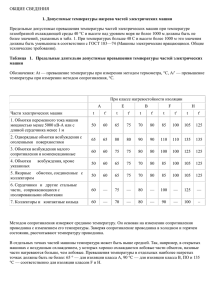
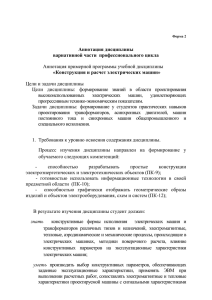
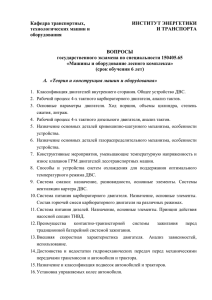
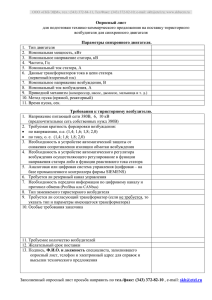
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА СИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ СОДЕРЖАНИЕ ВВЕДЕНИЕ.......................................................................................................... 4 1ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН............................................................................................................... 5 2 ОБЩАЯ ХАРАКТЕРИСТИКА СИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ ..................................................................................... 6 3 ОСОБЕННОСТИ ИСПЫТАНИЙ СИНХРОННЫХ ДВИГАТЕЛЕЙ ........ 9 4 ОБЪЕМ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ.......................................................................................................... 10 5ХАРАКТЕРИСТИКА ЭЛЕКТРОМОНТАЖНОГО МАТЕРИАЛА .......... 15 6КРАТКОЕ ОПИСАНИЕ ЭЛЕКТРОМОНТАЖНОГО ИНСТРУМЕНТА..17 7 ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА …………………………………...19 8 ХАРАКТЕРИСТИКА ЭНЕРГОСБЕРЕГАЮЩИХ МЕРОПРИЯТИЙ…..21 9ТЕХНИКА БЕЗОПАСНОСТИ …………………………………………….22 ЗАКЛЮЧЕНИЕ…………………………………………………………….....24 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ И ЛИТЕРАТУРЫ…..25 4 ВВЕДЕНИЕ Электрические машины применяются во всех отраслях промышленности, на транспорте, в сельском хозяйстве и быту. Почти вся электрическая энергия вырабатывается электрическими генераторами, а две трети ее преобразуется электрическими двигателями в механическую энергию. От правильного выбора и использования электрических машин во многом зависит технический уровень изделий многих отраслей промышленности. Особая роль отводится электрическим машинам в космической, авиационной и морской технике. Электрические машины, работающие на передвижных установках, выпускаются в больших количествах. Эти машины должны иметь минимальные габариты при высоких энергетических показателях и высокую надежность. Отдельную область электромеханики составляют электрические машины систем автоматического управления, где электрические положения, машины угла и используются являются в качестве основными датчиков элементами скорости, сложнейших навигационных систем. Целью письменной экзаменационной работы является изучение основных организационных и технических вопросов по обслуживанию и ремонту синхронных электрических двигателей. В процессе изучения ставятся следующие задачи: 1) дать общее представление об электрических машинах, их классификации; 2) рассмотреть синхронный двигатель и его назначение; 3) рассмотреть особенности испытаний синхронных машин; 4) изучить технические условия ремонта и обслуживания электрических машин (синхронного двигателя); 5) определить электрических машин. меры по технике безопасности при ремонте 5 1 ОНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН Электрические машины - это электромеханические преобразователи, в которых осуществляется преобразование электрической энергии в механическую или механической в электрическую. Основное отличие электрических машин от других преобразователей в том, что они обратимы, т. е. одна и та же машина может работать в режиме двигателя, преобразуя электрическую энергию в механическую, и в режиме генератора, преобразуя механическую энергию в электрическую. Рис.1.1 Основные конструктивные исполнения электрических машин: синхронная; б - синхронная; в - коллекторная; г – индукторная В синхронных машинах поле возбуждения создается обмоткой, расположенной на роторе, которая питается постоянным током. Обмотка статора соединена с сетью переменного тока. В обычном исполнении машин вращающийся ротор с обмоткой возбуждения располагается внутри статора, а статор неподвижен. Обращенная конструкция, при которой ротор с обмоткой возбуждения неподвижен, а вращается статор, в синхронных машинах встречается редко из-за сложности подвода тока к вращающейся обмотке переменного тока. 6 2 ОБЩАЯ ХАРАКТЕРИСТИКА СИНХРОННОГО ЭЛЕКТРИЧЕСКОГО ДВИГАТЕЛЯ Синхронные двигатели чаще работают в пусковых режимах и должны развивать больший пусковой момент, чем генераторы. Это накладывает определенные условия на конструкцию ротора: демпферную (пусковую) обмотку