autoref-povyshenie-effektivnosti-funktsionirovaniya-mnogotselevykh-stankov-na-osnove-upravleniya-kho
реклама

на правах рукописи
Азотов Александр Сергеевич
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ФУНКЦИОНИРОВАНИЯ
МНОГОЦЕЛЕВЫХ СТАНКОВ НА ОСНОВЕ УПРАВЛЕНИЯ
ХОЛОСТЫМИ ПЕРЕМЕЩЕНИЯМИ РАБОЧИХ ОРГАНОВ
Специальность 05.03.01
"Технология и оборудование механической и физико-технической
обработки "
Автореферат диссертации на соискание ученой степени кандидата
технических наук
Тула 2003
Работа выполнена на кафедре "Автоматизированные станочные системы"
в Тульском государственном университете
Научный руководитель:
доктор технических наук, профессор
Шадский Геннадий Викторович
Официальные оппоненты:
доктор технических наук, профессор
Протасьев Виктор Борисович
кандидат технических наук
Токмаков Юрий Владимирович
Ведущая организация
ОАО «Тульский научноисследовательский технологический
институт»
Защита состоится 4 ноября 2003 г. в 9 часов на заседании
диссертационного совета Д212.271.01 при Тульском государственном
университете по адресу: 300600 г. Тула, просп. Ленина, 92, корп. 9, ауд. 101.
С диссертацией можно
государственного университета.
ознакомиться
в
библиотеке
Тульского
Автореферат разослан «О » октября 2003 г.
Ученый секретарь
диссертационного совета
А. Б. Орлов
3
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы.
Современной тенденцией в области станкостроения является создание
многоцелевых станков. Увеличение гибкости технологического оборудования
приводит к усложнению конструкций станков, в частности вызванной
необходимостью применения большого числа режущих инструментов.
Возрастают сложность, объем и стоимость средств доставки инструмента в
зону резания. Это приводргг к увеличению длительности холостых ходов, росту
вспомогательного времени, а, следовательно, в конечном итоге - к увеличению
себестоимости обработки.
В целях повышения производительности многоцелевых станков и
сокращения сроков их окупаемости наметилась тенденция уменьшения
основного времени путем ужесточения режимов резания. В результате этого
период стойкости инструментов сократился до 15-20 минут, что
способствовало дополнительному увеличению вспомогательного времени за
счет частой смены инструментов. При этом время смены инструмента на
отдельных многоцелевых станках достигает более 45 секунд, что сводит на нет
преимущества, обусловленные их гибкостью. Увеличение времени обработки
показывает, что функциональные возможности станка, его типоразмер, система
ЧПУ и другие органы используются не на полную мощность, то есть работают
не эффективно. Таким
образом, под термином
эффективность
функционирования многоцелевых станков может пониматься мера
соответствия затрат времени на обработку детали и основного времени, которое
теоретически должно быть минимальным для выпуска единицы продукции.
Существуют различные методы сокращения вспомогательного времени.
Однако использование некоторых из них затруднено при частой смене объекта
обработки. Другие приводят к значительному повышению стоимости и без того
дорогих многоцелевых станков. Это связано с тем, что отсутствует единая
постановка задачи изменения начальных точек рабочих участков при замене
инструмента.
В проведенных исследованиях сокращения вспомогательного времени
путем
оптимизации
последовательности
выполнения
операций
технологического процесса принималось неизменное значение времени смены
начальных точек рабочего участка при замене инструмента на отдельных
переходах, а также не учитывалось непостоянство времени смены объекта
обработки или изменение его базирования. Не учитывалось соответствие
габаритных размеров заготовки и размеров рабочей зоны станка. Как показал
анализ, эти величины могут сыграть решающую роль при выборе стратегии
обработки. Таким образом, завышенная доля вспомогательного времени
возникает в результате отсутствия согласования технологического
оборудования и объектов производства по размерам, траектории перемещения
рабочих органов и рациональному использованию рабочей зоны, а также
отсутствия учета динамического взаимодействия элементов технологической
системы операций.
1>ос. НАЦИОНАЛЬНАЯ]
1
БИБЛИОТЕКА
I
СПетербург^^^
Представленная работа выполнялась в рамках грантов губернатора
Тульской области в сфере науки и техники по договорам: №ГШ72/Д0267
«Повышение качества функционирования технологического оборудования в
условиях частой смены номенклатуры обрабатываемых деталей»;
№ГШ72/Д0176-Ц «Комплексная система технико-технологических средств
снижения энергоемкости производства и повышения качества продукции в
условиях промышленных предприятий».
Цель работы заключается в повышении эффективности использования
многоцелевых станков на основе сокращения вспомогательного времени путем
управления траекториями холостых перемещений рабочих органов.
В связи с поставленной целью в диссертационной работе
сформулированы следующие задачи исследования:
1.
Произвести классификацию систем автоматической смены
инструментов (АСИ) и анализ факторов, оказывающих наибольшее влияние на
вспомогательное время.
