ГИОТЭК - О компании
advertisement

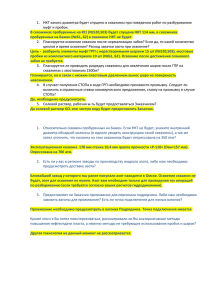
Наш холдинг с 2001 г. производит насосно-компрессорные трубы с внутренним силикатноэмалевым покрытием для добычи высоковязкой и коррозионно-активной нефти, владеет патентом на данное изделие и является на сегодняшний день единственной компанией осуществляющей данное производство в промышленных масштабах. В начале хотелось бы вспомнить историю эксплуатации труб с внутренним силикатноэмалевым покрытием в нашей стране. Прошло более тридцати лет с начала промышленного производства эмалированных труб и массового применения их в различных отраслях народного хозяйства бывшего СССР. Основными потребителями эмалированных труб являются химическая и родственные ей отрасли промышленности, энергетика и коммунальное хозяйство. Эмалированные трубы все шире начинают применятся в нефтяной промышленности. В химической промышленности эмалированные трубы используются для транспортировки самых разнообразных особо агрессивных сред, при температуре до 125°С взамен труб из нержавеющих сталей типа Х18Н10Т или Х18Н12М2Т, цветных металлов и сплавов. Срок службы эмалированных труб в 5-10 раз выше, чем из указанных материалов. Себестоимость эмалированных труб (при любых обстоятельствах ниже, чем те трубы, которые они заменяют, а это означает, что экономия имеется не только от применения, но при производстве). 2 Эмалированные трубы незаменимы при транспортировке особо агрессивных сред в химической, нефтеперерабатывающей, пищевой промышленности. Срок их службы намного выше, чем труб из нержавеющей стали или сплавов. От кислот, например, трубы из нержавейки выходят из строя через один-два месяца, фторопластовые приходится «штопать» дважды в месяц, а эмалированные держатся целый год! Подтверждают это многолетние наблюдения за «поведением» промышленных партий эмалированных труб, эксплуатируемых ОАО «Транснефть», Запорожским заводом «Кремнийполимер», Омским заводом синтетического каучука, Новокуйбышевским нефтеперерабатывающим комбинатом, компанией «Приднепровские магистральные нефтепроводы» ОАО «Укртатнафта» и многими другими предприятиями. Многолетний опыт показал, что никакие другие покрытия или материалы не могут быть противопоставлены эмалированным в жестких условиях эксплуатации, (рис. 1). 3 Другой отраслью, где нашли широкое применение эмалированные трубы, является коммунальное хозяйство. Эмалированные трубы являются панацеей для систем горячего, да и холодного водоснабжения. Известно, что в коммунальном хозяйстве многих стран мира применяются эмалированные трубы, массовое их производство организовано в США, Германии, Испании и др. странах. Инициативу по организации производства эмалированных труб взяли на себя в свое время теплосети, т.е. потребители труб. Первый объект в бывшем Союзе был построен в 1979 году в «Донецкгортеплосети» мощностью 100 км/год с возможностью доведения мощности до 300 км/год. С тех пор в Донецке все системы горячего водоснабжения обустраиваются только эмалированными трубами. Установлены многие сотни километров труб, и монтаж их продолжается. За 21 год не было ни единого случая отказа эмалированного трубопровода. Отсутствие отказов эмалированных труб в течение, более 20 лет, позволяет оптимистично говорить о надежности разработанного и предлагаемого ЗАО «ГИОТЭК» метода защиты сварного шва в процессе сварки. 