Техническое задание на разработку приспособления ... 1. механической обработки. Наименование и область применения.
реклама

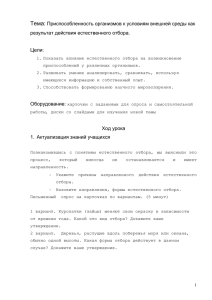
1. Техническое задание на разработку механической обработки. 1.1. Наименование и область применения. приспособления для Приспособление применяется в технологическом процессе изготовления корпуса при установке на вертикально-сверлильном станке при одновременном сверлении четырех отверстий под резьбу М12-6Н сверлильной головкой. Эта операция выполняется после токарной обработки. 1.2. Основание для проектирования. Основание для проектирования приспособления является задание на проектирование приспособления. 1.3. Цель и назначение приспособления. Приспособления проектируются с целью оснащения сверлильной операции и предназначено для: Точной установки корпуса относительно режущего инструмента – сверл. Надежного закрепления корпуса в процессе обработки. Обеспечение точных параметров: осей отверстий и положения относительно других поверхностей корпуса. Снижение временных и физических затрат, связанных с установкой, закреплением и снятием заготовки. 1.4. Источники проектирования. Методическая литература кафедры «Технология машиностроения» – «Проектирование специальных приспособлений для механической обработки». Методические указания для проведения практических занятий. Издательский центр ДГТУ, 1995 год. Справочная литература – «Станочные приспособления». Справочник в двух томах прд редакцией Вардашкина, М.: машиностроение, 1984 год. 1.5. Технические требования. Состав приспособления и требования к его конструкционному устройству: В конструкции приспособления должны быть предусмотрены: установочные элементы, зажимные элементы, силовой привод, элементы, определяющие положение режущего инструмента, корпус приспособления. Приспособление и его составные элементы должны соответствовать ГОСТ, указанным в методических указаниях и справочниках. Масса приспособления не должны превышать 15 кг, если не применяются механизированные средства для установки приспособления на стол станка. Габаритные размеры приспособления должны обеспечивать возможность размещения на рабочем столе станка. Конструкция быстро изнашиваемых элементов должна обеспечивать их быструю замену. Для установки приспособления на станок размеры и конфигурация основной базы корпуса приспособления должны быть выполнены в соответствии с посадочными местами станка. Показатели назначения приспособления: Параметры заготовки поступающей для обработки на приспособлении: габаритные размеры детали 250×120×160(мм). Приспособление должно обеспечивать получение четырех отверстий под резьбу М12-6Н, выдержав размеры – расстояние между осями отверстий Ø74(мм) и соосность отверстий относительно центральной оси детали в пределах 0,031(мм). Условия обработки согласно параметрам станка, режимы резания. Объем обрабатываемых изделий – 2500 штук в год. Источник энергии силового привода – сжатый воздух. Требования к надежности. Срок службы приспособления – три года. Требования к технологичности – конструкция приспособления должна обеспечивать свободный доступ к местам, требующим контроля, регулировки и технического обслуживания. Требования к уровню унификации и стандартизации – в приспособлении должны быть максимально использованы стандартные узлы и детали. Требования к безопасности – приспособление должно соответствовать общим требованиям безопасности, изложенным в методической и справочной литературе по проектированию приспособлений. Эстетические и эргономические требования – компоновка приспособления должна создавать впечатление целостности конструкции. Органы управления приспособлением должны обеспечивать удобство использование ими. Требования к исходным и эксплуатационным материалам – при выборе материалов для изготовления элементов приспособления руководствоваться рекомендациями, приведенными в методической и справочной литературе. Условия эксплуатации – приспособление обслуживается оператором третьего разряда. Ожидаемый экономический эффект от внедрения приспособления – двести тысяч рублей. Таблица 1. Стадии проектирования. Стадии проектирования ТЗ Проектирование Разработка конструкторской документации Этапы работ Разработка ТЗ, согласование и утверждение ТЗ на приспособление Проектирование проектно-расчетных работ по обоснованию элементов приспособления Разработка общего вида приспособления Срок выполнения работ – 2,5 месяца со дня утверждения задания-заявки на проектирование приспособления. По окончании работ разработчик представляет: Техническое задание. Пояснительную записку. Чертеж общего вида приспособления. Проект приспособления подлежит защите на кафедре « Технология машиностроения». 