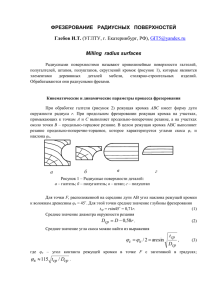
Машины и оборудование
advertisement

Машины и оборудование лесопромышленного производства (часть 2) ОСНОВЫ ТЕОРИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ Объем курса 110 часов (3,5 зачетные единицы или 3 кредита), в т.ч. аудиторные занятия – 54 часа, включающие лекционный курс в объеме 38 часов и лабораторный практикум 16 часов. На самостоятельную проработку учебного материала отводится 56 часов (рефераты, домашние задания, академическая активность). Характеристика и особенности механической обработки древесины. Для получения лесоматериалов, различных по назначению, форме, размерам и функциональному назначению их подвергают механической обработке. Внутреннее строение дерева неоднородно. В своей основе древесина имеет древесные волокна, расположенные вдоль ствола, вследствие чего модуль упругости и предел прочности древесины вдоль и поперек волокон различны. При разрушении силы связи между волокнами оказывают меньшее сопротивление, чем сами волокна. Поэтому предел прочности древесины растяжению поперек волокон в несколько раз меньше, чем вдоль волокон. Эта особенность характеризуется свойством древесного материала, именуемого анизотропия. Характеристика и особенности механической обработки древесины. На неоднородность строения дерева оказывают влияние косослой, наличие сучков, свилеватость и другие особенности строения древесины. Древесина гигроскопична. Влажность древесины оказывает влияние на ее удельный вес и на способность к механической обработке. Влажность следует учитывать при обработке древесины в условиях различных температур. Характеристика и особенности механической обработки древесины. Основные способы механической обработки древесины: - резание; - пиление; - рубка; - раскалывание; - фрезерование; - окорка; - дробление; - прессование. Эти способы механической обработки применяют при выполнении технологических операций (валка, очистка от сучьев, раскряжевка, окорка лесоматериалов и др.) Резец и его параметры. В основе большинства способов МОД лежит способ резания древесины, т.е. отделение одной части от другой с помощью резца. Резец представляет собой клин, у которого выделяют переднюю и заднюю грани, переднюю режущую кромку или лезвие, боковые грани. Пересечение передней грани резца с боковыми гранями образует боковые режущие кромки. Угол β, составленный передней и задней гранями – угол заточки или заострения резца. Угол между передней гранью резца и поверхностью резания называется углом резания δ, а угол γ между передней гранью и нормалью к поверхности резания – передним углом. Угол между поверхностью резания и задней гранью резца α называют задним углом. Резец и его параметры. Соотношение между углами выражаются уравнениями: δ=(α+β) 2 ( ) 2 Резание древесины Процесс резания заключается в том, что резец, двигаясь по направлению х – х, внедряется в древесину и отделяет одну часть от другой. В зависимости от размеров отделяемой части резание может быть с образованием стружки или щепы или без образования стружки. Кинематические параметры резания Резание с образованием стружки. Получаемая в процессе резания стружка характеризуется толщиной «е», и шириной «в». Для отделения стружки Определенных размеров необходимо иметь движение резания и движение надвигания. Движением резания называется движение резца по отношению к обрабатываемому материалу по оси х-х, при котором происходит отделение стружки. Движение резания может придаваться как резцу, так и материалу. Скорость движения резания: v v p vo где vp- скорость резца в направлении х-х; vo – проекция на ту же ось скорости движения обрабатываемого материала. Если vp значительно больше vo , то в расчетах скорость резания принимают равной скорости резца, т.е. v = vp Кинематические параметры резания Движение резца может быть прямолинейным или криволинейным (вращательным). Прямолинейное движение происходит при постоянной или переменной скорости, например при возвратно-поступательном движении резца. Для получения стружки определенной толщины обрабатываемому материалу или резцу придается движение надвигания. Оно направлено под углом φ к оси х-х в плоскости хОу, причем 0 Это движение производится одновременно с резанием или перед его началом. В последнем случае оно носит характер установочного движения, чередующегося с движением резания.. Движение надвигания, производимое одновременно с резанием, изменяет толщину стружки, которая зависит от величины и направления скорости vн. Если она составляет с осью х-х угол φ, то ее проекции на оси х-х и у-у будут: vo vН cos va vН sin Кинематические параметры резания Скорость vo характеризует движение по оси х-х, т.е. в направлении траектории резца. Это движение называется продольным надвиганием. Эта скорость алгебраически складывается со скоростью резания. Поскольку движение продольного надвигания изменяет длину стружки, то его можно назвать движением продольной подачи. Проекция скорости движения надвигания на ось у-у вектор va приводит к увеличению толщины стружки, снимаемой резцом. Это движение называется нормальным надвиганием. Толщина снимаемой стружки: e va t o e vн to sin где to – время надвигания. Ширина обрабатываемой поверхности за один ход резца равна ширине стружки b, измеряемой по оси z-z. Если требуется обработать поверхность имеющую ширину В больше b, то необходимо повторное движение резца. С этой целью материал или резец смещают по оси z-z. Такое движение называется движением боковой или поперечной подачи. Простое резание Различают простое и сложное резание с образованием стружки. Основными условиями простого резания являются: 1.Выполнение резания только передней режущей кромкой резца, 2.Длина режущей кромки должна быть больше ширины обрабатываемого материала; 3.Постоянная скорость резца, 4.Перпендикулярность режущей кромки прямолинейной траектории движения резца; 5.Постоянная толщина стружки по всей ее длине и ширине; 6.