Заточка пил
реклама

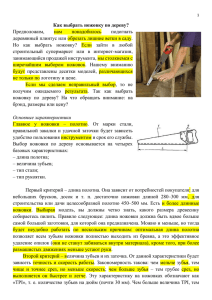
1 Заточка пил Качество спила и усилия, затраченные на работу, во многом зависят от правильной заточки и развода зубьев пил. Со временем зубья стачиваются о древесину, то есть изнашиваются и закругляются передняя и боковая режущие кромки зубьев. Чтобы восстановить режущую способность зубьев, их затачивают, то есть заостряют напильниками. При этом должны остаться неизменными профиль, шаг и высота зубьев. У зубьев с прямой заточкой снимают металл одновременно с передней и задней граней. Так затачивают зубья для продольной распиловки. Угол между передней и задней гранями соседних зубьев составляет примерно 60°, что соответствует углу профиля сечения трехгранного напильника. Зубья для продольной распиловки, у которых угол между передней и задней гранями соседних зубьев меньше 60°, затачивают ромбическим напильником с задней грани. У зубьев с косой заточкой для поперечного пиления снимают металл типа фаски с передней и задней грани под углом 60–70° к полотну. При этом с вершин зубьев стачивают больше металла, чем у основания. При заточке одной режущей кромки рекомендуется направлять напильник вверх, то есть делать движения под углом 20–30° к горизонтальной плоскости, если полотно закреплено вертикально. При этом заточка проводится через зуб сначала с одной стороны полотна, затем с другой. Можно затачивать зубья одновременно на двух гранях: передней грани одного и задней грани соседнего зуба. В этих случаях пазуха должна соответствовать размерам напильника; также требуется хороший навык. Заточка и развод зубьев пилы: а – для поперечного пиления, б – для продольного пиления, в – для универсального пиления; в – угол заострения зуба, В1 – угол заточки к полотну пилы, а – угол наклона зубьев 2 При заточке зубьев нужно снимать за каждый рабочий проход напильника слой металла одинаковой толщины. Для этого следует вести напильник с равномерным нажимом и вести его только вперед. Перемещать напильник в обратном направлении нужно свободно, без нажима, отрывая или не отрывая его от затачиваемой поверхности. Окончательную доводку производят бархатными напильниками. Для точной работы после бархатного напильника мокрым оселком с боковых граней зуба снимают заусенцы. Для заточки зубьев полотно пилы зажимают в деревянных тисках различной конструкции. Развод зубьев пилы Чтобы обеспечить свободное движение полотна пилы в пропиле, зубья разводят в разные стороны, то есть их поочередно, через зуб, отгибают на обе стороны полотна на одну и ту же величину. Для мягкой и влажной древесины развод должен быть больше, чем для твердой и сухой, но не больше толщины полотна на обе стороны. При разводе зубьев необходимо сделать одинаковый отгиб зубьев на каждую сторону и на одной высоте. Отгибать зуб рекомендуется на половине его высоты разводками различной конструкции. Разводить зубья можно до и после заточки в зависимости от их износа. При значительном искажении развода лучше вначале развести, а затем заточить. Если отклонения вершин зубьев от прямой линии значительны, то все зубья фугуют (выравнивают) напильником, вставленным в деревянную колодку. Полотно пилы должно быть закреплено в деревянных тисках. Зубья фугуют до заточки и, как правило, после развода. Разводки для пил: а – универсальная: 1 – рычаг, 2 – пластина, 3 – регулировочные винты, 4 – шарнирный регулятор величины развода, 5 – шкала, б – винт с упором, 7 – пружина; б – разводка с упором: 1 – разводная планка, 2 – ручка, 3 – упорная скоба, 4 – гайка-барашек, 5 – винт 3 Нарезание зубьев пилы Зубья пилы изнашиваются и деформируются в процессе работы, ломаются при разводе; кроме того, промышленность выпускает большое количество пил с крупными зубьями, поэтому зубья часто нужно нарезать. Для этого используются различные станки. А – схема приспособления для нарезания зубьев ручных пил: 1 – верхний нож, 2– упор, 3 – полотно, 4 – нижний нож, в – угол заострения (80°), а – задний угол (2–3°), т – зазор между верхним и нижним ножами (0,1–0,15 мм), р – угол между режущими ножами (7–12°); Б – ударный штамп для насекания зубьев у пил