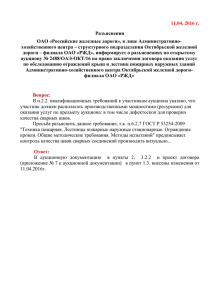
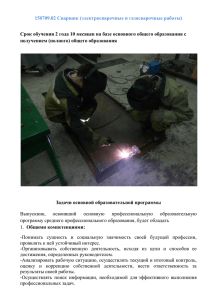
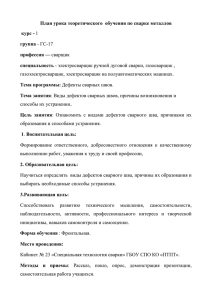
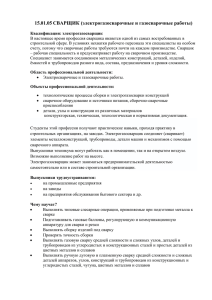
(рис. 1).
реклама
.")
Министерство общего и профессионального образования Ростовской области ГОУ НПО Профессиональный лицей № 71 Ростовской области УТВЕРЖДАЮ Зам.директора по НМР ________ Л.В. Петрова «____»_________2009 г. КОНСПЕКТ ЛЕКЦИЙ предмета: «Технология производства сварных конструкций» по профессии «Сварщик» Методическая разработка для учащихся Волгодонск, 2009 1 Рассмотрено и одобрено на заседании цикловой комиссии Составлено в соответствии с рабочей программой предмета «Технология производства Протокол № _____ от «___»_______200_г. сварных конструкций» по профессии «Сварщик» Председатель ЦК ___________ И.К. Боброва Автор: О.А. Безматьева, преподаватель II квалификационной категории 2 РАЗДЕЛ 1. ТИПОВЫЕ ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ: РАЗНОВИДНОСТИ, СПОСОБЫ ПОЛУЧЕНИЯ, ПРИМЕНЕНИЕ. Тема: «Детали машин общего и специального назначения». В настоящее время нет ни одной отрасли, в которой не использовались бы сварные конструкции. Они бывают очень разнообразные. Их можно классифицировать: 1. По целевому назначению: вагонные, судовые, авиационные. 2. По толщине свариваемых элементов: тонкостенные и толстостенные. 3. По материалам: стальные, алюминиевые, титановые. 4. По способу получения заголовок: листовые, сорто-профильные, сварно-литые, сварно-кованые, сварно-штампованные. 5. По конструктивной форме и особенностям эксплуатационных нагрузок: решетчатые конструкции балки, оболочки, корпусные транспортные конструкции детали машин и приборов. Деталь – это изделие, изготовленное из однородного материала, без применения сборочных операций. Детали бывают простыми (гайка, шпонка) или сложными (коленвал, корпус редуктора). Изделия, составные части которого подлежат соединению между собой сборочными операциями (свинчиванием, сваркой, пайкой) называется сборочной единицей. Сборочная единица, которую можно собирать отдельно от других составных частей изделия или изделия в целом, выполняющая операционную функцию в изделиях одного назначения только совместно с другими составными частями, называются узлом. В устройстве самых разнообразных машин имеется много похожих по назначению деталей и сборочных единиц: 1. Крепежные изделия: винты, болты, шпильки, гайки и др. Их применяют для соединения деталей сравнительно небольшой толщины и имеющих места для гайки и головки винта. 2. Передачи: зубчатые, червячные, с гибкой связью и др. Их применяют для выбора оптимальной скорости движения; для регулирования, скорости движения (повышения, понижения); для преобразования вида движения вращательного в поступательное (винт – гайка) и др. 3. Валы, оси и их опоры. Их применяют для поддерживания вращающихся элементов машин – шпиков, звездочек, зубчатых и червячных передач. Нагрузки, воспринимаемые осями и валами, передаются на корпуса, рамы или станины машин через опорные устройства – подшипники. 3 4. Соединения: резьбовые шпилевые, шпоночные, сварные, паяльные, клеевые и др. Разъемными называют соединения, допускающие разборку и повторную сборку без разрушения работоспособности деталей (резьбовые, шпилевые, шпоночные). Неразъемными называют соединения, не допускающие разборку соединенных деталей без их повреждения (сварки, клепания, паяния) 5. Муфты. Их применяют для соединения валов и передачи вращательного момента без изменения его направления; для смягчения при работе толчков и ударов; для предохранения частей машин от воздействия перегрузок; для быстрого соединения или разъединения валов или других деталей на ходу или в неподвижном состоянии, для облегчения пуска машины. 4 РАЗДЕЛ 1. ТИПОВЫЕ ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ: РАЗНОВИДНОСТИ, ПРИМЕНЕНИЕ, СПОСОБЫ ПОЛУЧЕНИЯ. Тема: «Детали передач, их назначение». Для передачи энергии при вращательном движении применяют передачи, валы и муфты. Передачи вращательного движения являются механизмами предназначенными передавать энергию с одного вала на другой. Передачи делятся на: передачи зацеплением, передающие энергию посредствам взаимного зацепления зубьев (зубчатая, червячная, цепная) и передачи трением, передающие энергию посредствам силы трения, вызываемых начальными трениями ремня (ременные передачи) или прижатием одного катка к другому (фрикулонные передачи с жесткими телами качения). Вращающиеся детали передач (зубчатые колеса, шкивы, звездочки) устанавливают на валах. Валы – это детали, предназначенные для передачи крутящего момента вдоль своей оси и для поддержания вращающихся деталей машин. К л а с с и ф и к а ц и я в а л о в: 1. По назначению: 1) Валы передач (несущие детали передач – зубчатые колеса, шкивы, звездочки, муфты) (рис. 1 а). 2) Коретные валы машин (несущие кроме детали передач рабочие органы машины, двигателя – колеса или диска турбин, инструменты, зажимные патроны) (рис. 1 б). 2. По форме геометрической оси: 1) Прямые 2) Коленчатые (рис. 1 в), их применяют при необходимости преобразования возвратно – поступательного движения во вращательное или наоборот. Оси – это детали, предназначенные для поддержания вращающихся деталей и не передают крутящего момента. Оси разделяют на вращающиеся (рис. 2 а) и неподвижные (рис. 2 б), требующие встройки подшипников во вращающейся детали. Опорные части валов и осей называют цапфами или шейками. 5 Валы и оси имеют аналогичные формы и общую функцию – поддерживать вращающиеся детали. Валы и оси вращаются в подшипниках. Н а з н а ч е н и е п о д ш и п н и к о в – поддерживать вращающиеся валы и оси в пространстве, обеспечивая им возможность вращения или качения, и воспринимать действующие на них нагрузки. По виду трения подшипники разделяют на подшипники качения и скольжения. Подшипники качения – это опоры вращающихся при касающихся деталей, использующие элементы качения (шарики или ролики) и работающие на основе трения качения. Классификация подшипников качения 1. По направлению воспринимаемой нагрузки. а) Радиальные; б) Радиально – упорные; в) Упорные (осевая нагрузка (осевая и небольшая радиальная нагрузка); г) Упорно – радиальные. 2. По форме тел качения а) Шариковые (рис. 3) б) Роликовые 3. По числу рядов: а) Однорядные б) Двухрядные в) Многорядные Подшипники скольжения – это опоры вращающихся деталей, работающие в условиях скольжения поверхностей цапфы по поверхности подшипника. По направлению воспринимаемых нагрузок подшипники скольжения бывают: Радиальные и упорные. Для работ подшипников скольжения необходима смазка. 6 По виду применяемой смазки подшипники скольжения бывают: 1) С жидкостной смазкой 2) Из самосмазывающихся материалов 3) С газообразными смазочными материалами. Подшипник скольжения состоит из корпуса вкладышей, поддерживающих вал, смазочных и защитных устройств. Рис.1 а) б) в) Рис. 2 а) б) Рис. 3 Основные типы тел качения 7 РАЗДЕЛ 2. СОЕДИНЕНИЯ, ИХ РАЗНОВИДНОСТИ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ПРИМЕНЕНИЕ. Тема: «Разъемные соединения. Неразъемные соединения». Соединение – это узел, образованный соединительными деталями (заклепками, винтами и др.) и прилегающими частями соединяемых деталей (фланцами), форма которых подчинена задаче соединения. Соединение позволяет составить (собрать) из отдельных деталей машину или агрегат – это их назначение. По признаку разборки делятся на неразъемные – которые нельзя разобрать без разрушения или повреждения (заклепочные, сварные) и разъемные – которые позволяют повторную сборку и разборку (резьбовые, клиновые, шлицевые и др.). Разъемные соединения 1. Резьбовые соединения – это соединения, собранные с помощью крепежных деталей или резьбы, выполненной на соединяемых деталях. Крепежные детали – винты, болты, чайки, шпильки. Болтовое соединение (рис. 1 а), винтовое соединение (рис. 1 б) и шпилечное соединение (рис. 1 в). Основное преимущество резьбовых соединений: высокая несущая способность и надежность, простота сборки, разборки, замены, малая стоимость, возможность применения однотипных деталей в различных машинах и механизмах). 