2.
Разработать
математическую
модель,
устанавливающую
взаимосвязь вспомогательного времени с конструктивными параметрами
многоцелевых станков и объектами обработки.
3.
Разработать
алгоритмические
и
программные
средства,
обеспечивающие автоматическое построение оптимальной траектории
перемещения инструмента с учетом последовательности переходов
технологического процесса.
Методы исследования. Теоретические исследования затрат времени при
обработке деталей на многоцелевых станках с ЧПУ проводились с
использованием векторного анализа, методов вариационного исчисления,
основных положений технологии машиностроения. Вычислительные
эксперименты осуществлялись с использованием современных методов и
средств математического и имитационного моделирования, методов
нелинейного программирования, условной и безусловной оптимизации на
основе стандартных пакетов и программ Pascal, MAPLE и MATHCAD.
Экспериментальная проверка результатов работы проводилась на станках с
ЧПУ,
Достоверность
результатов
подтверждается
использованием
современных регистрирующих приборов и методов обработки результатов
экспериментов.
Основные положения, выносимые на защиту.
1. Результаты анализа затрат времени при обработке деталей на
многоцелевых станках, ставшие основой для разработки классификаций систем
АСИ и их компоновочных схем.
2. Математическая
модель,
устанавливающая
зависимость
вспомогательного времени от конструктивных особенностей станков с ЧПУ и
конкретного технологического объекта.
3. Результаты математических и экспериментальных исследований,
позволяющие определить оптимальную последовательность переходов
технологического процесса обработки деталей на станках с ЧПУ с точки зрения
минимизации вспомогательного времени, а также расчет наикратчайших
холостых перемещений между заданными точками с учетом различного рода
офаничений.
Научная
новизна.
Установлены
функциональные
связи
вспомогательного времени с конструктивными параметрами технологического
оборудования и объектов обработки, что позволило формализовать алгоритм
оптимизации траектории холостых перемещений на многоцелевых станках.
Практическая ценность работы. В диссертации разработан комплекс
технологических, программных и конструкторских средств, основанных на
возможностях адаптации технологической системы операции к изменяющимся
условиям функционирования и объектам обработки, минимизирующих потери
времени при выполнении вспомогательных циклов. Разработанная методика
используется для составления управляющих программ для станков с ЧПУ с
минимальными траекториями холостых перемещений инструментов, а также
для построения оптимальных конструкций многоцелевых станков для
обработки заготовок различного типоразмера.
Разработанные алгоритмические и программные средства оперативного
управления процессом построения траектории холостых перемещений
инструмента и их корректировки в ранее составленных программах обработки
деталей в системе ЧПУ многоцелевых станков приняты к внедрению в ОАО
«Тулаточмаш». Результаты работы внедрены в учебный процесс по
специальности 210200 «Автоматизация технологических процессов и
производств» в дисциплине «Управление процессами и объектами в
машиностроении».
Апробация работы.
Основные положения диссертации докладывались на международной
научно-практической конференции «Интеллектуальные электромеханические
устройства, системы и комплексы» в государственном Новочеркасском
техническом университете; на первой электронной международной научнотехнической
конференции
«Автоматизация
и
информатизация
в
машиностроении», г. Тула, 2000 г.; на второй электронной международной
научно-технической конференции «Автоматизация и информатизация в
машиностроении», г. Тула, 2001 г., а также на научных конференциях
профессорско-преподавательского состава ТулГУ в 2000-2003 гг.;
Публикации.
По теме диссертации опубликовано 9 работ.
Структура и объем работы.
Диссертация состоит из введения, четырех глав, выводов по результатам
работы, списка литературы из 117 наименований, приложения. Она изложена
на 136 страницах машинописного текста, имеет 59 рисунков и 4 таблицы.
СОДЕРЖАНИЕ РАБОТЫ
Во введении изложена общая характеристика работы, обоснованы
актуальность темы исследования, научная новизна и практическая ценность,
сформулированы цели и задачи диссертационной работы.
в первой главе проведен анализ затрат времени работы многоцелевых
станков при выполнении технологических переходов. Показано, что основное
временя является теоретически минимальным временем. Остальное время вспомогательное. Оно затрачивается, в частности на холостые перемещения
инструментов, индексацию магазина, доставку инструмента из конечной точки
рабочего участка в точку смены и обратно, перевод инструмента из позиции
ожидания в магазин и обратно, смену инструмента. При этом холостые
перемещения в большинстве своем не влияют на качество полученных деталей.
Отсюда следует, что время изготовления детали напрямую связано с
эффективностью использования оборудования. В работах авторов О.И.
Аверьянова, А.В. Насрединова, И.Н. Паца, Е.В. Мешкова, Б.С. Балакшина, А.Л.
Дащенко, В.Э. Пуша, В.Н. Васильева, А.Ю Звоницкого, В.И. Каминского, СП.
