Презентация разработки
реклама

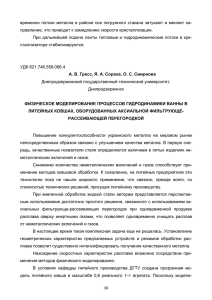
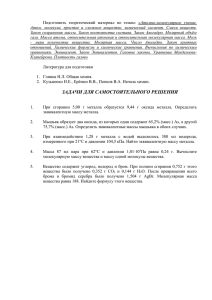
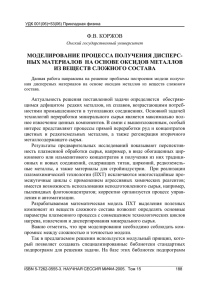
КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА Федеральное государственное унитарное предприятие «Центральный научноисследовательский институт черной металлургии им. И.П.Бардина» (ГНЦ РФ ФГУП «ЦНИИчермет им. И.П.Бардина»), г.Москва НАЗНАЧЕНИЕ ПЛАЗМЕННОГО ПОДОГРЕВА СТАЛИ В ПРОМЕЖУТОЧНОМ КОВШЕ МНЛЗ. Предлагаемая конструкция промежуточного ковша предполагает его использование в составе установки плазменного подогрева стали при непрерывной разливке. Назначение плазменного подогрева, прежде всего, состоит в поддержании постоянной температуры металла на выходе из промежуточного ковша независимо от объема металла в нем. В самом общем случае распределение температуры по объему ковша неоднородно и непостоянно во времени. Повышенный перегрев металла над температурой ликвидуса способствует увеличению трещиночувствительности заготовок, развитию столбчатой структуры слитка и таких дефектов макроструктуры, как осевая ликвация и центральная пористость. Кроме того, чрезмерно высокая температура разливаемого металла может привести к прорывам НЛЗ по трещинам. При повышенном перегреве металла в промковше требуется снижение скоростей вытягивания НЛЗ. Использование плазменного подогрева в промежуточном ковше, позволит повысить качество непрерывно-литой заготовки за счет снижения перегрева металла над температурой ликвидус, уменьшения центральной химической и структурной неоднородности заготовок, получения мелкокристаллической равноосности кристаллов во всем объеме слитка. 2 ФГУП «ЦНИИчермет им. И.П.Бардина» в 2009-2011 гг. совместно с ООО «АГНИК», ОАО «ММК» др. реализованы мероприятия по созданию опытнопромышленного оборудования и оснастки установки плазменного подогрева стали (УППС) применительно к условиям ОАО «Магнитогорский металлургический комбинат». В соответствии с согласованным с ОАО «ММК» проектом был подготовлен промежуточный ковш с плазменным подогревом, предназначенный для непрерывной разливки экспериментальных плавок. На МНЛЗ-4 в кислородно-конвертерном цехе ОАО «ММК» 3 ноября 2011 г. впервые в РФ были успешно проведены опытно-промышленные испытания нового оборудования УППС. Рис. 2 Общий вид рабочей площадки МНЛЗ-4 3 Функциональная схема установки плазменного подогрева стали Основные технические характеристики УППС Сила тока, А Падение напряжения от катодного плазмотрона до анодного, В Охлаждающая жидкость Расход воды, м³/ч Давление воды на входе в плазмотроны, МПа Рабочий газ 1 - промежуточный ковш; 2 - перегородка; 3 - камера подогрева; 4 - плазмотрон; 5 - компьютер; 6 - источник питания; 7 - блок газовый; 8 - блок охлаждения; 9 - термопара. Чистота аргона Объёмная доля аргона, не менее, % Расход аргона, не более, н. м³/ч Давление аргона, МПа 200 - 4000 350 техническая вода из чистого оборотного цикла 36 1,5 аргон (магистральный ) I-й сорт ГОСТ 10157-79 99,987 40 0,6 4 Прогрев промежуточного ковша перед разливкой на МНЛЗ 5 При создании настоящего изобретения исходили из положения, что металл должен не только нагреться в камере нагрева, но и выпускаться из промежуточного ковша в кристаллизатор с минимальными отклонениями по температуре в течение всего времени разливки плавки. Для поддержания стабильной оптимальной температуры на выпуске металла из промежуточного ковша, его конструкция должна обеспечивать достаточно высокий уровень перемешивания металла для обеспечения минимального градиента температуры