Определенное положение плоскости резания по отношению к направлению волокон. В зависимости от ее положения различают три вида простого резания: в торец, вдоль и поперек волокон. Несоблюдение любого из условий простого резания обусловливает появление сложного резания, которое характеризуется одновременной обработкой двухтрех поверхностей, переменной скоростью резца, криволинейной траекторией его движения, переменной толщиной стружки, расположением плоскости резания под разными углами к направлению волокон и т. д. Простое резание, усилие резания Усилие на резце по абсолютной величине равно равнодействующей сил сопротивления резанию, а также сил, действующих на резец со стороны древесины. К ним относятся: усилие на лезвии резца, силы нормального давления, приложенные на передней и задней грани резца со стороны древесины; силы трения на этих гранях, как следствие нормального давления. Усилие резания Составляющая силы на резце, направленная против направления вектора скорости движения резца, называется силой сопротивления резанию, а нормальная к ней составляющая силы усилием отжима, если оно направлено вверх, к резцу, и усилием прижима (затягивания), если оно действует вниз и прижимает резец к плоскости обработки. Усилие резания, равное по величине силе сопротивления резания, направлено в обратную сторону: Усилие резания (формула Тиме), удельное сопротивление резанию P1 Kbe где b и e — ширина и толщина стружки, мм; К— удельное сопротивление резанию, величина которого представляет собой сопротивление резанию, приходящееся на единицу поперечного сечения стружки, Н/мм2. Удельное сопротивление резанию: K Kc ae a an ab aз где Кс — удельное сопротивление резанию для сосны, Н/мм2; его величина принимается на основании экспериментальных данных для острых резцов при угле резания δ = π/4, толщине стружки 1 мм, влажности древесины 15%, с учетом положения плоскости резания по отношению к направлению волокон древесины; ае - коэффициент, учитывающий толщину стружки и также зависящий от положения плоскости резания по отношению к направлению волокон; аб,ап,ав,aз - коэффициенты, учитывающие изменение удельного сопротивления резанию в зависимости от угла резания, породы, влажности древесины и степени затупления резца. Удельное сопротивление резанию. Усилие надвигания. Удельное сопротивление резанию Кс зависит от вида резания. При простом резании наибольшая величина его будет при резании в торец, так как древесина самое большое сопротивление оказывает разрыву волокон по длине. Усилие надвигания Рн по абсолютному значению равно составляющей силы отжима или прижима, которое пропорционально усилию резания РН а0 Р1 где а0 — коэффициент пропорциональности, зависящий в основном от степени затупления резца, Р1 — усилие резания. Бесстружечное резание В процессе резания без образования стружки резец (нож), двигаясь в направлении перпендикулярном волокнам древесины, перерезает их передней режущей кромкой, осуществляя резание в торец или близкое к нему. Движение резания придается резцу или перерезаемому материалу. При этом способе резания наблюдается смятие и изгиб волокон, вызывающие расслоение древесины. Он применяется при срезании стоящих деревьев, перерезании хлыстов и сучьев. Бесстружечное резание Усилие резания без образования стружки зависит в основном от угла заточки и других параметров резца и размеров поперечного сечения перерезаемых материалов. Исследования показали, что наибольшее значение усилие резания достигает при внедрении резца (ножа) на глубину 1/2—2/з диаметра ствола или сучка. Величина этого усилия (Н) может быть определена по следующей эмпирической формуле: P a an aз ad n 2 где аб, а3, ап — коэффициенты, учитывающие соответственно влияние угла резания, степени затупления резца и породы перерезаемой древесины; а — коэффициент, учитывающий физико механические свойства древесины для сучьев а=3,5; для стволовой древесины - 2,5; d – диаметр перерезаемого ствола или сучка, мм; n – число одновременно перерезаемых плоскостей. Пиление Пиление – самый распространенный способ механической обработки древесины. Процесс пиления состоит в том, что резцы (зубья пилы) производят резание, образуя дно и стенки пропила. Отделяемые при этом стружки (опилки) выбрасываются зубьями или специальными элементами из пропила. Пилы имеют полотно и зубчатый венец, образующий рабочую зону пилы. Пилы классифицируют -по конструкции: неразъемные, разъемные, многозвенные; -по форме: круглые, прямоугольные, спиральные; - по роду движения (возвратно-поступательное движение пилы, непрерывное); -по назначению (для продольного пиления, для поперечного пиления) При продольной распиловке (пропил направлен вдоль волокон) передняя режущая кромка производит резание в торец, а боковые режущие кромки – поперек волокон. При поперечной распиловке (пропил расположен перпендикулярно волокнам) передняя режущая кромка производит резание поперек волокон, а боковые режущие кромки – резание в торец. Пиление Пиление Схема зубьев пил История создания круглопильных станков началась в 1810 году, когда американка Табитта Бэббитт создала прототип циркулярной пилы, которая в последствии стала использоваться в качестве лесопильного инструмента в лесопилении. Зуб пилы производит резание двумя или тремя режущими кромками. Схема зубьев пил Для распиловки применяют пилы с симметричными и несимметричными зубьями. Для снижения трения пилы в пропиле применяют уширение пропила за счет специальной подготовки рабочей зоны зуба. Она включает в себя развод зубьев (при поперечном или продольном пилении) или плющение вершины зуба (при продольном пилении) с последующим формированием режущих граней. Кинематическое соотношение при пилении В процессе пиления происходят движение резания и движение надвигания., скорость которых влияет на процесс стружкообразования. Зависимость между скоростью резания и скоростью надвигания определяет основное кинематическое соотношение. Для получения основного кинематического соотношения