электронной технике эти материалы (аморфный кремний) ис­
пользуются в пленочном виде для изготовления широкого спектра
полупроводниковых приборов, таких, как светочувствительные эле­
менты, транзисторы, светоизлучающие диоды, тензодатчики, тер­
мопары и др. Однако в чистом виде аморфные пленки этих ма­
териалов не имеют большого значения и практического применения.
Это связано с тем, что вследствие отсутствия дальнего порядка в
расположении атомов и наличия большого количества дефектов
аморфные полупроводниковые материалы имеют большую плот­
ность ненасыщенных болтающихся связей у атомов, приводящих к
высокой плотности глубоких локализованных состояний в запре­
щенной зоне (> 1 0 20 см-3). Локализованные состояния являются ос­
новными рекомбинационными центрами. Из-за их высокой плот­
ности времена жизни электронов и дырок в аморфных полупровод­
никах очень низки, мала и подвижность носителей заряда. Для
электронов (например, в аморфном кремнии) она лежит в пределах
0,01—0,1 см2/ (В-с), для дырок этот диапазон еще ниже. Электро­
проводность в основном осуществляется по локализованным со­
стояниям и носит термически активируемый прыжковый характер.
Уровень Ферми в таких аморфных полупроводниках находится
вблизи середины запрещенной зоны, и его положение практически
не меняется при введении легирующих примесей. В результате это­
го пленки обладают очень высоким удельным сопротивлением (в
аморфном кремнии ~ 108Ч-1010 Ом-см) и их электрическими свойст­
вами управлять практически невозможно.
При введении в аморфные полупроводники водорода, фтора и
ряда других элементов происходит насыщение (замыкание) этими
элементами болтающихся связей, в результате чего плотность ло­
кализованных состояний в запрещенной зоне резко снижается.
Т ак, например, при введении в аморфный кремний водорода (раст­
воримость которого достигает 45 % и можно уже говорить о сплавах
кремний—водород) плотность состояний в запрещенной зоне умень­
шается до 1016— 1017 см- 3 . Это уже позволяет получать гидрирован­
ный аморфный кремний (а —^ : Н) электронного и дырочного ти­
пов электропроводности путем легирования его донорными (мы­
ш ьяк, фосфор) или акцепторными (бор) примесями. Так же как и в
кристаллической фазе, легирование а— : Н примесями позволя­
ет воспроизводимо изменять электропроводность материала в пре­
делах десяти порядков, а такж е получать в нем р-п- переходы.
На примере основного гидрированного аморфного полупровод­
ника а — : Н рассмотрим особенности методов получения мате­
риалов этого класса.
Основным методом получения пленок а — : Н (и других гид­
рированных аморфных полупроводников) является разложение па­
рогазовых смесей в плазме тлеющего разряда. Важность этого
метода обусловлена, с одной стороны, его простотой, а с другой —
высокими электрофизическими свойствами получаемых пленок. В ка­
честве источника кремния используется либо чистый моносилан,
либо его гомологи с общей формулой 81пН 2п+2 (для увеличения
скорости осаждения), а также несколько типов систем тлеющего р аз­
ряда.
Безэлектронный высокочастотный (ВЧ) тлеющий разряд возбуж ­
дается катушкой индуктивности, находящейся снаружи разрядной
камеры. Такие системы обычно работают при следующих парамет­
рах: частотный диапазон — 0,5— 13,5 МГц, давление 51Н4— 10—■
260 Па, расход газа — 0,2—-5,0 см3/мин, скорость осаждения пле­
нок —■10— 100 нм/мин. Основной недостаток безэлектродных ВЧсистем — неоднородность пленок а —-Б! : Н, которая обусловлива­
ется малыми размерами разрядной камеры (обычно внутренний диа­
метр 5—7 см). Однородность пленок получается значительно выше в
двухэлектродной емкостной системе тлеющего разряда, аналогич­
ной системе, используемой для нанесения тонких пленок ионным
распылением. В такой системе имеется два плоскопараллельных
электрода внутри разрядной камеры, рабочая частота 13,5 МГц.
Давление 5Ш 4 обычно составляет 0 ,6 —33 Па, расход газа равен
10—30 см2/мин, скорости осаждения 50 нм/мин.
Тлеющий разряд постоянного тока в Б1Н4 также используется
для нанесения пленки а— : Н. Если подложка служит катодом,
то скорость нанесения можно изменять от 0,1 до 1,0 мкм/мин, изме­
няя плотность катодного тока от 0,2 до 2,0 мА-см-2, при давлении
5Ш 4~ 1 3 0 Па. Скорость нанесения пленок а —Б1 : Н на анодные
подложки приблизительно на порядок величины меньше, чем на
катодные. При нанесении пленок на изолирующие подложки роль
катода выполняет сетка, расположенная возле подложки. В этом
случае скорость осаждения пленок зависит от давления БШ,,,
плотности тока на сетку и расстояния сетка—подложка. Недостаток
этого метода заключается в том, что осаждение а —Б1 : Н происхо­
дит и на сетку, с которой со временем отскакивают чешуйки на под­
ложку, ухудшая качество получаемой пленки.
Во всех рассмотренных методах при высоких давлениях 5 Ш 4
возможно гомогенное зародышеобразование в газовой фазе или по­
лимеризация в тлеющем разряде. Вследствие осаждения частиц из
разряда происходит ухудшение электрофизических свойств пленок.
Зародышеобразование в газовой фазе можно подавить, работая при
низких давлениях Б1Н4 или используя смесь 5Ш 4+ А г.
Для легирования пленок в рассмотренных методах получения
а — : Н в газовую фазу вводят дозированные количества гидридов
бора (например, диборана) или фторидов бора при получении сло­
ев р-типа и фосфина или арсина при получении слоев «-типа.
В качестве подложек для осаждения пленок а —Б1 : Н исполь­
зуют самые разнообразные и дешевые материалы, например фольгу
из нержавеющей стали, полиамидную пленку, пластины кварцево­
го стекла и др. Температура подложки должна быть достаточно низ­
ка, чтобы диффузия ее компонентов в пленку и химическое взаимо­
действие с ней были сведены к минимуму. Тогда материал подлож­
ки практически не будет влиять на свойства пленки. Кроме того,
при высоких температурах подложки (>600 °С) происходит уле­
тучивание водорода из пленок, а также идут процессы упорядоче­
ния ее структуры.
Оптимальные температуры подложек для получения пленок с
хорошими электрофизическими свойствами находятся в интервале
200—400 °С.
Электрофизические свойства пленок а —Э1 : Н в значительной
степени зависят от технологических условий их получения. Нелеги­
рованные пленки в зависимости от условий имеют удельное сопро­
тивление 107— 1010 Ом-см, ширину запрещенной зоны 1,5— 1,8 эВ
(по даннным оптических измерений), коэффициент оптического по­
глощения в видимой области спектра 104— 106 см-1. Минимальная
плотность локализованных состояний в запрещенной зоне дости­
гается 101в— 1017 см~3 при температуре подложек в процессе осаж­
дения 250—300 °С. При легировании получают слои п- и р-типа с
удельным сопротивлением до 102 Ом-см. Особенностью легирования
является то, что общая концентрация легирующей примеси в слоях
достигает нескольких атомных процентов, превышая концентрацию
примеси в электрически активном состоянии на 2—3 порядка. Кон­
центрация водорода в пленках а —Б1 : Н с лучшими фотоэлект­
рическими характеристиками составляет 5—8 %, хотя в насы­
щении болтающихся связей участвует лишь ~ 1 0 20 см-3 атомов водо­
рода. При дополнительном введении в пленки а — : Н фтора
( ~ 4 %) происходит дальнейшее снижение плотности локализован­
ных состояний в запрещенной зоне (<1Р1в см-3), повышение эффек­
тивности и уровня легирования, а также термостабильности пле­
нок. Д ля этого осаждение пленок производят при плазменном раз­
ложении смеси 51Р(, + Н 2, легирование их осуществляют путем вве­
дения дозированных количеств ВР3 (при получении пленок р-типа)
или Р Р 5 (при получении пленок п-типа). Важно, что такие пленки
по сравнению с а —Б1 : Н не обнаруживают фотоструктурных изме­
нений при длительном солнечном облучении.
Состав, структура и электрофизические свойства получаемых
пленок в значительной степени определяются характером физико­
химических превращений, протекающих в плазме тлеющего разря­
да. Предполагается, что основными химически активными части­
цами в газовой фазе, обеспечивающими рост пленки, являются ра­
дикалы типа 51Н*, кремний и водород, образующиеся в результате
диссоциации возбужденных молекул моносилана. Существенное
влияние на состав частиц, принимающих участие в росте пленки,
оказывают условия осаждения, в первую очередь концентрация
моносилана, скорость газового потока и мощность плазмы. Для пле­
нок с большим содержанием водорода (> 1 0 %) характерно образо­
вание 5 Ш 2-связей. В пленках с содержанием водорода 5—8 % пре­
обладают ЭШ-связи, и такие пленки характеризуются наилучшими
фотоэлектрическими характеристиками.
Совершенствование технологии плазменного осаждения пленок
аморфного кремния осуществляется в следующих направлениях.
Используется дополнительное управляющее постоянное электри­
ческое поле, направленное перпендикулярно или параллельно вы­
сокочастотному полю; производится наложение постоянного м аг­
нитного поля; создается «многоэлектродная» плазма. В частности,
наложение отрицательного по отношению к подложке постоянного
электрического поля позволяет изменять распределение ионизо­
ванных частиц (Н+,
в плазме вблизи подложки и соответст­
венно повышать содержание водорода в пленках даже при доста­
точно высоких температурах подложки (~ 3 5 0 °С). Создаются не­
прерывные технологические процессы получения многослойных
структур за счет применения многокамерных печей плазменного
осаждения, в которых реакционные камеры разделены между со­
бой и в каждой из них производится осаждение пленок определен­
ного состава (я-, 1-, р-типа). Многослойные структуры наносятся на
движущуюся фольгу из нержавеющей стали или полиамидную плен­
ку, наматываемые на барабан.
Для повышения качества пленок, в частности стабильности их
свойств в условиях температурных и световых воздействий, наряду с
методами разложения силанов в плазме тлеющего разряда успеш­
но совершенствуются и другие методы получения пленок а —Б! : Н.
Среди них следует назвать гидрирование напыленных в условиях
высокого вакуума пленок аморфного кремния путем имплантации
в них ионов водорода с энергией 20—25 кэВ; осаждение пленок ме­
тодом реактивного распыления кремния в атмосфере водорода,
при этом варьирование содержания водорода в пленках осуществля­
ют путем регулирования давления водорода в рабочем реакторе;
получение пленок пиролизом моносилана в реакторах пониженного
давления в сочетании с последующим «догидрированием» их при
отжиге в водородной плазме или путем ионной имплантации;
метод фотохимического разложения силанов в газовой фазе путем
ультрафиолетового облучения; пиролиз силанов более высокого
порядка (например, смесь 40 % 31Н4+ 3 0 % 5 ц Н ,-И 5 % 5 ц Н „ +
+ 10 % 514Н 10).
Одной из предпосылок улучшения электрофизических характе­
ристик получаемых пленок является достижение их однородности по
фазовому и структурному состояниям. Несмотря на очевидную важ ­
ность изучения структурных особенностей а — : Н, этот вопрос
из-за его сложности изучен пока недостаточно. Установлено, что
структура а —Э1 : Н и конфигурация ее дефектов определяются ме­
тодом и технологическими условиями получения пленок. Д л я а —
Э1 : Н, получаемых испарением или распылением кремния в атмо­
сфере водорода, характерно образование больших микропор, со­
держащих значительное количество оборванных связей. В плен­
ках а —Si : Н, получаемых осаждением из плазм тлеющего раз­
ряда, доминирующую роль играют точечные дефекты, возможные
виды которых показаны на рис. 6.22. В этих пленках водород содер­
жится преимущественно в виде групп SiH, SiH 2, SiH 3, образующих­
ся в результате насыщения оборванных связей указанных дефектов.
При этом наблюдается монотонное уменьшение координационного
числа от 3,55 до 3,25 с увеличением содержания в пленках водоро­
да от 20 —40 %, радиусы первых двух координационных сфер равны
0 ,235 и 0,369 нм. При неоптимальных условиях плазменного осажде­
ния в пленках а —Si : Н про­
исходит формирование столб­
чатой субструктуры, состоя­
щей из столбиков диаметров
10—20 нм с осями, приблизи­
тельно параллельными на­
правлению роста.
Д ля таких пленок харак­
терно неравномерное распре­
деление
водорода: внутри
я)
столбиков в основном наблю­
Рис. 6.22. Схематическое
изображение
даются моно- и дигидридные
возможных дефектов в аморф ном крем­
группы, а в промежуточных
нии (или германии). Д еф екты соответст­
областях
— полимерные це­
вуют одной (а), двум (б) и трем (в)
почки (SiH2)n с поперечными
оборванным связям в различны х конфи­
гурациях
связями.
Разновидностью
столбчатой структуры являет­
ся «галечная» субструктура, представляющая собой губчатую квазипериодическую сверхрешетку, размеры элементов которой изме­
няются от 20 до 200 нм по мере увеличения толщины пленок.
Сверхрешетка представляет собой каркас из менее плотного ма­
териала, полости которого размером ~ 5 нм заполнены более плот­
ным материалом. Электрофизические характеристики пленок с
•субструктурой значительно уступают характеристикам структурно
однородных пленок с равномерно распределенными точечными
дефектами. В частности, плотность локализованных состояний в
запрещенной зоне пленок с субструктурой существенно выше, что
связано с наличием большого количества ненасыщенных связей у
атомов на внутренних поверхностях пустот вокруг цепочечных сег­
ментов (SiH2)n. Предполагается, что причинами образования струк­
тур в пленках являются плохая обработка поверхности подложек и
неоптимальность условий роста пленок, особенно на начальных ста­
диях. Важно, что и неоптимальное легирование пленок также мо­
жет приводить к появлению в них субструктур и росту плотности
локализованных состояний в запрещенной зоне. Таким образом,
при разработке технологии осаждения пленок а —Si : И необходимо
достижение условий, обеспечивающих фазовую и структурную
однородность получаемого материала.
Наряду с а — : Н к настоящему времени синтезирован еще
ряд гидрированных аморфных полупроводников, такж е обладаю­
щих очень интересными электрическими и оптическими свойствами.
Среди них а —511_ЛСж : Н, а —
Ое* : Н, а —
: Н,
а —511_.(.5пж : Н. При получении этих материалов используется ме­
тод осаждения из плазмы тлеющего разряда. Пленки а —Б ^ д С * : Н
получают, например, путем плазменного разложения смеси 51Н4+
+ С Н 4 при температурах подложки 250 °С. В качестве источников
легирующей примеси используют В 2Нв и Р Н 3. Пленки а —Б ц ^ О е * . :
Н получают при плазменном разложении смеси Б1Н4 и ОеН4. При
получении пленок а—511_3.ЫХ : Н используют парогазовую смесь
51Н4+ Ы Н 3+ Н 2. Отличительной особенностью этих гидрированных
аморфных полупроводников является возможность контролируе­
мого изменения в достаточно широких пределах (в зависимости
от значения х ) основных электрофизических параметров, в част­
ности ширины запрещенной зоны. Так, для а—5Ц_ХС* : Н ширина
запрещенной зоны изменяется в пределах 1,8—2,5 эВ, для а —
: Н — в пределах 1,75— 5,5 эВ, для а —51,-^О е^ : Н — в
пределах 1,1— 1,8 эВ, для а —511_Л.5пг : Н — в пределах 1,1 — 1,4 эВ.
В состав рассмотренного класса полупроводников входит и гид­
рированный «микрокристаллический» кремний (мк—Б1 : Н), тех­
нологические условия получения которого в отличие от а — Э1 : Н
характеризуются более высокими мощностями тлеющего разряда.
Это приводит к формированию в пленках квазимикрокристаллической структуры со средним размером микрокристаллов ~ 6 нм. Ве­
личина ширины запрещенной зоны такого материала находится в
пределах 1,8— 1,9 эВ. При легировании его удается получать слои
с более высокой проводимостью, чем а — : Н (до 20 Ом- 1 -см-1 про­
тив 10-2 Ом-1-см-1 в материалах а —51 : Н п-типа). Это делает
мк—51 : Н перспективным для изготовления контактных слоев к
приборным структурам на основе а —Б1 : Н.
ГЛА ВА 7
ТЕХ Н О ЛО ГИ Я КЕРАМИЧЕСКИХ
И СТЕКЛ О К ЕРА М И Ч ЕС К И Х МАТЕРИАЛОВ
§ 7.1. ОСНОВЫ Т ЕХ Н О Л О Г И И КЕРАМ ИЧЕСКИХ М АТЕРИАЛОВ
Керамическая технология приобрела в настоящее время исклю­
чительное значение для изготовления изделий электронной тех­
ники из самых различных материалов—диэлектриков, полупро­
водников, магнитных, проводящих и сверхпроводящих материалов.
Эта технология предполагает неограниченное разнообразие со­
ставов и свойств материалов и вместе с тем большое сходство ме­
тодов оформления деталей. Общим для всех керамических мате­
риалов является основная технологическая операция — процесс
спекания вещества при температуре ниже его плавления, причем
в отличие от технологии стекла плавление не допускается.
Керамику получают спеканием порошков минеральных и син­
тетических неорганических веществ на основе оксидов, тугоплав­
ких карбидов элементов IV и VI групп Периодической системы
элементов, нитридов кремния, бора, алюминия, силицидов, боридов переходных элементов, галогенидов щелочных и щелочно­
земельных металлов и др.
Керамика обычно представляет собой сложную многофазную
систему. В ее составе различают кристаллическую, стекловидную
и газовую фазы (как правило, в виде закрытых пор).
К р и с т а л л и ч е с к а я ф а з а как по содержанию, так
и по свойствам, которыми она наделяет материал (диэлектрическая
и магнитная проницаемости, мощность потерь, температурный
коэффициент линейного расширения, механическая прочность),
является основной фазой керамики.
Стекловидная
фаза
представляет собой прослойки
стекла, связывающие между собой зерна кристаллической фазы.
В зависимости от типа керамики доля стекловидной фазы в ней
может быть большей или меньшей. Количество стекловидной
фазы определяет в основном технологические свойства керамики —
температуру спекания, степень пластичности и др. С увеличением
содержания стекловидной фазы становятся менее заметными свой­
ства керамики, обусловленные основной кристаллической фазой.
В частности, при наличии стекловидной фазы свыше 30—40 %
(радиофарфор) механическая прочность керамики становится не­
высокой, ухудшаются такж е и ее электрические параметры.
Г а з о в а я ф а з а в керамике (в виде закрытых пор) обус­
ловлена особенностями технологического процесса изготовления
изделия. Часто она является нежелательной, так как приводит
к ухудшению механической и электрической прочности керамиче­
ских изделий, а также вызывает диэлектрические потери при
повышенных напряженностях электрического поля вследствие
ионизации газовых включений.
Рис. 7.1. Схема технологического процесса производства и з­
делий на основе керамики ВаТЮз
Основными технологическими процессами производства из­
делий из керамики являются подготовка массы, формование,
сушка и обжиг. При таком небольшом числе процессов в произ­
водстве керамики осуществляются разнообразные варианты тех­
нологических схем, которые меняются в зависимости от состава
исходной массы, а также от характера продукции. Общее пред­
ставление о технологическом процессе производства керамики
можно получить из примера технологической схемы, представ­
ленной на рис. 7.1. Естественно, что для каждого конкретного
вида керамики и изделия из нее вид этой схемы несколько транс­
формируется. Рассмотрим основные технологические процессы,
представленные на схеме.
Приготовление шихты.
Подготовка исходных материалов
От качества исходных компонентов существенно зависят свой­
ства керамики и их воспроизводимость, поэтому необходимо тща­
тельно контролировать и регулировать физико-химические свой­
ства используемых материалов. Степень пригодности этих мате­
риалов для приготовления керамики определяется их чистотой,
дисперсностью, структурными характеристиками и активностью.
В качестве основных сырьевых материалов для изготовления
дешевых керамических изделий электронной техники, к электро­
физическим параметрам которых предъявляются невысокие тре­
бования, используются традиционные материалы (глина, полевой
шпат, кремнезем, каолин и др.). К ним применяют упрощенные
способы очистки для удаления загрязнений, попадающих в массу
при технологической переработке. При измельчении в массу по­
падают железистые примеси, которые удаляются последующей
промывкой смеси раствором соляной кислоты. С той же целью
часто применяются электромагнитная сепарация, водная промывка,
гидравлическая сепарация тяжелыми жидкостями и флотационное
обогащение.
Основные исходные компоненты, предназначенные для изго­
товления ответственных изделий электронной техники, представ­
ляют собой химические реактивы высокой чистоты. Основные
требования к сырьевым материалам — стабильность химического
состава (т. е. качественное и количественное постоянство макси­
мально допустимых примесей) и стабильность физико-химического
состояния. Последнее характеризует реакционную способность
этих материалов и качественно определяется состоянием поверх­
ности частиц, дефектностью кристаллической решетки, процентным
соотношением полиморфных модификаций. От этих факторов су­
щественно зависит скорость синтеза керамики. В большинстве
случаев отмеченные свойства поставляемых химических продуктов
не отвечают требованиям соответствующего керамического произ­
водства; обычно они вообще не регламентируются действующими
стандартами и техническими условиями и, следовательно, могут
быть непостоянными. Поэтому в технологию керамического про­
изводства в этих случаях необходимо включать процессы предва­
рительной термообработки исходных материалов (прокаливание
до определенных температур, иногда плавление) и эффективные
методы весьма тонкого измельчения, часто сопровождаемого и з ­
менением строения частиц диспергируемого материала.
Для получения высокоплотной керамики необходимо, чтобы
исходные компоненты имели достаточно малый размер частиц,
не более нескольких микрометров. Поэтому исходные сырьевые
материалы для керамического производства, имеющие вид кусков
разных размеров с различными физическими свойствами, подвер­
гаются операции измельчения до получения необходимого гр ан у ­
лометрического состава (см. § 2.1). Сверхтонкая дисперсность
измельченного материала (до размеров частиц 0,5—5 мкм) обес­
печивает интенсивную активацию порошкообразных материалов,
что приводит к интенсификации процессов твердофазного спекания
керамики за счет протекания механохимических реакций. П ри
проведении процессов сверхтонкого диспергирования необходимо
учитывать, что механическое воздействие на материал может вы ­
звать ряд следующих физико-химических процессов: химическое
разложение некоторых соединений (нитратов, галогенатов, оксалатов); диссоциацию карбонатов с выделением углекислоты, а в
случае сложных карбонатов — их предварительное разложение
на простые карбонаты; разрушение кристаллической решетки и
аморфизацию материала; протекание обменных реакций в ионных
соединениях; синтез новых соединений; изменение физико-хими­
ческих свойств соединений (термодинамических параметров, раст­
воримости, гигроскопичности и др.). Протекание этих процессов
обусловливается главным образом за счет тепловыделения в местах
значительного механического воздействия, нарушения упорядочен­
ности кристаллической решетки и влияния воды, адсорбированной
частицами.
Гранулометрический состав сырьевых материалов влияет на
физико-химические, механические и термические свойства кера­
мических изделий, особенно когда их изготовляют из непластич­
ных масс. Присутствие в шихте мелких фракций непластичных
исходных материалов увеличивает контактную реакционную по­
верхность, что в процессе обжига повышает прочность и плотность
изделий, но снижает их термостойкость. За счет повышения со­
держания крупных фракций структура изделия становится более
рыхлой, увеличиваются пористость и термостойкость.
Составление шихты
и смешивание исходных компонентов
Составление шихты — важнейшая операция в технологии ке­
рамики и заключается в подборе необходимого соотношения и
взвешивания исходных компонентов для получения керамики
заданного состава. Она в первую очередь определяет точность и
воспроизводимость состава, а следовательно, и свойства изго­
товляемого керамического изделия.
x¿ т .
Исходный
компонент
ВаС03
SrC03
тю 2
М олярная
доля х .
М о леку л яр н ая
м асса т . , кг
М асса x ¡ m . t кг
0 ,8 5
0 ,1 5
197,35
147,63
79,90
167,75
22,15
79,90
1,00
’2 ¿ x im ¡ = 269,80; 2
i
i
ТО). —
»
* 2 *¡m .
£
% , мае
62,174
8,208
29,615
te>¡ = 99,997
В качестве примера найдем, в каких количествах необходимо
отвешивать исходные компоненты (BaC03, SrCO., и ТЮ 2) в случае
составления шихты для получения керамики (Ва0,85, Sr0il5) T i0 3.
Вначале рассчитаем молекулярные массы BaCÓ3, SrC03 и ТЮ2
(табл. 7.1). Далее, исходя из молярного соотношения ВаС03 :
SrC 03 ; T i0 2, равного 0 ,8 5 :0 ,1 5 ; 1,00, рассчитаем массовые со­
отношения исходных компонентов и их массовые проценты w.
В рассмотренном примере расчет шихты производили исходя из
100 %-ной чистоты исходных компонентов. При использовании
неочищенного сырья при расчете шихты необходимо учитывать
загрязнения и влажность исходных компонентов.
После составления шихты производят смешивание исходных
компонентов до получения однородной массы, что оказывает зна­
чительное влияние на качество продукции. Выбор метода и режима
смешивания определяется особенностями массы, ее консистенцией
в рабочем состоянии и зерновым составом. Следует подчеркнуть,
что получаемая путем смешивания масса кроме однородности
должна иметь определенную консистенцию, удобную для фор­
мования.
Смешивание компонентов осуществляют механическими и хи­
мическими методами.
.Механический метод с ме ши в ан и я
произво­
дят в лопастных, пропеллерных и бегунковых смесителях. Высокая
степень гомогенности шихты достигается при совместном помоле
компонентов смеси в помольной аппаратуре. Такое совмещение
процессов смешивания и измельчения значительно упрощает тех­
нологию приготовления керамической массы и поэтому часто ис­
пользуется в производстве керамики. Для этих целей чаще всего
используют шаровые мельницы. Существуют сухой (безводный)
и мокрый (с добавлением воды в мельницу) способы смешивания.
Сухое смешивание удобнее мокрого, так как после него отпадает
необходимость дополнительных операций обезвоживания и сушки
готовой шихты, что уменьшает вероятность изменения заданного
состава шихты. Однако мокрое смешивание значительно эффек-
тивнее сухого. Кроме того, поскольку при смешивании в шаровых
мельницах идет дальнейший процесс измельчения материалов,
при мокром смешивании проявляются дополнительные его пре­
имущества перед сухим — более узкий интервал распределения
зерен компонентов по размеру после смешивания и меньший сред­
ний диаметр зерна.
После смешивания шихты, ее обезвоживания и сушки (в случае
мокрого смешивания) необходимо проводить электромагнитную
сепарацию частиц железа, попадающих в шихту вследствие ис­
тирания при использовании стальных шаров в мельнице. Частицы
железа, попадая в диэлектрик, приводят к увеличению мощности
потерь и уменьшают его электрическую прочность.
Часто после тщательного перемешивания порошков исходных
компонентов производят их предварительный обжиг, в процессе
которого происходит синтез керамики, например, по реакции
В а С 0 3+ Т Ю 2 1300~ '.— ^
В аТ Ю 3+ С 0 2
(в случае синтеза сегнетоэлектрической керамики ВаТЮ 3 из ис­
ходных компонентов ВаС03 и ТЮ 2). После обжига керамику из­
мельчают и рассеивают на фракции. Полученный порошок предва­
рительно обожженного материала в дальнейшем используют в
качестве исходного при получении керамических изделий. Таким
образом, в этой технологии при получении изделий применяется
двукратный обжиг. Его преимущества перед технологией с одно­
кратным обжигом заключаются в существенном уменьшении усадки
и соответственно деформации заготовки в процессе ее обжига, а
недостатки — более существенная зависимость плотности к е р а ­
мики от давления прессования и худшая однородность электри­
ческих свойств по объему керамики. В практике, как правило,
используют комбинацию этих двух способов получения керамиче­
ских изделий, что позволяет в той или иной степени избавиться от
некоторых их недостатков.
Химический
метод с м е ш и в а н и я
основан на
совместном осаждении компонентов (в виде гидратов или других
соединений) из жидких растворов солей. С помощью этого метода
возможно получение максимально однородной композиции при
минимальном размере частиц каждой из соприкасающихся фаз^.
Действительно, исходя из кинетики твердофазных взаимодействий
скорости процессов химического взаимодействия твердых частиц,
как правило, лимитируются скоростью диффузии компонентов
через слой образовавшегося продукта и поэтому обратно пропор­
циональны квадрату размеров реагирующих частиц. В соответ­
ствии с этим при использовании жидких растворов, т. е. систем,
диспергированных до атомно-молекулярного уровня, возможно
превращение исходных компонентов в высокооднородный синтези­
рованный продукт с наибольшей плотностью при относительно
низких температурах и сроках выдержки.
Помимо совместного осаждения гидратов и других подобных
соединений смеси компонентов получают также путем быстрого
выпаривания их смешанного раствора, кристаллизации из раствора
и др. На следующей стадии процесса производят прокаливание
полученной смеси, сопровождаемое термическим разложением сое­
динений (чаще всего в виде солей) и удалением летучих компонен­
тов. Следует подчеркнуть, что процесс совместного осаждения
или кристаллизации могут в ряде случаев уже на стадии приго­
товления композиций вести к образованию твердых растворов
кристаллического или аморфного строения.
Эффективность применения химических методов получения ком< позиций, обеспечивающих их высокую однородность и благоприят­
ные технологические свойства, покажем на примере получения
твердых растворов кубической структуры в системе Z r0 2—Y20 3,
необходимых для изготовления соответствующей циркониевой
керамики.
При обычной керамической технологии производят тщательное
механическое смешивание порошков гидроксида циркония и ок­
сида иттрия, после чего смесь прокаливают. При этом образо­
вание требуемой композиции протекает через ряд промежуточных
стадий: низкотемпературная (метастабильная) кубическая моди­
фикация -> низкотемпературная тетрагональная (также метаста­
бильная) — моноклинная —►требуемый кубический твердый раст­
вор. Для прохождения через все эти стадии и получения однород­
ной шихты требуется температура свыше 1200 °С. При прокали­
вании же совместно химически осажденных гидроксидов циркония
и иттрия процесс образования кубического твердого раствора
происходит уже при 500 °С. При дальнейшем нагревании указан­
ные выше промежуточные ступени не наблюдаются и образование
устойчивого твердого раствора завершается уже при 800— 1000 °С.
Аналогичные закономерности наблюдаются при обжиге меха­
нических смесей и совместно образовавшихся осадков в системах
Z r 0 2 — CaO, Z r 0 2 — T i0 2, Z r0 2 — T i0 2 — L a20 3 и др.
Использование шихты, синтезированной из совместно осажден­
ных гидроксидов, приводит к лучшей спекаемости керамики, ста­
билизации электрических свойств и ряду других технологических
преимуществ. Так, например, при использовании высокотемпера­
турного синтеза исходных соединений из механических смесей
оксидов и карбонатов в системе LaA103 — C aT i03 образуются
твердые растворы только в ограниченной области концентраций
и при очень высоких температурах (рис. 7.2). Даже незначитель­
ные колебания температур спекания керамики приводят к изме­
нениям соотношения между LaA103, C aT i03 и твердым раствором
и, следовательно, к колебаниям электрических свойств. При этом
колебания наиболее структурно-чувствительного параметра —
ТКе — оказываются столь значительными, что делают практи­
чески невозможной реализацию таких керамических материалов
в широком интервале концентраций компонентов. В случае сов­
местного осаждения компонентов, входящих в данную систему,
образуются рентгеноаморфные осадки, которые при последующей
термической обработке образуют хорошо сформированную решетку
твердого раствора со структурой перовскита во всей области кон­
центраций системы ЬаАЮ3 — СаТЮ 3 (рис. 7.3). При этом тем­
пература образования твердых растворов существенно снижается
по сравнению с температурой образования твердых растворов,
Рис. 7.2. Диаграмма состояния системы 1*аА10з— С аТ Ю 3,
полученная при высокотемпературном синтезе ЬаАЮ з и
СаТЮ з
полученных при спекании механической смеси предварительно
синтезированных ЬаАЮ3 и СаТЮ 3, и составляет 700— 1200 °С
(в зависимости от содержания ЬаАЮ 3). Снижению температуры
образования твердых растворов до величины, значительно более
низкой, чем температура спекания керамики на их основе, позво­
лило стабилизировать электрические свойства керамики и реали­
зовать серию высокоэффективных конденсаторных материалов.
Метод химического осаждения дает благоприятные результаты
и тогда, когда он осуществляется только для одного из компонентов
в среде суспензии другого (преобладающего) компонента. В этом
случае суспензированный преобладающий компонент становится
как бы подложкой с развитой поверхностью для покрывающего
его осадка. Этот способ используется, например, при получении
керамических материалов в системе 5с20 3—2гО%.
Шихта, получаемая химическим методом, эффективно взаимо­
действует и с порошками других компонентов (например, оксидов),
когда не удается совместно осадить все компоненты керамики
сложного состава. Так, например, при синтезе твердых растворов
цирконата—титаната свинца—лантана продукт термического раз­
ложения соосажденных гидроксидов титана, циркония и лантана
реагирует с порошком оксида свинца без промежуточных стадий,
образуя твердый раствор при температурах, лежащих на 200 °С
ниже, чем при реакции в смеси порошков оксидов.
Подводя итог, следует подчеркнуть, что во всех случаях при
использовании метода совместного осаждения наблюдается сни/,“С
то
Температура
спекания
тбердых
растворов
1500
то
1300
поо
ердый раствор струнтурь/УууО^
1100 уч&
КХл< типа перооскита
1000
900
800
700
ШШШшШ
у^анная
I Тхх\\
/ / / ^ \ Слаоая \ \ \ г
600 /У и и я структуры/
^^перовснит а У
500
т
300 ]
\
не перовскит
^
/
..............
Аморфное состояние
200
СаНОз Ю 20 30
ЬО 50 60
70 60 90 ¡.аМО,
Рис. 7.3. Д и агр ам м а состояния системы ЬаАЮ 3—
соосаждении компо­
нентов
—СаТЮз при химическом
жение температуры и расширение интервала температур образо­
вания соединений или твердых растворов при спекании, стабили­
зация электрических свойств при изменении режимов обжига
и снижение диэлектрических потерь получаемой керамики. Осо­
бенно заметно уменьшение tg б при повышенных температурах
(рис. 7.4), что свидетельствует о более высокой степени упорядо­
ченности и меньшей степени дефектности кристаллической фазы
керамики. Наряду с получением исходных соединений и твердых
растворов посредством осаждения компонентов из водных раство­
ров солей все большее распространение получают методы соосаждения алкоголятов металлов. При этом еще больше снижаются
температуры образования соединений и возрастает степень дисперс­
ности порошков.
Метод совместного осаждения используется в промышленном
масштабе для получения твердых растворов в системе ЬаАЮ3—
СаТЮ3, пирокарбоната свинца РЬ21\1Ь20 7, магниониобата свинца
PbMgl/зNb 2 /зOз, твердых растворов барийлантаноидных тетратитанатов, титаната стронция и других соединений и твердых раст­
воров.