синхронных двигателей рассчитывают на большие токи и более длительный режим. Для возбуждения синхронных двигателей используется электромашинная система возбуждения или тиристорная система возбуждения. В электромашинных системах возбуждения якорь возбудителя - генератора постоянного тока - соединяется с валом синхронного двигателя жестко или в тихоходных машинах - через клиноременную передачу, которая обеспечивает увеличение частоты вращения возбудителя и снижение его массы. Системы возбуждения синхронных двигателей принципиально не отличаются от систем возбуждения генераторов. С ростом нагрузки на валу двигателя увеличивается момент и ток в якоре, сначала по линейному закону, а затем из-за изменения параметров - по нелинейному закону. Если не изменяется If, cosφ может падать, расти или иметь максимум. Это зависит от значения If и может быть прослежено по U-образным характеристикам: при увеличении Р2 - переходе с одной U-образной характеристики на другую cosφ изменяется, так как из-за внутреннего падения напряжения кривая cosφ = 1 смещается в область больших нагрузок. Одним из основных недостатков синхронных двигателей являются плохие пусковые свойства, которые ограничивают их применение. Пуск синхронных двигателей может быть частотным, при помощи разгонного двигателя или синхронные двигатели могут включаться на полное напряжение сети (асинхронный пуск). Наиболее распространенным является асинхронный пуск. Вследствие наличия короткозамкнутых контуров на роторе (демпферной 7 обмотки, массивных полюсных наконечников) ротор разгоняется до частоты вращения, близкой к синхронной. Обмотка возбуждения при асинхронном пуске закорачивается на активное сопротивление. После подхода ротора к частоте вращения, близкой к синхронной, обмотка возбуждения подключается к возбудителю и осуществляется грубая синхронизация машины. Применяется также пуск с наглухо присоединенным возбудителем. В этом случае при частоте вращения, равной (0,5 ÷ 0,7) n ном, в обмотке возбуждения синхронного двигателя начинает протекать постоянный ток и машина втягивается в синхронизм. Пуск двигателя с наглухо присоединенным возбудителем сопровождается большими бросками осуществляться, если нагрузка не превышает (0,4-0,5) М токов ном. и может Однако схема пуска с наглухо присоединенным возбудителем более простая и находит все большее применение. При тяжелых условиях пуска мощных синхронных двигателей применяется реакторный или автотрансформаторный пуск по схемам, рассмотренным для асинхронных двигателей. При частотном пуске обмотка статора синхронного двигателя подключается к преобразователю частоты, который изменяет частоту от нескольких герц до номинальной частоты. При частотном пуске синхронный двигатель входит в синхронизм при малых частотах. Частотный пускудобно использовать, если преобразователь частоты можно применятьдля пуска нескольких двигателей. Максимальный момент синхронного двигателя пропорционален U, а асинхронного – U2. Поэтому синхронные двигатели менее чувствительны к изменению напряжения сети и имеют большую перегрузочную способность. Регулирование потока возбуждения путем изменения тока возбуждения обеспечивает регулирование реактивной мощности при падении напряжения и уменьшении частоты сети. 8 Недостатком синхронных двигателей является их более сложная конструкция, необходимость в источнике постоянного тока и худшие по сравнению с асинхронными пусковые свойства. Синхронные двигатели при условии легких пусков целесообразно применять при мощности свыше 200 кВт. Области применения синхронных двигателей непрерывно расширяются, и их мощности возрастают до 50 МВт. Синхронные двигатели мощностью до 1-2 кВт выполняются с явнополюсным ротором без обмотки возбуждения. На рис. 9 показаны две наиболее распространенные конструкции роторов синхронных двигателей. Четырехполюсная конструкция ротора (рис. 2.1, а) имеет стальной шихтованный явнополюсный магнитопровод1 и демпферную обмотку 2. Двухполюсный шихтованный ротор, залитый алюминием, показан на рис.2.1, б. Сердечник ротора 3 заливается алюминием 4, который скрепляет сердечник и образует демпферную обмотку. Рис. 2.1 Конструкции роторов синхронных двигателей 9 3 ОСОБЕННОСТИ ИСПЫТАНИЙ СИНХРОННЫХ ДВИГАТЕЛЕЙ На стенде завода-изготовителя производят приемо-сдаточные испытания