2. 2.1. Проектирование приспособления. Разработка теоретической схемы базирования. Проанализировав конструкцию и размерное описание детали, приходим к выводу, что в качестве технологических баз, целесообразно выбрать плоскость торца Ø120(мм), так как она предварительно обработана и имеет наибольшую площадь контакта с установочным элементом. Эта поверхность лишает заготовку трех степеней свободы: перемещение вдоль оси Z опорная точка (1), вращения вокруг оси Y опорная точка (3), вращение вокруг оси X опорная точка (2). В качестве второй технологической базы примем внутреннюю цилиндрическую поверхность отверстия Ø26Н8(мм), которая лишит заготовку двух степеней свободы: перемещения вдоль оси X опорная точка (4) и перемещения вдоль оси Y опорная точка (5). Шестая степень свободы остается свободной, так как по углу отверстия не привязаны ни к одной поверхности детали. Такая схема базирования будет неполной. На рисунке 1 приведена разрабатываемая теоретическая схема базирования заготовки. Рисунок 1. Схема базирования заготовки. 2.2. Выбор конструкции, количества и расположения элементов. Выбор установочных элементов для реализации разрабатываемой теоретической схемы базирования заготовки проводим по методическим указаниям. Так как выбранный комплект баз состоит из плоскости и перпендикулярной к ней цилиндрической поверхности, то по общему алгоритму находим, что для такого комплекта баз разработан алгоритм «Б». По этому алгоритму выбираем ветвь, в которой рассматривается комплект баз, в которой плоскость и внутренняя цилиндрическая поверхность, обработаны. Так как плоскость установочная база и лишает трех степеней свободы и цилиндрическая поверхность является направляющей базой и лишает заготовку двух степеней свободы, то по блокам алгоритма находим, что для данного случая, рекомендуется принять установочный элемент в виде пальца с буртом. На рисунке 2 показана установка заготовки на выбранные установочные элементы. Рисунок 2. Выбор установочных элементов. 2.3. Расчет погрешности обработки. При проектировании сверлильных приспособлений следует учитывать, что погрешности, возникающие при обработке, связаны не только с погрешностями положения инструмента относительно установочных элементов. Поэтому в конструкцию приспособления вводятся кондукторные втулки, назначение которых является определение положения и направления сверла. Погрешность обработки определяется методом решения размерных цепей. На рисунке 3 показана размерная цепь. Рисунок 3. Размерная цепь. Исходным звеном размерной цепи Ао является размер, который необходимо выдержать при обработке. Это радиус оси расположения обрабатываемых отверстий относительно оси плоскости Ø100(мм). Для разрешения размерной цепи составляется таблица. № Размер Допуск Ecзвена Физическая сущность звена Ai TAi TAi п/п Расстояние между осями расположения Ао сверл обрабатываемых отверстий и 37±0,155 0,31 0 Ø28(мм) Расстояние между осями расположения А1 0±0,0145 0,029 0 сверл (обрабатываемых отверстий) и отверстия в кондукторной втулке Расстояние между осями отверстия и А2 наружным диаметром кондукторной 0±0,006 0,012 0 втулки Расстояние между осями наружного А3 диаметра кондукторной втулки и 0±0,0145 0,029 0 отверстия кондукторной плиты Расстояние между осями отверстия А4 кондукторной втулки и посадочным 37±0,157 0,139 0 диаметром пальца Расстояние между осями посадочного А5 диаметра пальца и диаметром Ø26(мм) 0±0,027 0,054 0 детали Номинальный размер исходного звена Ао=37(мм). Допуск на исходное звено берем 0,5 от заданного на чертеже допуска (на чертеже отсутствует допуск на это размер, поэтому примем по 14 квалитету точности 0,62(мм)), так как кроме приспособления на точность оказывают влияние и другие погрешности. ТА0 = 0,5 ∙ 0,62 = 0,31 мм Допуск на TA1 определяем как максимальный зазор между сверлом и отверстием в кондукторной втулке по посадке Ø10,5F7/h6. ТА1 = 0,018 + 0,011 = 0,029 мм Допуск на А2 определяем как эксцентриситет втулки Ø10,5– 14=0,012(мм). Допуск на А3 определяем как максимальный зазор в соединении кондукторная втулка – отверстие в кондукторной плите по посадке Ø14Н7/h6. ТА3 = 0,018 + 0,011 = 0,029 мм Допуск на А5 определяем по посадке Ø26Н8/f7. ТА3 = 0,033 + 0,021 = 0,054 мм Определяем номинальный размер звена А4 из уравнения 𝑚=1 А0 = ∑ 𝜀𝑖 𝐴𝑖 𝑖 А4 = А0 − (0 + 0 + 0 + А5 + 0) А4 = 37 − 0 = 37 мм Допуск на ТА4 определяем из уравнения 𝑚=1 ТА0 = ∑ |𝜀𝑖 |Т𝐴𝑖 𝑖 0,31 = 0,029 + 0,012 + 0,029 + ТА4 + 0,054 ТА4 = 0,31 − 0,0124 = 0,184 мм Допуск 0,186 соответствует 12–14 квалитету точности и легко может быть обеспечен в условиях инструментального цеха. Координаты середин полей допусков всех звеньев равны нулю. 