8 2. Шпоночные соединения – соединения с помощью шпонки, устанавливаемой в позах двух соприкасающихся деталей и препятствующей их повороту или сдвигу (рис. 2). Шпонки могут быть разной формы: призматические, цилиндрические, клиновые, сегментные и др. Преимущества: простота и надежность конструкции, низкая стоимость, удобство сборки и разборки. 3. Шлицевые соединения – соединения образуемые выступами – зубьями на валу, входящими во впадины – шлицы соответствующей формы в ступице. По сравнению со шпоночными соединениями они имеют преимущества: большую нагрузочную способность (больше рабочая поверхность контакта), лучшую технологичность и точность (рис. 3). Шлицы бывают прямобочные (рис. 4 а), эвольвентные (рис. 4 б) и треугольные (рис. 4 в). Рис. 3 Рис. 4 а) б) в) Неразъемные соединения 1. Заклепочное соединение – соединение, полученное с помощью заклепки – стержня круглого сечения с головками на концах, одну из которых делают на заготовке заранее, другую формируют при крепки. Соединение получают с помощью заклепок поставленных в совмещенные отверстия соединяемых элементов (рис. 5). Преимущества этих контролируемости качества. соединений в стабильности, простоте и Недостатки – большой расход металла, высокая стоимость. Они вытесняются сварными соединениями. 2. Паяные соединения – соединения, обеспечиваемые силами молекулярного взаимодействия между соединяемыми деталями и припоем. Паяные соединения бывают: впахлестину (рис. 6 а), телескопические (рис. 6 б) и втавр (рис. 6 в), вскос (рис. 6 г), соприкасающиеся (рис. 6 д). 9 Можно пайкой получать соединения разнородных материалов: черных и цветных металлов, стекла и др. 3. Клеевые соединения – соединение неметаллическим веществом посредством поверхностного схватывания и внутренней межмолекулярной связи в клеящем слое. Достоинства: возможность соединять детали из разнопородных материалов, соединять тонкие листы, хорошее сопротивление усталости, герметичность, возможность получения гладкой поверхности. Клеи бывают: термореактивные – эпоксидные, полиуретановые; и термопластичные – на основе поливинилхлорида; и эластомеры – на основе каучуков. полиэфирные, полиэтилена, Применяют комбинированные: клеесварные (клеи и точечная сварка), клеезаклепочные, клеерезьбовые. 4. Сварные соединения – это соединения, получаемые путем местного нагрева деталей до расплавленного состояния, основанные на использовании сил молекулярного сцепления. Они являются наиболее совершенными неразъемными соединениями, так как лучше других приближают составные детали к целым и позволяют изготовлять детали неограниченных размеров. Их прочность доведена до прочности деталей из целого металла. Виды соединений: нахлесточные, угловые, тавровые, становые. Еще одно преимущество сварных соединений – это экономия металла по сравнению с клепочными и литыми конструкциями на 15 – 20%. Сварные конструкции легче литых чугунных до 50%, а стальных – 30%. Рис. 5 Рис. 6 Заклепочное соединение Паяное соединение а) г) б) в) д) 10 РАЗДЕЛ 2. СОЕДИНЕНИЯ, ИХ РАЗНОВИДНОСТИ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ПРИМЕНЕНИЕ. Тема: «Кинематические пары. Механизмы». Механизм – это совокупность звеньев, соединенных кинематическими парами, предназначенными для преобразования одного вида движения в другой. Механизмы, входящие в состав машины, разнообразны. По функциональному назначению механизмы машин делятся на виды: 1) передаточные механизмы; 2) исполнительные механизмы; 3) механизмы управления, контроля и регулирования; 4) механизмы подачи, транспортирования и сортирования. Звеном механизма называется одна или несколько жестко соединенных деталей, входящих в состав механизма. Рис. 1 а – простое звено, рис. 1 б составное звено. Звено, принимаемое за неподвижное называется стойкой. В зависимости от характера движения относительно стойки звенья имеют такие названия: 1) кривошип – звено рычажного механизма, совершающее полный оборот вокруг неподвижной оси; 2) коромысло – вращающееся звено рычажного механизма, которое совершает неполный оборот вокруг неподвижной оси; 3) шатун – звено рычажного механизма, образующее кинематические пары только с подвижными звеньями; 4) ползун – звено рычажного механизма, вращающееся вокруг неподвижной оси и образующее с другим неподвижным звеном поступательную пару. 5) кулачок – звено, профиль которого, имея переменную кривизну, определяет движение видимого звена. Входное звено – звено, которому сообщается движение, преобразуемое механизмом в движения других звеньев. Выходное звено – звено, совершающее движение, для выполнения которого предназначен механизм. Между входным промежуточные звенья. и выходным звеньями могут располагаться 11 В каждой паре совместно работающих звеньев в направлении силового потока различают ведущее и ведомое звенья. Кинематической парой называют соединение двух соприкасающихся звеньев, допускающее их относительное движение. Поверхности, линии, точки звена, по которым оно может соприкасаться с другим звеном, образуя кинематическую пару, называются элементами кинематической пары. По функциональному признаку кинематические пары могут быть: вращательными, поступательными, винтовыми и т.д. Рассмотрим эти определения на примере звена тела сгорания (рис. 2). внутреннего 1 – кривошип, соединенный неподвижно с коленчатым валом (выходное звено); 2 – шатун; 3 – поршень (входное звено); 4 – цилиндр и корпус двигателя – стойка. Связанная система звеньев, образующих между собой кинематические пары, называется кинематической цепью. Так на рис. 2 поршень 3 и цилиндр 4 образуют кинематическую пару с поступательным движением; кривошип 1 и шатун 2 – кинематическую пару с вращательным движением; шатун и поршень тоже кинематическая пара, а совокупность этих пар – кинематическая цепь. Значит в основе каждого механизма лежит кинематическая цепь. Все механизмы машин и приборов делятся на виды: 1) рычажные (коромыслов) 2) кулачковые (эксцентрик-распредвал) 3) фрикционные (муфта сцепл) 4) зубчатые (шестерни две) 5) винтовые (винт-чайка станок) 6) червячные (редуктор) 7) механизмы с гибкими звеньями (цепной) Рис. 2 Рис. 1 а) б) 12 РАЗДЕЛ 3. МЕХАНИЗМЫ ПЕРЕДАЧ И ПРЕОБРАЗОВАНИЕ ДВИЖЕНИЯ. РАЗНОВИДНОСТИ, УСТРОЙСТВО, НАЗНАЧЕНИЕ. Тема: «Муфты, редукторы, мультипликаторы». Муфты Устройства, предназначенные для соединения валов и передачи вращающего момента без изменения его направления, называются муфтами. Назначение муфт: обеспечение работы соединяемых валов при смещениях (рис. 1) обусловленных неточностями монтажа или деформациями деталей; смягчение при работе толчков и ударов; предохранение частей машин от воздействия перегрузок, быстрое соединение или разъединение валов регулирования передаваемого момента; облегчение пуска машины. Муфты бывают 3-х классов: 1. Нерасцепляемые, осуществляющие постоянное соединение: глухие, компенсирующие, упругие. 2. Управляемые, сцепная управляемая. 