Глава I. Микроволновые установки термообработки
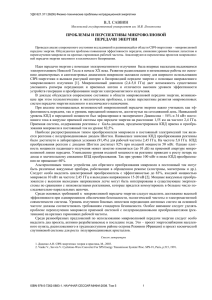
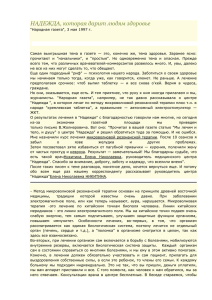
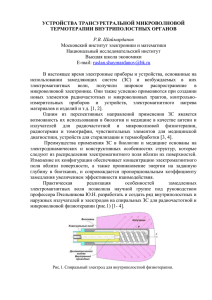
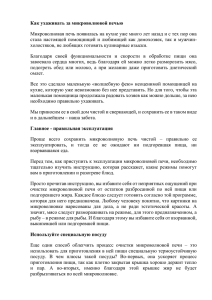
реклама

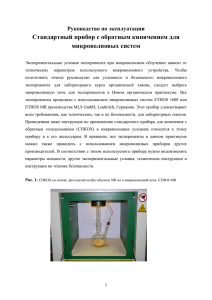
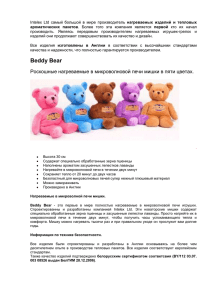
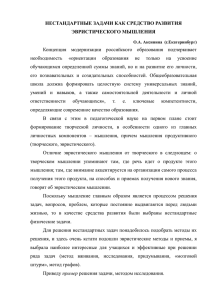
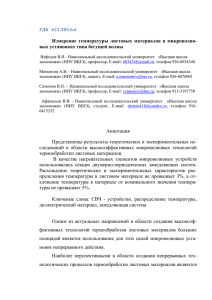
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ УНИВЕРСИТЕТ «ВЫСШАЯ ШКОЛА ЭКОНОМИКИ» Московский институт электроники и математики Афанасьев Владислав Владимирович РАЗРАБОТКА СВЧ УСТРОЙСТВА ДЛЯ НАГРЕВА ЛИСТОВЫХ МАТЕРИАЛОВ В ПОЛЕ БЕГУЩЕЙ ВОЛНЫ Выпускная квалификационная работа по направлению 11.03.02 Инфокоммуникационные технологии и системы связи студента образовательной программы бакалавриата «Инфокоммуникационные технологии и системы связи» Студент В.В. Афанасьев Рецензент к.т.н., доц. Т.А. Потапова Научный руководитель к.т.н., доц. А.В. Мамонтов Консультант д.т.н., проф. В.Н. Нефедов Москва 2015 г. Оглавление Введение .................................................................................................................. 3 Основная часть ...................................................................................................... 4 Глава I. Микроволновые установки термообработки листовых материалов 4 1.1. Преимущества микроволнового метода термообработки материалов 4 1.2. Основные конструкции микроволновых установок .............................. 6 Глава II. Модели и методы расчёта микроволновых установок ................... 12 2.1. Микроволновые установки волноводного типа термообработки листовых диэлектрических материалов ....................................................... 12 2.2. Микроволновые установки на основе замедляющих систем ............. 20 2.3. Модели и методы расчёта микроволновых установок в режиме бегущей волны ................................................................................................ 29 2.3.1. Метод расчёта микроволновых установок на основе экспериментальных исследований ............................................................ 29 2.3.2. Метод расчёта микроволновых установок с учётом тепломассопереноса.................................................................................... 34 2.3.3. Метод расчёта микроволновых установок без учёта теплоотдачи ....................................................................................................................... 40 2.3.4. Метод расчёта микроволновых установок с учётом зависимости параметров материала от температуры .................................................... 41 Глава III. Выбор метода расчёта микроволновой установки ........................ 46 3.1. Термообработка листового материала с учётом теплоотдачи............ 46 3.2. Модель и метод расчёта температуры в листовых материалах ......... 54 Заключение ........................................................................................................... 64 Список использованных источников ............................................................. 66 2 Введение В настоящее время опубликованы научные статьи и патенты на изобретения, в которых описываются конструкции микроволновых установок для термообработки листовых диэлектрических материалов в различных отраслях промышленности [1-4]. Наиболее перспективными в области создания непрерывных технологических процессов термообработки листовых материалов являются микроволновые установки, осуществляющие взаимодействие диэлектрического листового материала с полем бегущей волны [5-11]. В современных отечественных и зарубежных научных работах, посвящённых нагреву листовых материалов, особое внимание обращается на возрастающие требования к технологическим процессам, направленным на уменьшение отклонения температуры от номинального значения температуры материалов, так как именно этот параметр определяет их технические характеристики (прочность, долговечность и т.д.). Основная задача, которую необходимо решить в рамках выпускной квалификационной работы бакалавра состоит в том, чтобы обосновать метод расчёта параметров микроволновой установки для равномерного нагрева листовых материалов в поле бегущей волны с учётом теплоотдачи в окружающее пространство. Успешное решение этой задачи позволит поднять на более высокий уровень технические параметры микроволновых технологических процессов, характеризующихся экологической чистотой, отсутствием тепловой инерции в сочетании с высоким коэффициентом полезного действия. 3 Основная часть Глава I. Микроволновые установки термообработки листовых материалов 1.1. Преимущества микроволнового метода термообработки материалов Энергия микроволнового излучения используется в качестве источника тепла для высокоэффективных технологических процессов термообработки материалов. Микроволновый метод термообработки диэлектрических материалов обладает преимуществами перед традиционными методами [4]. К таким преимуществам можно отнести: 1. При микроволновом методе отсутствует загрязнение обрабатываемого материала различными примесями, поскольку энергию микроволнового излучения можно подвести к обрабатываемому материалу через защитные оболочки, которые произведены из материалов с небольшими диэлектрическими потерями (к ним относятся фторопласт, полипропилен и др.). В данном случае исключается какое-либо загрязнение обрабатываемого материала. Если мы поместим нагреваемый диэлектрический материал в откаченный объём или объём, который заполненный инертным газом, то можно предотвратить окисление поверхности материала; 2. Если мы используем энергию микроволнового излучения для термической обработки диэлектрических материалов, то отсутствуют какиелибо продукты сгорания; 3. Микроволновый метод нагрева не обладает тепловой инерцией. Тем самым возникает возможность реализации высокой точности регулировки технологического процесса термической обработки диэлектрических материалов; 4 4. Одним из самых главных преимуществ микроволнового метода нагрева является его избирательность. Она заключается в том, что с понижением влажности материала, которая происходит в процессе сушки, потери микроволновой энергии также понижается, а нагревание продолжает происходить в участках обрабатываемого материала, на которых еще сохранилась высокая влажность; 5. С помощью микроволнового излучения есть возможность не только равномерно проводить нагревание диэлектрика по его объёму, но и получать заданное распределение температуры. Как раз по этой причине, при микроволновом методе нагревания и появляются возможности неоднократной акселерации различных технологических процессов; 6. Сочетание микроволнового метода нагрева диэлектрических материалов с прочими методами увеличения температуры приводит к хорошим результатам, потому что в этом случае эффективное поверхностное нагревание получается за счёт пара или горячего воздуха, а глубинное нагревание выходит за счёт микроволнового излучения. Предложенный подход приводит к созданию технологических процессов, которые обеспечивают на выходе продукцию очень высокого качества; 7. Для перехода энергии микроволнового излучения в энергию тепла, характерен большой коэффициент полезного действия. Тепловые потери в электродинамических системах малы, что делает возможным хорошие условия для персонала. Чтобы добиться большого качества обрабатываемых материалов, используя микроволновое излучение, как источник тепла, требуется сделать специальное микроволновое оборудование для подведения энергии электромагнитного поля к нужным областям нагреваемого материала, а также разработать технологический процесс термической обработки материала. 5 Применение микроволнового метода нагревания и сушки диэлектрических материалов делает возможными интенсивные, безотходные, энергосберегающие и экологически чистые технологии. Технологическое микроволновое оборудование для термической обработки диэлектрических материалов, включает в себя источники микроволновой энергии, а также электродинамические системы для подведения энергии электромагнитного поля к нужным областям обрабатываемого материала. Разработка новейших, а также точных методов расчёта, как самих микроволновых приборов, так и технологических процессов нагревания листовых диэлектрических материалов, есть одна из самых актуальных задач в различных отраслях промышленности. Как раз именно решению данных задач посвящено огромное множество отечественных и зарубежных научных публикаций и диссертационных работ. 1.2. Основные конструкции микроволновых установок В научных публикациях показано, что для высокой производительности различных технологических процессов термообработки листовых материалов разумно применять микроволновые установки на основе волноводных или замедляющих систем в режиме бегущей волны [3, 5–10]. Современные тенденции построения микроволновых установок равномерного нагрева листовых диэлектрических материалов привели к построению некой концепции [4, 7]. Главные положения концепции создания микроволновых установок термообработки диэлектрических материалов в режиме бегущей волны, результатом работы которых является наименьшая девиация распределения температуры в материале от номинального значения температуры, отражены в следующих положениях: 6 1. Микроволновая установка, которая построена из одинаковых по конструкции и параметров секций. В них энергия электромагнитного поля имеет распространение во взаимно-противоположных направлениях, а также перпендикулярно направлению движения обрабатываемого материала. 