08 Нарезание резьбы
реклама

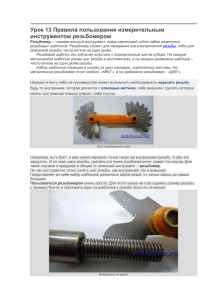
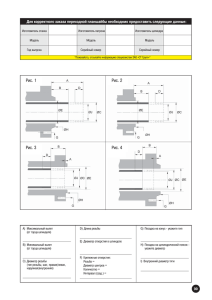
Нарезание резьбы метчиками Кроме токарных резьбовых резцов и резьбофрез для нарезания резьбы на станках с ЧПУ используют метчики и раскатники (обработка внутренних резьб) и фрезы для вихревого резьбонарезания (наружные резьбы). Метчики изготавливают из быстрорежущей стали (рис. 7.1) и твердого сплава (рис. 7.2). Последние целесообразно использовать в условиях крупносерийного производства. Для эффективного удаления стружки метчики могут иметь отверстия для подвода СОЖ (рис. 7.3). Виды метчиков В зависимости от вида резьбового отверстия метчики делятся на метчики для обработки сквозных отверстий, глухих отверстий и общего назначения. Метчики для сквозных отверстий с прямыми канавками имеют скос на передней поверхности зуба, который выталкивает стружку из отверстия перед метчиком (рис. 7.4). Также такие метчики могут иметь винтовые стружечные канавки левого направления (рис. 7.5). Метчики для глухих отверстий имеют винтовые канавки правого направления, которые позволяют эвакуировать стружку из отверстия. Кроме этого такие метчики отличаются меньшей длиной заборного конуса для более полного образования профиля резьбы по длине отверстия (рис. 7.6). Метчики общего назначения имеют прямые стружечные канавки, однако использование их в серийном производстве мало целесообразно из-за низкой надежности процесса нарезания резьбы вследствие большой вероятности поломки из-за пакетирования стружки. При работе на станках с ЧПУ применение таких метчиков нежелательно. Метчики отличаются исполнениями хвостовиков – усиленные и проходные (рис. 7.7), а также возможностью обработки различных групп материалов. В этом случае также имеют место как метчики общего назначения, так и узкоспециализированные для обработки конкретных материалов. Применение при производстве метчиков порошковых быстрорежущих сталей и износостойких покрытий позволяет эффективно обрабатывать группы материалов P, M, K, S, N. Быстрорежущими метчиками можно обрабатывать стали твердостью до 45 HRC, более твердые материалы можно обработать твердосплавными метчиками, однако целесообразнее с точки зрения надежности процесса производить такие работы резьбофрезерованием. Некоторые метчики для обработки материалов группы N имеют специфическую конструкцию с шахматным расположением зубьев (рис. 7.8) для снижения трения при резании вязких металлов. Применение СОЖ при нарезании резьбы метчиками Для подачи непосредственно в нарезаемое отверстие специальной резьбонарезной СОЖ, отличающейся по составу от традиционных эмульсий, используются специальные приспособления, устанавливаемые в шпиндель автооператором (рис. 7.9). Применение таких устройств целесообразно при нарезании большого количества отверстий в труднообрабатываемых материалах. Раскатники При обработке пластичных материалов групп P, M, N могут использоваться раскатники – бесстружечные метчики, которые выдавливают резьбовой профиль в отверстии (рис. 7.10). Такие инструменты более прочны, при резании не возникают проблемы с эвакуацией стружки, но профиль резьбы, получается неполоным, что не всегда допустимо конструкцией изделия. Вихревое нарезание резьбы Для нарезания резьб на длинных тонких стержнях из труднообрабатываемых материалов на токарных автоматах с ЧПУ используют метод вихревого резьбофрезерования охватывающими фрезами с внутренними режущими кромками (рис. 7.11, ролик 7.1). Данный метод имеет преимущество перед токарной обработкой резьбы в том, что при обработке длинных тонких стрежней не происходит их деформация, приводящая к искажению профиля резьбы.