металла, как в камере нагрева, так и в разливочном отсеке. Технический результат, достигаемый предложенной конструкцией двухручьевого ковша с камерами для плазменного подогрева жидкого металла, заключается в том, что переливные каналы расположенные в перегородке камеры подогрева и приемного отсека и в перегородке камеры подогрева и разливочного отсека, выполнены определенного вида при определенном соотношении общих площадей поперечного сечения каналов, обеспечивая интенсивный массо -и теплообмен, способствует равномерному распределению температуры металла в камере нагрева и разливочном отсеках промежуточного ковша, что приводит к повышению качества непрерывно-литой заготовки. Основные системы установки плазменного нагрева (УППС): - центральный пульт управления с компьютером; - механическая система для установки плазмотронов в ковше и система управления; - два плазмотрона; - источник питания для плазмотронов; - система электроснабжения; - система охлаждения плазмотронов; - система газоснабжения; - система контроля и сигнализации; - измерительная и регулирующая аппаратура; - запасные детали (сменные электроды) - система непрерывного измерения температуры стали в промковше. 7 Промежуточный ковш с установкой плазменного подогрева стали в работе Консоль с плазмотроном Камера подогрева 8 Плазменный подогрев металла в промежуточном ковше 9 Запись процесса плазменного подогрева стали в промежуточном ковше При мощности нагрева 400 кВт и производительности МЛНЗ 5 тонн стали в минуту величина подогрева стали в промежуточном ковше составила 5-6° С, что позволило стабилизировать температуру стали. 10 Предложение к внедрению на металлургических предприятиях. Предлагается создать и освоить установку плазменного подогрева стали (УППС) в промежуточном ковше МНЛЗ для условий конкретного предприятия. Характер выполнения проекта - технико-экономическое обоснование установки, проектирование, изготовление, испытания, поставка, монтаж, наладка оборудования, подготовка технической и технологической документации, ввод установки в эксплуатацию и обучение персонала цеха. Цель проекта – повышение качества непрерывнолитой заготовки за счет снижения перегрева металла над температурой ликвидуса, уменьшение центральной химической структурной неоднородности непрерывнолитых заготовок. Для этих целей предлагается использовать плазмотроны специальной конструкции общей мощностью до 4 МВт и промежуточный ковш запатентованной конструкции (патент РФ №2454295). 11 Процесс нагрева контролируется компьютером по разработанной программе. Программа устанавливает требуемые скорости нагрева металла, расход газа, воды, производит запуск плазмотронов и повышает мощность нагрева до номинальной. Во время работы производится подержание номинальных значений технологических параметров, регистрация, обработка и накопление их в компьютере. Ориентировочная стоимость договора на реализацию проекта составит (без учета НДС) 120-145 млн. руб. в зависимости от конкретных условий предприятия-заказчика. Ориентировочная продолжительность пуска и освоения УППС составит 18 месяцев с момента поставки основного технологического оборудования. Для обслуживания установки необходимо дополнительно предусмотреть увеличение штата персонала цеха на 2 человека в смену. По результатам предварительного расчета экономической эффективности срок окупаемости ориентировочно 18 месяцев. 12 Контакты: Вед. научн. сотрудник ИКС ФГУП «ЦНИИчермет им. И.П.Бардина» Юрий Алексеевич Пак тел/факс: +7(499)177-48-32 Моб.: +7(903)751-24-99 E-mail:[email protected] 13