МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФГБОУ ВПО «Брянский государственный технический университет»
advertisement

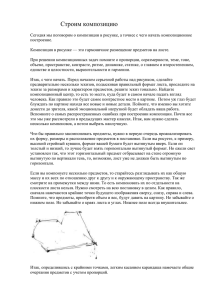
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФГБОУ ВПО «Брянский государственный технический университет» Кафедра «Компьютерные технологии и системы» Дисциплина «Автоматизация конструкторского и технологического проектирования» КУРСОВОЙ ПРОЕКТ на тему «Автоматизация конструкторско-технологической подготовки производства детали «Корпус» в условиях предприятия ФГУП «Брянский электромеханический завод с использованием интегрированной САПР ProEngineer» Студент группы 08–САПР Семченко Е.В.___________ «__» ______________ 2012 г. Преподаватель Шкаберин В.А. __________ «__» ______________ 2012 г. Брянск 2012 г. ТЕХНИЧЕСКОЕ ЗАДАНИЕ на курсовой проект по дисциплине «Автоматизация конструкторского и технологического проектирования» специальность 230104 – «Системы автоматизированного проектирования» Студенту: Семченко Е.В. Группы: 08-САПР Выполнить курсовой проект на тему: «Автоматизация КТПП детали «Корпус» в условиях предприятия ФГУП «Брянский электромеханический завод в САПР ProEngineer» Руководитель проекта: __________________________ Шкаберин В.А. (Ф.И.О.) 2 Аннотация В данном курсовом проекте наглядно представлен процесс автоматизации конструкторской и технологической подготовки производства на примере детали «Корпус». Работа проведена на базе конструкторского отдела ФГУП «Брянский электромеханический завод». В ходе выполнения проекта был проведен анализ производственных возможностей и средств автоматизации технологической подготовки производства на предприятии, также была разработана трехмерная модель детали с использованием среды Pro/Engineer 5.0, по средствам которой были получены ассоциативные виды, а также была сформирована вся необходимая конструкторская и технологическая документация. Работа была проведена с использованием следующих программных продуктов Компас 3D – V13. 3 Pro/Engineer 5.0, Содержание ВВЕДЕНИЕ .............................................................................................................. 6 1 АНАЛИЗ ПРОИЗВОДСТВЕННЫХ ВОЗМОЖНОСТЕЙ И СРЕДСТВ АВТОМАТИЗАЦИИ НА ПРЕДПРИЯТИИ………………………………..……7 1.1 Основные направления деятельности предприятия и номенклатура выпускаемой продукции......................................................................................... 7 1.2 Анализ структуры основных отделов предприятия……………………..10 1.3 Анализ аппаратных средств автоматизации КТПП изделий на предприятии………………………………………………………………….…..10 1.5 Анализ программных средств автоматизации КТПП изделий на предприятии……………………………………………………………….…......13 Выводы по главе 1……………………………………………………………….15 2 ФУНКЦИОНАЛЬНОЕ НАЗНАЧЕНИЕ И ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ДЕТАЛИ «КОРПУС»......……………………………….…..16 Вывод по главе 2…………………………………………………………………16 3 АВТОМАТИЗАЦИЯ КОНСТРУКТОРСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА……………………………………………………………….17 3.1 Основные этапы и особенности разработки трехмерной модели детали «Корпус» в САПР Pro/Engineer 5.0……………………………………………..17 3.2. Основные этапы разработки чертежа детали «Корпус» в САПР КОМПАС 3D…..…………………………………………………………………33 Выводы по главе 3……………………………………………………………….40 4 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА ИЗДЕЛИЙ ............................................................................ 41 4.1 Обоснование выбора режущего инструмента для изготовления детали «Корпус» ................................................................................................................ 48 4.2. Основные этапы разработки управляющей программы для фрезерования детали «Корпус» в САПР Pro E NGINEER 5.0………………... Вывод по главе 4………………………………………………………………..57 4 Заключение……………………………………………………………………….59 Список литературы……………………………………………………………..59 Приложения……………………………………………………………………..60 5 Введение Ускорение научно-технического прогресса требует комплексного преобразования элементов производства и эксплуатации изделий, перехода от разрозненных технологий и технических средств к целостным системам, охватывающим конструирование, ТПП, изготовление и эксплуатацию изделия. Сегодня многие предприятия с переменным успехом применяют различные САПР. Зачастую это недорогие системы проектирования, с помощью которых решаются лишь локальные задачи, используя их в качестве «электронных кульманов» и средств систематизации инженерной документации. Экономическая отдача таких САПР невелика, они не освобождают конструкторов и технологов от рутинного труда, не обеспечивают существенного повышения качества выпускаемой продукции и сокращения сроков освоения новых изделий. Цели курсового проекта: • изучение производственных возможностей и средств автоматизации технологической подготовки производства на предприятии ФГУП «Брянский электромеханический завод». • проведение автоматизации конструкторской и технологической подготовки производства детали «Корпус» в САПР Pro-Engineer, что позволит существенно сократить сроки выполнения этапов жизненного цикла изделия на предприятии, обеспечит подготовку качественной документации, гарантирует оперативное внесение изменений в конструкцию и техпроцесс. • развитие навыков самостоятельного овладения методикой исследований при решении конкретных проблем и вопросов проектирования. • подготовка к дипломному проектированию. 