Разработка группового-технологического процесса изготовления детали
advertisement

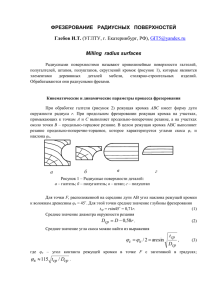
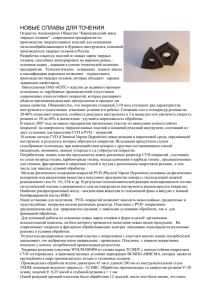
Содержание ВВЕДЕНИЕ…………………………………………………………………………..4 1. ОПИСАНИЕ ЧЕРТЕЖА ДЕТАЛИ………………………………………………5 2. ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ………………………………...6 3. ФОРМИРОВАНИЕ ГРУППЫ ДЕТАЛЕЙ И КОНСТРУИРОВАНИЕ КОМПЛЕКСНОЙ ДЕТАЛИ………………………………………………………...7 4. ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КД С РАСЧЕТОМ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ ПО ТОЧНОСТИ И ШЕРОХОВАТОСТИ………………9 5. ОЦЕНКА СТЕПЕНИ ПОДГОТОВЛЕННОСТИ КД К РОБОТИЗИРОВАННОМУ ПРОИЗВОДСТВУ………………………………………………………………….11 6. ВЫБОР И ОБОСНОВАНИЕ МЕТОДА ПОЛУЧЕНИЯ ЗАГОТОВКИ………12 7. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО ЧИСЛА ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ДЛЯ ЭЛЕМЕНТАРНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ ПО ТРЕБОВАНИЮ ТОЧНОСТИ И ШЕРОХОВАТОСТИ………………………......14 8. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ, ОПЕРАЦИОННЫЕ РАЗМЕРЫ И ДОПУСКИ НА ДИАМЕТРАЛЬНЫЕ ПОВЕРХНОСТИ ДЕТАЛИ РАСЧЕТНОАНАЛИТИЧЕСКИМ МЕТОДОМ………………………………………………...16 9. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ ТОРЦОВ И ЛИНЕЙНЫХ РАЗМЕРОВ…………………………………………………………………………21 10. ВЫБОР ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ…………………………………………………………………25 11. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ………………………………………………26 11.1. Токарная обработка…………………………………………………....26 11.1.1. Токарная черновая обработка………………………………..26 11.1.2. Токарная чистовая обработка………………………………...29 11.2. Фрезерная обработка…………………………………………………..32 11.3. Сверлильная операция………………………………………………...34 11.4. Зенкерование…………………………………………………………...35 ВЫВОДЫ…………………………………………………………………………...37 БИБЛИОГРАФИЧЕСКИЙ СПИСОК……………………………………………..38 ПРИЛОЖЕНИЕ А………………………………………………………………….39 ПРИЛОЖЕНИЕ Б…………………………………………………………………..43 4 ВВЕДЕНИЕ Технологический процесс – это часть производственного процесса, представляющая собой совокупность действий с предметами труда, связанных с последовательным изменением формы, размеров или свойств материала заготовки или полуфабриката с целью получения детали или изделия с заданными техническими характеристиками. Разработка технологического процесса механической обработки детали заканчивается составлением и оформлением комплекта документов технологического процесса. Групповой технологический процесс – это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.По степени детализации информации каждый из видов технологических процессов предусматривает различное изложение содержания операции и комплектность документов. Согласно ГОСТ 3.1109-82 [1] различают маршрутное, операционное и маршрутно-операционное описания технологического процесса.Маршрутнооперационное описание подразумевает сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. Организация группового производства в условиях единичного, мелко- и среднесерийного производства позволяет сократить объем технической документации, трудоемкость ее разработки, а также повысить технико-экономические показатели производственной деятельности предприятий и качество выпускаемой продукции. 5 1 ОПИСАНИЕ ЧЕРТЕЖА ДЕТАЛИ Объектом проектирования технологического процесса является деталь вал – шестерня (чертеж 1). Детали типа тел вращения широко распространены в машиностроении. Валы используют для передачи крутящего момента. Обычно валы установлены в корпусе редукторов, в качестве опоры используются шейки валов, на которые устанавливают подшипники (поверхности номер 5 и 7). Шейки валов имеют высокую степень точности шероховатости. Крутящий момент передаётся посредством зубчатого колеса, лыски и шлицов. Деталь работает в тяжёлых условиях под действием знакопеременных нагрузок. Функциональным назначением данной детали является передача крутящего момента от зубчатого венца Ø168 мм (поверхность 24 ), лыски (поверхность 3) и шлицов (поверхность 22) Таким образом, исполнительной (рабочей) поверхностью данной детали являються шлицы и зубчатое колесо. Остальные поверхности являются свободными поверхностями. Все поверхности данной детали являются обрабатываемыми. На чертеже детали мы можем видеть такие поверхности как зубья, шлицы, фаски, и цилиндрические поверхности. Ответственными поверхностями служат поверхности под подшипники (номер поверхностей 5 и 7), они выполняются по 6 квалитету с посадкой k и Ra=1,25. 6 2 ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ Характеристики материала детали представлены в таблицах 2.1, 2.2, 2.3, 2.4. Таблица 2.1 – Характеристика материала 38ХН3МА Марка: 38ХН3МА Классификация: Сталь конструкционная легированная Применение: Валы, оси, шестерни и другие крупные особо ответственные детали Таблица 2.2 – Химический состав материала 38ХН3МА в % C 0.33 – 0.4 Mo 0.2 – 0.3 Cr 0.8 – 1.2 Mn 0.25 – 0.5 Ni 2.75 – 3.25 Cu до 0.3 Si 0.17 – 0.37 S До 0.025 P До 0.025 Таблица2.3 – Технологические свойства материала 38ХН3МА Свариваемость: Не применяется конструкций чувствительная НВ = 269 мПа Флокеночувствительность: Твердость материала для сварных Таблица 2.4 – Механические свойства материала 38ХН3МА Прокат Пруток Напр. σв(МПа) 1080 σT (МПа) 980 δ5 (%) 12 ψ% 50 KCU (кДж / м2) 780 7 3 ФОРМИРОВАНИЕ ГРУППЫ ДЕТАЛЕЙ И КОНСТРУИРОВАНИЕ КОМПЛЕКСНОЙ ДЕТАЛИ В связи с применением в промышленности высокопроизводительного, но дорогостоящего оборудованиям (станки с ЧПУ, промышленные роботы), значительно повысился удельный вес основных фондов. Эти обстоятельства обязывают сократить срок их окупаемости и обеспечить их трехместную загрузку. В настоящее время эта задача для станков с ЧПУ решается в двух основных направлениях: создание систем автоматизированного программирования (САП) и внедрение методов научной организации их эксплуатации на базе методов групповой обработки деталей. Поскольку процесс подготовки управляющих программ непосредственно не связан с производством, т.