4 Рис. 2, 3 - Процесс обработки трубы 5 Рис. 4 - НКТ с внутренним силикатно-эмалевым покрытием 6 Первой компанией применившей наши трубы было НГДУ Богородскнефть, расположенное на границе Саратовской и Волгоградской областей. Эксплуатирующее 4 фонтанирующих скважины, состав нефти: смол акцизных 13-17%, парафина 6-8%, глубины скважин 1241-1264 м, периодичность спуска скребка с использованием УДС 1 раз в 3 часа. Пробки в скважинах образовывались на отметке в 700 метров от устья с периодичностью от 2-х недель до 4-х месяцев. Ремонтных бригад у компании не было, нанимали «юкосовские», ремонт скважины составлял до 10 суток, сутки работы ремонтной бригады составляли в ценах 2001 года 51 000,00 рублей. В итоге за год только на ремонт скважины тратилось от 1,5 миллионов рублей, не считая стоимости недобытой нефти (дебит скважины в среднем 24 тн/сутки). Сейчас оборудованы все 5 скважин, в том числе и новая построенная скважина и собран внутрипромысловый нефтепровод от скважин до нефтесборника на месторождении из эмНКТ 73х5,5 гр.пр.Д Наша инжиниринговая компания специализируется на разработке новых технологий в сфере нефтедобычи, производством на их основе продукции и оказании услуг нефтяным компаниям РФ. Основными направлениями деятельности ЗАО «ГИОТЭК» является производство и поставка стальных труб с внутренним силикатно-эмалевым покрытием и оказание услуг по обработке призабойной зоны добывающих и нагнетательных скважин в целях повышения нефтеотдачи (приеместости) методом газоимпульсной обработки (ГИО). ЗАО «ГИОТЭК» производит НКТ с внутренним силикатно-эмалевым покрытием следующих типоразмеров: 60х5,0; 73х5,5; 89х6,5; 102х6,5; 114х7,0 мм и групп прочности Д, К и Е по ТУ 2Р-3702012, (рис 5). Данное покрытие защищает внутреннюю поверхность труб от коррозии. Так же применение данного типа покрытия на трубах позволяет уменьшить количество отложений парафина, смол и асфальтенов (АСПО) на внутренней поверхности труб и вследствие этого увеличить межремонтный период эксплуатации скважины. 7 Рис. 5 - Фотография цеха 8 В сравнении с применяемыми покрытиями на НКТ такими как: остеклование, эпоксидное и полимерное покрытия, следует отметить следующие свойства предлагаемых труб, сочетание которых даёт преимущества перед прочими типами НКТ с покрытиями: температура эксплуатации труб до +350С, что позволяет проводить распарафиневание на «жёсткую», при этом целостность слоя эмали не нарушается и смолы не коксуются на стенках труб, как это имеет место на чёрных трубах; высокая стойкость к абразивному износу, возможно применение УДС; эмаль достаточно пластична, при упругих деформациях металла не происходит разрушение, отслаивание эмали; эмаль стойка к воздействию кислот и агрессивных сред; механические свойства эмали: -прямой удар не менее 4,5 Дж -обратный удар не менее 10 Дж Трубы, произведенные нашим холдингом, эксплуатируются следующими компаниями: ОАО «Роснефть» ОАО «Северная нефть» – группа прочности Е (отложения смол и асфальтенов). ОАО «НК Росснефть–Пурнефтегаз» - группа прочности К (отложения смол и асфальтенов). ОАО «Томскнефть» - группа прочности Е (отложения смол и асфальтенов). ОАО «РИТЭК» НГДУ «РИТЭКНадымнефть» - группа прочности Д , К (отложения парафинов) НГДУ «РИТЭКБелоярскнефть»- группа прочности К (коррозионно-активный фонд скважин). ООО «Лукойл-Коми» - группа прочности Д, К (коррозионно-активный фонд скважин). ООО «Лукойл-Нижневолжскнефть» - группа прочности Д (коррозионноактивный фонд скважин, отложения АСПО). ОАО «Сургутнефтегаз» - (коррозионно-активный фонд скважин). ООО «Нарьянмарнефтегаз» - (коррозионно-активный фонд скважин). 