6 Анализ производственных возможностей и средств автоматизации на предприятии 1. 1.1 Основные направления деятельности предприятия и номенклатура выпускаемой продукции Брянский электромеханический завод (сокращенное название - ФГУП «БЭМЗ») - основан в марте 1958 года. Завод является современным многопрофильное предприятием, одним из ведущих в оборонно- промышленном комплексе страны, единственным в Брянской области по выпуску финишной военной техники для Министерства обороны России. Вначале предприятие выпускало радио и электрооборудование для нужд железнодорожного транспорта и радиоэлектронной промышленности. И все эти годы специализировался на выпуске: • наземных станций мощных шумовых помех самолетным радиолокационным станциям; • наземных станций помех радиовзрывателям артиллерийских боеприпасов; • контрольно-ремонтных автомобильных станций средств РЭБ; • пунктов и автоматизированных комплексов управления станциями помех; • станций радиоконтроля и радиотехнической разведки; • автоматизированных станций контроля бортовой аппаратуры различного назначения. В середине шестидесятых был налажен выпуск бытовой радиоаппаратуры для населения и оборонной промышленности. Сегодня в полностью изменившихся условиях рынка завод смог воплотить свой технический и производственный потенциал в новой востребованной, наукоемкой продукции. Изделия завода нашли свое применение в самых различных областях. Заводом выпускается продукция гражданского назначения по следующим направлениям: 7 • средства связи и диагностики для железнодорожного транспорта; • медицинская техника; • электронная автоматика для дорожно-строительной техники; • бытовая радиоэлектронная аппаратура. На базе технологий производства военной техники освоена и выпускается гражданская продукция: • аппарат магнитотерапии «Градиент-1»; • аппарат электротерапии, электростимуляции, электрофореза «ЭТЕР»; • портативный переносной иммуноферментный анализатор АИФП, предназначенный для быстрого определения в нестационарных условиях различных инфекций, в том числе СПИДа, гепатита, туберкулеза; • система автоматического управления выглаживающей плитой асфальтоукладчика и ультразвуковой датчик; • контрольно-диагностическая система состояния узлов и механизмов машин различного назначения; • радиопункты «Союз-Р-1» и «Союз-Р-2» для пассажирских поездов; • система служебной межвагонной связи пассажирского поезда; • контроллер управления климатическим оборудованием вагонов пассажирских поездов; • малогабаритный анализатор непрерывного контроля состояния железнодорожного пути и подвижного состава АМПС. Вся перечисленная техника постоянно совершенствуется в соответствии с современными требованиями потребителей. Сегодня завод - это современное предприятие оборонно- промышленного комплекса с мощной производственной базой. Завод является ведущим производителем продукции военной техники для вооруженных сил РФ и поставки на экспорт по направлениям: наземные комплексы радиоэлектронной борьбы и радиоэлектронной разведки, контрольно-ремонтные станции наземных средств РЭБ, эксплуатационноремонтная аппаратура авиационных средств РЭБ, аппаратура самолетных 8 радиолокационных станций, медицинская техника, электронная техника для "РЖД". Главная цель конкурентоспособной предприятия радиоэлектронной – продукции, потребностям внутреннего и внешнего рынков. 9 обеспечение выпуска удовлетворяющей 1.2 Анализ структуры основных отделов предприятия Структурная схема отдела главного технолога ФГУП "БЭМЗ" представлена на рисунке 1.2. Главной задачей бюро программной обработки является обеспечение технологической подготовки производства (создание управляющих программ для обработки деталей на станках с ЧПУ). На бюро программной обработки так же возлагают задачи рационального выбора и технико-экономического обоснования номенклатуры деталей для обработки на станках с ЧПУ, внедрение управляющих программ, подбор и заказ нового оборудования с ЧПУ, выдачу рекомендаций на планировку участков станков с ЧПУ и т. д. В состав бюро входят: начальник бюро программной обработки, 2 технолога и 5 программистов. Главный технолог Зам. главного технолога (начальник технического отдела) АСТПП Бюро ПО Бюро материального программирован ия Главные специалисты Бюро подготовки производства Центральная заводская лаборатория Начальник бюро ПО Инженертехнолог 5 Инженерпрограммист 2 Рисунок 1.2 – Структурная схема отдела главного технолога 10 1.3 Анализ аппаратных средств автоматизации конструкторско- технологической подготовки производства изделий на предприятии Автоматизация является одним из важнейших факторов роста производительности труда и повышения качества выпускаемой продукции. Непременным условием ускорения темпов роста автоматизации является развитие и совершенствование ее технических средств, к которым относятся все устройства, предназначенные для получения информации, ее передачи, хранения и преобразования. На заводе программной имеется обработки локальная имеется в вычислительная распоряжении сеть. 5 В бюро компьютеров, объединенных в сеть между собой, а так же цветной принтер для печати форматов А3,черно-белый принтер для печати форматов А4, перфоратор ПЛ1503. 