Паспорт на измельчитель древесины ИД-600.
реклама

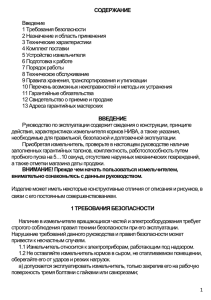
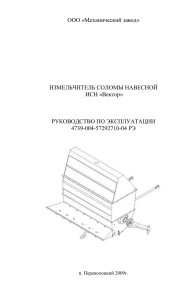
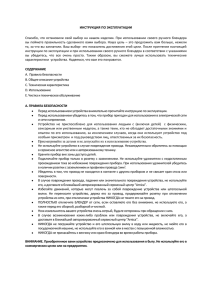
ООО “Опытно-конструкторское бюро “Сфера” Измельчитель древесины ИД-600 г. Иваново Паспорт на измельчитель древесины ИД-600 включает в себя технические данные, техническое описание и указания по эксплуатации. Внимательное ознакомление с настоящим документом в значительной мере продлит срок службы оборудования, облегчит труд и сэкономит время потребителю. В процессе совершенствования измельчителя в конструкцию могут вноситься незначительные изменения, которые не отображены в настоящем издании. 1. Общие сведения об изделии. Наименование и индекс изделия – Измельчитель древесины ИД-600. Изготовитель ООО “Опытно-конструкторское бюро “Сфера”, 153020, г. Иваново, ул. Акулова, 61 (завод ЗАО “Ивановоискож”). Сайт www.okbsfera.ru, E-mail: [email protected]. 2. Назначение изделия. Измельчитель древесины ИД-600 предназначен для переработки горбыля, тонкомера, обрези, мелких обрезков, технической щепы и т.п. в щепу, применяемую для изготовления арболитовых блоков по ГОСТ 1922284. 3. Технические характеристики. Наименование показателей, единицы измерения Электродвигатель: Тип Мощность, кВт. Частота вращения, об/мин. Приводной ремень: Тип Количество Диаметр торцовой фрезы, мм. Количество рубильных ножей, шт. Диаметр отверстий калибровочной сетки, мм. Габаритные размеры: Длина, мм. Ширина, мм. Высота, мм. Масса измельчителя, кг. Значение АИР160S4 15 1500 B-2120 4 600 3 22 1350 580 1150 450 4. Комплект поставки. Наименование Измельчитель ИД-600 в сборе. Рубильный нож. Паспорт. Количество 1 3 1 5. Устройство и принцип действия. Рис. 1. – Схема измельчителя древесины ИД-600. Измельчитель ИД-600 представляет собой стационарно установленную машину и состоит из следующих основных узлов (см. рис. 1.): наклонных стоек 1, приваренных к основанию 2, на верхние плоскости которых установлены подшипниковые узлы 3 с самоцентрирующимися роликовыми подшипниками, в которые установлен вал с размещенными на нем дисковой фрезой 4, тремя лопастями 5 пылевого вентилятора и девятью битами 6 молотковой дробилки. Биты молотковой дробилки установлены по три штуки на трех осях вращения, которые располагаются между лопастями вентилятора. Привод вала измельчителя осуществляется приводным электродвигателем 8 через клиноременную передачу 13 и ведомый шкив 14. Внутри корпуса измельчителя, состоящего из подвижной 11 и неподвижной 12 частей, установлена калибрующая сетка 7. Подающий бункер 9 оснащен подпрессовщиком 10, который так же производит торможение перерабатываемого материала. Работает измельчитель следующим образом: перерабатываемый материал помещается в подающий бункер 9, с помощью которого он подается в зону расположения торцовой дисковой фрезы 4 с тремя рубильными ножами. Ввиду того, что фреза вращается в направлении подачи перерабатываемого материала, происходит принудительное перемещение материала в зону резания за счет сопротивления резанию. Для предотвращения перегрузки электродвигателя в подающий бункер установлен подпрессовщик 10, который выполняет двойную функцию. С одной стороны с помощью него можно прижать материал к рубильным ножам, с другой стороны его можно использовать как тормоз. При переработке длинномера подающий бункер оснащается еще одним стационарным тормозом, располагающимся во внутренней полости подающего бункера, этот тормоз представляет собой уголок с зубцами, расположенными под углом навстречу подаваемому материалу. Если прижать материал к зубцам стационарного тормоза, подача будет остановлена – это позволит дать возможность освободить внутреннюю полость измельчителя от уже наработанной щепы не перегружая механизм привода. Правильные манипуляции с подпрессовщиком и стационарным тормозом позволят обеспечить максимально возможную производительность измельчителя. При этом следует иметь ввиду, что горбыль загружается в бункер плоской стороной к подпрессовщику. При переработке крупного горбыля целесообразно распустить его на циркулярном или многопильном станке. Данный подход представляется наиболее оптимальным с точки зрения себестоимости щепы. Мощности циркулярного станка в 1,6 кВт вполне достаточно. Один рабочий способен удовлетворить потребность производства в щепе, которая наилучшим образом подходит для изготовления арболитовых блоков. Щепа получается следующим образом: рубильные ножи отрезают от заготовки плоские щепки, которые проходят через прямоугольные отверстия во фрезе и попадают во внутреннюю полость измельчителя. Биты 6 молотковой дробилки разбивают крупные щепки до того момента, когда они смогут свободно пройти через отверстия в калибрующей сетке 7 за счет действия воздушного потока, создаваемого лопастями вентилятора 5. Корпус измельчителя выполнен в виде улитки по параметрам, применяемым при проектировании пылевых вентиляторов. Данная конструкция позволяет получить на выходе щепу определенных размеров. 6. Регулировки измельчителя. Для нормальной работы измельчителя необходимо производить ряд регулировок по мере необходимости: 1) Натяжение ремней механизма привода. Осуществляется с помощью механизма 15 (см. рис. 1.), состоящего из направляющих и натяжных винтов. Чтобы произвести натяжение ремней, необходимо освободить четыре гайки, при помощи которых крепится электродвигатель. Поочередно поворачивая гайки натяжных винтов добиться необходимого и равномерного натяжения ремней, после этого затянуть гайки крепления электродвигателя и подтянуть гайки натяжных винтов. 