9 Остановимся на опыте эксплуатации скважин в условиях интенсивного образования АСПО на месторождениях Вала Гамбурцева ОАО «Северная нефть». «Тяжелые условия добычи нефти» - эти слова, подразумевающие не только климатические условия, но и высокое содержание парафина, смол, асфальтена в нефти, характеризуют, в том числе, и группу месторождений Вала Гамбурцева – Хасырейское, Черпаюское, Нядейюское. Месторождения расположены в юго-восточной части Ненецкого автономного округа, территориально приурочены к зоне сплошного распространения многолетнемерзлых грунтов. Средняя глубина залегания продуктивных пластов – 2503м. Нефти месторождений Вала Гамбурцева высокопарафинистые (10,2-12,9%), с высоким содержанием смол (9,9-17,5%), асфальтенов (2,5%); средняя температура застывания нефти 18°С. Температура начала кристаллизации парафина при пластовом давлении составляет 38°С, температура плавления парафина 72°С. Все это создает ряд серьезных проблем. Одним из основных факторов, осложняющих эксплуатацию скважин, является отложение асфальтосмолопарафиновых веществ на поверхности внутрискважинного оборудования, которое приводит к снижению межремонтного периода работы, эффективности эксплуатации добывающего фонда скважин. 10 Анализ геолого-физических характеристик месторождений Вала Гамбурцева, глубинных и устьевых проб нефти и АСПО позволил выявить основные факторы, обуславливающие интенсивное накопление твердой фазы (в частности, АСПО) на поверхности НКТ при добыче нефти. Прежде всего, это невысокие пластовые температуры (41-43°С) в сочетании с высокой температурой кристаллизации парафина (38°С), достаточно большая глубина залегания нефти (2500 м) и присутствие в разрезе многолетнемерзлых пород. Перечисленные факторы способствуют образованию АСПО на поверхности насоснокомпрессорных труб с глубины 2000 м. Это осложняется тем, что процесс парафинизации оборудования интенсифицируется высоким содержанием в нефти парафинов и смол в сочетании с шероховатостью поверхности НКТ. В результате происходит образование прочных АСПО, хорошо сцепленных между собой и поверхностью НКТ. И, наконец, в процессе эксплуатации скважин при снижении давления до давления насыщения и ниже, при подъеме продукции происходит разгазирование нефти и ее охлаждение, что повышает интенсивность процесса парафиноотложения. Достаточно высокие дебиты скважин (180-200 м3/сут) и , соответственно, высокие скорости потока жидкости в подъемных трубах не снижают интенсивность отложения парафина в НКТ. 11 В процессе эксплуатации скважин происходит уменьшение внутреннего проходного сечения труб вплоть до создания аварийной ситуации – парафиновой пробки. Основным способом борьбы с АСПО является механическая очистка колонны НКТ спуском скребков на проволоке с установки депарафинизации УДС. Данный способ, при достаточно высокой частоте спуска скребков (в среднем 1 раз в 3 часа), не позволяет полностью исключить остановки из-за обрывов, подбросов, непрохождения скребков с последующим выводом скважин и ремонт для подъема и депарафинизации НКТ на поверхности, что значительно снижает межремонтный период работы скважин, (Табл. 1). Предложенные решения Для безаварийной, устойчивой работы фонда скважин в 2004 году ОАО «РосНИПИтермнефть» выполнило работу по подбору технологий предотвращения и удаления АСПО в лифтах скважин на месторождениях Вала Гамбурцева. К опытно-промышленному внедрению было предложено несколько наиболее перспективных технологий. 12 Проводились испытания ингибиторов парафиноотложения российского и импортного производства (фирм Baker Petrolite и CECA), специально подобранны для нефтей Вала Гамбурцева. При дозировании ингибиторов на СКВ. №5018 межочистной период увеличился с 3 до 6 часов. При этом надо отметить, что устойчиво положительных результатов достичь не удалось, были отмечены случаи возрастания интенсивности отложения АСПВ и необходимости сокращения межочистного периода до 3 часов. Помимо химического метода было апробировано применение труб с внутренним силикатно-эмалевым покрытием по ТУ 14-2Р-370-2003 (производства нашего холдинга), представляющим собой композицию на основе силикатов. Используемые эмНКТ 73*5,5 группы прочности «Е» характеризуются высокой степенью гладкости, абразивной устойчивостью, термостойкостью. По результатам исследований видно, что применение труб с покрытием значительно (в 4-6 раз) увеличивает межочистной период, т.