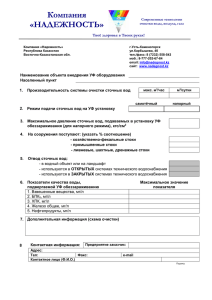
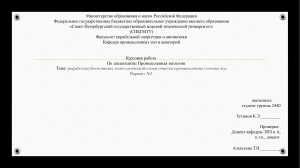
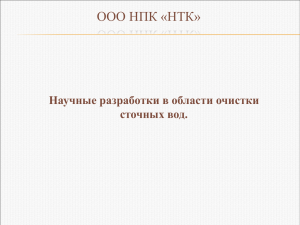
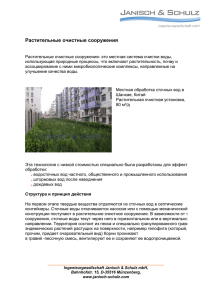
Фомин О.В.ОЧИСТКА СТОЧНЫХ ВОД И ИХ ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ В ЭЛЕКТРОХИМИЧЕСКИХ ПРОИЗВОДСТВАХ РЕФЕРАТ
реклама

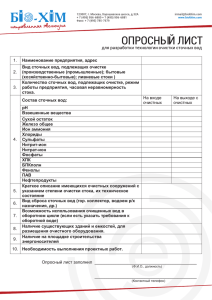
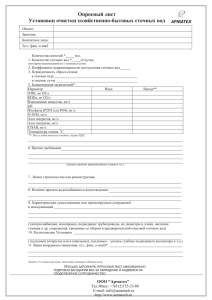
Министерство науки и высшего образования Российской Федерации Российский химико-технологический университет и. Д.И. Менделеева Факультет инженерной химии Кафедра инновационных материалов и защиты от коррозии ОЧИСТКА СТОЧНЫХ ВОД И ИХ ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ В ЭЛЕКТРОХИМИЧЕСКИХ ПРОИЗВОДСТВАХ Выполнил: Студент группы МТ-23 Фомин О.В. Проверил: к.т.н Колесников А.В. Москва, 2018 Содержание 1. Введение…………………………………………………………………………….2-5 2. 3. Классификация и свойства природных сточных вод………………………….....5-8 Особенности гальванического производства как источника образования загрязнённых сточных вод…………………………………………………………...8 3.1 Технологические особенности гальванического производства…………8-9 4. 5. 3.2 Воздействие гальванопроизводства на окружающую среду…………....9-11 3.3 Классификация сточных вод гальванического производства………....11-13 Комбинированный метод очистки сочных вод (ЭФ и УФ)…………………...13-14 4.1 Описание схемы…………………………………………………………..14-16 4.2 Результаты применения…………………………………………………..16-17 Комбинированный метод с применением электрофлотации, механической фильтрации и сорбции…………………………………………………………...17-18 6. 5.1 Описание схемы…………………………………………………………..18-20 5.2 Результаты применения…………………………………………………..20-21 Ионообменные технологии……………………………………………………...21-22 6.1 Ионообменная очистка после нейтрализации…………………………..22-24 6.2 Очистка без предварительной нейтрализации………………………….24-26 7. Заключение…………………………………………………………………………...26 8. Список литературы………………………………………………………………27-28 2 1. Введение К важнейшим проблемам современного сообщества, связанным с развитием промышленности и сельскохозяйственного производства, энергетики и коммунального хозяйства, относятся комплексное использование и охрана водных ресурсов. Рост водопотребления, возросшие требования к качеству воды обусловливают строительство новых систем и сооружений водоснабжения, расширение и реконструкцию существующих. При поступлении сточных вод в природные содержание минеральных солей в последних непрерывно возрастает, что усугубляет дефицит пресной воды. В связи с этим основным направлением охраны окружающей среды от промышленных отходов должна быть разработка безотходных и малоотходных технологических процессов. Эта задача стратегическая и рассчитана на длительный период. В настоящее время наиболее распространенным методом решения этой проблемы является разработка эффективных очистных установок для улавливания и переработки различных отходов. Охрана и рациональное использование водных ресурсов представляет собой весьма многогранную проблему, решением которой занимаются инженернотехнические работники различных специальностей. При использовании в технологических процессах вода загрязняется различными органическими и минеральными веществами, в том числе токсичными и ядовитыми, способными уничтожить в определенных условиях всякую жизнь в естественных водах или сооружениях биологической очистки коммунальных сточных вод. Одним из источников загрязнения окружающей среды вредными веществами и в первую очередь тяжелыми металлами, являются производства по металлообработке и машиностроению. Эти производства являются значительными потребителями водных ресурсов, забирающими из водных источников около 12 % свежей воды от общего расхода промышленностью страны. Около половины этого количества расходуется на нужды гальванического производства. Оценки количества солей тяжелых металлов, сбрасываемых в России со сточными водами гальванических производств, противоречивы. Однако в целом они свидетельствуют о серьезном загрязнении природнойсреды и расточительном отношении к ресурсам. Так, по данным в гальванотехнике в среднем полезно используется 30-40 % цветных металлов, от 5 до 10 % кислот и щелочей и только 2-3 % воды. Помимо прочего, эти производства выбрасывают много токсичных шламов, образующихся при частичном обезвреживании сточных вод, переработка которых требует значительных затрат. Гальванопроизводства имеют специфические особенности в использовании воды, 3 свои источники ее загрязнения и, следовательно, требуют разработки и внедрения своих конкретных технологических решений проблемы очистки воды с целью ее комплексного использования. Гальванические покрытия используются практически во всех отраслях промышленности. В Российской Федерации по оценке специалистов существует сегодня около 7000 таких цехов. Гальваническое производство является одним из крупных потребителей цветных металлов и достаточно дорогих химических реактивов [2]. Оно потребляет не менее 15% никеля, 50% цинка, 70% меди, производимых в нашей стране. Основной набор электролитов и технологических растворов можно считать сложившимся и в ближайшее время вряд ли следует ожидать радикальных изменений в области создания электролитов, которые вызвали бы резкий скачок в развитии гальванотехники. В тоже время в обществе происходит понимание того, что дальнейшее развитие техники и технологии по пути создания новых продуктов с новыми качествами часто приходит в противоречие с условиями самой жизни на земле, с нормальным функционированием природной среды. Поэтому получили развитие природоохранные технологии и в первую очередь для наиболее экологически вредных производств, в том числе гальванического производства [1]. Не смотря на существенные различия в технологии металлопокрытий различных изделий, все они создают в процессе эксплуатации отходы, которые могут находиться в жидком, твердом, пастообразном или газообразном состоянии, представляя собой различную степень опасности и токсичности для окружающей среды человека. Источниками загрязнения окружающей среды в гальванотехнике являются не только промывные воды, но и отработанные концентрированные растворы. Выход сырья рабочих растворов происходит по различным причинам накопления в электролитах посторонних органических и неорганических веществ и нарушения соотношения основных компонентов гальванических ванн. Сбросы отработанных растворов по объему составляют 0,2-0,3% от общего количества сточных вод, а по общему содержанию сбрасываемых загрязнений достигают 70%. Залповый характер таких сбросов нарушает режимы работы очистных сооружений, приводит к безвозвратным потерям ценных материалов. Попадание неочищенных или недостаточно очищенных сточных вод и других видов отходов, содержащих цветные металлы, в водные объекты наносит ущерб народному хозяйству и окружающей природе не только из-за потерь, используемых в производстве металлов, но и вследствие огромного негативного воздействия на окружающую среду. Одним из путей решения данной проблемы является создание малоотходных и безотходных экологически безопасных технологических процессов нанесения гальванических покрытий и очистки сточных вод, при которых достигается 4 минимальное негативное воздействие на окружающую природную среду. Вопросы предотвращения загрязнения водоемов производственными сточными водами тесно связаны с разработками мероприятий по сокращению потребления