Митрофанова, Д.Д. Куликова, О.Н. Миляева, Б.С. Падуна, Е.С. Пуховского,
Н.Н. Меснякова, которые рассматривают распределение времени только от
типа производства, не учитывается зависимость вспомогательного времени от
сложности детали и числа используемого режущего инструмента. Таким
образом, сокращение вспомогательного времени особенно актуально для такого
класса деталей, где его доля значительно больше основного.
Время смены инструмента на многоцелевых станках рассматривается как
функция конструкторско-технологических факторов, а также факторов,
характеризующих гибкость системы управления. Под сменой инструмента
понимается процесс изменения конечной точки рабочего участка на начальную
точку последующего с заменой инструмента, что характеризуется термином «от
реза до реза». Анализ показал, что этот процесс оказывает наибольшее влияние
на вспомогательное время. В связи с увеличением числа режущих
инструментов до 24 - 90 и более возрастают сложность, объем и стоимость
средств доставки инструментов в зону резания. Существенным недостатком
многооперационных станков является то, что смена режущего инструмента
происходит по конструктивным соображениям в определенных местах,
находящихся на достаточном удалении от зоны резания. Это приводит к
увеличению длительности холостых ходов, к значительному росту времени
смены режущего инструмента, а следовательно, к увеличению себестоимости
продукции.
Проанализированы конструкции станков на предмет расположения
магазина инструментов относительно рабочей зоны. Рациональное
использование типоразмера станков определяется соответствием размеров их
рабочей зоны габаритам обрабатываемой заготовки. Конструкторский фактор
представляет собой соотношение габаритных размеров заготовки и
максимальных
координатных перемещений исполнительного органа
металлорежущего станка.
Несмотря на то что при проектировании деталей учитываются размеры
оборудования, не всегда удается многоцелевые станки обеспечить заготовками
с оптимальными размерами в рамках одной группы.
Проведенный анализ показывает, что для минимизации вспомогательного
времени на многооперационных станках необходим системный подход.
требующий формализации всех этапов цикла смены инструмента, учета
динамических характеристик всех исполнительных органов механизмов,
участвующих в этом цикле, а также соотношения габаритов рабочей зоны и
размеров обрабатываемой заготовки.
При решении поставленной задачи в качестве критерия эффективности
выбрано вспомогательное время, поскольку основное определяется процессом
резания и считается неизменным. Сокращение вспомогательного времени
заключается в уменьшении длин траекторий холостых перемещений рабочих
органов станка и заготовки. Основной целью работы является повышение
эффективности использования многоцелевых станков на основе сокращения
вспомогательного времени путем управления траекториями холостых
перемещений рабочих органов.
Вторая глава посвящена разработке математической модели
определения последовательности выполнения переходов на многоцелевых
станках, учитывающей известные технологические принципы обработки и
возможности оборудования, в том числе минимизацию длины траектории
холостых перемещений инструмента между двумя заданными точками при
наличие различного рода ограничений. В качестве ограничений могут
выступать обрабатываемая заготовка, зажимные приспособления, ограничения,
связанные с размерами рабочей зоны станка и др.
В качестве объекта исследования используется корпусная деталь, которая
характеризуется наличием в каждой плоскости нескольких групп поверхностей,
подлежащих обработке. Вариантов последовательностей переходов обработки
такой заготовки с учетом известных технологических принципов существует
большое множество. Выбор той или иной последовательности переходов
влияет на оперативное время, так как отличается количеством смен
инструментов,
изменением
режимов резания, базирования
стола,
последовательностью выполнения элементов кадров управляющей программы.
При определении оптимального маршрута технологического процесса
сравнивались варианты последовательностей обработки с учетом специфики
оборудования. Оперативное время технологического процесса выражается
следующей известной зависимостью:
^o=Z'ocH/+'ec«/"'
где /„ . - основное время обработки на i-ом переходе (i=l,...,n);
^^^
0СИ1
tест• - вспомогательное время:
^
п
- число технологических переходов при обработки заготовки.
Известно, что:
,^,М.. .„ ^,.Wd.
ест
у
СМ1
XX
где /
UHOI
(„
V
XX
. - длина i-oro перемещения инструмента из конечной точки рабочего
участка в точку смены инструмента (i = 1,...,п);
/
. . - длина i-oro перемещения инструмента из точки смены в начальную
К.
t
.
точку следующего рабочего участка (i = 1
- скорость холостых перемещений;
- время смены i-oro инструмента;
п);
CMl
t
,. - время индексации магазина для поиска i-oro инструмента.
При возможности совмещения элементов кадров управляющей
программы выражение (2) представляется следующим образом:
ecni
xxi+\
L
+ t.
cM^^^OuHdi'-Г^-
(3)
В смене начальных точек рабочих участков может участвовать не только
инструмент, но и стол станка. Если в этом случае время изменения положения
заготовки 1ипз будет больше или равно времени смены инструмента, то
вспомогательное время можно будет принять равным 1ипзТаким образом, общее условие минимальности оперативного времени
рассчитывается по формуле
и»
».
