Ефремова Дарья Геннадьевна
реклама

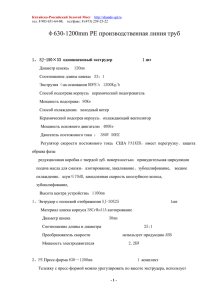
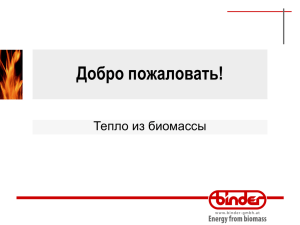
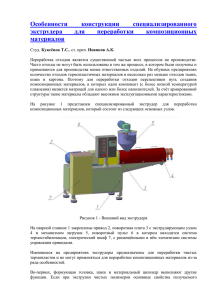
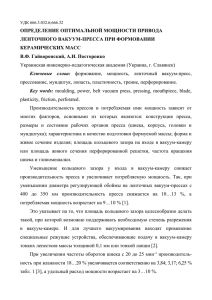
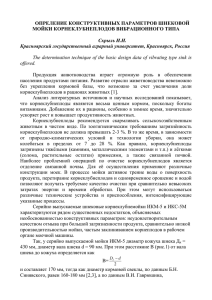
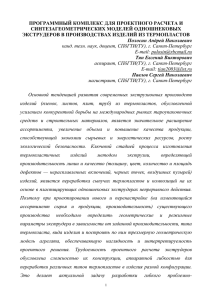
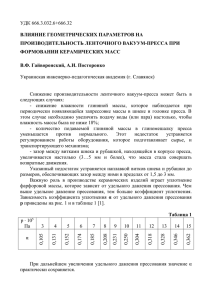
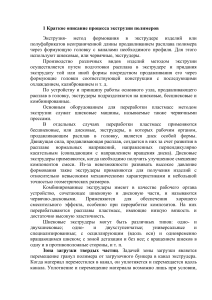
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТЕХНОЛОГИЙ И УПРАВЛЕНИЯ ИМЕНИ К.Г. РАЗУМОВСКОГО» (ПКУ) КАФЕДРА «ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ» Ефремова Дарья Геннадьевна (студентка 6 курса специальности 230102.65) Сравнительный анализ экструзионных данных в условиях информационной неопределенности Руководитель: д.т.н., доцент Николаева С.В. Москва 2015 2 ЦЕЛЬ И ЗАДАЧИ ЦЕЛЬЮ ДАННОГО ИССЛЕДОВАНИЯ ЯВЛЯЕТСЯ ПРОВЕСТИ СРАВНИТЕЛЬНЫЙ АНАЛИЗ ЭКСТРУЗИОННЫХ ОБЪЕКТОВ В УСЛОВИЯХ ИНФОРМАЦИОННОЙ НЕОПРЕДЕЛЕННОСТИ. Прогнозирование параметров экструзии при угловых скоростях шнека, превышающих экспериментальные ЗАДАЧИ Разработка модели параметров экструзии с учетом физики сплошных сред Выбор оптимальных угловых скоростей вращения шнека 3 ЭКСТРУЗИЯ ЭКСТРУЗИЯ ПРЕДСТАВЛЯЕТ СОБОЙ НЕПРЕРЫВНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, В РЕЗУЛЬТАТЕ КОТОРОГО ГОТОВЫЕ ИЗДЕЛИЯ ПОЛУЧАЮТСЯ ПОСРЕДСТВОМ ПРОДАВЛИВАНИЯ РАСПЛАВЛЕННОГО МАТЕРИАЛА СКВОЗЬ ФОРМИРУЮЩИЙ ИНСТРУМЕНТ. К основным методам экструзии можно отнести: Метод холодной экструзии Метод теплой экструзии Метод горячей экструзии 4 ОСНОВНЫЕ ВИДЫ ЭКСТРУЗИОННЫХ МАШИН ОДНОШНЕКОВЫЕ Являются наиболее простым оборудованием для экструзии. Такие экструдеры широко применяются для производства листов, труб, пленок, профилей. ДВУХШНЕКОВЫЕ • • Конические экструдеры перерабатывают ПВХ, в виде порошка или гранул и предназначен для изготовления профилей. Данный тип машин генерирует давление, которое обеспечивает высокий уровень гомогенизации расплава ПВХ в условиях короткого рабочего цикла. Параллельные экструдеры. В данном типе система охлаждения жидкостью позволяет регулировать температуру расплава. ПОРШНЕВЫЕ Применяются редко из-за невысокого уровня пластификационной производительности и давления. ДИСКОВЫЕ Работа заключается в перемещении полимерного сырья и нагнетании давления благодаря адгезии материала подвижными частями конструкции машины. Также используются редко. 