свежей воды на технологические нужды производства и уменьшению количества сбрасываемых стоков. Один из наиболее рациональных путей для достижения этих целей – создание локальных систем очистки с извлечением ценных компонентов и использованием очищенных сточных вод в оборотном цикле [2]. В настоящее время сложилось два направления: развитие гальванотехники и разработка средств и методов очистки сточных вод, причем последнее направление получило свое развитие в сравнительно недавнее время. К сожалению оба направления развиваются самостоятельно и зачастую независимо друг от друга. На практике это привело к тому, что технологи – гальваники в силу своего образования и стоящих перед ними задач не имеют четкого представления о способах уменьшения вредного воздействия гальванопроизводства на окружающую среду, а специалисты – экологи рассматривают гальваническое производство как «черный ящик», выходными параметрами которого являются сточные воды самого разнообразного состава. Следовательно, ясно стоит задача объединения достижений как в области гальванопроизводства, так и в области экологических технологий [1]. 2. Классификация и свойства природных сточных вод Вода - самое распространенное в природе вещество, на ее долю приходится около 71 поверхности Земли. Вода представлена в литосфере, гидросфере, на суше в виде подземных вод, ледников, озер, почвенных вод, рек. В земной атмосфере содержится по различным оценкам 14,5-15 тыс. км3 воды, что составляет 0,0005 общего запаса свободной воды. Запас пресных поверхностных вод по России составляет около 30 тыс. км3, а потребление - 4270 км3 в год, что на одного человека в среднем составляет 29 тыс. м3 в год, тогда как в мире - 8,1 тыс. м3 в год. Природные воды по своему составу весьма разнообразны. В состав воды входят соли - в виде ионов, молекул и комплексов, органические вещества - в молекулярных соединениях и в коллоидном состоянии, газы – в виде молекул и гидратированных соединений, диспергированные примеси, гидробионты (планктоны, бентос, нейстон, пагон), бактерии, вирусы. Таким образом, природная вода представляет собой сложную, постоянно изменяющуюся систему, содержащую минеральные и органические вещества, находящиеся во взвешенном, коллоидном и истинно растворенном состоянии, а также газы. Состав грунтовых, озерных, речных, морских и океанских вод может изменяться в широких пределах в зависимости от состава почв, пород, растительного мира, с которыми вода контактирует. 5 Классификация примесей воды и методы их удаления (табл.1) Группа, Система размер частиц дисперсной Характеристика примесей Методы удаления Взвеси (суспензии и эмульсии, обусловливаю- Механическое безреагентное разделение. Окисление хлором, озоном и др. Адгезия на гидроксидах алюминия или щие мутность железа, а также на зернистых и воды, а также высокодисперсных материалах. микроорганизмы и планктон) Флотация суспензий и эмульсий. Адгезия флокулянтами. фазы, см I 10-2 – 10-4 Бактерицидное воздействие на патогенные микроорганизмы и споры. Электрофильтрация и электроудерживание микроорганизмов. Гетерогенная II Коллоидные Диализ, ультрафильтрация. 10-5 – 10-6 растворы и высокомолекулярные соединения, окисляемость и цветность воды, а также вирусы Окисление хлором, озоном и др. Адгезия на гидроксиде алюминия или железа, а также на высокодисперсных глинистых материалах. Коагуляция коллоидных систем. Агрегация высокомолекулярными флокулянтами катионного типа. Вирулицидное воздействие. Электрофорез и электродиализ. III 10-6 – 10-7 Молекулярные растворы (газы, растворимые в воде органические вещества, придающие ей запахи Аэрация, эвапорация, десорбция газов и летучих органических соединений при аэрировании. Окисление хлором, оксидом хлорa(IV), озоном, перманганатом калия. Адсорбция на активированных углях и других 6 и привкусы) материалах. Экстракция органическими растворителями. Ассоциация молекул. Биохимическое разложение. Поляризация в электрическом поле. Гомогенная IV 10-7 – 10-8 Ионные растворы (соли, кислоты, основания, Гиперфильтрация. Перевод ионов в малодиссоциированные соединения. Фиксация ионов на твердой фазе ионитов. Сепарация придающие воде ионов при различном фазовом минерализован- состоянии воды. Перевод ионов в ность,кислотность или малорастворимые соединения. Микробное выделение ионов щелочность) металлов. Использование подвижности ионов в электрическом поле. Масштабы современной хозяйственной деятельности, бурное развитие техногенной цивилизации в сложных рыночных отношениях при спаде производства в регионах - все это привело к глобальному экологическому кризису в России. В плане производства отходов мы не отстаем от индустриально развитых стран. В России ежегодно образуется более 80 млн. т отходов. В Волгу только в районе Волгограда ежегодно сбрасывается более 200 млн. м3 сточных вод, из которых около 33 млн. м3 без очистки и 170 млн. м3 недостаточно очищенных. По источникам загрязнения сточные воды делят на: промышленные, бытовые и ливневые. Бытовые воды почти полностью разрушаются биологически. Но промышленные стоки зачастую не могут очищаться биологическим путем. Большинство из таких отходов являются ядами для микроорганизмов. Поэтому радикальным решением проблемы сохранения природных ресурсов, в т.ч. и водной среды, от влияния промышленности является создание и внедрение безотходных и безводных технологических процессов. Добиться исключения сброса в водные объекты загрязняющих веществ с промышленными сточными водами в настоящее время можно за счет разработки и поэтапного внедрения оборотных, вплоть до полностью замкнутых, систем водопользования отдельных производств. 7 Производственные сточные воды, использованные процессе, можно разделить на следующие группы: в технологическом 1) загрязненные преимущественно минеральными примесями (предприятия металлургические, машиностроительные, рудо- и угледобывающей промышленности; заводы по производству удобрений, кислот, строительных изделий и материалов и др.); 2) загрязненные преимущественно органическими примесями (предприятия мясной, рыбной, молочной, пищевой, целлюлозно-бумажной, химической, микробиологической промышленности, заводы по производству пластмасс, каучука и др.); 3) загрязненные минеральными и органическими примесями (предприятия нефтедобывающей, нефтеперерабатывающей, нефтехимической, текстильной, легкой, фармацевтической промышленности; заводы по производству сахара, консервов, бумаги и др.). Производственные сточные воды различаются по физическим свойствам загрязняющих их органических продуктов, например, по температуре кипения: менее 120-250°С и выше 250°С. По степени агрессивности их разделяют на: слабоагрессивные (слабокислые с рН = 6 - 6,5 и слабощелочные с рН = 8 - 9), сильноагрессивные (сильнокислые с рН < 6 и сильнощелочные с рН > 9) и неагрессивные (с рН = 6,5 - 8). По составу сточные воды могут быть весьма различными. Основной вклад в его формирование вносит вид перерабатываемого сырья. 3. Особенности гальванического производства как источника образования загрязнённых сточных вод 3.1 Технологические особенности гальванического производства Коррозия – это разрушение металлов вследствие химических и электрохимических взаимодействий с внешней средой. Как показывает статистика, из общего количества выплавляемых в нашей стране черных металлов около 10% ежегодно теряется в результате коррозии, 50% готовых металлических изделий преждевременно выходит из употребления. Защита металлических изделий от коррозии, а также придание им требуемого декоративного вида или необходимых свойств поверхностному слою деталей (твердости, износостойкости, электропроводности, теплостойкости и т.