следует иметь в виду, что время перемещения зуба пилы в направлении скорости резания V на расстояние, равное одному шагу t зубьев пилы должно быть равно времени перемещения зуба пилы в направлении скорости надвигания VH на величину, равную надвиганию на один зуб c. t0 t / v t 0 с / vН и Тогда кинематическое иметь следующий вид: vН c v t или Толщина стружки: соотношение vН ct v e=c sinφ будет Кинематическое соотношение при пилении Зная кинематическое соотношение, получим расчетную величину толщины снимаемой одним зубом стружки: vН e t sin v Формулы кинематического соотношения при пилении и толщины стружки применимы, как для прямолинейного, так и для криволинейного движения резания. Вместе с тем, кинематическое соотношение не позволяет определить наибольшее значение скорости надвигания, а ведь именно этот показатель напрямую влияет на производительность пиления. Снимаемые при пилении стружки должны быть размещены за время движения зуба в пропиле в промежутке (впадине, пазухе) между двумя зубьями. Таким образом, надо определить объем стружки, снимаемый одним зубом. Для этого надо определить такой параметр, как высота пропила – это проекция длины дна пропила на направление, перпендикулярное вектору скорости надвигания. Кинематическое соотношение при пилении, скорость надвигания Высота пропила H = l sinφ , объем стружки, снимаемый одним зубом Q’0=σHcb, где b – ширина пропила, σ – коэффициент разрыхления опилок. Стружки в процессе пиления дробятся на отдельные частицы – опилки, объем которых Q0=Өhotb, где ho и t высота и шаг зуба, Ө – коэффициент площади впадины зуба. F ho t где F – площадь впадины зуба. Прочность зуба при прочих равных условиях в основном зависит от его высоты (консольная нагрузка). Высота зуба ho=Ψt где Ψ – коэффициент, учитывающий прочность зуба. , Кинематическое соотношение при пилении, скорость надвигания Тогда Q0=Ө Ψ t2b. Для нормальных условий пиления без прессования стружки в пропиле Q’0 ≤ Q0 или Ө Ψ t2b ≥ σHcb Сократив, получим Ө Ψ t2 ≥ σHc. Из основного кинематического соотношения: vН Ө Ψ t2 ≥ σHtvн/v ct v Тогда предельно допустимое значение скорости надвигания по условию заполнения впадины (пазухи) зуба: vн≤v Ө Ψ t/σH Круглая пила, поработавшая с недопустимой скоростью надвигания Усилие резания при пилении (формула Денфера), удельная работа резания при пилении В пилении участвуют одновременно все зубья пилы, находящиеся в пропиле. Усилие резания Р, которое необходимо приложить Определится Р=nР1 . где n – число зубьев в пропиле, Р1 – усилие на одном зубе (формула Тиме). Число зубьев в пропиле n=L/t , а L=H/sinφ , подставив, получим P=KbeH/t sinφ . Зная толщину стружки e=csinφ , а из основного кинематического соотношения после подстановки получим e=tvнsinφ/v Подставив и упростив, получим значение усилия резания при пилении (формулу Денфера): P=KbHvн /v где К - удельное сопротивление резанию при пилении, Н/мм2. Удельная работа резания при пилении, усилие надвигания Величина удельного сопротивления резанию при пилении или удельная работа резания при пилении определится по формуле: К=К1апаваз где К1- удельное сопротивление резанию при пилении воздушно-сухой древесины сосны острой пилой, зависящее от способа распиловки, ширины пропила, надвигания на один зуб; апаваз - коэффициенты, учитывающие соответственно породу, влажность и степень затупления зубьев. Усилие надвигания при пилении определяется в зависимости от усилия резания: РН=Рао где ао - коэффициент степени остроты зубьев Пиление цепной пилой Для пиления цепной пилой в составе разнообразных машин и оборудования применяют пильный аппарат. Пильный аппарат состоит из бесконечной пильной цепи, ведущей звездочки, направляющего устройства (шины), а также натяжного устройства. Направляющее устройство может включать одну или несколько ведомых не приводных звездочек. Пильный аппарат по схеме компоновки может быть консольным и балочного типа. В аппаратах балочного типа могут применяться штанговые опоры или ручные опоры. В качестве режущего устройства применяют шарнирные пильные цепи. В зависимости от состава режущих звеньев пильные цепи делят на цепи для поперечного пиления (ПЦП) и цепи универсальные (ПЦУ). Пиление цепной пилой Шаг по осям соединительных заклепок в пильных цепях может быть от 10 до 30 мм. Пильная цепь состоит из трех рядов звеньев: два ряда боковых звеньев и звенья среднего ряда. На звеньях среднего ряда имеются хвостовики, обеспечивающие зацепление с ведущей звездочкой и, двигаясь по направляющему пазу пильной шины, предохраняют движущуюся цепь от боковых смещений. Режущие элементы цепи могут размещаться как на боковых, так и на среднем ряду звеньев. Цепь для поперечного пиления состоит из пильных блоков, включающих 12 специальных зубьев, обеспечивающих формирование пропила и удаление измельченной древесины из пропила. Каждый пильный блок включает два пильных полублока из шести зубьев каждый (правый пильный полублок и левый пильный полублок). Пиление цепной пилой Пильный полублок начинается со скалывающего зуба, установленного на среднем звене и обеспечивающего формирование дна пропила и удаление стружки из пропила. Далее в цепи зубьев следует левый режущий зуб, за ним левый подрезающий, далее правый режущий, правый подрезающий. Полублок заканчивается левым режущим зубом. Таким образом в составе полублока на боковых звеньях в шахматном порядке разместились два левых режущих зуба и один правый режущий. Между ними – два подрезающих. Это левый полублок. В следующем полублоке находится два правых режущих зуба и один левый режущий зуб. Правый пильный полублок. Симметричная нагрузка на все зубья обеспечивает устойчивый процесс стружкообразования зубьями всего пильного блока. Применение таких специализированных зубьев существенно повышает эффективность пиления при раскряжевке (поперечном пилении). Такие цепи не могут совершать пиление вдоль или под углом к волокнам древесины. Для этой цели созданы универсальные пильные цепи. Пиление