Клей
реклама

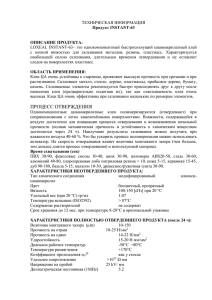
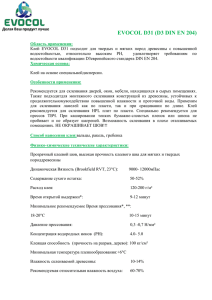
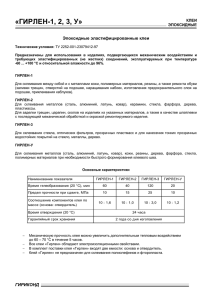
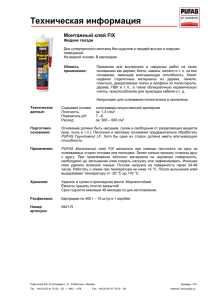
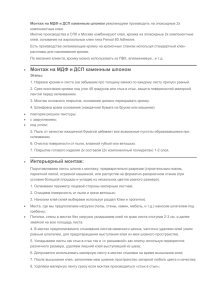
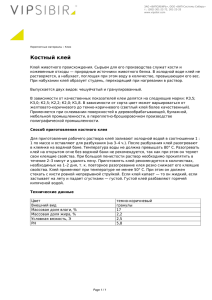
Клеящие материалы это жидкие, пастообразные или твердые вещества, составы и композиции. При их высыхании или отверждении в зазоре между соединяемыми поверхностями образуется клеевой слой. Прочность соединения определяют два основных его свойства: адгезия – слипание соединительного слоя со склеиваемыми поверхностями; когезия – сцепление частиц внутри клеевого слоя после его отверждения. Клеи в основном используются для соединения и фиксации в определенном положении деталей и элементов конструкций. Клеи-компаунды предназначены для заливки поврежденных мест. Клеи-шпатлевки обладают повышенной прочностью после отверждения, поэтому возникло название – “холодная сварка”. Клеи-герметики обладают свойствами и клеев, и герметиков. Клеи-герметики обладают свойствами и клеев, и герметиков. Герметики применяются для обеспечения непроницаемости (герметизации) стыков узлов, агрегатов и кузовных деталей. Отличие герметиков от клеев заключается не в их составе и свойствах, а в назначении. Герметики-прокладки предназначены для ремонта «штатных» или формирования взамен их новых прокладок. Герметики-фиксаторы используются для герметизации резьбовых соединений и исключения возможности самоотвинчивания. Современные клеи и герметики, как правило, состоят из полимерной основы с различными добавками: отвердители, инициаторы и катализаторы обеспечивают быстрое и полное отверждение; наполнители (органические и неорганические) улучшают свойства клеевого слоя, а также снижают величину усадки при отверждении. История открытия Уже во времена фараонов египтяне использовали клеи для склеивания папирусов, фанеровки мебели и для инкрустаций, а также при обертывании мумий. Исследования показали, что это были клеи животного происхождения. Ассирийцы не только изготовляли глиняные кирпичи, но и соединяли их различными замазками и битумными смесями. Древние греки склеивали мебель, а также мрамор и другие декоративные камни и минералы. Подобные работы в этот же период уже умели выполнять в Китае и ЮгоВосточной Азии. Несмотря на то, что технология склеивания насчитывает (согласно различным источникам) 6000 лет, первые сведения о промышленном изготовлении клеев относятся к XVII веку. Первый патент на производство клея из натурального каучука был выдан в Англии в 1791 г. Синтетические полимерные клеи подразделяют на термопластичные и термореактивные. Особенностями термопластичных клеев являются невысокая теплостойкость и гибкие, нехрупкие клеевые пленки. Эти клеи применяют при температурах эксплуатации не выше 60 0. С, а клеи на основе кремнийорганических полимеров - до 1200 С, т.е. на уровне неорганических клеев. Отверждение термореактивных полимеров возможно без нагрева, но прочность клеев холодного отверждения ниже прочности аналогичных клеев горячего отверждения. Неорганические клеи представляют собой водные системы без органических растворителей. Водорастворимые природные полимерные клеи можно разделить на белковые и углеводные. К белковым относятся коллагеновые ( мездровые и костные) клеи, казеиновые и альбуминовые, к углеводным - крахмальные и декстриновые. Виды клея: 1. Клей ПВА (поливинилацетатный) склеивает дерево, картон, стекло, кожу, ткань. Клей наносят тонким слоем на обезжиренные поверхности, соединяют и сжимают их. "Схватывает" клей за 20 мин. а полностью высыхает за 24 часа. До высыхания клеевой шов нетрудно очистить влажной тряпочкой. 2. Клей универсальный "Момент-1". склеивает дерево, металл, жёсткий поливинилхлорид, кожу, резину, войлок, декоративнослоистый пластик, стекло, керамику. Клей токсичен и огнеопасен, поэтому работать с ним необходимо в хорошо проветриваемом помещении или на открытом воздухе - вдали от открытого огня. 3. Клей эпоксидный предназначен для склеивания металла, керамики, стекла, древесины и других материалов, для заделки отверстий и трещин, а также может быть использован в качестве лакового покрытия. Клей водо- и маслостоек, является хорошим электроизолятором. 4. Клеи БФ-2 и БФ-4 склеивают металлы, пластмассы, дерево, стекло, керамику, кожу, характеризуются хорошими электроизоляционными свойствами, но большими диэлектрическими потерями (tgб=0,05). Клей БФ-2 используют, когда требуется хорошая влаго- и теплостойкость клеевого шва. Клею БФ-4 отдают предпочтение, если требуется эластичность и морозостойкость соединения. 5. Клеи БФ-6 применяется для склеивания тканей, обеспечивает прочность, не меньшую, чем при сшивании. Виды клея: 1. Клеи 88Н хорошо приклеивает резину и другие материалы к металлу. 2. Клей "Уникум" обеспечивает водостойкое соединение изделий из дерева, металла, резины, керамики, кожи, кожезаменителей, плотных тканей, поролона и пластмасс в различном сочетании. 