е. программы могут быть подготовлены заблаговременно, то создание и внедрение САП позволяет снижать себестоимость деталей, изготовленных на станках с ЧПУ, но не может полностью решить вопрос рациональной загрузки этого оборудования. Частые переналадки станков, неизбежные при единичном и мелкосерийном производстве и не устраняет внедрение САП, приводят к значительным потерям рабочего времени – от 30 до 40 % эффективного фонда времени работы оборудования. Наиболее эффективным способом для сокращения этих потерь является внедрение на станках с ЧПУ обработки деталей и малое количество или полное отсутствие применяемых унифицированных технологических решений. Групповой метод позволяет распространить области применения унификации на состав инструментального оснащения, сократить количество возможных видов специализации рабочего места, разработать каталоги групповых карт настройки станков. По мере широкого внедрения методов групповой технологии, партии однотипных деталей увеличиваются, создаются условия для автоматизации отдельных процессов на базе создания роботизированных комплексов и предпосылки для использования методов изготовления, характерных для поточного производства, т.е. искусственно осуществляется перевод индивидуального и мелкосерийного производства в серийной и крупносерийной автоматизации. Эти типы производства являются наиболее предпочтительными для эффективного использования промышленных роботов. Применение групповых технологических процессов облегчает и упрощает во многом технологическую подготовку производства путем введения так называемой безбумажной технологии. Групповой технологический процесс разрабатывается на некоторую группу специально подобранных деталей различных типоразмеров. Формирование деталей 8 в технологические группы производится на основе общности ряда конструкторскотехнологических признаков. Групповой технологический процесс механической обработки разрабатывается на так называемую комплексную деталь, характеризующуюся тем, что в ее конструкции содержатся все элементы, встречающиеся у деталей данной группы. В качестве комплексной может быть принята одна из деталей группы, если она удовлетворяет указанному требованию, или условная, не входящая в группу деталей. Образование комплексной детали производится в следующей последовательности: – детали располагаются в ряд по степени усложнения; – нумеруются все обрабатываемые на данном станке поверхности с наиболее простой детали; – использование номера присваиваются аналогичным поверхностям всех остальных деталей группы; – дальнейшие порядковые номера присваиваются оставшимся без обозначений обрабатываемым поверхностям второй детали ряда; – эти же номера присваиваются аналогичным поверхностям остальных деталей группы; – последовательно переходя от одной детали упорядоченного ряда к следующему, нумеруются все обрабатываемые поверхности. Если в группе обнаруживается деталь, имеющая все пронумерованные поверхности, то она является реальной комплексной деталью. 9 4 ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КД С РАСЧЕТОМ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ ПО ТОЧНОСТИ И ШЕРОХОВАТОСТИ Деталь состоит из 24 поверхностей, результаты анализа чертежа комплексной детали приведены в Таблице 4.1. Таблица 4.1 – Результаты анализа чертежа комплексной детали по точности и шероховатости Количество поверхностей Квалитет поверхностей Шероховатость поверхностей Ra 15 12 10 1 2 9 8 5 3,2 8,17,23 3 7 2,5 5,7 2 6 1,6 Номера поверхностей 1,2,3,4,9,10,11,12,14,15,1 8,20,21,22,24 13 6,16 Анализ технологичности детали по точности Оценка наиболее точных поверхностей – название поверхности, по какому квалитету выполняется, точность размеров остальных поверхностей, квалитет, высчитывается средний квалитет точности: 1 n Aср Ai ; n i 1 (4.1) где Аі–квалитет поверхности; n – число поверхностей. Коэффициент точности определяется по формуле: ктч 1 Aср 1 ; Аср 238 9,91; 24 (4.2) 10 к тч 1 1 0,95. 24 Так как ктч > 0,8, то деталь технологична. Анализ технологичности детали по шероховатости. Определяем среднюю шероховатость поверхности: Б ср 1 n Бi ; n i 1 (4.3) где Бi – шероховатость. Коэффициент шероховатости определяется по формуле: кш 1 ; Бср Б ср 162,1 6,88; 24 кш 1 0,14; 6,88 Так как кш < 0,32, то деталь технологична. (4.4) 11 5 ОЦЕНКА СТЕПЕНИ ПОДГОТОВЛЕННОСТИ КД К РОБОТИЗИРОВАННОМУ ПРОИЗВОДСТВУ Перевод деталей и изделий на автоматическое производство предъявляет к ним выполнение требований технологии. Все свойства взаимосвязанные и в совокупности определяют его качественную оценку. Для анализа детали характерные свойства разделяют на семь ступеней. Каждая ступень качественно характеризует определенную совокупность свойств. Получение кодового номера детали и определение его категории сложности. По методическому пособию для данной детали определяются индексы в зависимости от конфигурации. Определение рассчитывается по семи ступеням подготовленности данной детали к автоматическому производству. 5.1 Определение категории сложности детали Ступень І – асимметрия наружной конфигурации– 2 000 000, Ступень ІI – не сцепляемая – 000 000, Ступень ІII – толстая пластина – 20 000, так как l 122 1 0,7 1 ; d 168 (5.1) Ступень ІV – круглая прямая – 2 000, Ступень V – одна ось вращения и одна плоскость симметрии – 100, Ступень VІ – ступенчатое с симметричной формой концов, центральное отверстие присутствует – 40, Ступень VIІ – отверстие в детали шаровой формы – 5. 5.2 Определение кодового номер детали Сумма цифр кодового номера образует сумму баллов: b=2+0+2+2+1+4+5=16 По таблице 2 определяем, что категория сложности детали при автоматизации её обработки (к=2), автоматизация средней сложности. Требуется обработка системы ориентации и загрузки детали в рабочие органы. Целесообразна экспериментальная проверка. 