Алгоритмы и критерии компоновки
реклама

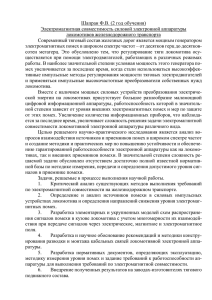
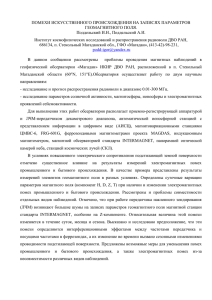
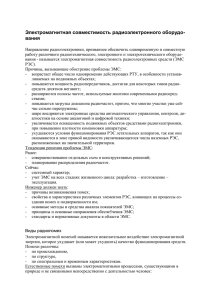
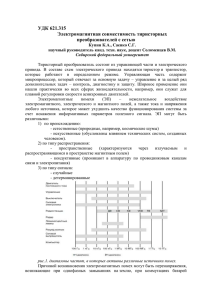
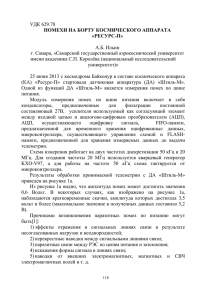
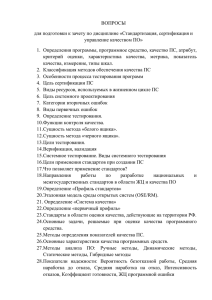
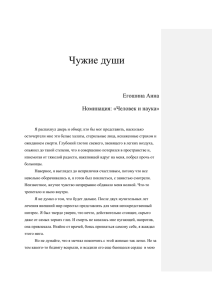
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ И ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АППАРАТУРЫ КОНСТРУКТОРСКОЕ ПРОЕКТИРОВАНИЕ На этапе конструкторско-технологического проектирования (КТП) принципиальная электрическая схема преобразуется в совокупность конструктивных узлов, которые осуществляют её физическую реализацию. При этом наработанные на предыдущих этапах виды описаний дополняются документацией, соответствующей этому этапу проектирования. На этапе КТП рассматриваются геометрические размеры ЭРИ, размеры проводников и расстояние между ними, размеры сменных блоков, вид монтажа, способы теплоотвода и т.д. Конструктор должен обеспечить требования к надёжности в заданных условиях эксплуатации за счёт соответствующих тепловых режимов, виброустойчивости, возможности ремонта и обслуживания, уложиться в заданные массу и габариты. В электронной технике распространён принцип модульного построения аппаратуры. Модули объединяются в соответствии с их функциональной иерархией: элементы объединяются на плате, платы объединяют в блок, блоки в устройства, устройства в систему. Системы автоматизированного конструкторского проектирования предназначены в первую очередь для проектирования двухслойных и многослойных печатных плат, жгутов соединительных проводов, корпусных деталей, а также для выпуска соответствующей конструкторской документации и разработки программ изготовления фотошаблонов печатных плат, сверления, контроля монтажа, тестового контроля функционирования. Типовыми задачами КТП являются: 1. Компоновка блоков. 2. Размещение компонентов в блоке. 3. Трассировка монтажных соединений. Для решения этих задач, которые являются оптимизационными, разработаны специальные алгоритмы КТП: Конструктивные – проектные решения формируются за ряд последовательных шагов. Выбирается один элемент схемы рассматриваемого уровня, к нему по определённым правилам присоединяется второй и т.д. Эти алгоритмы называются последовательными. Существуют параллельные алгоритмы, когда работа по нескольким группам элементов ведется одновременно. Итерационные – в отличие от конструктивных требуют задания начального приближённого решения задачи, которое затем улучшается. Пример итерационного алгоритма – процедура парных перестановок, когда попарно меняются местами все элементы конструкции с целью минимизации критерия качества. Задачи КТП имеют комбинаторный характер и потому прямой перебор n! элементов не приемлем даже для ЭВМ. Поэтому используют эвристические алгоритмы, а выделение трёх этапов – компоновки, размещения и трассировки позволяет снизить размерность общей задачи. Модели конструкций и элементов Наиболее общей моделью КТП является монтажное пространство (МП). Математическая модель МП дискретна и представляет собой описание координатной сетки с равномерным или неравномерным шагом. Расстояния – длины соединений в МП задаются метриками d (x x ) (y y ) – оценка длины по кратчайшему расстоянию, d x x y y – оценка длины ортогональных соединений. Полная информация о схеме формируется в виде графа, в котором пронумерованы элементы и их выводы. 2 j ij ij j 2 2 i i 2 j j 2 2 i i Алгоритмы и критерии компоновки Задача компоновки – разбиение схемы на блоки оптимальные в смысле реализуемости, технологичности, надёжности, ремонтопригодности, стоимости и т.д. Критерии компоновки: • каждый блок содержит не более р-компонентов и q-выводов; • блоки выбираются из числа стандартных (задача унификации); • число типов блоков минимально (задача типизации); • должны быть обеспечены доступность элементов и удобство тестирования. Алгоритмы и критерии размещения После компоновки требуется осуществить для каждого стандартного или уникального блока размещение элементов в регулярном или нерегулярном МП. Критерии размещения: • минимальная суммарная длина соединительных проводников; • минимальная длина проводников, соединяющих источник с наиболее удалённой нагрузкой; • максимально близкое размещение элементов; • минимальная суммарная площадь зон реализации всех цепей. В регулярном монтажном пространстве с числом позиций m при наличии в схеме n компонентов (n<m) число возможных размещений составляет m! N (m, n) n !C n p m (m n)! , и задача решается также с использованием эвристических процедур. Задача трассировки состоит в построении соединений между выводами размещённых в МП элементов. Соединения могут быть выполнены в виде жгутов из объемных проводников или печатных проводников. Трасса формируется в виде множества связных отрезков, соединяющих участки электрической цепи. Критерии трассировки: • минимальная суммарная длина трасс; • минимальное число трасс с длиной больше предельной; • минимальное число слоёв; • минимальное число переходов между слоями; • максимальная удалённость трасс соединений; • число соединений (паек) к одному не превышает заданного; • уровень помех в каждой трассе не превышает заданного. В процессе трассировки необходимо учитывать, что граничная частота Fгр, при которой паразитные параметры соединительных кабелей и проводников печатной платы можно представить в виде сосредоточенных параметров, составляет Fгр=0,1C / L, где С=3 108 м/c, L – длина проводника, м. Трассировка наиболее трудная задача. Даже при использовании самых современных пакетов программ не разводится до 5% соединений. Их приходится доразводить в ручном режиме. ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ Автоматизированное проектирование технологического процесса включает: • разработку принципиальной схемы технологического процесса; • проектирование технологических маршрутов обработки деталей; • проектирование технологических операций; • разработка управляющих программ для оборудования с ЧПУ. В зависимости от особенностей изготовляемого объекта технологические процессы разделяются на единичные, типовые (на группу изделий) и групповые (на конструктивно и технологически сходные изделия). При проектировании технологических процессов исходными данными являются рабочие чертежи деталей, технические условия изготовления, годовая программа выпуска. Проектирование технологических процессов начинается с синтеза структуры процесса. Исходный вариант структуры генерируется, а затем оценивается с позиций реализуемости и производительности. Для каждого варианта структуры разрабатывается модель технологического процесса. Анализом модели проверяется выполнение условий работоспособности, например получения требуемой производительности или точности обработки. Если условия работоспособности не выполняются, то изменяются управляемые параметры (оптимизация параметров), например режимы обработки, или генерируется новый вариант структуры. В большинстве случаев проектирования технологических процессов используются статические модели как аналитические, так и имитационные. В качестве критериев оптимальности используют приведенные затраты, технологическую себестоимость, штучную производительность, точность и др. Наиболее типичными технологическими задачами являются: • нахождение наилучшей последовательности выполнения технологических переходов; • определение оптимального маршрута обработки детали с оптимизацией параметров обработки. На основе решения этих задач реализуются автоматизированные системы проектирования технологических процессов, системы автоматизации заготовительного производства и системы оценки технологичности конструкций изделий. Результаты технологического проектирования оформляются в виде необходимой технологической документации, к которой относятся: технологические чертежи, маршрутные карты, ведомость технологического маршрута, ведомость удельных норм расхода материалов, программы для станков с ЧПУ. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЕ САПР По масштабам различают отдельные программнометодические комплексы таких САПР, например, комплекс анализа прочности механических изделий, комплекс машинной графики и геометрического моделирования и комплексные (интегрированные) САПР, состоящие из совокупности подсистем CAE/CAD/CAM. Функции CAD-систем в машиностроении подразделяют на функции двухмерного (2D) и трехмерного (3D) проектирования. К функциям 2D относятся черчение, оформление конструкторской документации; К функциям 3D – получение трехмерных моделей, метрические расчеты, реалистичная визуализация (электронный макет конструкции – 3D – модель с элементами анимации, позволяющая полностью или частично оценить взаимодействие элементов), взаимное преобразование 2D и 3D моделей. Среди CAD-систем различают "легкие" и "тяжелые" системы. Первые из них ориентированы преимущественно на 2D графику, сравнительно дешевы и менее требовательны в отношении вычислительных ресурсов. Вторые ориентированы на геометрическое моделирование (3D), более универсальны, дороги, оформление чертежной документации в них обычно осуществляется с помощью предварительной разработки трехмерных геометрических моделей. Наиболее известны следующие CAE/CAD/CAMсистемы: Unigraphics, CATIA, EUCLID, AutoCAD, АДЕМ, Компас, T-FlexCAD и др. Основные функции CAM-систем: -разработка технологических процессов, -синтез управляющих программ для технологического оборудования с числовым программным управлением (ЧПУ), -моделирование процессов обработки, в том числе построение траекторий относительного движения инструмента и заготовки в процессе обработки, -генерация постпроцессоров для конкретных типов оборудования с ЧПУ, расчет норм времени обработки. Функции CAЕ-систем связаны с проектными процедурами анализа, моделирования, оптимизации проектных решений. В состав конструкторско-технологических CAE-систем прежде всего включают программы для следующих процедур: • моделирование полей физических величин, в том числе анализ прочности, который чаще всего выполняется в соответствии с МКЭ; • расчет состояний и переходных процессов на макроуровне; • имитационное моделирование сложных производственных систем на основе моделей массового обслуживания и сетей Петри. Примеры систем моделирования полей физических величин в соответствии с МКЭ: Nastrаn, Ansys, Cosmos, Nisa, Moldflow. Примеры систем моделирования динамических процессов на макроуровне: Adams и Dyna. Важное значение для обеспечения открытости САПР, ее интегрируемости с другими автоматизированными системами имеют интерфейсы, представляемые реализованными в системе форматами межпрограммных обменов. Для межпрограммных обменов используются форматы IGES, DXF, DWG, Express (стандарт ISO 10303–11) и др. Комплексы геометрического моделирования. Мировыми лидерами в этой области программного обеспечения САПР считаются Pro/Engineer, Unigraphics, EUCLID, CATIA и ряд других. По своим функциональным возможностям эти комплексы приблизительно равноценны. Комплекс насчитывает несколько десятков программ (модулей) конструкторского проектирования механических объектов, промышленного дизайна, функционального моделирования, технологического проектирования, обмена данными. Базовые модули конструкторского проектирования предназначены для твердотельного и поверхностного моделирования, синтеза конструкций из базовых элементов формы, поддерживают параметризацию и ассоциативность, проекционное черчение, выполняют разработку чертежей с простановкой размеров и допусков. Модули функционального моделирования используются как препроцессоры и постпроцессоры для программ конечно-элементного анализа (нанесение сетки конечных элементов, визуализация результатов анализа), для анализа теплового состояния конструкций, для оценки виброустойчивости и др. Основные модули технологического проектирования служат для моделирования технологических процессов фрезерной, токарной, электроэрозионной обработки и для разработки постпроцессоров для систем управления оборудованием с ЧПУ. АВТОМАТИЗИРОВАННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ Основными техническими методами создания электронной аппаратуры с высокой надежностью и большим ресурсом являются: • применение в схеме элементов в облегченных режимах нагрузки; • защита элементов от вредных воздействий окружающей среды (температура, механические воздействия, влажность и т.