3. Клей "Марс" предназначен в основном для склеивания изделий из кожи и кожезаменителей, но может успешно применяться и для керамики, дерева, картона, полистирола. 4. Клей изоцианатный обеспечивает прочное соединение резины с металлом. Состав клея: лейконат и дихлорэтан в долевом соотношении 2:8. 5. Клей столярный широко используется для склеивания древесины. Качество клея во многом зависит от правильностит его приготовления. 6. Клей столярный водостойкий можно получить если добавить в обычный столярный клей натуральную алифу в массовом соотношении 4:1. 7. Клеевая паста применяется для грунтования, шпаклевания и склеивания деталей из древесины, зазоры при соединении которых превышают 0,2 мм. 8. Клей синдетиконовый применяется для склеивания древесины и приклеивания к ней различных материалов. 9. Клей казеиновый применяют для склеивания древесины, преимущественно с запресовкой, картона, а также для приклеивания к древесине и картону бумаги, ткани, кожи. Виды клея: 1. Клей переплётный приготовляют из столярного, добавляя к жидкому горячему клею (прямо в "водянной бане" глицерин (1/20 объёма клея). 2. Гумиарабик - клей для бумаги и картона из камеди (загустевшего сока некоторых плодовых деревьев, например вишни, сливы, абрикоса). 3. Фотоклей можно использовать для приклеивания шкал, шильдиков, выполненных на фотобумаге. 4. Протакрил - пластическая масса - универсальный высококачественный клей и покрытие, дающее после шлифования и полирования декоративную влагонепроницаемую поверхность. 5. Клей для органического стекла может иметь один из следующих составов (раствор стружки органического стекла) 6. Паста для склеивания стекла с металлом удобна при большой площади склеиваемых поверхностей, так как имеет жидкую консистенцию. Клеевое соединение довольно прочно. 7. Теплостойкая клеевая паста пригодна для ремонта остеклованных резисторов, для изоляции их выводов, а также для изоляции нагревательных элементов. Свойства клея Основными свойствами клеев являются: их клеящая способность, грибостойкость, водостойкость, схватываемость, жизнеспособность; к отрицательным свойствам относится пробойность. Клеящая способность характеризуется механической прочностью клеевого шва. В лабораториях испытание склеивания на прочность производят путем скалывания (сдвига) склеенных образцов древесины. В практике прочность склеивания определяют раскалыванием стамеской склеенных образцов древесины по клеевому шву. Этапы производства клея: 1. При производстве на первом типе оборудования процесс изготовления выглядит следующим образом. В верхний тихоходный растворосмеситель порционно загружаются весовые количества сырьевых компонентов. В течение 10-20 минут проходит перемешивание и предварительное диспергирование материала за счет трения эластичных частей лопастей мешалки о металлический корпус смесителя. 1. Затем перемешанная композиция в полном объеме выгружается в накопительную часть нижнего агрегата, после чего включается шнек, при этом работает рециркуляционное насосное оборудование, возвращая после обработки указанную композицию обратно в накопительную емкость нижнего агрегата. Одновременно с этим производится вторая загрузка в верхний агрегат. После окончания этой загрузки рукав рециркуляции частично перекрывается и часть материала идет на фасовку. 2. Процесс изготовления на втором типе оборудования подразумевает принципиально другую схему производства. Предварительное перемешивание и диспергирование проводится при высоких оборотах в жидкой среде (соответственно без высоких энергозатрат) и подразумевает загущение продукта на конечной стадии производства, с последующим транспортированием его по той же схеме, что у оборудования первого типа. Используются рукава рециркуляции, шнек и насос, которые непосредственно совмещены с емкостью, в которой осуществлялась предварительная подготовка материала. Для оптимизации перемешивания могут использоваться легко заменяемые различные типы перемешивающих устройств. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ГЕРМЕТИКА Технологический процесс состоит из следующих стадий: подготовка компонентов, взвешивание композитов, загрузки исходных компонентов в смеситель, пластификация и смешивание компонентов в смесителе; формование смеси в экструдере и формирование; упаковка и складирование готового продукта. Производство может быть как полностью автоматизированным, так и с применением ручного труда. Рис.1. Схема технологической линии по производству герметизирующих материалов. 