11 1.4 Анализ технической оснащенности предприятия Относительно оснастки и инструментов, в бюро программной обработки имеются следующие документы: 1. «СТП. ФЩО.059.00Режущий инструмент. Типы и размеры»; 2. «Руководящий материал для технологов»; 3. «СТП. ФЩО.059.007 Инструмент, режущий для фрезерных станков с ЧПУ»; 4. Каталог приспособлений собственной разработки. Часть станков предприятия 1980-1985 годов выпуска. Для поддержания их работоспособности на заводе проводятся их техническое обслуживание и плановые ремонты. В последнее время станки стали оснащаться устройством ввода информации на базе flash-носителей, выпускаемых на этом же заводе. Себестоимость таких flash-носителей составляет 5000руб. Оснащено около 70% всего оборудования. Список станков, используемых на предприятии, приведён в приложении А. 12 1.5 Анализ программных средств автоматизации конструкторскотехнологической подготовки производства изделий на предприятии На ФГУП «Брянский электромеханический завод» внедрена лишь одна САПР – «ГЕММа 3D – версия 8.0». Характеристика системы: Система геометрического моделирования и программирования обработки для станков с ЧПУ ГеММа-3D. Центральной задачей, на решение которой ориентирована система, является получение эффективных программ обработки наиболее сложных деталей на станках с ЧПУ, изготавливаемых с помощью фрезерования, сверления, электроэрозионной резки, вырубки, токарной обработки, гравировки. Назначение системы: • Построение математических моделей деталей и агрегатов любой степени сложности. • Доработка требованиями математических технологического моделей процесса в соответствии обработки с конкретным инструментом на определенном оборудовании с ЧПУ. • Подготовка управляющих программ для станков с ЧПУ: фрезерных (2-х, 3-х, 4-х, 5-и координатных), электроэрозионных (2-х, 3-х, 4-х координатных), сверлильных, токарных, гравировальных. • Подготовка технологических эскизов и технологических карт. • Обработка результатов измерений изделий для оценки точности изготовления. ГеММа-3D используется автономно. В ней создаются математические модели по чертежам и готовятся программы обработки на станках. Возможно использование моделей, подготовленных в других системах. 13 Из систем конструирования могут быть переданы каркасные кривые для построения поверхностей в системе ГеММа-3D. ГеММа-3D используется в комплексе с системами низкого и среднего уровня. В системе ГеММа-3D дорабатываются переданные математические модели, выполняются геометрические построения, необходимые технологу для формирования программ для станков с ЧПУ. При необходимости, переданная в систему ГеММа-3D информация может быть возвращена в конструкторскую систему. Подавляющее большинство машин используют ОС Windows XP, на которых установлены такие программные продукты как: MicrosoftOffice, антивирусные программы «Kaspersky Anti-Virus» и «DrWeb». 14 Выводы по главе 1 1. ФГУП «БЭМЗ» является лидером в своем сегменте рынка по производству гражданской и военной продукции. На сегодняшний день ФГУП «БЭМЗ» имеет мощную технологическую базу, насчитывающую более 25 наименований станков с ЧПУ. Обеспеченность предприятия техническими средствами достаточное для выполнения широкого круга задач автоматизации проектирования и подготовки производства. 2. Курс, программным взятый предприятием обеспечением, на позволяет оснащение полностью лицензионным и качественно производить технологическую подготовку производства, однако средства автоматизации конструкторской подготовки производства на предприятии отсутствуют. 3. Обеспеченность средствами бюро достаточная для программной обработки аппаратными выполнения широкого круга задач автоматизации конструкторско-технологической подготовки производства. 15 2. Функциональное назначение и технические особенности детали «Корпус» Рассматриваемая в данном курсовом проекте деталь «Корпус» является корпусом-переключателем и предназначена для изменения направления движения звуковой волны. Применяется в системах шумоподавления. Внешние цилиндрические поверхности имеют 12 квалитеты точности. Допускается несимметричное расположение поверхностей каналов относительно осей не более 0.05 мм. Масса готовой детали - 0,17 кг. Покрытие: Хим. - эмаль вл -725. Остальные технические требования по ГОСТ 40.070.014. Неуказанные предельные отклонения размеров между базовым отверстием и любым другим отверстием не более 0.1 мм. Тип производства - единичное. Заготовка получается штамповкой на ГКМ. Материал: сплав ЛС59-1 ГОСТ 15527-70. Сплав медно-цинковый (латунь) основные параметры представлены в таблице 1. Таблица 1 — Химический состав алюминиевого сплава ЛС59-1 Fe P Cu Pb Zn Sb Bi Sn Примесей до 0.5 до 0.02 57 - 60 0.8 1.9 37.05 - 42.2 до 0.01 до 0.003 до 0.3 всего 0.75 Примечание: Zn - основа; процентное содержание Zn дано приблизительно. Вывод по главе 2: В настоящее время предприятие выполняет военный заказ на бортовые накопители для самолетов МИГ и СУ. Изделие является сложной сборкой, в состав которой входит деталь «Корпус». Деталь является типовой для производства. 