Рис. 7.4. Температурные з а ­
висимости tg 6 керамики на
основе ЬаАЮ з— СаТЮ3 (а)
т и та н а т а кальция с минера­
лизую щ ей
добавкой 2гОг
( б) и твердого раствора б а ­
рийлантаноидны х
тетратитан атов (в):
1 — с и н т е з н а основе м ехан и че­
с к о й с м еси п орош ков; 2 — с и н ­
т е з н а осн о ве м етод а совм естн о­
го о с а ж д е н и я компонентов
К р и о х и м и ч е с к и й м е т о д с м е ш и в а н и я такж е
позволяет получать высокодисперсные и однородные композиции.
В этом методе водный концентрированный раствор соли (или сме­
шанный в требуемом соотношении раствор нескольких солей)
компонентов керамики подвергается практически мгновенному
замораживанию. Д ля этого впрыскивают капли полученного раст! вора в охлаждающую жидкость с низкой температурой плавления,
например жидкий азот ( 7 ^ = 6 3 К), гексан (7’пл= 179 К) и др.
Охлаждающая жидкость подбирается так, чтобы ее температура
в момент впрыскивания была ниже температуры низшей эвтектики
в охлаждаемой системе. При быстром замерзании капель обра-
зуются гранулы, состоящие из однородной смеси кристаллов льда
и выделений твердой соли (смеси солей) в высокодисперсном со­
стоянии. Воду из гранул удаляют без их расплавления. Это до­
стигается путем сублимации льда в вакууме ниже тройной точки
равновесия лед— раствор—пар. После удаления воды соль (или
смесь солей) остается в твердом состоянии в виде пористых гранул.
Далее их прокаливают для разложения солей, в результате чего
получаются гранулы высокодисперсной (с размерами частиц до
10~6 мм) и высокоактивной шихты для дальнейшего производства
керамики. Качество получаемой шихты (высокая дисперсность
и активность частиц, измельчаемость и однородность гранул) по­
зволяет получать на ее основе высококачественную керамику,
например корундовую, из шпинели (Д^А120 4), ферриты и др.
Методы технологического горения являются интенсивно раз­
вивающимися методами синтеза оксидов для производства кера­
мических материалов (см. § 1.2). Они основаны на реакции горе­
ния исходных компонентов, важнейшими среди них являются
самораспространяющийся высокотемпературный синтез (СВС) и
тепловой взрыв с дополнительным нехимическим (электрическим)
источником энергии (ЭТВ).
Перспективность метода технологического горения доказана
при синтезе простых и сложных оксидов, например ЫМЬ03, 1лТа03
со структурой ниобата лития и К Т а0 3, КМЬ03, РЬТЮ3, Р Ь 2 г0 3
со структурой перовскита, а также твердых растворов оксидов.
Добавки
Для регулирования технологических процессов производства
и свойств керамики в состав массы в процессе смешивания вводят
следующие добавки.
М и н е р а л и з а т о р ы (в пределах 0,05—5 %) — для ин­
тенсификации процессов обжига. Химический состав вводимых
минерализаторов определяется составом получаемой керамики и
зависит от механизма процесса спекания. Интенсификация спека­
ния керамики может осуществляться на основе следующих меха­
низмов.
1. Минерализаторы своим действием могут вызывать дефор­
мацию кристаллической решетки исходных компонентов керамики,
что приводит к ускорению диффузионных процессов и соответст­
венно к интенсификации высокотемпературного синтеза.
2. Активизирующее действие некоторых добавок обусловлено
образованием твердых растворов внедрения с разрыхлением и
активированием решетки, сопровождаемым интенсификацией про­
цессов спекания.
3. М инерализаторы могут являться искусственными центрами
кристаллизации и способствовать выделению новых кристаллооб­
разований.
4. Ряд минерализаторов (например, К 20 и № 20 в ТЮ 2) обра­
зуют легкоплавкие эвтектические расплавы по границам зерен,
которые снижают температуру спекания материала (на 100—200 К
в случае введения К 20 или N¡¡0 в ТЮ 2). Такие минерализаторы
называются плавнями, они изменяют состав стекловидной фазы
продукта и облегчают уплотнение материала. Использование плав­
ней необходимо при получении тех видов керамики, при синтезе
которых из смесей порошков очень чистых исходных компонентов
требуются слишком высокие температуры для существующих в
промышленности технологических печей.
5. При спекании керамических масс с участием между зерен
прослоек жидкой фазы ряд добавок снижают вязкость жидкой
фазы и тем самым увеличивают реакционную способность расплава.
П л а с т и ф и к а т о р ы вводятся в состав исходной массы
с целью повышения ее пластичности и облегчения процессов фор­
мования изделий. Одновременно большинство органических пла­
стификаторов являются связующими веществами: они придают
массе связность в области невысоких температур, при повышении
же температуры (при обжиге) они выгорают. К числу важнейших
пластификаторов относятся следующие.
Водные неорганические пластификаторы, в состав которых
входят водоглинистые материалы. Их состав выбирается в зави­
симости от способа формования и соответствующего изменения
консистенции массы — от жесткой до текучей суспензии.
Водные органические пластификаторы, в их группу входят вод­
ные растворы, эмульсии и суспензии разных полимеров. При их
взаимодействии с керамическими частицами происходит образо­
вание сольватных оболочек вокруг твердых частиц, что, с одной
стороны, препятствует их слипанию, а с другой — придает массе
необходимую подвижность. Такие пластификаторы используются
в составе керамических шликеров для литья в формы.
Неводные органические пластификаторы включают неполярные
жидкости, масла и растворы смол, а также парафин. Они обра­
зуют на поверхности твердых частиц пленки неполярных соеди­
нений, которые уменьшают сопротивление трения и соответственно
увеличивают подвижность и формовочную способность массы.
Их применяют для пластификации керамических масс экструзион­
ного и штамповочного формования.
Связующие вещества благодаря своему адгезивному воздей­
ствию склеивают твердые частицы, придавая керамической прес­
совке прочность, необходимую для обжига. К связкам предъявля­
ются следующие требования: высокая пластифицирующая способ­
ность, т. е. обеспечение необходимой пластичности массы при
минимальном количестве пластификатора; высокая летучесть при
сравнительно низких температурах; отсутствие нелетучих приме­
сей, способных загрязнить прессуемый порошок и нарушить за*
данный химический состав; низкие абразивные свойства (для умень-
/
шения износа пресс-форм); малая гигроскопичность; способность
к полному распределению в порошке.
В качестве связующих веществ при производстве керамики
используют поливиниловый спирт, парафин, искусственный воск,
восковую эмульсию, декстрин, метилцеллюлозу, воду и др. Од­
нако надо учитывать, что применение водосодержащих связок в
некоторых случаях вызывает гидратацию оксидов, что в дальнейшем
при обжиге может повышать пористость керамических деталей.
Д ля повышения плотности изделий желательно вводить в шихту
минимальное количество связки, определяемое толщиной мономолекулярного слоя, покрывающего всю поверхность частиц. Для
равномерного распределения связки по объему порошка всю массу
интенсивно перемешивают в горячем или холодном состоянии, не­
однократно протирают через мелкое сито и сушат до достижения
определенной влажности. При введении связок в холодном состоя­
нии их часто предварительно растворяют в легколетучем раст­
ворителе (бензин, ацетон, четыреххлористый углерод и т. д.),
который после смешивания быстро испаряется, оставляя тонкие
пленки связки на поверхности частиц порошка.
Порошок с введенными в него пластификатором, связующими
принять называть пресс-порошком или пресс-массой.
Модифицирующие
добавки вводят для управления
электрофизическими свойствами керамики. В частности, легиро­
вание применяется при получении полупроводниковой титансо­
держащей керамики. Так, добавка ЫЬ20 5 к ТЮ2 приводит к по­
явлению электронной проводимости, т. е. является донорной при­
месью. Одновременное введение оксидов ЫЬ20 5, № 20 или К 20
в ТЮ 2 позволяет получать полупроводниковую керамику при
пониженных температурах (на 100—200 К) за счет образования
жидкой фазы при взаимодействии Т Ю 2 с Ыа20 или К 20 .
Гранулирование шихты
Гранулированием называют операцию, заключающуюся в
придании веществу, находящемуся в виде порошка, кусков или
жидкости, формы гранул (зерен), имеющих приблизительно оди­
наковые размеры и форму. В технологии керамики операцию
гранулирования обычно используют при формовании заготовок
изделий методом прессования. Негранулированные порошки ис­
ходных компонентов вследствие своей неудовлетворительной сыпу­
чести (текучести) неравномерно заполняют пресс-форму, в резуль­
тате чего при последующем прессовании при любой степени уплот­
нения в заготовке возникают внутренние газовые полости. Кроме
того, гладкие и достаточно крупные зерна обладают хорошей
текучестью и могут быть засыпаны в пресс-форму равномерно и
быстро, без опасности образования крупных полостей. Таким
образом, гранулирование, представляющее собой процесс изго­
товления из исходных порошков вторичных зерен, обладающих
хорошей сыпучестью и большой плотностью, обеспечивающих
значительное удаление воздуха из массы, поступающей на прес­
сование, при массовом производстве представляет собой важную
технологическую операцию. Д ля изготовления гранул применяют
следующие способы: прессование, распылительную сушку, ротор­
ный, кристаллизацию и распыление. Наибольшее применение при
массовом производстве имеют первые два способа.
При гранулировании прессованием в порошок исходных ком­
понентов для придания ему пластичности вначале вводят связку.
В качестве связки используют крахмал, поливиниловый спирт,
декстрин, восковую эмульсию и др. После введения связки про­
водят предварительное формование прессованием. Сформирован­
ную заготовку измельчают и пропускают через сито. Преимуще­
ство этого способа заключается в том, что он дает гранулы с плотноупакованными первичными зернами, т. е. с большой плотностью
и более высокой механической прочностью. Гранулы с большой
прочностью особенно необходимы при формовании крупногабарит­
ных и сложных по форме образцов. Этот способ используется, в
частности, при гранулировании шихты для изготовления изделий
из ферритов.
При гранулировании распылительной сушкой шихту, равно­
мерно смешанную со связкой (шликер), распыляют форсункой или
пульверизатором вращающегося типа в верхней части грануляци­
онной башни. Образующиеся в этом устройстве капли во время
падения высушиваются и превращаются в гранулы. Высушеннйе
гранулы с влажностью 6— 9 % поступают на формование. Пре­
имущество данного способа заключается в том. что при тщательно
подобранных вязкости шликера и давления в форсунке образу­
ются круглые гранулы, обладающие хорошей сыпучестью.
Формование заготовок изделий
Операция формования заключается в том, что исходной порош­
кообразной шихте придаются форма и размеры (с учетом усадки
при последующей термообработке), плотность и механическая
прочность, необходимые для последующего изготовления кера­
мического изделия. Данная операция является ответственным
этапом технологического цикла, во многом определяющим элект­
рофизические свойства спеченных керамических материалов.
В керамическом производстве применяют следующие основные
методы формования заготовок изделий: холодное прессование в
пресс-формах, горячее прессование, горячее литье, мундштучное
прессование на экструзионных машинах, изостатическое прессо­
вание, вибрационное уплотнение.
Как отмечалось, порошки исходных компонентов для изготов­
ления керамических материалов состоят из низкосыпучих высоко­
дисперсных частиц и не обладают достаточной пластичностью.
Поэтому перед формованием в порошок добавляют связующие
вещества и пластификаторы. При отсутствии в шихте связующих
веществ требуемая высокая плотность заготовок не может быть
достигнута простым увеличением давления прессования, так как
при этом происходит разрушение частичек непластичных хрупких
материалов шихты. Введение пластификатора позволяет снизить
давление прессования, а также приводит к более равномерному
распределению плотности в заготовке благодаря увеличению под­
вижности частиц вследствие их смазки.
Холодное прессование в пресс-формах
Различают сухое и мокрое холодное прессование. В произ­
водстве чаще используют сухое прессование, т. е. процесс уплот­
нения сухого или слегка увлажненного гранулированного порошка
в металлической форме под высоким давлением. При этом содер­
жание влаги в порошке обычно составляет 5— 12 % мае. Если со­
держание влаги достигает ~ 15 % мае. то прессование считают
полусухим.
Процесс прессования складывается из следующих основных
операций: расчета навески и дозировки пресс-порошка; засыпки
пресс-порошка в матрицу пресс-формы; прессования; извлечения
заготовки из пресс-формы.
Навеску прессуемого порошка рассчитывают по формуле
М — V Рк Ротн ^1 ^2>
где V — объем спеченного изделия; рк — плотность беспористого
компактного материала; ротн — относительная плотность, равная
<>о Т„ =
Рс/Р к= 1 -П /1 0 0
( П = Рк~*>с- 100 % — пористость
спечен­
ного изделия; рс — его плотность);
— коэффициент, учитыва­
ющий потери порошка при прессовании, равный 1,005— 1,01 в
зависимости от точности изготовления деталей пресс-формы;
—
коэффициент, учитывающий потери массы при спекании за счет
летучих компонентов, равный 1,01 — 1,03.
Способность порошка образовывать плотные и прочные прес­
совки требуемой формы, его прессуемость в значительной мере
зависят от физико-механических свойств порошка, его грануло­
метрического состава и формы зерен. Кроме того, для получения
качественных прессовок важным условием является выдерживание
постоянства коэффициента уплот нения, выражаемого в следующем
виде:
К у = УП1У„
где Уп — объем засыпанного в форму порошка; Уб — объем прес­
совки.
Пресс-порошок дозируют весовым или объемным методом.
дозировку применяют при прессовании сравнительно
крупных изделий. При автоматическом прессовании чаще всего
используют объемную дозировку.
Засыпку пресс-порошка в матрицу пресс-формы необходимо
производить так, чтобы заполнение ее происходило равномерно.
Весовую
Рис. 7.5. Графики зависимостей распределения давления в прес­
совке при одностороннем (а) и двустороннем (б) прессовании
Это обеспечивается увеличением текучести порошков путем их
грануляции. Более равномерное распределение порошка дости­
гается в вибрирующих пресс-формах.
Различают одностороннее и двустороннее прессование. При
двустороннем прессовании обычно получают изделие с большей
плотностью и более равномерным распределением плотности по
объему изделия. Это обусловлено харак­
тером распределения давления в прессов­
ке (рис. 7.5).
Давление прессования, как правило,
подбирают экспериментально. Д ля этого
определяют зависимость плотности от дав­
ления прессования для сырых прессовок и
спеченных изделий. Для каждого вида по­
рошка существует оптимальное давление
прессования, позволяющее достичь макси­ Рис. 7.6. Г раф ик зависи­
мости плотности заго то в ­
мальной плотности готового изделия.
я прессо­
Рассмотрим кривую уплотнения заго­ ки от давлени
вани я
товки, имеющую большое значение при
выборе режима прессования.
При холодном прессовании в пресс-форме можно выделить
следующие три стадии уплотнения заготовки (рис. 7.6):
I
— укладка частиц. На этой стадии площадь контактных участ­
ков между частицами мала. Происходит наиболее интенсивное
уплотнение заготовки в результате скольжения хаотически рас­
положенных частиц, которые заполняют всевозможные межзе-
ренные поры, занимая наиболее устойчивые положения. При этом
образуются такие конфигурации частиц, которые по мере увели­
чения давления обеспечивают увеличение плотности заготовки.
При сравнительно невысоких давлениях в конце первой стадии
практически завершается максимально плотная упаковка частиц.
II
упругая деформация частиц. На этой стадии небольшое
уплотнение заготовки происходит вследствие деформации частиц
в местах контакта и их объема. После выталкивания из прессформы заготовка на этой стадии прессования практически сохра­
няет свои геометрические размеры, т. е. упругого последействия
не наблюдается.
При характеристике особенностей прессования порошкообраз­
ных масс на первой и второй стадиях необходимо отметить: тонкоизмельченная шихта по характеру зернового состава не является
монодисперсной, тем не менее степень ее полидисперсности также
ограниченна. Как правило, в составе шихты не содержится ни
относительно крупных частиц (10-2—10-1 мм), ни тончайших
(10-4 мм и менее), которые могли бы входить в пустоты между
более крупными частицами шихты. В результате этого, а также
отрицательного влияния собственной пористости и шероховатости
частиц относительная плотность получаемых прессовок сравни­
тельно невелика: при умеренных давлениях прессования порядка
50 100 МПа относительная плотность заготовок, например из
оксидных порошков не более 0,65—0,70, часто она не превышает
0,50—0,55.
Ш — хрупкое разрушение частиц. При этих значениях дав­
ления (обычно они составляют несколько сотен мегапаскаль) об­
ласть деформации может распространяться на весь объем частиц;
происходит их пластическая деформация, а затем и хрупкое раз­
рушение. Характер зависимости на этом участке определяется
прочностными характеристиками материала самих частиц порошка.
Н а данной стадии уплотнения после выталкивания заготовки из
пресс-формы с течением времени наблюдается увеличение ее гео­
метрических размеров.
В зависимости от материала порошка в реальном процессе
прессования между тремя стадиями прессования может не быть
четких границ. Отдельные стадии процесса уплотнения, в част­
ности вторая, могут не наблюдаться, а также могут перекрываться.
Деформация некоторых частиц происходит уже на первой стадии
при сравнительно невысоких давлениях прессования. Вместе с тем
скольжение частиц и вызванное этим уплотнение продолжаются
такж е и в завершающей стадии прессования в области высоких
давлений. Оптимальные условия прессования нужно выбирать с
учетом свойств соответствующей массы и зависимости плотности
заготовок от давления прессования. Если в процессе прессования
уплотнение не доводится до состояния, близкого к критической
плотности, когда начинается интенсивное измельчение частиц, то
зависимость плотности заготовок р3 от давления прессования Р
хорошо описывается выражением
р3 = а + 6
где а и Ь — постоянные для данного пресс-порошка. Значение Ь
зависит от формы и размеров заготовки, качества подготовки
пресс-массы (формы и размеров частиц, гранулирования шихты,
пластичности массы).
На кинетику прессования оказывают влияние многие техноло­
гические факторы. Уплотнение прессовки идет тем быстрее, чем
выше температура и степень пластичности порошка. Плотность ее
зависит от объемной массы порошка, она выше для порошков с
округлой формой частиц. При формовании изделия на воздухе
повышение скорости прессования замедляет процесс уплотнения,
что объясняется захватом воздуха. В рыхлонасыпанном порошке
содержится значительное количество воздуха (50 % объема мате­
риала), часть которого в процессе удаляется. Воздух, запрессо­
ванный между частицами порошка, под действием прилагаемых
усилий перемещается в область наименьшего давления, уменьшая
тем самым силы сцепления между частицами и увеличивая упругие
расширения, что при повышении давления прессования приводит
к появлению трещин и расслоений в прессовке после снятия д ав­
ления.
Процесс прессования сопровождается трением между отдельными
частицами порошка, а также между порошком и стенками прессформы. Результатом этих явлений является уменьшение эффек­
тивного давления прессования по высоте прессовки и, следова­
тельно, появление неравномерной плотности и соответственно
пористости по высоте. Это ухудшает свойства изделий, в частности
механические, и ограничивает плотность и высоту получаемой
заготовки. Для уменьшения сил трения поверхности пресс-формы
изготовляют по высокому классу точности, полируют и хромируют.
Уменьшение коэффициента трения достигается также увеличением
влажности массы, введением в порошок жидких и твердых сма­
зочных веществ (масел, глицерина, олеиновой кислоты, камфары,
синтетического воска — акравакса, поливинилового спирта, стеа­
риновой кислоты, меламина, молибденового ангидрида, канифоли,
графита, воды и др.). Многочисленные разновидности применяемых
смазок подразделяются на инертные , снижающие сопротивление
трения между порошком и стенками пресс-формы, и активные
(поверхностно-активные добавки), воздействующие на свойства
частиц порошка и снижающие трение между отдельными частицами.
Введение смазок уменьшает коэффициент трения, повышает
равномерность уплотнения прессовок, а также снижает давления
прессования и выталкивания прессовок из формы.
Извлечение заготовки из пресс-формы осуществляют выталки­
ванием. Усилие, которое требуется для этого, называют давлением
выталкивания ; оно составляет обычно 20—35 % от давления прес­
сования. При выталкивании прессовки из пресс-формы наблюда­
ется явление упругого последствия — всестороннее увеличение
объема прессовки под воздействием упругих сил. Значительная
часть упругого последствия происходит очень быстро в момент
выталкивания прессовок из формы, остальная может происходить
в течение нескольких дней после прессования.
Упругое последствие определяется согласно выражению
6 У = ( ^ - ^ 0 ) 100/Ко,
где К0, V7! — объемы прессовки в форме при сжимающем давлении
прессования и после выталкивания из формы соответственно.
Величина упругого последствия зависит от давления прессо­
вания, от свойств, размеров и формы частиц, а также от количе­
ства запрессованного воздуха. Наибольшее значение упругого
последствия наблюдается в направлении прессования и может
достигать 10 %. Уменьшение упругого последействия возможно
с помощью прессования в вакууме. При этом образуются замкну­
тые поры, не заполненные газом, что позволяет повысить как на­
чальные, так и конечные плотность и прочность изделия. Знание
упругого последствия необходимо при расчете размеров прессформ для изготовления прессовок керамических изделий задан­
ных номиналов.
К порокам прессовок, получаемых методом холодного прессо­
вания, относятся коробление, трещинообразование, расслоение
и образование заусениц. Основными причинами трещинообразования и расслоения прессовок являются расширение запрессован­
ного воздуха и явление упругой деформации.
Холодное прессование порошков в пресс-формах осуществля­
ется при давлениях от 50 до 250 МПа. Увеличение давления прес­
сования уменьшает пористость в обожженном состоянии, но отри­
цательно сказывается на свойствах изделия в связи с ухудшением
обмена кислородом между керамикой и газовой средой при обжиге.
Преимуществами метода холодного прессования являются про­
стота технологического процесса по сравнению с другими методами
формования заготовок, возможность механизации и автоматизации
процесса с достижением высокой производительности (например,
производительность автоматических процессов по производству
круглых или прямоугольных конденсаторных элементов состав­
ляет 50— 100 шт/мин), достаточно высокая точность и воспроиз­
водимость размеров деталей.
К основным недостаткам метода холодного прессования отно­
сятся неоднородность получаемых заготовок по плотности (степень
неоднородности возрастает с увеличением размеров изделий), воз­
можность появления расслоений в заготовках, невозможность
изготовления деталей высокого класса точности и сложной формы,
высокая стоимость пресс-форм.
Изостатическое прессование
Этот метод основан на всестороннем обжатии засыпанного в
эластичную форму пресс-порошка или предварительно оформлен­
ной каким-либо другим способом заготовки давлением жидкости
или сжатого газа. Изостатическое прессование в резиновых фор­
мах путем приложения гидростатического давления жидкости
называют гидростатическим прессованием. Этот способ позволяет
К вакуумному
наш у
Рис. 7.7. Схема установки д л я гидростатического
сования:
прес­
/ — ви бр о п л о щ адк а; 2 — к а м е р а вы со к о го д а вл е н и я ; 3 ~ к а р к а с о гран ич итель; 4 — п ресс-п орош ок;
5 — р ези н о в ая
ф орм а; 6 —
уплотнение; 7 — с ер д еч н и к ; & — кр ы ш ка
получать наиболее плотные и однородные заготовки сложной кон­
фигурации. В этом случае равномерные уплотняющие усилия и
соответственно равноплотность всех участков прессуемого изде­
лия обеспечиваются всесторонним приложением давления от на­
гнетаемой жидкости к прессуемому изделию через эластичную
резиновую оболочку. При гидростатическом прессовании устра­
няются потери давления на трение о стенки формы, в результате
чего изделия хорошо пропрессовываются и имеют меньшие внут­
ренние напряжения, чем при изготовлении их другими способами.
При этом важным условием получения высококачественных плот-
ных заготовок является равномерная укладка гранул пресс-по­
рошка (желательно изометрической конфигурации) в форме и
полное удаление воздуха может производиться как предвари­
тельно, до начала прессования, так и в процессе прессования, на­
пример вакуумированием. Гидростатическое прессование в рези­
новых формах производится для различных материалов в широком
интервале давлений жидкости 10— 103 МПа.
Особенности процесса гидростатического прессования рассмот­
рим на примере получения заготовок для высоковольтных конден­
саторов (рис. 7.7).
В решетчатый или сетчатый каркас-ограничитель 3, служащий
для крепления формы и придания ей жесткости во время засыпки
пресс-порошком, помещается резиновая форма 5. С помощью кре­
пежного и уплотняющего устройства 6 она прижимается так, чтобы
пространство в прессовочной камере вне формы было изолировано
от атмосферы. Далее производится откачка воздуха из этого про­
странства, в результате чего резиновая форма прижимается к
каркасу-ограничителю и принимает конфигурацию, соответствую­
щую конфигурации заготовки с учетом коэффициента уплотнения
пресс-порошка. После установления в форму сердечника 7, фор­
мирующего внутреннюю полость заготовки, производится засыпка
пресс-порошка при одновременном воздействии на систему верти­
кально направленной вибрации. Форма закрывается крышкой 8
с уплотнением 6 и производится вакуумирование ее внутренней
части с пресс-порошком. Д алее на стадии прессования пространство
вне формы отключают от вакуумной системы и его заполняют гид­
равлической жидкостью. Ж идкость, давя на форму со всех сторон,
обжимает ее, прессуя заключенный в форме пресс-порошок при
одновременном его вакуумировании.
Вибрационное уплотнение
Особенность этого способа формования заключается в том, что
пресс-порошок подвергают вибрационному воздействию при за­
сыпке в пресс-форму или же в процессе прессования. В результате
вибрационного воздействия частицы пресс-массы получают вынуж­
денные колебания, например с частотой 30—50 Гц и амплитудой
0 ,1 —0,3 мм. При наложении вибрационного воздействия на сжи­
мающие усилия статического прессования нарушается исходное
строение смеси, легче преодолевается сопротивление внутреннего
трения между зернами, масса переходит в состояние пластично­
вязкого течения, подвижность смеси в различных направлениях
в значительной степени увеличивается. Параметры процесса —
частота и амплитуда вибрации, а также добавки к уплотняемому
порошку должны подбираться с учетом особенностей уплотняемой
системы. Эффективность процесса виброуплотнения резко воз­
растает при использовании полидисперсных масс с тщательно
подобранным зерновым составом. В этом случае максимальное уп­
лотнение определяется процессом упаковки зерен в вибрирующей
системе. В результате комплексного воздействия метод вибрацион­
ного уплотнения обладает следующими преимуществами: улучш а­
ется заполнение пресс-формы, снижается степень неравноплотности изделий сложной конфигурации; благодаря более плотной
укладке зерен повышаются плотность и прочность керамического
изделия; уменьшается количество вводимых в пресс-массу пласти­
фикаторов; сокращается длительность процесса формования; прес­
сование производится при значительно меньших давлениях (при­
мерно на два порядка); резко падает (практически исключается)
упругое расширение после уплотнения.
Вибрационное уплотнение имеет большое значение при формо­
вании изделий из порошков трудноформуемых материалов, таких,
как силициды, карбиды, бориды и др.
Г о р я ч е е п р е с с о в а н и е . Оно включает в себя одно­
временное воздействие на материал высокотемпературного нагрева
и сжимающего усилия прессования. Его методически удобнее
рассматривать после анализа процессов спекания заготовок ке­
рамических изделий, так как в этом методе совмещаются процессы
формования и спекания изделий.
Г о р я ч е е л и т ь е . Данный технологический метод приме­
няется для получения элементов сложных геометрических форм из
малопластичных керамических составов. Принцип метода зак л ю ­
чается в следующем.
Готовится литейная система (шликер), состоящая из предва­
рительно синтезированного керамического порошка с удельной
поверхностью более 4500 см2/г и термопластичной связки в коли­
честве 10 25 %. Важным свойством такой литейной системы
является способность плавиться при повышении температуры и
отвердевать при охлаждении.
В качестве связок для приготовления литейных систем приме­
няют органические термопластичные вещества (парафины, пеки,
поливиниловый спирт и т. п.) с добавками поверхностно-активных
веществ (олеиновая кислота, воск и т. п.). Молекулы связки об­
разуют на поверхности частиц порошка тонкие адсорбционные
слои (пленки), отделяющие частицы друг от друга и обеспечива­
ющие их взаимную относительную подвижность — текучесть си­
стемы. Д ля получения высокой плотности упаковки порошкооб­
разных частиц в системе необходимо создавать тончайшие пленки—
связки, обеспечивающие в то ж е время взаимную подвижность
частиц порошка. Достижение такого результата оказывается воз­
можным при применении поверхностно-активных веществ, вво­
димых в небольших количествах в состав связи (0,3—6 % ). Ад­
сорбция молекул поверхностно-активного вещества на частицах
порошка приводит к существенному изменению свойств их поверх­
ности (снижает свободную поверхностную энергию), что, в свою
очередь, обеспечивает возможность образования литейных систем
при уменьшенном количестве связки.
Д ля получения пластифицированного шликера порошок и
связку с поверхностным веществом после дозировки смешивают
в смесителе в течение 2—4 ч при температурах, превышающих
температуру плавления связки. Оставшийся в шликере воздух
удаляется вакуумированием.
Рассмотрим основные методы литья заготовок керамических
изделий. Литье заготовок является технологической операцией;
в значительной мере определяющей качество керамического изде­
л и я. При этом все размеры отливки должны быть увеличены по
отношению к размерам готового изделия с учетом усадки, проис­
ходящей при обжиге. Линейные размеры отливки определяются
к а к произведение линейных размеров готового изделия на коэф­
фициент усадки.
Основными методами изготовления заготовок в технологии
горячего литья являются намораживание, литье в кокиль (метал­
лическую форму), сливное, центробежное, непрерывное литье и
литье под давлением.
При намораживании металлическую форму, имеющую темпе­
ратуру ниже температуры отвердевания шликера, погружают в
расплавленный шликер. В результате охлаждения на поверх­
ности формы наращивается (намораживается) слой отвердевшего
шликера. По достижении определенной толщины слоя форму с
наращенной на ней заготовкой извлекают из шликера и охлаж­
дают. Полученную заготовку снимают с формы и подвергают даль­
нейшей обработке. Конфигурация и размеры полученной таким
методом заготовки зависят от конфигурации, размеров формы и от
режимов ведения процесса (температуры формы и шликера, вре­
мени выдержки формы в шликере).
Лит ье в кокиль (металлическую форму) используется для по­
лучения изделий сравнительно простой формы (диски, плиты,
кольца и т. п.). Литье заготовки осуществляют путем заливки
формы расплавленным шликером через литниковое отверстие.
Формообразование отливки осуществляется под действием гра­
витационных сил, в связи с чем для качественного формообразо­
вания важную роль играет текучесть шликера. Д ля ее повышения
температуру шликера делают наибольшей. После охлаждения и
затвердевания шликера форму раскрывают и из нее извлекают
заготовку.
Изготовление заготовок сливным литьем осуществляют путем
заливки шликера в холодную металлическую форму, внутренняя
полость которой соответствует наружной конфигурации отлива­
емой детали. В результате выдержки шликера в форме на ее стен­
ках намораживается нужный слой отвердевшего шликера, толщина
которого зависит от времени выдержки. После завершения про­
цесса формообразования оставшийся неостывший шликер вы ли­
вают из формы.
Данный метод литья аналогичен процессу намораживания с
тем отличием, что при намораживании получают отливку с точной
внутренней конфигурацией, а при сливном литье — с наружной.
Сливное литье можно применять в случае необходимости отливки
высоких деталей большого диаметра и с относительно небольшой
толщиной стенки.
Сущность центробежного литья заключается в том, что рас­
плавленный шликер заливают во вращающуюся форму, где под
действием центробежных сил он прижимается к стенкам формы
и в этом состоянии при охлаждении затвердевает. Данный метод
предназначен главным образом для изготовления деталей, пред­
ставляющих собой тела вращения.
Процесс непрерывного литья осуществляется следующим об­
разом. В форме создается градиент температуры, и формирование
изделия идет таким образом, что жидкий шликер непрерывно
подается со стороны более горячей части, а оформленная заготовка
также непрерывно отводится из другой, более холодной части.
Так, если необходимо получить заготовку в виде длинного круглого
стержня с постоянным поперечным сечением, то в формующую
трубку, опущенную в расплавленный шликер, снизу с помощью
сжатого воздуха подают жидкий шликер. В верхней, интенсивно
охлаждаемой части шликер отвердевает, сохраняя приданную
трубкой форму. При застывании шликер претерпевает объемную
усадку с уменьшением диаметра отливаемого изделия, что облег­
чает выталкивание готового изделия непрерывно поступающим
жидким шликером.
Метод непрерывного литья используют для отливки изделий
с постоянным поперечным сечением (стержни круглого сечения
трубки и т. п.).
Литье под давлением осуществляют путем заполнения (через
питающее устройство) пресс-формы расплавленным шликером под
действием давления сжатого воздуха и охлаждения его в форме
под давлением до полного затвердевания. Заливка формы шли­
кером осуществляется на специальных литейных машинах при
определенных температурах формы и шликера и необходимом дав­
лении сжатого воздуха.
Важными преимуществами горячего литья под давлением яв­
ляются высокая чистота поверхности изделий, однородность плот­
ности по объему изделия, высокие механическая прочность изделий
и производительность процесса. С помощью этого метода облегча­
ется получение изделий сложной конфигурации и практически от­
сутствуют потери материала. В силу этих преимуществ литье под
давлением, являясь одним из наиболее универсальных и высоко­
производительных методов литья, получило наибольшее приме­
нение в производстве.
Процессы термической обработки заготовок
Целью термической обработки заготовок является объединение
частиц порошка в монолитное поликристаллическое твердое тело,
обладающее свойствами, близкими к свойствам компактного ма­
териала. Весь процесс термической обработки состоит из двух
этапов: удаления технологической связки и спекания. Первый
этап протекает при температурах плавления, испарения связки
и заканчивается при температурах начала спекания частиц по­
рошка. Второй этап протекает от температур начала спекания до
температур, обеспечивающих завершение процесса спекания ча­
стиц порошка, находящихся в заготовке, в плотный монолитный
материал. Часто после спекания проводят дополнительную терми­
ческую обработку керамических изделий в присутствии электриче­
ского или магнитного поля для придания им нужных электрофизи­
ческих свойств. Так, термомагнитная обработка является эффек­
тивной для ряда магнитных керамик, особенно при изготовлении
магнитострикционных и некоторых магнитотвердых ферритов.
Удаление технологической связки
Основной задачей этого этапа является подготовка заготовки
к спеканию. Конфигурация заготовки при этом должна остаться
без изменения. Удаление связки производят повышением темпе­
ратуры заготовки, что приводит к снижению вязкости и структур­
но-механической прочности системы,
из которой сделана заготовка. В ре­
т°с
зультате этого заготовка при опреде­
800
ленной температуре может начать де­
формироваться под действием собст­
600
венной массы. Д ля предотвращения
этого удаление связки из заготовки
необходимо производить по специаль­
но подобранному температурно-вре­
менному режиму, причем начало уда­
ления связки должно происходить
при относительно низких температу­
рах, при которых деформации еще
Ри с. 7.8. Температурно-времен­
ной режим процесса удаления
не начинаются. Рассмотрим типовой
связки из заготовки
температурно-временной режим на­
грева заготовки при удалении из нее
связки. Как правило, он включает в себя четыре области
(рис. 7.8):
I область соответствует плавлению органической связки (~60°С).