д.); • схемотехнические меры по защите от аварийных воздействий (защиты по току, напряжению, температуре и т.д.); • входной контроль комплектующих изделий; • резервирование по результатам анализа надежности, в том числе на схемном уровне (компоненты), на структурном уровне (блоки), на системном уровне (реконфигурация системы при отказах блоков); • граничные испытания; • тренировка аппаратуры в течение так называемого времени приработки, когда выявляются конструктивные отказы. Виды испытаний электронных устройств 1.Контроль качества в процессе производства: • контроль деталей и узлов собственного изготовления, • контроль правильности сборки (контроль схемы внешних соединений и проверка сопротивления изоляции разобщенных цепей), • настройка прибора и контроль функционирования и резерва, • контроль стыковки. 2.Приемочные испытания ОТК. 3. Предварительные (конструкторские), периодические и типовые испытания на соответствие прибора требованиям ТЗ и ТУ. 4.Дополнительно проводятся различные виды отработочных испытаний (ЛОИ – лабораторные, СОИ – стыковочные отработочные испытания), исследовательские испытания. Нормы и допуски на контролируемый параметр на этапах испытаний ИН- инструкция по настройке, ПЗ- заказчик, ПИ- предварительные испытания, ТУ- норма на номинал и допустимое отклонение Анализ надежности разрабатываемой аппаратуры является важной проектной процедурой, гарантирующей правильность выбора структуры схемы, элементной базы и режимов работы элементов, блоков и системы в целом. Расчет вероятности безотказной работы прибора производится в несколько этапов. Вначале рассчитываются характеристики надежности блоков по известным характеристикам ЭРИ и узлов, затем – характеристики прибора по рассчитанным характеристикам блоков. Характеристиками надежности ЭРИ являются интенсивности различных типов отказов при работе или при хранении. Например, транзистор характеризуется тремя видами отказов: обрыв, короткое замыкание, потеря управления. Файлы, содержащие эту информацию формируются на каждый блок прибора. Входными данными являются измеренные в схеме электрические и температурные режимы работы ЭРИ, а также нормативные режимы, хранящиеся в базе данных для всех элементов, разбитых на группы: ◦ кварцевые резонаторы, пьезоэлектрические и электромеханические фильтры и линии задержки; ◦ конденсаторы и конденсаторные сборки; ◦ микросхемы (функциональные узлы); ◦ микросхемы (усилители); ◦ микросхемы (линейные интегральные стабилизаторы напряжения); ◦ предохранители и держатели предохранителей; ◦ электронно-лучевые трубки с электростатическим и электромагнитным отклонением луча; ◦ электромагнитные реле и контакторы, магнитоуправляемые контакты и реле с вакуумными и магнитоуправляемыми контактами; ◦ дроссели фильтров; ◦ резисторы и резисторные сборки; ◦ микровыключатели и микропереключатели, кнопки, кнопочные переключатели, поворотные и пакетные переключатели; ◦ трансформаторы импульсные; ◦ трансформаторы силовые; ◦ диоды выпрямительные, импульсные, универсальные, варикапы и диодные сборки; ◦ полупроводниковые стабилитроны и стабисторы; ◦ полупроводниковые излучающие диоды; ◦ оптопары; ◦ туннельные и обращенные диоды; ◦ полупроводниковые СВЧ диоды; ◦ транзисторы и транзисторные сборки; ◦ полевые транзисторы и транзисторные сборки; ◦ ВЧ и СВЧ транзисторы; ◦ транзисторы однопереходные; ◦ тиристоры; ◦ электрические соединители, провода и кабели; ◦ электронно-оптические преобразователи; ◦ прочие ЭРИ. Каждый вид ЭРИ характеризуется определенным набором параметров, нормативные и фактические значения которых используются для анализа режимов работы ЭРИ и определения расчетных значений интенсивностей отказов = 0(1++), где 0 – табличное значение при нормальных условиях, , – коэффициенты, учитывающие влияние режимов (коэффициент нагрузки) и температуры. Основой расчета вероятности безотказной работы блока или прибора является его структурная схема надежности (ССН), которая формируется в системе с помощью БД элементарных ССН, описывающих типовые схемы включения и резервирования элементов. Полученный таким образом файл схемы преобразуется в файл описания ССН. Этот файл используется расчета надежности данного блока. Структурная схема надежности нерезервированного ЭУ отказ любого элемента (1,2…n) приводит к выходу ЭУ из строя Основные расчетные соотношения для расчета надежности: P(t ) exp(t ) – вероятность безотказной работы, T 1/ – среднее время безотказной работы, r1 Ni i – суммарная интенсивность отказов для блока, состоящего из r1 элементов. Здесь Ni – количество элементов с одинаковой i – интенсивностью отказов. Расчет надежности прибора производится на основе полученных в результате расчета надежности блоков данных. Расчет может проводиться для различных видов резервирования блоков: • ненагруженный (“холодный”) резерв; • нагруженный (“горячий”) резерв; • облегченный (“теплый”) резерв; • нагруженный резерв с переключением; • ненагруженный резерв с переключением. i 1 Например, при параллельной работе m + 1 блоков на общую нагрузку (при отказе одного нагрузка перераспределяется на m оставшихся) среднее время безотказной работы определяется по формуле Tc 1 1 1 1 (1 ... ) б 2 3 m 1 , где б – расчетная интенсивность отказов блока. В результате описанных проектных процедур выпускаются следующие проектные документы: • карты условий эксплуатации – таблицы с определенным для каждого вида ЭРИ набором параметров, нормативные (допустимые) и фактические значения которых используются для анализа условий эксплуатации ЭРИ; • карты электрических режимов – таблицы с определенным для каждого вида ЭРИ набором параметров, нормативные (допустимые) и фактические значения которых используются для анализа режимов работы ЭРИ; • таблицы интенсивностей отказов для измеренных и нормативных режимов и условий эксплуатации; • отчет по надежности. В структуре автоматизированной системы обеспечения надежности (АСОН) важное место занимает информационнопоисковая система выбора ЭРИ по одному или нескольким параметрам. Эта система строится на основе использования базы данных нормативных режимов работы и эксплуатации элементов, приведенных в ТУ. Параметрами информационного поиска ЭРИ в автоматизированной информационно-поисковой системе являются: • параметры условий эксплуатации (температура, давление, влажность, механические воздействия, минимальная наработка на отказ в зависимости от коэффициента нагрузки и температуры); • параметры, определяющие наличие в ограничительных перечнях по применению ЭРИ в данном классе аппаратуры; • классификация ЭРИ и перечень электрических параметров ЭРИ каждого класса, необходимых для выбора ЭРИ. ПРОЕКТНЫЙ АНАЛИЗ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ ЭЛЕКТРОННЫХ УСТРОЙСТВ Проблема обеспечения электромагнитной совместимости должна учитываться на каждом этапе разработки и изготовления ЭУ: системотехническом, конструкторско-технологическом и производственном, а также на этапе эксплуатации. В процессе анализа электромагнитной совместимости электронное устройство представляется набором портов. Порты электрического питания переменного тока Порт корпуса Электронное устройство Порты электрического питания постоянного тока Порты ввода-вывода сигналов Порты заземления Рис. 5.1. Порты электронного устройства Порт – это граница между электронным устройством и внешней электромагнитной средой (зажим, разъем, клемма, стык и т.д.). Порт корпуса – физическая граница электронного устройства, через которую могут излучаться электромагнитные поля или проникать внешние электромагнитные поля. Порты электропитания могут быть входными и выходными. Порты ввода вывода передачи данных, управления и др. Для каждого порта стандарты представляют таблицу, в которую включены: • электромагнитные возмущения, подлежащие рассмотрению; • предписанные нормы помехоэмиссии или уровня испытаний на помехоустойчивость; • критерии качества функционирования (ЭУ должно функционировать в соответствии с назначением в течение испытания и после него, после испытания, допускается временное отсутствие функционирования во время и после испытания); • рекомендации по применению. Через порты электропитания циркулируют кондуктивные помехи. Это помехи, замыкающиеся по проводам. Помехи излучаются также в окружающее пространство. По силовым портам могут замыкаться косвенные кондуктивные помехи (рис. 5.2). При косвенном влиянии источника помех на рецептор непосредственная передача электромагнитной энергии рецептору отсутствует. Воздействие помехи в этом случае происходит из-за изменения параметров среды, параметров элементов устройств или режимов работы под воздействием источника помех. Примером косвенной помехи может быть взаимное воздействие различных каналов энергопотребления по общей шине питания: при включении мощной нагрузки вследствие изменения режима энергопотребления изменяются условия работы различных электронных устройств из-за возникающих при этом переходных процессов (воздействия различных каналов энергопотребления друг на друга возникают за счет Zin). Рис. 5.2. Схема возникновения косвенных помех Методы управления внутрисистемными ЭМП имеют следующие направления: • цепи и компоненты (симметрирование и уменьшение площадей электрических контуров, выбор элементов с минимальным собственным шумом); • фильтрация (установка помехоподавляющих фильтров); • экранирование (скрутка); • монтаж (рациональное размещение элементов и узлов, заделка разъемов); • заземление; • применение двухтактных схем с ZCS (zero current switching), ZVS (zero voltage switching). Излучаемые электромагнитные помехи ослабляются экранами и корпусом прибора. Электростатические экраны эффективно ослабляют электрическую составляющую полей источников помех. В этом случае силовые линии этой составляющей замыкаются на поверхность экрана и наведенные заряды отводятся в «землю». Чем меньше переходное сопротивление между экраном и корпусом прибора или «землей», тем выше эффективность электростатического экранирования. Но экранирующий эффект, наибольший на постоянном токе, с ростом частоты уменьшается. Для таких экранов используется медь, сталь, алюминий и другие металлы с высокой электропроводностью. Магнитостатическое экранирование основано на замыкании силовых линий магнитного поля в экране, если он выполнен из материала с повышенной магнитопроводностью. Магнитный поток в этом случае замыкается через экран вследствие его малого магнитного сопротивления и лишь частично проникает в экранированное пространство. Для магнитостатического экрана применяют никель, пермаллой и другие металлы, обладающие повышенной магнитной проницаемостью. Эффективность такого экрана тем больше, чем больше его магнитная проницаемость и толщина экрана. Магнитостатические экраны эффективны лишь при постоянном токе и в диапазоне низких частот (до 10 кГц). С увеличением частоты возрастают вихревые токи в экране, происходит вытеснение магнитного поля из толщи экрана. В области высоких частот экран переходит из магнитостатического в электромагнитный режим, действующий по принципу возникновения вихревых токов в материале экрана. В упрощенном виде действие электромагнитных экранов по отношению к полям помех может быть представлено как многократное отражение электромагнитных волн от поверхности экрана и затухание высокочастотной энергии в толще экрана, вызванное тепловыми потерями на вихревые токи в металле и