каждой машины и приемочные головных (опытных) машин. В соответствии с действующими стандартами выполнение части приемочных испытаний возможно на месте установки машин. Измерение сопротивления изоляции обмотки статора относительно корпуса машины и между обмотками производят с помощью мега-омметра не менее чем на 1000 В практически холодном состоянии, при котором за температуру обмотки принимают температуру окружающей среды. При измерении сопротивления непосредственным водяным изоляции обмоток генераторов с охлаждением вывод экрана мега-омметра соединяют с водяным коллектором, от которого отсоединяют внешнюю водяную систему. Сопротивление изоляции определяют поочередно для каждой ветви обмотки статора, при этом другие ветви соединяют с корпусом машины. При определении абсолютного значения сопротивления изоляции измерения проводят не менее чем через 60 с после приложения напряжения к изоляции. После измерения сопротивления изоляцию отдельных частей обмотки разряжают на корпус генератора. Измерение сопротивления обмоток при постоянном токепроводят в практически холодном состоянии до начала сушки генератора методом вольтметра и амперметра, при этом используют магнитоэлектрические приборы класса точности не ниже 0,5. Отсчеты по приборам производят одновременно при установившихся значениях определяемых величин. Сопротивления обмоток находят как среднее значение по данным не менее трех измерений, которые проводят при различных значениях тока. Точность измерений в большей мере зависит от качества контактов в местах присоединения. 10 4 ОБЪЕМ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ Важнейшим условием правильной эксплуатации электрических машин является своевременное проведение планово-предупредительных ремонтов и периодических профилактических испытаний. Наряду с повседневным уходом и осмотром электрических машин в соответствии с системой планово-предупредительных ремонтов через определенные промежутки времени проводят плановые профилактические осмотры, проверки (испытания) и различные виды ремонта. С помощью системы планово-предупредительных ремонтов электрические машины поддерживают в состоянии, обеспечивающем их нормальные технические параметры, частично предотвращают случаи отказов, улучшают технические параметры машин при плановых ремонтах в результате модернизации. В настоящее время в соответствии с ГОСТ 18322-78 используют два вида ремонта - текущий и капитальный, хотя для отдельных видов электрооборудования предусматривается и средний ремонт. Период между двумя плановыми капитальными ремонтами называется ремонтным циклом. Для вновь вводимых в эксплуатацию электрических машин ремонтный цикл - это наработка от ввода в эксплуатацию до первого планового капитального ремонта. Существуют три формы организации ремонтов - централизованная, децентрализованная, смешанная. При централизованной испытание и наладка электрических форме ремонт, машин производятся специализированными ремонтно-наладочными организациями. Эта форма является наиболее прогрессивной, так как обеспечивает минимальную стоимость ремонта при более высоком качестве. При децентрализованной производятся ремонтными форме службами ремонт, испытания производственных и наладка подразделений 11 предприятий, при смешанной часть работ выполняется централизованно, часть– децентрализованно, причем степень централизации зависит от характера предприятия, типа и мощности электрооборудования. С увеличением количества специализированных ремонтных предприятий и их мощности улучшается качество ремонтных работ, уменьшаются их себестоимость и сроки ремонта, что делает централизованный ремонт все более выгодным как для отдельных промышленных предприятий, так и для народного хозяйства страны в целом. Усовершенствование централизованного ремонта предполагает создание централизованного обменного фонда электрических машин и расширение их номенклатуры, распространение сферы услуг ремонтных предприятий на производство текущих ремонтов и профилактического обслуживания. Текущие ремонты, как правило, не нарушают ритма производства, в то время как капитальный ремонт при отсутствии резерва связан с приостановкой производства (технологического процесса). Поэтому межремонтный период для электрических машин следует приравнивать к межремонтному периоду основного