II область (от 60 до 300 °С) — происходит миграция расплав­
ленной связки, одновременно наблюдается начало процессов га­
зообразования. Удаление связки в этой области можно осуществ­
лять как миграцией ее в жидком состоянии, так и испарением.
При наличии больших количеств термопластичной связки в за­
готовке (например, при ее изготовлении горячим литьем) на пер­
вой стадии процесса удаление связки надо производить миграцией
в жидком состоянии, так как она осуществляется при более низ­
ких температурах, чем при испарении, что предотвращает дефор­
мацию заготовки. Для этого заготовку обсыпают или помещают
в тонкодисперсный минеральный порошок, являющийся адсорбен­
том связки. При нагревании заготовки порошок активно адсорби­
рует появляющуюся на ее поверхности жидкую связку. Д л я об­
разцов, обладающих достаточной структурно-механической проч­
ностью, адсорбентом может являться пористая огнеупорная под­
ставка, на которую устанавливается заготовка, или насыпанный
на нее слой тонкодисперсного порошка. Дальнейшее удаление
связки производят при более высоких температурах испарением
(до 300 °С).
В рассматриваемой области нагрева происходит удаление зна­
чительной части органической связки, сопровождающееся замет­
ным снижением прочности заготовки. В этом температурном диа­
пазоне целесообразно давать медленный подъем температур и
периодическую выдержку для равномерного прогрева всего из­
делия во избежание чрезмерно бурного испарения связки и по­
явления дефектов в изделиях. При этом чем больше толщина стенки
изделия, тем длительнее должна быть выдержка.
III область (от 300 до 600 °С) соответствует химическим про­
цессам разложения углеводородов, за счет которых удаляю тся
остатки связки, при этом часть углеводородов в результате разл о­
жения образуют остаточный углерод.
IV область (от 600 до 950 °С) — происходит выгорание углерод­
ных остатков.
Рассмотренный температурно-временной режим имеет обобщен­
ный характер. Для изделий разных конфигураций и составов тем­
пературный ход зависимости в пределах каждой области опреде­
ляется опытным путем так, чтобы обеспечить безопасное протека­
ние всех объемных изменений заготовки (увеличения объема системы
при плавлении связки, расширения системы в твердом, жидком
состоянии и при переходе связки из жидкого в газообразное со­
стояние). Основными «опасными» моментами при нагревании за ­
готовки являются переходы связки из твердого в жидкое состояние
(при температуре плавления) и из жидкого в газообразное.
Общая продолжительность процесса удаления связки — от 5
до 24 ч.
Спекание
Спекание является основным этапом керамической технологии,
завершающим процесс образования керамического изделия и
определяющим его основные механические и электрофизические
свойства. По определению, спекание является агломерацией тонко­
дисперсных материалов с образованием прочных монолитных и
высокоплотных продуктов. Спекание осуществляют путем нагре­
вания (обжига) заготовки до соответствующей температуры, со­
ставляющей примерно 0,8 от температуры плавления керамиче­
ского материала, и производят после удаления из нее связки. При
высокотемпературном обжиге в сырьевой смеси происходят много­
образные физико-химические процессы, приводящие к образованию
новых химических соединений, твердых растворов, стекловидной
фазы и кристаллических новообразований. Образующийся в ре­
зультате спекания монолитный продукт (черепок) характеризуется
определенной плотностью, формой и размером кристаллитов,
характером пористости, распределением примесей и микрокомпо­
нентов. Совокупность этих свойств составляет керамическую струк­
туру материалов, которая тесно связана с магнитными, электри­
ческими и механическими свойствами. Свойствами керамики можно
варьировать в широких пределах, изменяя только керамическую
структуру, определяемую режимом обжига при спекании (изме­
нением температуры и газовой среды во времени). Режим обжига
строят на основе диаграммы состояния соответствующей системы,
исходя из химического и гранулометрического составов шихты,
размера и конфигурации заготовки. Таким образом, для каждого
керамического изделия существуют свои оптимальные режимы,
подбираемые экспериментально на основе знания физико-химических закономерностей процесса спекания.
Различают два вида спекания:
1. Твердофазное спекание, характерное для масс, состоящих из
одной твердой фазы, например из одного чистого оксида А120 3 или
Д ^О и др.
2. Спекание с участием жидкой фазы, которое в зависимости
от количества жидкой фазы подразделяется на:
жидкостное спекание, характерное для масс, имеющих сложный
химический состав, при нагревании которых образуется значитель­
ное количество жидкой фазы (более 30 %);
смешанное, твердожидкостное спекание, когда в процессе уча­
ствует сравнительно небольшое количество жидкой фазы (2— 12 %).
Механизм спекания кристаллических порошков следует рас­
сматривать как результат следующих процессов: перемещения
частиц шихты друг относительно друга; вязкого течения, т. е.
переноса атомов или ионов из объема зерен к контактным перемыч­
кам, в результате чего происходит сближение центров зерен, со­
провождаемое усадкой материала; поверхностной диффузии, т. е.
переноса вещества в поверхностном слое частиц; переноса вещества
путем диффузии паров через газовую фазу; объемной диффузии,
приводящей к выравниванию концентраций атомов (ионов) и
вакансий внутри кристаллической частицы; пластической дефор­
мации частиц, происходящей при спекании в процессе горячегопрессования; рекристаллизации.
Спрессованная шихта, подлежащая спеканию, представляет
собой систему с избыточной свободной энергией. Источниками
свободной энергии в шихте являются внутренняя поверхность
пор, наружная поверхность микрокристалликов и дефекты их
кристаллической решетки, возникающие при синтезе шихты и
прессовании. Избыток этой свободной энергии и
является движущей силой процесса спекания.
Рис. 7.9. М одельная схема процесса взаим одействия
сферической формы при их спекании:
зерен
г, — радиус сф ерич еского зерн а: г2 — р ади у с к р и ви зн ы п ер е ш е й к а; Л —
р ад и у с ко н такта (ко н тактн ая х о р д а )
Процесс спекания условно можно разделить на три стадии. Н а
первой, начальной, стадии основной движущей силой является
избыточная свободная поверхностная энергия мелкодисперсных
частиц, приводящая к возникновению давления, стремящегося
сжать заготовку и уменьшить ее свободную поверхность. Под дей­
ствием этого давления может происходить уплотнение заготовки
за счет пограничного скольжения частиц относительно друг друга.
Значительную роль в уплотнении пористого изделия играют такж е
остаточные напряжения в кристаллических зернах шихты. Т ак как
силы спекания между частицами и силы сопротивления ск о л ь­
жению по границам малы, то даже при небольших усилиях, дей­
ствующих на заготовку, можно ожидать значительных скоростей
ее уплотнения. Процесс скольжения по границам зерен закан чи ­
вается при достижении плотной упаковки частиц, при этом про­
исходит интенсивное увеличение площади контакта между ча­
стицами за счет их припекания. Припекание частиц порошка в
точке происходит в результате перераспределения вещества под
действием градиента химического потенциала, возникающего при
наличии градиента концентрации, механического давления или
температуры. Перераспределение вещества возможно при диф­
фузии (поверхностной и объемной), при вязком течении, а такж е
в результате процессов испарения — конденсации. Действие к а ж ­
дого из этих механизмов характеризуется своим законом изменения
во времени размера пятна контакта между отдельными частицами.
Разделение механизмов массопереноса при спекании производят
на основе модельных представлений зависимости увеличения
радиуса контакта X от времени процесса т. На рис. 7.9 представ­
лена модельная схема твердофазного спекания неустойчивой си­
стемы, состоящей из однородных зерен сферической формы, с об­
разованием перешейка. В процессе обжига радиус кривизны пере­
шейка увеличивается, контакты между частицами расширяются.
а радиус зерен уменьшается. В простейшем случае для модели
спекания сферических частиц процесс описывается зависимостью
хп = 1г-г,
где к — константа, определяемая температурой и свойствами ма­
териала; п — показатель степени.
При массопереносе путем диффузионно-вязкого течения увели­
чение площади контакта происходит за счет направленного пере­
мещения атомов из объема частиц к контактному перешейку
(рис. 7.10, а). Скорость этого процесса определяется динамической
вязкостью вещества, которая обратно пропорциональна объемному
х*~т,&1=о
Х1 ~ Х , 1 1 * 0
х * ~ г,* 1 * 0
Х! -Г ,й 1 * 0
х
’~ г, а 1 = 0
х
3~ т , а 1=0
х “* ~ т
, м *0
Рис. 7.10. Схема основных механизмов взаимного припекания твер­
дых сфер (зерен.), контактирующих в начальный момент в точке:
а — вязкое те ч е н и е; б — о б ъ е м н а я д и ф ф у зи я; в — о б ъ е м н а я ди ф ф узи я при
наличии сто ка в о б л а с т и ко н т ак т а ; г — поверхностная д и ф ф у зи я ; д — перенос
вещ ества чер ез га зо в у ю ф а зу ; е — припекание под влиянием приж им аю щ их
усилий
коэффициенту диффузии. Для данного механизма массопереноса
показатель степени п = 2 и процесс спекания сопровождается сбли­
жением центров частиц.
Реализация механизма переноса вещества за счет объемной
самодиффузии может осуществляться двумя путями в зависимости
от вида стока избыточных вакансий, которые образуются вблизи
вогнутой поверхности перешейка. Если стоком вакансий явля­
ется выпуклая поверхность частиц, то диффузионный поток атомов
будет формироваться от нее, п=Ъ и рост площади контакта не со­
провождается сближением центров (рис. 7.10, б). Если стоком
избыточных вакансий является граница между частицами или
дислокации в объеме частиц, то также п —5, а рост площади кон­
такта сопровождается сближением центра частиц (рис. 7.10, в).
При переносе вещества вследствие диффузии атомов (и вакан­
сий) по поверхности от выпуклых участков профиля поверхности
контактирующих частиц к вогнутым участкам п = 7. Рост площади
контактного перешейка в этом случае не сопровождается сближе­
нием центров частиц (рис. 7.10, г).
Перенос вещества через газовую фазу к перешейку происходит
под влиянием разности равновесных давлений пара вблизи выпук­
лых и вогнутых участков профиля контактирующих частиц
(см. § 3.1). В этом случае закон роста площади контактного перешей­
ка определяется механизмами массопереноса в газовой фазе: при
малых давлениях инертного газа (режим молекулярного пучка)
п 3, а при больших (режим диффузии) — п ~ 5. Процесс спекания
не сопровождается сближением центров частиц (рис. 7.10, д).
Под действием прижимающих усилий (в случае горячего прес­
сования) перенос вещества к перешейку может осуществляться
механизмом диффузии вдоль границы, разделяющей контактиру­
ющие частицы, что приводит к п 4. Этот процесс сопровождается
сближением центров частиц (рис. 7.10, е).
Механизмы, которые приводят к сближению центров частиц,
способствуют усадке прессовки при спекании. При этом зависи­
мость усадки во времени описывается формулой ( АШ) т ^ к 1х, где
А/ — изменение линейного размера / в процессе спекания за время
т; к1 — постоянная; т — показатель степени.
В реальных условиях при спекании порошков могут одновре­
менно действовать несколько механизмов, тогда показатели степе­
ней п и т в приведенных выше уравнениях будут представлять
собой некоторые средневзвешенные величины. При этом следует
иметь в виду, что кинетика взаимного припекания частиц сложной
формы зависит от геометрии приконтактной области. Например,
для механизма объемной диффузии в случае «игла— игла» выпол­
няется закон Х 3—кт, а не Х ь= к х , как это было для сферических
частиц.
Рассмотренная модель первой, начальной, стадии перестает
быть справедливой, когда образуется развитая система стыкую­
щихся границ, и процесс спекания переходит во вторую стадию.
К этому моменту радиус контактного перешейка достигает 0,2—
0,3 радиуса спекающихся частиц, а усадка прессовки составляет
4—6 %.
На второй стадии спекания дальнейшее уплотнение прессовки
связано с уменьшением размеров и трансформацией формы всех
имеющихся в ней пор. Вначале они приобретают вид сообщающихся
каналов, а затем происходят их интенсивное уменьшение, изоля­
ция друг от друга и к концу промежуточной стадии наблюдаются
изолированные поры, расположенные на границах зерен или внут­
ри них. При равномерном распределении пор происходят равно­
мерное уплотнение пористого тела и увеличение его механической
прочности. Процесс уплотнения осуществляется под действием
капиллярного давления, приложенного к участкам свободных
поверхностей, обладающих малым радиусом кривизны. Кинетика
этого процесса определяется скоростью вязкого течения среды,
в которой расположены поры. Вязкое течение среды, в свою оче­
редь, осуществляется посредством «испарения» вакансий с поверх­
ности пор в объем частиц с последующим оседанием их на приле­
гающих к поре границам, в том числе и дислокационных. Погло-
щение же вакансий дислокациями, например малоугловой границы,
приводит к ее перемещению.
Диффузия вакансий к границам может происходить как через
объем частицы, так и непосредственно в приграничном слое. По­
скольку в приграничном слое периодичность кристаллической
решетки нарушена, движение вакансий здесь происходит с мень­
шими энергетическими затратами и различие в коэффициентах
поверхностной и объемной диффузии может достигать 2—4 по­
рядков.
Д л я некоторых материалов, обладающих при температуре спе­
кания относительно большим равновесным давлением пара, воз­
можен такж е значительный перенос вещества через газовую фазу.
Поскольку скорость процессов испарения во многом определяется
характером дефектов и их распределением в кристаллической ре­
шетке зерен, интенсивность процесса спекания во много зависит
от химической и термической предыстории компонентов шихты,
главным образом определяющей их дефектность.
На второй стадии скорость усадки прессовки максимальна
по сравнению с первой и третьей. Это обусловлено интенсивным
ростом перешейков с образованием новых границ между частицами,
удалением открытых пор, в результате чего происходит стыковка
границ зерен, приводящая к увеличению размеров межзеренных
контактов. Вторая стадия спекания является самой короткой во
времени, но в течение ее достигается основное уплотнение прес­
совки.
На третьей, конечной, стадии процесса спекания происходит
залечивание образовавшихся к концу промежуточной стадии
части изолированных пор. Движущей силой процесса уплотнения
на этой стадии является избыточная свободная энергия внутренних
поверхностей пор. Внутри каждой из пор имеется отрицательное
давление, равное (в случае сферической поры) 2у/г, где у — удель­
ная свободная энергия внутренней поверхности поры (поверхност­
ное натяжение); г — радиус поры. Это давление эквивалентно
некоторому равному ему по абсолютному значению положитель­
ному давлению, действующему на внешнюю поверхность заго­
товки. Сумма давлений от всех пор и вызывает уплотнение заго­
товки. Залечивание пор может происходить по различным меха­
низмам в зависимости от соотношения между линейным размером
поры
и характерным средним расстоянием / между источниками
и стоками вакансий. Если /?//<^1, то определяющим будет механизм
повакансионного растворения поры с последующей диффузией
вакансий к ближайшему стоку. При /?//^>> 1 пора залечивается
в результате диффузионно-вязкого течения вещества дефектной
окружающей среды. В случае /? //~ 1 оба отмеченных механизма
будут действовать одновременно. Во всех этих случаях происходит
сближение центров зерен, приводящее к усадке прессовки.
По мере залечивания пор, роста контактов и формирования в
образце сетки границ энергия поверхности исходных зерен ча­
стично переходит в энергию границ, которая такж е становится
движущей силой процесса спекания. Под действием ее происходит
движение границ зерен в направлении собственных центров кри­
визны, приводящее к укрупнению зерен, т. е. к рекристаллизации.
В результате движения границ может происходить захват пор
внутрь зерен, что будет приводить к образованию закрытой по­
ристости. Залечивание этих пор может происходить по механизмам,
рассмотренным выше, или за счет их движения как единого це­
лого к поверхности образца. Сопутствующим этому процессу
является процесс слияния пор (коалесценция), что нежелательно
при получении однородных керамических изделий.
Таким образом, на третьей стадии спекания движущей силой
процесса является избыточная свободная энергия поверхности
пор и границ зерен. Уменьшение этой энергии может происходить
при протекании трех процессов: рекристаллизации, залечивания
отдельных пор и коалесценции пор, причем все эти три процесса
являются конкурирующими. Благоприятным является процесс
залечивания пор, так как это приводит к увеличению плотности
и получению однородных изделий.
В результате рекристаллизации происходит укрупнение кри­
сталлических зерен керамики. Размер зерен может оказывать
существенное влияние на структурно-чувствительные физико-хи­
мические и электрофизические свойства готовых изделий, поэтому
важно уметь управлять процессом рекристаллизации при спе­
кании.
Различают три стадии рекристаллизации: первичную, собира­
тельную и вторичную. Первичная рекристаллизация наблюдается
при сильной пластической деформации материала, в результате
которой формируется ячеистая дислокационная структура и на
ее основе образуются новые зерна — центры первичной рекристал­
лизации. Собирательная и вторичная рекристаллизация проис­
ходит вследствие миграции границ зерен. В реальных условиях
при спекании керамики редко протекают все три стадии. В за­
висимости от предыстории образца и условий нагрева могут реа­
лизоваться одна, причем любая, либо две стадии рекристалли­
зации. В частности, в ферритах, характеризующихся высокой
хрупкостью, не наблюдяется образования границ зерен из дисло­
кационных скоплений.
Конечный размер зерен тем меньше, чем выше исходная пори­
стость заготовки. Конкретное значение критической пористости
(при которой начинается интенсивный рост зерен) зависит от при­
роды спекаемого материала, что связано с энергией межзеренных
границ. Длительному сохранению мелкозернистой структуры и
замедлению скорости движения их границ способствует введение в
шихту небольших добавок, не растворимых (или мало растворимых)
в основном материале при температуре спекания мелкодисперсных
включений примеси. Эти включения, располагаясь по границам
зерен, препятствуют движению границ, предотвращая собира­
тельную и вторичную рекристаллизацию. Это способствует эф­
фективному спеканию и получению высокоплотного материала.
Наибольший практический интерес представляют изделия с од­
нородной керамической структурой, характеризуемой минимальным
значением дисперсии распределения кристаллических зерен по
размерам.
Отметим, что третья стадия спекания является наиболее мед­
ленной и для получения беспористых материалов с высокой плот­
ностью необходима продолжительная изотермическая выдержка.
Эта стадия характеризуется уменьшением скорости усадки по
сравнению со второй, так как процесс уплотнения лимитируется
диффузионным рассасыванием изолированных пор.
Рассматривая процесс спекания в целом, следует подчеркнуть,
что отчетливой границы между указанными тремя стадиями нет.
И на промежуточной стадии уплотнение реальной заготовки в ее
различных объемах может определяться процессами, характерными
как для ранней, так и для поздней стадии. Сложность явлений,
происходящих в порошковой прессовке при ее нагревании, не
позволяет дать единое теоретическое описание процесса спекания.
Н а данном этапе развития теории и практики вполне оправданным
является феноменологическое описание процесса с последующим
уточнением физического смысла эмпирических коэффициентов.
Интенсификация процесса спекания
Одним из важнейших способов интенсификации процесса спе­
кания порошков являются введение в систему жидкой фазы и
горячее прессование.
М еханизм и кинетика процесса спекания в присутствии жидкой
фазы зависят от многих факторов: состава и количества жидкой
фазы, размера и конфигурации кристаллических зерен, характера
смачиваемости их жидкой фазой, взаимной растворимости компо­
нентов жидкой и твердой фаз и др.
Ж идкая фаза в системе может появляться в результате добав­
ления в шихту специальных легкоплавких добавок и путем обра­
зования эвтектик между компонентами шихты. На первой стадии
процесса спекания в этом случае образовавшаяся между частицами
ж идкая прослойка играет роль смазки, облегчающей взаимное
перемещение частиц и приводящей к уплотнению заготовки. Для
получения удовлетворительных результатов вязкость жидкой фазы
должна быть такой, чтобы уплотнение происходило в приемлемые
сроки без деформации и коробления изделия под действием силы
тяжести. Эта стадия может привести к полному завершению уплот­
нения, если объем жидкой фазы, присутствующей в системе при
температуре спекания, достаточен для заполнения промежутков
между частицами. Если вещество твердой фазы частично раство­
римо в жидкой, то на второй стадии спекания увеличение плот­
ности заготовки происходит за счет процессов растворения и роста
зерен твердой фазы. В этом случае при относительно малых коли­
чествах расплава в местах контакю в частиц могут возникать до­
статочно большие давления и деформации частиц, вследствие чего
участки зерен, находящихся в контакте, растворяются (за счет
их более высокого химического потенциала) и осаждаются на пери­
ферийных частях. В результате этого процесса центры зерен сбли­
жаются, а также происходит растворение более мелких зерен и
рост за их счет крупных. Наконец, третья стадия приводит к за­
вершению процесса путем обычного твердофазного спекания.
Другими важными путями интенсификации спекания яв л я­
ются повышенные температуры процесса, физическое и химическое
активирование спекания.
Увеличение температуры спекания сопровождается ускорением
массопереноса и, как следствие, более интенсивным спеканием.
Однако при этом надо учитывать возможности диссоциации и
увеличения летучести некоторых компонентов керамики, что может
существенно ухудшить ее электрофизические свойства. Кроме того,
при этом интенсифицируется рекристаллизация, а также происходит
слияние мелких пор в крупные с образованием в некоторых слу­
чаях раковин, что нежелательно.
Физическое активирование достигается следующими методами:
спеканием в переменном магнитном поле, спеканием предвари­
тельно деформированных материалов, воздействием ультразвуко­
вых колебаний и др. В частности, воздействие ультразвука на кри­
сталлическую структуру материала способствует интенсификации
миграции дислокаций и ускорению диффузионных процессов. Это,
в свою очередь, приводит не только к активизации и ускорению
спекания, но и значительно повышает плотность и прочность ке­
рамики.
Химическое активирование может быть осуществлено регулиро­
ванием состава газовой фазы при спекании, повышением активно­
сти продуктов спекания, образующихся в процессе диссоциации
соединений, а также за счет химических реакций между компонен­
тами керамики в процессе спекания.
Регулирование состава газовой среды (например, давления
кислорода при синтезе оксидной керамики) приводит к отклонению
состава керамики от стехиометрического. Это заметно увеличивает
концентрацию точечных дефектов, следствием чего являю тся воз­
растание коэффициентов диффузии компонентов и интенсификация
массопереноса. Однако при этом также возможно значительное
ускорение процессов рекристаллизации.
Химическое взаимодействие между компонентами керамики
в процессе спекания осуществляется в технологии получения ке­
рамических изделий с применением однократного обжига. В этой
технологии, как уже отмечалось в начале главы,' в качестве шихты
используют смеси порошков непрореагировавших химических со­
единений, которые в процессе спекания взаимодействуют с образо­
ванием керамики. В этом случае в процессе обжига обычно проис­
ходит значительная усадка заготовки (до 15—30 %) по сравнению
с технологией получения керамических изделий с применением
двукратного обжига (до 6— 10 %), т. е. когда в качестве шихты
при формовании изделия используется предварительно синтезиро­
ванный материал. Однако с точки зрения достижения хороших
электрофизических характеристик и их воспроизводимости техно­
логия однократным обжигом имеет преимущества перед двукрат­
ным обжигом.
Плотность керамики, полученная однократным обжигом, выше
и не зависит от давления предварительного прессования, усадка
при обжиге продолжается до тех пор, пока образцы не достигнут
одной и той же определенной плотности. Это объясняется тем, что
если при обычном спекании предварительно синтезированного по­
рош ка движущей силой процесса является только уменьшение пло­
щади поверхности порошка, т. е. снижение избыточной свободной
поверхностной энергии, то в случае обжига смеси непрореагиро­
вавших исходных компонентов взаимодействие между частицами
происходит интенсивнее, так как между ними проходят химические
реакции и плотное спекание протекает легче. В этом случае дав­
ление предварительного прессования оказывает незначительное
влияние на разброс характеристик (диэлектрической проница­
емости, тангенса угла диэлектрических потерь и др.) как в пределах
одного образца, так и партии. Однородность этих характеристик
в случае однократного обж ига выше.
Горячее прессование
Горячее прессование является одним из важнейших методов
интенсификации спекания. При горячем прессовании процесс
формования производится при таких температурах, когда наряду
с прессованием заготовки происходит и ее спекание. Благодаря
совмещению этих двух операций существенно сокращается тех­
нологический процесс изготовления керамического изделия. Ме­
тод горячего прессования имеет ряд преимуществ по сравнению
с другими методами керамической технологии:
1. Вследствие высоких температур прессования существенно
возрастает пластичность зерен шихты, благодаря чему возможно
получение керамик с плотностью, близкой к теоретической, даже
из трудно спекающихся материалов. Это особенно важно для
получения изделий на основе хрупких материалов.
2. Процесс спекания под действием давления протекает быстрее,
так как вследствие деформации зерен улучшаются контакты между
ними и ускоряются процессы массопереноса и химического взаим о­
действия. При этом для достижения заданной плотности керамики
возможно применение более низких температур, чем при обычном
спекании.
3. Подбирая режимы горячего прессования, можно за счет низ­
ких температур и малых длительностей процесса подавлять рост
зерен кристаллов и тем самым получать мелкозернистую керамику,
а также можно стимулировать аномальный рост зерен в определен­
ных направлениях и получать ке­
рамику с анизотропными свойст­
вами.
4. При горячем прессовании
вследствие более низких температур
уменьшается скорость испарения
компонентов, обладающих высо­
ким давлением паров при обжиге
(например РЬО), что препятствует
изменению состава керамики, со­ Рис. 7.11. Схема изменения т е м ­
пературы и давления в процессе
держащей такие компоненты.
горячего прессования
5. Так как при горячем прес­
совании не требуется связки, то
устраняется одна из основных причин возникновения пористости
и разброса параметров получаемых керамических изделий.
Горячее прессование осуществляется следующим образом. Ке­
рамический порошок или предварительно спрессованную заготовку
помещают в пресс-форму, которую устанавливают в печь, разме­
щенную на прессе. Нагрев пресс-формы производится с заданной
скоростью до необходимой температуры после кратковременной
выдержки, при которой к пресс-форме прикладывается требуемое
давление. После некоторой выдержки при максимальных давлении
и температуре давление снимают и сформованная заготовка ох­
лаждается. На рис. 7.11 представлено схематическое изображение
режима горячего прессования.
Скорость нагрева изделия до температуры, оптимальной для
прессования керамики данного состава (участок /), зависит в ос­
новном от габаритов изделия. Длительность начальной выдержки
при температуре прессования (участок / / ) определяется процес­
сами выравнивания температуры по сечению изделия. Подъем
давления до требуемого, как правило, осуществляется с постоян­
ной скоростью, причем в этот период происходит основная дефор­
мация заготовки, составляющая 60—70 % от ее полного размера.
Давление при горячем прессовании обычно 20- 40 МПа, а скорость
его подъема 7— 10 МПа/с. Время выдержки при оптимальной тем­
пературе под давлением (участок / / / ) должно обеспечивать полное
протекание процесса спекания во всем объеме заготовки. Обычно
это время не превышает 30 мин. Скорость снижения температуры
после снятия давления (участок IV ) должна быть такой, чтобы не
допустить возникновения в заготовке термоупругих напряжений,
способных разрушить ее.
Свойства горячепрессованных керамических изделий сущест­
венно зависят от режима прессования. Значительная деформацион­
ная способность керамической шихты имеет место только в опре­
деленном температурном интервале, границы которого опреде­
ляю тся гранулометрическим составом порошка, его активностью,
режимами нагрева и выдержки под давлением.
При горячем прессовании керамики можно выделить три ста­
дии уплотнения. На первой стадии идет интенсивный рост плот­
ности за счет сдвига и скольжения
частиц, при этом наблюдается дефор­
мация только приконтактных зон
частиц. На второй стадии имеют ме­
сто граничное скольжение частиц и
их объемная деформация, в отдель­
ных зернах наблюдается появление
линий скольжения. На третьей стадии
происходит объемная деформация уже
всех зерен, возрастает плотность ли­
ний сдвига в каждом зерне, интен­
сивно развиваются в них процессы
Р ис. 7.12. Графики зависи м о­
поверхностной и объемной диффузии.
с ти каж ущ ейся плотности от
Таким образом, спекание под дейст­
максимальной температуры об­
ж и га для керамики
В аТЮ 3.
вием давления значительно интенси­
П лотность ВаТЮз в монокри­
фицируется, в результате чего до­
ст аллическом состоянии 6,1 X
стижение заданной плотности кера­
X IО 3 кг/м3:
мики происходит при температурах
/ — обы чны й
о б ж и г;
2 — го р ячее
п р ессо ван и е при д авл ен и и 20 М П а
на 150—200 °С ниже температуры
спекания
обычного керамического
изделия (рис. 7.12). Это обстоятельство обусловливает различие
в свойствах горячепрессованных и обычно спеченных керамиче­
ских изделий. Так, горячее прессование — хороший способ из­
готовления плотных, с высокой твердостью и малой внутренней
пористостью однородных керамических материалов. Благодаря
малой внутренней пористости электрическая прочность диэлект­
рика может быть на полпорядка выше по сравнению с прочностью
образцов, прошедших обычный обжиг. Однако даже при высокой
плотности горячепрессованных керамических изделий их сегнетоэлектрические или ферромагнитные свойства значительно хуже
и желаемые характеристики получить трудно (рис. 7.13, 7.14).
Д л я получения горячепрессованной керамики с высокими харак­
теристиками необходимо производить дополнительную ее термо­
обработку при более высоких температурах либо повышать тем­
пературу горячего прессования. Предполагается, что ухудшение
указанных свойств керамики обусловлено как высокими остаточ­
ными внутренними напряжениями в изделиях, так и нарушением
стехиометрии состава (в случае оксидной керамики) вследствие
ухудшения равновесного вхождения кислорода при сравнительно
низких температурах и малых длительностях горячего прессо­
вания.
Другой проблемой при горячем прессовании является изго­
товление пресс-форм, которые не реагировали бы с заготовкой
при высоких температурах и обладали бы высокой механической
прочностью. В настоящее время пресс-формы изготовляют из
керамики и из жаропрочных сплавов на никелевой основе. Все
Рис. 7.13. Графики температурной
зависимости диэлектрической про­
ницаемости на частоте 100 кГц
циркониево-титаносвинцовой
ке­
рамики (Ц Т С ), полученной при
разных условиях:
1 — спекани е при Г — 1300 °С; 2 — го р я ­
чее п рессование при Г —1200 °С, г —
—20 М П а и врем ен и 30 мин; 3 — го р я ­
чее п рессование
при Г —800 °С,
г —
—70 М П а и врем ен и 30 мин
Рис. 7.14. Изменение м агн итн ы х
свойств никель-цинкового ф е р р и ­
та в зависимости от условий п о ­
лучения:
а — п етл я ги стерези са ф е р р и та п о с л е
с п е к а н и я ( ! ) и после го р яч его п р е с с о ­
в а н и я (2); б — т е м п е р а т у р н а я
зави си
м о сть н ач ал ь н о й м агнитной п р о н и ц а в '
м о сти ф ер р и та после сп е к а н и я (7 ) и
п о сл е горячего п рессовани я ( 2)
большее применение находят пресс-формы из карбида крем ния,
которые выдерживают высокие рабочие температуры и до 100
рабочих циклов горячего прессования.
Одной из перспективных разновидностей рассматриваемого
метода является изостатическое горячее прессование. Оно отли ча­
ется от холодного изостатического прессования тем, что в связи
с высокими температурами процесса (600— 1500 °С) средой для
создания давления служит химически инертный или малоактивный
газ, а передающая эластичная оболочка является не резиновой,
а металлической.
К и н е т и к а с п е к а н и я . Разнообразие и сложность п ро­
цессов, протекающих при спекании, настолько велики, что невоз­
можно найти количественный критерий, который вполне опре­
деленно и однозначно характеризовал бы процесс спекания. Ч ащ е
всего в качестве такого критерия выбирают степень уплотнения
или упрочнения образцов, однако лучшее понимание явлений до­
стигается при применении комплекса характеристик.
Среди большого числа уравнений, описывающих кинетику
уплотнения порошковых тел при спекании, в наилучшем соответ­
ствии с экспериментом в широком интервале изменений условий
процесса находится феноменологическое выражение
d V l ( V d T ) = — q(VlVi))m,
где V — объем пор в момент времени т; V0 — объем пор при т = 0 ;
q —AVI{V0d%) имеет смысл скорости относительного сокращения
объема пор в начале изотермического процесса; т — константа,
В результате интегрирования данного выражения получается
V — V0 (1 -f- q т т ) ~ 1/т.
Изменение уплотнения при горячем прессовании описывается
уравнением
d p/d т = (d p/d т), + 3/4 |Р/т] (1 — р)],
где (dp/dx)s — уплотнение прессовки при обычном спекании; р —
относительная плотность; Р — внешнее давление; г) — динамиче­
ская вязкость среды.
Управление структурообразованием в керамике
в процессе спекания
При рассмотрении процессов термической обработки заготовок
уже отмечалось, что параметры микроструктуры керамики в зна­
чительной степени определяют ее свойства. Эта взаимосвязь будет
проиллюстрирована на характерных примерах диэлектрической
и магнитной керамик. Здесь же на примере ферритовой керамики
систематизируем факторы, определяющие микроструктуру кера­
мики в процессе ее синтеза. Основные процессы формирования
микроструктуры ферритовой керамики происходят в процессе
рекристаллизации на конечной стадии технологического цикла
спекания. Помимо основных параметров стадии спекания — температурно-временного режима и газовой атмосферы — на пара­
метры формирующейся микроструктуры керамики значительное
влияние оказывают такие факторы, определяющие кинетику про­
цесса, как физико-химическое состояние исходных компонентов,
степень их помола, однородность перемешивания, режим предва­
рительного спекания, способ и условия формования заготовок
и т. д.
Физико-химическое состояние исходных компонентов (или их
химико-термическая предыстория), а также свойства ферритизированной шихты определяют скорость и характер процессов спе­
кания и рекристаллизации керамики, формирующих в конечном
итоге микроструктуру ферритов. Так, например, на физико-химические характеристики порошков оксида железа существенное
влияние оказывает температура прокаливания исходного карбо­
ната железа, которая может меняться от 400 до 1000 °С. Изменение
размеров частиц порошка Ре20 3 и степени дефектности их к р и стал ­
лической решетки в зависимости от температуры прокаливания
отражается на процессе спекания ферритовых изделий и соответ­
ственно на процессах формования их микроструктуры. Так, наи­
большую плотность литийсодержащих ферритов получают на об­
разцах, в состав которых входит оксид железа, прокаленный при
850 °С. При этом происходит наиболее равномерный рост зерен и
обеспечивается получение заданной техническими условиями^ коэр­
цитивной силы ферритовых сердечников. При более низкой тем­
пературе прокаливания получаемые порошки имеют более высокую
удельную поверхность, меньшую плотность получаемой керамики
и худшую однородность размеров зерен микроструктуры. П ри
температуре прокаливания выше 850 °С увеличивается пористость
получаемых ферритов, что также приводит к ухудшению их свойств.
Таким образом, управление концентрацией структурных дефек­
тов в решетке порошков оксида железа (и других оксидов
ком­
понентов феррита) позволяет управлять величиной зерен м икро­
структуры и однородностью распределения их по размерам.