= minr ^ =У'/
• +mm,-1 I ' XX,
(4)
об
т
ост
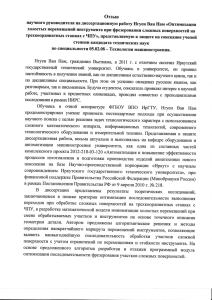
С целью геометрической интерпретации влияния последовательности
выполнения переходов на вспомогательное время предложена криволинейная
развертка, которая отражает длину траектории перемещения инструмента во
время выполнения цикла работы станка (рис. I). Каждая точка этого пути в
полярных координатах может быть описана радиус-вектором, который задан
суммарным углом, отложенным по горизонтальной оси и длиной вертикальная ось, расстояние от текущей точки до точки смены инструмента.
Рис. 1. Развертка траектории перемещения инструмента в полярных
координатах
1. Траектория Н-К; соответствует i-ому рабочему участку;
2. K,-l-2-H,t^i - траектория смены инструмента;
3. Участки 1-2, Г-2' - траектории инструмента в манипуляторе;
4. К2'Нз - траектория инструмента при смене обрабатываемой
поверхности;
5. Ki.i - точка возврата инструмента на холостом ходу в начало рабочей
траектории при многопроходной обработке.
Конструктивно определенная точка смены инструмента - О; Н, и К,
соответственно начало и концы z'-oro рабочего участка; ИТ - исходная точка. На
основании этого длину дуги траектории перемещения можно представить как
dL=R,j((p) dip, где ср = а + р. Развертка позволяет оценить меру соответствия
размера заготовки и рабочего пространства. Например, при одинаковой рабочей
зоне технологического оборудования траектории 1 к Г соответствует заготовка
с меньшими габаритами, чем траектории 2. Относительно маленькие размеры
объекта обработки по сравнению с рабочим пространством приводят к
увеличению холостых перемещений при смене инструмента, что негативно
влияет на вспомогательное время.
Из развертки видно, что задача сокращения вспомогательного времени
сводится к задаче уменьшения длины холостых перемещений. С точки зрения
динамических характеристик приводов подач, холостые перемещения, как
правило, имеют достаточно большую длину, и временем разгона и торможения
рабочего органа можно пренебречь. Сократить вспомогательное время
возможно несколькими способами, например, изменяя положение кривой
относительно оси <р. Это достигается изменением соотношения габаритных
размеров рабочей зоны станка и габаритных размеров заготовки (I),
изменением последовательности выполнения переходов технологического
процесса (II, III). При этом будут изменяться длины холостых ходов, их
последовательность и количество. Также возможно совмещать во времени
участки траекторий рабочих органов оборудования (IV, V). Такое решение
задачи относится к профаммным методам, которые являются наиболее
эффективными и сводятся к совмещению элементов кадров управляющей
программы.
Если представить общую длину холостых перемещений инструмента как
Lo, то на основании предложенной развертки оптимизационная задача
минимизации траекторий холостых перемещений инструмента путем выбора
последовательности выполнения переходов технологического процесса
формулируется следующим образом:
'l-onF=K,+>ninYT.L,j>
"'"
где L,^ =
i = \,...,n ,j = \,...,m,
(5)
,-i 1-1
^R^^{(p)d(p - реально допустимая технологическим процессом и
оборудованием траектория холостых перемещений из точки ij в точку i(j+l);
10
Loi - траектория перемещения инструмента от исходной точки к точке
смен;
п - количество траекторий смены инструмента;
m - количество траекторий инструмента при смене обрабатываемой
поверхности.
Анализ криволинейной развертки показывает, что в качестве критериев
эффективности использования времени ТСО могут быть выбраны
относительные значения длин траекторий и времени:
т /
т /
I^y
/г
.
;
^т
/'-0V
/Т
/'от
_
(6)
Из развертки видно, что R является функцией ср {.R = f{<p)). При этом R
зависит от скорости перемещения рабочего органа в определенный момент
времени, то есть R = f{V,t). Следовательно, <р также является функцией
скорости и времени (q) = f{V,t)). Переходя к канонической форме записи,
находим длину вспомогательных ходов:
L,.=t[4K-V,^J-KV-V^)]"JR,(V„t)dt;
(7)
'"'
'|
общую длину перемещений рабочего органа:
Lo, =t']ji,(y,^Odt;
(8)
время холостых ходов:
Тп = ±т
- K^J- KV. - V^J]]^RXV„t)dr,
(9)
время перемещения холостых и рабочих ходов:
Tor=i:"i^Rxv„t)dt,
(10)
где V - скорость рабочей подачи.
Приведенные зависимости отражают эффективность использования
рабочего пространства и затрат времени ТСО при различных объектах
производства и вариантах построения технологических процессов.
С целью определения оптимальной последовательности обработки
поверхностей заготовки разработана математическая модель, позволяющая
получать оптимальные последовательности переходов технологического
процесса. Для ее реализации используется эвристический алгоритм, в котором
количество технологических переходов, необходимых для обработки заготовки,
описывается множеством:
М^"^ = {а„а^,...,а„...,а„],
/ = 1,...,и,
(И)
где а отражает технологический переход;
и - необходимое число переходов для обработки заготовки.