д.) обеспечиваются с помощью металлических или неметаллических покрытий. 8 Гальванические покрытия основаны на выделении металлов из водных растворов их солей под действием электрического тока. Металл осаждается на детали, подключенной к отрицательному полюсу. Гальваническим способом достигается покрытие деталей чистыми металлами или сплавами при минимальных их потерях. Нанесение гальванических и химических покрытий производится обычно в специальных ваннах, конструкция которых определяется видом покрытий, формой и размерами деталей и технологическим процессом [3]. Процесс нанесения покрытий состоит из последовательных операций: подготовительные, подготовительным нанесение операциям покрытий относятся: и окончательная обработка. К механическая обработка деталей, обезжиривание в органических растворителях, химическое и электрохимическое обезжиривание, травление и полирование. Окончательная обработка покрытий включает в себя обезводороживание, осветление, пассивацию, пропитку, полирование. После каждой операции изделие промывают в холодной проточной воде, а после обработки в щелочных растворах – последовательно в горячей и холодной воде. На заключительной стадии обработки изделие последовательно промывается в холодной и горячей воде и сушится. На всех стадиях контролируется качество выполнения основных операций. Схема технологического процесса нанесения покрытий выбирается в зависимости от покрываемого материала, его поверхности, вида покрытий, требований, предъявляемых к нему, условий эксплуатации. Гальваническое производство тесно связано с потреблением воды в качестве технологического сырья. Основным потребителем воды, как было отмечено выше, являются промывочные операции. Основное назначение промывки - снижение концентрации раствора на поверхности обрабатываемых деталей, выносимого из технологических ванн. 3.2 Воздействие гальванопроизводства на окружающую среду Гальваническое производство является одним из наиболее опасных источников загрязнения окружающей среды, главным образом поверхностных и подземных водоёмов, ввиду образования большого объёма сточных вод, содержащих вредные примеси тяжёлых металлов, неорганических кислот и щелочей, поверхностноактивных веществ и других высокотоксичных соединений, а также большого количества твёрдых отходов, особенно от реагентного способа обезвреживания сточных вод, содержащих тяжёлые металлы в малорастворимой форме. 9 Многие химические вещества, поступающие в окружающую среду, в том числе и в водоёмы, а через питьевую воду в организм человека, помимо токсического действия обладают канцерогенным (способны вызвать злокачественные новообразования), мутагенным (могут вызвать изменения наследственности) и тератогенным действием (способны вызвать уродства у рождающихся детей). Ионы тяжёлых металлов (хрома, никеля, меди, кадмия, цинка, свинца) нарушают работу кальмодулина - одного из основных регуляторов процессов жизнедеятельности организма и других важнейших белков. Токсикологическое действие тяжёлых металлов – сердечно-сосудистые расстройства, рак, наследственные болезни, дебильность, паралич, эпилепсия. Канцерогенное действие на теплокровных животных при поступлении в организм с питьевой водой оказывают мышьяк, селен и палладий, а при поступлении в организм другими путями - хром, бериллий, свинец, ртуть, кобальт, никель, серебро, платина. Разные виды организмов неодинаково переносят действие неорганических соединений. Так, ЛК50 кадмия составляет для циклопов 3,8 мг/л, а для дафний — 0,055 мг/л. В крупных городах и промышленных центрах вредные вещества поступают в водоёмы в виде различных соединений и смесей, оказывающих совместное, или так называемое комбинированное действие на организм человека, теплокровных животных, флору и фауну водоёмов, на микрофлору очистных сооружений канализации. Это может быть: 1) синергизм или потенционирование, когда эффект действия больше простого суммирования; 2) антагонизм, когда действие нескольких ядов бывает меньше суммированного 3) аддитивное или простое суммирование Нередко наблюдаются и отступления от этой схемы. Кадмий в сочетании с цинком и цианидами в воде усиливает их действие, мышьяк является антагонистом селена. Часто одни и те же элементы могут выступать как синергисты для одних функциональных систем организмов и как антагонисты для других. Так, марганец и медь проявляют синергизм в процессах кроветворения и антагонизм при воздействии на центральную и периферическую нервные системы. Физико-химические свойства воды - температура, содержание кислорода, жёсткость и рН - влияют на токсичность многих неорганических веществ. С повышением температуры воды увеличивается обмен веществ водных организмов и они получают больше яда. При увеличении общей жесткости воды с 20 до 260 мг/л по карбонату кальция средние летальные концентрации (ЛКср) различных соединений 10 кадмия, меди, олова и свинца увеличиваются примерно в 100 раз. Увеличение рН с 6,6 до 8,0 также снижает токсичность многих веществ. Таким образом, в водоёмах с малой жёсткостью воды ядовитое действие металлов, как правило, будет больше, хотя и бывают исключения из этой закономерности. Поэтому снижение жёсткости водопроводной воды может повысить токсичность содержащихся в ней металлов. Концентрации загрязняющих сточные воды примесей при поступлении их в водоём постепенно уменьшаются за счёт разбавления, осаждения на дне и химического взаимодействия примесей с веществами, присутствующими в воде водоёма, а также вследствие разложения многих примесей (главным образом органических) с помощью аэробных микроорганизмов, всегда имеющихся в воде водоёма. Способность водоёмов к ликвидации загрязняющих примесей и восстановлению природных качеств воды водоёма называется самоочищающей способностью водоёма. Процессы биологического самоочищения связаны с потреблением кислорода, растворенного в воде водоёма. Для предотвращения нарушения кислородного режима водоёма количество органических веществ и соединений тяжёлых металлов, попадающих со сточными водами в водоём, не должно превышать определенной величины, соответствующей количеству кислорода, поступающего из атмосферы. В противном случае содержание кислорода в воде водоёма начнет снижаться, что приведет к гибели флоры и фауны. В настоящее время тяжёлые металлы занимают лидирующее место среди наиболее опасных факторов в общем загрязнении окружающей среды. Серьёзную опасность представляет сброс в водоёмы, особенно малопроточные (озёра, водохранилища), сточных вод, загрязненных биогенными элементами (соединениями фосфора и азота). В воде, содержащей органические вещества и биогенные элементы, происходит интенсивное размножение микроскопических сине-зелёных водорослей. Временами поверхность воды покрывается сплошным слоем водорослей ядовитозелёного цвета, происходит цветение водоёмов. Некоторые сине-зелёные водоросли выделяют в воду токсичные вещества. Отмирая, сине-зелёные водоросли полностью обескислороживают воду водоёма и загрязняют её продуктами разложения. 