3. Самодействующие (самоуправляемые): предохранительные, обгонные, центробежные – увеличение передаваемого момента на двигатель Муфты – это автономные узлы, присоединяемые к валам машин по цилиндрическим или коническим посадочным поверхностям. Поэтому их стандартизируют. Муфты каждого размера подбирают учитывая диаметр соединяемых валов и моменты вращения на них, режим и условия эксплуатации машины, конструктивные особенности. Рис. 1 Рис. 2 Втулочная муфта с коническими штифтами 13 Редукторы и мультипликаторы Механизмы, состоящие из передач зацеплением с постоянным передаточным отношением, заключенные в отдельный корпус и предназначенные для понижения угловой скорости выходного вала по сравнению с входным, называются редукторами. Механизмы, подобные редукторам, но используемые для повышения угловой скорости выходного вала по сравнению с входным, называются мультипликаторами. Конструкции, которые могут работать как в режиме редуктора, так и в режиме мультипликатора называют коробками скоростей. Классификация редукторов: 1) По типу передачи: 2) 3) зубчатые с простыми передачами (цилиндрическими, коническими, червячными). Каждая из передач может отличаться расположением зубьев и их профилем (прямые, косые, круговые зубья, цилиндрические и глобоидные червяки). В зависимости от числа пар звеньев в зацеплении (числа ступеней): одноступенчатые; двухступенчатые; трехступенчатые. По расположению осей валов в пространстве: редукторы с параллельными осями входного и выходного звеньев; редукторы с пересекающимися осями входного и выходного звеньев; редукторы с перекрещивающимися осями входного и выходного звеньев. Наибольшее распространение двухступенчатые редукторы. получили простые цилиндрические Редукторы с использованием конических передач менее распространены, их применяют для передач малых и средних мощностей между пересекающимися осями валов. Выбор типа редуктора зависит от компоновки привода, передаточного отношения, взаимного расположения осей входного и выходного валов, ограничения по габаритам и массе, режима эксплуатации. Редукторы применяют в подъемно-транспортном металлургическом, химическом машиностроении, в судостроении. 14 РАЗДЕЛ 3. МЕХАНИЗМЫ ПЕРЕДАЧ И ПРЕОБРАЗОВАНИЕ ДВИЖЕНИЯ. РАЗНОВИДНОСТИ, УСТРОЙСТВО, НАЗНАЧЕНИЕ. Тема: «Передача вращательного движения». Большинство современных машин и приборов создается по схеме двигатель – передача – рабочий орган (исполнительный механизм) (рис. 1). Передача Рабочий орган машины Двигатель Рис. 1 Причины применения передач: 1. необходимость изменения величины скорости и направления движения. 2. Необходимость увеличить в несколько раз вращающий момент на ведущих колесах (при трогании с места, на подъемах). 1. 2. 3. 4. Назначение передач: выбор оптимальной скорости движения; регулирование скорости движения (повышение, понижение); изменение вращающихся моментов и сил движения; передача мощности на расстояние. Передача – это механизм, служащий для передачи механической энергии на расстояние с преобразованием скоростей и моментов. Для передачи вращательного движения используют: фрикционные, решетные, зубчатые, червячные, цепные передачи. По принципу действия передачи делят на 2 группы: 1) Передачи, основанные на использовании сил элементами передачи (фрикционные, решетные). трения между 2) Передачи зацеплением, работающие в результате возникновения давления между зубьями или кулачками на взаимодействующих деталях (зубчатые, червячные, цепные). 15 Классификация передач: 1. По характеру изменения скорости передачи бывают понижающие и повышающие. 2. По конструктивному оформлению передачи бывают открытые (без закрывающего корпуса) и закрытые (общий корпус с герметизацией и смазкой). 3. По числу ступеней – одноступенчатые и многоступенчатые. 16 РАЗДЕЛ 3. МЕХАНИЗМЫ ПЕРЕДАЧ И ПРЕОБРАЗОВАНИЕ ДВИЖЕНИЯ. РАЗНОВИДНОСТИ, УСТРОЙСТВО, НАЗНАЧЕНИЕ. Тема: «Передачи преобразующие движение». Существует два вида преобразования движения: 1. преобразование вращательного движения в поступательное, 2. преобразование поступательного движения во вращательное. Для преобразования вращательного движения в поступательное применяют реечную зубчатую передачу и передачу винт-гайка. Для преобразования поступательного движения применяют только реечную зубчатую передачу. во вращательное Реечная зубчатая передача Передача и преобразование вращательного движения в поступательное и наоборот осуществляется цилиндрическим колесом 1 и рейкой 2 (рис. 1). Рис. 1. Реечная зубчатая передача Достоинства реечной зубчатой передачи: надежность, компактность, долговечность, небольшие нагрузки на валы и подшипники, постоянство передаточного отношения из-за отсутствия проскальзывания. Недостатки: высокие требования к точности изготовления, шум при больших скоростях, жесткость. Применяют в широком диапазоне областей и условий работы – от часов и приборов до самых тяжелых машин. 17 Передачи винт – гайка Это винтовой механизм, служащий для преобразования вращательного движения в поступательное. Эти передачи обеспечивают большой выигрыш в силе, возможность получения медленного движения, большую несущую способность при малых габаритах, возможность достижения высокой точности перемещений, простоту конструкции и изготовления – это их достоинства. Эти передачи нашли широкое применение в различных механизмах: домкратах, винтовых прессах, механизмах перемещения столов, испытательных машинах, измерительных приборах. Ведущим звеном, совершающим вращательное движение, может быть как винт 1, так и гайка 2. К недостаткам этих механизмов относят: большие потери на трение и малых КПД, повышенная интенсивность и изнашивание резьбы из-за большого трения. Передачи винт – гайка делятся на передачи скольжения и качения. Передачи скольжения требуют наличия смазки между винтом и гайкой или гайка может быть выполнена из бронзы. В передачах качения на винте и гайке выполняют винтовые канавки, которые служат дорожками качения для шариков (рис. 3). Рис. 2 Передача винт – гайка Рис. 3 Шариковинтовая передача 18 РАЗДЕЛ 4. ОСНОВНЫЕ ВИДЫ СВАРНЫХ КОНСТРУКЦИЙ. ТИПЫ, ОБЛАСТЬ ПРИМЕНЕНИЯ, ПАРАМЕТРЫ, ОПРЕДЕЛЯЮЩИЕ ИХ ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ. Тема: «Классификация конструкции». сварных конструкций. Решетчатые Сварные конструкции классифицируют: 1. По целевому назначению (вагонные, судовые, авиационные и т.д.). 2. В зависимости от толщины свариваемых материалов (тонкостенные и толстостенные). 3. По материалам (стальные, алюминиевые, титановые и т.д.). 4. По способу получения заготовок (листовые, сортопрофильные, сварнолитые, сварно-кованные и сварно-штампованные). 5. По конструктивной форме сварных изделий и по особенностям эксплуатационных нагрузок (решетчатые сварные конструкции, балки, оболочки, корпусные транспортные конструкции и детали машин и приборов). 1) Решетчатая конструкция – это система стержней из профильного проката или труб, соединенных в узлах таким образом, что стержни испытывают растяжение или сжатие, а иногда сжатие с продольным изгибом. К ним относятся фермы, мачты, колонны, арматурные сетки и каркасы. 2) Балками называют конструкции таврового, двутаврового, коробчатого или других видов сечения, работающие в основном на поперечный изгиб. К ним относится поперечные или продольные балки мостовых кранов, балки подкрановых путей, строительные колонны, пролетные балки мостов и т.п. 3) Оболочковые конструкции (листовые конструкции) делят на два вида: работающие при избыточном давлении (емкости, автоклавы, сосуды и трубопроводы) и работающие при знакопеременных нагрузках и высокой температуре (корпуса вращающихся цементных печей, трубных мельниц, биобарабанов и т.п.). 4) Корпусные транспортные конструкции подвергаются динамическим нагрузкам. От них требуется высокая жесткость при минимальной массе. К ним относятся корпуса судов и летательных аппаратов, вагонов, кузова автомобилей. 5) Детали машин и приборов работают преимущественно при переменных, многократно повторяющихся нагрузках. Характерное требование к ним – получение точных размеров. Примеры мембранные узлы. 19 Решетчатые конструкции Все решетчатые конструкции разделяют на: 1. плоские (строительные фермы, стойки, арматурные сетки). 