2. От каждой секции микроволновой установки зависит принцип суперпозиции распределения температуры в материале. 3. Каждая секция микроволновой установки включает в себя источник микроволновой энергии, электродинамическую систему. Также в неё входит согласованная водяная нагрузка с датчиком контроля проходящей мощности. Данная конструкция микроволновых устройств применяется в режиме бегущей волны для разных конструктивных решений электродинамических систем. На рис.1.2.1 показана микроволновая установка, которая построена на основе секций волноводного типа [4]. На рис. 1.2.2 представлена конструкция микроволновой установки, которая построена на основе секций двумерно-периодических замедляющих систем [4]. 4 1 2 3 Рисунок 1.2.1. – Микроволновая установка, которая включает в себя две секции прямоугольного волновода: 1 – источник микроволновой энергии; 7 2 – водяная нагрузка; 3 – прямоугольный волновод; 4 – обрабатываемый листовой материал 4 3 1 2 Рисунок 1.2.2. – Конструкция микроволновой установки на базе секций двумерно-периодических замедляющих систем. 1 – источник микроволновой энергии; 2 – секция двумерно-периодической замедляющей системы; 3 – нагрузка; 4 – обрабатываемый материал На рис. 1.2.3 показана микроволновая установка, которая включает в себя две одинаковые по конструкции, а также ещё по параметрам секций одномерно-периодических замедляющих систем. 8 3 4 1 2 Рисунок 1.2.3. – Микроволновая установка, которая включает в себя две секции одномерно-периодических замедляющих систем. 1 – источник микроволновой энергии; 2 – секция двумерно-периодической замедляющей системы; 3 – согласованная нагрузка; 4 – обрабатываемый материал Сумма температуры двух в экспоненциальных материале зависимостей характеризуется распределения максимальной девиацией температуры T от номинального значения температуры в центральной части ширины листового материала , который мы обрабатываем. На рис. 1.2.4 представленные типичные рассчитанные и экспериментальные характеристики распределения температуры в материале для каждой секции в отдельности, а также суммарное распределение температуры в листовом материале. 9 Рисунок 1.2.4. – Рассчитанные (линии) и экспериментальные (точки) характеристики распределения температуры в листовом диэлектрическом материале от каждой секции (1 и 2) в отдельности и суммарное (3) Максимальное отклонение температуры от номинального значения температуры определяется выражением: T z 2 T1 z T2 z z . (1.1) 2 Эксперименты показали, что как раз для данного построения микроволновых установок девиация температуры T от номинального значения температуры в материале является минимальной. При этом девиация температуры от номинального значения температуры в листовом материале должна удовлетворять требованиям технологических процессов, которые являются актуальными на данный момент времени. 1.3. Источники микроволновой энергии На территории Российской Федерации для реализации различных технологических процессов термической обработки материалов было разрешено использовать источники микроволновой энергии, которые работают на частотах колебаний электромагнитного поля 2450 МГц и 915 МГц. 10 Чтобы создать микроволновые установки термической обработки материалов мощностью до (20…30) кВт используют небольшие по размеру, недорогие источники микроволновой энергии с воздушным охлаждением, собранные на базе зарубежных бытовых микроволновых печей. Подобные источники микроволновой энергии можно поместить на электродинамических системах так, чтобы формировать распределение температуры, которое мы задаём, в обрабатываемом материале согласно требованиям технологического процесса. Для данных источников микроволновой энергии характерна выходная мощность от 0,6 до 0,8 кВт. Источники микроволновой энергии на базе комплектующих бытовых печей не требуют водяного охлаждения. Они получают охлаждение потоком воздуха, являются недорогостоящими, а коэффициент полезного действия составляет 60-67%. На рис. 1.3.1 показан источник микроволновой энергии, сконструированный на базе иностранных комплектующих. Такой источник весит от 10 до 12 кг, имеет следующие габариты: длина – 0,4 м; ширина – 0,2 м; высота – 0,2 м с волноводным выводом энергии поперечным сечением (0,072 х 0,034) м. Выбираем же размер волноводного вывода энергии на основании диаграммы направленности распределения микроволновой мощности из раскрыва волновода для конкретной конструкции электродинамической системы микроволновой установки. 11 Рисунок 1.3.1. – Источник микроволновой энергии, мощностью 0,8 кВт. Развитие источников микроволновой энергии будет сопряжено с уменьшением веса и габаритов источника микроволновой энергии, а также с увеличением коэффициента полезного действия источника из-за того, что будет использоваться инверторная схема питания магнетрона. Глава II. Модели и методы расчёта микроволновых установок 2.1. Микроволновые установки волноводного типа термообработки листовых диэлектрических материалов В настоящем разделе описаны основные конструкции микроволновых установок, которые работают в режиме бегущей волны. Используют они в качестве нагревательных элементов волноводы прямоугольного типа, которые работают на основном виде колебаний Н10. Микроволновые установки термической обработки листовых диэлектрических материалов в поле бегущей волны получили широкое 12 применение в непрерывных технологических процессах. В микроволновых установках непрерывного действия вся энергия электромагнитного поля используется для нагревания листовых материалов. В настоящее время разработка микроволновых устройств типа бегущей волны, предназначенных для высокоэффективной термообработки листовых материалов, производится по предварительным заказам коммерческих организаций. Область применения микроволновых установок, которые нагревают листовой материал в поле бегущей волны довольно быстро расширяется. С помощью микроволновой энергии производится сушка волокон, ткани, доски, керамику и т.д. Микроволновые установки термообработки материалов в поле бегущей волны, с точки зрения физики, можно представить, как передающую нагруженную длинную линию. Сложность расчёта параметров микроволновых установок заключается в зависимости изменения величины затухания амплитуды напряжённости электрического поля в диэлектрическом материале не чисто от конструктивных особенностей используемой электродинамической системы, а ещё и от изменения температуры и влажности обрабатываемого материала. В настоящее предназначенных время для разработчики термообработки микроволновых листовых установок, диэлектрических материалов, пытаются получить простые аналитические уравнения, которые дают возможность определить по параметрам, над которыми мы проводим измерения, следующее: - длину электродинамической системы; - коэффициент полезного действия микроволновой установки; - значение микроволновой мощности, которая требуется для данного технологического процесса. В научных работах, например [1-2], описываются разные модели и методы расчёта микроволновых установок термообработки диэлектрических 13 материалов в режиме бегущей волны, основанных на предварительно полученных экспериментальных результатах. Разработчики микроволнового сперва прибора, проводят а также макетирование необходимые предполагаемого экспериментальные исследования распределения температуры в обрабатываемом листовом материале. Затем они производят на их основании корректировку параметров и уже после этого наступает проектирование электродинамической системы для необходимого технологического процесса. Для высокоэффективного нагрева листовых диэлектрических материалов используются микроволновые установки с поперечным и продольным взаимодействием. Для микроволновых установок с поперечным взаимодействием характерно то, что направление распространения энергии электромагнитного поля является перпендикулярным направлению движения обрабатываемого листового материала. Для микроволновых установок с продольным взаимодействием характерно то, что направление распространения энергии электромагнитного поля совпадает по направлению с движением обрабатываемого листового материала. В работе [12] описана конструкция микроволновой установки с поперечным взаимодействием на базе желобкового волновода для термообработки диэлектрического материала (рис. 2.1.1). Регулярная часть секции электродинамической системы, выполнена в виде желобкового волновода (тип колебания H11) и очень сильно связана с прямоугольным фланцем (тип колебаний H10) через трансформатор типов колебаний. К соединительным фланцам с обеих сторон