Тема 8.2 Химико-термическая обработка
реклама

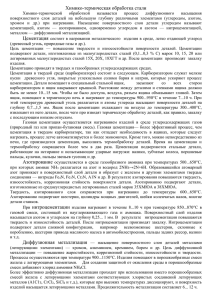
Тема 8.2 Химико-термическая обработка ХТО — это процесс поверхностного насыщения стали каким-либо элементом (углеродом, азотом или тем и другим одновременно, а также хромом, кремнием, бором и др. путем диффузии элемента из внешней среды при относительно высокой температуре). ХТО обычно преследует две основные цели: 1)получение более твердой, износоустойчивой поверхности; 2)получение поверхности, которая была бы устойчива против коррозии. Наиболее распространенные виды химико-термической обработки стали — цементация, азотирование и цианирование Наиболее термической распространенные обработки азотирование и цианирование. стали виды — химико- цементация, Некоторые методы упрочения поверхности металлических изделий приведены на рис. I— индукционная закалка, II — цианирование, III — нитроцементация, IV — газовая цементация, V — цементация, VI — цементация в твердом карбюризаторе, VII — азотирование, VIII —диффузное хромирование Цементация — процесс заключающийся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде. Цель цементации — обогащение поверхностного слоя деталей машин углеродом до концентрации 0,8— 1,1% и получение после закалки высокой твердости при сохранении пластичной сердцевины. Цементации подвергаются детали, изготовленные из низкоуглеродистых сталей (0,1—0,2% С) марок 15, 20 или легированных низкоуглеродистых сталей марок 20Г, 20Х, 20ХФ, 12ХНЗА, 20Х2Н4А, 18ХГТ, 18Х2Н4ВА, 20ХГНР и др. Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Цементация в твердом карбюризаторе. Наиболее старым способом является цементация в твердой среде (в твердом карбюризаторе). При этом способе цементации карбюризатором служит смесь древесного угля и углекислых солей (углекислого бария — ВаСО3, углекислого натрия (соды) — Na2CО3 и др.). Углекислые соли добавляются к древесному углю в количестве 10— 40%. В практике цементации применяют различные составы карбюризаторов. Для цементации в твердом карбюризаторе детали помещают в цементационный (стальной) ящик и засыпают карбюризатором. Упаковка деталей в ящик с карбюризатором должна производиться таким образом, чтобы детали со всех сторон были окружены карбюризатором и не соприкасались друг с другом, со стенками и дном ящика. Ящик закрывают крышкой и замазывают огнеупорной глиной. Через отверстия в крышке в ящик вставляют стержни из такой же низкоуглеродистой стали, из которой изготовлены цементуемые детали. Эти стержни называются «свидетелями» и служат они для контроля цементации. Ящик с упакованными в нем в карбюризаторе деталями помещают в печь и нагревают до 900—950° С. При нагреве протекают следующие процессы. Углерод угля соединяется с кислородом воздуха, находящимся в ящике, и образуется окись углерода (СО). Этот процесс можно представить следующей реакцией: 2С + O2 = 2СО Окись углерода разлагается на углекислый газ (С02) и углерод, образующийся в виде атомов (атомарный углерод): 2СО-С02 + С Атомарный углерод проникает (диффундирует) в поверхностный слой детали. Так как детали нагреты до 900—950° С, т. е. выше верхней критической точки Ас3у и в стали при такой температуре образуется 7-железо, углерод, проникая в сталь, растворяется в v-железе с образованием аустенита: 3Fe... + C = Fe3C. Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают азотом в специальной азотирующей среде. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и приобретает повышенную коррозионную стойкость и высочайшую микротвёрдость. По микротвёрдости азотирование уступает только борированию, в то же время превосходя цементацию и нитроцементацию (незначительно). Металлы и сплавы, подвергаемые азотированию • Стали углеродистые и легированные, конструкционные и инструментальные. • Высокохромистые чугуны, высокохромистые износоустойчивые сплавы, хром. • Титан и титановые сплавы. • Бериллий. • Вольфрам. • Ниобиевые сплавы. • Порошковые материалы. Назначение азотирования •Упрочнение поверхности •Защита от коррозии •Повышение усталостной прочности В зависимости технологические от назначения процессы существенно отличаться. используемые азотирования могут Основные процессы азотирования Газовое азотирование Насыщение поверхности металла производится при температурах от 400 (для некоторых сталей) до 1200 (аустенитные стали и тугоплавкие металлы) градусов Цельсия. Средой для насыщения является диссоциированный аммиак. Для управления структурой и механическими свойствами слоя при газовом азотировании сталей применяют: • двух-, трёхступенчатые температурные режимы насыщения; • разбавление диссоциированного аммиака: • воздухом, • реже водородом. Контрольными параметрами процесса являются: • степень диссоциации аммиака • расход аммиака • температура • расходы дополнительных технологических газов (если применяются). Каталитическое газовое азотирование Это последняя модификация технологии газового азотирования. Средой для насыщения является аммиак, диссоциированный при температуре 400—600 градусов Цельсия на катализаторе в рабочем пространстве печи. Для управления структурой и механическими свойствами слоя при каталитическом газовом азотировании сталей применяют изменение. Ионно-плазменное азотирование Технология насыщения металлических изделий в азотсодержащем вакууме (примерно 0,01 атм.), в котором возбуждается тлеющий электрический разряд. Анодом служат стенки камеры нагрева, а катодом — обрабатываемые изделия. Для управления структурой слоя и механическими свойствами слоя применяют (в разные стадии процесса): • изменение плотности тока • изменение расхода азота • изменение степени разряжения • добавки к азоту особочистых технологических газов: водорода аргона метана кислорода. Оборудование для азотирования Для проведения газового азотирования используются преимущественно шахтные, ретортные и камерные печи. Для подготовки аммиака перед подачей в печь используется диссоциатор. Для проведения каталитического газового азотирования используются преимущественно шахтные, ретортные и камерные печи, оснащенные встроенными катализаторами и кислородными зондами для определения насыщающей способности атмосферы. Для проведения процессов ионно-плазменного азотирования применяются специализированные установки, в которых происходит нагрев изделий за счёт катодной бомбардировки и, собственно, насыщение. Для азотирования из растворов электролитов применяются установки для электрохимико-термической обработки.