16 3. Автоматизация конструкторской подготовки производства 3.1 Разработка 3D-модели «Корпус» в САПР Pro/Engineer 5.0 Па предприятии ОАО «БЭМЗ» конструкторская подготовка производства осуществляется следующими программными средствами: Компас 3D V12 – в настоящее время внедряется и проходит тестовую эксплуатацию в качестве промежуточной вспомогательной CAD системы. ГеММа-3D – официально эксплуатируемая система геометрического моделирования и программирования обработки для станков с ЧПУ. Документооборот на предприятии представлен в бумажном виде, имеется бумажный архив. Внутри бюро программной обработки документооборот происходит в электронном виде. Для получения 3D-модели детали «Корпус» использовалась система трехмерного моделирования PRO/Engineer, в связи с тем, что она обладает полным набором функций трехмерного моделирования, а также позволяет наглядно представить конечный результат производства. Система Pro\Engineer имеет множество возможностей для создания и использования библиотеки виртуальных моделей режущего инструмента. CAD модуль системы Pro\Engineer имеет необходимые возможности для создания 3Dмодели. CAM модуль системы Pro\Engineer имеет возможности для привязки режимов резания к 3D-моделям. Разработка трехмерной модели будет осуществляться в Pro/Engineer Wildfire 5.0, в несколько этапов с использование следующих фичеров: 1. «Выдавливание» (формирование общей геометрии детали ); 2. «Отверстие» (используемых как для сквозных отверстий, так и отверстий с резьбой), для отверстий, образующих массив, применяется фичер «Массив»; 17 3. «Фаска» (для создания фасок). Рассмотрим некоторые особенности построения данной модели. 1. Формирование общей геометрии детали с использованием операций «Выдавливание». После запуска системы Pro/Engineer Wildfire 5.0 нажимаем кнопку «Создать» и выбираем в появившемся окне (рис. 3.1.1) «Деталь», затем создается деталь. Рисунок 3.1.1 – Создание нового документа Определив плоскость расположения эскиза, чертим эскиз по заданным габаритным размерам. Нажатием кнопки «Эскиз» получаем необходимый эскиз (рис. 3.1.2). Рисунок 3.1.2 - Создание эскиза 18 Затем, переходим непосредственно к «выдавливанию». Определяем направление выдавливания и высоту. В результате получаем твердотельную заготовку, представленную на рисунке 3.1.3. Рисунок 3.1.3 - Выполнение операции "Выдавливание" Создаем центральное отверстие, задавая необходимый размер (рис. 3.1.4) При помощи операции «выдавливание», получаем отверстие (рис. 3.1.5). Рисунок 3.1.4 – Создание эскиза центрального отверстия 19 Рисунок 3.1.5 – Результат применения операции «Выдавливание» Аналогичным образом создаем другое отверстие на данной поверхности, результаты выполнения необходимых операций представлены ниже (рис. 3.1.6). Рисунок 3.1.6 – Результат выполнения операций для создания обнижения 20 На рис. 3.1.7-3.1.8 представлены этапы формирования основной геометрии детали «Корпус». Рисунок 3.1.7 – Создание эскиза Рисунок 3.1.8 – Результат применения операции «Выдавливание» Создание канавки представлено на рис. 3.1.9-3.1.11. 21 Рисунок 3.1.9 – Создание эскиз канавки Рисунок 3.1.10 – Результат применения операции «Выдавливание» для создания канавки 22 Рисунок 3.1.11 – Создание фасок Выбираем необходимую плоскость и создаем канавку заданного размера (рис.3.1.12). Рисунок 3.1.12 – Создание канавки На рис. 3.1.13-3.1.15 формируем внутреннюю геометрию. 23 Рисунок 3.1.13 – Создание отверстия заданной глубин Рисунок 3.1.14 – Создание сложной внутренней геометрии 24 Рисунок 3.1.15 – Создание отверстия заданной глубины На плоскости FRONT создаем эскиз и при помощи операции «Выдавливание» получаем канавку (рис. 3. 1.16). Создаем сквозное отверстие (рис. 3.1.17). Рисунок 3.1.16 – Создание канавки 25 Рисунок 3.1.17 – Создание отверстия 2. Формирование отверстий. Для создания резьбы применяется инструмент «Резьба», «Поверхностный» во вкладке «Вставка». Появляется окно (рис. 3.1.18) с параметрами резьбы. Рисунок 3.1.18 – Параметры резьбы После задания всех необходимых параметров формируется резьба (рис.3.1.19). 26 Рисунок 3.1.19 – Резьбовые отверстия Выбрав необходимые эскизы на плоскости FRONT, используем операцию «Отражение», в результате чего на плоскости RIGHT получаем такие же элементы (рис.3.1.20). Рисунок 3.1.20 – Результат применения операции «Отражение» 27 Деталь «Корпус» имеет множество разных резьбовых отверстий для размещения на ней различных элементов. Сформируем их про помощи операций «Выдавливание», «Массив по сетке» и «Условное обозначение резьбы» (рис 3.1.21 – 3.1.32). Рисунок 3.1.21– Резьбовые отверстия для крепления Рисунок 3.1.22 – Резьбовые отверстия 28 Рисунок 3.1.23 – Ассиметричные резьбовые отверстия Рисунок 3.1.24– Резьбовые отверстия для крепления 29 Рисунок 3.1.25– Резьбовые отверстия на плоскости RIGHT В итоге была сформированы трехмерная модель детали «Корпус» (рис.3.1.26-3.1.27). Рисунок 3.1.26 - Трехмерная модель детали "Корпус" 30 Рисунок 3.1.27 - Трехмерная модель детали "Корпус" Дерево построения детали с перечнем всех операции представлено на рис. 3.1.28. 