3.3 Классификация сточных вод гальванического производства Сточные воды гальванического производства различают по составу загрязнений, режиму сброса и концентрации. По режиму сброса стоки подразделяются на постоянно поступающие разбавленные воды от проточных ванн после промывки в них деталей – промывные воды и периодически сбрасываемые из непроточных ванн – отработанные концентрированные электролиты и растворы. 11 По составу загрязнений сточные воды делятся на четыре группы: кислотнощелочные, циансодержащие, хромосодержащие, фторсодержащие. Их характеристики приведены в табл. 2 [4]. Основные Группа сточных вод технологические процессы образования сточных вод Состав загрязнений pH среды Кислотные Предварительное травление, кислое H2SO4, HCl, HNO3, H3PO4 и др. < 6,5 меднение, никелирование, цинкование Щелочные Обезжиривание NaOH, KOH, Ca(OH)2 и др. >8,5 Содержащие соли тяжёлых металлов Поверхностная металлообработка и Fe2+, Fe3+, Zn2+, Al3+, Cu2+ и др. <6,5 Цианистое меднение, цинкование, KCN, NaCN, CuCN, Fe(CN)2, 2,8 11,5 кадмирование, [Cu(CN)2]-, серебрение [Cu(CN)4]3, [Zn(CN)4]2- и др. Хромирование, пассивация, травление деталей из стали и др. Cr3+, Cr6+, Zn2+, Cu2+, Fe2+, Fe3+ и др. нанесение гальванопокрытий Цианосодержащие Хромосодержащие 2,3 8,8 По концентрации загрязнений сточные воды можно разделить на 3 категории: 1. Воды после промывки изделий в проточных ваннах. При обычной сменяемости воды в ванне промывки 0,5-2 объема в час концентрация загрязнений в сточной воде составляет 0,5-3% концентраций раствора технологической ванны. 2. Воды после промывки изделий в непроточных ваннах, каскадной промывки, растворы после регенерации ионообменных фильтров (регенераты) с концентрацией загрязнений от 1 до 20 мг/л. 12 3. Отработанные технологические растворы и электролиты с концентрацией растворенных веществ более 100 г/л [5]. 4. Комбинированный метод очистки сочных вод (ЭФ и УФ) Основными видами покрытий в настоящее время являются цинкование и меднение (зачастую в цианистых электролитах), никелирование, фосфатирование, оксидирование. Так, химическое оксидирование сталей и чугунов составляет от 0,2 до 3% от общей гальванической программы с учетом проектов судов программы гражданского судостроения. Детали, работающие в масляных системах, втулки, цилиндры, зубчатые колеса, слесарный инструмент (ключи, резцы и др.), подвергают химическому оксидированию с промасливанием. Химическому оксидированию подвергаются детали из таких низколегированных и углеродистых марок сталей как: 40Х, Ст20, Ст40, 35ХМЛ, 18ХГТ и др. Технология очистки сточных вод гальванического производства определяется нормативными требованиями к качеству очищенной воды. В данном случае логичнее проектировать очистные сооружения (ОС) с частичным возвратом воды в производство, организацию обессоливания воды на установках нанофильтрации и/или обратного осмоса или бессточные схемы. Однако, бессточные схемы требуют значительных капитальных затрат, поскольку технология очистки стоков предусматривает использование дорогостоящих вакуумных выпарных установок. Соответственно организация бессточных схем будет рентабельной, лишь при сокращении объема промывных вод в среднем до 30л/м2, при использовании ванн улавливания, многоступенчатых каскадных и струйных ванн промывки деталей [7-9]. Специалистами Российского химико-технологического университета им. Д.И. Менделеева и АНО «Транснациональный Экологический Проект» разработана и успешно внедряется современная энерго и ресурсосберегающая технология очистки сточных вод гальванических производств судостроительных предприятий, базирующаяся на методах электрофлотации (ЭФ) и ультрафильтрации (УФ). Совершенствование мембранных и флотационных технологий позволяет создавать компактное водоочистное оборудование с относительно низким энергопотреблением и отсутствием эксплуатационных затрат на расходные материалы, а при необходимости наращивать производительность ОС за счет модульности их исполнения [8-11]. Установлена и внедрена в промышленность технология проведения двух, представленных выше, стадий в одном электрофлотационном модуле, где в начальный момент времени происходит окисление цианистого комплекса металла, а затем флотация на поверхность сточной воды нерастворимого гидроксида. При этом 13 остаточная концентрация цианид иона в очищенной воде, определенная по стандартной методике, не превышает 0,01-0,05 мг/л [11]. 4.1 Описание схемы Рис. 1. Технологическая схема очистки сточных вод гальванического производства судостроительных предприятий: Е - накопительные емкости и усреднители; Н- насосы; Д/НД - установки приготовления и дозирования реагентов; Р - реакторы; ЭФ - электрофлотаторы; ИПТ - источник питания электрофлотатора; УФ - установка ультрафильтрации; ФП - фильтр-пресс, Сж. В. - подача сжатого воздуха. В соответствии с технологической схемой циансодержащие сточные воды усредняются, проходят стадию коррекции pH (подщелачивание раствором едкого натра до pH=10,5-11,5) и обработки раствором гипохлорита натрия в реакторе Р2, а затем поступают в ЭФ-2, где происходит разложение цианид-ионов на нетоксичные CO2↑ иN2↑ и извлечение дисперсных веществ. Из ЭФ-2 предочищенная вода поступает самотеком в усреднитель Е1. Кислотно-щелочные (КЩ) сточные воды усредняются, проходят стадию коррекции pH (подщелачивание раствором едкого либо натра подкисление раствором серной кислоты до pH=9,3-9,5) и обработки флокулянтом Суперфлок А-100 в реакторе-флокуляторе Р1, а затем поступают в ЭФ1, где происходит извлечение дисперсных веществ. Из ЭФ-1 вода насосом Н2 подается на установку УФ финишной очистки. Фильтрат УФ содержит только растворимые соли Na2SO4, NaCl и поступает в усреднитель Е4 для коррекции pH перед сбросом в гор. коллектор либо подачей на установку промышленного обратного осмоса с целью обессоливания и повторного использования на операциях промывке в гальваническом производстве. 14 Основной модуль ОС - ЭФ с нерастворимыми электродами ОРТА. В ЭФ происходит выделение микропузырьков электролитических газов дисперсностью 2070 мкм. Микропузырьки захватывают хлопья дисперсной фазы и поднимают их на поверхность воды, где последние накапливаются в пенном слое флотоконцентрата. Флотоконцентрат удаляется с поверхности воды пеносборным устройством, работающим в автоматическом режиме, в накопитель Е5 для последующей подачи на ФП. ЭФ обеспечивает извлечение не менее 98% дисперсных веществ от их исходного содержания. ЭФ отличаются низким энергопотреблением - 0,25 кВт·ч/мЗ, позволяют экономить производственные площади, не сменных элементов и постоянного обслуживания. Таблица 3. Сравнение эффективности технологий очистки сточных вод № Параметр 1 2 3 6 Степень очистки, % Производительность Вторичное загрязнение воды Энергозатраты, кВт ч/м3 Вторичное загрязнение твердых отходов Сменные элементы 7 8 Режим эксплуатации Твердый отход 4 5 Отстаивание Электрокоагуляци Электрофлотация я 70-75 80-85 96-98 7-10 м2 на 5 м3ч 3-4 м2 на 5 м3ч 1,5 м2 на 5 м3ч Отсутствует Fe 1 мг/л; Al 0,5-1 Отсутствует мг/л Отсутствуют 1-1,5 0,25-0,5 Отсутствует до 30% (Fe, Al, Cr6+) Отсутствует Отсутствуют Fe, Al - анод (2030 дней) Периодический Пульпа 99% влажности Ti – анод (5-10 лет) Непрерывный Флотоконцентрат 94-96% влажности Непрерывный Пульпа 99% влажности Флотоконцентрат из электрофлотаторов ЭФ-1 и ЭФ-2 поступает в накопительную Е5, откуда диафрагменным насосом Н4 подается на фильтр-пресс (ФП) Regada с целью обезвоживания. Твердый отход влажностью не более70% после выгрузки из ФП сдается на утилизацию региональным предприятиям по утилизации гальваношламов. Рамный фильтр-пресс работает следующим образом, суспензия под давлением 6-7 бар подается диафрагменным насосом по каналам в камеры фильтр-пресса до заполнения пространства осадком, который при необходимости промывают, подавая воду по каналу, через который движется поток суспензии. Осадок обезвоживается продувкой сжатым воздухом под давления 6-7 бар. Выгрузка осадка производится гравитационно при разборе фильтр-пресса (поочередном отодвигании фильтровальных плит). 