12 6 ВЫБОР И ОБОСНОВАНИЕ МЕТОДА ПОЛУЧЕНИЯ ЗАГОТОВКИ При разработке обработки технологии детали, одно из первых решающих, задача выбора заготовки. На первом этапе выбор метода исходит из физико-механических свойств материала детали. Деталь изготавливается из материала Сталь 38ХН3МА, которая содержит легирующих элементов до > 2% и углерода до 0,45% , поэтому группа М2. Так как свойства материала допускают использование методов литья и пластической деформации, рассмотрим особенности формы детали. Так как деталь имеет выступы и впадины на наружных поверхностях, возможным является метод литья с применением в разовые формы. И так как форма детали позволяет штамповку и литье, то выбор метода будет исходить из технических требований детали. Способ получения заготовки - штамповка на горизонтально-ковочных машинах, так как L/D>1, масса до 30 кг, деталь с гладкими отверстиями. Исходными данными для определения допусков является группа стали, масса и степень сложности паковки С 1,25 Vдет ; Vпф (6.1) гдеVдет –объем детали, который берется из пакета программы «КомпасV12» [1]; Vдет = 116717,67, мм3; где Vпф – объем простой формы, который берется из пакета программы «КомпасV12» [2]; Vпф= 2522078,4,мм3. С 1,25 116717,67 0,463 ; 2522078,4 Степень сложности – С2 т.к. С 0,32-0,63 [1]. Так как поковка 2 класса точности, группа стали М2 и степень сложности С2, следует отыскивать припуск в графе масса поковки по ГОСТ 7505-74. 13 Так как группа стали М2 и степень сложности С2, следует отыскивать допуск на изготовление поковок в графе масса поковки определяем исходный индекс – 9. Допуски при этом будут такими: 1. Для размеров до 40 мм - 2. 3. От 40мм до100мм От 100мм до 160 мм; 4. От 160 мм до 250 мм - 5. От 250мм до 400мм ; ; ; . 14 7 ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО ЧИСЛА ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ДЛЯ ЭЛЕМЕНТАРНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ ПО ТРЕБОВАНИЮ ТОЧНОСТИ И ШЕРОХОВАТОСТИ В соответствии с принятой последовательностью обработки основных поверхностей детали и установленным числом переходов обработки каждой из них можно сгруппировать операцию отдельных поверхностей процесса. На операционных эскизах проставлены условные обозначения операционных размеров (технологических баз), подлежащих к определению с указанием квалитетов. Количество ступеней отдельной поверхности для достижения заданной точности размера и шероховатости поверхности можно определить по следующим зависимостям: a) из условия обеспечения заданной точности размера Tзаг ) Т дет ; 0,46 lg( nТ (7.1) где: Тзаг – допуск размера заготовки; Тдет– допуск размера готовой детали. b) число переходов, необходимых для обеспечения заданной шероховатости поверхности lg( nш Rzзза ) Rzдде , 0,4 (7.2) где: Rzзаг – шероховатость поверхности исходной заготовки, Rzдет– шероховатость поверхности готовой детали. c) число переходов, необходимое для обеспечения заданной точности формы. Определив nт и nш для данной поверхности, принимают большее значение. Необходимое число технологических переходов, для поверхностей КД, по требованиям точности и шероховатости приведены в таблице 7.1. 18 8 РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ , ОПЕРАЦИОННЫЕ РАЗМЕРЫ И ДОПУСКИ НА ДИАМЕТРАЛЬНЫЕ ПОВЕРХНОСТИ ДЕТАЛИ РАСЧЕТНО – АНАЛИТИЧЕСКИМ МЕТОДОМ Припуском называется слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности (размеров, форм, шероховатости, твердости и т.п.). Сущность расчетно-аналитического метода состоит в определении факторов, влияющих на величину операционного (промежуточного) припуска, для конкретных условий выполнения технологической операции (перехода) и нахождении расчетным путем значений каждой из составляющих припуска, необходимых для компенсации влияния каждого фактора. Расчет припусков на обработку поверхностей вращения выполняется по формуле (8.1). 2Z min p 2( R zi 1 h ), i 1 i 1 (8.1) где – шероховатость на предыдущем этапе обработки; – значениеглубины дефектного слоя на предыдущем этапе обработки; – суммарное значение пространственных отклонений на предыдущем этапе обработки; – погрешность установки на данном этапе обработки. Значения: , , ,приведены в таблице 8.1. Значение определяется по формуле 8.2 заг 2смещ 2 2цент , короб (8.2) где коробление паковок, (табличная величина) [2]; отклонение от соосности, (табличная величина) [2]. Отклонение центрирования (табличная величина) [2] Определим (формула (8.3)). остат заг К у , (8.3) 19 где – коэффициент уточнения формы, (табличная величина) Номинальное значение припуска определяем 2Z номі 2Z min pi , T i 1 (8.4) где Ti-1 – допуск на предыдущей ступени обработки. Для внутренних поверхностей. Расчетный размер на последней ступени обработки равен размеру готовой детали. Это же значение будет принимать и наибольший предельный размер на данной операции: Dmax= Dр.i. Расчетные размеры, Dр.i.,на предыдущих ступенях обработки (операциях) определяются как сумма наибольшего предельного размера Dmax (равного округленному значению расчетного значения) и соответствующего ему расчетного припуска (2Zном) на данной ступени обработки (формула (8.5)). D pi 1 Dmax i 2Z номi , (8.5) Округлив полученное значение, определим величину наибольшего предельного размера на этой ступени обработки. Максимальный предельный размер заготовки определяется суммированием расчетного размера и положительной части допуска заготовки. Минимальные предельные значения на всех этапах обработки детали определяются как разность максимального предельного значения и соответствующего допуска (формула (8.6)) D Dmax i Ti , min i (8.6) где Ti – допуск. Имея предельные значения Dminи Dmax, можно найти значения максимального и минимального припусков по следующим зависимостям (формула (8.7),(8.8)). 2Z min i D Dmax i, min i 1 (8.7) 20 где Dmaxi-1 и Dmin.i-1 – соответственно максимальный и минимальный предельные размеры на предыдущей ступени обработки. 