Процессы спекания и рекристаллизации ферритов регулируют
также с помощью режимов предварительного обжига исходной
смеси порошков (ферритизация). Т ак, при прочих равных усл о­
виях с повышением температуры ферритизации активность полу­
чаемой шихты уменьшается, что приводит к замедлению скорости
процессов спекания и формированию мелкокристаллической стр у к ­
туры в получаемой керамике. Уменьшение активности ферритизированной шихты обусловливается уменьшением содержания в
ней после предварительного обжига второй фазы в виде промеж у­
точных продуктов или непрореагировавших оксидов, а такж е пор.
Наличие дисперсных частиц второй фазы и их неоднородное рас­
пределение часто приводят к аномальному росту зерен в процессе
спекания.
Значительное влияние на свойства ферритов, содержащих
ионы, способных изменять валентность при прогреве на воздухе,
например марганецсодержащих, оказывают выделения второй
фазы Ре2Оэ, обусловленные окислительными процессами по схеме
Мп*+ —►Мп3+. Кинетика такого процесса существенно зави си т
от скорости охлаждения и температуры ферритизации: чем выше
температура первичной ферритизации и ниже скорость о х л а ж ­
дения, тем интенсивнее идет процесс распада твердого раствора
шпинели. Наиболее интенсивно этот процесс протекает в и н тер ­
вале 900—700 °С. Аналогичный процесс протекает и при нагреве
спекаемых изделий из Мп— 2п феррита на воздухе: вследствие
окисления Мп2+ до Мп3+ при 400— 700 °С появляются частицы
ре20 3, которые вновь растворяются при повышении температуры
до 800 °С. Полное растворение Ре20 3 происходит при увеличении
температуры до 1300 °С. С увеличением скорости нагрева т а к а я
повторная ферритизация заканчивается при более высокой тем­
пературе, чем при медленном нагреве. Сохранившиеся включения
Ре20 3 оказывают следующее влияние на формирование микро­
структуры спекаемых ферритов. Во время нагрева изделий до тем­
пературы ниже начала растворения Ре20 3 мелкодисперсные вклю­
чения на границах зерен служат эффективным барьером для дви­
жения границ зерен. По мере растворения частиц Ре20 3 начинается
рост зерен, причем неоднородное растворение Ре20 3 приводит к
протеканию неравномерной миграции границ, т. е. к вторичной
рекристаллизации и огрублению структуры. Растворение частиц
Ре20 3 до начала интенсивной миграции границ зерен приводит к
формированию однородной микроструктуры Мп—
ферритов.
В этом случае зерна формируются в процессе равномерно проте­
кающей собирательной рекристаллизации.
Важное значение для получения однородной по величине зеренной структуры керамики имеет гранулометрический состав
ферритизованного порошка, равномерность распределения частиц
порошка по размерам после вторичного помола. Чем неоднороднее
распределение частиц по размерам, тем вероятнее оптимальный
рост отдельных зерен в спеченном изделии, приводящий в конеч­
ном итоге к повышению островной разнозернистости структуры.
При этом существенное влияние на кинетику спекания и рекри­
сталлизации, микроструктуру и свойства ферритов оказывают
искажения кристаллической решетки зерен порошка, образую­
щиеся в результате помола.
Установлено, что начиная с некоторого определенного времени
вторичного помола дальнейшее его увеличение не вызывает роста
диспергирования ферритизованного порошка, но продолжает ска­
зываться на повышении концентрации структурных дефектов. Эф­
фект механической активации порошков в процессе помола ис­
пользуется с целью формирования микроструктуры ферритов,
керамики на основе А120 3 и др. Для этого в состав шихты вводят
определенное количество (~ 1 0 % по массе) крупных частиц, ко­
торые должны выполнять роль искусственных центров вторичной
рекристаллизации (Ц В Р). Основанные требования, предъявляемые
к физико-химическим характеристикам подобных крупных частиц,
чтобы они служили искусственными ЦВР, следующие: меньшую,
чем у других зерен, величину объемной энергии, т. е. меньшую
концентрацию дефектов; больший размер, чем зерна матрицы;
отличную от окружающих зерен кристаллографическую огранку.
В технологии ферритов в качестве искусственных ЦВР ис­
пользуются частицы, размер которых примерно на порядок больше
частиц основной ферритовой шихты, и приготовляются они путем
ферритизации при более высокой температуре, чем основная масса.
Количество вводимых Ц В Р определяется конечным размером зерен
микроструктуры, которую необходимо сформировать в процессе
спекания, так как рост Ц В Р за счет основной массы должен про­
исходить до их взаимного столкновения. При этом имеется четкое
соответствие среднего размера зерен спеченной керамики с количе­
ством крупных частиц, введенных в исходные порошки: корень
кубический обратной величины процентного содержания крупных
частиц к пропорционален среднему размеру зерна И в спеченной
керамике:
5 = /С { П 7 Л ,
г д е К — постоянная, зависящая от природы спекаемого материала.
Таким образом, введение в шихту искусственных ЦВР позво­
ляет управлять величиной зерна микроструктуры керамики, по­
вышать однородность распределения зерен по размерам, а такж е
уменьшает пористость керамики. Все это позволяет управлять
структурно-чувствительными свойствами ферритов.
Температурно-временные режимы спекания относятся к наиболее
действенным факторам, влияющим на параметры микроструктуры
керамики. Основными параметрами этих режимов являются тем­
пература процесса, время выдержки при спекании и скорость
нагрева под спекание.
Температура спекания главным образом влияет на скорость
роста зерен керамики. Д ля большинства ферритов скорость миг­
рации межзеренных границ лимитируется в основном диффузиеи
наиболее медленного иона—кислорода. В связи с этим энергия
активации процесса роста зерен ферритов различных составов,
например с кристаллической решеткой шпинели, лежит в пределах
330—380 Дж/моль. Различия в значениях энергии активации
роста зерен зависят от температуры спекания, чистоты сырья,
химико-термической предыстории порошка.
Средний размер зерен "О от времени изотермической выдержки х
описывается степенной функцией
причем показатель сте­
пени п в процессе спекания может меняться. Так, например, на
рис. 7.15 показаны изменения среднего размера зерен и пористости
(П) никелевого феррита в зависимости от времени спекания для
температур 1350 и 1400 °С. На кривых роста зерен 1 я 2 наблю­
даются точки излома (при значении О « 1 0 мкм), свидетельствующие
о смене механизма роста зерен, вследствие чего происходит и смена
значения показателя степени п. Эта точка достигается тем раньше,
чем выше температура спекания, и ее положение зависит такж е от
дисперсности исходного порошка. При этом средний размер пор
(кривая 5) непрерывно увеличивается (рис. 7.15) при общем со­
кращении их числа.
Значительную роль в формировании микроструктуры играет
скорость нагрева под спекание. С повышением скорости нагрева
возрастает скорость зарождения центров рекристаллизации и,
следовательно, измельчается зеренная структура. При медленном
же нагреве зеренная структура укрупняется и характеризуется
существенной неоднородностью. Это обусловлено тем, что реальные
прессовки имеют неравномерное распределение плотности по
объему, а такж е различие в длительностях инкубационного пе­
риода образования центров кристаллизации т0 в разных точках.
При медленном нагреве в местах с минимальным т0 центры фор­
мируются значительно раньше, чем в других участках. В местах
же с максимальным т0 центры или вообще не появляются, так как
они окажутся поглощенными зернами, растущими от центров с
минимальным т(), или окажутся значительно меньшими по размеру.
При скоростном нагреве материал еще до зарождения центров с
малым т0 нагреется до высокой
температуры, в результате чего
разница в т0 различных участ­
ков выравнивается. При этом
вследствие образования высоко­
го пересыщения возникает зна­
чительно большее число центров
и микроструктура формируется
более мелкозернистой и одно­
Рис. 7.15. Зависим ость среднего р а з­
родной, чем при медленном на­
мера зерен £> и разм ер а пор П нике­
греве. Так, например, при по­
левого феррита от времени изотерми­
лучении
высококоэрцитивных
ческой вы держ ки при спекании:
ферритов
с
прямоугольной
/ — обж и г при т е м п е р а т у р е 1400 °С; 2, 3 —
о б ж и г при 1350 °С
петлей гистерезиса (для чего
необходимо создание мелкозер­
нистой структуры) для изделий небольших размеров ( < 1 мм)
в некоторых технологиях используют форсированные режимы
спекания: обжиг производят при повышенных температурах при
значительных сокращениях продолжительности изотермической
выдержки и с предельной скоростью нагрева. Для этого изделия
сразу помещают в зону печи с температурой, равной температуре
спекания. В результате такого обжига формируется однородная
мелкозернистая структура ферритов, что приводит к существен­
ному улучшению электромагнитных параметров.
Добавки оксидов различных металлов в состав керамики также
относятся к факторам, существенно влияющим на характер и осо­
бенности рекристаллизационных процессов, приводя к изменению
параметров формирующейся микроструктуры и соответственно
структурно-чувствительных свойств. Как уже отмечалось выше,
добавки, влияющие на спекание, могут быть разделены на следую­
щие группы: полностью растворимые в кристаллической решетке
основных компонентов керамики, т. е. образующие непрерывные
ряды твердых растворов; практически нерастворимые, но образу­
ющие с компонентами керамики жидкие фазы типа эвтектик; пол­
ностью нерастворимые и не образующие жидких фаз. Добавки
первой группы влияют на спекание, в основном изменяя концент­
рации вакансий в подрешетках кристаллических фаз. Это приводит
к изменению всех процессов, протекающих при спекании и рекри­
сталлизации, а также влияет на основные электрофизические
свойства керамических материалов. Нерастворимые добавки о ка­
зывают тормозящее действие на миграцию границ зерен, приводя
к получению мелкозернистой структуры и определяя плотность
получаемой керамики. Добавки, обеспечивающие спекание в при­
сутствии жидкой фазы, как правило, интенсифицируют процессы
спекания, а также влияют на процессы рекристаллизации, уско­
ряя или замедляя их на определенных стадиях.
Выбор добавок и режимов термической обработки керамики
должны опираться на следующую закономерность: медленный
рост зерен способствует увеличению плотности, повышение ж е
скорости роста зерен замедляет уплотнение спекаемых материалов,
что связано с увеличением внутризеренной пористости. Поэтому
для получения крупнозернистого материала, обладающего высокой
плотностью, необходимо затормозить рост зерен на начальной
стадии до полного удаления пор, а затем уже обеспечить рост
зерен в беспористой матрице. Для получения мелкозернистого
керамического материала термическая обработка и добавки должны
обеспечить эффективное торможение процесса роста зерен до до­
стижения требуемой плотности. Приведем несколько примеров
использования добавок для формирования микроструктуры ф ер­
ритов.
Введение в ферриты ЪпО или С(Ю, являю щихся растворимыми
добавками, приводит к ускорению роста зерен. Например, в магниймарганцевых ферритах замена Л ^О на 2пО способствует у с­
корению роста зерен вплоть до замены 50 % Л ^О . При этом ум ень­
шается коэрцитивная сила и уменьшается температура Кю ри.
СсЮ по сравнению с 2пО приводит к формированию более круп н о­
зернистой структуры.
В качестве примера нерастворимых добавок, способствующих
торможению роста зерен в ферритах, следует назвать вклю чения
оксида тория, частицы металлического палладия, а также добавки
(15 %) мелкодисперсной фракции феррита того же состава, что и
спекаемый, но обожженной при более высокой температуре, чем
основная шихта. Такого рода добавки используются для ум ень­
шения величины зерен. Так, если на начальной стадии спекания
росту зерен обычно препятствуют поры, то при введении вклю чении
добавок рост зерен эффективно тормозится ими на всем протяж ении
процесса спекания: температура спекания образцов с вклю чениями
на 100— 150 °С выше по сравнению с температурой, используемои
при спекании образцов без включений, не приводит к заметному
росту зерен и в то же время способствует увеличению плотности
ферритов.
Различия в формировании микроструктуры ферритов, с п е к а ­
емых в присутствии добавок, обеспечивающих появление ж идкой
фазы, и без них, характеризуется сдвигом по температуре моментов
начала роста зерен и качественными отличиями в механизмах их
роста в разных температурных интервалах. При спекании фер­
ритов (например, магниймарганцевых с флюсовой добавкой ЕН20 3)
жидкая фаза появляется на ранних стадиях при температуре около
650—700 °С. Равномерно распределяясь между частицами исход­
ного порошка, она уменьшает межчастичное трение и облегчает
взаимное перемещение часгиц. При этом происходит частичное
растворение поверхностных выступов с малым радиусом кривизны,
частицы становятся более изометрическими, что приводит к более
плотной упаковке и к более раннему началу спекания. Процесс
роста зерна в этом случае лимитируется диффузионным массопереносом материала через прослойку жидкой фазы. Эта прослойка
по границам зерен препятствует протеканию обычного процесса
межзеренной собирательной рекристаллизации. С повышением
температуры обжига происходит испарение и частичное вытекание
жидкой фазы, в результате чего становится возможным непосред­
ственный контакт между зернами, что приводит к началу обычной
межзеренной собирательной рекристаллизации, обеспечивающей
более быстрый рост зерен.
Для сравнения отметим, что без добавок и соответственно без
жидкой фазы необходимый контакт частиц, приводящий к началу
процесса роста зерен, достигается при температуре на 250—300 °С
выше, чем в присутствии жидкой фазы. Кроме того, при спекании
ферритов без добавок зерна растут в основном локально неодно­
родно, что способствует протеканию вторичной рекристаллизации
и увеличению неоднородности распределения зерен по размерам
(разнозернистости микроструктуры). Этап медленного роста зерен
в этом случае практически отсутствует, поэтому скорость роста
зерен при подьеме температуры до 1050— 1100°С превосходит
скорость роста зерен для ферритов с добавками. При температуре
выше 1250 °С значения скоростей роста в обоих случаях выравни­
ваются в результате гого, что при этих температурах спекание
происходит примерно в одинаковых условиях. Однако различие
в предыдущем этапе формирования микроструктуры приводит к
тому, что максимальная разнозернистость формируемой микро­
структуры ферритов без добавок существенно больше, чем фер­
ритов с добавками.
Управление составом газовой среды при спекании также позво­
ляет осуществлять контроль процессов формирования микро­
структуры. Так, например, обжиг марганецсодержащих ферритов
на воздухе и в вакууме приводит к следующим различиям в фор­
мировании микроструктуры:
обжиг в вакууме приводит к сдвигу начала формирования
микроструктуры ферритов в область более низких температур;
при одинаковых температурах обжига зеренная структура
ферритов, спеченных в вакууме, крупнее и однороднее, чем в слу­
чае нагрева на воздухе.
Отмеченные различия являются в основном следствием изме­
нения условий ферритообразования с участием оксидов двух- и
трехвалентного марганца и появления фазы Р е 20 3 на стадии на­
грева под спекание. Кроме того, вакуум на начальных стадиях
спекания приводит к увеличению скорости зарастания пор, что
способствует получению более высокоплотных ферритов. Эти
процессы и приводят к формированию крупнозернистой и однород­
ной по размерам зерен микроструктуры, обладающей пониженной
плотностью.
Горячее прессование является одним из важнейших методов
управления микроструктурой синтезируемых керамических мате­
риалов. Несмотря на сложность оборудования и малую произво­
дительность, этот метод приобретает особую ценность при необхо­
димости получения керамических материалов с требуемой вели­
чиной зерен, высокой их однородностью и плотностью, близкой к
теоретической (пористость менее 0,1 %). Т ак, высокоплотные
мелкозернистые ферриты горячим прессованием получают при
температуре на 100—300 °С ниже обычно используемой за счет
повышения давления и уменьшения продолжительности изотерми­
ческой выдержки. При этом размер зерен уменьшается до ~ 1 0 раз
по сравнению с обычно спеченными ферритами.
Для укрупнения зерен у ферритов, изготовляемых горячим
прессованием, используют два варианта технологических режимов:
1) температуру горячего прессования повышают до обычной и
одновременно увеличивают продолжительность выдержки, со­
здавая таким образом условия для роста зерен в результате соби­
рательной и вторичной рекристаллизации; 2 ) проведение после
горячего прессования повторного обжига в обычных условиях
(или при приложении давления), но при более высоких темпера­
турах, чем температура горячего прессования. При этом на первом
этапе создаются условия для формирования мелкозернистой мат­
рицы с незначительной пористостью, а на втором — условия для
роста зерен в ней. На рекристаллизацию при горячем прессовании
оказывают заметное влияние следующие факторы: способ прило­
жения нагрузки, физико-химическое состояние частиц исходных
порошков, условия предварительного обжига, состав атмосферы
при проведении процесса и т.д. Использование описанных режимов
для получения крупнозернистых ферритов обеспечивает снижение
пористости до 0,1 % при величине зерен до 150 мкм и высокой их
однородности распределения по размерам.
Проведенное рассмотрение влияния основных технологических
факторов на микроструктуру синтезируемых керамических мате­
риалов показывает, что существует достаточное разнообразие
методов управления структурообразованием керамики, обеспечи­
вающих получение керамических материалов для изделий элект­
ронной техники с заданными электрофизическими параметрами.
Методы получения пленочных
керамических материалов
Все возрастающие требования развития новой техники не могут
«быть удовлетворены использованием только изделий из массивной
керамики. Р яд таких важных направлений, как микроминиатю­
ризация устройств, снижение энергоемкости, повышение чувст­
вительности и быстродействия элементов при одновременном умень­
шении управляющих полей, требуют применения изделий, изго­
товленных на основе пленочных керамических материалов, методы
получения которых сводятся к следующим.
М е х а н и ч е с к а я о б р а б о т к а используется для раз­
резания, шлифования и полирования массивных заготовок. Д ля
снятия дефектных поверхностных слоев разрезанных и отполи­
рованных пластин применяют различные обработки, в частности
высокотемпературный обжиг. Метод используется для получения
толстых ( 2 0 мкм и более) керамических пленок.
Ш л и к е р н о е л и т ь е является одним из наиболее рас­
пространенных технологических методов получения толстых ке­
рамических пленок (свыше 10 мкм). Предварительно синтезиро­
ванный керамический порошок смешивается с загустителем. Не­
обходимо, чтобы основная фракция порошка состояла из частиц
диаметром, в несколько раз меньшим, чем толщина отливаемой
пленки. Состав загустителя выбирается из условий эластичности,
наилучшего образования и текучести шликера. Существует не­
сколько разновидностей метода. В одной из них шликер разли­
вается на подложке (керамической; металлической, в качестве
которой используются, например, платина, палладий; керамиче­
ской, покрытой пленкой металла, и др.), после высыхания пленка
■спекается при высокой температуре. В другой разновидности шли­
кер готовят из керамического порошка, термопластичной смолы,
растворенной в легколетучем органическом растворителе, и сма­
чивающего органического вещества. В качестве растворителя
применяют ацетон, бензин, толуол, бутанол, этанол, в качестве
•связки — каучук, поливинилбутираль и др. Шликер наносится
на горизонтальный движущийся транспортер. В результате об­
разуются эластичные пленки, из которых можно вырезать элементы
необходимой конфигурации. Высокотемпературная термообработка
проводится на последнем технологическом этапе. Свободные пленки
можно такж е приготовить разливом водного шликера на органи­
ческую подложку с последующим высокотемпературным обжигом.
М е т о д с е д и м е н т а ц и и основан на направленном дви­
жении частиц в поле действия гравитационных, электрических или
центробежных сил. Этот метод рассмотрим на примере осаждения
частиц в поле центробежных сил.
Из тонкодисперсного керамического порошка приготовляется
суспензия в подходящей диспергирующей жидкости. Осаждение
частиц этой суспензии производят в центрифуге при ускорении до
2000 g. Поскольку мелкие частицы способны к агрегированию,
для измельчения агрегатов перед нанесением слоя применяется
ультразвуковая обработка суспензии. Помол и отгонка тонкодис­
персных частиц проводится в дисперсионной среде со сравнительно
высокой диэлектрической проницаемостью, способствующей р а з­
делению частиц. При этом дисперсионная среда должна не только
противодействовать образованию агломератов в суспензии и в
пленке, но и связывать осажденные на подложку частицы, чтобы
при удалении жидкости пленка не смывалась. Толщина нанесен­
ной пленки определяется временем нанесения и плотностью сус­
пензии. В качестве подложек используются металлы, керамика,
монокристаллы диэлектриков с высокой стойкостью к воздействию
повышенных температур. Полученные осадки подвергаются спе­
канию. Выбор режимов подъема температуры и выдержки при
заданной температуре определяется условиями получения необхо­
димых диэлектрических свойств пленок. Минимальные толщины
получаемых этим методом пленок керамики составляют 2 5 мкм.
Плотные седименты получают в электрическом поле. При элект­
рофоретическом осаждении частицы вещества, находящиеся в
суспензии, принимают заряд адсорбированных ионов, образую­
щихся за счет частично диссоциированной жидкой среды. В ре­
зультате этого возникает упорядоченное движение частиц под дей­
ствием электрического поля и осаждение их на подложке. К ри­
териями пригодности суспензии для электрофореза служат электрокинетический потенциал, устойчивость суспензии под влиянием
внешнего электрического поля, обратимость агрегирования в
поле. Величина электрокинетического потенциала регулируется
составом суспензии диспергирующей среды, в которую обычно
входят высокоатомные спирты (метиловый, этиловый, изопропиленовый и др.). Заряд частиц в спиртовой фазе можно изменить, вводя
растворимые соли или воду.
М е т о д ы о с а ж д е н и я п л е н о к и з г а з о в о й фа з ы не относятся к керамической технологии, тем не менее позво­
ляют получать пленки керамических материалов, близкие по
структуре к пленкам, получаемым методом спекания. К основным
методам нанесения пленок из газовой фазы относятся газоплазмен­
ный, термическое вакуумное испарение и катодное распыление.
В тонкопленочной технологии эти методы являются универсаль­
ными. Как уже отмечалось в предыдущих главах, в зависимости
от условий осаждения получаемые пленки могут иметь стеклооб­
разную структуру, поли- и монокристаллическую, а также смешан­
ную, т. е. состоящую из кристаллических и стекловидных компо­
нентов. Во всех этих методах твердое состояние исходного мате­
риала (в качестве которого используются предварительно синте­
зированные керамические порошки и спеки) разрушается за счет
распыления или испарения материала, затем материал воссозда-
ется при осаждении на подложке. При этом в процессе переноса
вещества возможна химическая диссоциация сложных молекул
исходного материала. Д ля диссоциирующих материалов типа ок­
сидных (например, ВаТЮ 3) наиболее сложным в технологическом
процессе является обеспечение стехиометрии получаемых слоев.
При достаточно полной стехиометрии концентрация структурных
дефектов в пленках может быть ниже, чем в пленках, получаемых
методом спекания.
Рассмотрим особенности газоплазменного метода нанесения
пленок керамических материалов (особенности методы термиче­
ского вакуумного испарения и катодного распыления рассматри­
вались в технологии получения стеклообразных пленок).
Газоплазменный метод нанесения пленок сочетает в себе до­
стоинства тонкопленочной технологии, обеспечивающей высокое
качество пленок, и толстопленочной, обеспечивающей высокую
скорость осаждения. Д ля нанесения пленок используется разогре­
тая до высокой температуры газовая струя, в которой расплав­
ляются частицы порошка исходного материала. Подложку уста­
навливают в держателе перед газовой горелкой, температуру ко­
торой можно регулировать. В сопло горелки вводится керамиче­
ский стержень или порошковый материал, который плавится и
переносится на поверхность подложки плазменной струей. Для
обеспечения равномерности покрытия подложку или горелку
перемещают по двум взаимно перпендикулярным направлениям.
Метод позволяет получать пленки толщиной от 1 мкм до нескольких
миллиметров при скорости осаждения > 4 мкм/мин.
Свойства керамических пленок могут отличаться ог свойств
объемного материала; имеется два различия в их свойствах.
Изготовление тонкой пленки с плотностью дефектов одного
порядка с высококачественной керамикой является еще весьма
сложной проблемой из-за несовершенства технологии и влияния
границ раздела. Вследствие этого структурно-чувствительные свой­
ства пленок обычно выражены слабее, чем в массивной керамике.
Специфика квазидвумерного состояния пленок проявляется в
возникновении размерных эффектов, приводящих к изменению
свойств этих пленок. Однако влияние размерных эффектов не
всегда проявляется отчетливо из-за вуалирующего действия де­
фектов.
§ 7.2. Т ЕХ Н О Л О Г И Я В АЖ Н Е ЙШ И Х КЕР АМИЧЕСКИХ МАТЕРИАЛОВ
Установочная керамика
Особенности технологии установочной керамики рассмотрим
на примере важнейших материалов, предназначенных для изго­
товления подложек микросхем. К ним в первую очередь отно­
сятся керамики на основе оксида алюминия и оксида бериллия.
Среди неоксидных материалов перспективной является керамика
на основе карбида кремния.
Большинство мощных микросхем изготовляются на керамиче­
ских подложках из оксида алюминия: высокоглиноземистая кер а­
мика 22ХС (96 % А120 3) и поликор (99,7 % А120 3).
Различают несколько полиморфных модификаций оксида алю ­
миния: а-, р- и 7-А1,08- а-А1,Ов. корунд, главная кристаллическая
фаза изделий из керамики на основе оксида алюминия, относится
к тригональной сингонии, плавится при температуре 2050 С.
6-А120 3 имеет гексагональную кристаллическую решетку и не
является чистой модификацией оксида алюминия. Это условное
обозначение определенной группы алюминатов, отличающихся
высоким содержанием А120 3. уА 1 20 3 имеет кубическую кристалли­
ческую решетку (типа шпинели) и отличается от корунда повы­
шенной химической активностью. При нагреве выше 1100 С у А120 3 необратимо переходит в а-А1 2О э с уменьшением объема
до 14%.
Сырьем для производства керамики 22ХС и поликора в основ­
ном является технический глинозем (содержание примесей, в ос­
новном оксида натрия, менее 0 , 2 % мае.), в котором в значитель­
ных количествах может присутствовать ф аза 7 -А 120 3, приводящая
при спекании керамики к существенной усадке (до 29 /о). Щ елоч­
ные металлы — примеси, наиболее вредные для высокочастотной
керамики. Очистку глинозема от оксида натрия осуществляют
выщелачиванием водой, гидротермальной отмывкой при 2 0 0 С
или термической обработкой в восстановительной среде при тем­
пературе до 1550 °С. Для получения минералогически однородного
материала, состоящего полностью из термически устойчивой а А120 3, исходный технический глинозем подвергают обжигу при
температуре до 1450 °С для перевода ■у-А120 3 в а-А1 20 3. Эта опе­
рация необходима также для придания глинозему нужных техно­
логических свойств: тонкое измельчение материала после такого
твердофазного превращения происходит более интенсивно, полу­
чаемый мелкодисперсный порошок характеризуется стабильными
удельной поверхностью, гранулометрическим составом и адсорб­
ционной способностью. В ряде случаев, например при получении
керамики 22ХС, для активации спекания в шихту добавляют
небольшое количество 7 -А 120 3. Кроме технического глинозема
для производства особо чистой керамики используется электроплавленный корунд, представляющий собой чистую форму а-А 1г0 3,
а также оксид алюминия, получаемый термическим разложением
некоторых солей алюминия, который представляет^собой высоко­
дисперсный порошок, характеризующийся высокой активностью
к спеканию.
Помол получаемого а-А1 20 3 в массовом производстве осуществ­
ляют в корундовых мельницах с корундовыми шарами. При со­
ставлении шихты учитывается, что в процессе размола происходят
износ корунда в мельнице и его намол в шихту.
В керамических материалах, содержащих до 96—98 % А120 3,
в качестве добавок, интенсифицирующих спекание, используются
минерализаторы—стекла на основе S i0 2, обеспечивающие жидко­
фазное спекание. Другими компонентами этих минерализаторов
являются оксиды металлов MgO. CaO, BaO, MnO, Cr 20 3, которые
оказывают большое влияние на активность минерализатора, оп­
ределяя вязкость и поверхностное натяжение расплава, раствори­
мость и скорость переноса А120 3, тонкую структуру и свойства
кристаллофазы, свойства возникающего при спекании межкорундового вещества. При получении керамики 22ХС используют
минерализаторы—стекла системы MnO S i0 2—Сг20 3 в количестве
5 — 6 % мае. В процессе спекания образуется жидкая фаза, раство­
ряющая в себе основу — оксид алюминия, что обеспечивает наи­
большую скорость уплотнения. Стеклофаза при температуре спе­
кания 1600 °С имеет состав (% мае.): S i0 2—32, MnO—27, А120 3 —
41, Сга0 3 — 0,5. Оксид хрома, образующий с А120 3 твердые раст­
воры (что придает материалам характерный розоватый оттенок),
внедряясь в кристаллическую фазу, активирует процессы массопереноса в твердой фазе.
В алюмоксидной керамике, содержащей более 99 % А120 3,
например поликоре, обычно используют минерализаторы без стеклообразователей. Они интенсифицируют спекание керамики в
твердой фазе. Наиболее распространенной добавкой такого рода
является MgO (до 0,3 % мае.), не оказывающая влияния на ди­
электрические и вакуумные свойства спеченной керамики.
В зависимости от консистенции массы, формы и размеров заго­
товок для их формования применяют следующие способы: полу­
сухое, горячее или изостатическое прессование, литье и экструзию.
В качестве органических связок используют парафин с добавками
олеиновой кислоты и воска, поливиниловый спирт с глицерином,
смесь метилцеллюлозы с глицерином. Д ля изготовления подложек
для микросхем и других пленочных керамических изделий шликер
на основе органического связующего разливают на подложку.
После высыхания образуется эластичная пленка, из которой штам­
пованием оформляют пленочные изделия толщиной от 0,05 до 3 мм.
Обжиг заготовок осуществляется в два этапа: удаление тех­
нологической связки и собственно обжиг до вакуум—плотного
состояния. Первый этап обжига проводится в окислительной
среде, а способ и режим его осуществления определяются методом
формования изделий. Литые детали средних и больших габаритов
обязательно обжигаются в адсорбенте, например глиноземе, для
сохранения формы. Выбор максимально допустимой температуры
обжига осуществляется из условий достижения необходимой проч­
ности полуфабриката и отсутствия припекания адсорбента. Это
определяется химическим составом материала и плотностью сы-
poro изделия. Д ля керамических деталей из масс 22ХС и поликора
температура предварительного обжига составляет соответственно
1100 и 1300 °С. Малогабаритные литые детали обжигают без з а ­
сыпки на пористых подставках, впитывающих парафиновую связку,
а также в адсорбенте, который выгорает в процессе предваритель­
ного обжига (например, в графитовом порошке). Средняя скорость
нагревания заготовок в температурном интервале размягчения и
удаления основной массы связки (60—400 °С) составляет 10 15 С/ч.
При обжиге малогабаритных заготовок в выгорающем адсорбенте
средняя скорость нагрева допускается до 50 °С/ч.
Режимы окончательного обжига заготовок устанавливаются
обычно из требований получения в спеченном материале заданной
микроструктуры — размера зерен кристаллической фазы, количе­
ства стеклофазы, объема и размера пор. Эти характеристики опре­
деляют физико-механические и электрофизические свойства из­
делий. Оптимальный фазовый состав для керамики 22ХС (объем
кристаллов корунда 90 %; объем межкорундовой фазы 10 %;
размер кристаллов корунда 10— 2 0 мкм) достигается обжигом
заготовок при температуре 1580— 1620 °С в восстановительной
среде (водород или смесь водорода с азотом). При производстве
подложек микросхем обжиг заготовок допускается при пониженной
температуре 1500 °С, что приводит к формированию мелкокристал­
лической структуры (размер зерна 5— 8 мкм) с пониженным содер­
жанием стеклофазы.
Окончательный обжиг заготовок из массы поликора производят
при температуре 1800— 1900 °С, обеспечивающей достижение плот­
ности керамики, близкой к теоретической.
Бериллиевую керамику — брокерит (98 % ВеО) — используют
для изготовления подложек микросхем повышенной мощности,
так как теплопроводность ВеО более чем в шесть раз выше А1г0 3.
Исходным сырьем для получения ВеО является в основном мине­
рал берилл (ЗВеО-Al 20 3 -6S i02). В чистом минерале содержится
около 15 % ВеО. Берилл переводят в гидроксид бериллия, обж игая
который при температуре 900— 1800 °С получают ВеО. И зделия
из ВеО могут быть изготовлены всеми методами керамической тех­
нологии.
Спекание керамики на основе ВеО определяется следующими
свойствами порошков: гранулометрическим составом, удельной по­
верхностью, прочностью и размером агрегатов, образующихся в ре­
зультате разложения гидроксида (или солей, оксалата и сернокис­
лого бериллия), а также составом примесей.
Порошки из очень чистой ВеО спекаются плохо. Интенсификации
спекания способствует добавление порошков ВеО, получаемых
обжигом гидроксида бериллия (или солей) при пониженной темпе­
ратуре 900 °С'. К спекающим добавкам относятся CaO, U 0 2, SrO ,
Ti0.2, В 20 3, Sc 20 3, Z r0 2, Сг20 3. При использовании чистой ВеО
температура спекания составляет 1800— 2000 °С. Введение спекаю-
щих добавок цо 1 % позволяет снизить температуру обжига до
1400 °С. В том и другом случаях плотность изделий достигает 95—
"98 %. Горячее прессование порошков ВеО производят при темпе­
ратуре 1600 °С и давлении 15— 20 МПа. При этом плотность изде­
лий достигает 98—99 %.
В большей степени распространена технология получения изде­
лий с использованием ВеО, полученной обжигом гидроксида берил­
лия при высокой температуре (1700— 1800 °С). Это снижает ее ток­
сичность и способность к распылению. Температура обжига изде­
лий, изготовленных из таких порошков, должна составлять 1900—
2000 °С; достигаемая при этом плотность изделий составляет 97—
98 % от теоретической. Высокоплотная керамика характеризуется
высокой теплопроводностью и прозрачностью в диапазоне длин волн
4—5 мкм. При получении прозрачной керамики в качестве спекаю­
щих добавок используются оксиды Li, Mg, Al в количестве до 1 %.
Спекание проводят при температуре до 1900 °С в вакууме или газо­
вой среде (водород, азот, воздух) с влажностью менее 1 %. При этом
используется активный порошок ВеО, получаемый разложением
гидроксида, сульфата или карбоната бериллия при пониженной
температуре, так как уплотнение оксида бериллия заметно тормо­
зится в присутствии водяных паров.
Керамика брокерит имеет состав 97 % ВеО и 3 % стекла системы
■CaO—S i0 2—А120 3 (0,95 % S i0 2; 0 , 8 8 % CaO; 1,17 % А120 3). До­
бавка А120 3 способствует формированию однородной кристалли­
ческой структуры с высоким показателем свойств.
Основные технологические этапы изготовления изделий из кера­
мики брокерит: предварительно обожженный и размолотый оксид
■бериллия перемешивается со стекловидным мелкоразмолотым мине­
рализатором, и из полученной шихты формуют детали. Формование
изделий производят методом горячего литья под давлением или су­
хим прессованием из порошков с парафиновой связкой. Спекание
изделий до вакуумплотного состояния осуществляется при темпе­
ратуре 1700— 1800 °С. При спекании керамики в ее составе обра­
зуется стеклофаза и возникает остаточная закрытая пористость,
составляющая несколько объемных процентов. Это является при­
чиной ухудшения теплопроводности брокерита в сравнении с теп­
лопроводностью чистого плотно спеченного оксида бериллия.