противодействием полей, наводимых этими токами. Отражение электромагнитной энергии обусловлено несоответствием волновых характеристик материала экрана и среды, в которой он расположен. Чем больше это несоответствие, тем выше экранирующий эффект, определяемый отражением электромагнитных волн. Электромагнитное экранирование может осуществляться с помощью магнитных и немагнитных материалов. Экранирование является конструкторским средством ослабления ЭМП в пределах определенного пространства и предназначено для повышения помехозащищенности и обеспечения ЭМС как отдельных элементов, так и ЭУ в целом. Фильтры бывают сетевые и сигнальные. Сетевые надо отличать от силовых, предназначенных для подавления гармоник в сети переменного тока и сглаживания пульсаций в сети постоянного тока. Схемы сетевых фильтров Системы земель. Общим термином “земля” обозначают различные по назначению и физическому использованию системы проводящих поверхностей и электрических соединений. Их можно функционально подразделить на четыре основные группы. Первая группа – проводящие системы, по отношению к которым производится отсчет напряжений сигналов и (или) электропитания, при этом потенциал самой системы принимается равным нулю. Примером может служить так называемая “сигнальная земля” в аналоговых измерительных системах. Такие системы земель условно называются базовыми. Вторая группа соединений предназначена для образования путей протекания обратных сигнальных и питающих токов. Примером могут служить так называемая “общая шина” вторичного питания, “нейтраль” или “нулевой провод” первичного питания и т.п. Такие системы земель условно называются возвратными. Третья группа – поверхностей и соединений служит для экранирования устройств и их частей, восприимчивых к помехам или излучающих помехи. Такие системы земель условно называются экранирующими. Четвертая группа соединений предназначена для исключения возможности поражения обслуживающего персонала электрическим током. Такие системы соединений принято называть защитными Перечисленные системы земель редко удается выполнить совершенно обособленными. Обычно совмещены базовая и возвратная система земель в цепях первичного и вторичного питания, а также экранирующая и защитная системы. Классификация систем приведена на рис. 5.3. Совмещение систем обычно влечет за собой ухудшение свойств устройств, обусловливающих обеспечение их электромагнитной совместимости. Так, например, основное требование к любой базовой системе земель – это эквипотенциальность всех точек системы. Но, если система также и возвратная, то по ней протекают постоянные и импульсные токи. Вследствие падения напряжения этих токов на активных и индуктивных сопротивлениях системы эквипотенциальность нарушается, что является одной из основных причин снижения помехозащищенности устройств. Система земель Рабочее Базовое Защитное Возвратное Экранирующее Возвратно-базовое информационных сигналов Возвратно-базовое первичного питания Возвратно-базовое вторичного питания Рис. 5.3. Системы земель Аварийное Защитноэкранирующее • Уменьшить восприимчивость частей устройства к неэквипотенциальности системы земель можно за счет: • снижения активного и индуктивного сопротивлений частей системы; • продуманного выполнения топологии системы; • уменьшения амплитуд и крутизны фронтов обратных токов, применения гальванических развязок. Процедура анализа ЭМС. Наиболее эффективным средством исследования электромагнитной совместимости является имитационное моделирование, позволяющее получить амплитудночастотные спектры нормируемых характеристик ЭМС в заданном диапазоне частот. При анализе ЭМС схема исследуемого устройства дополняется элементами, учитывающими паразитные параметры реальных компонентов схемы и конструкции, гальванические, индуктивные и емкостные связи. Поэтому важным этапом проектного анализа ЭМС является оценка паразитных параметров элементов и конструкции ЭУ и составление высокочастотной модели ИП. В высокочастотных схемах замещения ЭУ (рис. 5.4) паразитные параметры элементов, сети и нагрузки включают: rc, Lc – активное сопротивление и индуктивность конструкции и выводов конденсаторов; rL, CL – активное сопротивление и емкость обмотки дросселя; C – межобмоточную емкость трансформатора; rn, Ln – активное сопротивление и индуктивность линии питания; Rэ.с. – внутреннее сопротивление источника питания на высокой частоте; rз, – активное сопротивление заземления; Lн, Сн – индуктивность и емкость нагрузки; Ск.Т., Ск.Д. – паразитную емкость между корпусами транзисторов, диодов и конструкции; СМ1, СМ2 – емкостные связи соединительных кабелей и конструкции. При необходимости учитываются и индуктивные связи. Рис. 5.4. Высокочастотная схема замещения ППН • Значения паразитных параметров зависят от параметров питающей сети, типов используемых в силовой цепи полупроводниковых приборов, накопительных элементов (дросселей, конденсаторов), их конструкции, взаимного расположения, а также от конструкции и расположения токоведущих шин. • Они могут быть рассчитаны или определены экспериментально на физических моделях элементов преобразователя. Моделирование электромагнитного поля. На частотах менее 100 MHz помехи в большинстве случаев определяются ближней зоной излучения: при расстоянии между источником и рецептором до 5 км на частоте 10 кГц, до 500 м на частоте 100 кГц, до 50 м на частоте 1 МГц, до 5 м на частоте 10 МГц, до 0,5 м на частоте 100 МГц. В связи с этим можно заключить, что основные конструкторско-технологические решения должны базироваться на характеристиках поля ближней зоны распространения помех. В ближней зоне поле Е является высокоомным, а поле Н низкоомным. Электрическое поле ближней зоны влияет на рецептор через паразитную емкостную связь с источником помех, а магнитное поле – через паразитную индуктивную связь. При моделировании электромагнитного поля используются уравнения Максвелла. Для небольшого контура площадью S, находящегося