подключается идентичные по конструкции и параметрам источники микроволновой энергии, работающие на частоте колебаний электромагнитного поля 2450 МГц. 14 По соединительным фланцам секции электродинамической системы стыкуются между собой. Канал, через который транспортируется обрабатываемый материал и соединяющий фланцы, является сквозным. Для него характерны определенные размеры поперечного сечения, соответствующие размерам поперечного сечения обрабатываемого материала. Микроволновые установки для нагрева листовых материалов в виде желобкового волновода применяются достаточно редко из-за сложности создания в материалах равномерного распределения температуры. Микроволновая установка работает в режиме бегущей волны в динамике транспортировки диэлектрического материала на конвейере, что повышает эффективность использования энергии микроволнового излучения для нагрева листового материала. В многочисленных микроволновых установках, предназначенных для высокоэффективного нагрева листовых диэлектрических материалов используются прямоугольные волновод на основном типе волны H10. Листовой материал, который проходит обработку, перемещается через узкие щели, которые прорезаны вдоль волновода по центру широких стенок. Подобные волноводные системы используются в качестве нагревательных элементов микроволновых устройств, как с поперечным, так и с продольным взаимодействием. 15 1 2 V 3 Рисунок 2.1.1. – Микроволновая установка на базе двух секций желобковых волноводов: 1 – источник микроволновой энергии; 2 – желобковый волновод; 3 – листовой материал С целью повышения коэффициента полезного действия микроволновых установок с поперечным взаимодействием прямоугольный волновод изгибают в виде меандра. Это проиллюстрировано на рис. 2.1.2. Такие волноводы в научных публикациях получили и соответствующее название "меандровые волноводы". 16 Рисунок 2.1.2. – Электродинамическая система на базе меандрового волновода: l – ширина обрабатываемого материала; d – толщина обрабатываемого материала; b – размер узкой стенки волновода; a – размер широкой стенки волновода; v – скорость движения диэлектрического материала На рис. 2.1.3 показана микроволновая установка, которая включает в себя две волноводные секции, разработанные для сушки больших чернобелых и цветных фотокарточек шириной 107 см и длиной до 6 м [1]. Микроволновая установка работает на частоте колебаний электромагнитного поля 2450 МГц, подводимая мощность источника микроволновой энергии составляет 2 кВт, а скорость движения фотоотпечатков лежит в диапазоне 15,5–280 см/мин. 17 Ðàá î ÷àÿ âî ë í î âî äí àÿ ñåêö èÿ È ñò î ÷í èê ÑÂ× ýí åðãèè  î ë í î âî ä W R - 430  î ë í î âî ä í û é èçãèá í à 180° Î êî í å÷í àÿ í àãðóçêà á î ë üø î é ì î ù í î ñò è Рисунок 2.1.3. – Микроволновая установка волноводного типа Микроволновые установки, использующие в качестве нагревательных элементов "меандровые волноводы" используются для термообработки твердолиственных пород древесины, фанеры, тканей, обоев и других материалов [1]. В работе [11] предложена микроволновая установка волноводного типа с продольным взаимодействием для термообработки листовых диэлектрических материалов в конвейерном режиме. Микроволновая установка представлена на рис. 2.1.4 Микроволновая установка содержит соединенные с источниками микроволновой энергии прямоугольные волноводы, работающие на основном виде колебаний Н10, собранные в один блок. Расположены они вдоль обрабатываемого листового материала. Щель, через которую проходит обрабатываемый материал, находится внутри блока прямоугольных волноводов и по середине широкой стенки прямоугольного волновода. Прямоугольные волноводы волноводными нагрузками снабжены для согласованными утилизации водяными неиспользованной микроволновой энергии. Волноводные повороты размещены на входе и выходе микроволновой установки. 18 2 1 V 3 4 Рисунок 2.1.4. – Микроволновая установка волноводного типа для термообработки листовых диэлектрических материалов: 1 – источник микроволновой энергии; 2 – прямоугольный волновод; 3 – обрабатываемый материал; 4 – водяная нагрузка Каждый волновод микроволновой установки снабжен индивидуальным источником микроволновой энергии и согласованной водяной нагрузкой. Материал, который проходит обработку, движется навстречу направлению распространения энергии микроволнового поля. Результаты экспериментальных исследований нагрева листовых материалов в рассматриваемой конструкции микроволновой установки в научных публикациях не приводится. 19 2.2. Микроволновые установки на основе замедляющих систем Использование замедляющих систем в качестве нагревательных элементов микроволновых установок, листовых материалов позволяет предназначенных для сконцентрировать нагрева энергию электромагнитного поля непосредственно в объёме нагреваемого материала [1-2]. Если энергия микроволнового излучения в замедляющей системе распространяется вдоль оси “z”, а листовой материал, который проходит обработку, расположен над поверхностью замедляющей системы, в направлении оси “у”, то решение волнового уравнения для амплитуды напряжённости электрического поля имеет вид [4]: Е Е0 e y y e z z e j t z z , (2.1) где Е0 - амплитуда напряжённости электрического поля на поверхности замедляющей системы; αу - затухание амплитуды напряжённости электрического поля в направление оси у; αz - затухание амплитуды напряжённости электрического поля в направление оси z; βz - фазовая постоянная в направление оси z; - круговая частота; t - время. Значение постоянных затухания по направлению, в котором распространяется энергия, а также и над поверхностью одномернопериодической замедляющей системы можно определить с использованием выражений, полученных в работах [4, 6]: k 2 z , 2 z y z2 (2.2) k 4 ( ) 2 k . 4 z2 2 (2.3) 20 В этих выражениях: k - волновое число свободного пространства; мнимая часть относительной диэлектрической проницаемости листового материала. Проведя необходимые преобразования, вместе с использованием величины коэффициента замедления k зам , выходит: z k , 2 k зам (2.4) y k k зам 1 2 k зам ( ) 2 , 4 4 k зам (2.5) где: - действительная часть относительной диэлектрической проницаемости листового материала. Величина коэффициента замедления k зам определяется в виде [1-2, 4]: k зам z k . (2.6) В замедляющей системе распределение микроволновой мощности в обрабатываемом листовом диэлектрическом материале падает вдоль распространения энергии электромагнитного поля, а также от её поверхности по экспоненциальному закону, а именно (временной множитель опущен): P z , у Pвх e 2 y y e 2 z z (2.7) или: P z , у Pвх e 2k k зам 1 - 2 k зам ( ) 2 y 4 4k зам e k z k зам , (2.8) 21 где Рвх – величина мощности источника микроволновой энергии. Для распределения температуры относительно тонких листовых материалах достаточно рассчитать его температуру на поверхности замедляющей системы. На самой поверхности замедляющей системы, если соблюдается условие y 0 , уравнение (2.8) можно записать в виде: Р z Pвх е k z k зам . (2.9) Распределение погонной мощности вдоль оси z принимает вид: k dР z k k зам z Рпог z 2 z Р z Pвх е . dz k зам (2.10) На рис. 2.2.1 показана конструкция штыревой замедляющей системы. Рисунок 2.2.1. – Конструкция штыревой одномерно-периодической замедляющей системы с расположенным на её поверхности листовым диэлектрическим материалом. 1 – штыри; 2 – короткозамкнутая пластина; 3 – связки, которые были сдвинуты друг относительно друга на период пространства 22 взаимодействия; 4 – экран; 5 – диэлектрический материал; а – ширина замедляющей системы и материала; d – толщина материала; L – период пространства взаимодействия. Теперь же определим размер удельной мощности потерь. Пусть размер одномерно-периодической замедляющей системы вдоль оси х равен a х , тогда распределение удельной мощности потерь вдоль оси z для неподвижного материала (статический режим), можно представить в виде: k z P z k Р уд z пог Pвх е k зам . d aх k зам a х d Будем полагать, что листовой диэлектрический (2.11) материал до поступления в микроволновую установку имел начальную температуру Т н . Обрабатываемый листовой материал за время облучения энергией микроволнового излучения получает такое распределение температуры в направлении распространения электромагнитного поля: T z Tн Pуд z (2.12) cд д или k z Pвх k k зам T z Tн е , k зам a х d cд д (2.13) где: сд – теплоемкость материала; д – плотность материала; – время обработки материала в микроволновой установке. 