Бериллий и его соединения высокотоксичны, что заметно сдер­
живает их применение в электронной технике. В связи с этим в по­
следние годы была разработана керамика на основе карбида крем­
ния с введением в SiC небольших количеств (1—3 %) спекающих
добавок (ВеО, В4С, С и др.). Основные характеристики керамики на
основе SiC: по теплопроводности [293 Вт/(м-К)1 превосходит ме­
таллический алюминий, керамики на основе оксида алюминия и ок­
сида бериллия и немного уступает меди; имеет близкий к монокри­
сталлам кремния температурный коэффициент линейного расшире­
ния, что позволяет производить прямую пайку кремниевых интег­
ральных микросхем на карбидкремниевой подложке; характеризу­
ется высоким удельным объемным сопротивлением ру « Ю 13 Ом-см;
имеет высокую механическую прочность при низких и высоких
температурах.
Карбид кремния существует в виде двух полиморфных модифи­
каций: кубической Р-БЮ и гексагональной а-51С, включающей в
себя более 140 политипных структур. (З-БЮ является метастабильной структурой и при температуре >1400 °С испытывает твердофаз­
ное превращение в а-БЮ. Порошки а-Б1С получают реакцией кокса и
кварцевого песка с последующим помолом а-51С в шаровых мельни­
цах со стальными шарами и отмывкой получаемого продукта от
намолотого железа. Наряду с этим традиционным способом большое
применение находит технология получения порошков р-БЮ (вплотьдо субмикронных фракций) плазмохимическим разложением в во­
дороде кремни- и углеродсодержащих органических соединений.
Формование заготовок осуществляют всеми методами керами­
ческой технологии. Спекание керамики производят в диапазоне
температур 1700—2300 °С. В качестве спекающих добавок исполь­
зуются Сг, В, Ве, Т1, А1, С, Б1 и их соединения, а также порошки
метастабильной модификации |5-51С. Подложки для интегральных
микросхем с наилучшими электрофизическими параметрами из­
готовляют горячим прессованием (давление > 5 - 1 0 7 Па, температу­
ра 2100 °С) субмикронных порошков Р-Б1С с добавками до 2 %
ВеО.
Конденсаторная керамика
Требования, предъявляемые к конденсаторной керамике, в об­
щем виде формулируются следующим образом:
наибольшая диэлектрическая проницаемость при заданном зна­
чении ее стабильности при изменении температуры, частоты, на­
пряженности электрического поля и т. д.
минимальные диэлектрические потери;
максимальные электрическая прочность и удельное объемное
сопротивление;
■высокая устойчивость к электрохимическому старению;
однородность материала и воспроизводимость свойств;
малая стоимость и доступность исходного сырья.
Рассмотрим особенности технологии получения керамических
материалов диэлектрика конденсаторов на примере сегнетокерамики.
Сегнетокерамические материалы для конденсаторов могут быть
разделены на три группы: материалы с максимальной диэлектриче­
ской проницаемостью (группа Н-90), материалы с повышенной тем­
пературой стабильностью диэлектрической проницаемости (группы
Н-50', Н-30 и др.) и материалы с пониженными диэлектрическими
потерями (материал Т-900).
Основой сегнетоэлектрической конденсаторной керамики всех
этих групп являются сегнетоэлектрики кислородно-октаэдрического типа, главным образом ВаТЮ 3, и твердые растворы на его
основе. В ряде случаев находят применение БгТЮз, твердые раст­
воры на основе РЬЫЬ 2Оь. Керамика на основе чистого титаната бария
характеризуется тремя точками фазовых переходов: — 80; 0; 120 °С.
При температуре ниже —80 °С кристаллы обладают ромбоэдриче­
ской структурой; в диапазоне температур от —80 до 0 °С имеют ром-
Рис. 7.16. Температурная зависимость диэлектрической проницаемости е и тангенса угла диэлектрических потерь
керамики на
основе ВаТЮз:
/
ром боэдри ческая
ф а за ; 2 ~~ р о м б и ч е с к а я;
б и ческ ая
3 — тетрагон альная-
4 — ку­
бическую структуру; от 0 до 120 °С — тетрагональную, а при тем­
пературе выше точки Кюри (120 °С) у ВаТЮ 3 возникает кубическая
структура и спонтанная поляризация исчезает. При этом кристалл
из сегнетоэлектрика превращается в параэлектрик. Все отмеченные
фазовые переходы сопровождаются изменениями в процессах поля­
ризации, что находит свое отражение на зависимостях е и tg 6 от
температуры (рис. 7.16), Как видно из рис. 7.16, е при комнатной
температуре примерно равна 1500, а вблизи температуры Кюри
имеет острый максимум, достигая значений 6000— 10 000. Такой
характер температурной зависимости е позволяет использовать
керамику на основе ВаТЮ 3 в интервале температур от —55 до
+ 8 5 С со значением е«1500. Повышение рабочего значения е и
увеличение ее стабильности при изменении температуры осуществ­
ляют на основе следующих принципов: в керамику на основе тита­
ната бария вводят добавки, понижающие температуру Кюри и вы­
зывающие размытие максимума диэлектрической проницаемости
при фазовом переходе (этот принцип используется при получении
керамики на основе однофазных твердых растворов); в керамике
создают две (или более) отличающиеся по свойствам фазы, приводя­
щие к сглаживанию температурной зависимости е.
Рассмотрим особенности технологии получения материалов по
первому принципу. Он в основном используется при получении
керамики, относящейся к группе материалов с максимальной ди­
электрической проницаемостью. Для получения диэлектриков дан­
ной группы в качестве кристаллической основы применяют однофаз­
ные твердые растворы с размытым фазовым переходом (РФП). При
этом электрические характеристики материала должны определять­
ся в основном характеристиками этой фазы. Твердые растворы с
максимальной диэлектрической проницаемостью в рабочем интер­
вале температур обычно имеют точку Кюри в области температур,
близких к комнатной. Наиболее распространены твердые растворы
в бинарных системах ВаТЮ 3— Ва2т03, ВаТЮ 3— ВаБпОз, ВаТЮ 3—
СаБпОз, ВаТЮ 3—Са2Ю 3.
Диэлектрическая проницаемость этих твердых растворов вблизи
комнатной температуры достигает наибольших значений не только
за счет смещения точки Кюри, но и за счет сближения температур
фазовых переходов из кубической в тетрагональную и из тетраго­
нальной в ромбическую фазы. Наиболее высокие значения диэлект­
рической проницаемости могут быть достигнуты в керамике с круп­
нозернистой структурой, которая способствует развитию доменной
структуры зерен. При температурах, близких к температуре фазо­
вого перехода, механически не зажатые домены вносят заметный
вклад в ориентационную составляющую диэлектрической проницае­
мости. Следует также подчеркнуть, что большую степень размытия
фазового перехода в бинарных системах на основе ВаТЮ 3 имеют
его твердые растворы с несегнетоэлектрической компонентой (цирконаты и станнаты щелочно-земельных металлов). Твердые раство­
ры ВаТЮ 3 с сегнетоэлектриками структуры перовскита — БгТЮз
или РЬТЮ3— имеют практически неразмытые фазовые переходы. Од­
нако даже в твердых растворах титанат бария— не сегнетоэлектрик,
степень размытия фазового перехода недостаточна для обеспечения
необходимой стабильности диэлектрической проницаемости в рабо­
чем интервале температур. Поэтому в технические материалы на
основе этих твердых растворов, как правило, вводятся добавки,
приводящие к более размытому фазовому переходу.
Особенность поляризации сегнетоэлектриков с размытым фазо­
вым переходом заключается в том, что в таких составах наибольший
вклад в диэлектрическую проницаемость дает ориентационная со­
ставляющая поляризации, связанная с движением доменных стенок
в зернах керамики. При этом нелинейные свойства материалов про­
являются даже при температурах, несколько превышающих точку
Кюри, за счет наличия остаточной доменной структуры. При более
высокой температуре доменная нелинейность исчезает. Предполага­
ется, что на размытие фазового перехода оказывает влияние флук-
Рис. 7.17. Температурные зависимости диэлектрической проницае­
мости сегнетокерамических материалов при разных температурах
обжига:
I, 2 — Г —вООО, Гобж —1320 и 1380°С соответствен но; 3, 4 — В С —1; Гобж“
—1340 и 1400 °С; 5, 6 — Б К С , Гобж —1340 и 1380 °С; 7 — 7*—10000, Гобж”
-1 3 6 0 °С
туация состава, а также механические напряжения, действующие
на зерна керамики и их отдельные области — двойники в пределах
зерен.
На рис. 7.17 приведены температурные зависимости е керами­
ческих материалов с максимальной диэлектрической проницаемо­
стью, используемых в конденсаторном производстве, а в табл. 7.2
представлены основные характеристики этих материалов.
Изменения диэлектрической проницаемости в интервале темпе­
ратур обжига обусловлены следующими процессами. Сдвиг точки
Кюри материала Т-8000 в зависимости от температуры обжига свя­
зан с изменением степени сформированное™ твердого раствора. Для
материалов ВС-1 и БКС заметное изменение положения точки Кюри
от температуры обжига не наблюдается. Д ля них ход зависимостей
М арка
м атер и ал а
Т-8000
Е при
20° с
8000— 10000
И нтервал
рабочих
тем пера­
т у р , °С
И зм енение Э л е к т р и ­
реверсив­
ческая
ной е
п р о чн о сть,
(до Я = 0 , 5
к В /м м
Основная к р и с т а л ­
л и ч еская ф аза
кВ/мм), %
7.2
Т ем п ер а­
тура
Кюри, °С
Таблица
- 6 0 ч+85
±30
4—5
Твердый раствор 2 0 - 4 0
В а Т ! 0 3— В а 2 Ю 3
ВС-1
12000— 14000
60-^ +
+85
±30
4-5
Твердый раствор 10—20
ВаТЮ3— С а 2 г 0 3
оке
10000— 11000 —60-ь +
+85
±50
5-6
Твердый раствор
В аТ103 — СаБпОд
Т - 10000
12000— 15000 —40-Н +
+85
±50
3-4
То ж е
—
0 — 10
20—30
меняется только до температуры Кюри (в сегнетоэлектрической
области), что связано с увеличением вклада доменного механизма
поляризации вследствие укрупнения кристаллитов за счет рекри­
сталлизации при повышенных температурах.
Для приведенных в табл. 7.2 материалов характерно высокое
удельное объемное сопротивление не менее 1011 Ом-см и значение
1§б^г0,014-0,02 на частоте 1 кГц.
Как видно из зависимостей е = / (Т) (рис. 7.17), на основе одно­
фазных твердых растворов практически невозможно получить
сегнетокерамические материалы с малым изменением диэлектриче­
ской проницаемости в ши­
роком интервале температур.
Поэтому для получения ке­
рамических материалов вто­
с
ч £
т ~ ^ - г с‘-в
рой группы, т. е. с повышен­
ной температурной стабиль­
ностью диэлектрической про­
а)
б)
ницаемости, используют вто­ Рис. 7.18. Керамическая композиция на
рой из отмеченных выше
основе смеси двух сегнетоэлектрических
принципов — в керамике соз­ фаз А и В с высокой диэлектрической
дают две (или более) отли­ проницаемостью (а) и ее эквивалентная
схема (б)
чающиеся по свойствам фазы,
приводящие к сглаживанию
температурной зависимости е. Рассмотрим две имеющие практиче­
ское значение композиции в виде двухфазной смеси.
Первая композиция представляет собой керамику в виде двух
сегнетоэлектрических фаз с высокой диэлектрической проницае­
мостью, отличающихся точками Кюри, она и ее эквивалентная схема
изображены на рис. 7.18. Если фаза А имеет высокую диэлектри­
ческую проницаемость, а фаза В — низкую, то фаза В будет про­
сто подавлять пик диэлектрической проницаемости фазы А вблизи
температуры Кюри, причем этот эффект оказывается не слишком
большим. Однако если фазы Л и В имеют высокие диэлектрические
проницаемости, но различные точки Кюри, и если они могут ста­
бильно существовать в единой керамике, то на температурной
зависимости диэлектрической проницаемости такого материала во з­
никает два (или более) максимума. Соответствующим подбором ф аз
А я В так, чтобы максимумы их е лежали недалеко друг от д руга,
удается получать керамические материалы со слабо меняющейся е
в широком диапазоне температур. Примером такого материала
является керамика в системе ВаТЮ 3 (95 % мол.) — 1\П5п03 (5 %
мол.). Получение ее осуществляют обжигом порошков В аТЮ 3,
N ¡0 и 5 п 0 2 при температуре 1300— 1400 °С. При этом протекает
твердофазная реакция
V
95ВаТЮ 3+ 5 № 0 + 5 5 п 0 2 —* * В а (Т 1, 8 п )0 3 + «/(В а, №)ТЮ 3
Ф аза А
Ф аза В
в результате которой образуется гетерогенная структура, подоб­
ная изображенной на рис. 7.18. Зависимость е от температуры
полученного материала представлена на рис. 7.19. Керамика имеет
достаточно высокую диэлектрическую проницаемость, слабо меняю­
щуюся в широком диапазоне температур. На зависимости едва про­
сматриваются слабые максимумы е при двух температурах: 40 и
110 °С.
Другими примерами гетерогенных композиций рассмотренного
вида являются керамические материалы на основе систем ВаО
ТЮ 2—СеОо—SnOa, ВаО—ТЮ 2—C e0 2—Z r0 2, ВаО—T i0 2—С е02—
ТЮ 2, ВаО—ТЮ 2—СоО—ZrO, ВаО—T i0 2—La 20 3—ТЮ2, ВаО—
О
е,
= = С8
то
Т °А
2000
11
-50
50
~т
T /f
Рис. 7.19. Температурная зави ­
симость диэлектрической про­
ницаемости керамики в системе
ВаТЮз (95%
м о л .)— 1\П5пОз
(5% мол.)
5)
Рис. 7.20. Керамическая композиция
на основе фаз с высокой (фаза Л) и
низкой
(фаза В)
диэлектрической
проницаемостью:
а — модель стр у ктуры расп ределен ия ф аз;
б — э к в и в а л е н т н ая схем а модели
ТЮ 2—СоО—5 п 0 2. Свойства таких керамических материалов, в
которых существуют фазы А и В с разными точками Кюри, очень
хорошо технологически воспроизводятся и имеют высокую времен­
ную стабильность.
Принципиально отличной от рассмотренной является гетеро­
генная композиция из смеси, содержащей фазу с низкой диэлектри­
ческой проницаемостью и фазу с высокой диэлектрической проницае­
мостью. Структура такой керамики вместе с эквивалентной схемой
показана на рис. 7.20. Вокруг зерен с высокой диэлектрической
проницаемостью (фаза А ) расположен непрерывный слой с низкой
диэлектрической проницаемостью (фаза В). Так как диаметр зе­
рен фазы А (й А ) много больше толщины прослоек фазы В (йВ)
а ед ^>ев , то статические емкости С А и С в имеют примерно одина­
ковое значение, а в целом эти емкости создают бесчисленное коли­
чество параллельных и последовательных соединений. Это при­
водит к подавлению пика диэлектрической проницаемости фазы А.
Кроме того, если фазы А и В имеют различные температурные ко­
эффициенты линейного расширения, то в фазе А возникнут механи­
ческие напряжения и максимум диэлектрической проницаемости в
точке Кюри у нее еще более сгладится.
Рассмотрим два важнейших способа реализации описанной ком­
позиции. Согласно первому способу, формирование непрерывногослоя с низкой диэлектрической проницаемостью вокруг зерен с
высокой диэлектрической проницаемостью осуществляют путем под­
бора такой пары мало растворимых друг в друге материалов, в ко­
торой фаза В переходит в жидкость
при более низкой температуре,
чем фаза А . Например, в качестве
фазы А используют зерна ВаТЮ 3
или Ва (Sn, T i)0 3, а в качестве фа­
зы В — Bi 2 (ТЮ 3) 3 или B i 2 (S n0 3) 3
(в количестве 3 % мол.), плавящие­
ся при температуре 1300— 1400 °С.
Изготовление композиции
осу­ Рис. 7.21. Температурная зав и си ­
мость диэлектрической проницае­
ществляется следующим образом.
мости керамики в системе ВаТЮз.
Предварительно
синтезируется (97%
мол.) - В Ы Б п О зЬ
(3%
B aT i0 3 обжигом смеси В аС 0 3 и мол.). Температура предваритель­
ного спекания ВаТЮ3 (°С ):
ТЮ 2 при температуре 1000—
/ — 1000; 2 — 1200 ; 3 — 1400
1400 °С. Затем составляется шихта
из порошков ВаТЮ3, Bi20 3 и S n 0 2.
Хорошее спекание сформованного изделия происходит в интервале
температур 1320— 1400 °С в результате протекания преимущест­
венно следующей реакции:
97B aT i0 3 + 3 B i 20 3 + 9 S n 0 2 — 9 7 B a T i0 3 + 3 B i 2(Sn03)3.
Ф аза А
Ф аза В
При этом происходит плавление B i 2 (S n 0 3) 3 и формование не­
прерывного тонкого слоя вокруг зерен B aT iÖ 3. На рис. 7.21 при­
ведены температурные зависимости диэлектрической проницаемо­
сти получаемых таким способом керамических материалов при
разных значениях температуры предварительного спекания ВаТЮ 3.
Видно, что в достаточно широком диапазоне температур имеет место
очень плавная зависимость е от температуры. Сдвиг кривых в з а ­
висимости от температуры предварительного спекания BaTiO s
объясняется различной его химической активностью, приводящей к
частичному образованию B aSn0 3 и Bi 2 (ТЮ 3) 3 при спекании ком­
позиции, причем фаза B aSn0 3 характеризуется высокой диэлектри­
ческой проницаемостью, а фаза Bi 2 (ТЮ 3) 3 — низкой.
Второй способ создания керамических материалов, соответст­
вующих рассматриваемой композиции, основан на создании фаз А
и В в пределах одного зерна, т. е. на формировании зональнооболочечной структуры зерен. Практически важным примером
реализации этого способа является использование следующих двух
фаз — титаната бария (температура Кюри 120 °С) и твердого раст­
вора на его основе с размытым фазовым переходом (фаза В), темпе­
ратура Кюри которого находится в интервале от — 10 до + 1 0 °С, при
этом центральная часть зерна представляет собой титанат бария, а
оболочка — твердый раствор. Твердые растворы с указанными свой­
ствами получают путем гетеровалентного замещения титаната бария
добавками простых или сложных оксидов трех- и пятивалентных ме­
таллов, ионы которых замещают ионы титана или бария, при этом
возможны различные схемы компенсации заряда. На рис. 7.22 при­
ведены концентрационные зависимости температуры Кюри некото­
рых твердых растворов в системах ВаТЮ 3—Ме20 3 (Ме20 5). Для
получения керамики с зонально-оболочечной структурой зерен
Рис. 7.22. Концентрационная з а ­
висимость температуры Кюри
твердых растворов
В аТЮ 3 с
добавками оксидов: А12Оз ( / ) ;
УЬгОз ( 2 ) ;
О у 2О з
(3 ) ;
Б ш гО з
(4); Рг20 3 (5 ); ЫЬ20 6 (6)
Рис. 7.23. Температурная зависимость
диэлектрической проницаемости твер­
дого раствора на основе ВаТЮз
(96% мол.) — Вао.бМЬОз (4% мол.).
Температура обжига (°С):
/ — 1280 ; 2 — 1350; 3 — 1420; 4 — 1500
практическое применение получили следующие системы: ВаТЮ 3—
Вао,5МЬ03, В аТЮ 3—5 т 20 3, ВаТЮ 3—ЫЬ20 5, ВаТЮ 3—В14И 30 12
и др.
Электрические свойства керамики с зонально-оболочечной струк­
турой зерен очень чувствительны к технологическим режимам при­
готовления масс и обжига заготовок. Электрические свойства ке­
рамики определяются соотношением в зернах концентраций тита­
ната бария и твердого раствора с размытым фазовым переходом
(РФП), относительной величиной максимумов диэлектрической
проницаемости, присущих ВаТЮ 3 и твердому раствору, а также
степенью сформированности твердого раствора, определяющей
положение максимума его диэлектрической проницаемости на шкале
температур.
В качестве примера на рис. 7.23 приведена температурная за­
висимость диэлектрической проницаемости керамики на основе твер­
дого раствора 96 ВаТЮ 3—4 Ва 015ЫЬО3 при разных температурах
обжига. Как следует из зависимостей, с повышением температуры
обжига максимум диэлектрической проницаемости ВаТЮ 3 в точке
Кюри подавляется, максимум е фазы твердого раствора растет и
смещается в область более высоких температур. Это связано с тем,
что с увеличением температуры обжига полнее происходит образо­
вание твердого раствора с РФП за счет более глубокого проникно­
вения добавок в глубь зерен. Аналогично, и при варьировании
дисперсности компонентов керамической массы также изменяется
степень сформированное™ твердого раствора, что сказывается на
температурной зависимости е полу­
чаемого материала. Чем меньше раз­
мер исходных частиц шихты, тем в
большей их доле происходит образо­
вание твердого раствора с РФП, а это
приводит к подавлению максимума
диэлектрической проницаемости, об­
условленного присутствием в сере­
дине зерен непрореагировавшего титаната бария. На рис. 7.24 на при­
мере материала ТНС-2500 (система
Рис. 7.24. Температурные з а в и ­
ВаТЮ 3 + твердый раствор ВаТЮ3— симости диэлектрической п р о ­
керамики ТНС -2500
5 т 20 3—ЫЬ20 5) хорошо видно влия­ ницаемости
при
различной дисперсности
ние размера исходных частиц ВаТЮ 3 порошка массы. Удельная п о­
верхность порошка (см2/ г ) :
на температурную зависимость ди­
/ — 3000 ; 2 — 1300
электрической проницаемости кера­
мики.
Технологическое развитие принципа получения керамических
материалов с зонально-оболочечной структурой привело к созданию
новых материалов с повышенной температурной стабильностью
диэлектрической проницаемости (е«2500) и с повышенной диэлект­
рической проницаемостью (е«3500) при стабильности, удовлетво­
ряющей группе Н-50. Характеристики сегнетокерамических мате­
риалов стабильных групп по е приведены в табл. 7.3. Природа
этих материалов обусловливает относительно малую зависимость
реверсивной диэлектрической проницаемости от напряженности
постоянного электрического поля. Эти материалы имеют tg 6 «
» 0 ,0 1 ч- 0 , 2 и высокое удельное объемное сопротивление— не ме­
нее 10й Ом-см.
При рассмотрении особенностей технологии получения конден­
саторных сегнетокерамических материалов следует подчеркнуть,
что диэлектрическая проницаемость сегнетокерамики и ее темпе­
ратурная зависимость определяются не только составом материала,
но и технологией приготовления керамической массы и обжига за­
готовок.
Отметим некоторые проблемы и перспективы материаловедения
конденсаторной сегнетокерамики.
Т -1000
е при 20 °С
1600— 1800
±20
±10
Э лек три чес­
кая п р о ч ­
ность,
к В /м м
М арка
м атери ал а
О тн о си тел ьн о е И зм енение
и зм енение е р е в е р с и в ­
ной е
в и нтервале
(до £ = 0 , 5
те м п е р а ту р
к В /м м ) ,
о т — 60 до
+ 1 2 5 °С
%
в
О сновная к р и с т а л л и ч е с к а я
ф аза
В аТ Ю + тв ерды й
раствор (Ва, Bi)
тю3
Т -2000
2000— 2200
±30
±10
6
ВаТЮ3+тверды й
раствор (Ва, Bi),
Т г03
тнс2500
2500—2700
±30
±10
с
B a T iO j+ т в ер д ы й
раствор ВаТЮ3 —
Sm20 3— Nb20 5
Одной из проблем является повышение рабочей напряженности
электрического поля в диэлектрике. Важнейшим фактором, опреде­
ляющим ее величину, является устойчивость титансодержащей ке­
рамики к электрохимическому старению, которая зависит при
прочих равных условиях от наличия кислородных вакансий в
структуре. Электрохимическое старение проходит более интенсивно
при образовании кислородных вакансий независимо от вида твер­
дого раствора. С учетом этого принципа сейчас разрабатываются уже
все технические материалы. Однако для дальнейшего увеличения
рабочих напряженностей электрического поля необходимы прове­
дение исследований и выработка новых концепций оптимальной
структуры керамических материалов, материалов со специально
подобранными поверхностными фазами зерен, ограничивающими
подвижность носителей заряда, и др. При этом обязательным усло­
вием является уменьшение зависимости реверсивной диэлектри­
ческой проницаемости от напряженности электрического поля.
Получение таких материалов требует нахождения компромисса
между приемлемыми величинами диэлектрической проницаемости
и электрической прочности.
Необходимо дальнейшее изучение фаз на поверхности зерен, по
своему составу и структуре отличающихся от их объема. Это обу­
словлено тем, что такие фазы образуются в сегнетокерамике и во
многом определяют ряд специфических свойств этих материалов.
В частности, с созданием поверхностных фаз связано и получение
полупроводниковой керамики с межзеренными слоями, диэлектри­
ческая проницаемость которой на порядок превышает е традицион­
ных материалов, достигая 40 ООО—50 ООО и более. В этом случае ма­
териалы с межзеренными слоями представляют собой совокупность
полупроводниковых зерен, имеющих изолирующую оболочку. М а­
лая толщина, большая диэлектрическая проницаемость и достаточ­
но высокое удельное сопротивление межзеренных слоев в конечном
счете и определяют основные свойства материалов. Керамика с межзеренными слоями может быть получена, например, одновременным
легированием титаната бария или изоморфных твердых растворов
на его основе двумя видами добавок. К первому виду добавок, от­
ветственных за формирование полупроводниковых свойств зерен,
относятся оксиды элементов с валентностью большей, чем у Ва2+
Рис. 7.25. Зависимость е и
керамики с межзеренными слоями от парциального давления кис­
лорода
или 'П4+, способных замещать последние в кристаллической реш ет­
ке. Такими оксидами являются, например, 5Ь 20 3, У 20 3, ЫЬ20 5 и
некоторые оксиды редкоземельных металлов.
Ко второму виду добавок, обусловливающих формирование д и ­
электрических свойств межзеренных слоев, относятся компенси­
рующие добавки — оксиды меди, ж елеза и некоторые другие.
Количество вводимых добавок мало (десятые и сотые доли процента)
и с позиции получения требуемых свойств материалов очень кри ­
тично. При этом значительное влияние на электрические свойства
керамики оказывают технологические факторы: размер зерен, п ар а­
метры газовой среды при обжиге, в частности парциальное давление
кислорода, определяющее концентрацию кислородных вакансий
в кристаллической структуре. Так, например, действие восстанови­
тельной газовой среды (малые концентрации кислорода) приводит к
образованию кислородных вакансий и соответствующего количества
донорных центров (трехвалентный титан или ионизированные кисло­
родные вакансии). При высоких парциальных давлениях кислорода
компенсация избыточного положительного заряда, вносимого л еги ­
рующей добавкой, осуществляется преимущественно за счет в а к а н ­
сий по барию и не связано с образованием донорных центров. Это
хорошо иллюстрируется рис. 7.25, где на примере керамики с меж-
зеренными слоями (основная кристаллическая фаза — твердый раст­
вор ВаТЮ 3—ВаБпОз, легирующие добавки — оксиды сурьмы и
меди) представлены зависимости диэлектрической проницаемости и
удельного объемного сопротивления от парциального давления кис­
лорода при обжиге при температуре 1380 °С. Оптимальное сочетание
характеристик ( е « 5 0 ООО, р у « 1 0 9 Ом-см) обеспечивается при дав­
лении кислорода 2-10 4 Па, что примерно соответствует его содержа­
нию в воздухе (см. рис. 7.25). На рис. 7.26 приведены температурные
зависимости диэлектрической проницаемости образцов, обожженных
при этом давлении в различных режимах. Д ля сравнения показана
зависимость е от температу­
ры для исходного твердого
раствора
ВаТЮ 3—В а5п03.
Видно, что с уменьшением
времени выдержки точка Кю­
ри смещается в область низ­
ких температур, одновремен­
но наблюдается размытие фа­
зового перехода. Сдвиг темпе­
Рис. 7.26. Температурная зависимость е
ратуры Кюри объясняется
твердого раствора В аТЮ з— В а Б п О з ^ / )
только неравномерным рас­
и керамики с межзеренными слоями ка
пределением добавок по объе­
его основе для различных режимов об­
жига (2— 5)
му зерна, поскольку их слиш­
ком мало, чтобы существенно
влиять на положение этой точки в случае равномерного распределе­
ния. Керамический материал с межзеренными слоями на основе
системы ВаТЮ 3— В а 5 п 0 3, приготовленный по технологии, близкой
к оптимальной, при использовании в качестве легирующих добавок
оксидов сурьмы и меди имеет е«40ч-50 тыс., р ^= 10 9ч-10 10 Ом-см и
(Зч-5)-10~2.
Наряду с разработкой полупроводниковой керамики с межзе­
ренными слоями важной проблемой является также повышение ди­
электрической проницаемости сегнетокерамики. Хотя возмож­
ности твердых растворов или сложных соединений на основе титаната бария нельзя считать исчерпанными, большие перспективы
для создания керамических материалов с еще более высокой ди­
электрической проницаемостью связываются с твердыми раствора­
ми на основе свинецсодержащих соединений со структурой перовскита, например РЬРе 273 \У!/ 30 3—РЬРе 1/ 2ЫЬ1/а0 3, на основе которых
были получены составы с е » 18000. Кроме того, необходимы глу­
бокие фундаментальные исследования принципиально новых путей
получения диэлектриков со сверхвысокой диэлектрической прони­
цаемостью .
Пьезокерамические м атериалы
Общие требования, предъявляемые к пьезокерамическим мате­
риалам:
1. Высокие значения пьезомодуля и коэффициента электромеха­
нической связи.
2. Высокая добротность (низкие потери).
3. Высокая стабильность. Материалы должны иметь малый тем­
пературный коэффициент частотной постоянной и хорошие харак­
теристики по временным изме­
Т‘С
нениям (старению).
Рл , пароэлектрическая
кубическая фаза
Рассмотрим особенности тех­
ш
Aat антисегиетонологии пьезокерамики на при­
■ электрическая
^
¡раза
мере твердых растворов циркона300
та — титаната свинца РЬ7Ю 3—
Fp%сеенетоэлектрическая
РЬТЮ 3 (сокращенно ЦТС), ко­
<раза
Ра,ссгне/гюторые являются одними из ос­
гоо
электрическая\
ром5оэдричес - 1
новных для изготовления пьезо­
кая (ризо
керамических элементов. Кроме
Антисегието-J
юо
•ктричес - ]
того, технология этих материа­
а таза •
лов отличается рядом характер­
о
20
‘fO
60
SO PbZr0j,%
ных особенностей, поэтому они
во 60
w го
о
имеют важное значение и для
технологии керамики вообще.
Рис. 7.27. Д и аграм м а состояния т в е р ­
Диаграмма фазового состоя­ дого р аствора в системе РЬТЮз—
ния твердых растворов состоит
— P bZ r03
из сегнетоэлектрика РЬТЮ 3 и
антисегнетоэлектрика РЬ 2г0 3 (рис. 7.27). Область существования
антисегнетоэлектрической фазы очень узкая, она находится только
вблизи РЬ2Ю 3. В сегнетоэлектрической фазе при соотношении
2г : Т1=55 : 45 проходит граница, разделяющая ее на тетрагональ­
ную и ромбоэдрическую модификации, фазовый переход между
которыми является морфотропным.
Керамика, имеющая состав, близкий к этой фазовой границе
(53—54 % мол. РЫ т 03 и 47—46 % мол. РЬТЮ 3), характеризуется
очень высокими пьезоэлектрическими характеристиками.
Достоинством керамики ЦТС помимо большого пьезоэффекта
является отсутствие фазовых переходов в интервале температур от
—55 до + 300 °С, что позволяет создавать пьезокерамические эл е­
менты с большим интервалом рабочих температур.
Для модификации свойств керамики ЦТС в нее вводят добавки.
Введение ионов Ва2+, замещающих ионы РЬ2+, приводит к пониже­
нию температуры Кюри и повышению диэлектрической проницае­
мости при комнатной температуре. При частичной замене РЬ2+ на
Бг2+ наблюдается аналогичный эффект и, кроме того, облегчается
проведение обжига.
Если ввести 1—3 % таких оксидов трех- и пятивалентных ме­
таллов, как La 20 3, N d 20 3, Nb 20 5, Та 20 5, Sb 20 3, Bi 20 3, то понижа­
ется коэрцитивная сила и облегчается поляризация, при этом
можно получить коэффициент электромеханической связи свыше
0,5. Удельное сопротивление керамики в этом случае возрастает
на 2 —3 порядка, а механическая добротность снижается в несколько
раз, получают сегнетомягкий материал.
При введении Fe 2O a коэрцитивная сила возрастает; следователь­
но, поляризация становится более затрудненной, коэффициент
электромеханической связи понижается, а механическая доброт­
ность повышается,
получают
сегнетотвердый материал.
Введение Сг20 3 или U 20 3
значительно улучшает темпера­
турную характеристику частот­
ной постоянной (до 10-5 К -1).
Свойства
пьезоэлементов
весьма чувствительны к усло­
виям формования заготовок.
Проиллюстрируем это на при­
мере
вибраторов
трубчатой
формы.
Рис. 7.28.
Частотная
зависимость
полного сопротивления
трубчатого
Как было отмечено в § 7.1,
вибратора:
при формовании заготовок прес­
а — расщ еп лен ие р е зо н а н с н о й часто ты ; б —
сованием имеет место неравно­
пример н ор м ально й х а р а к те р и с т и к и
мерное распределение давления
и соответственно плотности массы по заготовке. Когда цилиндр фор­
муют двусторонним прессованием, то возникают зоны с неравномер­
ным распределением давления, занимающие 10 % расстояния по диа­
метру с внешней стороны, а также примерно по 10 % сверху и снизу.
Остальная часть заготовки довольно однородная. После обжига та­
кой неоднородной заготовки в керамике могут сформироваться зоны
неодинаковых величин упругих констант, что приведет к расщепле­
нию резонансной частоты вибратора (рис. 7.28). Поэтому после
операции формования заготовок зоны с неравномерной плотностью,
обусловленные неравномерным распределением давления, должны
стачиваться, после чего заготовка поступает на обжиг, который про­
водят при температуре 1200— 1300 °С. Чтобы предотвратить взаимо­
действие заготовок в процессе обжига с инородной подставкой,
приводящее к деформации изделий, заготовки должны устанавли­
ваться на подложках, изготовленных также из керамики ЦТС.
Очень важной особенностью технологии обжига керамики ЦТС
(так же как и других свинецсодержащих керамических материалов)
является испарение оксида свинца из заготовок в процессе их спе­
кания при температуре свыше 1100 °С. Следовательно, обычными
методами плотную, с воспроизводимыми свойствами керамику полу­
чить не удается. Испарение оксида свинца в процессе обжига сви­
нецсодержащих образцов зависит от вида используемых исходных
компонентов, способа прессования, в частности давления прессо­
вания, от компонента, с которым РЬО вступает во взаимодействие,
и от того, проводился предварительный обжиг или нет. Наиболее
интенсивно испарение оксида свинца происходит из РЬ 2 г0 3, причем
оно происходит постепенно начиная с поверхности, а затем
из
внутренних областей заготовок и контролируется процессом диф­
фузии пара. Чем выше плотность спрессованной заготовки (т. е.
чем выше давление прессования), тем более затруднен массоперенос
РЬО.