31 Рисунок 3.1.28 - Дерево построения модели детали "Корпус" 32 3.2. Основные этапы разработки чертежа детали «Корпус» в САПР КОМПАС 3D В связи с тем, что оформление чертежей в системе Pro/Engineer 5.0 трудоемкое занятие, то было принято решение об экспорте детали в КОМПАС-3DV13, для последующего создания чертежа. Для передачи файла 3D модели детали в систему САПР КОМПАС 3D, которая не воспроизведет внутренний формат САПР Pro ENGINEER, необходимо выбрать формат, поддерживаемый как одной, так и другой системами. Современные САПР поддерживают большое количество форматов представления геометрической информации об изделии, такие как IGES, SAT, XT, STEP, VRML и др. Наиболее популярным из них является формат STEP. Сохраним модель в Pro/Engineerв формате STEP, и откроем его в КОМПАС-3D (рис. 3.2.1 и 3.2.2). Рисунок 3.2.1 - Сохранение модели в формате STEP 33 Рисунок 3.2.2 - Импортированная модель в формате STEP Такой способ представления и передачи конструкторско- технологических данных позволяет решить проблему обмена информацией между различными подразделениями предприятия использующими различные системы международных стандартов обеспечивает и проектирования. корректную заказчиками, Использование интерпретацию хранимой информации. Построение чертежа осуществляется на основе полученной 3D-модели, что значительно ускоряет его формирование. Чертеж изделия «Корпус» выполняется на листе формата А1 и изготавливается в масштабе 4:1. Разработку чертежа для детали «Корпус» можно разделить на несколько этапов: получение видов с модели; добавление специфичных видов и местных разрезов; проставление размеров и нанесение технических требований; оформление чертежа согласно требованиям ЕСКД. 34 1. Создание документа и получение видов с модели. После запуска системы КОМПАС 3D в стартовом окне по нажатию кнопки «Создать» создаем чертеж (рис. 3.2.3). Рисунок 3.2.3 - Создание нового документа При подготовке конструкторской документации для данной детали создаются стандартный и ряд дополнительных видов, что обусловлено сложной конфигурацией детали. За главный вид принимается «вид спереди», так как он наиболее информативен. Для добавления на чертеж видов с модели в меню «Вставка» выбираем «Вид с модели» - «Стандартные» (рис. 3.2.4). 35 Рисунок 3.2.4 – Получение видов с модели В нижнем меню в качестве главного вида выберем вид «Спереди», в схеме отметим главный вид и вид сверху. Масштаб укажем «2 : 1». Указываем местоположение видов. Результаты представлены на рисунке 3.2.5. Рисунок 3.2.5 – Полученные виды с модели 36 2. Добавление специфичных видов и местных разрезов. Необходим и ряд дополнительных видов, что обусловлено сложной конфигурацией детали. Вспомогательные виды, разрезы и сечения были получены с помощью операции «Вид с модели ->Дополнительный» (рис. 3.2.6). Рисунок 3.2.6 – Дополнительные виды с модели Для того чтобы показать внутреннюю геометрию детали добавим разрез. Для этого используем инструмент «Линия разреза/сечения»(рис. 3.2.7). Рисунок 3.2.7 – Построенный разрез Добавим остальные необходимые виды при помощи инструмента «Стрелка взгляда» (рис. 3.2.8). 37 Рисунок 3.2.8 – Расположение инструмента «Стрелка взгляда» Указываем направление взгляда, затем указываем расположение вида. Результат представлен на рисунке 3.2.9. Рисунок 3.2.8 – Полученный вид Добавим выносные виды, используя инструмент «Выносной элемент» (рис. 3.2.9). 38 Рисунок 3.2.8 – Выносные виды 3. Проставление размеров и нанесение технических требований. Разрушаем виды, удаляем лишние линии. Добавляем осевые линии и размеры, размещаем все виды. Результат представлен на рисунке 3.2.9. Готовый чертеж детали «Корпус» находится в приложении «Б». Рисунок 3.2.9 –Результат редактирования и проставления размеров Выводы по главе 3 1. Pro/Engineer Wildfire 5.0 это система с большими функциональными возможностями и понятным интерфейсом, позволяющая легко строить параметрические трехмерные модели. 39 2. Формат STEP позволил без потерь данных импортировать модель из Pro/Engineer в КОМПАС. 3. Создана трёхмерная модель детали «Корпус» в Pro/Engineer. 4. Благодаря импорту детали в САПР КОМПАС 3Д получен полный комплект конструкторской документации, отвечающий требованиям ЕСКД. 40 4 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА ИЗДЕЛИЙ 4.1 Обоснование выбора режущего инструмента для изготовления детали «Корпус» Современное производство тесно связано со станками с числовым программным управлением. Для получения наилучших результатов работы станочного оборудования необходимо правильно подобрать современные режущие инструменты, которые позволяют сократить время обработки детали и добиться требуемого качества поверхности за один и два прохода. Критериями при выборе режущего инструмента могут являться: возможность закрепления инструмента в станочной оправке; геометрия инструмента; тип инструмента; обеспечение требуемого качества поверхности детали; наличие опыта работы с инструментами фирмы- изготовителя; Согласно стоимость; заводскому технологическому процессу изготовления изделия маршрут обработки детали представлен в таблице 4.1.1. ЗАГОТОВИТЕЛЬНАЯ РЕЗЧИК МЕТАЛЛА НА НОЖНИЦАХ И ПРЕССАХ 41 Содержание Наименование 005 Оборудование Номер операции Таблица 4.1.1 - Технология изготовления Отрезать от прутка заготовку размером Ø 85x45 Таблица 4.1 – Продолжение 015 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Подрезать торец на чисто 2. Точить Ø 81 3. Центровать отверсти Ø15 4. Острые кромки притупить 020 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Подрезать торец в р-р 43 мм. 2. Точить Ø81 3. Просверлить отв. Ø18 на глубину 31 4. Острые кромки притупить 030 ТОКАРНАЯ Станок токарновинторезный 16К20 035 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Подрезать торец на чисто 2. Расточить отв. Ø16. 