в диэлектрической среде с магнитной проницаемостью и диэлектрической проницаемостью , по которому течет синусоидальный ток I с частотой 2 C где С – скорость света в вакууме, λ – длина электромагнитной волны, напряженность электрического поля E, и магнитного поля Н, в точке со сферическими координатами (r, φ, ), учитывая, что в ближней зоне (r < λ / 2π) напряженность электрического поля максимальна при 900 , а магнитного поля при 00 1800, рассчитывается следующим образом: Er 0 E 0 0; 0; 12 0 0 E 12 IS 2 r 1 2 r 2 0 0 2 IS IS H 1 2 r r 2 r 3 r2 2 r 2 IS Реальный ток элементов в контурах имеет явно выраженный несинусоидальный характер, а для анализа ЭМС необходимы его амплитудно-частотные спектры, а также спектры напряженности электрического и магнитного поля. Для построения спектра можно воспользоваться стандартными процедурами разложения функции в ряд Фурье, имеющимися, в том числе и в программе probe пакета pspice. В соответствии с теоремой Котельникова, функция с ограниченным спектром полностью определяется своими значениями, отсчитанными через интервалы t 1 , где F – ширина спектра функции. 2F Поэтому наибольший шаг расчета вычисляется по формуле: h 1 2F Оценка эффективности экранирования. Излучаемые электромагнитные помехи ослабляются специальными экранами и корпусом прибора. Для получения окончательного результата необходимо рассчитанные значения Е и Н уменьшить на соответствующее ослабление этих полей экранами или Lосл корпусом, которое вычисляем следующим образом: Lосл=20lgЭ, где Э – эффективность экранирования. Основные источники излучаемых электромагнитных помех в ЭУ – дроссели и трансформаторы, токовые контуры ключевых элементов. Программа проектного анализа ЭМС 1. Моделирование уровня излучаемых ЭМП. Проводится в заданных электрических режимах. После расчета схемы с шагом h производится спектральный анализ по уровню напряженности излучаемых помех электрического поля Е и магнитного поля Н. 2. Моделирование токовых кондуктивных помех и пульсации напряжения на шинах ЭУ. Проводится при заданном токе нагрузки. После расчета схемы с шагом h производится спектральный анализ по токовым кондуктивным помехам и пульсациям. 3. Моделирование косвенных помех по выходной шине устройства (расчет импеданса). Проводится при заданном токе нагрузки и амплитуде синусоидального тока помехи по цепи нагрузки в заданном диапазоне частот. Контролируется напряжение на выходной шине. 4. Моделирование на восприимчивость к внешнему излучению. Контролируется напряжение помехи. 5. Проектная процедура анализа ЭМС представлена блок-схемой рис. 5.5. Рис. 5.5. Блок-схема процедуры проектного анализа ЭМС На рис. 5.6 – 5.11 приведены результаты исследования схемы (рис. 5.4) в соответствии с программой проектного анализа ЭМС. Рис. 5.6. Токи, формирующие помехи, излучаемые при работе схемы: а – ток дросселя; б – суммарный ток транзисторов Рис. 5.7. Частотный спектр помех по напряженности электрического поля Е при худшем сочетании излучений токовых контуров на расстоянии 1 м от поверхности блока Рис. 5.8. Частотный спектр помех по напряженности магнитного поля Н при худшем сочетании излучений токовых контуров на расстоянии 1 м от поверхности блока Рис. 5.9. Ток выходной шины Частотный спектр токовых кондуктивных помех по выходной шине приведен на рис. 5.10. Рис. 5.10. Частотный спектр токовых кондуктивных помех Косвенная кондуктивная помеха по цепи нагрузки или питания моделируется включением в цепь нагрузки генератора тока помех с заданной амплитудой и частотой колебаний, изменяющейся в заданном темпе и диапазоне. Зависимость пульсаций напряжения на выходной шине от частоты тока косвенной кондуктивной помехи по цепи нагрузки показана на рис. 5.11. Рис. 5.11. Зависимость напряжения на общей шине от частоты тока косвенной кондуктивной помехи СИСТЕМА УПРАВЛЕНИЯ ИНЖЕНЕРНЫМИ ДАННЫМИ И ЖИЗНЕННЫМ ЦИКЛОМ ИЗДЕЛИЯ Система управления жизненным циклом продукции (PLM) является центральным компонентом программного комплекса САПР, своеобразным «мозговым центром». Она обеспечивает: • хранение технической документации на изделие; • управление этой документацией; • управление информацией о структуре, вариантах конфигурации изделий и входимости компонентов в различные изделия; • управление процессом разработки изделия. Система PLM содержит всю информацию, необходимую для проектирования, изготовления и эксплуатации продукции приборостроительного предприятия. На этапе подготовки производства она обеспечивает накопление данных о результатах конструкторско-технологического проектирования и обмен информацией между инженерными службами. Одна из важных функций системы PLM – ведение электронного архива. После завершения этапа проектирования конструкторско-технологическая документация на изделие сдается в архив, а изделие переходит в состояние «В производстве». Документы и объекты переводятся в состояние «Архивный» и становятся недоступными для изменений. С каждым документом в архиве могут быть сопоставлены файлы оригиналы, созданные при помощи различных программ – AutoCAD, Microsoft Office и т.