Зависимость скорости испарения от вида исходных компонентов
определяется химическим сродством к ним РЬО. Так, химическое
сродство между РЬО и ТЮ 2 больше, чем между РЬО и 2тО.,, отсюда
и скорость испарения из РЬТЮ 3 меньше, чем из РЬ2Ю 3.
Таким образом, для изготовления качественной керамики ЦТС
с хорошо воспроизводимыми свойствами обжиг заготовок необхо­
димо производить в квазизамкнутой системе с атмосферой, контро­
лируемой по давлению РЬО. Для этого заготовки прессуют при
максимально возможном давлении (150—800 МПа), чтобы умень­
шить испарение РЬО, помещают на подложки из керамики ЦТС
и накрывают тиглями из платины либо двуслойными тиглями наружный слой изготовлен из никеля, а внутренний — из 2 Ю 2.
Для поддержания в квазизамкнутом объеме нужного давления РЬО
между заготовками помещают источники паров РЬО, сделанные,
например, из цирконата свинца и спрессованные при давлениях,
значительно меньших, чем заготовки изделий. Так как процесс
испарения РЬО из прессовок лимитируется диффузионным массопереносом, то необходимое в атмосфере давление паров РЬО будет
обеспечиваться источниками паров, вследствие чего процесс испа­
рения РЬО из заготовок подавляется.
Для предотвращения процесса испарения оксида свинца эффек­
тивно использование процессов, приводящих к снижению темпера­
тур спекания заготовок. Одним из них является получение исходных
порошков твердых растворов ЦТС методом термического разложения
соосажденных солей. На первом этапе получают керамические
порошки твердых растворов 2т02—ТЮ 2 разложением соосажден­
ных гидроксидов циркония и титана. Осаждение гидроксидов осу­
ществляют введением смеси водных растворов солей 2гОС1,-8Н20
и Т1С14 с заданным молярным отношением компонентов в концент­
рированный раствор аммиака. Образующийся в результате реакции
аморфный осадок гидроксидов после фильтрования, промывки и
сушки обжигают при температуре 500— 1000 °С. В полученные
путем разложения осадки порошков добавляют в требуемом соот­
ношении нитрат свинца. Смесь перемешивают в планетарной мель­
нице и далее обжигают при температуре 500—700 °С, получая таким
образом твердые растворы ЦТС. Метод дает хорошие результаты и
при синтезе шихты более сложных составов, например порошков
твердых растворов цирконата — титаната свинца — лантана. Об­
разование шихты твердого раствора происходит при температуре на
200 С ниже, чем при спекании порошков соответствующих оксидов.
Предотвращение процесса испарения оксида свинца достигается
и при формовании заготовок из смеси порошков оксидов горячим
прессованием, так как температуры обжига в этом случае снижают­
ся на^400 С и составляют 800 °С. При этом получают пьезокерамику
такой же плотности, что и при обычном обжиге, но с несколько
худшими пьезоэлектрическими свойствами.
Отличительной чертой технологии изготовления пьезокерамиче­
ски х изделий является необходимость их поляризации сильным
постоянным электрическим полем после спекания. Значения полу­
чаемых при этом пьезоэлектрических характеристик в значительной
степени определяются параметрами режима поляризации: напря­
женностью электрического поля, температурой и временем выдерж­
ки. Напряженность поля может быть снижена в 4 — 6 раз, если
поляризацию проводить при повышенной температуре, но более
низкой, чем точка Кюри данного материала. При этом сохраняются
высокие пьезоэлектрические характеристики. Д ля предотвращения
поверхностного перекрытия в сильном электрическом поле поляри­
зацию проводят в изолирующей среде: трансформаторном масле или
кремнийорггнической жидкости. Время выдержки в поле обычно
составляет 1— 2 ч.
В течение первых нескольких дней после поляризации наблю­
дается некоторое уменьшение пьезоэлектрических модулей, сопро­
вождающееся такж е повышением резонансных частот пьезоэлемен­
тов и увеличением их механической добротности. После 3—5 сут.
эти параметры стабилизируются. Причиной «старения» пьезокера­
мики является длительный процесс установления стабильной до­
менной конфигурации, происходящий после снятия электрического
поля.
Ферритовая керамика
Основной кристаллической фазой ферритовой керамики являют­
ся сложные по составу соединения оксида железа Ре 20 3 с оксидами
других металлов. Требования к магнитным и другим параметрам
ферритов зависят от конкретного назначения ферритовых изделий.
Большинство этих параметров, такие, как коэффициенты прямо­
угольное™ и квадратности петли гистерезиса для ферритов, ис­
пользуемых в вычислительной технике; коэрцитивная сила и на­
чальная магнитная проницаемость для высокопроницаемых фер­
ритов; пороговое поле и ширина линии ферромагнитного резонанса
для СВЧ-ферритов, зависят не только от кристаллохимических фак­
торов (химического состава и кристаллической структуры соедине­
ний). Они весьма чувствительны и к микроструктуре ферритовых
изделий, определяемой технологией их получения, т. е. к величине
зерна и степени ее однородности, к форме зерен и их границ, к на­
личию и характеру распределения пористости, к кристаллографи­
ческой текстуре, к отклонениям от стехиометрии оксидов, опреде­
ляемым давлением кислорода при обжиге, и др. Таким образом, для
разработки управляемой технологии получения ферритовых изде­
лий с высоким уровнем выхода годных и обладающих требуемыми
магнитными и другими характеристиками, необходимо обеспечение
не только заданной кристаллохимии материала, но и стабильного
получения заданной микроструктуры.
Рассмотрим особенности технологии изготовления ферритов и
зависимость их свойств от параметров получаемой микрострук­
туры.
Среди разнообразных технологических схем изготовления фер­
ритов наибольшее распространение получили следующие:
технологическая схема, основанная на механическом смешива­
нии порошков оксидов и солей;
технологическая схема, основанная на термическом разложении
солей;
технологическая схема, основанная на совместном осаждении
углекислых солей и гидроксидов.
Все эти три схемы имеют много общего между собой и уже рас­
сматривались в §7.1 при описании общей технологии изготовления
керамических материалов.
В первой технологической схеме исходными веществами для
изготовления ферритов являю тся оксиды металлов, взятых в соот­
ношении, отвечающем химической формуле получаемого материала.
Иногда часть оксидов может быть заменена углекислыми солями
соответствующего металла. Д алее помол, перемешивание, гранули­
рование, обжиг и другие операции полностью соответствуют общей
схеме керамической технологии.
Во второй схеме в качестве исходных веществ для производства
ферритовых используют растворимые сернокислые, азотнокислые,
солянокислые и другие соли металлов, взятые в пропорциях, соот­
ветствующих химическому составу ферритов. Каждую соль грубо из­
мельчают, перемешивают между собой и растворяют в воде. Затем
следует нагрев водного раствора, выпаривание и обезвоживание
смеси. Удаление кристаллизационной воды производится при тем­
пературе до 300 °С. После обезвоживания смесь нагреваю т до тем­
пературы 900— 1000 °С, в результате чего происходит термическое
разложение солей, которое осуществляют до полного удаления га­
зов — продуктов разложения. При этом могут быть совмещены опе­
рации прокаливания солей и предварительного обжига смеси,
причем отпадает необходимость в брикетировании или гранулиро­
вании шихты.
Отличительной чертой третьей схемы изготовления ферритов яв­
ляется совместное осаждение смесей из растворов солей. Соли сме­
шивают и растворяют в дистиллированной воде вместе с соответст-
вующим осадителем. Растворы солей и осадитель после фильтрации
постепенно сливают при непрерывном перемешивании и проводят
осаждение. В некоторых случаях растворы нагревают для ускорения
процесса осаждения.
Кроме этих схем также перспективным является так называемый
бездиффузионный метод приготовления твердых растворов оксидов.
Этот метод основан на использовании солей типа шенитов, общая
формула которых имеет вид 1/ 3 М е504-2/3 Ре504 (ЫН4)25 0 4-6Н20 .
При нагревании смеси таких солей их термическое разложение со­
провождается образованием твердого раствора без диффузии ионов
металлов. Это позволяет получать ферриты при относительно низ­
ких температурах с более высокой однородностью, чем при полу­
чении их другими способами.
Рассмотрим теперь зависимость свойств ферритов от параметров
их микроструктуры, формирующейся в процессе высокотемператур­
ного обжига отформованных заготовок.
М икроструктура включает следующие основные параметры,
определяющие свойства ферритов: средний размер зерна I), харак­
тер и степень разнозернистости а 2/'В, где а 2 — среднеквадратичное
отклонение зерен по размерам, наличие и характер текстурированности зерен, совершенство их формы и состояние межзеренных гра­
ниц, наличие и характер распределения включений различных
фаз, характер пористости и т. д.
Ввиду разнообразия областей применения ферритов к их эк­
сплуатационным характеристикам и, следовательно, к параметрам
их микроструктуры предъявляются различные требования. В связи
с этим рассмотрим зависимости свойств от параметров микрострук­
туры керамики на конкретных примерах некоторых важнейших
групп ферритов.
Д ля ферритов с прямоугольной петлей гистерезиса параметры
микроструктуры определяют уровень следующих наиболее важных
эксплуатационных характеристик: коэрцитивной силы, коэффи­
циентов прямоугольности и квадратности, времени перемагничивания и др. При этом важное значение играет величина зерна: чем она
выше, тем ниже коэрцитивная сила и тем больше время перемагничивания. Т ак, на рис. 7.29 приведены зависимости коэрцитивной
силы Н с и времени перемагничивания Тз от средней величины зерна
для литиевого феррита Lio.5Fe 2 .5O v Эти зависимости очень важны
для практики, так как показывают, что мелкозернистые ферриты
являются более быстродействующими, т. е. перемагничиваются с
большей скоростью, чем крупнозернистые. Увеличение разнозер­
нистости микроструктуры вследствие разброса коэрцитивной силы
отдельных зерен приводит к пологому закруглению углов петли
гистерезиса и к ухудшению прямоугольности петли (рис. 7.30).
Увеличение степени разнозернистости микроструктуры приводит
также и к увеличению коэрцитивной силы материала при том же
среднем значении размера зерна (рис. 7.30).
Приведенные зависимости обусловлены тем, что зародыши до­
менов обратной намагниченности возникают обычно в местах ис­
кажений кристаллической решетки ферромагнетика: у включений
второй фазы, посторонних примесей и пустот, границ зерен и по­
верхности кристалла. Отсюда для достижения высоких значений
коэффициента прямоугольности и квадратности петли гистерезиса
вытекают следующие требования к характеристикам керамики:
Рис. 7.29. Зависмость коэрцитивной силы Н с (а) и времени перемагничивания т» (б) от средн ей величины зерна литиевого феррита
плотность, близкая к теоретической; высокая химическая однород­
ность; однородность твердого раствора и однородное распределение
зерен по размерам.
Для магнитомягких ферритов с округлой петлей гистерезиса
(высокопроницаемых ферритов) к основным магнитным параметрам
предъявляются требования, определяемые областями применения:
большая начальная магнит­
ная проницаемость \1ц, малая
коэрцитивная сила Нс, низ­
кий относительный темпера­
турный коэффициент началь­
ной магнитной проницаемости
ТКц и др. Большая часть
и
этих параметров зависит не
только от химического соста­
ва, но и от основных пара­
Рис. 7.30. Зависимость
коэффициента
метров микроструктуры фер­ прямоугольности петли ги стерезиса Вт/
В т ( 1) и разнозернистости о 2/£> (2) от
ритов: пористости (межзеренной и внутризеренной), вели­ температуры спекания литий м арганцево­
го феррита с 4% мае. В!20 3
чины зерна, его однородности
по размерам и т. д.
Сосредоточенные в основном в области границ зерен, такие не­
однородности структуры, как поры, включения, искажения кри­
сталлической решетки, являются основными препятствиями, задер­
живающими движение доменной границы. В этом случае начальная
магнитная проницаемость линейно увеличивается с возрастанием
среднего размера зерна. Причем на угол наклона зависимости су­
щественно влияют способы изготовления сырья, однородность хи­
мического состава по сечению образца, технология получения и
т. д. Т ак, например, образование внутризеренной пористости
изменяет механизм движения доменных границ, в результате чего
зависимость \аи от £) становится нелинейной. Образование внутри­
зеренной пористости в значительной степени зависит от условий
роста зерна. Так, например, при изготов­
/1Н
лении Мп — Ъх\ ферритов по схеме с меха­
ническим смешиванием оксидов и солей
2000
требуются высокие температуры обжига
(1150— 1300 °С), приводящие при опреде­
ленных временах выдержки к интенсивному
1000
росту зерен за счет процесса вторичной
рекристаллизации и появлению вследствие
этого внутризеренной пористости. Изготов­
ление этих же ферритов методом совмест­
7 Дмкм
ного осаждения солей позволяет получать
материал
уже при 900 °С с более однород­
Зависимости
Рис. 7.31
ной микроструктурой, в которой практиче­
магнитной
начальной
проницаемости от сред­
ски отсутствует внутризеренная пористость.
него разм ер а зерна марЭто, в свою очередь, существенно отра­
ганец-цинковы х
ферри­
жается на ходе зависимости ¡¿и от величины
тов;
исходны й
состав
среднего размера зерен (рис. 7.31). Внут­
(% м ол.): ИегОз 53, МпО
30, 2 п — 17, полученных
ризеренная пористость (а также другие не­
м етодам и
соосаж ден ия
магнитные включения) существенно влияет
солей ( / ) и механичес­
на начальную магнитную проницаемость.
ким смеш иванием окси­
При одинаковом среднем размере зерна цн,
дов и солей (2)
например, в Мп—¿п ферритах может отли­
чаться значительно (от 2000 до 40 000); образцы с малой величиной
ц я = 2 0 0 0 характеризуются значительной внутрезеренной пори­
стостью в отличие от образцов с ¡хн= 40 000. Это имеет важное зна­
чение для получения ферритов с высокой начальной магнитной
проницаемостью.
Помимо отмеченного значительного влияния величины среднего
размера зерен на начальную магнитную проницаемость ферритов
важное значение имеет также и их однородность по размерам. Фор­
мирование однородной зеренной структуры приводит к уменьшению
температурного коэффициента начальной магнитной проницаемости
ТК ця, к снижению электромагнитных потерь, обеспечивает более
высокую механическую прочность.
Важное влияние на начальную магнитную проницаемость ока­
зывает и форма границ между зернами (определяемая характером
межзеренных границ). Так, например, для прямолинейных границ
Ця выше, чем для извилистых.
Частотные характеристики магнитной проницаемости такж е яв­
ляются структурно-чувствительными и существенно зависят
от
распределения зерен как по размерам, так и по внутризеренной
пористости.
Параметры магнитотвердых ферритов (коэрцитивная сила, оста­
точная индукция и (ВЯ)тах на основе гексаферритов (общая ф ор­
мула МеО - 6 Ре 20 3, гдеМе — это Ва, РЬ, Бг) формируются главным
образом в процессе спекания и также относятся к категории структурно-чувствительных.
Коэрцитивная сила Нс магнитотвердых ферритов растет с умень­
шением размера зерна (рис. 7.32). Это соответствует теоретическим
представлениям, согласно которым высоких значений коэрцитив-
Рис. 7.32. Зависимость коэрцитивной
силы для бариевых ферритов от средней величины зерна
Р ис. 7.33. Зависимость коэрцитивной силы от пористости П
ф еррита N¡ 0,52110,5 Ре 20 4
ной силы можно достичь тогда, когда размер зерен кристаллитов
достигает величины, характерной для однодоменного состояния.
Определенный размер однодоменных зерен для бариевого гекса­
феррита, согласно теории, лежит в пределах 1 — 1 ,3 мкм, что должно
обеспечивать в материале коэрцитивную силу до 640 кА/м. Эта
величина Н с не достигнута пока в практике (рис. 7.32), так как в
феррите кристаллиты не изолированы в магнитном отношении друг
от друга, вследствие чего границы доменов могут прорастать без
разрывов через границы кристаллитов.
На свойства рассматриваемых магнитотвердых ферритов влияет
не только абсолютный размер, но и форма зерен, так как в гексафер­
ритах они обычно имеют вид тонких пластинок. При этом зависи­
мость коэрцитивной силы обратно пропорциональна квадрату радиу­
са приведенного объема зерна.
Пористость (П) также существенно влияет на основные свойства
гексаферритов. С увеличением пористости растет коэрцитивная си­
ла (рис. 7.33), что объясняется с общетеоретических позиций ан а­
логично влиянию немагнитных включений. В образцах с большой
пористостью приведенная зависимость отклоняется от линейной.
что связано с уменьшением общего числа доменных границ в мате­
риале.
Увеличение пористости также приводит к снижению чувствитель­
ности коэрцитивной силы к воздействию внешних механических
ьапряжений. При этом, как правило, происходит уменьшение ин(укции и снижение магнитной энергии ( ВН) тах/2, так как происхо­
дит уменьшение эффективного сечения образца. Кроме того, уве­
личение пористости отрицательно сказывается на ряде физико­
механических параметров ферритов.
Из проведенного рассмотрения следует, что для получения ферритовых изделий с заданными характеристиками одним из необходи­
мых условий является формирование в материалах микроструктуры
с определенными параметрами. Поэтому на разных стадиях техноло­
гического процесса необходимо использование методов направлен­
ного управления условиями формирования заданной микрострук­
туры (см. с. 360).
§ 7.3. Т ЕХНОЛОГ ИЯ СИТАЛЛОВ
Ситаллы — стеклокристаллические
материалы,
получаемые
путем почти полной стимулированной кристаллизации стекол
специально подобранного состава. По структуре они занимают про­
межуточное положение между стеклами и керамикой. От стекла
ситаллы отличаются тем, что имеют кристаллическое строение, а
от керамики и других кристаллических материалов — более тонкой
и однородной микрокристаллической структурой. Благодаря мел­
козернистой кристаллической структуре ситаллы обладают доста­
точно высокими физико-химическими свойствами: большой механи­
ческой прочностью (примерно в 10 раз прочнее прокатного стекла),
высокой твердостью и устойчивостью к истиранию, высокой тем­
пературой размягчения (до 1350 °С) и хорошей термостойкостью
(300—700 °С), низкой плотностью 2,3—2,8 мг/м 3 и хорошими элект­
роизоляционными характеристиками.
Получение ситаллов путем кристаллизации обычных стекол за­
труднено. Так, при низких температурах, близких к температуре
стеклования Т эти стекла имеют очень большую вязкость, пре­
пятствующую гомогенному образованию и росту центров кристал­
лизации, вследствие чего требуется очень длительное время для
формирования кристаллической структуры. Кристаллизация при
более высокой температуре вызывает деформацию изделий и не
позволяет обеспечить им нужную микроструктуру. Чтобы сохранить
форму изделия с целью получения однородной микрокристалличе­
ской структуры, необходимо стимулировать образование большого
числа центров кристаллизации по всему его объему. Для этого в
шихту вводят вещества, катализирующие кристаллизацию, и прово­
дят термообработку сформованных изделий по специальному ре­
жиму.
Требования, которым должны удовлетворять соединения или
элементы, чтобы они могли быть катализаторами кристаллизации
следующие:
катализатор должен иметь неограниченную растворимость в сте­
кле при высоких температурах (температуры варки и выработки) и
ограниченную растворимость при низких температурах (вблизи
температур размягчения и ниже);
катализатор должен уменьшать энергию активации образова­
ния центров кристаллизации в стекле в области пониженных тем­
ператур;
ионы или атомы катализатора должны иметь повышенную ско­
рость диффузии при низких температурах по сравнению с основными
компонентами стекла;
граница зародыш кристалла — стекло должна иметь низкую по­
верхностную энергию, чтобы обеспечить смачивание кристалла
стеклом;
параметры кристаллической решетки катализатора и выделяю­
щейся кристаллической фазы должны быть близки и не отличаться
более чем на 10— 15 %.
Существует несколько механизмов действия катализаторов. Ка­
тализатор, растворенный в расплаве, при охлаждении может выде­
ляться в виде атомных или молекулярных группировок, которые по
мере укрупнения образуют центры, инициирующие кристаллиза­
цию маточного расплава (стекла). В некоторых случаях, например
при введении оксидных катализаторов, кристаллизации предшест­
вует расслоение в жидкой фазе (микроликвация). Резкое увеличение
скорости зародышеобразования вследствие ликвации обусловли­
вается развитием поверхности между образующимися стеклообраз­
ными фазами и приближением химического состава микрофаз к
составу будущих микрокристаллов, что повышает скорость их
кристаллизации. В связи с этим исходные составы ситаллов часто
выбирают по диаграммам состояния в области концентрационных
участков (или вблизи них), в которых установлены области ликва­
ции.
Кристаллизация стекла в присутствии соединений, содержащих
катионы светочувствительных металлов Си+, Ag+ или Аи+, сво­
дится к восстановлению их в стекле до нейтральных атомов с по­
следующей коагуляцией частичек металлов до субмикроскопических
коллоидальных размеров. Эти коллоидальные частички и служ ат
центром кристаллизации для основной силикатной массы стекла.
Процесс восстановления ионов указанных металлов, образование и
рост центров кристаллизации, а также размеры и форму микрокри­
сталлов можно регулировать и получать ситаллы с нужными свой­
ствами. Для интенсификации процесса восстановления ионов свето­
чувствительных металлов в состав шихты вводят сенсибилизаторы,
действующие при относительно низких температурах; в качестве та­
ких сенсибилизаторов для оксидных стекол применяют соединения
поливалентных элементов, например 5 п 0 2, 5 Ь 03, Се20 3 и др.
Регулирование же интенсивности процесса восстановления и полно­
ты его протекания в отформованном стеклоизделии осуществляют
путем облучения его квантами коротковолнового излучения элект­
ромагнитного спектра (рентгеновскими или ультрафиолетовыми
лучами). В результате облучения в стекле появляются свободные
электроны (фотоэлектроны), испускаемые светочувствительными ио­
нами. Наличие фотоэлектронов в облученном стекле, временно ло­
кализованных вблизи ионов металла и в структурных дефектах, со­
здает метастабильное состояние, которое устойчиво сохраняется
при обычной температуре (образование скрытого изображения).
Интенсивность и длительность облучения влияют на полноту про­
цесса восстановления ионов. При этом соединения Бп, Се и БЬ
сокращают время облучения стекла излучением.
Чтобы вызвать кристаллизацию, изделие после облучения под­
вергают термообработке, которая заключается в нагреве и выдержке
его при температурах размягчения Т й— Т При этом ионы металлов
восстанавливаются до нейтрального состояния, становятся свобод­
ными и группируются в частицы (проявление скрытого изображе­
ния). Происходит рост частиц, которые при дальнейшем повыше­
нии температуры служат в качестве зародышей для кристаллиза­
ции основной массы стекла.
В качестве ускорителей кристаллизации оксидных стекол при­
меняют катализаторы в виде элементов (Си, Ag, Аи, 51, Р1) и соеди­
нений (ТЮ 2, Р 20 5, Сг20 3, 1хОг, 2пО , 5 п 0 2, \У 03, М о03. С е0 2.
фториды, селениды и сульфиды). Исследования показывают, что в
качестве катализаторов можно использовать также галоиды, суль­
фаты, углерод, оксиды некоторых редкоземельных металлов, напри­
мер лантана, и др. Часто весьма эффективно использование комби­
нированных, т. е. смеси из двух (или более) катализаторов, напри­
мер А520 3+ М о 0 3 (\У 03, 5Ь 20 3); ТЮ 2 + М еР 2 (2гОг, 2пО, Р 20 5).
г п 0 2+ Т 1 0 2 (Р 20 5, у 20 5. СоО, N ¡0, М о03, Ре 20 3, Т Ь 02); AgCl5 п 0 2; Ь а 20 3 + С и 20 . При этом весьма малые добавки некоторых
оксидов (Сг20 3, В 20 3, № 20 , N ¡0 и др.) к основному катализатору
(ТЮ2) не только ускоряют процесс кристаллизации, но в ряде слу­
чаев меняют очередность выделения фаз.
Стеклокристаллические материалы можно классифицировать по
разным признакам. В зависимости от способа изготовления их раз­
деляют на фотоситаллы и термоситаллы. Фотоситаллы получают об­
лучением стеклоизделий, содержащих в качестве катализаторов
ионы светочувствительных металлов. У термоситаллов кристалли­
зация протекает в результате только одной термической обработки,
без предварительного облучения. Таким образом, подбором хи­
мического состава стекла и катализаторов, а также выбором опти­
мального режима кристаллизации можно осуществлять процесс ре­
гулируемой гетерогенной кристаллизации и получать микрокристал­
лические материалы с заданными свойствами. Поскольку гетероген­
ная кристаллизация в присутствии добавок кристаллизаторов про­
текает в вязкой стекломассе, это позволяет сохранить форму, при­
данную изделию при выработке.
Технологические стадии получения ситаллов. Получениеситаллов осуществляют по видоизмененной и дополненной технологии сте­
кольного производства, а такж е на основе керамической техноло­
гии.
При использовании технологической схемы производства изде­
лий из стекла (получение шахты -*■ варка стекла -+■ формование
изделий -► отжиг изделий) ее дополняют еще одним технологиче­
ским этапом — кристаллизацией изделий, которая может следовать
за формованием, минуя отжиг, или осуществляться после отжига.
В некоторых случаях, например при производстве деталей очень
сложной конфигурации, для получения ситаллов применяют кера­
мическую технологию по следующей схеме: получение шихты
варка стекла -*■ гранулирование —►измельчение стекла в порошок—>получение шликера
формование изделий
спекание и кристал­
лизация. Спеченный ситалл получают двумя методами: спеканием
порошков стекла (размер зерен 10 мкм) с добавкой порошка катали­
затора или спеканием порошка стекла, в который катализатор вве­
ден на стадии его варки. Эта технологическая схема в отличие от
предыдущей менее совершенна, так как получаемые изделия имеют
небольшую пористость.
Ситалловая шихта отличается от стекольной тем, что содержит
катализатор кристаллизации. При этом требования к чистоте при­
меняемых компонентов сырья, а такж е к однородности и осветленности стекломассы остаются такими же высокими. Химически
неоднородное стекло с многочисленными газовыми включениями не
может обеспечить высоких физических и химических свойств ситалла. Кроме того, примеси некоторых оксидов и в малых коли­
чествах могут оказать значительное влияние на процесс кристалли­
зации и соответственно на свойства получаемых ситаллов.
В а р к а с т е к л о м а с с ы . Н аряду с легкоплавкими стек­
лами, температура варки которых около 1300 °С, для получения
ситаллов применяют и более тугоплавкие составы с температурой
варки около 1700 °С. При использовании летучих катализаторов
кристаллизации (фториды, сульфиды, некоторые оксиды) применя­
ют специальные меры по предупреждению или по уменьшению
потерь этих компонентов в процессе варки стекла. Так как коли­
чество катализатора должно быть строго заданным, то его уменьше­
ние в результате улетучивания может сделать стекло непригодным
для кристаллизации по используемому режиму.
При варке стекол, содержащих в качестве катализатора сульфид­
ную серу, во избежание ее выгорания недопустимо присутствие ки­
слорода в газовом пространстве печи. Варку таких ситалловых
стекол следует проводить в строго контролируемых восстановитель­
ных или нейтральных условиях. Процесс улетучивания сульфидной
серы находится в определенной взаимосвязи с улетучиванием и
ряда других компонентов, в первую очередь фтора и оксида цинка
(при их совместном содержании в стекле). Фтор, как и сера, принад­
лежит к числу летучих компонентов, и концентрация его в стекле
при изменении условий варки может значительно меняться. Стаби­
лизация содержания этих добавок в стекле представляет собой
сложный физико-химический процесс, который при прочих равных
условиях (температурно-временной режим, основной химический
состав) в очень сильной степени зависит от постоянства содержания
сульфидной серы.
При получении ситаллов с использованием в качестве катализа­
тора кристаллизации диоксида титана большую роль играют темпе­
ратурные и окислительно-восстановительные условия варки стек­
ла. В зависимости от условий титан может присутствовать в стекле
в различном валентном состоянии. Обычно преобладает наивысшая
степень окисления 'П4+, однако при высоких температурах содержа­
ние трехвалентного титана в расплаве и его устойчивость значитель­
но возрастают. Влияние условий варки стекла на процесс его кри­
сталлизации связано прежде всего с частичным восстановлением
ТИ+ до трехвалентного состояния. В зависимости от концентрации
образующегося Т 120 3 меняется механизм его влияния на процесс
кристаллизации стекла. При малых концентрациях Т120 3 происхо­
дит только количественное изменение фазового состава ситаллов.
При более высоких концентрациях (около 2 % И 20 3) происходит
качественное изменение процессов кристаллизации, причем ТцОз
принимает непосредственное участие в образовании кристалли­
ческих фаз.
Формование ситалловых стекол имеет следующие особенности.
Многие составы ситалловых стекол являются весьма короткими и
имеют узкий интервал формования, который к тому же сдвинут в
область повышенных температур. Разным способам формования
соответствуют разные значения вязкости: от наименьших для литья
до наибольших для вытягивания. Поэтому при формовании ситалло­
вых стекол применяют литье и прессование. Для использования дру­
гих методов формования необходимо корректировать состав стекла
для достижения требуемого характера изменения вязкости с темпе­
ратурой. При этом необходимо учитывать, что такая корректировка
химического состава меняет фазовый состав ситалла, а следователь­
но, и его свойства.
Кроме того, у стекол с повышенной способностью к кристалли­
зации, к которым принадлежат стекла для получения ситаллов,
температурный интервал формования часто является областью
наиболее интенсивной кристаллизации стекла. Это обстоятельство
определяет необходимость вести формование таким способом, кото­
рый позволяет миновать или быстро пройти опасную с точки зрения
кристаллизации температурную область. В соответствии с этим
наиболее распространенным приемом формования стекла для полу­
чения ситаллов является литье простое и центробежное. Литье
позволяет относительно легко избежать частичной кристаллизации
в процессе формования, оно производится при минимальной вяз­
кости и соответственно при заведомо высокой температуре.
Для снятия внутренних механических напряжений, возникаю­
щих после формования, изделия подвергают отжигу (при темпера­
турах, соответствующих вязкости М О 12—4-10 13 П а-с), после чего
осуществляется следующий технологический этап — кристаллиза­
ция стекла. Для некоторых изделий этап кристаллизации может сле­
довать сразу после формования, минуя
отжиг. Д ля этого отформованное изде­
лие сразу нагревают до температуры
выделения максимального числа цент­
ров кристаллизации.
Этап кристаллизации стекла осуще­
ствляется в процессе специальной тер­
мической обработки изделия. Ответст­
венным элементом этого этапа является
выбор наиболее эффективного темпера­
турного режима. Он должен обеспечи­
вать образование максимального числа
центров кристаллизации, необходимую
степень закристаллизованности, задан­ Рис. 7.34. Схема реж има
ный фазовый состав ситалла. Первое термической обработки стек­
условие определяет мелкозернистость ла при его превращении в
ситалл
структуры, второе — возможно полное
превращение стекла в поликристаллический материал, третье — выделение кристаллических фаз с опреде­
ленными свойствами. Достаточно важным технологическим требо­
ванием к режиму термической обработки является его непродолжи­
тельность, т. е. время обработки должно быть минимальным.
Рассмотрим важнейшие особенности режима термической обра­
ботки стекла при его превращении в ситалл (рис. 7.34).
Одной из важнейших особенностей режима является существо­
вание двух характерных температур, одна из которых должна обес­
печивать максимум образования центров кристаллизации, вторая —
максимум линейной скорости их роста. На рис. 7.34 для наглядно­
сти кинетические зависимости образования и роста центров кристал­
лизации совмещены с температурно-временньши. Это позволяет
наглядно продемонстрировать связь частоты образования центров
кристаллизации (ЧЦК) и линейной скорости кристаллизации
(ЛСК) с режимом термообработки. Как видно из зависимостей,
процесс кристаллизации м ож ет быть осуществлен к ак при
охлаждении расплава, так и при нагревании застывш его стекла.
Различие этих двух режимов может проявиться только в оче­
редности выделения фаз. При этом важнейшее значение имеет
нахождение оптимальных температур первой и второй остановок на
кривой термической обработки и длительности этих остановок. Необ­
ходимо, чтобы максимумы каждой из кинетических зависимостей сов­
падали с соответствующей температурой ступени термообработки
(рис. 7.34). Нахождение температур и длительностей выдержки на
этих двух ступенях термической обработки осуществляется экспери­
ментально. Помимо этих параметров оптимизация режима термообра­
ботки предусматривает установление рациональных скоростей (тем­
па) нагревания (или охлаждения) на других отрезках температурновременной зависимости. Темп нагревания может существенно по­
влиять на структуру закристаллизованного материала вследствие
следующих процессов.
При очень быстром нагревании (выше 20—30 °С/мин) толстостен­
ных изделий возможно их разрушение вследствие образования тако­
го температурного градиента по толщине изделия, который приве­
дет к напряжениям, превышающим предел прочности, причем для
стекол с малым температурным коэффициентом линейного расшире­
ния эти напряжения менее опасны, чем для стекол с большим темпе­
ратурным коэффициентом. Д алее, при высокой скорости нагревания
в области температур, превышающих температуру размягчения
стекла, возможна деформация изделий, если при заданном темпе
нагрева не успевает пройти процесс образования кристаллического
каркаса, армирующего изделие. И наконец, третьей причиной, огра­
ничивающей скорость нагревания, является то, что даже при отсут­
ствии градиента температур по толщине изделия в нем могут обра­
зоваться предельные напряжения, способные вызвать разрушение
изделия или появление в нем трещин. Это имеет место в том слу­
чае, когда объемные изменения, сопровождающие кристаллизацию,
проходят так быстро, что возникающие при этом напряжения между
кристаллическими зернами разных фаз, а также между этими зер­
нами и стеклофазой не успевают релаксировать вследствие быстрого
темпа нагревания.
Из рассмотренных явлений следует, что выбираемый темп нагре­
вания не должен сопровождаться явлениями, приводящими к на­
рушению целостности и формы изделия. С другой стороны, темп на­
гревания должен быть достаточно высоким, чтобы технологический
цикл термообработки был возможно более коротким. Исходя из
этих обстоятельств в технологии ситаллов скорость нагревания изде­
лий обычно составляет 2— 5 °С/мин, а для тонкостенных — может
доходить до 10 °С/мин и более.
Рассмотрим теперь особенности первой и второй стадий термооб­
работки изделий.
Первая стадия термообработки осуществляется вблизи темпе­
ратуры стеклования и обеспечивает условия образования центров
кристаллизации. Если температура выдержки соответствует мак­
симуму кривой ЧЦК (рис. 7.34), то длительность термообработки
минимальна. При неоптимальном выборе температуры длительность
выдержки при ней возрастает. Нахождение оптимальной темпера­
туры термообработки осуществляют опытным путем.
Вторая стадия термообработки производится при температу­
ре, соответствующей максимальной линейной скорости роста цент­
ров кристаллизации (рис. 7.34). Длительность выдержки изделия
при этой температуре соответствует времени, которое требуется
для кристаллизации стекла по всему объему. Температуру этой
стадии определяют с помощью метода дифференциально-термическо­
го анализа по экзотермическому пику, возникающему вследствие
максимальной скорости выделения той или иной кристаллической
фазы. Задача определения оптимальной температуры усложняется,
если при кристаллизации возможно образование нескольких фаз.
Длительность выдержки определяется по изменению структуры и
свойств ситаллов.
