Рис 1. 3D
advertisement

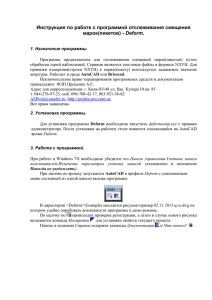
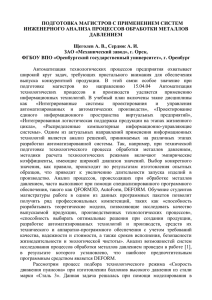
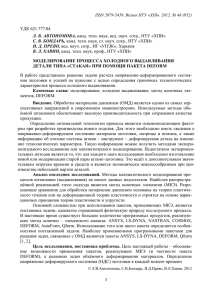
МОДЕЛИРОВАНИЕ ПРОЦЕССА СВАРКИ ЛИСТОВЫХ МЕТАЛЛОВ ЛОКАЛЬНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ Ву Нгок Тхыонг Тульский государственный университет, г. Тула Алюминиевые тонкостенные емкости предназначены для герметизации и хранения жидких, желеобразных и сыпучих материалов, а также специальных предметов, предназначенных для длительного хранения. Основными требованиями к их герметизации является равномерность и прочность соединения. Это связано с тем, чтобы при случайной деформации тонкостенной емкости или соединительного шва не произошла ее разгерметизация. Из существующих способов герметизации емкостей наиболее экономичным является сварка давлением. Однако ее недостаток - пониженная прочность сварного шва, которая возникает из-за образования тонких перемычек вблизи участка схватывания металла. Большие резервы при сварке давлением с пластической деформацией заложены на стадии предварительной осадки листа. При существующих схемах деформирования начальная стадия пластической деформации, соответствующая степени осадки ε<0,5, затрачивается на то, чтобы разрушить окисные слои свариваемых металлов до образования первых ювенильных участков поверхностей соединения. При этом, когда образуются развитые ювенильные очаги соединяемых поверхностей, перемычки становятся намного тоньше основного материала детали. Этот процесс можно изменить, если на начальной этапе деформирования начать формирование ребер жесткости, которые на последующих стадиях будут расположены в области наименьшего сечения перемычки. В докладе будет приведена схема такого деформирования, причем ребра на перемычке должны выполняться величиной, соответствующей высоте перепада ступеней инструмента и такой способ сварки можно назвать «Сваркой с локальной пластической деформацией». В связи с тем, что после заполнения глухих канавок «зуба» инструмента соединяемые поверхности продолжают деформироваться, в том числе и под действием образовавшихся ребер, то в зоне их схватывания повышается гидростатическое давление, а адгезионные процессы в материале получают дополнительный импульс. Схватывание поверхностей начинается при меньшей степени осадки. Тангенциальное сечение перемычки увеличивается и тогда ее прочность повышается еще за счет дополнительных упрочненных ребер, образовавшихся над каждой перемычкой соединяемых деталей. Спроектирован в графической среде «Компас» 3D V10 и изготовлен инструмент, позволивший реально определить режимы деформирования, качество сварного соединения и товарный вид изделия. Разработана схема испытания емкостей на герметичность и внутреннее давление, позволившая установить, что использование нового способа сварки повышает прочность сварного соединения в среднем в 1,5 - 2 раза. Компьютерное моделирование процессов обработки металлов давлением в последние годы широко применяется в машиностроительной практике. Имеющиеся численные методы решения задач прикладной механики позволяют прогнозировать возможные трудности при выполнении технологических операций, учитывать влияние множества технологических факторов, оценивать напряженно-деформированное состояние (НДС) заготовки и инструмента [1]. Исследование напряжений в заготовке и инструменте в ходе процесса холодной сварки давлением листовых материалов методом конечных элементов [2, 3]. Процесс моделировали с помощью программного пакета DEFORM - 3D [4]. Являющегося системой конечноэлементного моделирования, которая предназначена для анализа трёхмерного (3D) течения металла при различных процессах обработки металлов давлением. Метод конечных элементов представляет собой эффективный численный метод решения инженерных и физических задач, этот метод является численным методом решения дифференпиальных уравнений, встречающихся в физике и технике. Область его применения простирается от анализа напряжений в конструкциях или автомобилях до расчета таких сложных систем, как атомная электростанция. С его помощью рассматривается движение жидкости по трубам, через плотины, в пористых средах, исследуется течение сжимаемого газа, решаются задачи электростатики и смазки, анализируются колебания систем. Основная идея метода конечных элементов состоит в том, что любую непрерывную величину, такую, как темперу, давление пли перемещение, можно аппроксимировать дискретной моделью, которая строится на множестве кусочно-непрерывных функций, определенных на конечном пространстве подобластей. Кусочно-непрерывные функции определяются с помощью значений непрерывной величины в конечном числе точек рассматриваемой области. В обшем случае непрерывная величина заранее неизвестна и нужно определить значения этой величины в некоторых внутренних точках области. Дискретную модель, однако, очень легко построить, если сначала предположить, что числовые значения этой величины в каждой внутренней точке областп известны. После этого можно перейти к общему случаю. Итак, при построении дискретной модели непрерывной величины поступают следующим образом: 1.