е. снижается интенсивность отложения асфальтосмолопарафиновых веществ, повышается межремонтный период работы скважин. Визуальный осмотр НКТ после подъема из скважины показал отсутствие твердой фазы АСПО на поверхности с силикатно-эмалевым покрытием, наличие отложений отмечено на не защищенной покрытием внутренней поверхности соединительных муфт. 13 Табл.1 - Результаты применения НКТ с внутренним покрытием Параметры работы скважин с обычными НКТ Параметры работы скважин после спуска эмНКТ Кол-во ремонтов по причинам АСПО в год МРП, сут. Межочис тной период, ч Кол-во ремонто в по причина м АСПО МРП, сут. Межочит ной период, ч Скв. № Дата спуска Глубина спуска, м 5016 22.05.2004 2020 2 190 3 0 В работе, 355 сут. 12 5008 26.07.2004 1950 4 93 4 0 В работе, 463 сут. 24 14 На сегодняшний день по всем скважинам, оборудованным НКТ с внутренним покрытием есть положительный результат, межочистной период увеличился в среднем в 5 раз. Ремонтов, связанных с АСПО, по данным скважинам не было. С 2006 г. весь действующий фонд скважин месторождений Вала Гамбурцева комплектуется НКТ с внутренним силикатно-эмалевым покрытием. Если принять за критерий эффективности применяемых методов увеличение межочистного периода работы скважин, то наиболее эффективным является применение эмНКТ. Кроме описанных выше, проводились испытания других способов, в том числе: очистные устройства компании «Каскад» (фрезы), скребок парашютный автоматический (СПАА) ООО «Идсон», твердые ингибиторы отложений АСПВ «Трил»; но в сложившихся условиях эксплуатации скважин данные методы оказались неэффективными. На основании анализа возможности применения различных технологий борьбы с АСПО к условиям скважин месторождений Вала Гамбурцева, результатов проведения опытно- промышленных работ можно сделать вывод, что на сегодняшний день не определен метод предотвращения образования АСПО, позволяющий полностью отказаться от механической очистки скребками. Наиболее эффективным и технологичным является применение НКТ с силикатно-эмалевым покрытием по ТУ 14-2Р-370-2012, (рис. 6). 15 Рис. 6 - Защитный эффект испытанных методов 16 Факторы, влияющие на создание АСПО и виды АСПО Пример с ОАО «Северная нефть» является одним из наиболее сложным в части отложений, по отношению к иным НК применяющим эмНКТ, но процесс возникновения отложений АСПО на стенках труб и нефтепромысловом оборудование одинаков и на это хотелось бы обратить Ваше внимание: Интенсивность отложений АСПО на разных месторождениях, да и да же на соседних скважинах одного месторождения различна и зависит от: - физико-химических свойств нефти; - дебита скважины; - температуры потока; - состояния стенок скважины; - температуры грунта в различные месяцы года и т.д. В течении всего года существуют условия, приводящие к осложнениям в добыче и транспорте продукции, поэтому борьба с отложениями парафина и асфальтено-смолистых веществ является проблемой, которую приходится решать на месторождении постоянно. 17 Процесс образования АСПО на стенках труб, в том числе НКТ объясняют параллельным течением двух процессов: 1) выкристаллизовыванием из пересыщенного раствора нефти частиц твердой фазы на активных центрах поверхности; - 2) контактированием частиц, взвешенных в потоке со стенками труб и закреплением на них. При этом закрепление частиц на поверхности, с которой они контактируют, может осуществляться двумя принципиально различными путями. Первый путь – это адгезия как результат молекулярного взаимодействия соприкасающихся поверхностей; Второй путь – механическое замещение частиц в узлах шероховатой поверхности. Мы можем сформулировать необходимые условия формирования парафиновых отложений: 1. Собственно само наличие в нефти высокомолекулярных соединений углеводородов (парафинов); 2. Снижение температуры потока до значений, при которых происходит выделение твердой фазы из нефти; 3. Наличие поверхности с пониженной температурой, на которой кристаллизуются АСПО, причём сцепление с поверхностью настолько прочно, что исключает возможность срыва отложений потоком нефти при заданном технологическом режиме. 