2Z max i D D (8.8) max i 1 min i, где Dmaxi и Dmini– соответственно минимальный и минимальный удельные размеры на рассматриваемой ступени обработки. Технологический операционный размер на каждой ступени обработки записывается как максимальный размер с допуском «в тело» (для валов). Технологический размер заготовки записывается как номинальный размер заготовки с соответствующим допуском. Для внутренних поверхностей определим значения Dmin, Dp, Dmax, Zmax,Zmin. D pi 1 D 2Z номі , min i (8.9) Dpi-1 – получаем в результате окрушления Dp Dmax i D T , min i i (8.10) 2Z max i D D , max i 1 min i (8.11) D Dmax i , min i 1 (8.12) где Ti – допуск. 2Z min i Расчетный размер на последней ступени обработки равен размеру готовой детали. Это же значение будет принимать наименьший придельный размер на данной операции. Dp= Dmin. Записываем полученные результаты в таблицу 8.1. 21 Таблица 8.1 – Расчет припусков и операционных размеров поверхностей вращения расчетно-аналитическим методом Маршрут обработки Элементы припуска 2Zmi n, T, 2Zном, Dp, mm mm mm Принимаемые размеры, mm мм Принимае мые припуски, Параметры обработанной поверхности Ф0мм 1 Rz, h, ∆, мк м мк м мкм 2 3 4 E Dmax Dmin 2Z max 5 6 7 8 9 10 11 12 2Z min Технический размер шерохо ватость 13 14 15 Диаметр 108k6 поверхность №5 Штамповка 80 150 + 2,4; 130 0 80 - - 113,80 3 + 1,2 116,2 115,00 3 - - Черновое точение 50 50 78 40 3,140 0,35 4,34 0 109,46 3 109,5 109,11 3 7,09 5,54 Чистовое точение 25 25 52 20 0,396 0,22 0,74 6 108,71 7 108,7 108,49 7 0,96 6 0,396 Черновое шлифование 12, 8 15 39 20 0,244 0,054 0,46 4 108,25 3 108,25 108,19 9 0,51 8 0,244 Чистовое шлифование 6,4 5 26 20 0,174 0,022 0,22 8 108 108,02 5 108,00 3 0,25 0,17 113,8+2,4 +1,2 109,5−0,3 108,7−0,22 108,25−0,087 108,025−0,022 80 50 25 12,8 6,4 22 Продолжение таблицы 8.1 Маршрут обработки Элементы припуска 2Zmi n, T, 2Zном, Dp, mm mm mm Принимаемые размеры, Принимаемы е припуски, мм Ф0мм mm 1 Rz, h, ∆, мк м 2 мк м 3 мкм 4 E Dmax Dmin 2Z max 5 6 7 8 9 10 11 12 2Z min 13 Параметры обработанной поверхности Техничес- шерохо кий размер ватость 14 15 Диаметр 116k6 поверхность №7 Штамповка 80 150 130 0 + 2,4; 80 - - 121,88 9 + 1,2 121,9 120,68 9 117,54 9 117,5 117,19 9 4,69 3,14 - - Черновое точение 50 50 78 40 3,140 0,35 4,34 0 Чистовое точение 25 25 52 20 0,396 0,22 0,74 6 116,80 3 116,8 116,58 3 0,966 0,396 Черновое шлифование 12, 8 15 39 20 0,244 0,054 0,46 4 116,33 9 116,34 116,19 9 0,604 0,244 Чистовое шлифование 6,4 5 26 20 0,174 0,022 0,31 4 116 116,02 5 116,00 3 0,335 6 0,173 6 119,5+2,4 +1,2 117,5−0,3 116,8−0,22 116,34−0,087 116,025−0,022 80 50 25 12,8 6,4 23 9 РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ ТОРЦОВ И ЛИНЕЙНЫХ РАЗМЕРОВ Расчет операционных размеров при обработке торцов требует выявления и решения размерных цепей. Первым его этапом является построение размерной схемы технологического процесса, основой для составления которого служит план обработки. Размерную схему технологического процесса строят в соответствии со следующими правилами: на эскиз в виде контура готовой детали наносят изображение промежуточных припусков. Над деталью указывают конструкторские размеры А, B,C и т.д. с допусками, т.е. на эскиз детали наносят все размеры (только линейные) и размеры заготовки. Все размеры, обрабатывающиеся на каждом из технологических переходов, нумеруют слева направо. Промежуточные припуски обозначают Zi, где i – номер припуска. Между выносными линиями каждой из поверхностей проводят размерные линии и указывают операционные размеры Sj, j – номер размера по плану обработки. Размерные линии следует заканчивать стрелкой у обработанной поверхности и точкой у исходной базы. Операционные размеры следует наносить на схему в порядке выполнения операций и переходов снизу-вверх от заготовки до готовой детали. Размер заготовки также включается в размерную схему. Замыкающими звеньями размерных цепей может быть как конструкционные размеры, так и припуски. Выявление и расчёты размерных цепей выполняют, начиная с последней операции по схеме сверху вниз. Необходимо, чтобы в каждой последующей цепи был только один неизвестный операционный размер Sj. Величины минимальных припусков рассчитываем расчетно-аналитическим методом и заносим в таблицу 9.1. Расчеты приведены в таблице 9.2. 24 Таблица 9.1 – Расчет припусков на торцы Маршрут обработки Элементы припуска Zmin.p., мкм Rz, мкм h, мкм ∆, мкм T, мм ε, мкм L=122 h8 поверхность №16 +1,8 Штамповка 80 150 1 389 80 - 1,2 Подрезка торцов черновая 50 50 83,35 40 1621,55 -0,4 Подрезка торцов получистовая 32 30 55,57 20 192,46 -0,25 Подрезка торцов чистовая 12,8 20 41,68 20 121,06 -0,063 25 Продолжение таблицы 9.1 – Расчет припусков на торцы L=70 h8 поверхность №6 +1,8 Штамповка 80 150 1 300 80 - 1,2 Подрезка торцов черновая 50 50 78,00 40 1532,46 -0,3 Подрезка торцов чистовая 32 30 52,00 20 187,66 -0,25 Черновое шлифование 12,8 20 39,00 20 117,71 -0,046 26 Продолжение таблицы 9.1 – Расчет припусков на торцы Маршрут обработки Элементы припуска Zmin.p., мкм Rz, мкм h, мкм ∆, мкм T, мм ε, мкм L=82 h7 поверхность №8 +1,8 Штамповка 80 150 1 300 80 - 1,0 Подрезка торцов черновая 50 50 78,00 40 1532,46 -0,35 Подрезка торцов чистовая 25 30 52,00 20 187,66 -0,22 Черновое шлифование 12,8 20 39,00 20 110,71 -0,054 Чистовое шлифование 10 20 26 20 76,63 -0,035 27 Продолжение таблицы 9.1 – Расчет припусков на торцы L=108 h9 поверхность №13 +1,8 Штамповка 80 150 1 300 80 - 1,0 Подрезка торцов черновая 50 50 78,00 40 1532,46 -0,35 Подрезка торцов чистовая 32 30 52,00 20 187,66 -0,22 Черновое шлифование 20 20 39,00 20 117,71 -0,087 28 Продолжение таблицы 9.1 – Расчет припусков на торцы L=52 поверхность №4 +1,8 Штамповка 80 150 1 746 80 - 1,2 Подрезка торцов черновая 50 50 104,79 40 1978,26 -0,4 29 Таблица 9.2 – Расчет размерных цепей Замыкающий размер , мм Исходное уравнение Искомый размер , мм Допуск , мм Принятый размер , мм Принятый припуск , мм А4=82-0,035 A4=S18 S18=А4=82 -0,035 