23 В научных публикациях [4, 10] показано, что для высокоэффективной термообработки листовых диэлектрических материалов больших площадей необходимо использовать в качестве элементов нагревания микроволновой установки секции двумерно-периодических замедляющих систем. В работах [4, 10] описаны различные конструкции двумернопериодических замедляющих систем и предложены методы расчёта их дисперсионных характеристик. Секция двумерно-периодической системы имеет ограничение в направлении оси х в качестве двух электрических стенок, которые расположены в плоскостях симметрии системы. Между данными стенками в секции двумерно-периодической системы происходит установка стоячей замедленной волны. В направлении оси z секция двумерно-периодической замедляющей системы согласована с двух сторон: с источником микроволновой энергии с одной стороны, а с другой с водяной нагрузкой, в которой имеется датчик для регистрации неиспользованной мощности который применяется для контролирования различных параметров технологического процесса. Мы определяем размер секции по направлению оси z числом периодов системы N z и равно N z Lz , где – ширина листового материала, который мы обрабатываем и который движется в направлении оси x. Это направление является перпендикулярным направлению распространения энергии электромагнитного поля, а Lz – период системы в направлении оси z. Размер секции двумерно-периодической системы, которая располагается прям между двумя электрическими стенками а х определяется числом периодов системы N x . Он равняется а х N x Lx , где Lx – период замедляющей системы в направлении оси х. На рис. 2.2.2 показано продольное, а на рис. 2.2.3 показано поперечное сечение секции двумерно-периодической замедляющей системы. 24 Lz 3 4 2 5 1 z Рисунок 2.2.2. – Продольное сечение микроволновой установки термообработки листовых диэлектрических материалов, состоящее из секции двумерно-периодической замедляющей системы: 1 – секция двумернопериодической замедляющей системы; 2 – волновод; 3 – источник микроволновой энергии; 4 – нагрузка; 5 – обрабатываемый материал; Lz – период замедляющей системы в направлении распространения энергии электромагнитного поля; – ширина обрабатываемого листового материала d Lx v 1 x 5 Рисунок 2.2.3. – Поперечное сечение микроволновой установки термообработки листовых диэлектрических материалов: 1 – секция двумернопериодической замедляющей системы; 5 – обрабатываемый материал; V – скорость движения материала; d – толщина обрабатываемого материала, Lx – период замедляющей системы в направлении оси х Сделана же секция двумерно-периодической замедляющей системы с помощью проводников одноступенчатой многопроводной линии, которые расположены параллельно друг другу. Также они перпендикулярно расположены направлению последовательности с движения некоторым материала. периодом На расположены них в элементы 25 конструкции, которые имеют название “индуктивные диафрагмы”. Как раз между ними расположены элементы, которые принадлежат к типу “двойные связки”. Это показано на рис. 2.2.2 По направлению оси х производится установка замедленной стоячей волны. Её влияние заключается в следующем: она прижимает электромагнитное поле к поверхности секции двумерно-периодической замедляющей системы. -вид колебаний применяется, как рабочий. Также возможно применение ближайшего к этому виду колебаний по поперечному замедлению. Что касается коэффициента замедления замедляющей системы, то он обычно лежит в пределах k зам 3 5 . В направлении оси z происходит распространение энергии электромагнитного поля. Значение постоянных затухания в направлении распространения энергии, а также над поверхностью двумерно-периодической замедляющей системы определяются в виде [4, 10]: k 2 , z 2 z y х2 z2 (2.14) k 4 ( )2 k . 4 z2 2 (2.15) Фазовые постоянные в направлениях х и z можно записать в виде: х z х L z Lz , (2.16) , (2.17) 26 где х и z – фазовые сдвиги, которые приходятся на период двумерно-периодической замедляющей системы по направлению осей x и z соответственно. После преобразований: 2 2 Lz z , 2 z (2.18) где - длина волны источника микроволновой энергии. 2 2 2 2 1 2 L у х z z 2 4 z Lx Lz Для секции 2 4 двумерно-периодической замедляющей . (2.19) системы распределение микроволновой мощности в листовом диэлектрическом материале, который проходит обработку, падает вдоль распространения энергии электромагнитного поля, а также от её поверхности по экспоненциальному закону, а именно (временной множитель опущен): P z , у Pвх e 2 y y e 2 z z , (2.20) где Рвх – величина выходной мощности источника микроволновой энергии. Переходим к следующему шагу. Величина же нашей постоянной затухания амплитуды напряженности электрического поля в листовом материале по направлению, в котором распространяется энергия электромагнитного поля получается в таком виде: 27 z z , 2 (2.21) где z – длина волны в двумерно-периодической замедляющей системе по направлению оси z. Из (2.21) следует, что длина волны в направлении распространения энергии электромагнитного поля имеет вид: z 2 Lz z . (2.22) Распределения температуры в относительно тонком листовом материале достаточно рассчитать на уровне замедляющей системы. На поверхности замедляющей системы, если выполняется условие y 0 , то уравнение (2.20) становится возможным записать в виде: Р z Pвх е 2 z 2 z . (2.23) В направлении распространения энергии электромагнитного поля оси z распределение погонной мощности имеет вид: dР z k z Рпог z 2 z Р z Pвх е dz k z z . (2.24) Пусть толщина обрабатываемого материала равна d , а размер замедляющей системы вдоль оси х равен а х N х Lx , тогда распределение удельной мощности потерь в направлении распространения энергии 28 электромагнитного поля для неподвижного материала (статический режим), можно представить в виде: P z k z Р уд z пог Pвх е d Nх L x N х Lx d k z z . (2.25) Пусть листовой материал до поступления в микроволновую установку имел начальную температуру Tн z . За время , пока происходило микроволновое облучение, листовой материал, который проходит обработку, получает такое распределение температуры по направлению распространения энергии электромагнитного поля: T z Tн z Pуд z (2.26) cд д или Pвх k z T z Tн z е N х Lx d cд д k z z , (2.27) где: сд – теплоемкость материала; д – плотность материала; – время обработки материала в микроволновой установке. 2.3. Модели и методы расчёта микроволновых установок в режиме бегущей волны 2.3.1. Метод расчёта микроволновых установок на основе экспериментальных исследований При разработке микроволновых установок типа бегущей волны полагают, что листовой диэлектрический материал обладает определенными 29 параметрами на входе, а также на выходе электродинамической системы, движение же происходит со скоростью . Когда же происходит рассмотрение микроволновых установок с продольным взаимодействием направление движения (направление энергии движения электромагнитного материала поля и совпадают) внедряют параметр к или Т кон . Этот же параметр характеризует постоянную затухания амплитуды напряженности электрического поля в материале при конечной температуре технологического процесса. Помимо этого внедряется параметр н или Т нач . Он нужен характеризации постоянной затухания амплитуды напряженности электрического поля в материале при начальной температуре технологического процесса [1]. Следует отметить, что при начальной температуре технологического процесса обрабатываемый материал является влажным. Поэтому величина постоянной затухания амплитуды напряженности электрического поля в материале является максимальной. В случае, если мы перейдём бесконечно малым приращениям, можно спокойно полагать, что за время dt листовой материал продвинулся вдоль электродинамической системы микроволнового устройства на расстояние dz : dz dt (2.28) Тогда мощность dP , которая была рассеяна в материале за время dt , вызывает некоторое повышение температуры dТ и некоторое испарение влаги, и соответствует уменьшению постоянной затухания амплитуды напряженности электрического поля в материале на величину d . Подобные процессы имеют между собой связь, которая описывается довольно тривиальным уравнением: 30 dP d , Pтр н (2.29) где Pтр мощность, требуемая для испарения влаги и реализации заданного значения постоянной затухания амплитуды напряженности электрического поля при конечной температуре материала Т кон . Проинтегрируем уравнение (2.29) после в пределах: Pz P Pвх (2.30) z н (2.31) и в итоге получаем: z к н 1 Рвх Р z , Ртр (2.32) где: Рвх Рz – мощность, поглощаемая в материале, движущемся вдоль оси z , в направлении распространения энергии электромагнитного поля. Уравнение (2.32) показывает, прямую пропорциональность значения поглощенной мощности в листовом диэлектрическом материале и значения постоянной затухания амплитуды напряженности электрического поля. Этот факт подтверждается многочисленными экспериментальными результатами, приведенными в научных публикациях на частоте колебаний электромагнитного поля 2450 МГц. В качестве эквивалентной модели микроволнового устройства с обрабатываемым материалом в поле бегущей волны наиболее целесообразно 31 использовать нагруженную длинную линию. Согласно теории передающих нагруженных длинных линий [1]: dP z 2 z P z dz (2.33) Подставим выражение (2.32) в выражение (2.33) и проведём интегрирование в пределах 0 z (2.34) н z , (2.35) получим выражение для длины нагруженной длинной линии Рвх н к Ртр 1 n . Р н Р к н 1 вх 2 к н 1 вх Р тр Ртр : (2.36) Для того, чтобы найти выражение для распределения мощности вдоль электродинамической системы P z , можно воспользоваться результатами последнего интегрирования путем