технологического оборудования, если последний оказывается меньшим. Типовым объемом работ по техническому обслуживанию предусмотрено: ежедневный надзор за выполнением правил эксплуатации и инструкций завода-изготовителя (контроль нагрузки, температуры отдельных узлов электрической машины, температуры охлаждающей среды при замкнутой системе охлаждения, наличия смазки в подшипниках, отсутствия ненормальных шумов и вибраций, чрезмерного искрения на коллекторе и контактных кольцах и др.); ежедневный контроль за исправностью заземления; контроль за соблюдением правил работающими на электрооборудовании; техники безопасности 12 отключение электрических машин в аварийных ситуациях; мелкий ремонт, осуществляемый во время перерывов в работе основного технологического оборудования и не требующий специальной остановки электрических машин (подтяжка контактов и креплений, замена щеток, регулирование траверс, подрегулировка пускорегулирующей аппаратуры и системы защиты, чистка доступных частей машины и т. д.); участие в приемо-сдаточных испытаниях после монтажа, ремонта и наладки электрических машин и систем их защиты и управления; плановые осмотры эксплуатируемых машин по утвержденному главным энергетиком графику с заполнением карты осмотра. Типовым объемом работ при текущем ремонте предусмотрено: производство операций технического обслуживания; отключение от питающей сети и отсоединение от приводного механизма (двигателя); очистку внешних поверхностей от загрязнений; разборку электрической машины в нужном для ремонта объеме; проверку состояния подшипников, промывку их, замену подшипников качения, если зазоры в них превышают допустимые, проверку и ремонт системы принудительной смазки, замену смазки; проверку, очистку и ремонт крепления вентилятора, проверку и ремонт системы принудительной вентиляции; осмотр, очистку и продувку сжатым воздухом обмоток, коллектора, вентиляционных каналов; проверку. Перед разборкой синхронного электродвигателя (СД) необходимо соответствующим образом подготовить рабочее место, инструмент и машину. Внешнюю поверхность двигателя очищают от пыли и грязи, чтобы при разборке они не попали внутрь. Пыль удаляют сжатым Вентиляционные отверстия СД при этом должны быть закрыты. воздухом. 13 До разборки СД необходимо тщательно изучить ее конструкцию и порядок разборки и сборки, который изложен в заводской инструкции по обслуживанию машин данного типа Порядок разборки СД состоит примерено в следующем: 1) отсоединить от машины все подходящие к ней провода; 2) отсоединить машину от приводного механизма и при необходимости снять с фундамента; 3) снять с вала машины соединительную полумуфту при помощи специального съемника; 4) открыть коллекторные люки, ослабить болты, крепящие траверсу, отметив правильное положение последней; 5) отсоединить провода внутренних соединений. Вынуть щетки из щеткодержателей; 6) отвернуть болты, крепящие крышку подшипника к переднему подшипниковому щиту, обратив внимание при этом на способ крепления крышки и положение болтов в отверстиях подшипникового щита и крышки; 7) сначала отдать, а затем полностью вывернуть все болты крепящие подшипниковые щиты к станине, пользуясь гаечными ключами точно соответствующими размеру болта. При отвертывании тугих болтов пользоваться удлинителями. Если болты отвернуть трудно, то надо постучать по их граням ручником, завернуть их на четверть оборота, а затем отворачивать; 8) осторожно без перескоков отжать и снять передний подшипниковый щит. При отжимании щита следует пользоваться отжимными болтами и отверстиями. Вывернув крепящие болты из станины, ввернуть их в отжимные отверстия до упора. А затем отжать щит, действуя болтами, как винтовыми прессами. При отсутствии отжимных отверстий щит можно снять посредством легких ударов молотком по выступающему над станиной буртику щита через медную или текстолитовую прокладку. В этом положении можно измерить величины воздушного зазора под всеми главными и добавочными полюсами 14 машины. Для этого используют пластинчатый или клиновидный щупы. Пакет пластинок должен входить в зазор втугую; 9) отжать задний подшипниковый щит и вынуть якорь машины вместе с подшипниками, крылаткой вентилятора и задним подшипниковым щитом.; 10) при необходимости отвернуть соответствующие болты и снять задний подшипниковый