15 Второй модуль ОС - установка УФ на основе керамических мембран с размером пор 0,1-0,07 мкм. Установка работает под давлением 2-3 бар в непрерывном режиме тангенциальной фильтрации. На мембранах задерживаются практически все остаточные взвешенные вещества и коллоидные частицы. 4.2 Результаты применения Таблица 4. Результаты очистки сточных вод с применением комбинированной технологии Показатель Сточные воды Цинк Никель Железо Медь Хром Алюминий Свинец Сульфаты Хлориды ПАВ Нефтепродукты 2 - 25 2 - 25 5 - 10 2 - 25 2 - 25 2 - 25 2 - 25 500 - 600 150 - 250 1-5 5 - 50 Концентрация, мг/л После После электрофлотации ультрафильтрации 0,3 – 0,7 <0,04 0,2 – 0,7 <0,04 0,1 0,01-0,04 0,3 – 0,8 0,1-0,04 0,5 – 1,2 0,07-0,1 0,2 <0,04 0,2 <0,04 500 – 600 500-600 150 – 250 150-250 0,5 – 2,5 0,1-1 0,5 - 1 <0,05 Керамические УФ мембраны имеют срок службы до 10 лет, регенерируются обратной продувкой сжатым воздухом, не требуют химической мойки, обладают высокой биологической, химической и износостойкостью. Их производительность не снижается в течение всего периода эксплуатации. В отличие от половолоконных полимерных УФ мембран, керамические мембраны не подвержены зарастанию колониями микроорганизмов и необратимой адсорбции органических веществ. Представленная в реферате универсальная система успешно реализована на ОС гальванических производств, машиностроительных и транспортных предприятий города Москвы, Московской области, Санкт-Петербурга, Воронежа и Северодвинска. ОС обеспечивают глубокую очистку сточных вод от тяжелых металлов до уровня 0,04 мг/л, взвешенных веществ и нефтепродуктов до 0,05 мг/л. Внедрение на промышленных предприятиях разработанной универсальной технологии очистки сточных вод позволяет предотвратить загрязнение окружающей среды; существенно снизить нагрузку на канализационные сети, городские очистные сооружения и водные объекты. 16 При наличии разнообразных технологий очистки сточных вод гальванического производства, позволяющих решать экологические проблемы судостроительных и др. предприятий, необходимо рассматривать их индивидуально для каждого производства. И главное – экология, технология и экономика должны рассматриваться в совокупности, поскольку они взаимосвязаны. 5. Комбинированный метод с применением электрофлотации, механической фильтрации и сорбции Здесь рассмотрена схема ресурсосберегающей системы очистки сточных вод и оборотного водоснабжения гальванических производств, основанная на методах электрофлотации, механической фильтрации, сорбции и промышленного обратного осмоса. Система прошла апробацию на ряде промышленных объектов. Результатом внедрения стало значительное снижение нагрузки на городские очистные сооружения и водные объекты и, как следствие, уменьшение загрязнения окружающей среды. Специалистами Российского Химико-Технологического Университета им. Д.И.Менделеева разработана и успешно внедряется современная ресурсосберегающая система очистки сточных вод и оборотного водоснабжения гальванических производств, основанная на методах электрофлотации (ЭФ), механической фильтрации (МФ), сорбции (СФ) и промышленного обратного осмоса (ОО) (рис. 2). Совершенствование мембранных и флотационных технологий позволяет создавать компактное высокопроизводительное водоочистное оборудование с относительно низкими эксплуатационными затратами, а при необходимости наращивать производительность очистных сооружений (ОС) за счет модульности их исполнения [14-16]. Рис. 2. Технологическая схема очистки сточных вод гальванического производства 17 Р1 - реактор-флокулятор; Р2 - реактор обезвреживания шестивалентного хрома; Е1... Е7 - накопительные емкости и усреднители; Н1... Н6 - насосы; Д/НД - установки приготовления и дозирования реагентов; ЗФ - электрофлотатор; МФ - механический фильтр; СФ - сорбционный фильтр; 00 - установка промышленного обратного осмоса; Сж.В.- подача сжатого воздуха Технико-экономические преимущества ОС, построенных на основе разработанной технологии: отсутствие эксплуатационных затрат на замену растворимых электродов по сравнению с электрокоагуляторами, отсутствие вторичного загрязнения воды ионами железа и/или алюминия благодаря применению нерастворимых электродов из титана либо ОРТА; отсутствие отстойников и, соответственно, малые занимаемые ОС площади; отсутствие эксплуатационных затрат на замену дорогостоящих ионообменных смол и приобретение реагентов для их регенерации; длительный срок службы конструкционных материалов: полипропилен до 50 лет, нерастворимые электроды ЭФ не менее 5 лет, керамические мембраны не менее 5 лет; относительно низкие энергозатраты благодаря низкому энергопотреблению основного водоочистного оборудования, а также применению векторных преобразователей частоты вращения асинхронных двигателей насосов; высокое качество очистки сточных вод сложного состава и, следовательно, снижение капитальных затрат на приобретение ОО установки для обессоливания воды при организации оборотного водоснабжения гальванического производства. 5.1 Описание схемы В соответствии со схемой, кислотно-щелочные промывные воды поступают в усреднитель Е1, отработанные концентрированные кислотно-щелочные растворы электролитов поступают в усреднитель Е2. Отработанные концентрированные кислотно-щелочные растворы из Е2 дозируются в Е1 дозирующим насосом НД1. Из усреднителя Е1 сточные воды насосом Н1 подаются в реактор-флокулятор Р1. В реактор-флокулятор Р1 дозирующими насосами НД2 и НД3 дозируются рабочие растворы реагентов: едкий натр для поддержания pH-гидроксидообразования тяжелых металлов, анионный флокулянт для укрупнения дисперсной фазы и интенсификации процесса электрофлотации. Р1 устанавливается выше уровня электрофлотатора ЭФ для организации самотека жидкости. Из Р1 сточные воды поступают в ЭФ, где по описанному ниже механизму происходит извлечение дисперсных веществ. Из ЭФ осветленная вода самотеком поступает в промежуточную емкость Е3. Осветленная вода из Е3 насосом Н2 подается на комплекс автоматизированных механических фильтров МФ, где происходит финишная очистка воды от остаточного содержания дисперсных веществ. Из МФ 18 очищенная вода под остаточным давлением поступает в накопитель Е4, сюда же дозирующим насосом НД4 дозируется рабочий раствор серной кислоты для нормализации pH. Осветленная вода с нейтральным значением pH из Е4 насосом Н3 подается на сорбционный фильтр СФ с загрузкой активированного угля БАУ, где происходит финишная очистка воды от остаточного содержания растворимых органических соединений. Из СФ очищенная вода под остаточным давлением поступает в накопитель очищенной воды Е6. Очищенная вода, соответствующая требованиям к подаче на установку промышленного обратного осмоса ОО, из Е6 поступает под давлением столба жидкости на установку ОО с целью обессоливания. При этом от 50 до 70?