II
i
#
M" — множество всех возможных вариантов (допустимых и недопустимых)
последовательностей. Поскольку рабочий ход характеризуется непрерывным
выполнением определенного перехода одним инструментом, можно
предположить, что общее теоретическое количество всевозможных вариантов
последовательностей обработки одной детали может быть
iV""=«!.
(12)
Недопустимые
последовательности
переходов
технологического
процесса представлены в виде множества
M^-' = {A^\At\...,A^\...,A%
i = \,...,S,
(13)
где Д'"' - i-ая недопустимая последовательность (н-последовательность)
переходов технологического процесса;
S - множество недопустимых цепочек - переходов.
Каждая последовательность состоит из переходов, которую можно
представить так:
А'-;'= {а\'\а^\...,а^\...,а^%
j = \;S,
a = \,...,r,
(14)
где а^^ - а -ый переход в составе j-ой н-последовательности;
г - число переходов в j-ой н-последовательности.
Подставляя формулу (12) в (11), получим:
MH = {{.(;),«0.^...,«(;)},...^af;',a<?,...,a<''},....R\aW,...,aM}}.
(15)
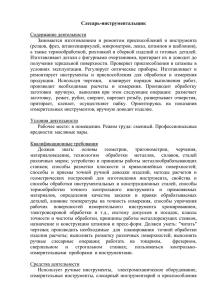
Таким образом, последовательность технологических переходов можно
представить в виде графа, вершинами которого являются переходы, а связи Р,
определяют время перемещения инструмента между конечными и начальными
точками рабочих участков. Отсутствие таких связей говорит о недопустимой
последовательности выполнения двух переходов (рис. 2).
Рис. 2. Граф возможных технологических переходов при обработке
детали
Задача решается методом случайного поиска и сводится к генерированию
последовательностей переходов из условия:
12
M":{a^„a^„...,a^,...,aJ,
а^еМ^''\ a^*a„,
E{i:^j).
(16)
При этом исключаются недопустимые последовательности, а допустимые
сравниваются между собой на предмет максимально эффективного маршрута в
смысле минимального времени холостых перемещений инструмента /^ -> max.
Минимизация вспомогательного времени осуществляется с помощью
целевой функции F, которая представляет собой математическую зависимость
критерия качества от оптимизируемых параметров. Оптимизируемыми
параметрами являются координаты инструмента на плоскости или в
пространстве относительно заданных конечных точек и ограничений.
Для построения наикратчайшей траектории перемещения инструмента в
пространстве (частный случай на плоскости, если отсутствует третья
координата z) запишем уравнение, представляющее собой время перемещения
инструмента:
{х,,:-х,у ^ {y,^>-y.f ^ (г,.1-2,)'
^=7'=i7;=i,p^^V^+^^^^V^+^^^V^.
,-.
му
к,
к
(17)
к^
где х,уи2- координаты опорных точек Р, траектории;
^х, ^у, ^2 - скорость перемещения рабочего органа по осям X, Y, Z.
Следовательно, общая траектория перемещения инструмента будет
складываться из участков прямых, начало и конец которой имеют координаты
Po = {xo,yo,zo) и /'«*i-(x».i,>*i,Zn + i) соответственно. Произведя замену
_>• -> ^, Z -^ 'Р, где ^ и Ч' - случайные, оптимизируемые переменные,
получаем целевую функцию;
«•у
V.
V.
V
V
V,
V,
i V,
F
V,
^Y^ (Аху ^fe.,-^.y .(т.^.-т,)^ (АхУ _ {^.-у.у
, (^y.-zo)- , Ш
^{у„..-^У
^{г„..-Ц'„У ^
+ у (АХУ ,fe..-j-,)' ,.(^У--.-^1'-У
•^ii
F
К
F
(18)
Х«.|-Хо
^
•
л
,
гдеДх =
,
x,*\ = x, + hx,
1 = 0, 1,...,п.
+1
Тогда«условие
минимума функции запишется так:
F(|,¥)^mm,
i.t
^ = (^,^а,...,^,).
Ч^ = ('1'.,Ч'2
^Р»).
(19)
Для перемещения инструмента без столкновений с различного рода
препятствиями их описывают в виде ограничений для целевой функции. Для
этого надо знать геометрическую форму препятствия и его пространственное
положение в рабочей зоне оборудования. В данной работе рассматриваются
статические ограничения с известной позицией расположения. Ограничения в
пространстве должны быть математически описаны соответствующими
законами или заключены в более простые геометрические тела, уравнения
которых известны. В качестве примера и для простоты построения и проверки в
данной работе ограничение заключено в параллелепипед с ребрами,
параллельными осям системы координат станка. Для описания препятствия в
виде параллелепипеда в пространстве необходимо задание шести координат: Ха,
Хь, Уа, Уь, Za, Zb-
Таким образом, если Е[{Х«<XI<ХЬ)Л{у«<ф<>)л(z»<
Ч'/<гь)], то точки
с координатами (*;^;V() находятся в запрещенной зоне. В данном случае
оптимизационная задача по нахождению минимального пути перемещения
инструмента в трехмерном пространстве сводится к задаче
,(-У'У + (Ч',- ^'У +
/=
Ifc
+1.