18 Так же существенными факторами способствующих или препятствующих интенсивному формированию парафиновых отложений являются: скорость потока. Как показали исследования, вначале интенсивность отложения растет с увеличением скорости за счет увеличения массопереноса, а затем снижается, поскольку возрастают касательные напряжения, превышающие прочность сцепления парафина с поверхностью оборудования; газовый фактор и сам процесс выделения газа при снижении давления. С выделением и расширением газа понижается температура, а присутствие газа в потоке усиливает массообмен, в результате доля парафиновых углеводородов, кристаллизующихся на поверхности оборудования, существенно возрастает; наличие механических примесей, являющихся активными центрами кристаллизации, может привести к уменьшению интенсивности отложения парафина за счет снижения состояния пересыщения нефти последним и увеличение его доли кристаллизации в объеме; состояние поверхности оборудования сцепления парафиновых отложений, оказывает существенное влияние на прочность обводненность продукции скважины оказывает двоякое действие. Вначале при малом содержании воды в нефти и прочих равных условиях наблюдается некоторое повышение интенсивности отложений парафина. Затем с увеличением доли воды в потоке интенсивность снижается как за счет повышения температуры потока (теплоемкость воды в 1,6-1,8 раза больше нефти), так и за счет обращения фаз, при котором ухудшается контакт нефти с поверхностью оборудования. 19 3 метода очистки труб и предотвращения отложений. На практике используют различные средства предупреждения и удаления АСПО, которые можно разделить по принципу воздействия: Специальные НКТ: a) С защитными покрытиями внутренней поверхности труб; (Эмалирование, остеклование, оцинкование, полимерные покрытия,) b) Теплоизолированные покрытия c) Специальные материалы; Депарафинизация с помощью волнового воздействия (акустического, ультразвукового, воздействия взрывчатых веществ); Электромагнитные и магнитные (воздействие на движущийся поток жидкости специально сформированными магнитными полями); Химические (ингибирование, растворение); На тепловые (прогрев горячей жидкостью или паром, нагрев электрическим током оборудования, термохимическая депарафинизация); Механические: a) механические скребки, устанавливаемые на проволоке или штангах; b) гидравлические (штуцирование сечений трубопроводов с целью инициации выделения газовой фазы, использование специальных и гидроструйных устройств); Приведённые выше методы борьбы с АСПО могут использоваться как по отдельности, так и совместно, каждый метод имеет некоторые ограничения в применении и наоборот предпочтения перед прочими. Например, применение термокейсов НКТ может быть ограничено размерами обсадной колонны, да и их уровнем стоимости. Термические методы, очень хорошо показывающие себя на чистом парафине, но не применимы там, где есть смолы и асфальтены, которые при высоких температурах коксуются к стенкам чёрной НКТ. 20 Но эмНКТ, как показывает опыт применения, весьма удачно комбинируются и со скребкованием и с термическими методами обработки труб. Интересно отметить, что как показывают опыты с пластинами из различных материалов