цепной пилой В цепях ПЦУ применяют строгающие фасонные зубья с выступами, ограничивающими толщину стружки, снимаемой одним зубом. В составе цепи всего два типа зубьев, обеспечивающих процесс стружкообразования при пилении: правый строгающий зуб и левый строгающий зуб. Зубья установлены на боковых звеньях цепи, между которыми шарнирно смонтированы средние звенья с направляющими хвостовиками и пара боковых соединительных звеньев. Такая конструкция цепи позволяет пилить при любом расположении относительно волокон древесины. Пиление цепной пилой В процессе пиления на пильную цепь действует усилие резания P, определяемое по формуле Денфера и сила трения F цепи о шину. Тяговое усилие на цепи: T=P+F F=Pнμ=a0Pμ, то T=P(1+ a0μ), где a0 – коэффициент, учитывающий степень затупления зубьев пильной цепи (0,8…1,0); μ – коэффициент трения цепи о шину (0,15…0,25). Усилие надвигания при ручном надвигании не может превышать значения 160…200 Н, регламентируемого требованиями правил охраны труда. Круглопильные станки Круглопильные станки как оборудование для механической обработки древесины пилением включают в себя механизм пиления, механизм надвигания и комплекс вспомогательных механизмов, обеспечивающих обработку лесоматериалов различной формы и размеров с производством пиломатериалов требуемого качества с обеспечением безопасных условий труда. Основной механизм круглопильных станков – механизм пиления включает в себя привод в виде электро- или гидромотора, передаточного устройства (пильный вал с соединительными муфтами) и пильный диск, установленный на пильном валу с помощью фрикционной муфты. Муфта передает крутящий момент на пильный диск за счет сил трения. Обжим муфты осуществляется с помощью винтового соединения с самозатягивающейся гайкой и мелкой резьбой. Круглопильные станки Основным параметром, по которому осуществляется подбор пильного диска является его диаметр: D=dф+2(H+Δ1+ Δ2) где dф – диаметр фрикционной муфты, H – высота пропила; Δ1 – запас на заточку зубьев пилы; Δ2- запас на величину, исключающую контакт фрикционной муфты с обрабатываемым лесоматериалом. Механизм пиления может включать в себя многопильную схему установки пил. При этом пилы устанавливаются либо в одной плоскости, обеспечивая обработку требуемой высоты пропила, либо параллельно на одной оси, обеспечивая одновременное формирование нескольких пропилов. Крепление пильного диска Круглопильные станки Механизм надвигания предназначен для перемещения обрабатываемого лесоматериала или механизма пиления в процессе формирования пропила. Пропил может формироваться путем перемещения оси лесоматериала параллельно плоскости вращения пильного диска или перпендикулярно ей. Соответственно этому круглопильные станки объединяются в две группы: для поперечного пиления и для продольного пиления. Раскряжевочные установки. Состав раскряжевочной установки ЛО-15А Круглопильные установки для продольного пиления Круглопильные станки Круглопильные станки В зависимости от числа пильных дисков круглопильные станки бывают однопильными, двухпильными и многопильными. Многопильные станки можно разделить на: слешеры – установки для обезличенной раскряжевки хлыстов и долготья; триммеры – установки для программной раскряжевки с целью увеличения качественного выхода сортиментов без потери производительности. Круглопильные станки По функциональному назначению круглопильные станки могут быть раскряжевочными, бревнопильными, брусопильными и обрезными. В отдельную группу входят круглопильные механизмы, входящие в состав комбинированных функциональных модулей: валочных, процессорных, харвестерных, дровокольных установок; установок углового пиления, фрезерно-пильных блоков в составе агрегатных лесопильных линий. Имеются также специализированные вспомогательные пильные механизмы. Например, для предварительной прорезки коры в ленточнопильных установках, прорезные механизмы для формирования компенсационных пропилов в оцилиндровочных установках, дополнительные пильные блоки в составе строгальных станков и пр. Круглопильные станки В зависимости от режима работы круглопильные станки бывают периодического (циклического) и непрерывного действия. В качестве механизмов надвигания в составе круглопильных станков для поперечного пиления применяют: неприводные гравитационные устройства, гидроцилиндры, реверсивные зубчатые передачи, канатные механизмы, поворотные револьверные устройства, скребковые транспортеры. В качестве механизмов надвигания в составе круглопильных станков для продольного пиления применяют: реверсивные каретки, роликовые транспортеры, скребковые транспортеры с толкателями, цепные или гусеничные несущие транспортеры. Механизмы надвигания круглопильных станков Круглопильные станки Производительность круглопильных станков: - периодического действия П=TVpC1C2/tц где T – время контроля (час,смена); Vp- расчетный объем лесоматериала, обрабатываемый круглопильным станком за один рабочий цикл; C1- коэффициент использования рабочего времени; C2- коэффициент использования машинного времени; tц – время рабочего цикла. - непрерывного действия с использованием несущих транспортеров: П=Tvн VpC1C2/lср где T – время контроля (час,смена); vн-скорость надвигания (средняя); lср – средняя длина лесоматериала. -непрерывного действия с использованием скребковых транспортеров, оснащенных специальными толкателями или захватами: П=Tvн VpC1C2/lр где T – время контроля (час,смена); vн-скорость надвигания (средняя); lз – расстояние между рабочими органами скребкового транспортера. Схемы раскроя сечения пиловочника Виды пиломатериалов Механизмы подачи круглопильных станков Механизмы подачи круглопильных станков Работа многопильных блоков Продольная распиловка лесоматериалов Продольная распиловка широко применяется при переработке круглых лесоматериалов. При продольной распиловке деление лесоматериалов происходит в направлении их продольной оси. При этом получаются пиломатериалы различной геометрической