3. Расточить отв. Ø19 на глубину 32. 4. Острые кромки притупить 1. Установить заготовку на коническую оправку. 2. Точить Ø 80 за несколько проходов. 3. Подрезать торец до Ø30, сняв мин. Припуски. 4. Острые кромки притупить. 040 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Установить заготовку в трехкулачковый патрон. 2.Подрезать торец в р-р 41. 3. Острые кромки притупить. 045 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Установить заготовку в трехкулачковый патрон. 2.Подрезать торец от Ø30. 3. Острые кромки притупить. 050 КООРДИНАТНОРАСТОЧНА Координатнорасточной станок 2Д450АФ2 1. Установить, закрепить заготовку. 2. Центровать, сверлить 4 отверстия Ø5.3 мм на глубину 27.5 мм. 3. Расточить 4 отв. Ø6,выдерживая размер 34.1. 4. Центровать 4 отв. Под М6. 055 СВЕРЛИЛЬНАЯ Станок настольносверлильный 2М112 1. Сверлить по центровке 4 отв. Ø4.9. 2. снять заусенец. 060 РЕЗЬБОНАРЕЗНАЯ Резьбонарезной станок 2056 1. Нарезать резьбу М6 в 4 отв. На глубину 10 мм. 42 Таблица 4.1.1 – Продолжение 065 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Установить в трехкулачковый патрон. 2. Подрезать торец начисто. 3. Расточить отв Ø17Н7. 4. Острые кромки притупить. 070 ТОКАРНАЯ Станок токарновинторезный 16К20 075 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Подрезать торец, выдержать р-р 28. 2. Расточить отв. Ø28,7Н7. 3. Расточить отв. Ø39,7Н7. 4. Острые кромки притупить 1. Снять заусенцы 080 ФРЕЗЕРНАЯ ( ЧПУ) Вертикальнофрезерный станок с ЧПУ 6H16AP-01 1. Установка, закрепить заготовку. 2. Фрезеровать с поворотом деталь в р-р 55. 3. Фрезеровать с поворотом 4 фаски. 4. Центровать, сверлитьс поворотом 3 отв. 5. Фрезеровать 3 "окна" в р-р 32 085 СЛЕСАРНАЯ СЛЕСАРЬ МЕХАНОСБОРОЧНЫХ РАБОТ 1. Снять заусенец 090 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Расточить Ø40Н7. 2. Расточить Ø28 Н7. 3. Расточить Ø26. 4. Отсрые кромки притупить 095 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Точить торцевую канавку,выдерживая Ø42. 2. Снять 2 фаски на канавке. 3. Отсрые кромки притупить 100 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Подрезать торец до Ø30. 2. Острые кромки притупить 105 ТОКАРНАЯ Станок токарновинторезный 16К20 1. Подрезать торец от Ø30 в рр 35. 2. Острые кромки притупить 43 Таблица 4.1.1 – Продолжение 110 СЛЕСАРНАЯ СЛЕСАРЬ МЕХАНОСБОРОЧНЫХ РАБОТ 1. Снять заусенцы 115 ФРЕЗЕРНАЯ ( ЧПУ) Вертикальнофрезерный станок с ЧПУ 6H16AP-01 1.Подрезать торец в р-р 34,7. 2. Фрезеровать канавку,выдерживая р-ра 46;3;5. 3. Фрезеровать обнижение Ø21, глубиной 1. 4. Центровать, сверлить 4 отв. Ø3,2 (под М4) глубиной 20, 5 отв. Ø1,6 (под М2) глубиной 9, 1 отв. Ø1,6(под М2) глубиной 4,5 120 СЛЕСАРНАЯ СЛЕСАРЬ МЕХАНОСБОРОЧНЫХ РАБОТ 1. Снять заусенцы канавке, ребрах. 2. Снять заусенец в отверстиях. 3. Снять резьбозаходные фаски 125 РЕЗЬБОНАРЕЗНАЯ Резьбонарезной станок 2056 1. Наезать резьбу: М4 в 4 отв., глубиной 18мм, М2 в 1 отв.,глубиной 5 мм, М2,5 в 1 отв., глубиной 5 мм, М2 в 1 отв., глубиной 4 мм, М4 в 1 отв., глубиной 6 мм. 128 СЛЕСАРНАЯ Очистить витки резьбы от стружки 165 КООРДИНАТНОРАСТОЧНА СЛЕСАРЬ МЕХАНОСБОРОЧНЫХ РАБОТ Координатно-расточной станок с ЧПУ 24К40СФ4-01 170 СЛЕСАРНАЯ Снять заусенцы 175 КООРДИНАТНОРАСТОЧНА СЛЕСАРЬ МЕХАНОСБОРОЧНЫХ РАБОТ Координатно-расточной станок с ЧПУ 24К40СФ4-01 180 СЛЕСАРНАЯ СЛЕСАРЬ МЕХАНОСБОРОЧНЫХ РАБОТ 1. Снять заусенцы 185 КООРДИНАТНОРАСТОЧНА Координатно-расточной станок с ЧПУ 24К40СФ4-01 1. Установить деталь. 2. Центровать 4 отв. 44 1. Установить деталь. 2. Расточить канавку в р-ры Ø17. 3. 2 фаски 1. Установить деталь. 2. Расточить канавку Таблица 4.1.1 – Продолжение 190 КООРДИНАТНОРАСТОЧНА 195 КООРДИНАТНОРАСТОЧНА 200 СВЕРЛИЛЬНАЯ 205 ГРАВИРОВАЛЬНАЯ 220 МАРКИРОВОЧНАЯ 011 ЛАКОКРАСОЧНАЯ Координатнорасточной станок с ЧПУ 24К40СФ4-01 Координатнорасточной станок с ЧПУ 24К40СФ4-01 Станок настольносверлильный 2М112 Станок копировальнофрезерный 6Г463 МАРКИРОВЩИК ДЕТАЛЕЙ И ПРИБОРОВ Кабина покрасочная У204 1. Установить деталь. 2. Центровать 4 отв. 1. Установить деталь. 2. Центровать 4 отв. 1. Нарезать резьбу в 12 отв. 1. Разместить деталь. 2. Гравировать обозначения каналов с переустановкой согласно п. 4 чертежа Втереть эмаль в гравировку согласно п. 4 чертежа 1. Покрыть краской На фрезерной операции используется вертикально-фрезерный станок с ЧПУ 6H16AP-01. Технические характеристики станка приведены на рис. 4.1.1. Рисунок 4.1.1 – Технические характеристики вертикально-фрезерного станка 6H16AP-01 Приведем пример обработки канавки фрезерованием. В качестве фирмы производителя режущего инструмента выбираем Mitsubishi, которая является оптимальным решением в настоящий момент по соотношению цены и качества. В каталоге режущих инструментов производитель указывает не 45 только геометрические и механические свойства инструмента, но и указывает рекомендуемые режимы резания. Выбираем концевую монолитную фрезу CNR4JСD1200, подходящую для обработки материала детали (рис. 4.1.2). Рисунок 4.1.2 – Монолитная концевая фреза Mitsubishi NR4JСD1200 Материал инструмента – основа из мелкозернистого сверхкарбида с CRN-покрытием. На рисунке 4.1.3 приведена таблица из каталога компании «Mitsubishi» для монолитной концевой фрезы CNR4JСD1200, где описаны рекомендуемые режимы резания в зависимости от обрабатываемого материала. 