% обессоленного фильтрата поступает под остаточным давлением в накопитель обессоленной воды Е7, а от 30 до 50?% солесодержащего концентрата под остаточным давлением сбрасывается в дренаж (смешивается с хозяйственнобытовыми сточными водами предприятия для нормализации солевого состава в соответствии с требованиями ПДК, затем сбрасывается в городскую канализацию). Обессоленная вода, соответствующая 2-й категории по ГОСТ 9.314, из Е7 насосом Н4 подается на повторное использование в гальванических цех на операции промывки деталей и приготовления растворов электролитов. Флотоконцентрат из ЭФ поступает в сборник осадка Е5, откуда диафрагменным пневматическим насосом подается на рамный фильтр-пресс для обезвоживания. Обезвоженный флотоконцентрат сдается на утилизацию региональным предприятиям по переработке твердых отходов. Технология предусматривает предварительное обезвреживание хромсодержащих сточных вод в самостоятельной технологической цепочке (Е1.1, Е2.2, Р2, Д4), где в реакторе Р2 шестивалентный хром полностью восстанавливается до трехвалентного бисульфитом натрия в кислой среде. Затем обезвреженный хромсодержащий сток из Р2 поступает в Е1 для смешения с общим потоком сточных вод. Основным технологическим узлом ОС является электрофлотатор с нерастворимыми электродами (рис. 2а). В ЭФ происходит выде-ление микропузырьков электролитических газов размером 20–70 мкм. Микропузырьки захватывают хлопья дисперсной фазы и поднимают их на поверхность воды, где последние накапливаются в пенном слое флотоконцентрата. Флотоконцентрат удаляется с поверхности воды автоматическим пеносборным устройством в накопитель для последующей подачи на фильтр-пресс. ЭФ обеспечивает извлечение не менее 96% дисперсных веществ от их исходного содержания. Вспомогательным технологическим узлом ОС является комплекс автоматизированных механических фильтров ФОВ с загрузкой смеси фильтроматериалов различных фракций. Механические напорные фильтры (МФ) представляют собой вертикальный корпус из металла с гуммированной внутренней 19 поверхностью и дренажно-распределительными системами из нержавеющей стали. МФ за-полнены гранулированными загрузками, как правило, это дробленый антрацит, керамзит, фильтроматериал AC и/или FC. Фильтрация загрязненной воды производится сверху вниз. При этом крупные частицы дисперсных веществ задерживаются в порах между гранулами загрузки, а мелкие частицы – за счет различных эффектов, прежде всего электростатического, прилипают к частицам загрузки. Чем больше загрязнений задержано слоем загрузки, тем у? же становятся проходы для жидкости и тем более тонкая осуществляется очистка воды. МФ оборудованы пневматическими клапанами с автоматической системой управления (АСУ). В соответствии с настройками АСУ периодически производится обратная промывка МФ очищенной водой со сбросом загрязнений в Е1 и последующей доочисткой в ЭФ. Фильтрат МФ содержит растворимые соли, такие как Na2SO4, NaCl и NaNO3 (при исходном наличии ионов NO3–), и собирается в промежуточной емкости для корректировки pH перед сбросом в городскую канализацию либо подачей на ОО-установку. Для защиты ОО-мембран от растворимых органических загрязнений перед установкой ОО установлен сорбционный фильтр СФ. 5.2 Результаты применения Представленная современная ресурсосберегающая технология очистки сточных вод и оборотного водоснабжения успешно реализована на ОС гальванических цехов ОАО «Завод «Топаз» (г.Москва), ФГУП «Арктика» (г. Северодвинск), ОАО «Северный пресс» (г. Санкт-Петербург), ОАО «Рубин» (г. Балашиха), ОАО «Октава» (г. Тула) и других промышленных предприятий. Среднеста-тистические результаты очистки сточных вод гальванических производств с применением электрофлотации, механической фильтрации и сорбции на активированнсом приведены в табл.5. Таблица 5. Среднестатистические результаты очистки сточных вод гальванических производств с применением электрофлотации, механической фильтрации и сорбции Концентрация, мг/л Показатель Очищенная Сточные Очищенная вода после воды вода после ЭФ МФ ПДК МСК (ЕС) Медь, Cu2+ 2–20 0,5–1 0,1 0,5 (0,5) Никель, Ni2+ 2–20 0,2–0,5 <0,08 0,5 (0,5) Цинк, Zn2+ 2–20 0,1–0,4 <0,04 2 (0,5) ПДК РХ 0,001* 0,01* 0,01 20 Хром, Cr3+ 2–20 0,5–1,0 0,1 1 (0,5) 0,07 Железо, Fe3+ 5–20 0,1 0,01 3 (2) 0,1 Алюминий, Al3+ 2–20 0,1 <0,04 1 (1) 0,04 Свинец, Pb 1–10 0,5–1,0 <0,1 0,1 (0,2) Кадмий, Cd2+ 1–10 0,5–1,0 0,1 Сульфаты, SO42– 300–500 300–500 300–500 500 – Хлориды, Cl– 100–250 100–250 100–250 350 – АПАВ 1–5 0,5–2,5 0,1–1 2,5 0,25 Нефтепродукты 2–15 0,5–1 <0,05 4 (0,5) 0,05 0,006* 0,01*(0,1) 0,005* * Требования ПДК, недостижимые с применением наилучших доступных технологий (НДТ) [12] Как видно из табл. 1, технология обеспечивает глубокую очистку сточных вод от тяжелых металлов до уровня 0,04 мг/л и нефтепродуктов до 0,05 мг/л. Однако добиться остаточного содержания ионов меди и кадмия в очищенной воде менее 0,04 мг/л при использовании наилучших доступных технологий (НДТ) практически невозможно. Ситуация подтверждается многолетним опытом в сфере проведения экспертизы существующих ОС промышленных предприятий, строительства и эксплуатации новых ОС гальванических цехов на базе представленной системы и литературными данными [13-15]. При этом технология вакуумного выпаривания и создание на ее основе систем оборотного водоснабжения будет рентабельной в гальваническом производстве лишь при сокращении объема промывных вод в среднем до 30 л/м2, при использовании ванн улавливания и многоступенчатых каскадных ванн промывки деталей [13,16,17]. 6. Ионообменные технологии В последнее время расход воды на промывку деталей стараются сократить. Проектируют в основном каскадно-противоточные системы промывки. В наиболее распространенном случае использования двух ванн расход воды удается уменьшить в 10-30 раз. Концентрация солей в сточных водах при этом соответственно возрастает. Еще большее сокращение расхода воды и концентрирование примесей в сточных водах требует резкого увеличения производственных площадей, что при 21 существующих ценах на чистую воду не всегда реализуется по экономическим соображениям. Следует отметить, что, варьируя способы отмывки, можно изменить только концентрацию примесей в сточных водах, но отнюдь не абсолютное количество присутствующих веществ. Последнее зависит от выноса электролита вместе с деталями из основной ванны. Поэтому совершенствование процесса переноса деталей из гальванической в промывочную ванну является главным и решающим фактором экономичного использования воды. Одним из способов возвращения промывных вод является метод ионного обмена, с помощью которого возвращается обессоленная вода, а сорбированные примеси извлекаются из ионитов при их регенерации. Целесообразность использования ионного обмена как метода очистки и возвращения 85-95% промывных вод ограничивается приростом содержания солей от 1 до 5 м-экв/л (50250 мг/л). Это следует учитывать при определении или разработке режима водопользования в гальваническом производстве. Очевидно, при каскаднопротивоточной промывке в двух или трех ваннах, в связи с высокой концентрированностью промывных вод, метод ионного обмена нецелесообразен, а предпочтителен обратный осмос. Выбор варианта очистки воды определяется характером гальванического цеха и химизмом взаимодействия ионитов с индивидуальными веществами и их смесями. Сточные воды, содержащие масла, детергенты, клеи и другие органические вещества, не могут непосредственно подаваться на ионообменные установки. Их предварительно удаляют, обрабатывая стоки коагулянтами и флокулянтами, а затем извлекают образовавшиеся дисперсные вещества методом электрофлотации, фильтрации, а также сорбции на активированных углях или озонированием. Циансодержащие сточные воды обезвреживают окислительным методом (лучше озоном). Как правило, промывные воды гальванического производства имеют кислый характер; в них содержатся ионы тяжелых металлов и ионы натрия, попадающие из ванн щелочного травления и обезжиривания. В связи с этим возможны два основных варианта подачи воды на ионообменные фильтры: очистка после нейтрализации и очистка без нейтрализации. 