2. пространственные (колонки, мачты, каркасы). Изготавливаются из металла толщиной до 10 мм; суммарная толщина редко превышает 40 – 60 мм. Длина швов обычно не более 200 – 400 мм; швы различным образом ориентированы в пространстве. Поэтому сварка таких конструкций выполняется полуавтоматом (шланговые) в защитном газе, порошковой или самозащитной проволокой или РДС штучными элементами. Применение автоматической сварки неэкономично, так как здесь короткие, криволинейные и труднодоступные швы. Такие швы свойственны всем решетчатым конструкциям, например фермам (рис. 1). Собирают и сваривают фермы по разметке, по контуру и в кондукторах. Узлы фермы сваривают последовательно от середины к опорам, так напряжения металла в узлах фермы будут минимальными (рис. 2). Рис. 1 Узлы стропильных ферм 1 - пояс; 2 - раскос; 3 - стойка; 4 - косынка 1 - копир; 2 - полуферма Рис. 2 При наличии швов различного сечения вначале накладывают швы с большим сечением, а затем – с меньшим. В решетчатых конструкциях каждый элемент прихватывается с двух сторон швами длиной не менее 30 – 40 мм с катетом шва не менее 5 мм в местах расположения сварных швов. Сборочные прихватки выполняются 20 сварными материалами тех же марок, какие используются при сварке конструкции. Сварку ведут в нижнем положении от края косынки к центру пересечений осей элементов фермы. Стержни решетки, например из уголков, собирают с другими элементами обваркой по контуру, иногда фланговыми или лобовыми швами (рис. 3). Фланговый (боковой) Лобовой Не рекомендуется применять прерывистые швы, и швы с катетом менее 3 мм и длиной 60 мм. Концы фланговых швов выводят на торцы привариваемого элемента на длину 20 мм (рис. 4), что гарантирует прочность соединений. В первую очередь выполняют стыковые швы, а затем – угловые (рис. 5). Близко расположенные друг к другу швы нельзя выполнять сразу; надо охладить тот участок основного металла, на котором будет выполняться второй, близко расположенный шов (рис. 4). Это необходимо для того, чтобы уменьшать перегрев металла и величину зоны пластических деформаций от сварки; в результате этого работоспособность сварного узла возрастет. Рис. 4 Порядок выполнения флангового (продольного) шва: 1 – 4 очередность сварки Рис. 5 Последовательность выполнения швов: 1 – стыковые, 2 – угловые 21 РАЗДЕЛ 4. ОСНОВНЫЕ ВИДЫ СВАРНЫХ КОНСТРУКЦИЙ. ТИПЫ, ОБЛАСТЬ ПРИМЕНЕНИЯ, ПАРАМЕТРЫ, ОПРЕДЕЛЯЮЩИЕ ИХ ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ. Тема: «Сварные рамы. Трубы и трубопроводы». Сварные рамы Сварные рамы изготовляют из фасонного проката: уголка, швеллера, двутавра (рис. 1). Рамы входят в состав вагонов, фундаментов, машин, автомобилей, в металлические конструкции зданий. Они служат для связи в единое целое отдельных частей. Обеспечивают жесткость и прочность конструкции. Рис. 1 а) из швеллеров б) из уголков Сопряжение элементов сварных рам выполняются короткими швами РДС и полуавтоматической дуговой сваркой. Изготавливают сварные рамы как в массовом, так и в единичном производстве. б) а) б) в) а) в) г) д) Рис. 2 а) размещение прихваток 1 и участков шва А, Б, В, Г б) выполнение первого слоя на участках А-Б и Г-В в) поворот стыка и выполнение первого слоя на участках Г-А, В-Б г) выполнение второго слоя шва и напроход д) выполнение третьего слоя шва напроход в г) Рис. 3 Порядок сварки стыков неповоротных труб а) сборка на прихватках б, в, г) выполнение 1, 2, 3 слоев А, Б, П – границы участков первого слоя шва, 1 – 7 последовательное выполнение слоев шва на участках 22 обратном направлении 23 Трубы и трубопроводы Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают разных диаметров и толщины стенки контактной и дуговой сваркой на прямом и переменной токе. Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа при различных давлениях и температуры нагрева. Трубопроводы изготавливают из стальных, медных и медно-никелевых труб. Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037-80 для стальных трубопроводов и ГОСТ 16038-80 для медных. Толщина стенки труб может быть 1 – 20 мм и более. В зависимости от толщины S стенки труба и вида сварки применяют подготовку кромок: без скоса для РДС (S = 2 – 4 мм); без скоса для газовой сварки (S = 1 – 3 мм); с односторонним скосом под углом 300, для РДС (S = 3 – 20 мм), с односторонним скосом для газовой сварки (S = 4 – 7 мм). Зазор между кромками тоже зависит от S стенки трубы и вида сварки и колеблется для РДС от 0,5 до 2 мм, для газовой сварки от 0,5 до 1 мм. Допустимое смещение кромок, в зависимости от толщины стенки трубы от 1 до 3 мм. Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла. Сварные стыки труб подвергаются различным видам контроля качества: металлографическое исследование микрошлифов, контроль течеисканием и обязательное выборочное просвечивание 5 – 25% от общего числа стыков, выполненного 1 сварщиком. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины её стенки и химического состава металла. Перед сборкой кромки стыкуемых труб и прилегающие к ним наружные и внутренние поверхности на длину 15 – 20 мм очищают от масла, окалины, ржавчины и грязи. Прихватки выполняют теми же электродами, что и основные швы. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3 – 4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм – равномерно по всей окружности через каждые 250 – 300 мм. Трубы, толщина стенки которых 12 мм, сваривают в три слоя. Корневой шов выполняют электродами диаметром 1,6 – 3 мм РДС, а остальные швы автоматической и полуавтоматической сваркой. 24 РДС и полуавтоматическая сварка стыков труб 1) Сварка поворотных стыков труб диаметром больше 200 мм (рис. 2). Стык труб соединяют тремя прихватками (а). Окружность стыка размечается на 4 участка для сварки · - начало сварки, направление. 1 слой сваривают электродами диаметром 4 мм I = 120 – 150 А узким валиком снизу вверх (б), а затем повернув трубу на 900 заваривают противоположные участки первого слоя (в). Потом электродом диаметром 5 мм I = 200 – 250 А накладывают в одном направлении второй (г) и в противоположном второму слою третий слой (д). 2) Сварка неповоротных труб диаметром 250 – 500 мм (рис. 3). Первый слой накладывают тремя участками. Второй и третий – двумя участками, смещая их между собой на 50 – 100 мм. 3) Сварка стыков труб с козырьком (рис. 4). Когда нельзя сваривать стык ни с поворотом, ни в потолочном положении. Сначала варят нижнюю часть стыкового шва только с внутренней стороны, а затем верхнюю часть стыкового шва и козырька только с наружной стороны. I этап II этап козырёк сварка трубы с внутренней стороны наружный шов 25 РАЗДЕЛ 4. ОСНОВНЫЕ ВИДЫ СВАРНЫХ КОНСТРУКЦИЙ. ТИПЫ, ОБЛАСТЬ ПРИМЕНЕНИЯ, ПАРАМЕТРЫ, ОПРЕДЕЛЯЮЩИЕ ИХ ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ. Тема: «Балочные конструкции. Листовые конструкции». Балочные конструкции Область применения: балки являются основными элементами рамных конструкций при изготовлении мостовых кранов, вагонов, автомобилей, экскаваторов; в строительстве балки применяют в перекрытиях жилых и производственных зданий, в качестве колонн и подкрановых путей в мостах. Материалы: балки изготавливают из хорошо свариваемых конструкционных сталей общего назначения, из низко- и высоколегированных сталей, из алюминиевых и титановых сплавов. Применяют в основном балки двутаврового сечения высотой до 2000 мм, при толщине стенки 10 – 16 мм и толщине полок 16 – 50 мм. Балки высотой более 800 мм имеют на стенке поперечные ребра жесткости, обеспечивающие устойчивость при нагрузках (рис. 1). Рис. 1 1 – торцовые листы, 2 – верхняя полка, 3 – стенка, 4 – нижняя полка, 5 – ребра жесткости. 