82-0,035 - А5=70-0,046 A5=S17 S17=А5=70 -0,046 70-0,046 - 81,89-0,035 Z14_15=82-0,035-81,890,035= Z14_15=0,077 Z9_10=0,118 Z14_15=S18 min – S16 max Z9_10=S17 min –S15 max Z13_14=0,110 А2=108-0,087 Z13_14=S16 min – S14 max А2=S13 S16 max =S18min – Z14_15= -0,035 =81,9650.077=81,888 =0,11+0,035 −0,035 S15 max =S17min – Z9_10= -0,046 69,84-0,118 =69,9540.118=69,836 =0,16+0,118 −0,046 S14 max =S16min – Z13_14= -0,054 81,75-0,054 =81,8550.110=81,745 S13=A2=108 Z9_10=70-0,046-69,840,118= Z13_14=81,89-0,03581,75-0,054= =0,14+0,054 −0,035 -0,087 108-0,087 - 30 Продолжение таблицы 9.2 – Расчет размерных цепей A1=122-0,063 A1=S12 S12=А1=122 0,063 122-0,063 - А6=52-0,4 A6=S11 S11=А6=52 -0,4 52-0,4 - Z8_9=0,188 Z8_9=S15minS10max S10 max =S15min-Z8_9=69,7220,188=69,534 -0.25 69,53-0.25 Z8_9=69,84-0,117-69,53+0.25 0.25=0,31−0.118 Z12_13=0,188 Z12_13=S14minS9max S9 max =S14min – Z12_13=81,6960,188=81,508 -0.22 81,55-0.22 A3=88-0,4 A3=S8 S8=A3=88 -0.4 88-0.4 Z18_19=1,532 Z18_19=S7minS13max S7 min =S13max+Z18_19=108+1,532=109,532 Z12_13=81,75-0,054- +0.35 +0.35 109,88 -81,5-0.22=0,25+0.22 −0.054 - Z18_19=109,88+0,35-108+0.087 0.087=1,88−0.35 31 Продолжение таблицы 9.2 – Расчет размерных цепей Z22_23=1.97 8 Z22_23=S6min –S12max Z19_20=S5min Z19_20=0,188 – S7max Z3_4=0,121 Z3_4=S4minS5max Z2_3=0,192 Z2_3=S3minS4max Z23_24=S2minS6max Z23_24=0,212 Z20_21=0,118 Z20_21= S1min-S3max S6 min =S12max+Z22_23 =122+1,978=123,978 S5min=S7max+Z19_20=110,23+0,188=110,418 S4min=S5max+Z3_4=110,64+0,121=110,761 S3min=S4max+Z2_3=110,887+0,192=111,079 S2min=S6max+Z23_Z24=124,78+0,212=124,99 2 S1min=S3max+Z20_21=111,58+0,118=111,698 +0,4 +0,22 +0,4 124,38 +0,22 110,64 +0,063 110,82 +0,25 +0,25 +0,063 +0,25 111,33 125,24+0,25 +0,087 111,79 +0,087 Z22_23=124,38+0,4122−0,063 =2,38+0,063 −0,4 Z19_20=110,64+0,22110,23+0,35 =0,41+0,35 −0,22 Z3_4=110,82+0,063110,64+0,22 =0,184+0,22 −0.063 Z2_3=111,33+0,25110,880,063 =0,45+0,063 −0.25 Z23_24=125,24+0,25 -124.78+0,4 =0,46+0,4 −0,25 Z20_21=111,79+0,087 111,58+0,25=0,21+0,25 −0,087 32 Продолжение таблицы 9.2 – Расчет размерных цепей Z5_6=S11min+ Z5_6=1.978 +Z1_2+Z2_3+Z3_4A6ЗАГmax Z7_8=S10min+ Z7_8=1.532 +Z1_2+Z2_3+Z3_4A5ЗАГmax A6заг maх =S11min+Z1_2+ Z2_3+Z3_4Z5_6 =51,6+1,622+0,192+0,1211,978=51,557 +1,8 A5заг maх =S10min+Z1_2+ Z2_3+Z3_4Z7_8 =69,28+1,622+0,192+0,1211,532=69,683 +1,8 -1,2 -1,2 49,75+1,8 −1,2 67,88+1,8 −1,2 Z5_6=52-0,4-49,75+1,8 −1,2 -+1.622+0.192+0,121=4,182+1.2 −2,2 Z7_8=69,53-0,25-67,88+1,8 −1,2 +1.622+0.192+0,121=3,585+1.2 −2,05 Z11_12=81,55-0.22- Z11_12=S9min+ Z11_12=1.532 +Z1_2+Z2_3+Z3_4A4ЗАГmax A4заг maх =S9min+Z1_2+ Z2_3+Z3_4Z11_12 =81,28+1,622+0,192+0,1211,532=81,733 +1,8 -1,0 79.93+1,8 −1,0 79,93+1,8 −1,0 +1.622+0.192+0,121= =3,555+1.0 −2,02 33 Продолжение таблицы 9.2 – Расчет размерных цепей Z16_17=1.978 Z16_17= S8min+ Z1_2+Z2_3+Z3_4A3ЗАГmax Z1_2=1.622 Z1_2= A2ЗАГminS1max A3заг max =S8min+Z1_2+Z2_3+Z3_4Z16_17=87,6+1,622+0,192+0,1211,978=87,557 +1,8 -1,2 A2заг min +1,8 =S1max+Z1_2=111,877+1,622=113,499 -1,2 Z16_17=88-0,485,76+1,8 −1,2 4,175+1,2 −2,2 +0,087 Z1_2=115,3+1,8 = −1,2 -111,79 115,3+1,8 −1,2 3,51+1,8 −1,287 Z24_25=129,05+1,8 −1,2 - A1заг min =S2max+Z1_2+Z24_25= Z24_25=0,135 Z24_25= A1ЗАГminS2max+Z1_2 85,76+1,8 −1,2 +1.622+0.192+0,121= +1,8 125,49+1,622+0,135=127,247 -1,2 125,49+0,25+0,135= 129,05+1,8 −1,2 3,695+1,8 −1,45 34 10 ВЫБОР ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ Основное технологическое оборудование – это металлообрабатывающие станки, входящие в ГПС. При выборе станков, рекомендуемых для встраивания в РТК, следует руководствоваться определенными критериями: – распространенность и перспективность станков, выпускаемых серийно, а также планируемых к серийному выпуску. Целесообразно также создавать РТК на базе широко распространенных в машиностроении моделей станков, имеющихся на данном предприятии; – возможность реализации заданного технологического процесса обработки типовых деталей в условиях разной серийности их выпуска. Исходя из этого, рекомендуется включать в состав РТК следующие станки – полуавтоматы, предназначенные для обработки деталей из штучных заготовок; – размерные параметры станка; – уровень автоматизации станка – основной критерий, определяющий возможность включения станка в состав РТК . Набор станков зависит от технического назначения системы. Основной критерий – степень автоматизации станка. При создании ГПМ подбирают станки которые имеют автоматизированные циклы работы. Станки должны обеспечивать: – автоматический зажим и открепление детали; – точное и надежное базирование детали у установочного приспособления; – отделение и удаление отходов; – автоматический контроль параметров детали и состояния инструмента; – автоматическая смена инструмента; – связь систем управления ГПМ и станка; – безопасность обслуживающего персонала и автоматическое перемещение ограждения; – высокая надежность. Кроме того, станки должны быть укомплектованы легко переналаживаемой технологической оснасткой, обеспечивающей точное базирование и надёжное крепление деталей в широком диапазоне их размеров в процессе обработки. 35 11 РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ 11.1 Токарная обработка 11.1.1 Токарная черновая обработка Токарной черновой обработке подлежат диаметральные поверхности №5,7 и торцевые №4,6,8,13,16. 1) Расчет глубины резания Глубина резания для диаметральных поверхностей равна: t 2 z min ; 2 (11.1) где Zmin– минимальное значение припуска; Глубина резания для торцевых поверхностей равна: t= Zпр; (11.2) где Zпр– принятый припуск; Рассчитаем значение глубины резания для диаметральных поверхностей: Для поверхности 5 2Zmin=5,54 и поверхности 7 2Zmin= 3,14. t 5,54 2,77 мм 2 t 3,14 1,57 мм 2 Рассчитаем значение глубины резания для торцевых поверхностей: Для поверхностей 4,6,8,13,16, Zпр указана в таблице 9.1. 