6.1 Ионообменная очистка после нейтрализации. Вода нейтрализуется до рН 8,0-8,5 растворами соды или щелочи, раствором извести. При этом основная масса содержащихся в сточных водах металлов выпадает в виде соответствующих гидроксидов или основных карбонатов (ионы никеля, меди и свинца более полно удаляются в виде основных карбонатов). Для перевода железа из двух- в трехвалентное в аппарат для нейтрализации подают воздух. 22 Нейтрализации может сопутствовать электрофлотационная очистка от масел и других органических примесей. Выбор метода осветления зависит от концентрации тяжелых металлов, объема обрабатываемой воды и ряда других факторов. Следует иметь в виду, что осветление должно быть достаточно полным для последующей переработки воды любым из известных методов. В этих целях независимо от полноты осветления после нейтрализации необходимо предусматривать механический фильтр и на самой обессоливающей установке. Нейтрализованные и осветленные воды разделяют на две группы: содержащие соли только сильных кислот и содержащие соли сильных и слабых кислот. Катионный состав той или другой группы определяется ионами натрия при нейтрализации щелочью и содой и ионами кальция при обработке раствором извести. Кроме особых случаев, при организации оборотного водоснабжения в гальваническом производстве достаточная очистка обеспечивается на одноступенчатых схемах катионит - анионит; но для второй группы вод рекомендуется использовать схему катионит -анионит слабоосновный - анионит сильноосновный. Катионитовый ионообменный фильтр рассчитывают по ионам Na+ или Са2+ для нейтрализации сточных вод известковым раствором. Слабоосновный анионит рассчитывают по сумме анионов сильных кислот, принимая рабочую обменную емкость равной 90% восстановленной при регенерации. Сильноосновный анионит рассчитывают по сумме анионов слабых кислот, принимая рабочую обменную емкость равной 300-400 экв/м3 при пяти- шестикратном расходе щелочи на регенерацию. Высота слоя ионообменных смол в фильтровальной установке принимается более 1 м, а скорость фильтрации до 15 м/ч. Как и при обессоливании природных вод, когда концентрация солей превышает 4-5 мэкв/л, рекомендуется применять обратный осмос. Для вод, содержащих соли слабых кислот (борной, кремневой, сульфосалициловой), предварительное обессоливание экономично проводить обратным осмосом. При электродиализе анионы этих кислот практически не переносятся из камер обессиливания в рассольные камеры, в то время как в аппарате обратного осмоса через мембраны переносится только вода, а соли слабых кислот преимущественно остаются в рассоле. Если предусматривается элёктродиализ или обратный осмос, целесообразно нейтрализовать сточные воды щелочью, содой или их смесью, а не известковым раствором, особенно когда в доде содержатся анионы, образующие осадки с катионом кальция. В гальванических цехах, где разрешается применение водопроводной воды, ею подпитывают систему на величину потерь воды при обессоливании. Очистке без предварительной нейтрализации подвергаются промывные воды, свободные от примесей, мешающих функционированию селективных ионообменных смол или ионообменных мембран (масла, детергенты и др.). Воды с рН 2-4, 23 содержащие ионы тяжелых металлов и натрия, подают на сильнокислотный катионит (Dowex). Желательно предварительно отделить тяжелые металлы от одновалентных. Для этого устанавливают последовательно два ионообменных фильтра, из которых первый работает до проскока тяжелых металлов, а второй - до проскока ионов натрия. При регенерации фильтров и последующей переработке регенератов такая схема имеет определенные преимущества. Кислые промывные воды гальванического цеха очищают в целях их возврата в производство с помощью установок, работающих по схеме: предварительный фильтр - сильнокислотные катиониты I и II ступени анионит слабоосновный или предварительный фильтр - сильнокислотные катиониты I и II ступени катионит слабоосновный - анионит сильноосновный. В отличие от нейтрализованных кислые промывные воды с повышенной концентрацией солей тяжелых металлов не всегда можно деминерализовать электродиализом или обратным осмосом из-за возможного образования осадков на ионообменных мембранах в первом случае или непрочности мембран при низких рН во втором. 6.2 Очистка без предварительной нейтрализации Наиболее целесообразна как локальная очистка, когда можно утилизировать извлеченные из воды примеси в основном технологическом процессе. Промышленная установка ионообменной очистки общего стока цеха гальванических покрытий: в состав каждой технологической линии очистки входят фильтры предварительной очистки от взвешенных частиц и органических примесей, катионообменный фильтр и два анионообменных со слабо- и сильноосновным анионитом. Растворы, образующиеся при регенерации ионитов, обезвреживаются с помощью реагентов. Регенерат катионообменных фильтров при очистке без нейтрализации содержит ионы тяжелых металлов, запрещенные к сбросу в канализацию или водоем; его подвергают нейтрализации и последующей электрофлотационной обработке. Регенерат анионита, если в нем нет токсичных веществ, можно использовать для нейтрализации кислотного регенерата. Таким образом, при организации оборотного водоснабжения с помощью ионного обмена традиционные способы очистки не исчезают, а переносятся на относительно малые объемы регенератов: их объем в 100 и 200 раз меньше объема очищаемой воды, если прирост солей в процессе ее использования достигает соответственно 4 и 2 м-экв/л. При экологической оценке ионообменной очистки промывных вод надо помнить, что возвращение их в производство сопровождается по меньшей мере утроенным сбросом солей в водоемы по сравнению с приростом в актах технологического использования воды и традиционной очистки. В связи с этим ионообменная очистка отработанных электролитов перед сбросом в канализацию 24 представляется бессмысленной как с экономической, так и экологической точек зрения. Ионообменная очистка электролита целесообразна только в случае его возвращения в производство. Во всех остальных - отработанный электролит перед сбросом надо обезвреживать, дозируя в небольших количествах в сточные воды, поступающие на электрофлотатор для очистки. Если для отмывки деталей не требуется обессоленная вода, а допускается содержание солей, при котором прирост может быть снят безреагентным методом (обратный осмос, электродиализ), последним надо отдать предпочтение. Но в связи с технологическими преимуществами ионообменного метода