2.4. Определим величину силы закрепления. Исходными данными для определения силы закрепления являются: Схема установки, разработанная ранее (рисунок 2). Данные по режимам резания: Мкр=7,05Нм; Ро=1019,2Н 2.4.1. Коэффициент запаса. Так как формулы для расчетов режимов резания не учитывают самых неблагоприятных моментов, влияющих на величины сил и моментов резания, то для обеспечения безопасности работы рассчитываем величину К. К = К0 ∙ К1 ∙ К2 ∙ К3 ∙ К4 ∙ К5 ∙ К6 Учитывая конкретные условия принимаем К0 = 1,5, К2 = 1,15, К6 = 1,5, остальные коэффициенты К1 = К3 = К4 = К5 = 1 Следовательно К = 1,5 ∙ 1,15 ∙ 1,5 = 2,58 2.4.2. Выбор направления, точки приложения зажимной силы и построение схемы действия сил. Согласно правил выбора направления силы Р силу зажима направляем перпендикулярно установочной базе, как имеющую наибольшую площадь контакта с установочными элементами -упорами. Т.к. заготовка представляет собой полое цилиндрическое кольцо в месте закрепления, то сила зажима распределяется равномерно по этому кольцу. На рисунке 4 приведена схема действия сил на заготовку. Из схемы видно, что осевая сила Ро действует на заготовку сверху вниз и стремится закрепить заготовку. Рисунок 4. Схема действия сил. Крутящий момент стремится провернуть заготовку вокруг оси 2, этому противодействует момент трения Составляем уравнение равновесия моментов Мкр. < Мтр. ′ " К ∙ Мкр = 𝐹тр ∙ 𝑅2 + 𝐹тр ∙ 𝑟1 КМкр = 𝑄 ∙ 𝑓 ∙ 𝑅2 + (𝑄 + 𝑃0 ) ∙ 𝑓 ′ ∙ 𝑟1 где: f и f’ – коэффициенты трения между заготовкой и зажимными, установочными элементами, и равно 0,18. К ∙ Мкр − Р0 ∙ 𝑓′ ∙ 𝑅2 𝑄= 𝑓 ∙ 𝑅 + 𝑓′ ∙ 𝑟1 2,58 ∙ 7,05 − 1019,2 ∙ 0,18 ∙ 0,013 𝑄= = 1756Н 0,18 ∙ 0,013 + 0,18 ∙ 0,037 2.5. Выбор конструкции и расчет параметров зажимных механизмов и силовых приводов. В качестве зажимного механизма используем кондукторную плиту, которая перемещалась вместе со сверлильной головкой. Входит в контакт с заготовкой и закрепляет её. Передаточное отношение такого зажимного механизма будет равно единице, т.к. сила закрепления передается непосредственно на деталь от зажимного механизма, поэтому W=С). В качестве силового привода используется перемещающая часть станка – многошпиндельная головка, а сила закрепления развивается от потенциальной энергии сжатой пружины. Сила закрепления цилиндрической пружиной, зависит от её диаметра, диаметра пружин и величин осадка (сжатия). По усилию W и осадке т1 выбираем по таблице справочника конструктора витую цилиндрическую пружину Ø60мм с диаметром проволоки d=4мм. 2.6. Описание работы приспособления. Приспособление применяется в технологическом процессе изготовления корпуса при установке заготовки на вертикально-сверлильном станке при сверлении 4 отверстий под резьбу М12-6Н сверлильной головкой. Эта операция выполняется после токарной обработки корпуса. Заготовка устанавливается на палец, который лишает деталь двух степеней свободы – перемещения вдоль осей Y и X. Внутренняя цилиндрическая поверхность, контактирующая с пальцем является направляющей базой. В качестве установочной базы используем торец цилиндрической поверхности Ø120мм, относительно оси которой задано положение обрабатываемых отверстий. Эта база лишает деталь 3-х степеней свободы: вращения вокруг осей X и У и перемещения вдоль оси Z. Когда головка находится в крайнем верхнем положении под усилием рассжатой пружины, заготовка устанавливается на установочные элементы. Затем включается привод головки станка и пружина сжимается прижимая заготовку и закрепляя ее. После обработки под действием силы сжатия пружина поднимает кондукторную плиту и деталь легко снимается с установочных элементов. Затем процесс повторяется. Список литературы. 1. 2. 3. 4. 5. 6. Берберов С.А., Чукарина И.М., Берберова Н.И. «Реализация теоретической схемы базирования заготовок в приспособлениях» Метод, указания для проведения практических занятий. Изд. центр ДГТУ .2006г. Берберов С.А., Чукарина И.М., Берберова Н.И. Терликова Т.Ф. "Проектирование специальных приспособлений для механической обработки" Метод, указания для проведения практических занятий. Изд. центр ДГТУ.2008г. "Станочные приспособления". Справочник в 2-х т. под ред. Вардашкина М. машиностроение, 1984г. Лебедев В.А, Прокопец Г.А., Акопьян С.А. Методическое руководство по разработке технического задания на проектирование технологических процессов и средств технологического оснащения. Ростов-на-Дону, 1997г. Методические указания по выполнению курсовой работы по дисциплине "Проектирование средств механизации и автоматизации механосборочного производства". Ростов-на-Дону, 2007г. В.Ю. Блюменштейн, А.А. Клепцов «Проектирование технологической оснастки» Санкт-Петербург, Москва, Краснодар,2011г.