д., а также сканированные копии подлинников. Информация о составе изделия, которая хранится в базе данных, отображается в клиентском приложении в виде дерева. Конструкторский состав изделия включает сборочные единицы, детали и стандартные изделия. При формировании состава изделия система помогает пользователю соблюдать единообразное типовое обозначение входящих в него деталей и сборочных единиц. В системе PLM существует модуль отчетов, с помощью которого можно формировать, например, конструкторскую спецификацию, ведомость покупных изделий. . Наличие в системе PLM модуля WorkFlow дает возможность автоматизировать документооборот, а также описывать процессы в инженерных службах предприятия и управлять ими. Чтобы взять документ на редактирование, необходимо получить разрешение на изменение. Такое разрешение соответствующим образом регистрируется и согласовывается с отвечающими за это специалистами. Результат каждого изменения состава изделия – создание его новой версии, наделенной свойствами, привнесенными в ходе изменения. Предыдущая версия сохраняется в базе данных. Таким образом, фиксируется история создания данного изделия и его модернизации. При необходимости можно просмотреть каждую версию изделия, сборочной единицы или детали и получить информацию не только о содержании, но и о причинах, а также о дате каждого внесенного изменения. Встроенный модуль аннотирования позволяет проверять получаемую документацию и вносить в нее замечания без открытия соответствующего приложения, в котором создан документ. Таким образом, система PLM имеет следующие функциональные возможности: • учет как конструкторско-технологической, так и организационно-распорядительной документации в рамках единого интерфейса; • поддержка функционала электронно-цифровой подписи. Система PLM позволяет создать единое информационное пространство на предприятии и обеспечивает: • надежное хранение и быстрый поиск документов; • возможность получать актуальную информацию о статусе проекта (состоянии разработки, загрузке и активности сотрудников), не покидая рабочего места; • полный контроль над данными в течение всего времени работы и оперативность управлением проектом; • планирование загрузки сотрудников работой; • автоматизацию типовых процедур (параллельная работа над проектом, проведение изменений, построение различных отчетов по проекту, списка ведущихся работ со сроками их исполнения и т.п.); • «прозрачность» предприятия для руководства; • упрощение сертификации по ГОСТ Р ИСО 9001; • гарантию надежности и секретности хранения информации; • возможность контроля за сроками исполнения работ; • удобный поиск документов и проектов; • экономия времени за счет предотвращения дублирования документов и проектов; • сокращение рутинных операций. ОБЕСПЕЧЕНИЕ КАЧЕСТВА НА ЭТАПЕ ПРОЕКТИРОВАНИЯ Ошибки, допущенные на стадии проектирования, трудно исправить, а само исправление вызывает большие затраты, поэтому необходимость стандартизации на данном этапе создания продукции очевидна. Обеспечение качества на этапе разработки и проектирования – это контроль за выполнением тех работ, последовательность которых может быть описана в процедурах (стандартах предприятия), за которые можно приписать ответственность и в процессе которых может вестись регистрация данных, что и делает эти работы контролируемыми. Каждый новый проект обычно содержит зарекомендовавшие себя наработки из прежних проектов, применение которых также поддается контролю. Процесс проектирования можно рассматривать как трансформацию требований заказчика в рабочие документы для производства. В общих чертах такой процесс можно схематично представить рис. 5.12. Из приведенной схемы наглядно видны фазы, поддающиеся стандартизации. Не подлежит ей такая творческая работа, как создание концепции изделия. Все остальные шаги могут быть охвачены системой управления качеством и проконтролированы. Основными работами по обеспечению качества на стадии проектирования являются: • анализ требований контракта; • контроль за подготовкой, распространением, хранением и изъятием документации; • обеспечение взаимодействия участников процесса проектирования и совместимости составных частей проекта; • проверка и подтверждение проекта; • рассмотрение готового проекта; • контроль за изменениями проекта. Анализ контракта должны проводить руководители контракта, ведущие специалисты и представители подразделения качества. Они должны четко определить объем работы, убедиться, что все заинтересованные стороны понимают свои задачи и что предусмотрены необходимые проверки и время их проведения. Следует также убедиться, что применимые к данному контракту стандарты и технические условия имеются в наличии в тех подразделениях, где они нужны, и соответствуют последней дате выпуска. Тогда же следует определить порядок отчетности и довести его до исполнителей. Совещания по анализу контракта должны протоколироваться. Протоколы удобно вести в стандартной форме, например такой, как на рис. 5.13. Контроль документации. Проектная документация включает различные типы документов: чертежи, расчеты, технические условия, инструкции и т.д. Они должны представляться в правильной унифицированной форме. Это помогает избежать ошибок и облегчает контроль, позволяя использовать стандартные методики и формализованные процедуры проверок и утверждения документов, их хранения, передачи, отмены и изъятия. Проверка и утверждение изменений к документам исполняются в соответствии с теми же процедурами, что применяются для самих документов. Обеспечение взаимодействия участников и совместимости составных частей проекта, проверка и подтверждение проекта. По мере продвижения проекта его содержание и точность данных регулярно проверяются с тем, чтобы удостовериться в отсутствии ошибок. Проверки могут быть как внутри, так и между подразделениями. При внутренних проверках оценивается совместимость документов, представленных различными подразделениями и устанавливается круг лиц, которым направляются документы на согласование, если будут иметь место разногласия. Процесс межотраслевых проверок представляет собой по существу контроль за техническими интерфейсами. Помимо технических, существуют организационные интерфейсы. В больших проектах часто заняты не только несколько отделов, но и несколько разных организаций-субподрядчиков. Здесь задача состоит в том, чтобы все участники проектирования исповедовали одну и ту же философию, иными словами, говорили на одном языке. Поэтому должны быть четко оговорены области взаимодействия и методы работы в этих областях. Проект по мере его развития от оригинальной концепции до рабочей документации для производства рассматривается не один раз, в том числе обязательно в начале, когда концепция принята, и в конце, когда проект готов. Промежуточные рассмотрения