5 КОНСТРУКЦИЯ И ОСНОВНЫЕ УЗЛЫ ЭКСТРУДЕРА 6 ПРИНЦИП ДЕЙСТВИЯ ЭКСТРУДЕРА ОСНОВНЫЕ ТИПЫ ШНЕКА: А – ШНЕК ОБЩЕГО НАЗНАЧЕНИЯ С ТРЕМЯ ЗОНАМИ; Б – ШНЕК ДЛЯ ПЕРЕРАБОТКИ ВЫСОКОКРИСТАЛИЧЕСКИХ ПОЛИМЕРОВ; В – ШНЕК ДЛЯ ЭКСТРУЗИИ ПВХ; 7 ЗОНА ПИТАНИЯ (I) Поступающие из бункера гранулы заполняют межвитковое пространство шнека зоны I и уплотняются. Продвижение гранул осуществляется вследствие разности значений силы трения полимера о внутреннюю поверхность корпуса и о поверхность шнека. Поскольку поверхность контакта полимера с поверхность шнека больше, чем с поверхностью корпуса, необходимо уменьшить коэффициент трения полимера о шнек, так как в противном случае материал перестанет двигаться вдоль оси температуры стенки корпуса и понижением температуры шнека. В зону подается тепло от нагревателей, расположенных по периметру корпуса. Если температура корпуса такова, что начинается преждевременное плавление полимера у его стенки, то материал будет проскальзывать по этой поверхности, т.е. вращаться вместе со шнеком. Поступательное движение материала прекращается. При оптимальной температуре полимер спрессован, уплотнен и образует в межвитковом пространстве твердую пробку. Лучше всего, если такая скользящая пробка образуется и сохраняется на границе зон I и II. 8 ЗОНА ПЛАСТИФИКАЦИИ И ПЛАВЛЕНИЯ (II) Схема плавления пробки материала в зоне II в межвитковом сечении шнека. 1 - стенки цилиндра; 2 - гребень шнека; 3 - потоки расплава полимера; 4 - спрессованный твердый полимер (пробка) в экструдере. 9 ЗОНА ДОЗИРОВАНИЯ (III) Продвижение гетерогенного материала сопровождается выделением внутреннего тепла, которое является результатом интенсивных сдвиговых деформаций в полимере. Расплавленная масса продолжает гомогенизироваться что проявляется в окончательном плавлении остатков твердого полимера, усреднении вязкости и температуры расплавленной части. Уменьшающаяся глубина нарезки шнека создает давление, которое необходимо для продавливания расплава через фильтрующие сетки, подачи его в головку, уплотнения и в итоге – для выхода сформированного изделия. 10 ЭМПИРИЧЕСКАЯ МОДЕЛЬ ЭКСТРУЗИОННОГО ПРОЦЕССА ПРИ РЕГРЕССИОННОМ СТАТИСТИЧЕСКОМ АНАЛИЗЕ БЫЛИ НАЙДЕНЫ ПАРАМЕТРЫ A, B, C, … ФУНКЦИОНАЛЬНОЙ ЗАВИСИМОСТИ F ОБЩЕГО ВИДА Y = F(; A, B, C, …) + H, ГДЕ – ЧАСТОТА ВРАЩЕНИЯ ШНЕКА ЭКСТРУДЕРА; H ОСТАТОК, ОБУСЛОВЛЕННЫЙ СЛУЧАЙНЫМИ (НЕУЧТЕННЫМИ) ФАКТОРАМИ, В ТОМ ЧИСЛЕ И ОШИБКОЙ ЭКСПЕРИМЕНТА. 11 Проведённый с помощью статистического пакета Statgraphics регрессионный анализ показал, что для всех экспериментальных данных статистически значимыми являются следующие двухпараметрические зависимости: b Y exp a reciprocal (обратная) ; exponential (экспоненциальная) Y = exp(a + b); quadratic equation (квадратичная) Y = (a + b)2; linear (линейная) Y = a + b ; square root (корень квадратный) - Y a b ; υ multiplicative (мультипликативная) - Y = a b ; logarithmic (логарифмическая) - Y = a + b ln ; Y double reciprocal (дважды обратная) S-curve (S-кривая) - b Y exp a ; reciprocal (обратная) - Y a b . 