р.
tf^
к
,(^V
к
(20)
2
V.
-->roin
4.*
при условии
Е(\{ [{х, <х„)V(дг„ >x.)]v [{4, <>)vfe
S>'.)]v [{% < z.)v(«P, > a)] } = 1.
'-1
(21)
Для расчетов по приведенной методике разработаны алгоритмы и
программное обеспечение. Результаты математического моделирования
определения времени холостых перемещений инструментов доказали
возможность его уменьшения, а также вероятность снижения времени
проектирования и подготовки управляющих программ для систем ЧПУ за счет
автоматического построения траекторий холостых перемещений режущего
инструмента.
В третьей главе на основании развертки и математической модели
производится классификация устройств АСИ, так как они оказывают
наибольшее влияние на вспомогательное время в зависимости от емкости и их
относительного положения. Предложенная классификация связывает время
цикла смены инструмента с конструкторскими особенностями системы АСИ и
местом ее расположения.
Для выявления наиболее рациональной компоновки станка в смысле
минимальных перемещений инструмента из рабочей зоны в магазин и обратно
предложена классификация компоновочных схем АСИ. На основе
математического
моделирования
исследованы
конструкторские,
алгоритмические и программные методы сокращения вспомогательного
14
времени. Выработаны рекомендации по целесообразности использования этих
методов на многоцелевых станках.
Эффективность использования многоцелевых станков предложено
оценивать по мере соответствия габаритных размеров заготовки и рабочего
пространства оборудования с учетом времени его модернизации при частой
смене объектов обработки. Такую оценку предложено производить на основе
следующих зависимостей:
r^JJkz^ibJirb.
к
^^^,
Т^,=М,-К,+Т,^„,
Т.сп2={Мс-М,)-КгК,
Т^,=М,-К,+Т^„,
(23)
(24)
(25)
у
СКЛ
_ ^ 1 ' ' вст "*" \^2
^а 7" ^вспг"'" ^ ' 'oi
где T^^^ - относительное вспомогательное время обработки меньшей детали;
Гд, - относительное основное время обработки меньшей детали;
'^вст ~ относительное вспомогательное время обработки большей детали;
Tgj - относительное основное время обработки большей детали;
Тдд - общее относительное время обработки партии деталей.
Варьируемыми параметрами в данном случае являются:
b - мера приближения размера рабочего пространства к размеру i-ой
заготовки;
Г - относительное время изменения размеров рабочего пространства;
К) - число поверхностей заготовки, подлежащих обработке;
К: - отношение количества поверхностей заготовки, подлежащих
обработке к числу используемого режущего инструмента при обработке детали;
п, - количество деталей i-oro габаритного размера;
М - величина отношения габаритных размеров заготовки к объему
рабочего пространства;
Мс - величина паспортного отношения габаритных размеров заготовки к
объему рабочего пространства.
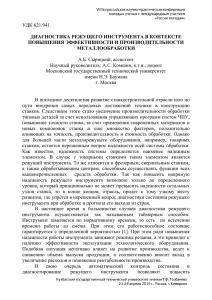
На основе этих зависимостей строятся графики вспомогательного
времени от размеров партии меньших заготовок (рис. 4, а, б). Данная методика
дает рекомендации о целесообразности модернизации станка в зависимости от
изменения типоразмера объекта обработки, его сложности, количества в
партии, затрат времени на модернизацию оборудования.
Анализ представленных методов сокращения вспомогательного времени
подтверждает, что реализация модульного принципа формирования
характеристических размеров расположения магазина
инструментов
относительно рабочей зоны связана с максимальными капитальными
затратами. Решение этой задачи связано с прямым или косвенным изменением
размера рабочей зоны станка в зависимости от габаритных размеров заготовки.
в этом случае может изменяться как конструкция станка, так и применяться
специальные приспособления.
•г,„
0.6
т^
Т=0,5
_
Ь=5 \
_-
/ Ь=2,5
0.5
0.4
^.---""\ т=о
-"
0 i
b=2,S
4
1 =0
-^^^~^t=:
^ - ^
OS
0.3
/
0.1 ^-
0.7
0.6
/'^—
0.2
T=l,5
' т^Д™.