Охлаждение изделий из ситаллов для электронной техники осу­
ществляют без особых предосторожностей, так как вероятность
разрушения таких изделий вследствие их малости, тонкостенности,
а также вследствие закалки весьма мала.
В качестве примеров рассмотрим режимы термообработки некото­
рых ситаллов, применяемых в электронной технике.
Ситаллы кордиеритового состава п о л у ч а ю т на основе системы М § 0
А120 3 — 8 Ю 2. Катализатором к р и с т а л л и за ц и и обычно служ и т д о б а в к а
9 — ц % Т Ю 2. Реж им термобработки может бы ть одноступенчатым с в ы д е р ж ­
кой при температуре 1250— 1300 °С в течение 1— 16 ч. В зависимости о т с о ­
става и режима термообработки в составе вы д е л я ю щ и х ся к р и с т ал л и ч еск и х
фаз могут быть а-кордиерит, шпинель, сап ф и р и н , м улли т, рутил, а л ю м о титанаты магния, твердые растворы на основе Р -к в ар ц а.
Свинецсодержащие ситаллы получают в системе РЬО — 2 п О — В 20 3—5Ю 2, в некоторых случаях дополнительно в во д ятся добавки Р 20б, В а О ,
СсЮ и др. Существует множество вариан тов с и т а л л о в в этой системе (% м а е .) :
РЬО — 75—82, г п О — 7 — 14, вЮ* — 1,5—3, А120 3—0 —3, 2 п О —4 8 — 52,
РЬО — 16— 18, В 20 3 — 12— 15, Б Ю г— 18— 20. В качестве к а т а л и з а т о р о в
кристаллизации в ситаллах этого типа п р и м ен я ю т соединения Р 20 6, М 0 3,
М о 0 3 и др. Реж имы термообработки при к р и с т а л л и з а ц и и зав ися т от с о с т а в а
и, например, имеют следующие параметры: I с т ад и я осуществляется п ри т е м ­
пературе 500 °С в течение 2 ч., II стадия — п ри тем п ературе 700 °С в т е ч е н и е
1 ч.
Фотоситаллы получают на основе светочувствительных стекол,
например силикатных, в состав которых входят небольшие добавки
светочувствительных металлов и сенсибилизаторы. Примером си­
стемы для получения фотоситаллов является Ы 20 —А 120 3—5 Ю 2.
Для этой системы составы исходного стекла лежат в пределах
(% мае.): 510,, — 65—85, Ы 20 — 6— 15, А120 3 — 4— 10. Содержание
К 20 и других компонентов может достигать 4 %. В качестве фоточувствительных металлов вводят А и « 0 ,0 0 1 4-0,03 %; A g«0,001-f4-0,3 %; Си ж 0,001 4 - 1 , 0 %, в качестве — сенсибилизаторов
С е02« 0 , 014-0,08; 5 п 0 2«0,0 1 5 %. После формования и отж ига
изделие облучают коротковолновым электромагнитным излуче­
нием, в результате чего происходит фотохимический процесс вос­
становления ионов Ag+, Си+, Аи+, способствующих образованию
зародышей. После облучения изделия подвергают термообработке в
течение нескольких минут при температуре 520—540 °С. При этом
образуются коллоидальных размеров зародыши кристаллизации
на атомах серебра, золота или меди. Затем температуру повышают и
изделия выдерживают при повышенной температуре, что приводит
к росту микрокристаллов силикатов. В результате кристаллизации
изделие упрочняется. На определенной стадии упрочнения, когда
опасность деформации изделия невелика, для ускорения процесса
кристаллизации и достижения большой степени кристаллизации
изделия его температуру постепенно повышают.
Свойства ситаллов зависят не только от состава исходного стек­
ла, но и от кристаллической структуры, которая обусловливается
интенсивностью облучения и режимом тепловой обработки. Содер­
жание кристаллической фазы в ситаллах достигает порядка 95 %,
размеры оптимально развитых микрокристаллов составляют 0,051 мкм. Изменение размеров изделий при кристаллизации не превы­
шает 1— 2 %.
ЗА К Л Ю Ч Е Н И Е
Рассмотрев теоретические основы технологии и методы получе­
ния важнейших полупроводниковых и диэлектрических материа­
лов, отметим основные проблемы и направления научно-техническо­
го прогресса в области их производства, над которыми предстоит
работать будущему инженеру электронной техники:
разработка более эффективных и прецизионных технологических
процессов, обеспечивающих высокую точность и однородность
состава, свойств и формы получаемых материалов; это осуществ­
ляется на основе глубоких физико-химических исследований тех­
нологических процессов, создания их физических и математических
моделей, разработки высокоточного автоматизированного оборудо­
вания и рациональных алгоритмов управления с последующим
переходом к автоматическим технологическим системам, обеспечи­
вающим организацию АСУ ТП высшего уровня — систему управле­
ния предприятием или отраслью по производству материалов элект­
ронной техники;
интенсификация процессов производства полупроводниковых и
диэлектрических материалов путем использования полей и излу­
чений с целью оптимизации параметров известных и разработки
принципиально новых технологий производства;
использование самосовмещающихся технологических операций
на основе самоорганизации естественных физико-химических процес­
сов с целью создания интегрированных технологических процессов,
замкнутых функционально-модульных, экологически чистых, бе­
зотходных технологических систем.
Эти направления могут служить ориентирами для совершенство­
вания уровня профессиональной подготовки специалиста, а также
последующего самообразования после окончания института.
Контрольные вопросы и задачи сост а в ле н ы с целью и сп о л ь зов ан и я их
как для самоконтроля усвоения м ат ер и ал а, т а к и дл я сдачи данного п р е д м е т а
по разделам в процессе обучения в течение семестра. Каждый вопрос ( з а д а ч а )
может оцениваться в баллах, и при п о лу ч ен ии студентом заданного п р е п о д а ­
вателем количества баллов раздел мож ет быть зачтен с оценкой (в з а в и с и м о ­
сти от набранны х баллов). В процессе и з у ч е н и я дисциплины студенты з а р а ­
нее подбирают вопросы и задачи, обесп еч иваю щ и е получение н у ж н о го к о л и ­
чества баллов, и после окончания р а зд е л а к у р с а сдают его п р е п о д а в а т е л ю
в часы самостоятельных занятий и к о н с у л ь т а ц и й в форме со беседования по
выбранным вопросам. Могут быть п одготовлен ы альтернативные п о л н ы е и
недостаточно полные ответы на каждый вопрос, оцененные соответствую щ им
баллом. Вопросы и ответы вводятся в п а м я т ь персональной ЭВМ (П Э В М ).
По мере диалога с ПЭВМ происходит н абор б а л л о в , и в зависимости от их ч и с ­
л а ПЭВМ либо пропускает учащегося к от ве т у на следующий вопрос, л и б о ,
если набранного числа баллов недостаточно, в о звращ ает его назад, к о д н о м у
из предыдущих, д л я повторного ответа на вопросы . За определенную п л а т у
(вычитание) бал л о в ПЭВМ может делать п о д с к а з к у . Конечная оц енка в ы с т а в ­
ляется ПЭВМ за общее количество н а б р а н н ы х бал л о в и время п р о х о ж д е н и я
лабиринта вопросов и ответов. Такой к о н т р о л ь качества усвоения р а з д е л а
эффективно сочетается с дополнительным обучением.
Данный перечень вопросов и задач м о ж е т быть основой э к з а м е н а ц и о н н ы х
билетов, а т а к ж е входить в состав к о м п л е к сн ы х квалификационны х з а д а н и й
для аттестации выпускников государственными экзаменационными к о м и с с и я ­
ми вузов и Госкомитетом СССР по наро дн ом у образованию в процессе г о с у ­
дарственной аттестации высших учебных зав еден и й . Известность в о п р о с о в и
задач контрольных заданий будет с п осо бств овать выравниванию у р о в н я
требований при подготовке специалистов в р азл и ч н ы х вузах страны.
К главе 1
1. Перечислите виды теплопередачи в технологических у с т а н о в к а х .
2. Что я в л я ет ся движущей силой теп ло- и массопередачи в т е х н о л о г и ч е ­
ской аппаратуре?
3. Поясните физический смысл к оэф ф ициента тем п ер ат ур оп ро в о дн ост и ,
укажите его размерность.
4. В к аки х условиях механизм передачи теплоты в т ех н ологи ческ и х у с ­
тановках за счет теплового излучения п р и о б р ет а ет доминирующее з н а ч е н и е ?
5. Какие тепловые экраны п о звол я ю т существенно ослабить л у ч и с т ы й
теплообмен в технологической установке и тем самым повысить э ф ф е к т и в ­
ность работы нагревательных устройств?
6. Сформулируйте условие д в и ж е н и я п а р а от поверхности и с п а р е н и я в
виде м олекулярн ого пучка.
7. Дай те интерпретацию понятию « л им ити р ую щ ая стадия» т е х н о л о г и ­
ческого процесса. К ак осуществляют в ы я в л е н и е лимитирующей с т а д и и в
конкретных условиях ведения те хн о ло ги чес к о го процесса?
8. Назовите основные виды моделей технологического процесса.
9. Перечислите и о х а р а к т е р и з у й т е этапы математического и физического
моделирования т е х н о ло ги ческ и х процессов.
10. Что такое в ы ч исл и тельн ы й технологический эксперимент? Назовите
■его основные задачи.
11. В чем зак л ю ч ается с у т ь получения критериев подобия с помощью
подобного преобразования дифференциальных уравнений и анализа размер­
ностей?
12. Что отр аж ает кр и т ер и й гидродинамического, теплового подобия?
13. Что такое обобщенное или критериальное уравнение гидродинамики?
14. С помощью к а к о г о к р и т е р и я подобия можно оценить вклад естест­
венной конвекции при р асч е та х тепло- и массопередачи в технологических
процессах?
15. Что такое т е р м о к а п и л л я р н а я конвекция и с помощью какого крите­
ри я подобия можно о ц ени ть ее интенсивность?
16. Из каких этапов состои т процесс массопередачи? Почему процессы
массопередачи часто н азы в аю т диффузионными?
17. Что явл яется д в и ж у щ е й силой процессов массопередачи?
18. Назовите основные р еж им ы движения жидкости в технологической
ап п а р а т у р е .
19. С помощью к а к о г о к р и т ер и я подобия можно оценить условия пере­
хода от ламинарного к т у р б у л ен т н о м у потоку при массопередаче в техноло­
гических установках?
20. Назовите основные виды естественно-конвективных движений среды
в технологической а п п а р а т у р е .
21. Каков механизм во зни к новен ия концентрационной, термокап илляр­
ной, капи л л яр н о -к о н ц ен т р а ц и о н н о й конвекций?
22. При каких у с л о в и я х необходимо учитывать термодиффузию при
а н а л и з е кинетики те хн о ло ги ческ о го процесса?
23. Назовите основные эт ап ы межфазной массопередачи.
24. Какое значение имеет электроперенос в жидкоф азных технологиче­
с к и х процессах?
25. Назовите основны е реж имы массопереноса вещества в вакууме.
К аков о применение их в технологии материалов
электронной техники?
26. Как зависит п лотн ость потока вещества, переносимого в режиме мо­
л е к у л я р н о г о пучка на п овер х н о с т ь подложки, от взаимного углового р ас­
п о ло ж ен ия поверхностей и сточн ик а пара и подложки? К а к изменится ско­
рость осаждения п ара, если коэффициенты испарения и конденсации умень­
ш атся в десять раз?
27. Какие тела н азы в аю т ся абсолютно черным, прозрачным, белым,
серы м?
28. Что такое степень черноты тела и в каких технологических процессах
это понятие играет о п р е д е л я ю щ е е значение? Зависит ли степень черноты тела
о т температуры и качества обраб отки поверхности?
29. В каких с л у ч а я х г о в о р я т , что тело обладает селективным излучени­
ем? Какие компоненты техн ологи ческой аппаратуры обладают большей или
меньшей степенью сел ек тивности излучения?
30. Как влияют т еп ло в ы е экран ы на приведенную степень черноты си­
стемы?
31. Как изменится п р и в ед е н н а я степень чертоты технологической систе­
мы, состоящей из двух п л о с к и х поверхностей со степенью черноты 0,7 к а ж ­
д а я , если между ними п оместить плоский экран со степенью черноты 0,01?
Что будет, если поместить п я т ь таких экранов?
32. Чем отличается д ей ствие плоского и цилиндрического экранов на
теплообмен излучением в технологической аппаратуре?
33. Как при а н а л и зе техн о ло ги ческ и х процессов используются понятия
«диффузионный», «тепловой» и «гидродинамический» пограничные слои?
34. Как производят анализ теп ловы х условий протекания т е х н о л о г и ч е ­
ского процесса при сложном х ар а к т е р е теплопередачи? Приведите п р и м е р
такого ан ализа.
35. В чем заключается особенность а н а л и з а процессов тепло -и массопередачи с участием фазовых переходов, н апример при росте к р и с т а л л о в из.
расплава?
36. Перечислите особенности процессов тепло-и массопередачи, п р о т е ­
кающих в технологической ап паратуре в у с л о в и я х ми крогравитац и и. К а к с
учетом этого д ол ж н а разрабатываться т е х н о л о г и я роста кристаллов и з р а с ­
плава?
37. У к аж и т е основные этапы а н а л и з а гетерогенного х и м и ко -тех н оги ч еского процесса.
38. К а к установить, диффузионная и ли кинетическая стадия л и м и т и р у е т
гетерогенный химико-технологический процесс?
39. К акими методами можно повы сить активность твердофазных р е а г е н ­
тов с целью интенсификации протекания химико-технологических п р о ц е с с о в ?
40. Во ск о л ь ко раз может ув ели ч и т ь ся интенсивность химической р е а к ­
ции с участием порошка диоксида к р е м н и я , механическая а к т и в ац и я к о т о ­
рого привела к относительным м и к р о и с к а ж е н и я м кристаллической р е ш е т к и
К главе 2
1. С помощью каких методов п р о и зв о д я т грубое и тонкое и зм е л ь ч е н и е
материалов?
2. На чем основаны сорбционные п р оцессы разделения и о чи стк и в е ­
ществ?
3. У к аж и т е области применения изотерм адсорции Ленгмюра и Ф р е й н д ­
лиха.
4. Н азовите наиболее расп ространен н ы е на практике адсорбенты и о б ­
ласти их применения.
5. В чем заклю чается сущность ионного обмена? Приведите п р и м е р ы р е ­
акций и области применения ионного обмена.
6. К акова с в язь между коэффициентом разделе ния ионита и и зот ер м о й
ионообмена?
7. Что такое емкость сорбента?
8. О х арактери зу й те основные хром ато гр аф ич ески е методы р а з д е л е н и я и
очистки веществ.
9. В чем заключается различие м еж д у проявительным и ф р о н т а л ь н ы м
методами жидкостно-адсорбционной хром атогр аф ии ?
10. На чем основано разделение смесей с помощью жидкостной э к с т р а к ­
ции?
11. Какими правилами надо р ук о вод ство в а ть ся при выборе р а с т в о р и т е ­
лей и экстрагентов дл я жидкостной эк с т р а к ц и и ?
12. С помощью трехкомпонентной ф азовой диаграммы р ассмотрите з а ­
кономерности изменения коэффициента расп редел ен и я третьего к о м п о н е н т а
от его концентрации и принцип э к с т р а к ц и о н н о го разделения.
13. Сформулируйте условия п р овед ени я экстракционного р а з д е л е н и я
с максимальной эффективностью.
14. Почему при анализе процессов кристал л и заци о н но й очи стки все
многообразие фазовых диаграмм сводят к дв ум отрезкам касательны х к л и ­
ниям ликвидуса и солидуса в точке п л а в л е н и я основного компонента?
15. Объясните принцип очистки к р и с т а л л и за ц и е й на примере ф а з о в о й
диаграммы бинарной системы.
16. К аку ю роль при к ристаллизационной очистке играют процессы д и ф ­
фузии примеси в твердой и жидкой ф азах?
17. Объясните причины возни кновен ия сегрегационных неоднородностей
состава твердой фазы после к р и стал л и заци он ной очистки.
18. В каком случае эфф ективность кристаллизационной очистки выше:
к о гд а получают твердую ф а з у в виде монокристалла или поликристалла?
19. Д л я чего вводится п о н я т и е эффективного коэффициента распределе­
н и я в процессах к р и с т ал л и зац и о н н о й очистки?
20. Как будет и зм ен яться эффективный коэффициент распределения при­
меси, если толщина диф ф узио н ного пограничного слоя уменьшается?
21. К ак зависит х а р а к т е р распределения примеси у фронта кристаллиза­
ц и и от скорости его п ер ем ещ ен ия при /С0 с 1 и К 0 > 1?
22. С помощью к а кого метода может быть достигнута максимальная эф­
фективность к ри с т ал л и зац и он н о й очистки?
23. Д л я каких веществ целесообразно использование методов очистки,
осн о ван ны х на процессах п е регон к и через газовую фазу?
24. Д л я каких б и н а р н ы х растворов дистилляция приведет их к разделе­
нию на один из чистых компонентов и азеотроп? С помощью каких методов
необходимо вести д а л ь н е й ш и й процесс разделения т ак и х растворов?
25. Какова св язь меж ду коэффициентами распределения и разделения при
д и ст и л л я ц и и ? Чему равен коэффициент разделения для идеальных бинарных
ж и д к и х растворов?
26. Какие внешние ф ак т о р ы влияют на эффективность процессов разде­
л е н и я и очистки веществ ди с т и лл я ц и ей ? Рассмотрите вли яни е химически а к ­
ти вн ы х газов.
27. Сопоставьте между собой по эффективности очистки дистилляцию и
ректиф икацию ; субли м ац ию и очистку веществ с помощью химических тран ­
сп о ртны х реакций, и сп ол ьзу ем ы х при очистке материалов электронной тех­
н и к и . Назовите основные ф а к т о р ы , которые могут лим итировать процесс очи­
стки.
28. Приведите прим еры в аж нейш их типов химических транспортных
р еа к ц и й , используемых при очистке материалов электронной техники. Н азо ­
вите основные факторы, кото ры е могут лимитировать процесс очистки.
29. При каком усл о ви и массоперенос с помощью химической транспорт­
н ой реакции будет ос у щ е с т в л я т ь с я из холодной в горячую зону реактора?
К главе 3
1. Назовите с о ст а в л я ю щ и е изменения свободной энергии системы при
галогенном образовании з а р о д ы ш а кристалла в газовой фазе.
2. К ак зависит да в л е н и е насыщенного пара над частицей вещества от
ее размера? Зависит ли оно от ее формы?
3. Определить рад и ус к а п л и критического разм ера кремния в газовой
фазе при температуре п л а в л е н и я . Пересыщение пара кремния равно 10 %
(Р/Р а — 1,1), удельная св о бодн ая энергия поверхности раздела жидкость —
п ар у ШП -= 0,73 Д ж / м 2, плотность расплава кремния р = 2 , 5 - 103 кг/м3;
м о л я р н а я масса М = 28 к г/к м о л ь ; температура плавления 1414 °С.
4. Определить размер критического зародыша и число атомов в нем при
гомогенной к р и ст а л л и за ц и и р асп л ава арсенида г ал л и я , переохлажденного
на 100 К , если у д ел ь н ая свободная энергия поверхности раздела твердое —
ж и д ко е равна 18-10—8 Д ж / с м 2, параметр кристаллической решетки 0,5653 нм,
эн т р оп и я плавления ар се н и д а г ал л и я 69,4 Д ж /(м о л ь-град ).
5. В каком случае р аб о т а образования гомогенного зародыша больше:
при кристаллизации из га зо во й фазы или из расплава?
6. Какого зародыш а веро ятн о сть образования выше гомогенного или
гетерогенного?
7. Сформулируйте у с л о в и я получения материалов в кристаллическом и
стеклообразном со с т о я н и я х .
8. Д л я каких веществ при затвердевании р асп л ава характерно образо­
вани е стеклообразного с о ст о я н и я? Какие методы вы ращ и ван и я монокристал­
л о в можно рекомендовать д л я т ак и х веществ?
9.
К ак зависит работа образован ия к а п е л ь к и расплава при к о н д е н с а ним пяпя ня подложку от угла см ачивания п одл о ж к и расплавом.
10 Где в ы ш е вероятность о б р азо ван и я зар о д ы ш а новой фазы: на г л а д к о й
поверхности м и м ету
р
цу ра3д ел а назы ваю т когерентной, п о л у к о г е рентной и некогерентной? При какой г р ан и ц е раздела работа о б р а з о в а н и я
3аРТ
ШКаНк°оВв°оЙ в ^ и ^ Т и Г п Т и Г с ^ н а процессы зародыш еобразования н овой
ФаЗЫ1?3. К ак зависит скорость гомогенного и гетерогенного о б р а з о в а н и я
за -
РОАЫ, Г ш Г в и т ! аГ о х 1 р Г т 5 “
еЯ по атомной структуре виды п о в е р х н о ­
сти граней идеальных кристаллов. К а к о в ы механизмы роста к р и с т а л л а „ а
этих поверхностях?
зависимостей нормальной скорости р о с т а от
пересыщения для^ сингулярных граней; д л я несингулярных граней; в и ц и нальных граней растущих по слоис то-спи ральном у механизму роста.
16. Н азови те основные л им ити р ую щ ие стадии роста кристаллов
зо во й уф аз ы^ «Р ^ ^ Р а о ^ ^ в н ы е М ехан и змы в л и я н и я
примесей на п р о ц е с с ы
РОСТ18КРКаТкиеЛф акторы влияют на м орф ологи че скую устойчивость р а с т у щ е г о
кристалла?арактеризуйте основные методы интенсификации процессов р оста
кристаллов.
К главе 4
1 Что с л у ж и т главным источником д в и ж у щ ей силы р е к р и с т а л л и з а ц и и
"р"
-р» .ыр.™ .»»»« « р « .™ ™ .
"“ Т в 'Г "
в ыращ ивания « о н о и р и сталлов из р асп л ава конгруэнтно и и н к о н гр у э н тн о п лавящ ихся веществ?
4. В чем заключается особенность в ы р з щ и в з н и я ра зл а г а ю щ и х с я п о л у *
. =
■
. . г * « . ~
ЛИЯ?6
Монокристалл арсенида г ал л и я п о л у ч аю т из стехиометрического рас’ К акими способами можно п онизить тем п ератур у к р и с т а л л и за ц и и этого
со е д и н е н и я Г к а к о Г б у д е т состав твердого раствор а? От чего он будет за в и с е т ь ?
Какой будет лимитирующая стадия процесса кристаллизации?
„ пнг
7 К аки е требования п р едъ яв л яю тся к т и гл ям для в ы р а щ и в а н и я к р и таллов 110 м етоду Б ^ и д ж м е н аР ^ С ^ с^ у ^ т е^ т и ^ т р е б о в ан и я .^ ^
сталлов вытягиванием из расплава? Н а з о в и т е тигельные материалы д л я выР аЩ Г Г а Г з Г и ш ИСГ и Г е т р К в Г г и Ваем ого из расплава к р и с т а л л а при;
увеличении Гл и уменьшен/и скорости в ы т я ги в а н и я ; при у в ел и ч ен и и „ л и
уменьшении ^емпературы р а с п л ^ а ? «
яют для уменьшени„ п л о т н о ст и
дислокаций^ которые образуются на н ач а л ь н ы х стадиях получения к р и с т а л лов в 7 я1 ит вкаанкиие” ф а3кРоС
р овазВаависит ф орма ф ронта кристал л и заци и п р и в ы т я гив а!,« ; кр истал л о в из 'расплава? К а к а я ф орма фронта роста п р е д п о ч т и т е л ь ­
нее?
т ал л е, вытягиваемом46 по” м е Т о Т у ^ Ч о х р а л м к о г о 1'е с л В03никающих в к Рисмеж ду осью и поверхностью к р и ^ л л а м с т а м я е т Д Г
ПеРеПаД ТемператУр
мер, по методу Чохральского^" в ^ ы ю в н п и 1™ ' " * 3*' иыраЩ|’ваемых, наприск и х напряжений, в о зн и к а ю щ и х в слитка определяется действием термичемеж ду плотностью д и с л о к а ц и й и гпялирнг пРоцессе его роста. Оценить связь
И ИТЬ плотность
‘ “ Р " СТ“ ' ^
если осевой градиент т ем п е о а т у п м в м о и /
кремния и арсенида галлия,
деформации равен 8 0 К / с м , а радиальный р?ю н™ ул\?. ° бЛаСТЯХ ™ ас™ческой
по методуР Чо х р а Х Ико7о°РОм т Иу т *р а * р е с кивать™ И’Л л я’а Щ6" Ные' " апРимеРс к и в а н и я слитков скорость о х л а ж я м . а
* Д
устранения растрем аксимальны е перепады тем п ера т ур в них Г ^ Г
выбрана такой, чтобы
некоторых критических вели чин . Оценить д о п у с к
слитка.
допустимую скорость охлаждения
лов
со верш енны х кристаллов
Чем пппрпоп
при в ы т я гивании кристалзрения получения структурно
У ФР“ Т'
сталлизацин
лученни
сн и ж е н и я интенсивности э т и х потоков?
р а с “ “ * "Р " "»■
МврЫ пР именяют Для
р а с п л а в а ^ ЛИМИТИрУет Увеличение скорости вытяги ван и я кристаллов из
ги в ани и их из Тр асп л а ва иЛее зТв исимостк ® а щ и 8 а 11и я кристаллов при вытяп ер ат у р ы в кристалле П р и н я т ь что теплптРаДИуСа сл итка и градиента темр е з грани ц у раздела в к р и с т а л л ’ и л Л »
кристалли заци и отводится че­
ковой поверхности. Г радиентом темпепя™ РаССеИВаеТСЯ и з л Учением с его бо19. С помощью к а к и х мвтгТп/Г
в расплаве пренебречь,
кр и ст ал л о в , вытягиваемых из р а с п л а в а ? УЩеСТВЛЯЮТ ст а б и л и з а « ию Диаметра
д р у г и м и ме тод а м и
р ащ и в Г тГ я *'к р и с т а л л о'в* Ч£ * р ал ь ск ого по сравнению с
ные недостатки метода.
' Отметьте при этом и основс т а л л о . иегода» Л ? т « м “ 0Т з о н Рн“ Г п ™ Т и “ а 3° " “ " Р " *“ Р>“< ™ ™ " «Р»диа^р
Хг
*“ра™ть
“ »»«р—
кр и сталлов и зУраспл°аСвНа0ВНЫе
принципы
выращивания
.
бездислокационны х
д о м В ернейл я?РР ассм отрите ^основные^ в предпочтительнее выращивать мето-
Щ и в ^ н й и ^ п о л у п р о в о д н и к о в ы х Д °1 ф * с т а л л о в Л е Т В ° Р ” ^
^
Р а ^
™
° Р И Т е Л Ь
" р и
в ы р а -
р и т е л ь д л я вы ращ ивания ч и с т ы Г э п и ™ ^ 3 раств0р0в? Подберите раствор а с т е р 3 и до каж ите ц е л е с о о б р а з н о с т ь е Г и Г о Г о Г н Г я . ^ 6" ^
И3
раство ро в?
УШествляют интенсифицирование процесса роста кристаллов из
пр«
статки.
«ристаллизуекого
н и ^ ч л л о в из раствора? Укажите их достоинства и недо-
» “ ««" > ■>«—
чивость плоского фронта к р и с т а л л и за ц и и вследствие к о н ц е н т р ац и о н н о г о
п ереохлаждения.
_______
31. О характери зуй те основные методы выращ ивания к р и с т а л л о в
растворов. Д л я получения м он о к р ис тал л о в к аки х полу п ро водн ик ов и д и ­
электриков они применяются?
32. Получите выражение д л я скорости роста кристалла из р а с т в о р а ме­
тодом зонной плавки в градиенте т ем п е р а т у р , считая, что л и м и т и р у ю щ еи с т а ­
дией процесса роста является ди ф фузионны й массоперенос.
33. Рассчитать скорость д в и ж е н и я расплавленной зоны при п о лу ч ен ии
эпитаксиальных слоев кремния из р аств ора в расплаве методом зо н ной п л а в ­
ки с градиентом температуры. С р е д н я я температура процесса 14/3 14, р диент температуры равен 5 1 0 3 К/м , в качестве растворителя и с п о л ь зу е т с я
алюминий. Определить время, необходимое дл я вы ращ ивания э п и т а к с и а л ь ­
ного слоя толщиной 300 мкм.
„„„„„
34. В чем особенности в ы р а щ и в а н и я кристаллов из ра створов в у с л о в и ­
ях одновременного протекания эл ект р и че ск ого тока через раствор.
35. О характеризуйте в аж н ейш ие этапы выращ ивания м о н о к р и с т а л л о в
кварца из раствора.
36. О характеризуйте основные методы выращ ивания м о н о к р и с т а л л о в
из газовой фазы. В чем их достоинства и недостатки по срав н ен и ю с др у г и м и
методами выращивания кристаллов?
„
т
37. К аки е стадии процесса роста кристаллов из газовой ф азы могут
быть лимитирующими? Как осу щ ес т в л яю т интенсифицирование процесса р о с ­
та кристаллов?
.„ „ „ „ „ о
38. С помощью каких методов о сущ еств л яю т управление стехиометрическим составом кристаллов при в ы р а щ и в а н и и их из газовой фазы.
39. Что такое конституционное перео хл аж ден и е и к ак им у п р а в л я т ь при
выращивании кристаллов из газовой фазы?
__ „ - лт>
40. Получите выражение д л я предельной скорости роста к р и с т а л л о в
паровой фазы при условии, что ск о р о ст ь роста лимитируется, ди ф ф узион ны м
массопереносом; конституционным переохлаждением пара в диф фузи
слое у фронта кристаллизации.
„„„„„„
41. Сформулируйте основные пр ин ц ип ы ф ормообразования д л я п о л у ч е ­
ния профильных монокристаллов.
..„„„„„и
42. О характеризуйте основные методы получения п ро ф и л ьны х мо н окристал лов
43. К аки е требования п р е д ъ я в л я ю т с я к ф ормообразователю п ри в ы р а ­
щивании профильных кристаллов из расплавов?
К главе 5
1. В чем суть и значение р ади ац ион н о го леги р овани я м о н о к р и с т а л л о в
кремния? Какие неоднородности л е г и р о в а н и я мон окристаллов м о г у т иметь
место при таком методе леги ро в ан и я ?
_т
2. И зобразите зависимость коэффициента распределения примеси от
степени переохлаждения р ас п л ав а у ф ронта кристалли заци и к р и с т а л л а д я
° ЛУЧ3.е С^ществует^л’и 'т а к а я б и н а р н а я система А — В, в которой р а в н о в е с ­
ный коэффициент распределения компонента А в компоненте В и Р 3®
ный коэффициент распределения компонента В в А оба были бы м ен ь ш е еди4. Фоновые примеси бора Ко — 0,8 и фосфора /Со — 0.35 со д ер ж ат ся [ в
кремнии в одинаковых кон ц ен т рац и ях . От какой из этих примесеи и почему
кремний может быть легче очищен методом зонной плавки?
„ „ „ „ „ иа
5. Поясните понятие об эффективном коэффициенте р а с п р е д е л е н и я на
гр аф и ках распределения примеси в твердой и жидкои фазах у ф р о н т а р
лизаци и для /С0< 1 и Ко > 1 • Ч ем у равен К эфф при / " > 0 и /
прлрния
6. Постройте зависимость эфф ективного коэффициента р асп р едел ен и
от приведенной скорости роста к р и с т а л л а дл я К о > 1 и ' ' о ^ *■
в иси т ™ Г Г „ 1 Г КаКИХ п а р а Г Тров кристаллизационного процесса заэ Т м и пар аметр а ми а
Диффузионного слоя. У к аж и т е свИзь между
с т а л л й з а ц и и епяйнмЖп НИИ’ ЧТ° к о эФФи“ иенты распределения на фронте криравны Равновесным коэффициентам распределения и не зависят
пирита П ™ КрИСТаЛЛИЗаЦИИ' построить зависимость эффективного коэффиппн ™ Р асп Ределения от скорости роста в интервале V = 0 _ М О -’м ^ г 1
0 1равновесного коэффициента распределения К 0 = 10- 1 0 - 0 5! и я ’ в ’ = - , ^ м% ТРГ Г о - . 3^
СИМОСТИ
“ ЯТЬ ти п и ч н ы е зн ач е-
пРе дп олож ении, что коэффициенты распределения на фронте коисо т с к п п п Д ” раВИЫ равновесным коэффициентам распределения и не зависят
2и Л
Г ^ РИСТШИЗ,ЦИ7
скорости вращения к р ^ а л л а , построить заск п п п г™ э ФФективного коэффициента распределения сурьмы в германии от
ск о р о ст и к ристал л и заци и в и н т ер в а л е и = П _ я. т - 5
„
р
в р а щ е н и я монокристалла ш = 0,95; 2,4; 24 об/с
РИ СК0Р0СТЯХ
н РНИ1 ° ' п ^ еЧИСЛИТе основны? Допущения, используемые при выводе уравте п я п ? п р ^ 1 ДеЛеНИЯ пР име« й при направленной кристаллизации. Постройрасп ределен ие примеси С т по дл и н е слитка лля К <г 1 ы к ___
ЛеГ" ? ? " п Т / е” Д0"
Что такое
¿ ¿ ' . Г ' ПР"
НИЯ
II п 1 остУпление ж ел е з а к а к фоновой примеси в монокристаллы коем
иеипгп 1
Ые МеТОДОМ Ч о х р а л ь с к о г о , происходит из материала квао^
ние ппим^ги ПРИ еГ° Р аствоРении в расплаве кремния. Остаточное содержаТ " » Г еСИ Желе3а 8 Кварце с о ст ав л я ет 2- 10«см-». П редп олагая что в на
а я скорость в ращ ения 1,047 с - 1; вязкость расплава 0,0106 см2/с.
V,
мм/мин
■^эфф
С0 , с м -3
2
3
4
0,11 ± 0 , 0 1
0 ,1 5 ± 0 ,0 1
0 ,2 0 ± 0 , 0 1
3 ,5 -1 0 «
3,3-101«
3,2-101«
скорость д в и ж е н и я р а с п л а в л е н н о й зон ы ; К , * * — эф ф ективВ ¿ а с п л ^ е ЦИ6НТ раС П ределения У г л е р о д а ; С0 - н а ч а л ь н а я е г ^ к о н ц е Т т р а ц и я
I I ’ К а к о й из методов п о луч ен и я однородно легированных монокоистал
нмй “ ^ УеТ Пр!Ше» ить’ чтобы п о л у ч и ть монокристалл кремния л е г и р о в а в
ц ин к о м и фосфором с п остоянной степенью компенсации?
ва элемента А и В полн остью растворяются дру г в д р у г е образуя
поп
р я д идеальных ж и д к и х и твердых растворов. Теплоты и темр а т у р ы п лав л е н и я элементов соответственно равны; ЬА= 10 1 • 10е Д ж /к г ат
3 ’4 ' 10в Д ж / к г ' ат и Т А = 1200 К , тв = 500 К. Определить составы
в а н и и а кпигтГппЛаВа ” К0ЭФФи циент распределения элемента В при вытягир и с т а л л а из р асп л ава с т ем п ератур ой ликвидуса
= 1175 К. Чему
равна разность температур л и к в и д у с а Т [^ и солидуса Т $ д л я этого же
состава?