46 Рисунок 4.1.3 - Рекомендуемые режимы резания для монолитной концевой фрезы Mitsubishi NR4JСD1200 Далее рассчитаем недостающие значения и составляем таблицу режимов резания (табл. 4.1.2). Таблица 4.1.2 – Режимы резания при фрезеровании Переход Инструмент Глубина Подача Частота Скорость резания F, шпинделя резания V, t, мм мм/мин S, мин-1 м/мин Монолитная концевая Фрезерование фреза торца Mitsubishi NR4JSD1200 2 460 2700 Монолитная концевая Фрезерование фреза обнижения Mitsubishi NR4JSD1200 1 460 2700 Монолитная концевая Фрезерование фреза канавки Mitsubishi NR4JSD0300 1,5 280 10600 101,7 101,7 47 99,9 рассчитываем действительную скорость резания по формуле 1. (1). 4.2. Основные этапы разработки управляющей программы для фрезерования детали «Корпус» в САПР Pro ENGINEER 5.0 Весь процесс написания управляющей программы для детали «Корпус» можно разделить на несколько этапов: 1. подготовительный этап; 2. создание заготовки; 3. механическая обработка заготовки: 1) фрезеровать торец; 2) фрезеровать канавку; 3) фрезеровать обнижение. 4. разработка управляющей программы. Рассмотри подробно приведенные выше этапы. 1. Подготовительный этап. После запуска программы Pro/ENGINEER 5.0 необходимо задать рабочую папку - создать новую или выбрать уже существующую, при этом желательно не использовать кириллические символы в названиях папки и документа. Для создания нового документа в главном меню задать вкладку «Создать», «Производство», подтип – ЧПУ сборка (рис. 4.2.1). 48 Рисунок 4.2.1 - Окно вкладки "Создать" Для импорта модели детали на панели выбрать кнопку «Вставить», «Ссылочная модель», «Собрать», в появившемся окне найти ранее созданную модель и подтвердить свой выбор. Необходимо настроить единицы измерений: «Файл», «Свойства». В строке «Единицы» заменить предложенный системой вариант на «миллиметр-килограмм-секунда». Станок с ЧПУ распознает три системы координат (нули): нуль станка, нуль детали и нуль инструмента. Перед началом обработки деталь необходимо «привязать» к системе координат станка. Для этого совмещаются одноименные плоскости детали и станка, при достижении полного закрепления модели система позволит продолжить работу. Выбираем привязку «Автоматически». 2. Создание заготовки. Деталь «Радиатор» получают из прутка латуни. Совершаем следующую последовательность команд: «Вставить», «Заготовка», «Собрать». Выбираем трехмерную модель заготовки и сопрягаем её с деталью (рис. 4.2.2). 49 Рисунок 4.2.2 - Создание заготовки Заготовка для детали «Корпус» представлена на рисунке 4.2.3 Рисунок 4.2.3 - Заготовка для детали «Корпус» 50 3. Механическая обработка заготовки. На торце заготовки создается нуль станка (система координат), причем так, чтобы ось Z была направлена от заготовки (заготовка будет находиться в отрицательном диапазоне). Для выполнения операции «Фрезерование» проследуем по следующему пути - «Шаги», «Операция», в окне настройки операции (рис. 4.2.4), задайте вид операции, тип станка, его нуль, поверхность отвода (рис. 4.2.5). Рисунок 4.2.4 - Окно настройки операции фрезерования 51 Рисунок 4.2.5 - Окно настройки станка После этого система автоматически предложит возможные варианты фрезерования: фрезеровать грань, фрезеровать поверхность, фрезеровать объем, черновое, чистовое фрезерование, сквозное фрезерование карманов, пользовательская траектория, гравировка и др. Задаем вариант «Фрезеровать поверхность». задавать параметры и свойства режущего инструмента. Задаем параметры и свойства режущего инструмента (рис. 4.2.6- 4.2.7). 52 Рисунок 4.2.6 - Окно настройки режущего инструмента (фрезы) в Pro ENGINEER Рисунок 4.2.7 - Окно настройки режущего инструмента (фрезы) в Pro ENGINEER Подачу резания, скорость шпинделя, глубину врезания и другие данные необходимые для выполнения операции указывают в окне параметров операции (рис 4.2.8). 53 Рисунок 4.2.9 - Окно настройки параметров операции Для завершения последовательности выполнения операции задается точка начала и конца движения инструмента. Проверка выполнения операции производится функцией «Анимация пути» (рис. 4.2.10). Pro ENGINEER позволяет отследить также траекторию движения инструмента. Рисунок 4.2.10 - Анимация пути движения инструмента при обработке торца 54 Аналогичным образом и делаются фрезерование канавки и обнижения (рис. 4.2.11). Рисунок 4.2.11 - Анимация пути движения инструмента при обработке обнижения Результат операции «Фрезерование» (рис. 4.2.12). Рисунок 4.2.12 - Результат операции «Фрезерование» 55 4. Получение управляющей программы Получить код управляющей программы можно вызовом вкладок «Файл», «Сохранить как MCD» в окне анимации пути инструмента. Так же необходимо задайть папку для сохранения документа. Для просмотра кода программы осуществляет переход в папку, куда ранее была сохранена программа, двойным щелчком мыши открывается файл с расширением *.tap. и открываем с помощью блокнота. Весь код управляющей программы приведен в приложении B. 56 Выводы по главе 4 1. Был подобран и обоснован режущий инструмент для изготовления детали «Корпус», рассчитаны режимы резания. 