подстановки z вместо и уравнения (2.32), а с другой стороны, можно найти выражение для распределения мощности в направлении распространения энергии электромагнитного поля P z путем интегрирования уравнения (2.33). В результате интегрирования получаем выражение в виде: 32 Р z Ртр к н 1 Рвх Ртр к Рвх н Ртр Рвх exр 2 z н 1 к Р тр . (2.37) Полученные уравнения (2.36) и (2.37) разработчики микроволновых установок используют для предварительных оценок требуемой величины мощности и длины электродинамической системы. При оценке длины электродинамической системы, необходимой для нагревания листового материала до конечной температуры при фиксированной скорости движения материала на заданной частоте колебаний электромагнитного поля, необходимо, чтобы требуемая и входная мощности совпадали Рвх Ртр , а длина электродинамической системы должна быть такой, чтобы к . Собственно, полученные уравнения дают оценки величины требуемой мощности и длины технологических электродинамической процессов и системы уточняются для различных экспериментальными исследованиями при проектировании микроволновых установок типа бегущей волны. Известны результаты применения рассматриваемой модели в виде нагруженной длинной линии и предложенного метода расчёта микроволновых установок для сушки тканей, фанеры, обоев и плёнок из различных материалов. Микроволновые установки, которые используются в производстве, разрабатываются только на основе предварительных экспериментальных исследований на макетах или отдельных фрагментах предполагаемой конструкции установок. Как раз такие экспериментальные исследования дают возможность адекватно оценить величины входной мощности, а также коэффициента полезного действия и длины электродинамической системы. 33 Основной недостаток предложенного метода расчёта и проектирования микроволновых установок термической обработки листовых диэлектрических материалов заключается в неучитывании зависимости постоянной затухания от температуры по длине электродинамической системы ( от координаты z). Это направление активно развивается и в настоящее время при расчёте и проектировании микроволновых устройств нагрева различных материалов. 2.3.2. Метод расчёта микроволновых установок с учётом тепломассопереноса Один из методов расчёта микроволновых установок типа бегущей волны изложен в работе [2], в которой приводится метод расчёта их параметров путём решения краевой задачи электродинамики и тепломассопереноса. Здесь же рассмотрен крайне важный практический вариант создания микроволновых установок термообработки листовых диэлектрических материалов с продольно-непрерывным взаимодействием. В работе [2] введены следующие обозначения: T Tн , Т – температура материала; Tн – начальная температура окружающей среды; U – удельное влагосодержание; – скорость транспортировки нагреваемого материала; p – давление водяных паров в материале; aд – коэффициент теплопроводности материала; сд – удельная теплоемкость материала; д – плотность материала. Полагают [2], что в микроволновых установках движущийся материал в поле бегущей волны пребывает в режиме динамического равновесия д 0 . дt 34 В начальный момент времени технологического процесса происходит сушка. По этой причине есть возможность рассмотрения процесса нагревания листового материала без парообразования при его перемещении вдоль электродинамической системы по оси z. Конкретно здесь удельное влагосодержание материала есть величина постоянная U const . Поэтому уравнения переноса тепла и массы сводятся к решению уравнения: Pуд д2 д2 д . aд 2 2 дz с дх ду д д (2.38) В этом уравнении z 2 z Рвх е Р уд z S 2 z dz 0 . (2.39) При этом соблюдается граничное условия: x, y , z z 0 0 д x, y, z дх д x, y, z дy d х 2 (2.40) y 0, h д x, y , z h д x d 2 x, y, z y 0, (2.41) (2.42) Решение краевой задачи, проведенное методом разделения переменных (методом Фурье), можно записать в виде: 35 2 Pвх e S cд д z 2 hdz c 0 д д d z z e z 2h 2 z dz c d 0 д д dz . (2.43) 0 где: S - площадь поперечного сечения листового материала; d - толщина листового материала. В этом уравнении пренебрегаем теплоотдачей с торцов листового материала, полагая, что толщина листового материала мала. Выражение (2.43) позволяет рассчитать распределение температуры в материале по направлению оси z, в поле бегущей волны. Сложность расчёта состоит в том, что не ясно как рассчитать зависимость постоянной затухания амплитуды напряжённости электрического поля в материале в поле бегущей волны от температуры и координаты. Рассмотрим сушку листового диэлектрического материала при постоянной температуре. В этом случае справедливо равенство: д2U д2U дU am 2 2 . дy дz дх (2.44) Запишем граничные условия: U x, y , z z 0 U 0 . дU дх дU дy d х 2 y 0, hи m U hи m x U d 2 (2.45) . y 0, (2.46) . (2.47) 36 Решение краевой задачи, проведенное методом разделения переменных (методом Фурье), имеет вид: U U 0e 2 hи z c m д d . (2.48) В микроволновых установках с продольным взаимодействием можно говорить об обрабатываемом листовом материале как о тонком и узком, если выполняются следующие условия: b; d ; hи d / 2m 0,01; hd / 2д 0,01 Если по технологическим причинам сушка возможна лишь при температуре ниже температуры кипения, то справедливы соотношения: P d 2h hи уд . dz cд д d cд д dМ 2hи b 0 dz r dp 0 dz Мощность удельных тепловых потерь определяется в виде z 2 z Рвх е Р уд z S 2 z dz 0 37 Решение этой задачи при условии, что z 0 0 можно записать в виде: z 2 Pвх z e0 S cд д M z M z 0 2 h hи dz cд д d z z e z 2h h и 2 z dz 0 c д д d dz . (2.49) 0 2b z hи z dz r 0 p0 (2.50) (2.51) Расчет микроволновой установки для нагрева и сушки листовых материалов по уравнениям (2.42) и (2.46) может быть проведён методом последовательных приближений по следующей методике: 1. По соотношению (2.42) при н к 2 где н и к - значения постоянной затухания на входе микроволновой установки и в конце участка нагрева. Рассчитывается зависимость z , по которой находится длина участка нагрева листового материала до температуры кипения воды или заданной температуры, при которой происходит испарение влаги. 2. По найденной экспериментально или рассчитанной зависимости определяется зависимость z . 3. С помощью выражения (2.42) и найденной в п.2 зависимости z вновь рассчитывается зависимость z , по которой находится длина участка нагрева во втором приближении. Длина участка сушки может быть определена по выражению (2.47). 38 Дальнейшее уточнение значения проведено с учетом зависимости участка нагрева может быть z методом последовательных приближений. Метод последовательных приближений может быть использован и при расчёте микроволновых установок по выражениям (2.49) - (2.51): 1. По соотношению (2.49) при вх вых 2 где вх и вых - значения постоянной затухания на входе и выходе микроволновой установки, рассчитывается зависимость z . 2. По соотношению (2.50) найдём зависимость М z , а длина установки определяется их условия М вых М L , (2.52) где М вых - требуемое значение погонного количества жидкости в материале после испарения. 3. По найденной экспериментальной или рассчитанной зависимости М , определяется зависимость z . 4. С помощью выражения (2.42) и найденной зависимости z снова рассчитывается зависимость z , что позволяет найти значение длины микроволновой установки L во втором приближении. На практике очень сложно определить параметры микроволновой установки для термообработки относительно тонких листовых материалов, что в первую очередь связано с определением зависимости z 39 2.3.3. Метод расчёта микроволновых установок без учёта теплоотдачи Скорость движения материала в разы больше скорости распространения по его длине тепла по причине теплопроводности. При этом соблюдается условие [2]: д д 2 aд 2 . ду ду (2.53) В этом случае: Р уд д 2 д 2 д . aд 2 2 ду с дх дz д д (2.54) Тогда из уравнения (2.54) следует: Pуд 2 Pвх 2 z e , S (2.55) где: Pвх – мощность на входе секции; – постоянная затухания амплитуды напряженности электрического поля в обрабатываемом материале; S - площадь поперечного сечения обрабатываемого листового материала. Использованное предположение является довольно грубым, поскольку величина постоянная затухания довольно сильно зависит от температуры материала и как следствие, изменяется вдоль оси z. Рассматриваемая модель расчёта технологического процесса также является приближенной. Дальнейшие рассуждения связаны с расчётом распределения температуры в листовом материале по полученному распределению величины удельной мощности потерь (2). 40 В расчётах предполагается, что толщина материала d крайне мала и можно пренебречь теплоотдачей с торцов материала. Поэтому коэффициент теплоотдачи равен нулю ( h 0 ). В этом случае, можно получить следующее решение для распределения температуры в листовом диэлектрическом материале: 0 e 2 h y cд д d 2 h y Pвх cд д d 1 e hb . (2.56) Здесь Pвх – мощность на входе электродинамической системы микроволновой установки: В работах [2, 4] и других научных публикациях не приводится какихлибо экспериментальных исследований или конкретных областей применения данного метода расчета технологических процессов, за исключением сушки кинопленки [1]. 