15. В расплав п олупроводника введены два л е ги р у ю щ и х компонента р а з­
ного типа (донор и акцептор). Коэффициенты р а сп р е д ел ен и я их К \ и
причем К г <
Определить у с л о в и я получения и найти местоположение
границы между дырочной и эл ек т р о н н о й областями (р-л-переход) монокри­
сталла при вытягивании слитка из ра сп л а ва, леги р о в анн ого д в у м я компонен­
тами разного типа, с постоянной скоростью.
16. Д л я случая в ы р ащ и ван и я легированных к р и с т а л л о в направленной
кристаллизацией получить в ы р а ж е н и е д л я минимального г ради ента темпе­
ратуры в расплаве, необходимого д л я предотвращения о б р а з о в а н и я концент­
рационного переохлаждения. Н а й т и значение скорости роста кристаллов,
выше которой будет возникать концентрационное п ер е о х л аж д ен и е, если гра­
диент температуры в расплаве равен 10 град/см, угол н а к л о н а кривой л и к в и ­
дуса т = — 3 град/% ат.; коэф ф ициент диффузии примеси в р асп л аве О =
= 10_6 см2/с, К р — 0,5, к о н ц е н т р а ц и я примеси в твердой ф азе у границы
раздела кристалл — расплав 10- 2 % ат.
17. К ак а я доля расплава вещества долж на з а к р и с т а л л и з о в а т ь с я , чтобы
в расплаве в первый раз п о яв и л ась зона концентрационного п е р е о х л аж д ен и я ?
Условия получения кристалла: в ы ращ и ван и е производится методом н о рм ал ь­
ной направленной кристалли заци и со скоростью 4,1 • 10_б м/с; коэффициент
диффузии примеси в расплаве 10—8 м2/с; коэффициент р ас п р е д е л е н и я приме­
си 0,4; исходная концентрация примеси в расплаве 0,5 % а т.; н аклон линии
лик в ид у са для заданных условий кристалли заци и равен 4 К / % ат; градиент
температуры в расплаве постоянен и равен 104 К/м; т о л щ и н а граничного диф­
фузионного слоя в расплаве 10—4 м.
18. Расплав содержит два невзаимодействующих в ещ ества с к онцентра­
циями 0,2 и 0,1 % ат. Коэффициенты диффузии обоих веществ в ра сп л аве
равны 10_8м2- с - 1, а коэффициенты распределения — соответственно 0,1 и
0,3. С какой скоростью нужно в ы р а щ и ва т ь кристалл из р а с п л а в а , чтобы кон­
центрации обоих веществ в твердом состоянии были равны , если толщ и на по­
граничного слоя равна в = 10—4 м? Чему равна эта к о н ц ен т р ац и я ?
19. Определить среднюю степ ень очистки начальной части с л и т к а д л и ­
ной 10 I при однократном пр ох оде расплавленной зоны чере з равномерный
в среднем исходный образец дл и н о й Ь — 11 / (/ — длина зон ы ). Коэффициент
распределения примеси К 0 — 0,1.
20. Приведите классиф икацию методов получения о дн ородн о л еги р о в ан ­
ных кристаллов при выращ и ван и и их из расплава. Д ай те определ ен ие п о н я ­
тию «выход годного материала».
21. Объясните принцип однородного леги ро вани я м о н о к р и с т а л л а зон'ной плавкой, если исходный о б р а з е ц чистый. Приведите исходные условия
и математическое выражение д л я распределения примесей, а т а к ж е формулы
для расчета выхода годного м а т е р и а л а при прохождении л е ги р у ю щ ей зоны
через чистый исходный образец.
22. Что такое целевая з а г р у з к а ? Какой метод л е г и р о в а н и я при в ы ращ и ­
вании кристаллов методом зо н н о й плавки следует в ы б р ат ь д л я примеси с
К о = 0,001 и Р = 10 %? Д л я выбранного метода рассч и т а т ь выход годного
материала. Приведенная д л и н а к р и с т а л л а А = 10. Р ас с ч и т а й т е выход год­
ного материала в методе н ормальной направленной к р и с т а л л и з а ц и и , если п р и ­
месь имеет /С0 = 0,1, а разброс состава составляет ± 1 0 % .
23. Оценить теоретический выход процесса п о луч ен ия однородно л е ги ­
рованных монокристаллов
методом нормальной н а п р а в л ен н о й к р и с т а л л и ­
зации. Расчет Р,р произвести д л я значений коэффициента распределения
примеси Ко = 0,001 -н0,8 и п редел ьн о допустимых р а зб р о с о в состава Р =
= 2 ч - 20 % . Разброс состава Р б р а т ь по отношению к сос та в у частей к р и ст ал ­
л а, вырастающих в начале процесса.
24. Оценить теоретический выход процесса п о л у ч е н и я о днороднолеги­
рованных монокристаллов
п ри однократном проходе р асп л ав л ен н о й зо-
ны через однородный в среднем исходный поликристаллический образец с
к о н ц ен тр аци ей примеси Ср . Расчет ц р провести для диап азон а значений
коэф ф ициента распределения примеси К = 0 , 0 1 - 0 , 5 и диап азон а значений
предельно допустимого разбора состава Р = 2н- 10 %. В качестве требуемого
зн а ч е н и я конц ен траци и примеси в с л и т к е Ст брать величину концентрации
в н ача л ь н о й части слитка Ст (0).
цен,рации
26. Н а к а к и х принципах о сн ован ы методы программированного роста
р авном ерн о л егированных кристаллов?
27. К а к и е методы (подпиточные или программирования параметров роса) дают в о зм ож ность получать более совершенные кристаллы и почему>
г», В чем суть механической и равновесной подпитки расп лава при вы­
ращ и ва н и и равномерно леги р ов анн ы х кристаллов?
К главе 6
^ „ чем Р а з л и чие между аморфным и стеклообразным состояниями ве­
щества. К а к о в ы особенности переходов из этих состояний в кристаллическое
при от ж и ге ?
г
_ 2. К а к зав и си т мольный объем ст е к л а от температурно-временных усло­
вии п о л у ч е н и я стекла?
3. Чем о бъ ясняется отсутствие определенной точки плавления у стеКОЛг
3
4. Чем обусловлена одна из в а ж н е й ш и х особенностей стеклообразного
с о стояни я — свобода нарушения стехиометрических пропорций?
кол
Н а з о в и т е стеклообразователи и модификаты важнейших классов сте6. Р ассм о т р и т е основные виды и причины возникновения микронеоднородностеи в строении стекла.
7. К а к в л и я е т химический состав с т ек л а на его вязкость, на интервал
тем п ератур формования стекла? П ри в еди т е графики зависимостей измене­
ния в я зк о с т и стекла от температуры д л я стекломассы с длинным и коротким
и н т ер в ал ам и формования.
8. П ер ечи сл и т е основные компоненты для производства стекол и их на­
значение.
9. О х а р а к т е р и з у й т е основные методы производства чистого диоксида
кремния.
10. Расс м от р и т е основные методы смешивания компонентов стекла.
11. О х а р а к т е р и з у й т е основные достоинства метода получения стеклоо о р а з у ю щ и х с я смесей соосаждением компонентов из водных растворов их
соединений.
П е речи сл ите и о х а р а к т е р и з у й т е основные этапы стекловарения при
в а р к е с и л и к а т н ы х стекол.
13. Расс м от р и т е основные ф акт о р ы , влияющие на скорость стеклова­
р ен ия.
14. Д л я чего в стекломассу в вод ят материалы, вызывающие бурное газо­
о б р а з о в а н и е и понижающие поверхностное натяжение стекломассы?
15. Р ассм от р и т е основные виды п о р о к о в стекла и причины их обр азова­
ния.
16. В чем заклю чаю тся особенности процессов теплопередачи при фор­
м овании издел и й из стекла?
17. Ра ссм о т р и т е ф акт о р ы ,вл и яю щ и е на технологические хар ак тер и сти ­
ки и д и н а м и к у процесса формования с т ек л а.
18. П р и формовании стекла методом вытягивания (н апример, при про­
и зводстве ст ек л о во л о к на) не п р оисх од ит его контактного взаимодействия
с си льн о о х л а ж д а ю щ и м и с я формующими органами. В связи с этим процесс о х ­
л а ж д е н и я и твердения развивается постепенно по мере в ытягивания изделия
в р е з у л ь т а т е теплопроводности и и з л у ч е н и я в самом стекле и свободного кон­
вективного теплообмена с внешней в оздуш ной средой. Предложить для д а н ­
ного случая формования ан ал и т и ческ у ю зависимость и зм е н ен и я температуры
изделия от 7 \ до Т г.
19. Зависимость вязкости стек л а от температуры т] = / ( Г ) (функция
твердения) определяет значение и характер зависимости скорости твердения
стекла ут = (1т]/<1т, явл я ю щ ей с я важнейшим тех н ологи ческ и м параметром
процесса формования. Вывести обобщенное уравнение, св язы ваю щ е е между
собой скорость твердения с т е к л а при формовании с «длиной» стекл а, величи­
ной рабочего интервала вязк ости и со скоростью о х л а ж д е н и я ; получить выра­
ж ение дл я продолжительности затвердевания стекла при формовании.
20. Охарактеризуйте осн овн ы е способы ф ормования стек л а.
21. Проанализируйте о сн овн ы е процессы, п ро текаю щ и е при отжиге и
з а к а л к е стекла.
22. Д л я анализа остаточных напряж ен и й, в о зн и к а ю щ и х в пластинах
стекла при их закаливании, часто используют критерий Б и о (В1), о т р аж а ю ­
щий тепловое сопротивление пластины В1 = й а т/Х, где <1 — полутолщина
пластины; а т и X — коэффициенты теплоотдачи и т еплопроводности. Уста­
новлено, что с увеличением В! зн ачение остаточных н а п р я ж е н и й возрастает.
Исходя из критерия Био п о к а з а т ь , с помощью каки х п ар ам етро в технологи­
ческого процесса можно п овы сить интенсивность о х л а ж д е н и я и тем самым
повысить степень закалки с т е к л а .
23. Охарактеризуйте методы получения пленок с т е к л а . От каких техно­
логических факторов зависят с т р у к т у р а , дефекты и св о й ст в а пленок стекла?
24. В чем заключаются достоинства технологии п о л у ч ен и я стекол в ус­
лови ях микрогравитации?
25. Рассмотрите технологические особенности п о л у ч е н и я : л азер н ы х сте­
кол, светочувствительных стек о л .
26. Какие требования п р е д ъ я в л я ю т с я к составам ст е к ол , используемых
для изготовления волоконных оптических элементов? Р ассмотрите ва ж н ей ­
шие технологические методы изго товл ени я оптических в олок о н .
27. Охарактеризуйте особенности технологии п о л у ч ен и я активны х опти­
ческих волокон и пленок д л я за д ач интегральной оп т и к и .
28. Рассмотрите закономерности ст еклообразовани я и особенности т ех­
нологии получения хал ьк оген ид ны х стекол в связи с х ар ак т ер о м химических
связей, образующихся между атомами — компонентами стекол.
29. Рассмотрите основные методы получения г и д р и р о в ан н ы х аморфных
полупроводников. В чем особенности их технологии по с р ав н ен и ю с техн оло­
гией получения пленок стекол?
30. В чем заключаются особенности структуры и деф ектов пленок гидри ­
рованных аморфных полупроводников? Какие техн о ло ги ческ и е параметры
влияю т на эти характеристики пленок?
К главе 7
1. Какие вещества и спользую тся в качестве и сходных компонентов в
производстве керамики?
2. К ак производятся помол и перемешивание и сходных компонентов?
3. Какое оборудование и спользуется при помоле и перемешивании?
К аки е требования п ре дъ яв л яю тся к нему?
4. Что такое поверхностно-активные вещества и д л я чего они п редн аз­
начены?
5. Д л я чего производят сверхтонкое измельчение исходных компонен­
тов? К акие физико-химические процессы могут п р о т ек а т ь в матер и ал ах при
этом?
6. Рассчитать содерж ание компонентов в шихте д л я феррита состава
У3Ре4>1 А10,7О12 + 0,5 % мол. МпО сверхстехиометрии.
7. В чем заключаются особенности сухого и м окрого смешивания исход­
ных компонентов в шаровых мельницах?
8. О х а р а к т е р и з у й т е химический метод смешивания исходных компонен­
т о в д л я п ро и зв о д ст в а керамики. В чем особенности криохимического метода
см еш и в а н и я ?
9. К а к и е д об авк и для р е г у л и р о в а н и я технологических процессов про­
изводства и св о йств керамики вводятся в состав исходной шихты
10. Н а з о в и т е важнейш ие п л ас ти ф ик ато ры , используемые в производст­
ве керам и ческ и х материалов эл ектр он но й техники.
11. К а к у ю ро л ь выполняют с в я з у ю щ и е вещества при производстве ке­
рамики?
12. Д л я к а к и х целей осу щ ест в л яю т гранулирование шихты? К ак оно
-осущ ествляется?
13. О х а р а к т е р и з у й т е методы ф ор м ован и я заготовок дл я изделий из ке­
рамики.
14. П р ед ст а вьт е графики зависимостей распределения давления в прес-совке при одностороннем и двустороннем прессовании.
15. П р о а н а л и з и р у й т е стадии у п л о т н е н и я заготовки при холодном прес­
совани и в пресс-ф орме.
16. К а к в л и я е т трение между части ц ами порошка на процесс прессова­
ния? К аки м о б р а з о м уменьшаю т коэф ф ициент трения между частицами?
17. К а к з а в и с и т величина у п р у го г о последействия от технологических
условий п р е с с о в а н и я заготовок?
18. О х а р а к т е р и з у й т е основные п о р о к и прессовок, получаемых методом
холодного п ресс ован и я .
19. В чем зак л ю ч аю тся достоинства получения заготовок методом изо-статического прессования?
20. От к а к и х параметров технологического процесса зависит эффектив­
ность виб р ац и о н н о г о уплотнения заг о т о в о к ?
21. Ра ссм о т р и т е особенности п рим ен е н и я методов горячего л ить я для
изготовления керамических заготовок.
22. О бос н уй т е температурно-временной режим нагрева заготовки при
удалении из нее с в я зк и в процессе термической обработки. Чем определяется
-скорость н а г р е в а н и я керамической заготовк и в температурном интервале
разм я гчен и я и у да л ен и я связки?
23. К а к о в о назначение предварительного обжига и высокотемператур­
ного с п е к а н и я заготовок?
24. О х а р а к т е р и з у й т е важнейш ие виды и механизмы спекания заготовок.
25. О бо сн уйте движущ ие силы процессов для различных механизмов и
с т ад и й с п е к а н и я керамики.
26. У к а ж и т е основные механизмы интенсификации процессов спекания
при введении сп екаю щ и х добавок.
27. В чем зак л ю ч аю тся достоинства горячего прессования керамических
изделий?
28. К и н е т и к а рек р истал л и заци и с т е к л а (расстекловывание) при н агре­
вании, к е р а м и к и при горячем прессовании и других процессах твердофазных
п ревращ ен и й хорош о описывается теор и ей Н. А. Колмогорова. Вычислить
про м еж уто к времени, в течение которого рекристаллизуется половина вещест­
ва, если с к о р о с т ь образован ия заро д ы ш ей кристаллизации при температуре
■отжига с о с т а в л я е т 1 • 10~5 м - 3/ с - 1 , а л и н е й н а я скорость роста зародыша р а в ­
на 1 , 6 - 10—6 м /с - 1 .
29. И с п о л ь з у я условие предыдущей задачи, определить момент времени,
отвечаю щ ий м ак си м ал ьно й скорости п р евр ащ ен и я.
30. К а к м о ж н о у п ра вл я т ь размером зерен при спекании карамики?
31. В чем закл ю ч ается суть ф изического и химического активирования
процесса с п е к а н и я керамики?
32. К а к о сущ еств л яю т уп р авл ен ие структурообразованием в керам и ке в
процессе с п е к а н и я ?
33. О х а р а к т е р и з у й т е методы п о л у ч е н и я пленочных керамических мате­
риалов.
34. От каких факторов зависит теплопроводность установочной керами­
ки на основе оксида алюминия, оксида бериллия и к ар б и д а кремния?
35. Почему установочная к ерамика 22ХС имеет хар актерны й розова­
тый оттенок?
36. Рассмотрите методы повышения рабочего зн ач ен и я относительной
диэлектрической проницаемости и ее температурной стабильности при и зго ­
товлении конденсаторной керами ки на основе т и т а н а т а бар и я.
37. Рассмотрите способы получения конденсаторной керамики с зонально-оболочечной структурой зерен и связь э л ектри ческ и х свойств керамики с
технологическими реж имами синтеза.
38. О характеризуйте основные проблемы и п ерспективы материалове­
дения конденсаторной сегнетокерамики.
39. Проведите анализ особенностей технологии получения пьезокера­
мики ЦТС.
40. Как связаны свойства ферритовой к ерам и ки с параметрами ее м и к р о­
структуры? Рассмотрите методы уп равлен ия м и к р о с т р у к т у р о й керамики.
41. Как производят стимулирование процесса к р и ст ал л и зац и и с целью
получения у ситаллов однородной м и к р о кр и ст ал л и ч ес ко й структуры?
42. Проведите анализ технологических стадий п о луч ен и я ситаллов.
Ч.
А нт о нов П . И ., Зат уловский Л . М . , Костыгов А . С. и др. Получение
п рофилированны х монокристаллов и изделий способом Степанова. — Л.:
Наука, 1981. 280 с.
2. Бо городицкий Н. П., Кальменс Н. В., Ротенберг Б. А. и др. Радиоке­
рамика. М.—Л.: Госэнергоиздат, 1963. 554 с.
3. Горелик С. С ., Бабич Э. А . , Л е т ю к Л . М . Формирование ми кр остр ук­
туры и свойств ф ерритов в процессе р екристаллизации. — М.: М еталлур­
гия, 1984. 110 с.
4. Д евят ы х Г. Г ., Еллиев Ю. Е. Введение в теорию глубокой очистки
вешеств. — .М.: Н а у к а , 1981. 320 с.
5. К ер ам и ка из высокоогнеупорных окислов/П од ред. Д . Н . Полубояринова, Р. Я- П опильского. — М.: М етал л ур гия, 1977, 304 с.
Jp
6. К р а п у х и н В . В ., Соколов И . А . , Кузнецов Г. Д . Физико-химические
основы тех н ологи и полупроводниковых материалов. — М.: М еталлургия,
1982. 352 с.
7. Красюк Б . А . , Корнеев Г. И. Оптические системы связи и световодные
датчики. Вопросы техн ологи и. — М.: Ради о и связь, 1985. 192 с.
8. М атематическое моделирование. Получение монокристаллов и п о лу­
проводниковых с т р у к т у р /П о д ред. А . А . Самарского, Ю. П. Попова,
О. С. Мажорова. — М.: Н ау к а, 1986. 198 с.
9. М и л ь в и д с к и й М . Г ., Освенский В. Б . Структурные дефекты в монокри­
сталлах п о л у п р о в о д н и к о в . — М.: М ет ал л у рги я , 1984. 256 с.
4- »'Ю. Н а ш ельск и й А . Я ■ Технология полупроводниковых материалов—М.:
М етал л ур гия, 1987. 336 с.
X
^ 1 1 . Окадзаки К . Технология керамических диэлектриков/Пер. с яп.
М . М . Б о г а ч и хи н а , Л . Р. З ай он ца . — М.: Энергия, 1976. 336 с.
12. Пасынков В . В ., Сорокин В. С. Материалы электронной т ех н и к и .—
М.: Высшая ш к о л а , 1986. 367 с.
13. П о л я к о в А. А. Технология керамических радиоэлектронных материа­
лов. — М.: Р а д и о и связь, 1989. 200 с.
14. Р оманенко В . Н . Управление составом полупроводниковых к ристал ­
лов. — М.: М е т а л л у р г и я , 1976. 368 с.
15. Р убаш ов М . А . , Бердов Г. И . Термостойкие диэлектрики и их спаи с
металлом в новой т ех н ик е /П од ред. Н . Д . Девяткова. — М.: Атомиздат,
1980. 409 с.
16. С п р а в о ч н и к
по
электротехническим
материалам ' Под
ред.
Ю. В. Корицкого, В . В . Пасынкова, Б . М . Тареева. — М.: Энергоатомиздат,
1987, т. 2, 464 с.; 1988, т. 3, 727 с.
17. Т о м а ш п о л ьск и й Ю. Я ■ Пленочные се г н е т о э л е к т р и к и .— М.: Радио и
с вязь, 1984. 193 с.
18. Х и м и ч е с к а я технология стекла и с и т а л л о в ^ о д ред. H. М . П а в­
луш кин а. — М.: С тройи здат, 1983. 432 с.
19. Чернов A . A . , Гиваргизов Е . И ., Багдасаров X . С. и др. Современная
к р и ст ал л о г р а ф и я . — М.: Н а у к а , 1980, т. 3. 408 с.
20. Шашков Ю. М . В ыращ ивание мон окристаллов методом в ы тяги ва­
ния. — М.: М е т а л л у р г и я , 1982. 312 с.
21. Ц ымбал В. П. Математическое моделирование металлургических про­
цессов. — М.: Металургия, 1986. 240 с.
— гомогенное 94
Абсорбция 64
-------в газовой фазе 95
Адсорбция 55
------- в расплаве 99
Азеотропные растворы 78
------ в растворе 103
Активированный уголь 57
------ в твердой фазе 104
Активирование технологического про­
Закон
цесса 42
/И Х . К оновалова 77
Амальгамная электрохимия 91
\ 41 Р а у л я 76
Анионит 57
''"Зонное выравнивание 205
Анодное рафинирование 91
Брокерит 373
Высаливатель 64
Выход годного 200
Вычислительный эксперимент 9
Выщелачивание 64
Волоконно-оптические элементы 293
Газоразрядное легирование 229
Гидродинамика при росте кристал­
лов 28
Гидростатическое прессование 341
Глушители 258
Градан 293
Градиентные структуры
— методы формирования 305
Граница раздела
— когерентная 108
— некогерентная 108
— полукогерентная 108
Декорирование 108
Десорбция 55
Диаграмма фазовая 67
Дистилляция 75
Диффузионная массопередача 16
Допустимый разброс состава 200
Дробление 49
Загрузка целевая 204
Задача Стефана 23, 119
Зародышеобразование
— гетерогенное 94
Измельчение 49
Изостатическое горячее прессование
359
Изотерма
— адсорбции 56
— ионного обмена 59
Ионит 57
Ионный обмен 57
— коэффициент разделения 60
Капиллярный двойной тигель 211
Катионный обмен 57
К вази зам кн утая система 146
Керамика
— конденсаторная 375
— сегнетоэлектрическая 376
— установочная 370
— ф ерритовая 310
Коалесценция 353
Коионы 58
Кокиль 344
Конвекция
— в условиях микрогравитации 36
— естественная 27
— концентрационно-капиллярная
31
— тепловая 28
— термоакустическая 31
— термокапиллярная 29
Конгруэнтное плавление 125
Коэффициент
— активности 80
— массопередачи 21
— массоотдачи 21
— относительной летучести 80
— перенасыщения 97
— разделения 79
— распределения 71, 73
-------действительный 191
------ программирования 215
-------равновесный 188
-------эффективный 189
— температуропроводности 26
Критерий
— Бонда 30
— Грасгофа 29
— Марангони 30
— Пекле 26
— Прандтля 26
— Рейнольдса 25
— Рэлея 29
— Шмидта 27
Кристаллизационный
процесс
про-,
граммирования 215
Кристаллизация р асп л ава
— направленная 125
------- нормальная 126
Концентрационное
переохлаждение
пара 150
Концентрационное
переохлаждение
расплава 225
Лимитирующая стадия 39
Линия
— ликвидуса 68
— солидуса 68
Литьё керамических заготовок
— в кокиль 344
— горячее 344
— непрерывное 345
— под давлением 345
— сливное 344
— центробежное 345
Ликвация 285
«Магнитная вязкость» расплава 223
Массопередача 16
— в условиях микрогравитации 31
— межфазного переноса 18
Методы выравнивания состава кри­
сталла
— активные 205
— подпиткой 206
------ из газовой ф а зы 212
------ из жидкой ф а зы 209
------ из твердой ф а зы 206
— пассивные 201
— целевой загрузки 204
Механизм роста кристаллов
— нормальный 115
— послойный 112
— с участием винтовой дислокации
Ы4
Механохимическая активация 44
.Микрогравитация в технологии 31,
223, 284
Микрокристаллический кремний 321
Минерализатор 332
Моделирование технологических про­
цессов 8. 14, 230
Модификаторы 248
Морфологическая устойчивость гра ­
ни кристалла 120
Неоднородности состава кристалла
— за счет конвекции расплава 221
— канальные 224
— локальные 199
— технологические 221
Несингулярная грань 112
Осадочный метод хроматографии 63
Осветление стекломассы 264
Очистка веществ
— анодным рафинированием 91
— в центробежном поле 92
— дистилляцией 75
— диффузией и термодиффузией 93
— ионным обменом 57
— кристаллизационными . методами
66
— перегонкой через газовую фазу
— сорбционными методами 55
— сублимацией 75
— химическими транспортными ре­
акциями 83
— хроматографическими
методами
61
— экстракцией 64
— электролизом 90
Перекристаллизация 124
Переохлаждение 97
Пересыщение 96
— абсолютное 97
— критическое 99
— относительное 97
Плавни 333
Пластификаторы 333
Поверхности граней
— вицинальные 111
— несингулярные 112
— сингулярные 111
Поверхностно-активные
примеси 104
Пограничный слой
— гидродинамический 25
— диффузионный 26
вещества,
— тепловой 25
Подпитка расплава
— жидкой фазой 209
— из газовой фазы 213
— из капиллярного двойного тигля
211
— методом расплавленного слоя 206
— механическая 206
— равновесная 206
Поликор 371
Политипизм 47
Полихромные стекла 291
Пороки стекла 267
Прессование
— горячее 356
— двустороннее 337
— изостатическое 341
— одностороннее 337
— холодное 336
Пресс-порошок 334
Пресс-форма 298
Противоион 58
Процесс технологический
— комбинированный 7
— модели 8, 9
— непрерывный 6
— периодический 6
Радиационное легирование 183
Раствор азеотропный 78
Рекристаллизация
— первичная 353
— собирательная (вторичная) 353
Ректификация 82
Ретикулярная плотность 111
Рост кристалла
— в условиях микрогравитации 223
— гидротермальный 144
— из газовой фазы 145
— из растворов 139
— из твердой фазы 124
— методом Бриджмена 126
Вернейля 139
------ зонной плавки в градиенте тем­
пературы 142
------ Киропулоса 134
------ Степанова 157
------ Чохральского 129
— послойный 112
Свили 267
СВС синтез 46
Сегрегация 70, 186, 199, 200
Седиментации метод 368
Селфок 293
Силикатообразование 262
Синергетика 16
Ситаллы 396
Ситовая классификация 61
Спекание 348
С теклование 102
Стеклообразователи 248
Степень измельчения 49
Сорбция 64
Составление шихты 325
С тудка 266
С ублимация 75
Тепловой пограничный слой 25
Теплопередача с участием ф а зо в ы х
переходов 23
— с л о ж н а я 22
Термоситаллы 398
Технологическое горение 46, 332
Трансмутационное легирование 183
Фазовая диаграмма 67
Флегма 83
Флуктуации гетерофазные 94
— гомофазные 94
Формование заготовок керамических
изделий 335
— ситаллов 400
— стекла 268, 274
Фотоситаллы 413
Фотохромные стекла 289
Фритта 278
Халькогенидные стекла 307
Хемосорбция 55
Химические транспортные реакции 83
Х роматограф ия 61
Центр новой фазы 96
Чистота вещества 52
Шихта
— гранулирование 259
— смешивание 325
— метод механический 326
------ криохимический 331
------ соосаждения 260, 330
-------топохимический 261
-------химический 327
— составление 259, 325
Экстракция 64
Э лектролиз 90
Э лектродиализ 92
ЭТВ синтез 46
Эффект грани 160
П р е д и с л о в и е ......................................................................................................
3
Г л а в а 1. Общая х арактеристи ка основных процессов технологии
материалов электронной техники ...................................................
5
§ 1 1 . Т ех н ол о ги ч ес к и й процесс, основные п о н я т и я ..........................
1.2. Основные- процессы гетерогенных химико-технологических
с и с т е м ................................................................................................................16
Процессы м а с с о п е р е д а ч и .........................................................................16
-Нроцессы т е п л о п е р е д а ч и ........................................................................22
Процессы т е п л о - ’ и массопередачи с участием фазовых пере­
ходов ..................................................................................................................23
Ди н ам и ч е ск и й ,
диффузионный и тепловой
пограничные
слои в п ро цессах конвективного тепло-и массообмена . . .
Естественно-конвективны е п р о ц е с с ы ...............................................27
Особенности тепло- и массопередачи в условиях невесомости
(м и к р ограви таци и ) .....................................................................................
Химические п р о ц е с с ы .............................................................................. 36
Активное с о сто я ни е твердофазных реагентов и продуктов
Технологическое горение ......................................................................
М етастабильные с о ст о я н и я ......................................................................47
Глава
5
24
31
42
45
2. Ф изико-химические основы процессов переработки сырье­
вых м а т е р и а л о в .......................................................................................... 49
§ 2.1. Процессы и змельчения и рассеивания твердых тел . . .
49
§ 2.2. Основы процессов разделения и о ч и с т к и ............................... 52
Общая х а р а к т е р и с т и к а чистоты в е щ е с т в а ................................... 52
Общая х а р а к т е р и с т и к а процессов разделения и очистки
53
Сорбционные п р о ц е с с ы ........................................................................... 55
Процессы ж идкостн ой э к с т р а к ц и и .................................................. 64
К ристал л и заци о н ны е п р о ц е с с ы ...........................................................66
Процессы перегонки через газовую ф а з у .......................................75
Глава
3. Физико-химические основы
процессов затвердевания .
94
§ 3.1. О бразование кристаллических зародышей и стеклование 94
§ 3.2'. Механизм и кинетика роста к р и с т а л л о в ...................................III
Глава
4. Технология получения монокристаллов полупроводнико­
вые и диэлектрических материалов ................................................. 124
§ 4.1. П олучение кристаллов из твердой ф а з ы ................................. 124
§ 4.2. Получение к р и ст ал л о в из жидкой ф а з ы ...................................125
§ 4.3. П олучение к р и с т ал л о в из газовой ф а з ы ................................... 145
§ 4.4. Получение п рофильны х м о н о к р и с т а л л о в ...................................150
§ 4.5. У п равлен и е технологическими процессами выращивания
монокристаллов ....................................................................................... _. 164
,
§ 4.6. Технология важнейших м онокристаллических материалов 169
К р е м н и й ........................................................................................................... 169
Арсенид г а л л и я ............................................................................................ 179
Глава
5. Физико-химические основы процессов легирования моно­
кристаллов полупроводниковых и диэлектрических материалов 183
§ 5.1. Л егирование кристаллов в твердой ф а з е ...................................183
§ 5.2. Л егирование кристаллов в процессе вы ра щ и ван и я из ж и д ­
кой ф а з ы ........................................................................................................... 185
§ 5.3. Л егирование кристаллов в процессе вы р ащ и ван и я из га ­
зовой ф а з ы ......................................................................................................226
§ 5.4. Математическое моделирование процессов получения моно­
кристаллов ...................................................................................................... 230
Г л а в а 6. Технология некристаллических м а т е р и а л о в ..........................242
§ 6.1. Особенности стеклообразного с о с т о я н и я и строение стекла 242
§ 6.2. Физико-химические основы с т е к л о в а р е н и я ............................ 251
§ 6.3. Основы технологии с т е к л о и з д е л и й .................................................268
§ 6.4. Методы получения пленок стекла
..............................................277
§ 6.5. Особенности получения стекол в у с л о в и я х м и к рогр ав ита­
ции . . . ........................................................................................................... 284
§ 6.6. Технология важнейших н е к р и ст ал л и ч еск и х материалов 286
Л азерны е с т е к л а ......................................................................................... 280
Светочувствительные с т е к л а .................................................................. 289
Оптически- и магнитоактивные с т е к л а ........................................ 292
Стекла для ультразвуковых линий з а д е р ж к и .............................292
Стеклянные волоконные и пленочные оптические элементы 293
Халькогенидные полупроводниковые с т е к л а ................................307
Гидрированные аморфные полупроводники ................................. 315
Г л а в а 7. Технология керамических и стеклокерамических материа­
лов .......................................................................................................................322
§ 7.1. Основы технологии керамических м а т е р и а л о в .......................322
Приготовление шихты. Подготовка исходных материалов
324
Составление шихты и смешивание исходных компонентов 325
Д о б а в к и .............................................................................................................332
Гранулирование ш и х т ы ............................................................................ 334
Формование заготовок и з д е л и й ............................................................335
Холодное прессование в п р е с с - ф о р м а х ............................................ 336
Изостатическое п р е с с о в а н и е ................................................................. 341
Вибрационное уплотнение ...................................................................... 342
Процессы термической обработки з а г о т о в о к ............................... 34 6
Удаление технологической связки ...................................................... 346
С п е к а н и е ........................................................................................................... 347
Интенсификация процесса с п е к а н и я ............................................... 354
Горячее прессование ................................................................................... 356
Управление структурообразованием в керамике в процессе
с п е к а н и я ............................................................................................................ 360
Методы получения пленочных кер ам и чески х материалов
36&
§ 7.2. Технология важнейших к ер ам и ческ и х материалов . . . 370
Установочная керамика ........................................................................... 370
Конденсаторная к е р а м и к а .......................................................................375
Пьезокерамические м а т е р и а л ы ..................................................
■ 387
Ферритовая керамика ................................................................................. 390
§ 7.3. Технология с и т а л л о в .............................................................................396
З а к л ю ч е н и е ...................................................................................... * .............................
Контрольные вопросы и з а д а ч и ............................................................................. 405
Л и т е р а т у р а ........................................................................................................................ 418
Предметный у к а з а т е л ь .................................................................................................4*9
Учебное издание
Таиров Юрий Михайлович,
Цветков Валерий Федорович
Т Е Х Н О Л О Г И Я П ОЛ УПРО В ОДН ИК О ВЫ Х
И ДИЭЛЕКТРИЧЕСКИХ
МАТЕРИАЛОВ
Зав. редакцией В. И. Трефилов. Редактор И. А. Исаева. Мл. редактор
С. А. Пацева. Х удож ник В. В. Гарбузов. Художественный редактор Т. М.
Скворцова. Технический редактор Л. Ф. Попова. Корректор Г. И. Кострикова
И Б № 7390
И зд . № ЭР-494.
С д а н о в н або р 04.09.89.
П одп. в п еч ать 21.02.90.
Т-06850.
Ф ор м ат 60Х 88'/|в
Б у м . оф с. № 2. Г ар н и ту р а л и т е р а ту р н а я .
П еч ать оф сетн ая
О бъ ем 25,97 у е л . печ. л.
25,97 уел. кр.-отт.
28,66 уч.-и зд. л.
Т и р а ж 10 ООО э к з.
З а к . № -2428.
Ц ен а 1 р. 30 к.
И зд а т е л ь ст в о « В ы с ш а я ш к о л а » , 1014Э0, М осква, ГСП -4, Н егл и н н ая ул., д. 29/14.
М о с к о в с к а я тип о гр аф и я Госком печати С С С Р
129041, М о сква. Б. П е р ея с л ав ск ая . 46