Самарский государственный аэрокосмический университет имени академика С.П. Королёва (национальный исследовательский
реклама

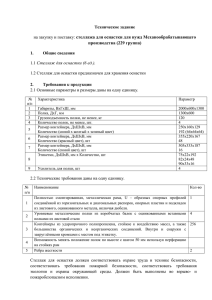
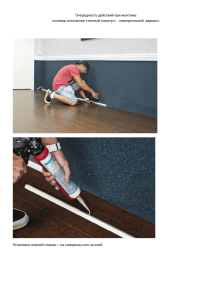
Самарский государственный аэрокосмический университет имени академика С.П. Королёва (национальный исследовательский университет) Кафедра обработки металлов давлением Снижение упругого пружинения при операции двухугловой гибки в штампе с упругой планкой Автор: Кузин Александр Олегович Научный консультант: проф., д.т.н. Попов Игорь Петрович Актуальность проекта Множество деталей в авиа- и ракетостроении получается гибкой(стрингеры, шпангоуты, уголки и т.д.) Невозможность из существующих способов исключить дополнительные операции Активное внедрение новых технологий штамповки Недостатки существующих способов: • использование дополнительных операций (калибровка, предварительный нагрев); •Соблюдение определенных условий (расстояние, усилие); • низкая производительность; Штамповая оснастка с упругим элементом Схема процесса двухугловой гибки с использованием упругой планки, где: 1 – пуансон; 2 – упругая планка; 3 – заготовка; 4 – выталкиватель с буфером; 5 – матрица; β – угол пружинения. Основные технологические расчеты S, мм B, мм rn, мм l1, мм tg β Pизг, кН 0,5 50 0,4 1,525 0,0063 10,8 1 50 0,65 2,4 0,0049 21,6 2 50 1,15 4,15 0,0043 43,2 4 50 2,15 7,65 0,0039 86,4 6 50 3,15 11,15 0,0038 129,6 Результаты расчета изгибающего усилия в зависимости от толщины (материал заготовки сталь 08кп) Результаты расчета конструктивных размеров упругой планки (сталь 65Г) S, мм 0,5 1 2 4 6 Ризг, кН 10,8 21,6 43,2 86,4 129,6 q, Н/м 0,154 0,309 0,617 1,234 1,851 Мв, Н∙м 378 756 1512 3024 4536 Q, Н∙м -5,4 -10,8 -21,6 -43,2 -64,8 М, Н∙м 94,5 189 378 756 1134 b, мм 1,25 2,5 5 10 15 Wх,мм3 520,83 1041,67 2083,33 4166,67 6250 σmax,МПа 0,521304 0,523152 0,526932 0,534471 0,541982 Расчетная схема упругой планки Формулы для расчета: Моделирование прямого и обратного хода процесса Поля распределения напряжений и деформаций по объёму планки 1 – упругая планка 2 – выталкиватель 3 – матрица Геометрия объектов при моделировании процесса Создание контактных пар соприкасающихся поверхностей деформации упругой планки Моделирование прямого и обратного хода процесса Геометрия объектов при моделировании процесса двухугловой гибки с использованием упругой планки Создание контактных пар соприкасающихся поверхностей 1 – упругая планка 2 – матрица 3 – выталкиватель 4 – пуансон 5 - заготовка Поля распределения напряжений и деформаций по объёму заготовки и планки Научно-технический задел Определены необходимые технологические и геометрические параметры штамповой оснастки; Написаны руководяще-технические материалы для изготовления плоских заготовок процессом двухугловой гибки в штампе с упругой планкой; Получен акт о внедрение способа; Отправлен патент «Штамп для гибки плоских деталей с упругой планкой»; Результаты представлялись на различных всероссийских и международных конференциях (г. Москва, г. Санкт-Петербург, г. Самара, г. Уфа, г. Казань). Прямая задача Расчет необходимых технологических и геометрических параметров штамповой оснастки (размеры пуансона, размеры планки, НДС в заготовке и планке),обеспечивающих снижение упругого пружинения в конкретной операции и эксплуатационных характеристик детали Обратная задача Конструирование и изготовление штамповой оснастки Экспериментальная база Комбинированный прокатный стан Кварто Д240/300) лабораторный К220-75/300 (Дуо Дифрактометр рентгеновский ДРОН-7 Испытательная машина Testometric FS150AX Программный комплекс для моделирования процессов обработки металлов давлением – DEFORM 2D/3D v11, ANSYS LS-Dyna, PAM-Stamp И другое аналитическое и технологическое оборудование (твердомеры, металлографические микроскопы и т.д.) План реализации I этап (2014 год). Разработка математических моделей и методик проектирования эффективной штамповой оснастки с упругой планкой для плоских деталей 1.1. Расчёт напряженно-деформированного состояния заготовки и упругой планки для различных материалов. 1.2. Разработка математические модели в Ansys LS-Dyna. 1.3. Разработка методик эффективной работы с данной штамповой оснасткой. II этап (2015 год). Изготовление штамповой оснастки для двухугловой гибки с упругим элементом. 2.1.Конструирование штамповой оснастки (чертеж сборки, деталировка). 2.2. Закупка необходимых материалов для изготовления штамповой оснастки, а также различные материалы используемые для заготовки. 2.1.Проведение эксперимента. Перспективы коммерциализации Потенциальные сферы применения Конкуренты Патент №2055671 Патент №2078634 авиа- и ракетостроение; машиностроение; социальная элементы); сфера (крепежные Патент №2132758 Потребители ФГУП «ЦСКБ-Прогресс» Возможна поддержка ФГУП «ВИАМ» Технология штамповки деталей из трудно деформируемых листовых материалов снижающие эффект обратного пружинения. (п. 3.1 Перечня критических производственных технологий) Перспективы развития проекта Создание штамповой оснастки с упругим элементом из различных материалов, для подбора оптимальных из них по критериям надежность и долговечность Проведение экспериментов с повышения номенклатуры изделий различными материалами, для Более углубленное изучение процесса двухугловой гибки при углах 90°+β, для расширения номенклатуры изделий Кузин Александр Олегович Инженер кафедры обработки металлов давлением E-mail: [email protected] Тел.: 8-927-704-88-99