2) Расчет подачи S 0,5r ; где – радиус при вершине; (11.3) 36 Назначаем радиус при вершине для черновой обработки = 1,6; S= 0.5×1.6=0.8 мм/об 3) Выбор режущей пластины – Определение группы обрабатываемости материала; Сталь 38ХН3МА соответствует группе обрабатываемости Р9 с пределом прочности σв=1080 МПа; – Выбор геометрии пластины: В зависимости от глубины резания и подачи выбираем геометрию пластины для диаметральных и торцевых поверхностей CNMG190616. – Выбор формы режущей пластины: Выбираем форму режущей пластины С (ромб с углом при вершине 800), так как она является наиболее универсальной пластиной для токарной обработки; – Расчет длинны режущей кромки пластины Для формы режущей пластины С и S длинна режущей кромки определяется по формулам: где l 1 la ; 2 (11.4) l 1 la ; 2 (11.5) – эффективная длинна режущей кромки пластины; Эффективная длина режущей кромки определяется по формуле: la t ; sin( K r ) гдеt– глубина резания; – главный угол в плане; Назначаем главный угол в плане =950; Рассчитаем эффективную длину режущей кромки для поверхности №7 с наибольшей глубиной резания: la 1,57 1,58 мм 0,996 (11.6) 37 Тогда, = 0,5×1,58=0,79мм; =0,6×1,58=0,948мм Исходя из параметров геометрии, формы, обрабатываемого материала, глубины резания и длинны режущей кромки выбираем пластины CNMG 190616 и SNMG 190616. Обозначение пластин указано в Приложении Б. 4) Выбор державки В зависимости от длины режущей кромки, главного угла в плане и формы режущей пластины выбираем стандартные державки PCLNR 2525M. Обозначение державки указано в Приложении Б. 5) Величину скорости резания выбираем из каталога V=270 м/мин; 6) Сила резания [2] Pz 10 C p t x S y V n K p ; (11.7) где – постоянная (Ср= 300)[2]; x,y,n –показатели степени для определения силы резания (x=1, y=0.75, n= – 0.15[2]; Kp–поправочный коэффициент [2]: K p K mp Kp Kp ; (11.8) где Кmp, Kφp, Kγp– поправочные коэффициенты (Kφp= 0,89;Kγp =1,1) [2]; 1080 K mp 750 0 , 75 1,31 тогда Кр= 1,31×0,89×1,1=1,28; 7) Мощность резания [2] Pz V ; 61200 (11.9) 1000 V D (11.10) N 8) Частота оборотов [2] n где D– диаметр обработанной заготовки. 38 V –скорость резания; Расчеты режимов резания для поверхностей представлены в таблице 12.3 Таблица 11.1 – Расчеты режимов резания Номер поверхности 5 7 16 6 8 13 4 Глубина резания, мм 2,77 1,57 1,621 1,532 1,532 1,532 1,978 Подача, мм/об 0,8 0,8 0,8 0,8 0,8 0,8 0,8 Скорость резания, м/мин 270 270 270 270 270 270 270 Сила резания, Н 3887,7 2203,5 2275,1 2150 2150 2150 2776 Мощность резания, кВт 17 9,7 10 9,4 9,4 9,4 12,2 Частота оборотов, об/мин 796 741 977 796 741 511 796 Для токарной обработки используем Токарный станок с ЧПУ 350 BW с мощностью Nпр=26кВт [5]. Для нормальной работы оборудования должно выполняться условие: N ≤ Nпр×η (11.11) где, N – рассчитанная мощность резания; Nпр – мощность привода станка; η – КПД станка (η = 0,8) [5]; N≤ 0,8×26= 20,8 кВт; Так как условие выполняется, то делаем вывод, что станок подходит для выполнения данных операций. 11.1.2 Токарная чистовая обработка Токарной чистовой обработке подлежат диаметральные поверхности №5,7и торцевые № 16,6,8,13 и фаски № 2,10,12,15,21 1) Расчет глубины резания Глубина резания для диаметральных поверхностей равна: 39 t Di 1 Di ; 2 (11.12) где Di-1– диаметр предшествующего перехода. Di – диаметр текущего перехода. Глубина резания для торцевых поверхностей определяется согласно формуле (11.2); Поверхность 5 t (109,5 108,7) 0,4 2 Назначим значение глубины резания для торцевых поверхностей: Для поверхности №6, Zпр= 0,9мм; t= 0,9 мм; 2) Расчет подачи Подача для чистовой обработки определяется по формуле: S 8r Rz ; 1000 (11.13) где Rz –шероховатость. Назначаем радиус при вершине для чистовой обработки rϵ= 0,5 [4]; S 8 0,5 40 0,4 мм/об 1000 Принимаем стандартное значение подачи S=0,4 мм/об [3]; 3) Выбор режущей пластины – Определение группы обрабатываемости материала: Сталь 38ХН3МА соответствует группе обрабатываемости Р9 с пределом прочности σв= 1080 Мпа [3]; – Выбор геометрии пластины: В зависимости от глубины резания и подачи выбираем геометрию пластины DNMG [3]; – Выбор формы режущей кромки пластины Для формы режущей пластины D длина режущей кромки определяется по формуле [4]: 40 1 l la ; 2 (11.14) где la–эффективная длинна режущей кромки пластины. Эффективная длина режущей кромки определяется по формуле: la t ; sin( K r ) (11.15) где t – глубина резания. Kr – главный угол в плане. Принимаем угол в плане Kr= 930[3]; рассчитаем эффективную длину режущей кромки для поверхности №6 с наибольшей глубиной резания: la 0,4 0,4 мм; 0,99 Тогда, l=0,5×0,4=0,2 мм; Исходя из параметров геометрии, формы, обрабатываемого материала, глубины резания выбираем пластину DNMG150604. Обозначение и параметры пластины указано в Приложении Б. 4) Выбор державки В зависимости от длины режущей кромки и формы режущей пластины выбираем стандартную державку SDJCR/L 2525M11. Обозначение и параметры державки указаны в Приложении Б. Данный инструмент подходит для обработки всех поверхностей, так как глубина резания попадает в диапазон глубин резания выбранного инструмента. 5) Величину скорости резания выбираем из каталога [3]: V= 270 м/мин; 6) Сила резания определяется по формуле (11.7); 7) Мощность резания определяется по формуле (11.9); 8) Частота оборотов определяется по формуле (11.10); Расчеты режимов резания для поверхностей представлены в таблице 11.8 41 Таблица 11.2 – Расчеты режимов резания Номер поверхности 5 7 16 6 8 13 Глубина резания, мм 0,4 0,35 0,38 0,16 0,11 0,45 Подача, мм/об 0,4 0,4 0,4 0,4 0,4 0,4 Скорость резания, м/мин 270 270 270 270 270 270 Сила Мощность Частота резания, резания, оборотов, Н кВт об/мин 561,4 2,5 796 491,2 2,1 741 533,3 2,35 977 224,6 0,9 796 154,4 0,7 741 631,6 2,8 511 Для токарной обработки используем Токарный станок с ЧПУ 350 BW с мощностью Nпр=26 кВт [5]. Для нормальной работы оборудования должно выполняться условие (11.10) N≤ 0,8×15= 20,8 кВт Так как условие выполняется, то делаем вывод, что станок подходит для выполнения данных операций. 