формы и размеров поперечного сечения. В зависимости от размеров и вида лесоматериалов для продольной распиловки применяют различные схемы раскроя. Круглые лесоматериалы распиливают на доски, пластины и брусья. Горбыли, пластины разделывают на бруски и доски. Для получения обрезных досок срезают их боковые кромки или производят разделку брусьев в направлении, перпендикулярном обработанной пласти. В зависимости от вида раскроя поперечного сечения лесоматериала различают обезличенный, программный и индивидуальный раскрой. Обезличенный раскрой осуществляется, как правило, при обработке однородных по толщине бревен на поточных линиях агрегатного типа. Индивидуальный раскрой ведется на станках периодического действия с оценкой параметров лесоматериала при выполнении каждого пропила. Лесопильные рамы. Схемы раскроя сечения пиловочника. Программный раскрой соответствует определенному расположению пил в рабочей зоне станка, которое рассчитывается по определенной программе, определяющей, например, максимальный выход обрезных пиломатериалов. Программный раскрой выполняется на лесопильных рамах, являющихся самым древним видом лесопильного оборудования. Схема раскроя сечения на лесопильной раме соответствует двум вариантам: вразвал и с брусовкой. Раскрой сечения пиловочного бревна вразвал и с брусовской Лесопильные рамы Лесопильные рамы предназначены для продольной распиловки круглых и пиленых лесоматериалов. Они относятся к многопильным станкам с возвратно-поступательным движением пил и распиливают лесоматериал за один проход в режиме станка непрерывного действия. Лесопильная рама состоит из механизма пиления и механизма надвигания. Кроме того она содержит комплекс дополнительного транспортного оборудования для доставки лесоматериалов в рабочую зону механизма подачи. Лесопильные рамы В зависимости от направления движения пильной рамки лесопильные рамы делят на вертикальные и горизонтальные. У вертикальных рам пиление происходит при движении пильной рамки вниз. Горизонтальные рамы работают без холостых проходов пильной рамки и носят название войсковых. В зависимости от компоновки механизма пиления лесопильные рамы делят на двухэтажные (одношатунные) и одноэтажные (двухшатунные). Горизонтальная пилорама Компоновка лесопильной рамы Одноэтажная лесопильная рама Лесопильные рамы Механизм пиления обеспечивает размещение постава пил. Постав – это набор пил и межпильных прокладок, определяющий схему раскроя сечения лесоматериала. Постав устанавливается в пильной рамке. Расстояние между стойками пильной рамки, определяющее наибольшую толщину распиливаемого лесоматериала называется просветом рамы. В зависимости от просвета рамы бывают: узкопросветные (300-500 мм), среднепросветные (600-800 мм) и широкопросветные (более 800 мм). Толщина рамных пил изменяется от 1,8 до 2,5 мм. Толщину выпиливаемых досок определяет толщина межпильных прокладок (разлучек), разделяющих пилы друг от друга. Лесопильные рамы Длина рамных пил в мм: L=Lх+dmax+(150…200) где Lх - ход пильной рамки; dmax - наибольший диаметр распиливаемого бревна. Средняя скорость пиления: Vср=ωLx/π где ω - угловая скорость вращения коленчатого вала, рад/сек. Усилие резания: где H=Σ Hi P=KbHvн/v Лесопильные рамы В процессе пиления надвигание осуществляется вальцами. Современные лесопильные рамы имеют механизм непрерывной подачи. Это вынуждает обеспечивать определенный уклон пилам в поставе для надвигания лесоматериала на холостой ход пильной рамки. Уклон может быть постоянным и регулируемым. Уклон пил связан с величиной посылки - Δ. Посылка – это надвигание лесоматериала, соответствующее одному двойному ходу пильной рамки. Средняя скорость надвигания: Vн.ср=ωΔ/2π Наибольшая посылка для узкопросветных рам 40-60 мм, для среднепросветных – 30-50 мм. Производительность лесопильных рам Производительность лесопильных рам определяется по формуле: П=Tvн ср VpC1C2/lср где T – время контроля (час,смена); vн ср -скорость надвигания (средняя); Vp -расчетный объем пиловочного бревна; C1- коэффициент использования рабочего времени; C2- коэффициент использования машинного времени; lср – средняя длина пиловочного бревна. Ленточнопильные станки Ленточнопильные станки Ленточнопильные станки применяют для продольной распиловки круглых и пиленых лесоматериалов, а также пилозаготовок. В зависимости от назначения они разделяются на бревнопильные, делительные (ребровые) и столярные. Бревнопильные станки служат для распиливания бревен, делительные – для раскроя горбылей, брусков и досок, столярные – для выпиливания криволинейных деталей из пилозаготовок. По числу пил станки бывают однопильные, двухпильные и многопильные, а по расположению шкивов: вертикальные и горизонтальные. Некоторые модели ленточнопильных станков имеют в своей конструкции устройство для углового, регулируемого положения пилы, что позволяет обрабатывать наклонные поверхности. Ленточнопильные станки Механизм пиления ЛПС включает в себя ленточную пилу, ведущий и направляющий шкивы одинакового диаметра, рабочая поверхность которых имеет небольшую сферичность. Устойчивое положение пильного полотна во время работы обеспечивается боковыми ограничителями, изготовленными из антифрикционного материала. Ведущий шкив очищается от опилок и грязи специальной щеткой. Ширина пильной ленты В и ее толщина S выбираются в зависимости от диаметра шкивов: В=(0,1…0,16)D и S =0,001D Натяжение пильной ленты достигается смещением оси направляющего шкива под действием груза или пружины. Скорость резания станков составляет до 70 м/с. Усилие резания и надвигания определяются по известным формулам: P=kbHvн/v Pн=Pa0 Ленточнопильные станки Механизм надвигания ЛПС может быть периодического или непрерывного действия. К первым относятся приводные тележки с реверсивным приводом, ко вторым – приводные вертикальные или горизонтальные вальцы, цепные транспортеры или гусеничные механизмы, аналогичные применяемым в конструкции круглопильных станков. Скорость