1 b a ; 12 Из всех найденных зависимостей введённой дополнительной технической предпосылке анализа (асимптотическое поведение параметров при увеличении скорости вращения шнека) удовлетворяют три зависимости: дважды обратная - Y S-кривая - b Y exp a 1 b a , обратная по - Y a b . При этом сравнительный анализ показал, что по своим статистикам наиболее достоверной является дважды обратная зависимость – Y 1 b a . , 13 ФИЗИЧЕСКАЯ МОДЕЛЬ ПОВЕДЕНИЯ МОЛЕКУЛ ВЕЩЕСТВА В ЭКСТРУДЕРЕ Θ-УГЛОВЫЕ КООРДИНАТЫ ЧАСТИЦЫ ОБТЕКАЮЩЕЙ СПЛОШНОЙ СРЕДЫ, R-РАДИУС, Φ-РАДИАЛЬНЫЙ УГОЛ, -УГЛОВАЯ ЧАСТОТА ВРАЩЕНИЯ ШНЕКА, -УГЛОВАЯ СОСТАВЛЯЮЩАЯ СКОРОСТИ ЧАСТИЦЫ СПЛОШНОЙ СРЕД 14 ДЛЯ УЧЁТА СВЯЗИ ЧАСТИЦ СРЕДЫ СО ШНЕКОМ ВВЕЛИ КОЭФФИЦИЕНТ ПРОСКАЛЬЗЫВАНИЯ : (R = R, ) = R SIN БЫЛО ПОЛУЧЕНО, ЧТО ДЛЯ КОЭФФИЦИЕНТА ПРОСКАЛЬЗЫВАНИЯ СПРАВЕДЛИВО СООТНОШЕНИЕ 1 α 1 3 γ β - ПОСТОЯННЫЙ КОЭФФИЦИЕНТ, А КОЭФФИЦИЕНТ ОПРЕДЕЛЯЕТСЯ МОЛЕКУЛЯРНЫМИ ПАРАМЕТРАМИ СРЕДЫ: β 0,7 mkT πa04 КОЭФФИЦИЕНТ ПРОСКАЛЬЗЫВАНИЯ СВЯЗАН СО СРЕДНЕЙ СКОРОСТЬЮ ТЕПЛОВОГО МОЛЕКУЛЯРНОГО ЗАВИСИМОСТЬЮ α a ДВИЖЕНИЯ 1 b υ α υ R sin θ ДВАЖДЫ υ kT m ОБРАТНОЙ 15 УЧИТЫВАЯ СЛУЧАЙ ПОЛНОГО ПРИЛИПАНИЯ, ПОЛУЧИМ ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА ПРОСКАЛЬЗЫВАНИЯ ОТ ЧАСТОТЫ ВРАЩЕНИЯ ШНЕКА, СООТВЕТСТВУЮЩЕЕ ДВАЖДЫ ОБРАТНОЙ ЗАВИСИМОСТИ: Y 1 b a υ 16 ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА ВЗРЫВЧАТОСТИ K ОТ ЧАСТОТЫ ВРАЩЕНИЯ ШНЕКА 17 ЗАВИСИМОСТЬ НАПРЯЖЕНИЯ СРЕЗА Q ОТ ЧАСТОТЫ ВРАЩЕНИЯ ШНЕКА 18 ЗАВИСИМОСТЬ РАБОТЫ РЕЗАНИЯ A ОТ ЧАСТОТЫ ВРАЩЕНИЯ ШНЕКА 19 ЗАВИСИМОСТЬ ОБЪЕМНОЙ МАССЫ М ОТ ЧАСТОТЫ ВРАЩЕНИЯ ШНЕКА 20 КАЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ ЭКСТРУЗИОННОГО ПРОДУКТА ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ 21 НА ОСНОВЕ ФИЗИКИ СПЛОШНЫХ СРЕД СОЗДАНЫ МОДЕЛИ И РАЗРАБОТАНЫ ЧИСЛЕННЫЕ МЕТОДЫ ПРОГНОЗИРОВАНИЯ ФУНКЦИОНАЛЬНО-ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ПИЩЕВЫХ ПРОДУКТОВ (НА ПРИМЕРЕ ЭКСТРУЗИОННЫХ ТЕХНОЛОГИЙ) С УЧЁТОМ МЕЖМОЛЕКУЛЯРНОГО ВЗАИМОДЕЙСТВИЯ КОМПОНЕНТОВ РЕЦЕПТУРНОЙ СМЕСИ И ПАРАМЕТРОВ РАБОЧЕГО ОРГАНА ЭКСТРУДЕРА, ПОЗВОЛЯЮЩИЕ НАХОДИТЬ ОПТИМАЛЬНЫЕ СКОРОСТИ ВРАЩЕНИЯ РАБОЧЕГО ОРГАНА ЭКСТРУДЕРА. ОПРЕДЕЛЕНА ОПТИМАЛЬНАЯ СКОРОСТЬ ВРАЩЕНИЯ ШНЕКА ЭКСТРУДЕРА - 240 ОБ/МИН. ПРИ ДАЛЬНЕЙШЕМ УВЕЛИЧЕНИИ СКОРОСТИ ВРАЩЕНИЯ ШНЕКА ПОКАЗАТЕЛИ (КОЭФФИЦИЕНТ ВЗРЫВЧАТОСТИ K, ОБЪЕМНАЯ МАССА M, НАПРЯЖЕНИЕ СРЕЗА Q, РАБОТА РЕЗАНИЯ A) СТАБИЛИЗИРУЮТСЯ. СПАСИБО ЗА ВНИМАНИЕ