2.3.4. Метод расчёта микроволновых установок с учётом зависимости параметров материала от температуры В работе [4] предложена модель построения микроволновых установок в режиме бегущей волны для нагревания листовых диэлектрических материалов, которое происходит в непрерывных технологических процессах. Предлагаемая модель расчёта базируется на следующих положениях: 1. Потери в стенках электродинамической системы отсутствуют; 2. Отраженная мощность на входе и выходе электродинамической системы равна нулю; 3. Имеется однородность исходного материала. Также материал обладает малой теплопроводностью, которой в расчётах можно пренебречь; 4. Мнимая часть относительной диэлектрической проницаемости (фактор потерь) имеет линейную зависимость от температуры. Это верно для 41 почти всех сухих, а также влажных материалов, однородных пластических масс на частоте колебаний электромагнитного поля 2450 МГц. Получается, что есть возможность записать для режима бегущей волны выражение для распределения амплитуды напряженности электрического поля и, стало быть, мощности в обрабатываемом материале с диэлектрическими потерями. Всё это получается сделать как функцию, которая учитывает зависимость диэлектрических параметров материала от температуры по направлению оси z. Подобное выражение получается при решении уравнений тепломассопереноса [4]: P( z) f z, T Pвх e2 н z , (2.57) где f z, T – функция, учитывающая зависимость диэлектрических параметров материала от температуры вдоль направления распространения энергии электромагнитного поля. Из научных публикаций [1-2] мы знаем, что мнимая часть относительной диэлектрической проницаемости для большинства однородных сухих и влажных материалов, а также однородных пластических масс линейно возрастает с увеличением температуры. Воспользуемся моделью расчёта микроволновой установки в которой нагревается диэлектрический материал в электромагнитном поле бегущей волны. Представим её в виде нагруженной передающей линии. Предположим, что величина входной мощности Рвх почти полностью абсорбируется материалом на длине электродинамической системы . Здесь граничные условия для неподвижного материала (источника микроволновой энергии, расположен слева) имеют следующий вид: 42 Р( z ) z 0 Pвх ( z ) z 0 к (2.58) Р( z ) z 0 ( z) z н (2.59) Значение поглощенной мощности имеет прямую пропорциональность с значением нарастания температуры, и, таким образом, линейному увеличению мнимой части относительной диэлектрической проницаемости материала. Следовательно, постоянная затухания амплитуды напряженности электрического поля имеет линейную зависимость от величины поглощенной мощности: z А В Рвх Р z Рвх (2.60) С учётом граничных условий (2.58) и (2.59): z к к н Рвх Р z Рвх (2.61) Воспользуемся соотношением из теории длинных линий (2.33): dP( z ) 2 ( z ) P( z ) dz Теперь необходимо подставить (2.61) в (2.33), выходит следующее уравнение: 43 zк ( zк dP ( z ) 2 dz P P( z ) zн ) вх P( z ) Pвх (2.62) Получаем решение уравнения (2.62), которое имеет вид [4]: P( z ) Pвх e 2 н z н к к н e 2 н z (2.63) Тем самым, вид функции f z, T определен: f ( z, T ) При н . к к н e 2 н z условии, что мы знаем (2.64) распределение мощности в обрабатываемом материале P z и более того – если нам известна величина постоянной затухания z , то появляется возможность определить погонную мощность потерь Рпог z по направлению оси z: Рпог z dP z 2 z P z . dz (2.65) или Р Р z Рпог z 2 к к н вх Р z . Рвх (2.66) Проведём необходимые преобразования, следствием которых является: Рпог z 2 к f z, T Рz . (2.67) 44 или Рпог z 2 Рвх к f 2 z, T e 2 н z (2.68) В этом случае соотношение для удельной мощности потерь при постоянном сечении диэлектрического материала, который проходит обработку, S в микроволновой установке получает вид: Р уд z Pпог z , S (2.69) где: S – площадь поперечного сечения листового материала, который проходит обработку. Р уд z 2 к f 2 z, T S Pвх e 2 н z . (2.70) Значение удельной мощности потерь или величина поглощённой мощности связаны с увеличением температуры. В случае, если исходный материал перед попаданием в микроволновую установку имел начальную температуру Т н z , то листовой материал, который проходит обработку, приобретает такое распределение температуры вдоль оси z: Т z Т н z Рпогл z . сд д (2.71) или 45 2 к f 2 z, T Т z Tн z Pвх e 2 н z , S cд д (2.72) где: с д – теплоемкость материала; д – плотность материала; – время обработки материала в микроволновой установке. В представленной работе [4] приведены соотношения для расчёта микроволновых установок в поле бегущей волны без учёта конвективного теплообмена тонкого материала с окружающей средой. Но здесь нужно учитывать то, что при сушке тонких материалов больших площадей конвективный теплообмен играет очень важную роль, и если его не учитывать, то это приводит к существенно завышенному значению производительности микроволновой установки для сушки листовых диэлектрических материалов. Таким образом, в микроволновых установках для термообработки относительно тонких листовых материалов, строго говоря, имеет место комбинированный способ сушки. Глава III. Выбор метода расчёта микроволновой установки 3.1. Термообработка листового материала с учётом теплоотдачи Экспериментальные исследования нагрева и сушки относительно тонких листовых материалов, особенно больших площадей, показали, что при их расчёте необходимо учитывать конвективный теплообмен [3]. Если конвективный теплообмен не учитывать, то расчёты приводят к существенному завышению производительности микроволновых установок и заниженному значению длины электродинамической системы. 46 С методологической точки зрения технологический процесс сушки можно разбить на два основные этапа [2-3]: - режим прогрева листового материала; - режим постоянной скорости сушки листового материала; Под относительно тонкими листовыми материалами понимают материалы, в которых распределение температуры по их толщине есть возможность не подвергать их учёту. Проведём анализ первого этапа микроволнового нагрева листового диэлектрического материала, который движется в поле бегущей волны со скоростью . При анализе первого этапа режима сушки сделаем предположение о том, что для относительно низкой температуры листового материала можно пренебречь радиационным теплообменом. Будем полагать, что постоянная затухания амплитуды напряженности электрического поля бегущей волны вдоль движущегося листового материала зависит от температуры материала. Для листового диэлектрического материала, движущегося в направлении распространения энергии электромагнитного поля вдоль оси z можно получить уравнение теплового баланса. Пусть в момент времени t два близлежащих бесконечно малых участка листового материала длиной x t имели температуру T1 (t ) и T2 (t ) соответственно. Через время t температура первого участка будет T1 (t t ). При этом на единице длины материала поглотиться энергия, равная (T ) P (T T0 ) t , (3.1) где - коэффициент конвективного теплообмена; T0 - температура окружающей среды; 47 (T ) - коэффициент затухания бегущей волны по мощности в листовом материале в направлении распространения электромагнитного поля; P - мощность , бегущей электромагнитной волны в рассматриваемом сечении листового материала. Эта энергия микроволнового излучения идёт на изменение температуры листового материала от T2 (t ) до T1 (t t ) , так как за время t первый участок окажется на месте второго участка: с T1 (t t ) T2 (t ) (T ) P (T T0 ) t Здесь c (3.2) - погонная теплоёмкость листового материала (теплоёмкость Дж единицы длины листового диэлектрического материала) . м кг С В свою очередь значение температуры первого и второго участка материала можно записать в виде: T1 (t t ) T1 (t ) T2 (t ) T1 (t ) дT1 t , дt дT1 (t ) t . дx (3.3) (3.4) Подставляя в соотношение (3.2) значения температуры первого и второго участков листового диэлектрического материала T1 (t t ) и T2 (t ) , получим: с дT1 дT t 1 t (T ) P (T T0 ) . t дt дx (3.5) 48 Если в качестве эквивалентной модели микроволнового устройства с движущимся листовым диэлектрическим материалом использовать нагруженную длинную линию, то значение погонной мощности вдоль линии можно определить из уравнения для затухания волны: dP( x) Т P( x) . dx (3.6) Учитывая, что при x 0 мощность P( x) P0 получим: x P ( x) P0 e (T ) dx (3.7) 0 Подставив (3.7) в (3.5), получим уравнение теплового баланса для режима прямотока: c дT дT cV (T ) P0 e дt дx x (T ) dx 0 (T T0 ) . (3.8) Для широкого класса диэлектриков зависимость мнимой части относительной диэлектрической проницаемости от температуры , а значит, и зависимость затухания амплитуды напряженности электрического поля от температуры и затухание мощности электромагнитного поля имеет практически линейный характер. В большинстве научных работ полагают, что (T ) 0 1 k (T T0 ), где 0 - затухание при T T0 , а k - коэффициент пропорциональности, и вводя в уравнение (3.8) безразмерные параметры: 49 T T0 P0 ; z 0 x ; g ; h ; f k T0 T 2с 0 c T0 дT 0 , получим: дt для стационарного режима нагрева d g 1 f e dz z 1 f dz 0 h (3.9) Если коэффициент затухания не зависит от температуры k = 0, то коэффициент пропорциональности равен нулю и решение уравнения (3.9) можно записать в виде: g e z e h z h 1 (3.10) При h 1 ; z e z Зная величины теплоёмкости на единицу длины с , коэффициент теплоотдачи на единицу длины , а также зависимость постоянной затухания по температуре для амплитуды мощности электромагнитного поля Т , можно определить длину участка электродинамической системы микроволнового устройства, на котором происходит нагрев листового материала до конечной температуры. В режиме постоянной скорости сушки температура листового материала остаётся постоянной, соответствующей, например, кипению жидкости Т к . 