надвигания в ЛПС может быть от 0,1 до 0,7 м/с. В отдельную группу выделяют горизонтальные ЛПС с ручным механизмом надвигания. Ленточнопильные станки Ленточнопильные станки Ленточнопильные станки Преимущество ленточнопильных станков по сравнению с лесопильными рамами состоит в непрерывном движении пиления и более высокой его скорости (близкой по величине к скорости вращения пильного диска)., а по сравнению с круглопильным станком – в меньшей толщине пильного полотна, возможности Обрабатывать более крупные пиловочные бревна. Ленточнопильные станки Ленточнопильные станки могут обеспечивать как программную схему раскроя при фиксированном расположении ленточнопильных блоков, так и индивидуальную схему раскроя при последовательном выпиливании досок с изменением положения лесоматериала перед каждым пропилом. Усилие резания определяется по известной формуле Денфера: P=KbHvн/v Производительность ленточнопильных станков определяется в зависимости от режима их работы: - для станков периодического действия: П=TVpC1C2/tц - для станков непрерывного действия: П=Tvн VpC1C2/lр где T – время контроля (час,смена); vн-скорость надвигания (средняя); C1- коэффициент использования рабочего времени; C2- коэффициент использования машинного времени; lр – расстояние между рабочими органами подающего устройства. Технология применение ленточнопильного станка, как головного оборудования Раскалывание лесоматериалов Раскалывание лесоматериалов Станки для раскалывания. При раскалывании лесоматериалов получают колотые топливные и технологические дрова, балансы длиной до 1,25 м. В зависимости от толщины и назначения чураки раскалывают на 2, 4, 6 и более частей (поленьев), используя специальные станки с подвижным и неподвижным клином. В первом из них раскалывающий клин совершает прямолинейное возвратно-поступательное движение, во вторых – клин неподвижен, а чурак надвигается на него штоком гидроцилиндра или рабочим органом транспортера. Как правило станки с подвижным клином обеспечивают раскалывание на 2 части. Более сложная конфигурация клина предполагает его неподвижное размещение с надвиганием чурака в рабочую зону клина. В зависимости от схемы применения дровокольных станков их классифицируют на стационарные (в цехах, на промплощадках) и передвижные (на лесосеке, на промплощадках). В зависимости от выполняемых функций станки делят на специализированные, когда сырье поступает для раскалывания предварительно раскряжеванное по длине и на комбинированные или процессоры, когда сырье поступает для обработки в виде долготья. Станки для раскалывания. Фазы раскалывания. Процесс раскалывания. Раскалывание – один из способов механической обработки, основанный на свойстве древесины легко разделяться поперек волокон. Сопротивление растяжению поперек волокон значительно меньше сопротивления древесины изгибу. В процессе раскалывания клин внедряется в древесину в направлении волокон и разделяет ее на части. Фазы процесса раскалывания. 1.Первоначальное соприкосновение клина с торцевой поверхностью чурака сопровождается смятием волокон и поперечным сжатием волокон на участках, примыкающих к месту внедрения клина. При этом усилие на клине растет пропорционально глубине внедрения. 2.С увеличением площади контакта рабочих поверхностей клина (щек клина) с древесиной смятие прекращается и дальнейшее внедрение клина происходит в результате упругой деформации волокон, вызывающей появление перед лезвием клина опережающей трещины. Опережающая трещина появляется при внедрении клина на глубину lo и наибольшем значении усилия на клине Pmax . 3.Дальнейшее внедрение клина приводит к резкому падению усилия на клине. Длина опережающей трещины быстро возрастает до момента полного отделения одной части чурака от другой. Это происходит при внедрении клина на величину Lo . Станки для раскалывания. Применяемый при раскалывании клин характеризуется углом α , который существенно влияет на глубину внедрения и усилие раскалывания. Клин может быть с постоянным и переменным углом. Уменьшение угла клина приводит к снижению усилия раскалывания, но при этом возрастает необходимая глубина внедрения клина. Для раскалывания на 4 и более частей применяют крестообразные и звезчатые клинья. Для удаления (выкалывания) сердцевинной гнили при изготовлении колотых балансов применяют кольцевые клинья. Глубина внедрения Lo, необходимая для полного раскалывания чурака определяется величиной Lo=(0,1…0,15)L, где L – длина чурака. Станки для раскалывания. Усилие раскалывания зависит от глубины внедрения клина. Его можно представить как функцию P=f(l) , где l – глубина внедрения клина. Площадь, ограниченная кривой и осью абсцисс, представляет собой работу раскалывания: W=∫ Pdl=∫f(l)dl Среднее значение усилия раскалывания Рср на пути внедрения Lo определяется Рср=PmaxLo , а работа раскалывания: W=mPmaxLo . В зависимости от типа клина коэффициент m изменяется от 0,4 (угол 0,5…1,0 рад) до 0,8 для кольцевого клина. Станки для раскалывания. Усилие раскалывания: P=2pLdaк aз aп aв aоп, где p – удельное сопротивление раскалыванию н/см2 (для сухой сосны 8…10 н/см2) ; L и d – длина и диаметр чурака, мм; aк – коэффициент клина; aз (для острого клина 1, для затупленного 1,1…1,2) – коэффициент заострения клина; aп aв aоп – коэффициенты, учитывающие соответственно породу, влажность и влияние опоры. aв =1 для сухой древесины и 1,1…1,2 для влажной. aоп =1 для узкой опоры и 1,1…1,2 для широкой опоры. Коэффициент клина определяется по формуле aк=tg(ρ+α/2), где ρ – угол трения. Мощность станков для раскалывания (кВт) N=Pv/1000η, где v – скорость надвигания чурака на клин, η - к.п.