11.2 Фрезерование Фрезерованию подлежит поверхность 3 – лыска с глубиной 16мм и шириной 12мм 1) Выбор режущего инструмента для фрезерования По размерам фрезеруемой поверхности выбираем концевую фрезу H30234112. 2) Выбор глубины резания: t= 8мм; 3) Выбор величины подачи: [3] Sz=0,06мм/зуб 4) Выбор скорости резания: [3] V=140м/мин 42 5) Расчет силы резания [2] Pz 10C pt x S zy B u ZK mp Dqnw ; (11.16) где n – частота вращения фрезы, определяется по формуле [2]. n 1000 V ; Dф (11.17) Ср –постоянная (Ср=12,5) [2]; x,y,u,q,w–показатели степени для определения силы резания (х=0,88, у= 0,75, u=1, q=0,73, w=-0,13)[2]; Kmp –поправочный коэффициент [2]: B ; 750 n K mp (11.18) гдеn– показатель степени (n=0,3) [2]. K mp 1080 750 0,3 1,12 6) Расчет крутящего момента [2] M кр Pz D ; 200 (11.19) где D–диаметр фрезы. 7) Расчет мощности фрезерования [2] N PzV ; 61200 Расчеты режимов резания для фрезерования представлены в таблице 11.9 (11.20) 43 Таблица 11.3 – Расчеты режимов резания Номер Глубина Подача Скорость Поверх- резания, мм/зуб резания, ности мм мм/мин 3 8 0,06 140 Частота вращения фрезы, об/мин 3715 Сила Крутящий резания, момент, Н Нм 200,9 Мощность фрезерования, кВт 12 1,8 Для фрезерной обработки используем станок ЧПУAKIRA SEIKI RM 600 с мощностью 20 кВт [5]. Для нормальной работы оборудования должно выполняться условие (12.10) N≤ 0,8×20= 16 кВт; Так, как условие выполняется, то делаем вывод, что станок подходит для выполнения данных операций. 11.3. Сверление Сверлению подлежат поверхности №17,19,23. 1) Выбор режущего инструмента для сверления: по размерам отверстий выбираем сверла A4211 и А3399XPL-19,5 из каталога [4] . 2) Расчёт глубины резания (таблица 11.4) [3] t Dd ; 2 где D – диаметр до сверления; d – диаметр отверстия после сверления; 3) Выбираем величину подачи (таблица 11.4) [3]; 4) Выбираем величину скорости резания (таблица 11.4) [3]; 5) Расчёт силы резания [2] P0 10C p Dq S y K p ; где Cp – постоянная (Cp= 68) [2]; 44 q,y – показатели степени для определения силы резания (q=1, y=0.7) [2]: поправочный коэффициент [2] B ; 750 n K p K mp где n– показатель степени (n=0,75) [2]. n 1080 Kp 1,31; 750 5) Крутящий момент [2] M кр 10Cм Dq S y K p ; где Cм – постоянная (Cм = 0,0345) [2]; q, y - показатели степени для определения крутящего момента (q=2, y=0.8) [2]; 6) Частота оборотов [2] n 1000 V ; D 7) Мощность резания [2] N M кр n 9750 ; Таблица 11.4 – Расчеты режимов резания Номер Глубина Подача Скорость Поверх- резания, мм/об резания, ности мм мм/мин 17 19 23 36 34 9,75 0,3 0,2 0,2 3 3 3 Частота вращения сверла, об/мин 13 14 47 Сила Крутящий резания, момент, Н Нм 4147 3917 1152 93 83 7,2 Мощность резания, кВт 0,124 0,119 0,034 11.4. Зенкерование Поверхность №23 обрабатывается за два перехода (сверление, зенкерование) 1)Выбор режущего инструмента для зенкерования: по размеру отверстия выбираем зенкер A3399XPL-20 из каталога [4] . где D – диаметр до сверления; d – диаметр отверстия после сверления; 2)Расчёт глубины резания (таблица 11.5) [3] t Dd ; 2 45 3) Выбираем величину подачи (таблица 11.4) [3]; 4) Выбираем величину скорости резания (таблица 11.4) [3]; 5) Расчёт силы резания [2] P0 10C pt x S y K p ; где Cp – постоянная (Cp= 67) [2]; x,y – показатели степени для определения силы резания (x=1.2,y=0.65) [2]: поправочный коэффициент [2] B ; 750 n K p K mp где n– показатель степени (n=0,75) [2]. n 1080 Kp 1,31; 750 6) Крутящий момент [2] M кр 10Cмt x Dq S y K p ; где Cм – постоянная (Cм = 0,09) [2]; x, q, y - показатели степени для определения крутящего момента (x=0.9, q=1, y=0.8) [2]; 7) Частота оборотов [2] n 1000 V ; D 7) Мощность резания [2] N M кр n 9750 ; Таблица 11.5 – Расчеты режимов резания Номер Глубина Подача Скорость Поверх- резания, мм/об резания, ности мм мм/мин 16 10 0,3 8 Частота вращения зенкера, об/мин 127 Сила Крутящий резания, момент, Н Нм 4763,7 70,7 Мощность резания, кВт 0,03 46 ВЫВОДЫ В данной работе сформирована группа деталей и сконструирована комплексная деталь. Выбран и обоснован метод получения заготовки – штамповка на горизонтально ковочных машинах. Деталь технологична, так как выполняются следующие условия. Получен коэффициент точности Ктч=0,9>0,8 и коэффициент шероховатости Кш= 0,21<0,32. Требуется отработка системы ориентации и загрузки детали в рабочие органы. Целесообразна экспериментальная проверка. Автоматизация средней сложности (k=2). Число технологических переходов для элементарных поверхностей детали по требованию точности и шероховатости 24. Определены припуски на механическую обработку и рассчитаны операционные размеры расчетно–аналитическим методом. Произведен расчет линейных размеров детали, подобран инструмент для токарной, сверлильной и фрезерной обработки. Также были рассчитаны параметры режимы резания: – глубина; – подача; – скорость резания; – сила резания; – мощность; – число оборотов. Был сделан вывод о пригодности станочного оборудования к выполнению токарных, сверлильных, фрезерных операций. Был выполнен чертеж поковки и представлен на четвертом листе формата А3. Был составлен комплект документации и рассчитаны нормы времени в среде «Спрут ТП». 47 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. ГОСТ 3.1109-82, ГОСТ 7505-74, ГОСТ 7505-89. 2. Косилова, А. Г. Справочник технолога-машиностроителя [Текст]. В 2х т. Т1 / Под ред. А.Г. Косиловой и Р. К. Мещерякова.– 4-е изд., перераб. и доп.– М.: Машиностроение,1985. – 656 с., ил. 3. Косилова, А. Г. Справочник технолога-машиностроителя [Текст]. В 2х т. Т2 / Под ред. А.Г. Косиловой и Р. К. Мещерякова.– 4-е изд., перераб. и доп.– М.: Машиностроение,1986. – 496 с., ил 4. Инструменты для точения, сверления, резьбонарезания, фрезерования и оснастка [Текст] / г. Санкт-Петербург ООО «Вальтер», 2012 5. Широков А.В. Алгоритмы выбора инструментов фирмы Walter: метод.указ. к контр. Работе [Текст] / Сост. А.