26 Балки собирают по кондукторах (массовое). разметке (единичное производство) или в Сварку ведут автоматами под флюсом или в защитном газе. РДС и полуавтоматическую сварку применяют при установке ребер жесткости. При монтаже балок сначала сваривают стыковые, потом угловые швы. Сначала для уменьшения напряжений в металле стыка накладывают стыковые швы в полках, в последнюю очередь – стыковой к стенке. Сварные балки при монтаже соединяют совмещенным (рис. 2 а) или смещенным (рис. 2 б) стыком. Последовательность их сварки такая: 1 – стыковой шов полки с увеличенной толщиной, 2 – стыковой шов второй полки, 3 – приваривается стык стенки (самый тонкий), 4 – угловые поясные швы (рис. 2). Угловые швы нужно накладывать одновременно двумя сварщиками – от концов к середине шва. Ребра жесткости приваривают как к стенке, так и к полке балки в любой последовательности после их предварительной прихватки. Прихватки размещают в местах расположения сварных швов. Высота прихваток не более 2/3 высоты шва, чтобы они перекрывались швом; длина каждой прихватки равна 4 – 5 толщинам прихватываемых элементов, но не менее 30 мм и не более 100 мм, расстояние между прихватками в 30 – 40 раз больше толщины свариваемого металла. Рис. 2 Порядок сварки монтажных стыков балок 1 – 4 последовательность выполнения сварки 27 Листовые конструкции Все конструкции оболочкового типа изготавливаются из листового металла (листовые). В зависимости от назначения и конструктивного особенностей изготовления листовые конструкции делят на: оформления, 1) негабаритные емкости (вертикальные цилиндрические резервуары емкостью до 50000 м3, вертикальные изотермические резервуары и т.д.), 2) негабаритные цилиндрические изделия (вращающиеся печи, трубные мельницы и т.д.), 3) сосуды, работающие под давлением, 4) трубопроводы. Для транспортировки таких изделий их разделяют на транспортабельные узлы, из которых на месте собирают и сваривают конструкцию в целом. Негабаритные емкости для жидкостей или газов из металла толщиной до 18 мм, а также полотнища днища корпуса емкости диаметром до 47 мм изготавливают на заводах способом рулонирования при помощи АСФ. Затем полотнища сворачивают в рулоны длиной до 18 мм и массой до 60 т, транспортируют на место эксплуатация, разворачивают и монтируют емкость, сваривая замыкающие швы. Это уменьшает трудоемкость монтажных работ, стоимость, повышает качество сварных конструкций. Для изготовления рулонных заготовок применяют двухярусные установки (рис. 3). На ярусе 2 собирают полотнище 1 из листов, сваривают, поворачивают через поворот, сваривают с обратной стороны, проводят контроль швов и с помощью кружала 5 сворачивают в рулон 6. Рис.3 Схема двухярусного стана 1 – полотнище, 2 – верхний ярус, 3 – поворотное колесо, 4 – нижний ярус, 5 – кружало, 28 6 – рулон 29 На монтаже раскатывают рулон днища 1 (рис. 4), краном устанавливают рулон корпуса 5 на днище 1 и при помощи трактора разворачивают, прижимая к упорам 2, приваренными к днищу, прихватывают к днищу 1 и на верхний торец 3 и центральную стойку 6 укладывают и прихватывают щиты крыши 4. Сварку ведут автоматом. Плотность швов резервуара проверяют гидроиспытанием. Цилиндрические изделия большой длины собирают из частей-обечаек. Обечайки изготавливают автоматической дуговой сваркой из металла толщиной до 30 мм при большей толщине – ЭШС. Рис. 4 1 – днище, 2 – упоры, 3 – верхний торец, 4 – щиты крыши, 5 – рулон, 6 – центральная стойка Обечайки изготавливают и на лоточных механизированных линиях диаметром до 5 м и длиной 2 – 8 м. Линия оснащена оборудованием для всех технологических операций изготовления обечайки: правки листов, обрезки кромок, сборки листов в полотнища, автоматической сварки стыков листов с обеих сторон, гибки полотнищ в обечайку, автоматической сварки замыкающего стыка изнутри и снаружи обечайки. Корпус изделия собирают из обечаек путем последовательной стыковки на роликовых стендах. Собирают на прихватках РДС и сваривают ими АСФ на специальных установках с резиновыми роликами для вращения обечайки. После сварки проводят контроль геометрических размеров изделия, размеров и внешнего вида сварных швов. Контроль УЗИ или проникающие излучения. Сосуды, работающие под давлением проверяют гидроиспытаниями при давлении выше рабочего. 30 РАЗДЕЛ 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ И КОНСТРУКЦИЙ. Тема: «Порядок подготовки и сварки деталей. Технологический процесс». Часть производственного процесса, содержащую действия по изменению предмета производства, называют технологическим процессом. Законченную часть технологического процесса, выполняемую на одном рабочем месте, называют технологической операцией. Законченную часть операции, характеризуемую постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке, называют переходом. Исходными данными для проектирования технологического процесса изготовления сварных конструкций являются чертежи изделия, технические условия (ТУ) и планируемая программа выпуска. Чертежи и ТУ содержат данные о материалах заготовок, их конфигурации, размерах, типах сварных соединений, требованиях, предъявляемых к материалам и оборудованию, а также к выполнению технологических и контрольных операций, и критерии качества сварных соединений. По этим требованиям к качеству, все сварные изделия условно делятся на три группы: I группа – особо ответственные изделия, разрушение которых приводит к человеческим жертвам: сосуды работающие под давлением, грузоподъемные машины, транспортные устройства и т.п. II группа – ответственные изделия, разрушение которых вызывает большие материальные потери: устройства, встроенные в сложные технологические линии производства продукта, авария которых приводит к остановке всей линии. III группа – неответственные изделия. Программа выпуска содержит сведения о числе изделий, которые надо изготовить в течение конкретного срока (месяц, год). Эти сведения служат основанием для выбора оборудования, технологической оснастки. Технологический процесс должен обеспечивать наилучшие условия выполнения каждой отдельной операции. Он должен предусматривать максимальную замену ручного труда на механизированный и автоматизированный процесс выполнения не только операций, но и производства в целом. 31 Технологический процесс изготовления сварных конструкций включает в себя последовательное выполнение заготовительных, сборочных, сварочных, контрольных, отделочных операций, называемых основными, и вспомогательных операций – транспортировка, кантовка и т.п. В соответствии с этим по технологическому принципу создаются подразделения сварочных производств. Распределение технологических операций по производственным подразделениям Производственные подразделения Склад металла Заготовительное производство Склад заготовок Сборочно-сварочное производство Отделочное производство Склад готовой продукции Технологические операции Контроль, сортировка, правка и очистка металла - наметка и разметка - резка разделительная (механическая, термическая) - гибка (в холодном или горячем состоянии) - обработка кромок (механическая, термическая, абразивная) - образование круглых или овальных отверстий (сверление, штамповка, фрезеровка, термическая резка) - очистка (снятие грата и заусенцев) - маркировка (индивидуальная или партии изделий) Хранение и комплектование заготовок для сварных узлов - сборка узловая и общая - сварка и наплавка - контроль размеров и сварных швов - доделочные операции (зачистка, разметка, сверление, правка) - термическая обработка (местная и общая) - контрольно-монтажная сборка - очистка поверхностей - грунтовка и окраска - маркировка Упаковка и отгрузка. 32 РАЗДЕЛ 6. ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ. Тема: «Требования к сварным конструкциям. Технологичность сварных конструкций. Преимущества и недостатки сварных конструкций». Технологичность сварных конструкций: Прогрессивность сварных конструкций характеризуется возможностью уменьшения их металлоемкости при обеспечении требуемых эксплуатационных качеств, более полным использованием свойств материалов. Поэтому при проектировании сварных металлоконструкций объединяются два направления: 1) Поиск путей проектирования конструкции с минимальной массой и меньшей металлоемкостью. 2) Внедрение и использование технологических процессов. наиболее прогрессивных Сейчас при конструировании изделий всё больше внимания уделяют вопросам технологичности. Технологичной считается конструкция, обеспечивающая наиболее простое, быстрое и экономичное изготовление при обязательном соблюдении необходимых условий прочности, устойчивости, выносливости и других эксплуатационных качеств, то есть это такая конструкция, в которой соблюдается соответствие прогрессивных конструктивных решений передовым технологическим возможностям производства. Отработка технологичности – это непрерывный процесс, начинающийся с эскизного проекта изделия и продолжающийся на всех стадиях проектирования и изготовления. 1. 2. 3. 4. Отработка технологичности конструкции включает в себя: Выбор и применение наиболее современных методик расчета и проектирования сварных конструкций на прочность и устойчивость элементов конструкции. Выбор оптимальных вариантов расчленения конструкции на сборочные единицы и назначение схем собираемости их. Правильный выбор материала, влияющий на массу и экономичность конструкции, её эксплуатационную надежность и хорошую свариваемость. Правильный выбор способа получений соединения в соответствии с назначением, формой и размерами конструкции. 33 5. Правильное назначение типа и параметров сварных соединений в зависимости от особенностей конструкции и характера испытываемых напряжений. Сварные соединения должны быть максимально выполнены автоматизирующими способами сварки, число и размеры швов должны быть минимальными. Отработка технологичности конструкции проводится в два этапа: I этап: выбор наиболее оптимальных конструктивных решений, расчленения конструкции на сборочные единицы, разработка оптимальных схем сборки и сварки, выбор материала и методов обработки. 70% технологичности конструкции. II этап: производится выбор национальных заготовок и способов из получения, обеспечивается удобство подходов к местам соединений, нормализация материалов, детально прорабатывается оформление всех сварных соединений (обработка кромок, допуски на размеры, припуски на обработку после сварки), планируют мероприятия по снижению сварных напряжений и деформаций. Изготовление опытных образцов. 20% технологичности конструкции. Достоинства сварных конструкций: 1. Монолитность сварных конструкций. 2. Упрощение конструкции соединений, возможность получения разнообразных конструктивных форм при использовании простых элементов с разными параметрами 3. Высокие физико-механические свойства сварных соединений, возможность применения в конструкциях разнопородных материалов. Это позволяет уменьшить массу и металлоемкость конструкций. 4. Высокая технологичность сварных конструкций и упрощение технологии их изготовления – условия снижения производственных затрат. Недостатки сварных конструкций: 1. Существенное воздействие технологии обработки на исходные свойства материала, наличие в них напряженного состояния и деформаций, неоднородность свойств материала в зоне сварных соединений. 2. Металлоемкость и большая масса. Требования к сварным конструкциям: 1. Экономичность изготовления. 2. Небольшая масса конструкции. 3. Наиболее полное использование физико-механических свойств материалов. 34 4. Высокая несущая способность и надежность, отвечающие требованиям и срокам эксплуатации. 5. Легкость транспортировки и сборки, то есть конструкция должна быть технологичность. Технологичная сварная конструкция поз. 1 обечайка поз. 2 днище поз. 3 фланец поз. 4 патрубок поз. 5 фланец I узел: поз. 1, поз. 3 II узел: поз. 2, поз. 3, поз. 4, поз. 5 35 РАЗДЕЛ 7. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНЫХ ПРОЦЕССОВ. Тема: «Основные определения автоматизации сварочных процессов». и понятия механизации и Структура сварочного производства Процесс производства сварных конструкций состоит из трех стадий: 1) изготовление деталей; 2) сборка и сварка узлов и изделий; 3) отделка. При изготовлении деталей применяют следующие технологические заготовительные операции: правку, очистку и подготовку поверхности, разметку, маркировку, резку, гибку, штамповку, механическую обработку. Процесс сборки и сварки изделия состоит из операций сборки и сварки узлов и изделия в целом. В отделочные операции входят: зачистка и отделка сварных швов, правка сварных узлов, прокатка, проковка или термообработка сварных соединений, механическая обработка, очистка и отделка сварных изделий, нанесение защитных покрытий. Вместе с этим технологическим операциями на всех стадиях производства сварных конструкций выполняют вспомогательные операции, которые разделяют на две группы: 1. операции, связанные с основным производством 2. операции обслуживания. К первой группе относят операции: транспортные, контрольные, наладку оборудования, распределение работ, комплектацию деталей, хранение и выдачу материалов, инструмента и приспособлений. Ко второй группе относятся производственных помещений. ремонтные работы и уборка Для достижения высоких показателей уровня механизации и автоматизации производства сварных конструкций необходим комплексный охват технологических (заготовительных, сборочных, сварочных, отделочных) и вспомогательных операция. 36 Механизация и автоматизация сварочного производства Под механизацией производственного процесса понимают оснащение его техническими средствами, обеспечивающими замену в нем ручного труда работой машин и механизмов. При механизированном исполнении технологических операций человек выполняет вспомогательные приемы и управляет машиной, а обработку, сборку или сварку выполняют машины. Высшей степенью производственного процесса. механизации является автоматизация При автоматизации производственного процесса машины осуществляют и функции управления, а человек лишь налаживает их и наблюдает за работой приборов и систем управления. Механизация и автоматизация может быть частичной и комплексной. Частичная механизация и автоматизация охватывает производственного процесса, то есть отдельные операции. часть А комплексная автоматизация и механизация охватывает весь производственный процесс, когда машины и механизмы установлены в порядке последовательности выполнения операций в соответствии с технологическим маршрутом. Механизация и автоматизация достигаются за счет применения различных приспособлений, специальных сварочных установок, использования робототехники, создания механизированных и автоматизированных линий. Экономическая целесообразность механизации и автоматизации сварочного производства Механизация и автоматизация сварочного производства обеспечивают снижение трудоемкости, облегчение труда, повышение качества, надежности сварных изделий, экономию сварочных и основных материалов, экономию производственных площадей. С другой стороны, механизация и автоматизация связана с дополнительными затратами на оборудование, на его содержание и ремонт. Иногда механизация одной операции вызывает увеличение стоимости смежных операций, и наоборот, механизация одной операции может снизить стоимость смежных операций. Поэтому при осуществлении механизании и автоматизации сварочного производства необходиом сопоставлять затраты с получаемым эффектом. При механизации сварочного производства учитывают капитальные затраты на приобретение оборудования, его доставку, монтаж и наладку. 