д. Станки для раскалывания. Производительность станка для раскалывания определяется по известным формулам -для машин непрерывного действия: Псм= TvVрасчС1С2/lп, где T – время смены, v – скорость надвигания, Vрасч – расчетный объем чурака, lп – расстояние между чураками, подаваемыми на обработку. -для машин периодического действия: Псм= TVрасчС1С2/tцикла Дровокольный процессор Дровокольные станки Дровокольные станки Дровокольные станки Дровокольные станки Дровокольные станки Применение дровокольных станков при производстве дров Применение дровокольных станков при производстве угля Инновации в дровокольном оборудовании Окорка лесоматериалов В процессе окорки с поверхности лесоматериалов удаляют кору и луб. Окорке подвергают как круглые (балансы, рудничные стойки, шпальные кряжи, пиловочные бревна, опоры для ЛЭП), так и колотые (технологическое сырье и колотые балансы) лесоматериалы. Окоренные лесоматериалы быстрее высыхают, меньше подвергаются разрушению под действием биологических факторов (грибки, насекомые). Окорка необходима перед химической переработкой древесины (гидролизное, целлюлозно-бумажное, плитное производства), а также перед пропиткой древесины антисептиками. Окорка лесоматериалов Различают три вида окорки: пролыска, грубая и чистая. При пролыске кору снимают не со всей поверхности, а полосами. Этот вид окорки ускоряет высыхание лесоматериалов. При грубой окорке на поверхности лесоматериалов частично остается луб, предохраняющий древесину от растрескивания. Чистая окорка (полное удаление коры и луба с частичным удалением камбиальной древесины) необходима для балансов, шпал, столбов ЛЭП и связи. Чистая окорка обеспечивает снятие с поверхности лесоматериала стружки определенной толщины, при этом форма поверхности ствола сохраняется. Окорка лесоматериалов Известны механический, гидравлический и пневматический способы окорки лесоматериалов. При гидроокорке кору удаляют струей воды, при пневмоокорке – воздушной струей с наполнителем в виде опилок. Наибольшее распространение получил механический способ окорки строганием, фрезерованием, скоблением или трением. Последний способ реализуется за счет снятия коры за счет трения о цепи, канаты или при взаимном трении лесоматериалов друг о друга. При механическом способе применяют поштучную окорку (строганием, фрезерованием, скоблением) и групповую окорку (трением). Окорка лесоматериалов Скобление – наиболее широко используемый способ механической поштучной окорки. Скобление обеспечивается за счет применения тупых резцов (короснимателей) при угле резания больше 90 градусов. Различают продольное скобление и поперечное скобление. Окорка лесоматериалов Для продольного скобления движение резания является одновременно и движением подачи. Для полной обработки поверхности лесоматериала необходимо периодически поворачивать лесоматериал на определенный угол либо применять многорезцовую схему механизма окорки, охватывающую весь периметр лесоматериала. При поперечном скоблении коросниматели устанавливают внутри кольцевой головки (ротора), вращающейся вокруг обрабатываемого лесоматериала, при этом ось вращения ротора совпадает с осью лесоматериала. Вращение ротора является движением резания. Конструкция механизма окорки роторного типа Кинематические соотношения при окорке Скорость резания: v=ωd/2 , где ω – угловая скорость вращения ротора. При поперечном скоблении для полной обработки поверхности лесоматериала его необходимо непрерывно перемещать вдоль оси, что является движением поперечной подачи. В этом случае коросниматели описывают по поверхности лесоматериала винтовую линию. Кинематическое соотношение при поперечном скоблении с помощью многорезцовых роторных головок выражается уравнением: vп/v=bZ/πd , где Z - число короснимателей в роторе, d - диаметр лесоматериала, v и vп – соответственно скорости резания и поперечной подачи, b - ширина стружки, b=λB , где B - длина рабочей кромки короснимателя, λ - коэффициент перекрытия, λ=0,8…0,9. Параметры процесса окорки Скорость продольного перемещения лесоматериалов через ротор (скорость поперечной подачи): vп =vbZ/πd=ωbZ/2π Усилие на одном короснимателе при скоблении: Pk=Pc+F , где Pc - усилие скобления, F - сила трения короснимателя об обрабатываемую поверхность. Сила трения F=μN , где μ - коэффициент трения между короснимателем и обрабатываемой поверхностью, N - усилие прижима короснимателя (нормальное давление). Усилие прижима N=pB , где B – длина рабочей кромки короснимателя, см; p - допустимое удельное давление на рабочей кромке, н/см, которое не должно превышать пределе прочности древесины. При поперечном скоблении p =200…20 н/см, при продольном 250…350 н/см. Параметры процесса окорки Усилие скобления Pc зависит от условий работы короснимателя. В процессе поперечного скобления рабочая кромка сдвигает кору поперек волокон, а специальная боковая кромка перерезает ее волокна. В некоторых случаях (при обработке влажной древесины для улучшения процесса короотделения применяют специальные резаки для подрезания волокон коры в торцевом направлении. Усилие скобления: Pc=P’+P” где P’ - усилие сдвига коры, P” - усилие перерезания коры. Усилие перерезания коры зависит от способа скобления, параметров короснимателя, влажности древесины. При поперечном скоблении P”=30…200 Н, при продольном 10…50 Н. Усилие сдвига коры P’ зависит от ширины снимаемой стружки P’=pob, где b – ширина стружки, см; po - удельное сопротивление сдвигу коры, Н/см, зависящее от способа скобления, влажности и температуры древесины. Для поперечного скобления po=40…100 Н/см, для продольного 60…110 Н/см. Параметры процесса окорки Усилие на короснимателе: Pk=Pc+F= pob+ P”+ μ pB Усилие на роторе в процессе окорки P=PkZ Механизмы перемещения лесоматериала в окорочных станках роторного типа. При перемещении лесоматериала в станках роторного типа применяют питающие вальцы, расположенные в вершинах равностороннего треугольника на входе и на выходе из ротора, или цилиндрические вальцы с ребристой поверхностью, расположенные на входе и выходе из ротора по параллельной схеме. Сопротивление движению при перемещении лесоматериала в процессе окорки: T= Рр+Рт где Рр – сопротивление от сил, действующих на роторе вдоль траектории движения лесоматериала через ротор; Рт - сопротивление движению подающего