отполированных до одного и того же уровня шероховатости и помещённые в одинаковые условия запарафиниваются по разному, в связи с этим можно сделать вывод, что гладкосность покрытия не является единственной причиной предотвращения отложений. Весьма показательно, что испытываемое вместе с металлами стекло с шероховатой поверхностью запарафинивалось значительно меньше, чем поверхности металлов с более высоким качеством обработки. На основе приведённых опытов было введено предположение о влиянии на отложения гидрофильности поверхности оборудования и труб, чем выше гидрофильность поверхности труб или покрытия (смачиваемость водой), тем выше и стойкость материала к прилипанию кристаллов парафина Касаемо применения эмНКТ для добычи коррозионно-активных нефтей. С целью прогнозирования работоспособности промыслового оборудования и разработка эффективных способов защиты от коррозии на месторождениях ООО «ЛУКОЙЛ-Коми» проводится коррозионный мониторинг, основанный на системном анализе условий и кинетики коррозионных процессов, по определению содержания коррозионной агрессивности нефтепромысловых сред, скоростей коррозии трубопроводных систем и оборудования. 21 В результате проведенного коррозионного мониторинга были выявлены основополагающие факторы коррозии. При значительном обводнении добываемой продукции (свыше 70%) наблюдается тенденция роста содержания H2S. Преждевременный выход в ремонт оборудования вызван отказами в работе по причинам коррозии узлов электропогружных установок (ЭПУ) и не герметичностью насосно-компрессорных труб (НКТ), причем доля низкой эксплуатационной надежности НКТ составляет около трети отказов. Из-за сквозных коррозионных поражений заметно увеличилось число отказов узлов ЭПУ и НКТ, отбраковок по причине коррозии, что приводит к снижению наработки внутрискважинного оборудования, которая зачастую не превышает 100 суток. Исследование извлеченного во время ремонта скважин ЭПУ позволило установить, что коррозионные поражения являются преимущественно локальными: пятнами и язвами, часто приводящими к сквозным коррозионным разрушениям НКТ, насосов, корпусов двигателей и коррозионному растрескиванию. Повреждения развиваются под слоем продуктов коррозии и могут долго оставаться незамеченными, вплоть до отказа. Обширные язвы, глубокие питтинги, вплоть до сквозных локальных разрушений, присущи тем скважинам, где есть условия для редуцирования сероводорода сульфатвосстанавливающими бактериями, (рис. 7-14). 22 Рис. 7 Скважина 1012 Уса Р+С; Группа прочности L-80 Наработка 226 суток; V коррозии - 8,88 мм в год Рис. 8 Скважина 167 Уса Д2; Группа прочности L-80 Наработка 327 суток; V коррозии - 6,14 мм в год Исследования показывают, что под отложениями концентрация биогенного сероводорода составляет 1400 мг/дм3 и в несколько раз превышает его содержание в объеме среды (до 100 мг/дм3). Скорости коррозии локальных участков с учетом глубины поражения в системе ППД составляют в среднем 3,5 мм/год. Коррозионные процессы в скважине развиваются еще активнее, скорости растут, достигая на некоторых локализованных участках 25-30 мм/год. Внедрение комплексной антикоррозионной защиты, включающей ингибиторные обработки систем ППД и периодические ударные бактерицидные обработки продуктивных пластов, дало возможность повысить технологическую и экономическую эффективность защиты нефтепромыслового оборудования и коммуникаций. С целью комплексного подхода к антикоррозионным мероприятиям внедряются ЭПУ и НКТ – внутрискважинное оборудование в коррозионно-стойком исполнении. 