50 Изменение влагосодержания при этом определяется энергией, которая поглощается листовым материалом. В связи с тем, что коэффициент затухания по мощности зависит от влажности линейно, то зависимость коэффициента затухания от значения поглощённой энергии также характеризует технологический процесс сушки. В микроволновой установке значение мощности потерь Рп характеризуется соотношением: Рп Р0 Рх Т к Т0 х . (3.11) Учитывая это соотношение, можно записать выражение для значения постоянной затухания для амплитуды мощности электрического поля бегущей волны в материале: х 0 0 с Р0 Рх Т к Т 0 х . Q0 (3.12) Здесь 0 , c - коэффициенты затухания по мощности при начальном (мокром) и сухом (высушенном) листовом материале, Q0 - энергия, необходимая для испарения влаги с единицы длины листового материала. Подставляя дифференциальное в выражение уравнение для (3.12) значение определения Р х , значения получим постоянной затухания для амплитуды мощности электрического поля бегущей волны в материале: d 2 a b x b 0 , dx (3.13) где 51 a b 0 c 0 Q0 P0 Q0 P0 ; (3.14) Tк Т 0 0 с . Q0 (3.15) Решение этого уравнения можно записать в виде: x b a x x 2 e 2 x a x b x 2 e 2 dx 0 a b x. (3.16) 1 0 a Выражение (3.16) определяет распределение величины затухания, а следовательно, и влажности листового материала вдоль электродинамической системы микроволнового устройства. Если не учитывать конвективный теплообмен b 0 , то можно получить известное соотношение: х 1 1 1 1 а х е а 0 а . (3.17) Соотношения (3.16) - (3.17) достаточны для того, чтобы при заданном значение входной мощности источника СВЧ - энергии Р0 и известных параметрах 0 , с , , Q0 можно определить основные параметры микроволнового устройства для нагрева и сушки листового материала, а именно: длину электродинамической системы , коэффициент 52 использования микроволновой энергии (отношение входной мощности к Р , которая поступает в нагрузку для контроля выходной мощности технологического нагрева), скорость технологического процесса термообработки листового материала . Коэффициент конвективной теплоотдачи можно определить экспериментально по характеристике нагрева или остывания на основе выражения (3.8) при условии с t ln дТ 0 и Р0 0 : дх T T0 , Tн Т 0 (3.18) где t - время, в течение которого температура листового материала изменяется от Tн до T . Очевидно, что соотношение (3.18) справедливо, если погонная теплоёмкость листового материала остаётся постоянной. Однако, значение теплоёмкости материала изменяется в процессе сушки: с с0 m0 cв mв , m0 mв (3.19) где с0 , св - теплоёмкость сухого остатка и влаги, m0 , mв - масса сухого остатка и влаги. Если зависимость теплоёмкости от влажности существенна, то по крайней мере её легко учесть при расчете, так как влажность, а значит, и теплоёмкость линейно связаны с постоянной затуханием х . 53 3.2. Модель и метод расчёта температуры в листовых материалах Одним из актуальных направлений в области создания эффективных технологий термообработки листовых материалов является разработка микроволновых устройств непрерывного действия. Наиболее перспективными в данной области являются микроволновые устройства, которые осуществляют взаимодействие диэлектрического листового материала в поле бегущей волны [4, 2]. Будем полагать, что листовой диэлектрический листовой материал движется через электродинамическую систему со скоростью . Рассмотрим поверхностью нагрев листового материала, двумерно-периодической расположенного замедляющей системы над в стационарном режиме. Пусть источник микроволновой энергии имеет выходную мощность Рвх , а листовой материал нагревается на длине электродинамической системе от начальной температуры материала Т н , которая как правило совпадает с температурой окружающей среды, до конечной температуры материала Т к . Эквивалентная модель микроволнового устройства с обрабатываемым материалом можно представить в виде нагруженной длинной линии, которая представлена на рис. 3.2.1 1 ( 0) Pâõ ~ l (z) 2 ( l) Pâû õ 3 54 Рисунок 3.2.1. – Эквивалентная схема микроволновой установки с нагреваемым диэлектрическим материалом. 1- источник микроволновой энергии; 2 – согласованная нагрузка; 3 – нагреваемый диэлектрический материал. Неиспользованная энергия электромагнитного поля поглощается согласованной водяной нагрузкой. В этой самой нагрузке имеется датчик проходящей мощности для контроля технологического процесса. Допустим, что энергия электромагнитного поля от источника микроволновой энергии распространяется в направлении оси z. Обрабатываемый листовой материал считается относительно тонким и распределение температуры по толщине материала не учитывается. Будем полагать, что постоянная затухания амплитуды электрического поля в материале при начальной температуре соответствует величине н , а при конечной температуре к . Если поле бегущей волны распространяется вдоль оси z, то постоянная затухания амплитуды напряженности электрического поля z имеет следующий вид [4, 6]: z вол , 2 (3.20) где - мнимая часть относительной диэлектрической проницаемости материала (фактор потерь); - длина волны источника СВЧ - энергии; в длина волны в электродинамической системе. Рассмотрим уравнение (3.20). Из него видно, что постоянная затухания амплитуды напряженности электрического поля имеет прямую пропорциональность с мнимой частью относительной диэлектрической проницаемости материала (говоря иначе, фактором потерь). 55 Из различных научных публикаций известно, что мнимая часть относительной диэлектрической проницаемости (фактор потерь) имеет линейную зависимость с температурой. Данное утверждение верно для почти всех сухих и влажных однородных материалов, пластических масс на частоте колебаний электромагнитного поля 2,45 ГГц [1]. Здесь для поля бегущей волны имеется возможность написать выражение (2.57) для распределения амплитуды напряженности электрического поля и, тем самым, мощности в обрабатываемом материале с диэлектрическими потерями. Делается это, конечно же, в виде функции. Как раз она и учитывает зависимость фактора потерь от температуры в направлении оси z. Для термообработки листовых материалов больших площадей в качестве нагревательного элемента микроволновых устройств будем использовать секции двумерно-периодических замедляющих систем [1]. В основе такой конструкции двумерно-периодической замедляющей системы составляют проводники многопроводных линий, которые расположенные вдоль оси z параллельно друг другу и на одинаковых расстояниях друг от друга. На проводниках линии в последовательности с определённым периодом помещаются элементы конструкции «индуктивные диафрагмы», между которыми расположены элементы «двойные связки». Элементы конструкции обеспечивают необходимые электродинамические параметры замедляющей системы как в поперечном направлении х направлении движения материала, так и в продольном направлении z – направлении распространения энергии электромагнитного поля. Поперечное направление характеризуется поперечным фазовым сдвигом х на периоде пространства взаимодействия Lx , а продольное направление характеризуется фазовым сдвигом z на периоде системы Lz . В поперечном направлении секция ограничена электрическими стенками, которые расположены в плоскостях симметрии замедляющей системы. Между электрическими 56 стенками устанавливается замедленная стоячая волна. В продольном направлении размер секции двумерно-периодической замедляющей системы определяется шириной обрабатываемого диэлектрического материала . Секция микроволнового устройства для нагрева листовых материалов включает в себя секции двумерно-периодической замедляющей системы. Они проходят согласование с одной стороны с источником микроволновой энергии. С другой стороны происходит согласование с водяной нагрузкой. На этой нагрузке помещается датчик проходящей мощности для контроля технологического процесса. Размер секции двумерно-периодической замедляющей системы в направлении оси z определяется шириной обрабатываемого материала и равен N z Lz , где N z - число периодов замедляющей системы вдоль оси z. Размер секции двумерно-периодической системы между двумя электрическими стенками определяется числом периодов замедляющей системы N x в направлении оси х и равен N x Lx . Количество периодов пространства взаимодействия N x в направлении оси х определяется дисперсионными свойствами используемой системы [2]. В качестве основы конструкции устройства микроволнового нагревания является модуль. На рис.3.2.2 изображён модуль для термической обработки относительно тонких диэлектрических материалов. В нём есть возможность не подвергать учёту распределение температуры по толщине материала d, но вот по ширине всё задается условиями технологического процесса. Модуль является совокупностью двух одинаковых по конструкции, а также и по параметрам секциями устройства микроволнового нагревания, которые расположены друг над другом. Энергия же электромагнитного поля распространяется во взаимно противоположных направлениях. 