щит, а также крылатку вентилятора; 11) исправные подшипники снимают с помощью специального съемника, отдав предварительно болты, крепящие крышку подшипника, и сняв крышку. Подшипник стягивают только за внутреннюю обойму. Если снять подшипник трудно, его поливают минеральным маслом, нагретым до 100; 12) снять в случае надобности полюсы и катушки полюсов, фиксируя маркировку прокладок и соединительных проводов. Сборку СД производят в порядке, обратном разборке. Перед сборкой машины необходимо убедиться в полной исправности и чистоте ее деталей и частей. Во время сборки необходимо соблюдать определенную последовательность крепления деталей, соединяемых несколькими болтами, чтобы избежать перекосов, поломок и неплотного прилегания, сопрягаемых элементов. Болты или гайки необходимо затягивать постепенно и крестнакрест, переходя от одной пары симметрично расположенных точек крепления к другой в одном и том же направлении. Подтяжку болтов до отказа следует осуществлять за два-три приема. Насаженный подшипник нельзя оставлять открытым даже на короткое время. Его необходимо покрыть смазкой и завернуть в промасленную бумагу 15 5 ХАРАКТЕРИСТИКА ЭЛЕКТРОМОНТАЖНОГО МАТЕРИАЛА Сталь— сплав железа с углеродом (и другими элементами). Содержание углерода в стали обычно устанавливают в диапазоне от 0,1 до 2,14 %, причём содержанию 0,6 % и выше соответствует высокоуглеродистая сталь. Углерод придаёт сплавам прочность и твёрдость, снижая пластичность и вязкость. Чугун — сплав железа с углеродом (и другими элементами). Выплавляется, как правило, в доменных печах. Содержание углерода в чугуне не менее 2,14 % (точка предельной растворимости углерода в аустените на диаграмме состояний), сплавы с содержанием углерода менее 2,14 % называются сталью. Углерод придаёт сплавам железа твёрдость, снижая пластичность и вязкость. Углерод в чугуне может содержаться в виде цементита и графита. В зависимости от формы графита и количества цементита, выделяют белый, серый, ковкий и высокопрочный чугуны. Чугуны содержат постоянные примеси (Si, Mn, S, P), а в некоторых случаях также легирующие элементы (Cr, Ni, V, Al и другие). Как правило, чугун хрупок. Температура плавления чугуна — от 1150 до 1200 °C (от 2100 до 2190 °F), то есть примерно на 300 °C (572 °F) ниже, чем у чистого железа. Медь— элемент одиннадцатой группы четвёртого периода (побочной подгруппы первой группы) периодической системы химических элементов Д. И. Менделеева, с атомным номером 29. Простое вещество медь — это пластичный переходный металл золотисто-розового цвета (розового цвета при отсутствии оксидной плёнки). Алюминий— элемент 13-й группы периодической таблицы химических элементов (по устаревшей классификации — элемент главной подгруппы III группы), третьего периода, с атомным номером 13. Относится к группе лёгких металлов. Наиболее распространённый металл и третий по распространённости. Резина — эластичный материал, получаемый вулканизацией каучука. 16 Применяется для изготовления изоляции проводов и кабелей, шлангов, транспортёрных лент и др. Получают из натурального или синтетического каучука методом вулканизации — смешиванием с вулканизирующим веществом (обычно с серой) с последующим нагревом. По степени вулканизации резина разделяется на мягкую (1—3 % серы), полутвёрдую и твёрдую (более 30 % серы) (эбонит). Плотность около 1200 кг/м3. Рис.5.1 Изоляция кабеля КГ выполнена из резины 17 6 КРАТКОЕ ОПИСАНИЕ ЭЛЕКТРОМОНТАЖНОГО ИНСТРУМЕНТА 6.1 Плоскогубцы Предназначены для выполнения качественной скрутки проводов (рис.6.1), снятия изоляции, отрезания провода, подключения токоведущих контактов и многих других работ. Рисунок 6.1 Плоскогубцы 6.2 Набор отверток Отвёртка—ручной слесарный инструмент, предназначенный для завинчивания и отвинчивания крепёжных изделий с резьбой, чаще всего винтов и шурупов (рис. 6.), на головке которых имеется шлиц или паз. Рисунок 6.2 Набор отверток 18 6.3 Перфоратор Перфоратор (рис.6.3)—инструмент со множеством функций, предназначенный для выполнения различных операций: бурения отверстий больших диаметров прокладки каналов под кабель разрушения материалов высокой прочности (бетона, гранита). Рисунок 6.3 Перфоратор 6.4 Мультиметр Комбинированный электроизмерительный прибор, объединяющий в себе несколько функций. В минимальном наборе это