24 На основании «Программы опытно-промышленных работ по внедрению новой техники на месторождениях ООО "ЛУКОЙЛ - Коми"» в 2004 - 2008 г. проводились опытно-промышленные испытания, предметом которых являлись НКТ с внутренним силикатно-эмалевым покрытием по ТУ 14-2Р-370-2003, произведенные нашим холдингом. Целью ОПИ являлось коррозионно-агрессивных обеспечение средах, повышения сокращение числа эксплуатационного ресурса отказов по скважин НКТ причине в не герметичности лифта. Объектом испытаний являлись скважины коррозионно-осложненного фонда ТПП «ЛУКОЙЛ-Усинскнефтегаз». В сентябре 2004 г. наши трубы были установлены на пяти самых проблемных скважинах. До этого НКТ в данных скважинах стояло не более ста дней. Выбраковка НКТ по причине сквозной коррозии составляла от 30% до 80% от труб подвески. Наработка НКТ с эмалевым покрытием по этим скважинам составляет от 835 до 1392 суток, по сравнению с предыдущей наработкой стальных обычных НКТ от 97 до 187 суток. Физико-химический состав эксплуатационной среды объектов внедрения. Физико-химический состав водной части эксплуатационной среды скважин – объектов внедрения эмалированных НКТ приведен в таблице 2: 25 Табл.2 - Физико-химические параметры, обуславливающие коррозионную агрессивность продукции скважин – объектов опытного внедрения эмалированных НКТ Температура, оС % воды об. СО2, мг/дм3 Н2S, мг/дм3 Минерализация, г/дм3 рН СВБ, кл/мл Залежь / месторождение Скорость коррозии, мм/год средняя мах средняя мах средняя мах средняя мах средняя мin средняя мах средняя мах средняя мах Фаменская залежь Усинского месторождения 41 48 76,0 99,0 284,5 435,6 156,1 258,9 6,97 6,44 80,1 95,4 17 100 11,1 24,3 Среднедевонская залежь Усинского месторождения 80 83 71,5 98,7 122,0 369,6 40,8 409,6 7,03 6,43 44,0 107,6 75 1000 0,2 24,3 Пермокарбоновая залежь Усинского месторождения (Естественный режим) 22 33 61,0 99,9 143,7 435,6 96,5 380,6 7,23 6,33 62,4 99,9 10 100 11 30 Пермокарбоновая залежь Усинского месторождения (Режим ПТВ, ПЦО) 90 270 76,0 99,9 238,0 426,8 148,4 365,1 6,95 6,39 49,2 82,5 3 10 9,7 19,5 Ассельская залежь Возейского месторождения 38 40 85,8 99,0 168,4 418,0 55,2 255,6 6,67 6,22 75,1 108,1 12 100 6,7 18,7 Каменноугольная залежь Возейского месторождения 39 41 83,9 99,0 130,5 466,4 48,7 331,3 6,67 6,15 71,3 102,6 30 100 6,2 18,4 Западная среднедевонская залежь Возейского месторождения 93 97 77,3 99,0 153,5 281,6 1,7 5,0 6,71 6,08 45,4 86,5 1 10 3,6 8,2 26 В ходе испытаний с 2004 по 2008 год из всех партий было сформировано 23 подвески с эмалированными НКТ. В ходе эксплуатации подвески спускались в скважины коррозионно- осложненного фонда. Наработка до потери прослеживаемости всех введенных в эксплуатацию подвесок НКТ превышала 1000 суток. Наработка НКТ по ГОСТ-633 до отбраковки не менее 30% труб по коррозии тела трубы после эксплуатации в скважинах коррозионно-осложненного фонда по месторождениям 270 – 380 суток. Выводы и рекомендации Заказчика: 1. Использование труб с силикатно-эмалевым покрытием показало положительные результаты, поскольку эмаль надежно защищает металл от контакта с коррозионной средой. Кроме того, гладкое эмалевое покрытие противостоит отложениям солей и парафина, что и обуславливает широту применения таких труб. 2. Опыт эксплуатации на объектах ООО «ЛУКОЙЛ-Коми» показал технологическую эффективность применения эмалевых труб в различных условиях. Критической наработки эмалевое покрытие в условиях эксплуатации ООО «ЛУКОЙЛ-Коми» достигло при 1630 сут. эксплуатации. 