В рассматриваемой области фиксируется конечное число точек. Эти точки называются узловыми точками или просто узлами. 2.Значение непрерывной величины в каждой узловой точке считается переменной, которая должна быть определена. 3.Область непрерывной величины разбивается на конечное число подобластей, называемых элементами. Эти элементы имеют общие узловые точки и в совокупности аппроксимируют форму области. 4. Непрерывная величина аппроксимируется на каждом элементе полиномом, который определяется с помощью узловых значений этой величины. Для каждого элемента определяется свой полином (функция элемента), но полиномы подбираются таким образом, чтобы сохранялась непрерывность величины вдоль границ элемента. Программный пакет DEFORM - 3D широко применяется в промышленности и научно-исследовательской деятельности по всему миру. Разработку и техническую поддержку системы DEFORM™ - 3D осуществляет фирма “Scientific Forming Technologies” (SFTC), в течение многих лет, занимающаяся внедрением средств моделирования технологических процессов в производство. Программные продукты DEFORM основанные на методе конечным элементов, доказали свою эффективность н точность более чем двадцатилетним применением их на различных предприятиях. Мощный решатель системы способен анализировать течение металла и температурные показатели заготовки и инструмента при деформациях любой величины с очень высокой точностью. Автоматический генератор сеток позволяет создать сетку конечным элементов, размеры которых, в различных частях модели, будут различаться в зависимости от специфики анализируемого процесса. Это существенно уменьшает общую размерность задачи и требования к аппаратным средствам. Кроме того, пользователь системы DEFORM™ -3D имеет возможности в «ручном» режиме настраивать плотность сетки и соотношение размеров конечных элементов. Несмотря на то, что DEFORM позволяет проводить моделирование очень сложных процессов, интерфейс этой системы крайне прост и легок в освоении. Кроме того, при помощи DEFORM - 3D можно легко, без помощи посторонних CAD систем, строить геометрические модели заготовок и инструмента. При помощи системы DEFORM- 3D можно моделировать, так же, разделительные операции и механообработку. Таким образом, DEFORM™ - 3D является программным комплексом, позволяющим производить всеобъемлющий анализ металлообработки, начиная с операций раздела проката на заготовки, заканчивая операциями окончательной механообработкой. Основные свойства программного пакета DEFORM™ - 3D: 1. Определение деформаций и параметров теплопередачи, наглядное представление распределения деформации и напряжений в деформируемом теле; 2. Полностью автоматическое преобразование сетки конечных элементов во время моделирования; 3. Наличие библиотеки оборудования для горячей и холодной штамповки. 4.Модель материала может быть жесткой, есткопластической, упругопластической, пористой и упругой 5.Благодаря функции отслеживания точек можно узнать любой доступный параметр в любой точке поковки. 6.Можно прогнозировать опасное место или место возможного разрушения материала в процессе штамповки. С использованием программного пакета DEFORM - 3D было проведено компьютерное моделирование процесса холодной сварки давлением листового алюминия АД1M. Деталь 1 имеет толщину фланца = 0,8 мм, деталь 2 имеет толщину фланца = 0,8 мм. Рис 1. 3D – модели заготовки после сварка Рис 2. Распределение наприяжений 3D – модели заготовки после сварка Рис. 3. Зависимость напряжения сжатия образца от степени деформаций Результаты моделирования отражаются на экране компьютера в виде цветных ЗD-моделей заготовки после сварки (рис. 1, 2). Каждый цвет отображает характеристики своего состояния. Например, на рис. 1 светлосиний цвет обозначает, что в этой зоне возникает опасность разрушения изделия, а на рис. 2 красный цвет показывает максимальное значение напряжения в данной зоне. В правой части изображений даны цветовые шкалы с числовыми значениями напряжений (MPa), соответствующими цветовой гамме, что позволяет визуально оценить величины возникающих напряжений. Как видно из рисунков 1 и 2, при назначенных технологических параметрах потерь устойчивости у заготовок не возникает. Список литературы 1. Кузин В.Ф., Иванова Э.А., Цыпина М.Н., Архангельский М.А., Боднарь Т.А. Холодная сварка давлением. Тула: ТулПИ, 1977. 52 c. 2. Чижиков Ю.М Теория подобия и моделирование пропессов обработки металлов давлением. М, 1970. 296 с. 3. Колмогоров В.Л Элементы теории физического моделирования пропессов обработки металлов давлением, анализ размерностей, аналогии. Свердловск, 1975. 80 с. 4. http:// www.deform.com/products/deform-3d/