предусматриваются заранее. Их необходимость связана с трудностью и дороговизной внесения изменений на более поздних стадиях. К рассмотрениям привлекаются люди, непосредственно не связанные с проектированием. Это объясняется тем, что в процессе рассмотрения проект оценивается с точки зрения соблюдения требований контракта, использования результатов проведенных исследований и пригодности для тех, кто будет применять проект. Перечень работ по контролю за проектом и действия по обеспечению качества приведены в табл. 5.2. Помимо собственно контроля за проектом на стадии разработки и проектирования продукции, должны реализовываться требования к прослеживаемости, надежности, ремонтопригодности и некоторые другие. Эти требования, как правило, задаются в контракте или формулируются при его анализе, а их выполнение контролируется. Когда говорят о прослеживаемости (истории появления на предприятии), имеют в виду: а) прослеживаемость материалов, компонентов и оборудования, в том числе дефектных; б) прослеживаемость данных и информации, необходимых для подготовки наиболее рациональных процедур технического обслуживания; в) прослеживаемость данных и информации, необходимых для будущих модификаций и улучшений проекта. Действия по обеспечению качества в данном случае – проверять, что требования к прослеживаемости установлены и нужные действия для их реализации предпринимаются. Требования по надежности и ремонтопригодности очень важны для сложных современных изделий техники. По регламентации упомянутых требований первое место занимают военные стандарты США, в которых описываются программы обеспечения надежности и ремонтопригодности, методы расчета наработок на отказ (или между отказами), методы испытаний на надежность и долговечность, методы оценивания роста надежности и др. Ответственность администрации предприятия – гарантировать, что в документационном центре (архиве) предприятия все документы соответствуют последней дате выпуска и доступ к ним возможен для всех заинтересованных лиц. 6 вопросов качества: -что надо сделать; -кто будет делать; -почему; -как; -с помощью чего; -когда. Внедрение методов обеспечения качества в процесс разработки и проектирования продукции приводит к снижению затрат из-за несоответствий в ходе производства и повышению его эффективности вследствие сокращения затрат времени, энергии и снижения отходов. Контрольные вопросы по курсу "Автоматизированное проектирование электронных устройств" • • • • • • 1. Основные методы проектирования, история развития и особенности. 2. Три основных этапа стратегии проектирования. Блочноиерархический подход. Иерархия структур систем. 3. Стадии жизненного цикла изделия. Основные стадии и этапы процесса проектирования, их составляющие. 4. В чем сущность системного подхода при проектировании. Дайте определение понятий внешнего и внутреннего проектирования. 5. Описание процесса автоматизированного проектирования. Структура интегрированной САПР, программные продукты решения проектных задач в электронной технике. 6. Виды описаний объекта проектирования в интегрированной САПР. Основные принципы занесения информации. • • • • • • • • • 7. Методы принятия проектных решений в САПР. Виды критериев, методы определения весовых коэффициентов. 8. В чем сущность теории планирования эксперимента. Приведите планы полных факторных экспериментов типа 22 и 23. 9. Проектирование устройств силовой электроники. Обобщенный алгоритм проектирования электронного устройства. 10. Интеллектуальные алгоритмы, структурнопараметрическая оптимизация при проектировании выпрямителя, инвертора, конвертора. 11. Проектирование компонентов силовой части схемы электронного устройства. Алгоритмы проектирования трансформатора, дросселя, транзисторных блоков. 11. Алгоритм проектирования конденсаторных блоков фильтров. 13. Принципы формирования статических моделей компонентов в программах проектирования. Формирование модели электролитического конденсатора. 14. Проектирование устройств слаботочной электроники. Алгоритм частичного структурного синтеза электронных схем. 15. Базовые элементы функциональных схем, критерии оценки точности функционального преобразования. • • • • • • • • • • 16. Определение видов моделирования. Понятие модели. Уровни моделей и соответствующие им виды схем. 17. Особенности аналитического и имитационного моделирования. 18. Функциональное моделирование. Принципы формирования функциональных моделей. 19. Основные задачи, решаемые на этапе функционального моделирования. 20. Модели сигналов и элементов в системе функционально-логического моделирования. Виды моделирования цифровых устройств. 21. Схемотехническое моделирование. Основные виды анализа. Принципы ввода топологии схемы. 22. Формирование моделей компонентов при схемотехническом моделировании. Типы независимых и управляемых источников. Особенности их использования. 23. Основные задачи, решаемые на этапе схемотехнического моделирования. 24. Проблемы сходимости решений и основные особенности описания схем при схемотехническом моделировании. • • • • • • • • • 25. Основные проектные процедуры минимизации при проектировании электронных устройств. 26. В чем сущность методов статистического анализа и расчета на худший случай. 27. Дайте определения метода комплексной оптимизации и метода поузлового проектирования электронных устройств, определите области их применения. 28. Обеспечение надежности электронных устройств в системе автоматизированного проектирования. 29. Конструкторско-технологическое проектирование, алгоритмы и критерии компоновки, размещения и трассировки. 30. Приведите примеры описания в среде пакета «PSPICE» вольт- амперной характеристики элемента и модели решения системы дифференциальных уравнений. 31. Автоматизированный синтез систем управления по частотным и переходным характеристикам. 32. Проектный анализ электромагнитной совместимости электронных устройств. 33.Обеспечение качества на этапе проектирования.