В. Широков. – Самара: Самар. гос. техн. ун-т, 2011. – 33 с.: ил. 48 ПРИЛОЖЕНИЕ А А1 ТОКАРНЫЕ СТАНКИ С ЧПУ 350 BW Токарные станки с ЧПУ 350 BW сочетают в себе все возможности для достижения высокого качества обработки и простоту использования с огромным разнообразием комплектаций для выполнения различных операций – от обработки деталей, зажимаемых в патроне, до обработки сложных деталей из прутка. Рисунок А.1 – Токарный станок с ЧПУ 350 BW Технические характеристики станка c ЧПУ 350 BW: Подача X скорость быстрой подачи 0-20000 мм/мин Z скорость быстрой подачи 0-24000 мм/мин X скорость резки 0-10000 мм/мин Z скорость резки 0-10000 мм/мин Башня Количество инструментов Размер поворотного хвостовика Макс. диаметр прутка 12 25x25 мм 40 мм Мощность Основной мотор 22/26 кВт Размеры Размеры Вес 3800x1860x1950 мм 5000 кг 49 3.2 ВЕРТИКАЛЬНЫЙ СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР С ЧПУAKIRA SEIKI RM 600 Станок имеет высокие качества погашения вибрации; высокую жесткость; теплоустойчив; эффективность станка увеличена, благодаря скоростной подаче и быстрому ходу; благодаря отличным механическим характеристикам составляющих станка увеличивается срок службы инструментов; оснащение и подготовка к работе упрощается благодаря легкодоступной рабочей зоне. Рисунок А.2 – Высокоскоростной вертикально-фрезерный обрабатывающий центр с ЧПУ AKIRA SEIKI RM 600 Технические характеристики высокоскоростного вертикально-фрезерного обрабатывающего центра с ЧПУ AKIRA SEIKI PC 460: Расстояние от конуса шпинделя до стола мм 120~720 Обороты шпинделя 60~8000 об/мин Емкость магазина 24+1 Время замены инструмента с 2,0 (T-T) 4,0 (CC) Занимаемая площадь мм 1800x2730x2810 Вес нетто кг 3700 Быстрое перемещение по осям X / Y / Z мм/мин 4000 50 А.3 КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК OKAMOTO OGM 250 U С ЧПУ Круглошлифовальный станок модели OKAMOTO OGM 250 U предназначен для обработки наружных, торцевых поверхностей высокоточных деталей различной формы посредством шлифования. Рисунок А.3–Круглошлифовальный станок OKAMOTO OGM 250 U с ЧПУ Технические характеристики: 1) Расстояние между центрами 250 мм; 2) Ход по оси Х = 215 мм; 3) Ускоренная подача 4000 мм/мин; 4) Масса станка 3300 кг. 51 А.4 ЗУБОФРЕЗЕРНЫЙ СТАНОК С ЧПУ GEARSPECT SF 350/500 CNC Зубофрезерный станок с ЧПУ GearSpect SF 350/500 CNC является станком с ЧПУ с 6-ю управляемыми осями, сконструированным для фрезерования методом обката цилиндрических зубчатых колес с прямым или винтовым зубом, цепных колес (звездочек) и сплайновых валов для серийного или единичного производства. Современная конструкция механических узлов зубофрезерного станка с ЧПУ GearSpect SF 350/500 CNC позволила получить повышенные динамические характеристики в процессе резания и позволяет использовать высокопроизводительный инструмент. Рисунок 3.4 – Зубофрезерный станок с ЧПУ GearSpect SF 350/500 CNC Технические характеристики: 1) наибольший диаметр зацепления500 мм; 2) макс. Модуль12 мм; 3) макс. диаметр фрезы300 мм; 4) максимальный осевое движение суппорта фрезы400 мм; 5) расстояние от оси фрезы до оси стола50-550 мм; 6) частота вращения шпинделя фрезы400 мин-1; 7) мощность главного двигателя18,5 кВт; 8) масса станка16000 кг; 9) габариты станка2600х5530х3800 мм; 52 ПРИЛОЖЕНИЕ Б Черновое точение Таблица Б.1 –Обозначение пластин Обозначение C N M пластиты Номер 1 2 3 ячейки G 19 06 16 4 5 6 7 Расшифруем название пластины. 1–я ячейка – форма пластины (ромб с углом при вершине 800); 2–я ячейка – задний угол пластины (равен 00); 3–я ячейка – класс точности; 4–я ячейка – конструктивные особенности пластины; 5–я ячейка – длинна режущей кромки; 6–я ячейка – толщина пластины; 7–я ячейка – радиус при вершине; 8–я ячейка – геометрия пластины. Таблица Б.2–Обозначение державки Обозначение P С/S L/К державки Номер 1 2 3 ячейки N R 25/32 25/32 M/P 4 5 6 7 8 Расшифруем обозначение державки. 1–я ячейка – система крепления пластины (рычагом за отверстие); 2–я ячейка – форма режущей пластины (ромб с углом при вершине 800); 3–я ячейка – главный угол в плане ( =950); 4–я ячейка – задний угол пластины (равен 00); 5– я ячейка – тип исполнения державки (левая); 6– я ячейка – высота сечения хвостовика; 7– я ячейка – ширина сечения хвостовика; 8– я ячейка – длинна державки. Данный инструмент подходит для обработки всех поверхностей, так как глубина резания попадает в диапазон глубин резания выбранного инструмента. 53 Чистовое точение Таблица Б.3 – Обозначение пластины Обозначение D/V N M G 15 06 пластины Номер 1 2 3 4 5 6 ячейки Расшифруем название пластины 1– я ячейка – форма пластины (ромб с углом при вершине 550); 2– я ячейка – задний угол пластины (равен 0); 3– я ячейка – класс точности; 4– я ячейка – конструктивные особенности пластины; 5– я ячейка – длина режущей кромки; 6–я ячейка – толщина пластины; 7–я ячейка – радиус при вершине; 04 7 Таблица Б.4 – Параметры пластины Длина режущей кромки, мм 15 Толщина пластины, мм 4 Радиус при вершине, мм 0,4 Подача мм/об Глубина резания, мм Материал пластины 0,07-0,3 0,25-1,5 WPP01 Расшифруем обозначение материала пластины. W– Walter; P–вид покрытия(сталь); Р– область применения (сталь); 01– условия обработки по ISO(токарная обработка). Таблица Б.5 – Обозначение державки Обозначение S D J державки Номер 1 2 3 ячейки C L 25 25 M 11 4 5 6 7 8 9 Расшифруем обозначение державки. 1– я ячейка – система крепления пластины (рычагом за отверстие); 2–я ячейка – форма режущей пластины (ромб с углом при вершине 550); 3–я ячейка – главный угол в плане (Кr= 930); 54 4–я ячейка – задний угол пластины (равен 00); 5– я ячейка – тип исполнения державки(левая); 6– я ячейка – высота сечения хвостовика; 7– я ячейка – ширина сечения хвостовика; 8– я ячейка – длина державки; 9– я ячейка – длина режущей кромки. Таблица Б.6 – Параметры державки Высота сечения Ширина сечения хвостовика, мм хвостовика, мм 25 25 Длина державки, мм 150 Длина режущей кромки, мм 11