37 РАЗДЕЛ 7. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНЫХ ПРОЦЕССОВ. Тема: «Механизация и автоматизация заготовительных, сборочных и сварочных работ». Механизация производственного процесса – это замена в нем ручного труда работой машин. При механизированном исполнении операций производственного процесса непосредственная обработка, сборка или сварка выполняются машиной, а человек выполняет ручные вспомогательные приемы и управляет машиной. Автоматизация – высшая ступень механизации, при которой машины осуществляют и функции управления, а человек лишь налаживает их и наблюдает за работой приборов и систем управления. Механизация и автоматизация заготовительных работ Технологическое оборудование для изготовления деталей сварных конструкций можно разделить на группы: для правки, очистки и подготовки поверхности; разметки и маркировки; механической резки; термической резки; гибки; штамповки; механической обработки; средства механизации заготовительных работ. ОБОРУДОВАНИЕ ДЛЯ ПРАВКИ Правка необходима для выправления проката до его обработки и заготовок после вырезки и производится путем пластического изгиба или растяжения металла. Оборудование для правки ротационные машины 1. листоправильные многовалковые 2. сортоправильные многороликовые машины Растяжные правильные машины прессы 1. винтовые 2. гидравлические колонны 3. гидравлические передвижным порталом 4. гидравлические и кривошипные, с (зажимается заготовка и ее растягивают на определенную величину) 38 горизонтальные 39 ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ Очистку применяют для удаления с поверхности металла средств консервации, загрузнения, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев и шлака, затрудняющих процесс сварки и вызывающих дефекты сварных швов. Для очистки проката, деталей и сварных узлов применяют механические и химические методы. Оборудование для очистки механическим методом 1. 2. 3. 4. 5. дробеструйный аппарат; дробеметный аппарат; зачистные станки; галтовочные барабаны; ручные пневматические и электрические машины химическим методом 1. обезжиривание щелочными растворами; 2. травление растворами соляной, серной и ортофосфорной кислоты ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ При изготовлении деталей сварных конструкций применяют следующие виды резки: ножницами, на отрезных станках, термическую. В производстве сварных конструкций применяют ножницы: листовые с наклонным ножом, высечные, дисковые, комбинированные, сортовые, для резки уголка, для резки швеллеров и двутавров пресс-ножницы комбинированные, механизировано-ручные пневматические и электрические. Ножницы применяют для резки листового, фасонного и сортового материала малых и средних толщин и сечений. Резка может быть прямолинейной, круговой и фигурной (для листового материала). Отрезные станки применяют для резки труб, фасонного и сортового материала, они бывают с дисковыми и ленточными пилами и отрезными шлифовальными кругами. Отрезные станки и термическую резку применяют для листового металла средних и больших толщин и труб большого диаметра. 40 ОБОРУДОВАНИЕ ДЛЯ ГИБКИ Гибку выполняют путем пластического изгиба заготовки. Оборудование для гибки ротационные машины 1. листогибочные трех и четырехвалковые машины; 2. профилегибочные маноговалковые станы; 3. зигмашины; 4. сортогибочные роликовые машины и др. прессы 1. листогибочные кривошипные и гидравлические прессы; 2. правильно-гибочные кривошипные прессы; 3. гидравлические горизонтальные прессы. Оборудованием для гибки осуществляют гибку цилиндрических обечаек, различных профилей и кромок, а также пробивку отверстий и другие штамповочные операции. ОБОРУДОВАНИЕ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ Основные виды холодной штамповки: вырубка, пробивка, гибка, вытяжка и формовка. Холодную штамповку применяют для изготовления деталей из листового материала толщиной преимущественно до 10 мм. Отверстие пробивают в металле толщиной до 25 мм. Оборудование для холодной штамповки универсальные кривошипные прессы универсальные гидравлические прессы прессы простого, двойного и тройного действия (1, 2, 3 – независимодвижущихся ползуна для глубокой вытяжки) сыропробивочные прессы одноштемпельные, многоштемпельные и координатно-револьверные 41 При выполнении многих заготовительных операций на универсальном оборудовании большую часть времени занимает вспомогательное время на установку и перемещение заготовок в процессе их обработки, на уборку деталей и отходов, особенно при изготовлении деталей из крупногабаритных тяжелых заготовок. Комплексная механизация заготовительных работ обеспечивает резкое сокращение вспомогательного времени, высвобождение общецеховых кранов и значительное облегчение труда рабочих. комплексная механизация оснащение универсального вспомогательного оборудования средствами механизации вспомогательных приемов внедрение механизированных и автоматических линий, охватывающих ряд технологических операций Средства механизации к технологическому оборудованию бывают для: многовалковых листоправильных машин; листовых ножниц с наклонным ножом; ножниц для резки фасонного материала; трубоотрезных станков; листозапивочных валковых машин; листогибочных и штамповочных прессов. Механизированные и автоматические линии для изготовления деталей сварных конструкций разделяются по виду выполняемых на них работ, по номенклатуре выполняемых на них заготовок, по признаку непрерывности технологического процесса, по схеме компоновки системы управления. механизация сборочных работ Для изготовления сварных конструкций высокого качества требуется правильная сборка деталей свариваемого изделия, то есть их правильная взаимная установка и закрепление. Положение деталей во время сборки определяется установочными элементами приспособления, а закрывают детали зажимными элементами сборочных приспособлений. Таким образом, основным назначением сборочного оборудования в сварочном производстве является фиксация и закрепление свариваемых деталей. Сборочное оборудование 42 сборочное сварочно-сборочное 43 На сборочном оборудовании сборка заканчивается прихваткой. На сборочно-сварочном оборудовании, кроме сборки, производится полная или частичная сварка изделия и выдержка после сварки для уменьшения сварных деформаций. Они применяется тогда, когда нецелесообразно вести сборку и сварку на разных местах и на толкоместных изделиях, которые не допускают прихватки, но они сложнее и дороже сборочных и поэтому редко применяются. Сборочное оборудование может быть универсальным, специализированным и специальным (для широкого ассортимента изделий, для групп однотипных изделий, для 1 – 2 изделий). Сборочные устройства состоят из основания, установочных и зажимных элементов. УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ бывают: неподвижные, съемные и подвижные. По назначению они делятся на упоры (для установки деталей по базовым поверхностям), установочные пальцы (фиксаторы), и оправки (для установки деталей по отверстиям) и т.д. Упоры бывают постоянные, съемные, откидные. Отводные, поворотные. Их приваривают к основанию приспособления или привинчивают штифтами. Установочные пальцы (фиксаторы) и оправки бывают постоянными, съемными, откидными и отводными. Их крепят на приспособлении с помощью сварки, запрессовки или резьбы. ЗАЖИМНЫЕ ЭЛЕМЕНТЫ ручные механизированные прижимы зажимы прижимы с приводом Прижим имеет одностороннее усиление, а зажим двустороннее. Прижимы бывают: постоянные, откидные, отводные и поворотные. Прижимы бывают: клиновые; винтовые; эксцентриковые; рычажные; пружинные. пневматические; гидравлические; пневмогидравлич еские; электромагнитны е; с постоянными магнитами. Например: - поршневой пневмоцилиндр; - мембранный пневмоцилиндр; - гидроцилиндры К установочным и зажимным элементам близки по назначению и устройству переносные сборочные приспособления, которые не крепятся на основании сборочных устройств, а используются самостоятельно – это струбцины, стяжки, фиксаторы, распорки, домкраты. 