1 – сушильный шкаф; 2 – наполнители; 3 – бутилкаучук; 4 – машина для резки бутилкаучука; 5 – автоматический дозатор; 6 – насос для подачи масла; 7 – смеситель; 8 – экструдер; 9 – оборудование для нанесения пленки; 10 – упаковка готовой продукции; 11 – масло. На первом этапе производства происходит подготовка компонентов для переработки. Первоначально в лаборатории необходимо провести анализ технологических свойств компонентов, или так называемый входной контроль сырья. Анализ сводится к определению плотности, сыпучести, гранулометрического состава, влажности, угла естественного откоса, насыпной плотности и плотности уплотненного порошка . К подготовительным операциям относятся просеивание, сушка или увлажнение и взвешивание компонентов. По необходимости бутилкаучук разрезается на брикеты оптимального размера, наполнители просушиваются. Затем на втором этапе компоненты взвешиваются и дозируются. Взвешивание и дозирование осуществляется с помощью автоматических дозаторов. При отсутствии дозаторов возможно применение технических весов с последующей загрузкой компонентов. Третьей этап является основным. На данном этапе происходит смешение компонентов герметика и пластификация полимера. Порядок загрузки, количество компонентов, время перемешивания, температурные режимы установлены для каждого вида герметика и зависит от ряда условий. Основное требование, которое предъявляется к любой полимерной композиции – это высокая однородность всех ее физических и химических характеристик . Виды упаковок жидких и пастообразных клеев и герметиков: а – банка; б – флакон; в – шприцдозатор одинарный; г – шприцдозатор сдвоенный); д – аэрозольный баллон; е – тюбик Фото 2. Виды упаковок жидких и пастообразных клеев и герметиков для профессионального применения со съемными дозаторами “картриджи”: а – одинарный; б – сдвоенный Поскольку все характеристики композиции определяются ее составом, такая однородность свойств достигается только при равномерном распределении ингредиентов в объеме полимера. Перемешивание компонентов осуществляется в смесителях с Z – образными лопастями, где происходит не только интенсивное диспергирующее смешивание, но и пластификация бутилкаучука. Пластификация полимера способствует улучшению перерабатываемости смеси. Одновременно с этим преследуется цель повысить пластичность полимера и снизить его вязкость при выбранной температуре переработки. В итоге снижается время и температура смешения. Это важно, поскольку повышение температуры может привести к нежелательному разложению полимера. Применяется пластификатор который совмещается с полимером, причем эта совместимость сохраняться на всех стадиях переработки смеси. На этом же этапе готовая смесь проходит оценку качества. Готовая смесь на четвертом этапе попадает в экструдер, где происходит формование изделий из смеси. В производстве герметиков применяют червячные экструдеры. Они относятся к классу машин прерывного действия. На таких машинах в результате непрерывной подачи материала в загрузочную воронку можно получить заготовки любой длины. При этом процессе переработки материал одновременно перемешивается, разогревается, нагнетается в формующие инструмент и формуется. Замена профилирующих шайб, головки экструдера, позволяет получать разнообразную продукцию. Виды упаковок твердых клеев и герметиков а – пластмассовый цилиндр; б – в виде ленты Основными видами выпускаемой продукции является герметизирующая лента и герметизирующие шнуры, размер сечения которых зависит от их назначения. Здесь же герметизирующая лента покрывается пленкой. На выходе из насадки экструдера герметизирующая лента или жгут контактирует с антиадгезионной пленкой (алюминиевой фольгой, полипропиленовой тканью, фольгой из свинца и т. д.), разматываемой с катушки в виде рукавов посредством рукавообразователя. Движение пленки осуществляется за счет адгезии с экстудируемой лентой. Пленки охватывают ленту со всех сторон. Готовая продукция упаковывается и поступает на склад. Сфера применения: 1. Медицина 2. В быту 3. В промышленности 4. В строительстве 5. В химии Полимерные клеи, применяемые сейчас в пищевой промышленности, используются главным образом в трех направлениях: для производства упаковочной тары под различные пищевые продукты; для этикетирования различной пищевой тары и продукции, для склеивания некоторых материалов и изделий. Современные полимерные клеи применяются как в локомотивном хозяйстве - ремонт букс, тяговых электродвигателей, двигателей внутреннего сгорания, так и в строительстве пассажирских и грузовых вагонов для склеивания обшивки и внутреннего оборудования, соединения деталей системы водоснабжения, приклеивания рулонной и листовой кровли, а также в устройствах пути и инженерных сооружений. Конструкционные полимерные клеи нашли широкое применение в промышленности благодаря высоким эксплуатационным характеристикам: равномерному распределению напряжений, способности эффективно соединять разнородные материалы, высокой ударной прочности, технологичности, возможности обеспечивать хорошую герметичность и надежную изоляцию. Склеивание во многих случаях имеет преимущества перед сваркой вследствие возможности обеспечения более высоких коррозионной стойкости и усталостной прочности ремонтируемого участка. Благодарим за внимание