т=1,5
6
8
n1
10
—
1^
T=0,5
-^
n1
6,
nl
8
10
nl
K,=10 K,=0,6 M,=0,6
b=3
K,=10 K,=0,9
M,=l M<.=1,2
M,=0,2 M,=0,8 Mc=l,2
a)
6)
Рис. 4. Зависимость вспомогательного времени от состава комплекта
обрабатываемых заготовок
Этот метод предполагает модульный принцип построения отдельных
узлов станка, имеющих различные характеристические размеры. К ним
относятся направляющие, ходовые винты, стойки, колонны и т. д. В этом
случае станочные системы выполняются из модулей, которые нагшучшим
образом подходят для обработки определенной группы деталей. Недостаток
этого способа - высокий уровень сложности реализации. Однако установлено,
что данный метод позволит более чем на 50% сократить длительность холостых
перемещений, связанных со сменой инструмента.
Сокращение вспомогательного времени программными средствами
является одним из наиболее перспективных методов. Это объясняется
минимальными капитальными затратами, так как современные станки с ЧПУ
оснащены достаточно мощными вычислительными машинами, стоимость
которых значительно меньше по сравнению со стоимостью остального
оборудования.
Однако наибольшего эффекта можно добиться при комплексном подходе
к решению задачи по уменьшению вспомогательного времени, то есть только
при совместном применении указанных методов.
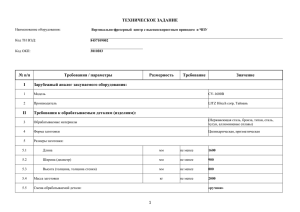
В качестве оценки соответствия габаритных размеров заготовки и
рабочей зоны станка предложена зависимость вспомогательного времени от
относительных размеров заготовки (рис. 5). График показывает, что при
увеличении габаритных размеров заготовки вспомогательное время
сокращается, причем с уменьшением количества обрабатываемых
поверхностей скорость изменения времени резко увеличивается.
16
т.^*.
к2=1.0
•^
0.8
к2=в.8
7 \
к2=0.5
0.6
0.4
n^,v
0.2
~ ^ М)
0.2
0.4
0.6
0.8
1
Рис. 5. Зависимость вспомогательного времени от относительных
размеров заготовки
Сложность заготовки также влияет на вспомогательное время. Под
сложностью понимается количество обрабатываемых поверхностей и
используемых инструментов для их обработки. График такой функции
представлен на pncj^Ke 6. Он показьтает, что для оптимальной по габаритным
размерам заготовки ее сложность не оказывает существенного влияния на
относительное вспомогательное время.
То,/Т„-
kl=30
--^
2.5
2
У"^
1.5
1
/
^
0.2
0.6
kl=10
0.5
1
1.4
1.8 2
ч
Рис. 6. Зависимость Too от сложности заготовки
В четвертой главе предложен алгоритм практической реализации метода
оптимизации
траектории
холостых
перемещений
и
оптимальной
последовательности переходов. На основании этого алгоритма разработана
подпрограмма анализа кадров основной управляющей программы,
учитывающая габаритные размеры заготовки и ее жесткость. С учетом этих
данных определяется количество деталей, обрабатываемых за один установ
заготовки в шпинделе станка.' Разработана подпрограмма модификации
управляющей программы, которая заключается в генерации числа ее повторов,
соответствующих вылету заготовки из шпинделя станка. В частности
внедрение на предприятии пакета программ для токарного многоцелевого
станка детали типа фланец, у которой отношение длины к диаметру составляет
«0,5, удалось за счет оптимизации последовательности переходов
•
^
'
i
*
технологического процесса сократить вспомогательное время без потери
качества до 23 %, а штучное время до 10 %.
Разработанный алгоритм может использоваться на этапе подготовки
производства для управления процессом обработки на многоцелевых станках.
Более широкая область его применения заключается в выборе наиболее
подходящего оборудования для обработки заготовок заданного типоразмера,
корректировки холостых перемещений рабочих органов на основе
разработанной математической модели, оценки возможности совмещения
элементов кадров управляющих программ.
ОСНОВНЫЕ ВЫВОДЫ
в работе решена актуальная задача повышения эффективности
многоцелевых станков путем сокращения времени вспомогательных ходов.
Основные научные и практические результаты заключаются в
следующем:
1. На основе анализа затрат времени на обработку деталей на
многооперационных станках подтверждено, что вспомогательное время
выполнения технологического процесса может составлять до 50 % от
оперативного времени в зависимости от формы и размеров заготовок и рабочих
зон станков. Одной из причин этого является то, что смена режущего
инструмента происходит по конструктивным соображениям в фиксированных
местах, находящихся на некотором удалении от зоны резания. Установлено, что
вспомогательное время зависит от системы АСИ, ее вида, компоновки и
расположения на станке, а также соответствия габаритных размеров
обрабатываемой заготовки и типоразмера используемого оборудования.
Отмечена тенденция увеличения вспомогательного времени в связи с далеко
назначаемыми точками смены инструмента, что приводит к существенному
росту штучного времени.
2. Формализована задача минимизации вспомогательного времени с
учетом изменения начальных точек рабочих участков и замены режущего
инструмента в соответствии с технологическим процессом. Для этого
выполнены процедуры классификаций систем АСИ и их компоновочных схем,
а также произведен отбор и установлены функциональные связи методов
сокращения
вспомогательного времени для выявления
факторов,
уменьшающих его. Предложены рекомендации по наиболее рациональному
использованию методов сокращения вспомогательного времени для
конкретных станков и обрабатываемых на них заготовок.