44 Сборочное оборудование можно разделить на следующие основные группы: 1) Сборочные кондукторы – устройства, состоящие из плоской или пространственной рамы или плиты, на которой размещаются установочные и зажимные элементы. В кондукторах обычно производится сборка и сварка изделия, поэтому основание кондуктора должно быть жестким и прочным для восприятия усилий, возникающих в изделиях при сварке. Кондукторы могут быть неповоротные и поворотные. 2) Сборочные стенды и установки предназначены для крупных изделий, имеют неподвижное основание с размещенными на нем установочными и зажимными элементами и оборудуются специальными передвижными или переносными устройствами (порталами, балками и т.д.). 3) Сборно-разборные приспособления для сварочного производства (СРПС), составленные из отдельных взаимозаменяемых стандартных элементов, многократно используемых для сборки различных изделий широкой номенклатуры в опытном, единичном и мелкосерийном производстве. Характерной особенностью деталей СРПС является Т – образные и шпоночные пазы для жесткого закрепления деталей СРПС в различных сочетаниях в зависимости от формы и размера собираемого изделия. В комплект СРПС входят: базовые детали – плиты, на них устанавливаются дополнительные опорно-корпусные детали (подкладки, опоры, угольники), на них крепят фиксирующие – упоры, призмы, фиксаторы и т.п. элементы. Для их установки служат установочно-направляющие детали – шпонки, штыри, втулки, муфты и крепежные детали, а также вспомогательные детали – кольца, пружины, колпачки. 45 РАЗДЕЛ 7. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНЫХ ПРОЦЕССОВ. Тема: «Механизация сварочных работ». Механическое оборудование сварочного производства классифицируется: 1) Оборудование для установки и перемещения свариваемых изделий. 2) Оборудование для установки и перемещения сварочных аппаратов и перемещения сварщиков. 3) Оборудование для уплотнения стыков. 4) Оборудование для сбора и подачи флюса в зону сварки. Механическое оборудование сварочного производства Для установки и перемещений современных изделий Манипуляторы Вращатели Для установки и перемещения современных аппаратов и перемещения сварщиков Колонны для сварочных аппаратов Кантователи Роликовые стенды Перемещающиеся столы Столы сварщика Плиты Стеллажи Для уплотнения стыков Для сбора и подачи флюса Для прямолинейных швов Для сбора флюса Для круговых швов Для сбора и подачи флюса Тележки для сварочных аппаратов Для подачи флюса Направляющие для сварочных аппаратов Флюса, удерживающие приспособления Устройство для перемещения аппаратуры при полуавтоматичес кой сварке Площадки для сварщиков 46 Оборудование для установки и перемещения свариваемых изделий К оборудованию для установки свариваемых изделий относят: стеллажи, плиты, неповоротные столы сварщика. К оборудованию для перемещения свариваемых изделий относят: манипуляторы, вращатели, кантователи, роликовые стенды. Манипуляторы предназначены для установки изделий в удобное для сварки положение путем поворота их вокруг двух осей (наклона и вращении), и для вращения их со сварочной скоростью при автоматической и полуавтоматической сварке, наплавке. Их разделяют по назначению, количеству движений, конструкции приводов для вращения и наклона изделий, предельному углу наклона и грузоподъемности. Они бывают с маршевой и сварочной скоростями. Если они не имеют сварочной скорости и обеспечивают только установку изделий в удобное для сварки положение, то это позиционеры. Вращатели предназначены для установки изделий в удобное для сварки положение путем поворота их вокруг постоянной оси и вращение их со сварочной скоростью при автоматической или полуавтоматической сварке. Это упрощенные манипуляторы. Их различают по назначению, расположению оси вращения (горизонтальные, вертикальные), числу стоек, количеству движений. Они могут иметь либо и сварочную и маршевую скорость, либо только маршевую. Кантователи предназначены для установки изделий в удобное для сварки положения путем поворота их вокруг горизонтальной оси с маршевой скоростью. Их различают по конструктивному исполнению (двухстоечные, кольцевые, домкратовые), по количеству движений – обеспечивающие только поворот изделия вокруг постоянной оси или с подъемом, либо горизонтальным перемещением изделия. Большее распространение получили двухстоечные кантователи с постоянной осью. Роликовые стенды предназначены для вращения цилиндрических, конических и сферических изделий с маршевой скоростью с целью их установки в удобное положение для сборки и сварки продольных швов, а также со сварочной скоростью при различных видах сварки кольцевых швов. Их различают по их компоновке и конструкции основных узлов – холостых или приводных роликоопор и секции. 47 Оборудование для установки и перемещения сварочных аппаратов и сварщиков Колонны для сварочных аппаратов. Они делятся по типу размещаемых на них аппаратов – для несамоходных и самоходных. Первые предназначены для сварки кольцевых швов, вторые – кольцевых и прямолинейных. Большинство колонн – поворотные. Тележки для сварочных аппаратов. Тележки для сварки кольцевых швов (для несамоходных сварочных аппаратов) и кольцевых и коротких прямолинейных (для самоходных сварочных аппаратов) имеют только маршевую скорость передвижения. Тележки сварки кольцевых и длинных прямолинейных швов и маршевую и рабочую сварочную скорость. По конструкции бывают: велосипедные (ездят по 2 рельсам в вертикальном плоскости); глагольные (ездят по 2 рельсам, расположенным на полу) и портальные (ездят по 2 рельсам, расположенным с обеих сторон изделия). Направляющие устройства для сварочных аппаратов предназначены для установки и передвижения по ним самоходных аппаратов при сварке прямолинейных швов ограниченной длины и применяют тогда, когда конструкция изделия не позволяет применить трактор, передвигающийся непосредственно по изделию. Устройства для установки сварочной аппаратуры представляет собой стационарные или передвижные колонны с консолями, на конце которых расположены подающий механизм полуавтомата и кассета со сварочной проволокой. Оборудование для подъема и перемещения сварщиков: подъемные и подъемно-выдвижные площадки с механизированным приводом. Могут быть стационарные, переносные, передвижные. Оборудование для уплотнения стыков. Его применяют при электродуговой сварке стыковых швов для удержания расплавленного металла и формирования обратной стороны шва. Различают: устройства с флюсовыми подушками – для сварки внутренних швов, их располагают снаружи снизу изделия, они бывают стационарные и передвижные, их подгоняют с насыпанным на ленту флюсом и прижимают пневмоцилиндром снизу к стыку; устройства с металлическими подкладками – для односторонней сварки изделий из тонколистовых металлов и при ЭШС. Материал подкладки не должен свариваться с материалом изделия (изделие - сталь, подкладка - медь, аллом – сталь). 48 Оборудование для подачи и сбора флюса. Флюсоаппараты – устройства для подачи и сбора флюса с помощью воздуха. Они бывают: с всасывающей, нагнетательной и всасывающенагнетательной системами; передвижные и стационарные. Флюсоподающие устройства – устройства с механической подачей и сбором флюса (шнек, элеватор). Флюсоудерживающие приспособления предназначены для удержания флюса на свариваемом шве во время сварки (это рамки, щетки, козырьки). 49