2. Были изучены основные этапы автоматизации технологического процесса проектирования. 3. В процессе работы получены навыки работы с современными CAD/CAM- системами. 3. Система Pro/Engineer Wildfire 5.0 обладает мощными функциональными возможностями для имитации обработки заготовки на станке с ЧПУ, имеется возможность автоматически создавать управляющую программу. 57 Заключение Автоматизация конструкторской и технологической подготовки производства неотъемлемая часть существующего машиностроительного производства. Снижение временных, трудовых и материальных издержек определяют её необходимость и важность. В то же время лишь только комплексная автоматизация позволит достичь наилучших результатов на пути оптимизации производственного процесса. В ходе решения задач курсового проектирования была проделана работа по сбору и систематизации информации и её использование в дальнейшем. В данной работе путем моделирования на первом этапе была получена трехмерная модель детали «Корпус» с использованием программного продукта Pro/ENGINEER 5.0. В дальнейшем была произведена конвертация в универсальный формат обмена данными “step”, и модель была передана в среду Компас 3D – V13. В данной системе были получены ассоциативные виды и необходимые разрезы, был выполнен чертеж. Заключительным этапом послужила технологического процесса в среде автоматизация разработки формирования Pro/ENGINEER 5.0, разработка управляющей программы. Необходимо отметить, что данный проект выполнен на базе предприятия ОАО «ФГУП «Брянский электромеханический завод». В данной организации присутствуют широкие возможности по автоматизации подготовки производства, и в последнее время политика предприятия направлена на программное и техническое перевооружение производства. 58 Список используемых источников 1. Сайт компании «Брянский электромеханический завод» http://www.bemz.bryap.ru/ 2. Сайт компании «Pro|TECHNOLOGIES» [Электронный ресурс]. – Режим доступа: http://www.pro-technologies.ru. – Загл. С экрана – Яз. рус. 3. Справочник технолога-машиностроителя. В 2-х т. /Под ред. А.Г. Косиловой и Р.К. Мещерякова.- 4-е изд., перераб. и доп.- М.: Машиностроение, 1986. 4. Проблемно-ориентированный [электронный сайт. ресурс]. Характеристика Режим материала. доступа: http://www.profprokat.ru/content/view/203/7/. – Загл. с экрана – Яз. Рус.; 5. Mitsubishi carbide 2010-2011. Каталог инструментов фирмы Mitsubishi [электронное издание]; 6. Аверченков. В.И. САПР технологических процессов, приспособлений и режущих инструментов : учеб. пособие для вузов/ В.И.Аверченков. -Мн.: Выш. шк., 1993 -288 с. 7. ГОСТ 7.1-2003. Межгосударственный стандарт. Система стандартов по информации, библиотечному и издательскому делу. Библиографическая запись. Библиографическое описание. Общие требования и правила составления/ 59 Приложение А Таблица. Станки с ЧПУ, используемые на предприятии № п/п Наименование Тип системы ЧПУ Ввод УП 3 4 модели 1 2 Размеры рабочей зоны Примечание 5 Многооперационные станки – обрабатывающие центры 1. МА-3 Fanuk 6M Перфолента, пульт оператора 2. CV-800 Fanuk 0 Пульт оператора, USB, сеть 3. LH-500 Fanuk 0 Пульт оператора, USB, сеть 4. МС12-250М 2С42 5. HURCO 24T Fanuk 0 330x250x400 8-ми дорожечная перфолента 250x280x200 3.5 дискета, USB, сеть 760х510х610 Фрезерные станки с ЧПУ 6. 6Р13Ф3 Н33 карта памяти 1000x400x150 7. 6Р13Ф3 2C42 карта памяти 1000x400x150 8. МА-655 Луч 33 карта памяти 1000x500x630 9. 6720Ф20 ЛЮМО (К524) пульт оператора Расточные, токарные станки с ЧПУ 10. 2А622 2С42-65 Перфолента, карта памяти 11. 2Д450АМФ2 П32-3А Пульт оператора 1000x700x300 12. 24К40СФ4 TNC145 Пульт оператора, карта памяти 640x400x500 13. 24К40Ф4 2C42 8-ми дорож. перф, карта памяти 640x400x500 14. HURCOTM8 Fanuk 0 3.5 дискета, USB, сеть 60 1250x1000x1000 6 Приложение А 15. 16Б16Т1 NC31 Пульт оператора 16. ЛА155Ф20 NC31 Пульт оператора 17. SHAUBLIN Sinumerik (CNC) Пульт оператора Сверлильные станки с ЧПУ 18. 2Р135Ф2 2П32-2 8-ми дорожечная перфолента 450x360x560 Сверлильные станки с ЧПУ для сверления печатных плат 19. СФ-4 Луч22-2 8-ми дорожечная перфолента 510x635x14 20. КД41 2П22-1 8-ми дорожечная перфолента 260x295x10 Электроэрозионные станки c ЧПУ 21. 4732Ф3 22. А202-04 2М43 8-ми дорожечная перфолента 200x125x80 Электроника кассета Станки с ЧПУ вспомогательного (инструментального) производства 23. FKRS RS-500 24. 2Е450АМФ3 CNC-600 8-ми дорожечная перфолента 1500x600x500 2С42 8-ми дорожечная перфолента 1000x600x300 H646 Пульт оператора 1000x710x300 BK.Z 900 25. (Micromat) 26. MH-500C CNC-432 (MAXO) Пульт оператора, перфолента 500x300x400 27. КПФЭ-250 Н33 8-ми дорожечная перфолента 250x200x100 Пресса с ЧПУ 28. Беренс 29. BALTEC Sinumerik8N карта памяти CNC-610 дискета, карта памяти 1270x1320 600х250 Гравировальный с ЧПУ 30. EGX-600 дискета, сеть, карта памяти 61 610x407x42,5 Приложение Б Рисунок - Чертеж детали «Корпус» 62 Приложение В 63 Приложение В 64