вольтметр, амперметр и омметр. С помощью мультиметра (рис.6.4) удобно проверять целостность электрической цепи Рисунок 6.4 Мультиметр 19 7 ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА Рабочим местом называется участок цеха или мастерской, отведенный электромонтеру, со всеми необходимыми для работы инструментами и приспособлениями. Производительность труда и качество ремонта во многом зависят от: 1) рациональной организации рабочего места; 2) подготовки рабочего места; 3) осмотра, проверки, регулировки и смазки оборудования; 4) ознакомления с заданием; 5) подготовки материалов, подготовке необходимых инструментов и приспособлений; 6) приёма рабочего места перед работой и сдачи его после работы. Совершенно необходимым условием для обеспечения высокого качества ремонта является чистота рабочего места. Пыль и грязь, падающие на обмотки электрических машин, резко снижают электрическую прочность изоляции; даже маленькая металлическая стружка, попавшая на обмотку, почти всегда вызывает пробой изоляции. Чистота рабочего места зависит и от организации технологического процесса. Например, чтобы избежать попадания опилок в изоляцию, нельзя производить опиливание вблизи обмоточных участков. Необходимо на рабочем месте иметь шланг от сети сжатого воздуха, которым продувают сердечники перед укладкой обмотки, коллекторы черед сборкой и другие составные части, а также верстаки перед началом работы и после её окончания. Катушки обмотки должны лежать на специальных стеллажах, покрытых бумагой. Большую роль в повышении производительности труда играет оснащение рабочего места. Например, если электрослесарь очищает кистью пазы сердечников после опиловки, то у него уходит много времени и не обеспечивается полное удаление из пазов металлических стружек, что может 20 привести к пробою изоляции. При оснащении рабочего места шлангом от сети сжатого воздуха процесс очистки пазов значительно ускоряется. Рационализация технологического процесса достигается путём составления технологических карт. В основе карт лежит разделение операций на подготовительные и основные, благодаря чему сокращаются непроизводительные затраты времени и повышается производительность труда. Например, изоляционные материалы режут на заготовительных участках и выдают на рабочее месте по установленным нормам расхода на единицу изделия; щётки притирают не вручную, а в процессе сборки машин, при помощи барабана, приводимого во вращение электродвигателем. 21 8 ХАРАКТЕРИСТИКА ЭНЕРГОСБЕРЕГАЮЩИХ МЕРОПРИЯТИЙ Для того, чтобы обеспечить экономию электроэнергии на предприятии без ущерба для основной деятельности, мероприятия по энергосбережению на предприятии должны носить комплексный и систематический характер. Также они могут потребовать значительных капитальных вложений. Ниже приведен ряд советов как можно внедрить энергосбережение на малом предприятии. Вот некоторые из них: 1) Улучшить на предприятии естественное освещение помещений. 2) Повысить степень эффективности искусственного освещения. 3) Обеспечить более жесткий контроль за потреблением электроэнергии при помощи современных систем учета (счетчиков электроэнергии) 4) Организовать внедрение энергосберегающих технологий. 5) Перевести нерегулируемые электроприводы на регулируемые. 6) Постоянно совершенствовать и обновлять оборудование. 7) Внедрить автоматизацию технологических процессов. 8) Использовать вторичные энергоресурсы и др. 22 9 ТЕХНИКА БЕЗОПАСНОСТИ К самостоятельной работе электромонтёром по ремонту и обслуживанию электрооборудования (далее – электромонтёр) допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, вводный инструктаж, первичный инструктаж, обучение и стажировку на рабочем месте, проверку знаний требований охраны труда, имеющие группу по электробезопасности не ниже III, соответствующую подготовку, имеющие профессиональные навыки и соответствующую квалификацию согласно тарифно-квалификационного справочника. Электромонтёр обязан: 1) выполнять только ту работу, которая определена рабочей инструкцией; 2) выполнять правила внутреннего трудового распорядка; 3) правильно применять средства индивидуальной и коллективной защиты; 4) соблюдать требования охраны труда; 5) немедленно извещать своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления); 6) проходить обучение безопасным методам и приемам выполнения работ и оказанию первой помощи пострадавшим на производстве, инструктаж по охране труда, проверку знаний требований охраны труда; 7) проходить обязательные периодические (в течение трудовой деятельности) медицинские осмотры (обследования), а также проходить внеочередные медицинские осмотры (обследования) по направлению 23 работодателя в случаях, предусмотренных Трудовым кодексом и иными федеральными законами. 