2) После того как ножи дисковой фрезы затупятся, необходимо их заточить. Каждый нож крепится при помощи четырех болтов М12 через прорези в ножах. Необходимо освободить болты (полностью выворачивать не надо) и аккуратно вынуть ножи. После заточки вставить их в обратном порядке, обращая внимание на то, чтобы шайбы находились под головкой болтов, а плоскости, к которым прижимаются ножи, были чистыми. Прежде чем затянуть болты, ножи необходимо выставить на определенный вылет. Рекомендуемый вылет ножей – 3…5 мм. Вылет у всех ножей должен быть одинаковый. Следует иметь ввиду, что чем меньше вылет ножей, тем меньше средний размер получаемой щепы. После того как ножи установлены, необходимо вручную аккуратно поворачивать торцовую фрезу и убедиться, что ножи не задевают пластины подающего бункера, а зазор между ножами и этими пластинами составляет 0,5…1 мм. Если этот зазор слишком большой, то его необходимо отрегулировать следующим образом: ослабить крепление подшипниковых узлов 3 (см. рис. 1.), удерживая нижнюю гайку при помощи ключа и при этом поворачивать болт, головка которого находится сверху. Ввиду того, что подшипниковые узлы крепятся к стойкам 1 через овальные отверстия, есть возможность перемещения торцовой фрезы в любую сторону вдоль оси вала, регулируя тем самым зазор между ножами и пластинами подающего бункера. 7. Заточка ножей. Рабочие ножи измельчителя можно затачивать разными способами: 1) На плоскошлифовальном станке со стороны режущей кромки. 2) На настольном шлифовальном станке (наждаке) с использованием абразивной чашки. Однако, следует иметь ввиду, что угол заточки ножа не должен превышать 30°. В противном случае может быть нарушена кинематика резания, что в свою очередь может привести к локальному перегреву, образованию подпалин и отпуску (снижению твердости). Для того, чтобы исключить эту проблему при многократной ручной заточке, необходимо каждый раз контролировать положение режущей кромки у ножей. Для этого необходимо повернуть вручную диск фрезы таким образом, чтобы нож встал вертикально. Посмотреть сверху вниз на видимую часть торца ножа и убедиться, что рабочая кромка “a” находится дальше от плоскости диска фрезы, чем тыльная сторона заточки “b” на не менее, чем 3 мм, при этом угол между рабочей кромкой и тыльной стороной заточки должен составлять не менее 10°. 8. Чертеж рубильных ножей. При необходимости дополнительные комплекты ножей можно изготовить на заводе по чертежу, который в случае необходимости предприятие ООО “Опытно-конструкторское бюро “Сфера” может предоставить заказчику. 9. Указание мер безопасности. К работе с измельчителем допускаются лица, прошедшие ознакомление с конструкцией и правилами эксплуатации измельчителя ИД600. Ознакомленные с инструкцией по эксплуатации и прошедшие инструктаж по технике безопасности. При работе с измельчителем оператор должен иметь средства индивидуальной защиты – рукавицы типа А ГОСТ 12.4010 и щиток защитный лицевой тип НБТ ГОСТ 12.4.238-2007. Перед началом работы убедитесь в полной исправности измельчителя, проверьте затяжку резьбовых соединений. Измельчитель следует заземлять, соблюдая установленные правила по электробезопасности. Внимание! Запрещается производить ремонт во время работы измельчителя. При выполнении указанных операций измельчитель должен быть отключен от электросети. В случае неисправности до выявления причин измельчитель следует останавливать. Запрещается эксплуатация измельчителя без проведения очередного технического обслуживания. Запрещается работать на измельчителе без ограждения. 10. Электрооборудование. Рис. 2. – Электрооборудование измельчителя ИД-600. Схема принципиальная. 220/380 В A B C N FQ2 SBS1 SBP1 L1 KT1 KT1 М1 11. Техническое обслуживание. В техническое обслуживание входит измельчителем и периодическое обслуживание. ежедневный уход за Ежедневный уход включает: осмотр; очистку внутренней полости подающего бункера и внутренней полости измельчителя; проверку надежности крепления рубильных ножей и подшипниковых узлов; проверку натяжения ремней. При периодическом обслуживании измельчителя производят: смазку подшипников качения через масленки (рис. 1). Периодичность смазки каждые 150 часов; смазку втулок бит молотковой дробилки через щели между втулками. Периодичность смазки каждые 150 часов; заточку рубильных ножей производят по мере необходимости. В качестве смазочного материала подшипников качения используется пластичная смазка “Литол-24” ТУ0254 – 116 – 04001396 – 05, а для смазки втулок бит подойдет любое трансмиссионное масло. 12. Гарантийные обязательства. Предприятие изготовитель гарантирует соответствие измельчителя ИД – 600 требованиям паспорта при соблюдении потребителем правил эксплуатации, хранения и транспортировки. Гарантийный срок устанавливается в 12 месяцев со дня реализации, но не более 18 месяцев со дня отгрузки заводом-изготовителем. Измельчитель снимается с обслуживания в случаях: несоблюдения потребителем правил эксплуатации; небрежного хранения и транспортировки; при работе на измельчителе со значительными перегрузками. Примечание: Предприятие-изготовитель оставляет за собой право вносить изменения в конструкцию узлов и деталей измельчителя.