27 Рис. 9 - Сравнительная диаграмма наработок НКТ с эмалевым покрытием и без покрытия по состоянию на 01.12.05г. 450 411 400 392 376 350 Наработка НКТ с эмалевым покрытием Наработка НКТ без покрытия 314 Наработка НКТ, сут 300 243 250 200 139 150 187 127 137 97 100 50 0 1011 7214 1744 № скважин 3145 1510 28 Рис. 10 Скважина 2714 Уса Р+С; Группа прочности L-80 Наработка 165 суток; V коррозии – 12,19 мм в год Совместно с Заказчиком проработаны результаты испытаний НКТ с эмалевым покрытием и приняты меры по совершенствованию технологии изготовления в части производства и применения НКТ с высаженными наружу концами и с муфтами. При этом утолщение стенки в высаженной части обеспечит напряжение в трубе ниже предела текучести металла. Нашей компанией также ведутся работы по подбору марок сталей и оптимизации температурного режима эмалирования с целью повышения качества покрытия. Отсутствие опыта работы с НКТ с внутренним покрытием требует внесения дополнений в регламент на проведение СПО, эксплуатации труб и по их отбраковке. Проблемы данного порядка в настоящее время решаются. 30 Рис. 11 Скв. 4042 Уса Р+С, наработка 152 сут., V коррозии – до 3 мм в год Рис. 12 НКТ с цинковым покрытием. В районе резьбовой части отмечены множественные очаги язвенной коррозии Заказчиком признано, что качественное эмалевое защитное покрытие НКТ является перспективным для защиты поверхности труб. На основании положительных результатов, эмалевое покрытие НКТ рекомендуется к промышленному использованию в осложненном коррозионном фонде скважин. Данный тип покрытия отнесен к категории высокоэффективных. В отличие от полимерных покрытий оно абсолютно не проницаемо для коррозионной среды и защищает от коррозионного разрушения. Кроме того, гладкое эмалевое покрытие предотвращает соле- и парафиноотложения. Кроме того, наша компания предлагает к поставке трубы с внутренним силикитноэмалевым покрытием для монтажа нефтепроводов диаметром 76325 мм. Данный вид покрытий защищает внутреннюю поверхность трубы как от коррозии, так и уменьшает отложения АСПО. Обращаем Ваше внимание на то, что применяемая нашей компанией технология сварки позволяет наносить силикатно-эмалевое покрытие на внутреннюю поверхность сварного шва непосредственно на месторождении со 100% контролем качества такого покрытия. Для целей контроля качества защиты внутренней поверхности сварного шва можно также использовать телеинспекцию. Имеется возможность организовать обучение сварщиков работе с эмалированными трубами Внутреннее силикатно-эмалевое покрытие представляет собой композицию на основе силикатов и отличается высокой термической и химической стойкостью, устойчиво к абразивному износу и не допускает отложения парафина, смол и солей на стенках труб, надежно работает при температурах от-50С до+350 С. Толщина покрытия промысловых трубопроводов 300÷500 микрон гарантирует защиту от внутренней коррозии при транспортировке агрессивных продуктов (включая кислоту и щелочь) до 50 лет, а также уменьшает гидравлическое сопротивление и увеличивает пропускную способность трубопроводов. . 32 Рис. 13 Скважина 925 Уса Д2; Группа прочности Д Наработка 896 суток; V коррозии – 2,24 мм в год Рис. 14 Скважина 261 Возей Р+С; Группа прочности К Наработка 272 суток; V коррозии – 7,38 мм в год Для защиты от почвенной коррозии на наружную поверхность труб наносится двух- (трёх-) слойная антикоррозионная изоляция из экструдированного п/э. Толщина покрытия соответствует требованиям, усиленной и весьма усиленной полиэтиленовой изоляции. При сооружении трубопроводов для защиты от коррозии наружного сварного шва используются термоусаживающиеся манжеты (поставляются в комплекте с изолированными трубами по заявке покупателя). ЗАО "ГИОТЭК" комплектует поставляемые трубы (по заявке покупателя) эмалированными соединительными деталями трубопроводов (отводами, переходами, тройниками, заглушками). Кроме того, возможно изготовление и поставка нефтепроводных труб для промысловых и магистральных нефтегазопроводов с внутренним силикатно-эмалевым покрытием ( 76–325 мм) и наружным алюмокерамическим напылением, а так же оснащение колон эмНКТ эмалированными скребками. 34 35