8) уметь оказывать первую доврачебную помощь пострадавшим от электрического тока и при других несчастных случаях; 9) уметь применять средства первичного пожаротушения; При выполнении работ по ремонту и обслуживанию электрооборудования на электромонтёра возможны воздействия следующих опасных и вредных производственных факторов: опасного напряжения в электрической цепи, замыкание которой может произойти через тело человека, электрического удара, ожога электродугой; недостаточная освещённость рабочей зоны; острые кромки, заусенцы и шероховатости на поверхности конструкций и оборудования; пожара, взрыва; В процессе повседневной деятельности электромонтеры должны: применять в процессе работы инструмент по назначению, в соответствии с инструкциями заводов-изготовителей; поддерживать инструмент и оборудование в технически исправном состоянии, не допуская работу с неисправностями, при которых эксплуатация запрещена; быть внимательными во время работы и не допускать нарушений требований безопасности труда. В случаях травмирования или недомогания необходимо прекратить работу, известить об этом руководителя работ и обратиться в медицинское учреждение. За невыполнение инструкции по ТБ виновные привлекаются к ответственности, согласно законодательства Российской Федерации. 24 ЗАКЛЮЧЕНИЕ На основании материала, рассмотренного в данной письменной экзаменационной работе можно сделать вывод, что почти вся электрическая энергия (на долю химических источников приходится незначительная часть) вырабатывается электрическими машинами. Но электрические машины могут работать не только в генераторном режиме, но и в двигательном, преобразуя электрическую энергию в механическую. Обладая высокими энергетическими показателями и меньшими, по сравнению с другими преобразователями энергии, расходами материалов на единицу мощности, экологически чистые электромеханические преобразователи имеют в жизни человеческого общества огромное значение. Электрический двигатель – основной вид двигателя в промышленности электроприводной, на транспорте, в быту и т.д. По роду тока различают электродвигатели постоянного тока, основное преимущество которых заключается в возможности экономичной и плавной регулировки частоты вращения, и двигатели переменного тока. К последним относятся синхронные электродвигатели, у которых частота вращения жестко связана с частотой питающего тока. Синхронные двигатели применяются в электроприводах, где требуется постоянная частота вращения. Однако синхронные двигатели имеют плохие пусковые свойства, и для питания обмотки возбуждения требуется постоянный ток. Синхронные двигатели применяются в основном как мощные двигатели на мощности свыше 600 кВт и как микродвигатели на мощности до 1 кВт. 25 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ И ЛИТЕРАТУРЫ 1. Бутырин П.А, Электротехника, учебник для нач. проф. обр, Москва, "Академия", 2012 год. 2. Нестеренко В.М., Технология электромонтажных работ, учебник для нач. проф. обр., Москва "Академия", 2016 год. 3. Сибикин Ю.Д., Техническое обслуживание, ремонт электрооборудования и сетей промышленных предприятий, учебник для нач. проф. обр., Москва "Академия", 2012 год. 4. Сибикин Ю.Д., Электробезопасность при эксплуатации электроустановок промышленных предприятий, учебник для нач. проф. обр., Москва "Академия", 2014 год. 5. Соколова Е.М., Электрическое, электромеханическое оборудование. Общепромышленные механизмы и бытовая техника, учебник для нач. проф. обр., Москва "Академия", 2011 год. 6. Москаленко В.В., Справочник электромонтера, Москва "Академия" 2014 год. 7. Сибикин Ю.Д., Справочник электромонтажа, Москва "Академия", 2012 год. Электронные ресурсы: 1. http://elektrik24.net/elektrooborudovanie/generator/postoyannogo-toka.html - дата обращения 12.02.2018 года 2. https://ru.wikipedia.org/wiki/ - дата обращения 12.02.2018 года