3. Разработана математическая модель минимизации времени холостых
перемещений инструмента между двумя заданными точками на плоскости и в
пространстве, учитывающая различного рода ограничения и исключающая
аварийные столкновения инструмента и оснастки во время выполнения
вспомогательных перемещений. В качестве ограничений могут выступать
габариты обрабатываемых заготовок, зажимных приспособлений, а также
ограничения, связанные с размерами рабочей зоны станка и др.
4. Разработана математическая модель определения последовательности
переходов
для
многоцелевых
станков,
учитывающая
известные
технологические принципы обработки и возможности оборудования, влияние
последовательности переходов на вспомогательное время и позволяющая
определять оптимальный маршрут обработки с точки зрения минимизации
времени холостых перемещений.
5. Разработан комплекс алгоритмических средств, обеспечивающих
автоматическое
построение
оптимальной
траектории
перемещения
инструмента с учетом последовательности переходов технологического
процесса, легко адаптируемых к программному обеспечению систем ЧПУ типа
PCNC.
6. На основе математического моделирования разработаны алгоритмы и
программные средства оперативного управления процессом построения
траекторий холостых перемещений инструмента, а также их корректировки в
ранее составленных программах обработки деталей в системе ЧПУ типа CNC.
7. В результате практической реализации алгоритма управления
процессом построения траекторий холостых перемещений инструмента на
.многооперационных токарных станках при обработке деталей с отношением
длины к диаметру менее 0,5 достигается сокращение вспомогательного
времени на 20 - 30 % или штучного времени на 5 - 10 %, что доказывает
высок>'ю эффективность предлагаемых алгоритмов. При этом качество
обработки остается заданным.
ОСНОВНОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ ИЗЛОЖЕНО В
РАБОТАХ
1. Азотов А.С. Оптимизация процесса смены инструмента в
автоматизированных станочных системах// Науч.-техн. конф. молодых
специалистов, аспирантов и студентов "Техника XXI века глазами молодых
ученых и специалистов": Сб. тез. докл. —Тула, 29 февраля - 1 марта 2000 г. -С.
16-17.
2. Азотов А.С, Сальников B.C. Оптимизация цикла работы
многооперационных станков: Т. 2. // XXVI Гагаринские чтения: Тез. докл.
междунар. молодежной науч. конф. -М.: Изд-во "Латмэс", 2000. -С. 11.
3. Азотов А.С, Сальников B.C. Один из аспектов смены инструментов в
ГПС: Сб. тр. первой междунар. электронной научно-технической конференции
"Автоматизация и информатизация в машиностроении" (АИМ 2000). -Тула:
ТулГУ, 2000.-С. 14-15.
4. Азотов А.С, Сальников B.C. Технологические аспекты сокращения
вспомогательного времени. Ч. 2. Интеллектуальные электромеханические
устройства, системы и комплексы. -Новочеркасск: НАБЛА, 2000. -С. 32-33.
19
5. Азотов А.С., Сальников B.C. Оптимизация траектории перемещения
инструмента в многооперационных станках// Автоматизация и информатизация
в машиностроении (АИМ 2001). -Тула: Гриф и К°, 2001. -С 66.
6. Азотов А.С., Шадский Г.В., Сальников B.C. Сокращение
вспомогательного времени на многооперационных станках// Изв. ТулГУ. Сер.
Машиностроение. Вып. 6 (спец.): Сб. избр. тр. конф. "Автоматизация и
информатизация в машиностроении 2000" (АИМ 2000). -Тула: ТулГУ, 2000. С. 18-22.
7. Азотов А.С., Шадский Г.В., Сальников B.C. Задачи минимизации
вспомогательного времени в многооперационных станках// ACT. 2002. №10. С. 21-24.
8. Азотов А.С, Шадский Г.В., Сальников B.C. Один из критериев
повышения качества функционирования технологического оборудования// Изв.
ТулГУ. Сер. Машиностроение. Вып. 1 (спец.). -Тула: Гриф и К°, 2003. -С. 264268.
9. Azotov A.S., Pritschow G., Storr A., Heusinger S. Arbeitsschritt-planung
beim Drehen mit STEP-NC// Zeitschrift fflr wirtschaftlichen Fabrikbetrieb (ZWF),
2002. №7-8. - S . 390-396.
Q.003-.A
20
P15640
Подписано в печать 30.09.2003. Формат бумаги 60x84 1/16. Бумага
офсетная. Усл. печ. 1,1 л. Уч. -'изд. 1,0 л. Тираж 80 экз. Заказ 7Z%
Тульский государственный университет. 300600, Тула, просп. Ленина, 92.
Отпечатано в Издательстве Тульского государственного университета.
300600, Тула, ул. Болдина, 151.