Слайд 1 - СфераМет
реклама

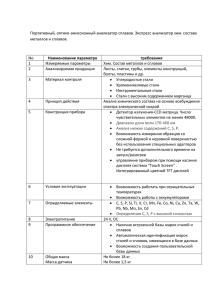
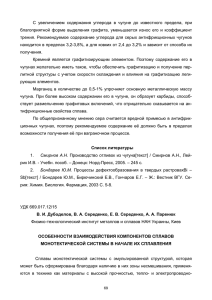
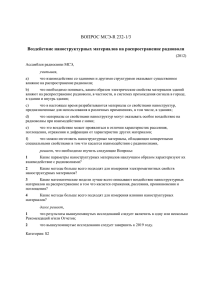
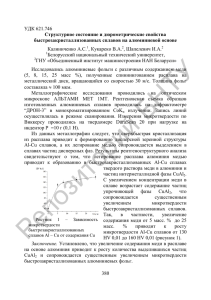
Наноструктурные материалы ООО «Сферамет» ООО «НПП Элстин-С История Порошковая металлургия Начало активного развития – 60-е годы Передовое преприятие ОАО «Полема» Тулачермет Продукция – металлические порошки распыленные и восстановленные Гранульная металлургия Начло активного развития 70 годы Применение – авиационное двигателестроение Материалы – сферические гранулы жаропрочных сплавов Самораспростроняющийся высокотемпературный синтез СВС Открытие – 1967г. Мержанов А.Г. Начало активного развития – 80 годы Материалы – в оснавном керамика горючее + окислитель = продукт реакции + тепловой эффект. Горючее — это, например, порошки Ti, Zr, Hf, V, Nb, Та, Mo, W и др., окислитель — С, В,Si, N2, H2, O2, S, Se и др., продукты реакции — карбиды, бориды, силициды, нитриды и другие соединения Создние новой технологии Гранульная металлургия + СВС Принцип формирования наноструктурных матариалов с использованием сферических гранул двух фракционных составов Наименование проекта «Разработка технологии получения наноструктурных материалов на базе сферических гранул химически активных металлов, сплавов и интерметаллидов с использованием метода центробежного распыления расплавов» Цели и задачи проекта Цель проекта: 1. Создание производства сферических гранул химически активных металлов, таких как титан, цирконий, ниобий, тантал, сплавов на их основе, интерметалллидов. Например, системы титан – алюминий, титан – никель на установке центробежного распыления; 2. Разработка технологии получения наноструктурных материалов на базе сферических гранул. Суть проекта Инвестиционным проектом предусматривается: Создание опытного производства сферических гранул - изготовление гарнисажной вакуум-плазменной печи - Изготовление установки центробежного распыления расплава химически активных металлов и сплавов Промышленное освоение производства новых наноструктурных материалов на базе сферических гранул для различных отраслей промышленности. Схема гарнисажной вакуум-плазменной печи для выплавки жаропрочных и конструкционных сплавой Схема плавильной вакуум-плазменной гарнисажной печи с электромагнитным управлением плазменным разрядом и перемешиванием расплава для выплавки химически активных металлов и сплавов Технико-экономические показатели вакуум-плазменной гарнисажной печи с электромагнитным управлением плазменным разрядом и перемешиванием расплава Наименование Внутренний диаметр тигля Характеристики Медный водоохлаждаемый Ед. измерения Показатели мм 300; 400; 500 Масса сливаемого расплава (по титану) С электромагнитным перемешиванием расплава кг 30; 60; 110 Масса сливаемого расплава (по железу) С электромагнитным перемешиванием расплава кг 60; 120; 230 Наименование Характеристики Ед. измерения Показатели л 20 Мощность электромагнитов для управления дугой кВт не более 1 Мощность электромагнитов для перемешивания расплава кВт не более 2 В 24 Объем камеры дозатора для введения легирующих элементов Параметры электромагнитных устройств Напряжение питания электромагнитов Наименование Характеристики Ед. измерения Показатели мм 30 - 80 мм Размеры отливаемых заготовок Диаметр Длина м до 1 м Параметры вакуумного плазмотрона Сила тока дуги кА 3 ÷ 7,5 Напряжение дуги В 30 ÷ 75 кВт до 450 Расход электроэнергии при плавке сплавов титана кВт∙час/кг 5÷7 Расход электроэнергии при плавке сплавов железа кВт∙час/кг 2÷3 Продолжительность плавки сплавов титана ч 0,6÷2,0 Продолжительность плавки сплавов железа ч 1 ÷ 2,5 Мощность плазменной дуги Энергетические показатели Схема центробежного распыления Получение сферических гранул металлов и сплавов методом центробежного распыления происходит следующим образом: - во вращающийся с заданной скоростью гарнисажный тигель поступает расплав, получаемый путем регулируемого плавления исходной заготовки в плазменном разряде; - из вращающегося тигля, под действием центробежных сил, капли расплава вылетают из него и кристаллизуются в полете в виде сферических частиц. Установка центробежного распыления Р-1 Плазмотрон Источник питания для создания азотной и аргоновой плазмы Технико-экономические показатели установки центробежного распыления расплава Р-1 Ед. измерения Показатели Габариты установки м 5,0 х 6,0 высота 6,0 Диаметр камеры в зоне распыления м 2,0 Характеристики Метод плавления исходной шихты Плазменный Плазмообразующий газ Расход газа с рециркуляцией Максимальная мощность плазмотрона Общая мощность установки