механизма вдоль той же траектории. Схемы механизмов подачи Схемы механизмов подачи Параметры процесса окорки В роторных окорочных станках сопротивление от сил, действующих на роторе не может превышать величину сил трения между рабочими кромками короснимателей и обрабатываемой поверхностью: Pp=pBμZ , где p - допустимое удельное давление на рабочей кромке короснимателя. Сопротивление движению подающего механизма при перемещении лесоматериала питающими вальцами: Рт=nвNвwв где nв- число питающих вальцов, wв- коэффициент сопротивления движению окоряемого лесоматериала по вальцу (0,1…0,2), Nв - сила прижима вальца к лесоматериалу. Если питающие вальцы (рябухи) расположены попарно на параллельных осях или по три в одной плоскости, то: Nв=QK/nнв где Q - наибольший вес окоряемого лесоматериала, nнв - число нижних вальцов, K - коэффициент запаса, учитывающий прижим вальцов пружинами (1,5…2,0). Схема работы роторного станка Окорка лесоматериалов Конструкцию роторных окорочных станков на примере станка ОК-40-1 на лабораторных работах. Производительность окорочных станков роторного типа (непрерывного действия): Псм= TvнVрасчС1С2/lл, где T – время смены, vн – скорость надвигания, Vрасч – расчетный объем лесоматериала, lл – средняя длина лесоматериалов, поступающих в ротор через загрузочное устройство непрерывным потоком. Окорка фрезерованием Групповая окорка лесоматериалов В основу работы установок для групповой окорки лесоматериалов положен принцип использования абразивных свойств коры и различие в прочности между корой и древесиной. Установки для групповой окорки делятся на барабанные и бункерные. Бывают установки сухого трения и с увлажнением рабочей зоны. В зависимости от режима работы окорочные установки делят на периодического и непрерывного действия. Групповая окорка лесоматериалов Барабанные установки сухого трения предназначены для окорки круглых и колотых поленьев. Наиболее широко применяют барабанные установки непрерывного действия (КБ-6, КБ-12), которые имеют барабан диаметром 3..4 метра длиной 7…15 метров. Неокоренные лесоматериалы подаются в установку непрерывно. Выходная часть барабана заканчивается усеченной воронкой, частично перекрытой шибером (заслонкой). При вращении барабана находящиеся в нем лесоматериалы продвигаются вдоль него (принцип «кипящего слоя») и высыпаются через шибер на выносной транспортер. Уровень заполнения барабана и продолжительность обработки зависят от величины перекрытия выходного отверстия шибером. С увеличением степени заполнения барабана продолжительность окорки возрастает, т.к. уменьшаются сила и число ударов, приходящихся на поленья. В то же время уменьшение степени заполнения барабана снижает его производительность. Барабанная установка Бункерные установки для окорки Бункерные установки для окорки бревен представляют собой один или несколько бункеров с поперечным сечением треугольной формы. По дну и стенкам бункера движутся цепи поперечного транспортера, снабженные специальными упорами. В современных установках используют специальные активаторы для перемешивания бревен. За счет работы транспортера или активатора обеспечивается перемешивание бревен в бункере, возникающие при этом силы трения создают условия для разрушения коры. Для повышения эффективности работы установок для групповой окорки лесоматериалы можно увлажнять. Станки для измельчения древесины На лесопромышленных предприятиях измельчению подвергают низкокачественные лесоматериалы (тех.сырье, дрова), а также отходы лесозаготовок и лесопереработки (сучья, вершины, горбыли, рейки и др.) В результате измельчения получается щепа. Кусочки древесины, полученные за счет поперечно-торцевого резания древесины, приводящего к регулярному сколу древесины вдоль волокон. Для получения щепы применяют станки с дисковой или барабанной ножевой головкой. Станки для измельчения древесины Станки для измельчения древесины Дисковые станки предназначены для измельчения на щепу реек, горбылей, круглых и колотых балансов, тех.сырья. Механизм резания представляет собой плоский или профильный (геликоидальный) диск, вращающийся в вертикальной плоскости или наклонный. На диске крепятся от3 до 16 ножей. В корпусе диска вдоль каждого ножа имеются сквозные прорези для выхода из рабочей зоны готовой щепы. Диск закрывается кожухом, в котором имеется загрузочное отверстие с направляющим патроном, на дне которого укреплен неподвижный нож (контр-нож). Патрон в дисковых станках может иметь наклонное или горизонтальное положение. Станки с наклонным патроном приспособлены для измельчения коротких лесоматериалов, которые подаются к диску за счет собственного веса. Длинные лесоматериалы измельчают на станках с горизонтальным патроном. Подача в них осуществляется горизонтально транспортерами различного типа. Получаемая щепа в процессе рубки падает на выносной транспортер или подхватывается центробежным воздушным потоком, создаваемым специальными ребрами на диске. Далее выносится по трубопроводу или в циклон. Применяют дисковые машины, имеющих индексацию МРГ и МРНП. Дисковые станки для измельчения древесины Дисковые станки для измельчения древесины МРГ МРНП Станки для измельчения древесины Барабанные станки предназначены для измельчения на щепу сучьев, вершин, горбылей, реек. Механизм резания этих станков представляет собой барабан с ножевыми впадинами или прорезями. В последнем случае барабан делается пустотелым. По образующим барабана закреплено от двух до восьми прямых ножей, выступающих над поверхностью барабана. Перерабатываемый материал через приемный наклонный или горизонтальный патрон, имеющий контр-нож, подается к барабану. Для облегчения продвижения материала и удержания его в процессе рубки патрон может оснащаться подающими вальцами или гусеничным механизмом. Щепа из рабочей зоны удаляется с помощью транспортера. Барабанные станки для измельчения древесины Самоходные машины для измельчения древесины Самоходные машины для измельчения древесины