получает развитие и другой путь - электрохимическая переработка регенератов ионообменных фильтров. Рассмотренные схемы очистки не затрагивают хромсодержащих сточных вод. Для них предпочитают локальную очистку, при которой в производство возвращается не только вся вода, но и извлеченные из нее соединения шестивалентного хрома. Хроматы (бихроматы) являются сильными окислителями, поэтому для очистки хромсодержащих промывных сточных вод используют стойкие иониты на основе сополимеров стирола и дивинилбензола, например, Dowex и Bayer. Одновременно на этой же установке на отдельном фильтре отработанный электролит очищают от накапливающихся в нем примесей Fe(III) и Cr(III). Очищенная вода направляется в цех на промывку деталей и частично используется для нужд ионообменной установки (регенерация, кондиционирование и промывка фильтров). Элюат, содержащий ионы железа, хрома(III) и кальция, нейтрализуют раствором щелочи. Для очистки отработанного электролита используют катионитовый фильтр 6. Электролит пропускают со скоростью 1 м/ч вначале через механический, а затем через катионитовый фильтр. Один объем катионита на 70-80% очищает 2-3 объема электролита от примесей железа и хрома (III). Очищенный электролит возвращается в ванны хромирования. Регенерат фильтра 6 нейтрализуют также известковым раствором. Расход воды на собственные нужды установки (10-20%) компенсируется добавкой водопроводной воды. Она очищается на этой же установке вместе с промывными водами, поэтому состав подпиточной воды влияет не только на ход очистки промывных вод,- но и на технологию превращения регенерата анионитового фильтра в хромовый ангидрид нужной степени чистоты. Если с подпиточной водой в систему оборотного водоснабжения вводятся посторонние ионы (сульфаты, хлориды) в количестве, сопоставимом с количеством анионов хрома (VI), выносимых из электролита, схема ионообменной очистки промывных вод усложняется. Необходимо либо обессоливать на отдельной установке воду для подпитки системы оборотного водоснабжения, либо усложнить единую установку очистки промывных вод. По второму пути была создана установки для очистки хромсодержащих сточных вод производительностью 5 м/ч. В качестве 25 подпиточной используют артезианскую сульфатно-кальциевую воду минерализованностью более 30 мэкв/л поэтому очистку промывных вод ведут по схеме: катионит — анионит сильноосновный — анионит слабоосновный. Катионит работает до проскока солей натрия, анионит — ионов хрома (VI), анионит слабоосновный - ионов хлора. По сорбируемости на сильноосновном анионите анионы располагаются в ряд: Cr2O72-- > CrO42- > SO42- > NO3- > ClПоэтому большая часть сульфат- и хлорид-ионов вытесняется на слабоосновный анионит, а сильноосновный анионит обогащается бихромат-ионами. При благоприятном соотношении примесей регенерат сильноосновного анионита при последующем Н-катионировании может превратиться в раствор хромового ангидрида с допустимым содержанием примесей. Отметим, что полнота хроматографического разделения ионов, присутствующих в хромсодержащих сточных водах, зависит от их соотношения: чем больше посторонних ионов, тем сложнее технология отделения хрома и возвращения его в производство. Может, например, возникнуть необходимость в очистке регенерата анионитового фильтра от посторонних примесей мешающих возвращению хрома в производство. Наиболее простой и надежной является локальная ионообменная очистка хромсодержащих сточных вод с подпиткой системы обессоленной водой из автономного источника. При этом прирост солей в промывной воде (их природа и соотношение отдельных ионов) соответствует составу электролита, что позволяет повторно использовать не только воду, но и электролит. Выбор оптимального варианта требует учета конкретных обстоятельств, складывающихся в производстве. 7. Заключение Право на благоприятную окружающую среду, достоверную информацию об ее состоянии и на возмещение ущерба, причиненного здоровью или имуществу гражданина экологическим правонарушением, гарантируется Конституцией РФ.В условиях развивающегося промышленного производства в РФ чрезвычайно важным является поиск необходимого баланса между потребностями промышленности в сырье, энергии, размещении отходов производства и потребностями граждан. Внедрение на промышленных предприятиях универсальной технологии очистки сточных вод позволяет предотвратить загрязнение окружающей среды; существенно снизить нагрузку на канализационные сети, городские очистные сооружения и водные объекты. Наличие разнообразных технологий очистки сточных вод гальванического производства позволяет существенно снизить нагрузку на очистные сооружения и экономит расход такого ценного невосполнимого ресурса как чистая вода. 26 1. 8. Список литературы Виноградов С.С. Экологически безопасное гальваническое производство/ С.С. Виноградов; под ред. проф. В.Н.Кудрявцева. – 2-е изд., перераб. и доп. – М.: Глобус, 2002. – 352 с. 2. Колесников В.А. Экология и ресурсосбережение в электрохимических производствах. Механические и физико-химические методы очистки промывных и сточных вод: Учеб. пособие/ В.А. Колесников, В.И. Ильин. – М.: РХТУ им. Д.И. Менделеева¸ 2004. – 220 с. 3. Смирнов Д.Н. Очистка сточных вод в процессах обработки металлов/Д.Н. Смирнов, В.Е. Бенкин. – М.: Металлургия, 1980. – 195 с. 4. Назаров М.В. Очистка прородных и сточных вод с применением электрохимических методов - Уфа, 2008. – 184 с. 5. Тимонин А.С. Инженерно-экологический справочник/ А.С. Тимонин. Калуга.: издательство Н.Бочкаревой, 2003. – Том 2. – 917 с. 6. Колесников В.А., Меньшутина Н.В. Анализ, проектирование технологий и оборудования для очистки сточных вод. - М., ДеЛи принт, 2005. - 266 стр. 7. Тулепбаев В.Б., Дьяченко И.О. Применение вакуумных выпаривателей для очистки сточных вод гальванического производства. // «Гальванотехника и обработка поверхности» № 1/2008 г. 8. Павлов Д.В., Аверина Ю.М. Современная ресурсосберегающая система очистки промышленных сточных вод. // «Водоочистка» № 1/2012 г. 9. Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics. Edificio EXPO, c/Inca Garcilaso s/n, E-41092 ISBN 978-92-79-69655-8 ISSN 1831-9424 doi:10.2760/8224 Sevilla, Spain 10. Павлов Д.В., Доронкина Л.Н. Инновационная технология очистки сточных вод гальванического производства. // «Интеграл» № 1 (57)/ 2011 г. 11. Колесников В.А., Ильин В.И., Капустин Ю.И. и др. Электрофлотационная технология очистки сточных вод промышленных предприятий. - М., Химия, 2007. 304 с. 12. Бегак М. В., Гусева Т. В. Гармонизация экологических стандартов // Россия в окружающем мире. 2009. № 12. 13. EIPPCB «Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics», European IPPC Bureau, 2008. 14. Виноградов С. С., Кудрявцев В. Н. Обоснованность и необоснованность применения разных перечней ПДК для стоков гальванического производства // Водоснабжение и канализация. 2010. № 3. 15. Павлов Д. В., Колесников В. А. Очистка сточных вод различных производств с применением наилучших доступных технологий // Чистая вода: проблемы и решения. 2010. № 2–3. 16. Тулепбаев В. Б., Дьяченко И. О. Применение вакуумных выпаривателей для очистки сточных вод гальванического производства // Гальванотехника и обработка поверхности. 2008. № 1. 27 17. Павлов Д. В., Колесников В. А. Очистка сточных вод гальванического производства: новые решения // Водоснабжение и санитарная техника. 2012. № 6 28