Аргон, гелий, азот, смесь газов м3/час 0,1 кВт 150 кВт 170 Примечание Характеристики Ед. измере ния Источник питания Расход воды на охлаждение ИПН 160 – 2500 м3/час Исходная шихта Масса электрода ЖС Показатели диаметром 50 мм Имеет возможность работы в режиме аргонной и азотной плазмы 10 Электрод диаметром 40мм, 50мм, длиной 1000мм.. кг 11 кг 15,7 диаметром 40 мм Масса электрода ЖС Примечание Возможно увеличение диаметра электрода до 80мм, и массы электрода до 40кг Характеристики Время смены электрода Ед. измерения Показатели мин 5 Получаемый продукт Максимальная Частицы сферической формы размером 25мкм – 800 мм. кг/час До 35 кг/час Не более 20 кг/смену 110 тонн/год 25 производительность Производительность гранулирования сплавов ЖС в капельном режиме Производительность Примечание Этапы выполнения проекта Этап 1. Строительство производственного участка на территории Снегиревского Завода Огнеупоров и организация производства сферических гранул производительностью 24 тонны в год. Проектирование гарнисажной вакуум-плазменной печи гарнисажной вакуум-плазменной печи. Этап 2. Организация производства сферических гранул металлов и сплавов перспективных для создания новых композиционных наноструктурных материалов. Изготовление гарнисажной вакуум-плазменной печи. Этап 3. Организация опытного производства новых композиционных наноструктурных материалов. Объем инвестиций Инвестиции, необходимые для выполнения 1 и 2 этапов проекта - 205 млн. руб. Ожидаемый годовой экономический эффект - 100 млн. руб. Перечень перспективных гранульных материалов для различных отрослей промышленности № п/п 1 2 3 Номенклатура производства Жаропрочные сплавы Дисперсионно упрочненные жаропрочные сплавы. Нанострук-турные материалы Конструкционные сплавы для средненагруженных и высоконагруженных изделий Ожидаемая потребность на первом этапе (тонн в год) 10 000 10 20 000 Применение Авиационное двигателестроение, детали судовых двигателей и др. Пресс инструмент, литейные формы. Авиационное двигателестроение. Мишени для магнитронного и ионно-плазменного напыления. Изделия деталей машин, механизмов приборов например шестерни, фланцы, зубчатые колеса, седла и корпуса клапанов, муфты, эксцентрики, корпуса подшипников, диски, втулки и др. для автомобильной, тракторной, судовой промышленности, 100 4 Химически активные сплавы 50 10 Изделия для авиационной промышленности, фильтры для очистки воды, запорная арматура для агрессивных сред, гранулы для напыления на изделия, работающие в агрессивных средах гранулы для изготовления наноструктурных материалов Изделия для атомной промышленности, фильтры для очистки воды, запорная арматура для агрессивных сред, гранулы для напыления на изделия, работающие в агрессивных средах, гранулы для изготовления наноструктурных материалов. Изделия для атомной промышленности, гранулы для изготовления наноструктурных материалов 20 5 Интерметаллиды 40 50 6 промышленности, мишени для магнитронного и ионноплазиенного напыления, клапана ДВС и др Жаропрочные изделия для авиационной промышленности, сплавы с памятью формы. Наплавка на изделия подвергающиеся ударному абразивному износу, буровой инструмент Тугоплавкие материалы 10 Мишени для магнитронного и ионноплазиенного напыления Инициаторы и участники проекта ООО «Сферамет» - научно-производственное предприятие, специализирующееся в области разработки и внедрения передовых материалов и оборудования в порошковой металлургии. ООО «НПП Элстин-С» - научно-производственное предприятие, специализирующееся в области разработки и внедрения передовых материалов, оборудования и технологий в энергетике, строительстве, горно-перерабатывающей, металлургической областях и других отраслях промышленности - коллективный член Международной Академии наук экологии, безопасности человека и природы (МАНЭБ). ОАО Электромеханика - изготовитель источника питания и установки центробежного распыления. ООО НПКО «Стальпроект» - проектант, рабочая документация для изготовления оборудования. Преимущества проекта К преимуществам предлагаемого проекта относятся: обеспечение невысокого уровня рисков для участников проекта, обусловленное наработанным научно-производственным потенциалом участников; обеспечение предпосылок для эффективности и своевременного возврата инвестиций, основанное на знании конъюнктуры рынка материалов; уникальность разработанной технологии; высокая патентоспособность. Текущая стадия исполнения проекта. Установка центробежного распыления находится в стадии горячих испытаний на ОАО «Электромеханика». Вакуумно-плазменная гарнисажная печь в стадии проектирования в ООО «НПКО Стальпроект»