57 а) б) Рисунок 3.2.2. – Устройство микроволнового нагрева листовых материалов (а) и (б): 1 – секция двумерно-периодической замедляющей системы; 2 – переходное согласующее устройство; 3 – источник микроволновой энергии; 4 – согласованная нагрузка; 5 – диэлектрический материал, толщиной d; 6 индуктивная диафрагма; 7 – двойные связки Верхняя секция находится над обрабатываемым материалом. Она смещена относительно нижней секции ровно на половину периода 58 пространства взаимодействия в поперечном направлении, вдоль оси х. Это изображено на рис.3.2.2,а. Как рабочий вид колебаний выбран x - вид. Также допускается для использования вид, который наиболее близок к нему по поперечному замедлению. Также при этом коэффициент замедления замедляющей системы, который используется в настоящей работе k зам 5 . В продольном направлении вдоль оси “z” устанавливается режим бегущей волны. Каждую секцию установки микроволнового нагрева с обрабатываемым материалом можно с физической точки зрения представить эквивалентной моделью в виде нагруженной длинной линии [1]. Рассмотрим поверхностью нагрев листового материала, двумерно-периодической расположенного замедляющей системы над в стационарном режиме. Пусть источник микроволновой энергии имеет выходную мощность Рвх , а листовой материал нагревается на длине электродинамической системы от начальной температуры материала Т н до конечной температуры материала Т к . Будем полагать, что постоянная затухания амплитуды напряжённости электрического поля в материале при начальной температуре соответствует величине н , а при конечной температуре к . Пусть величина входной мощности Рвх практически полностью поглощается материалом на длине электродинамической системы . Выражение для распределения мощности в материале, который проходит обработку, с диэлектрическими потерями можно записать в виде функции. Эта функция будет учитывать зависимость диэлектрических параметров материала от температуры в направлении оси z. P( z) f z, T Pвх e2 н z , 59 где f z, T – функция, которая учитывает зависимость диэлектрических параметров от температуры в направлении распределения энергии электромагнитного поля. Вид функции f z, T получен при условии линейной зависимости мнимых значений относительных диэлектрических проницаемостей материала с ростом температуры на частоте колебаний электромагнитного поля 2450 МГц [1]: Для источника СВЧ - энергии слева f1 ( z, T ) н . к к н e 2 н z Для источника СВЧ - энергии справа f 2 ( z, T ) н к к н e 2 н z При нагреве листовых диэлектрических материалов больших площадей конвективный теплообмен играет заметную роль. Если мы не будем его учитывать, то это приведёт к существенно завышенному значению производительности микроволновой установки. Распределение микроволнового температуры устройства в материале в направлении от нижней секции распространения энергии электромагнитного поля Т1 z имеет вид [1]: 2 Рвх к f12 z, T e 2 н z T1 z Т н N x Lx d д сд 60 Распределение температуры в материале от модуля микроволнового устройства Т 2 z имеет вид [1]: 2 Рвх к f 2 2 z, T e 2 н z T2 z Т1 z N x Lx d д сд где: с д – теплоемкость материала; д – плотность материала; – время обработки материала в микроволновом поле; - коэффициент конвективного теплообмена. Секция двумерно-периодической замедляющей системы и материал характеризуются следующими параметрами: Таблица 3.2.1 Параметры двумерно-периодической замедляющей системы и материала Параметр Рабочая частота колебаний электромагнитного поля, МГц Значение 2450 Мощность источника СВЧ - энергии, кВт 0,8 Коэффициент стоячей волны в полосе частот 100 МГц, не более 1,45 Коэффициент стоячей волны на рабочей частоте 1,17 Период замедляющей системы вдоль оси Lz , мм 36 Ширина материалаl, мм 400 Ширина секции в поперечном направлении Nx·Lx, мм 200 Продольный фазовый сдвиг на рабочей частоте z 0,2 Температура материалаTk, °С 180 Температура материалаTн, °С 20 Значение фактора потерь, н 0,18 61 Значение фактора потерь, к 0,3 Теплоемкость материала cд , Дж/(г·°С) 0,8 Плотность материала д , г/см3 2,4 Толщина материала d , мм 3,0 Скорость движения материала, м/мин 0,2 Коэффициент конвективного теплообмена ,Вт/(см∙°С) 0,6 На рис. 3.2.3 представлена фотография секции микроволновой установки термообработки листовых материалов в поле бегущей волны. Рисунок 3.2.3. – Секция микроволновой установки для термообработки листовых материалов На рис. 3.2.4 изображены экспериментальные и рассчитанные характеристики распределения температуры композиционного материала в модуле устройства СВЧ – нагрева в относительных единицах. 62 Рисунок 3.2.4. – Рассчитанные (1) и экспериментальные (2) характеристики распределения температуры в листовом материале для модуля устройства микроволнового нагрева. Заштрихованная область – область экспериментальных значений в результате проведения серии из 8 экспериментов. Отклонение температуры в материале от номинального значения температуры не превышает 5%, а расхождение рассчитанных и измеренных характеристик распределения температуры в материале не превышает 3%. Измерение температуры материала производилось по центральной линии секции микроволновой установки в направлении распространения энергии через каждые 50 мм при выключенном источнике микроволновой энергии. Полученные результаты могут быть использованы в технологических процессах термообработки листовых материалов в различных отраслях промышленности. 63 Заключение 1. В результате выполнения выпускной квалификационной работы разработан метод расчёта микроволновых установок для формирования равномерного распределения температуры в листовых диэлектрических материалах с учётом теплоотдачи в окружающее пространство, основанный на том, что в качестве нагревательных элементов микроволновых установок используются секции двумерно-периодических замедляющих систем с продольным и поперечным взаимодействием; 2. Предложена модель и метод расчёта микроволновой установки для термообработки листовых материалов малой теплопроводности с учётом теплоотдачи в окружающую среду, при этом отклонение температуры в материале от номинального значения температуры не превышало 5%, а расхождение рассчитанных и измеренных характеристик распределения температуры в материале не превышало 3%; 3. Сравнение рассчитанной и измеренной характеристиками распределения температуры листового материала вдоль микроволновой установки с учётом теплоотдачи в окружающую среду свидетельствует о том, что результаты расчёта дают удовлетворительные результаты по соответствию с данными эксперимента для неподвижного материала и позволило существенно уменьшить погрешность определения параметров микроволновой установки; 4. Рассчитаны параметры микроволновой установки для обеспечения заданной температуры листового материала; 5. Получены основные уравнения, описывающие распределение температуры листового материала в направлении распространения энергии электромагнитного поля; 6. В результате выполнения квалификационной работы получены параметры микроволновой установки, обеспечивающей заданное распределение температуры в обрабатываемом листовом материале в 64 соответствие с техническим заданием (частота колебаний электромагнитного поля 2450 МГц, выходная мощность источники микроволновой энергии 0,8 кВт, температура материала 180 °С). 7. В дипломной работе рассмотрены вопросы экологии и техники безопасности. 65 Список использованных источников 1. Окресс Э. СВЧ – энергетика. М.: Мир, 1971, т. 2. 2. Архангельский Ю.С., Девяткин И.И. Сверхвысокочастотные нагревательные установки для интенсификации технологических процессов. Издательство Саратовского университета, 1983 г. Девяткин И.И., Иванов М.А. Расчёт СВЧ сушилок с полем 3. бегущей волны // Электронная техника. 1973. № 6, с. 99-105 4. Мамонтов А.В., Нефедов В.Н., Назаров И.В., Потапова Т.А. “Микроволновые технологии” (МОНОГРАФИЯ), ГНУ НИИ ПМТ МИЭМ(ТУ), 2008, 326с. 5. Потапова Т.А., Нефедов В.Н., Назаров И.В., Мамонтов А.В. Измерение распределения температурного поля листовых диэлектрических материалов в волноводах. //Измерительная техника, приложение «Метрология». 2006. №3. с. 26–37. 6. Потапова распределения замедляющих Т.А., Нефедов температурного системах. поля В.Н., Назаров И.В. диэлектрических //Измерительная Измерение материалов техника, на приложение «Метрология». 2006. №3. с. 6–8. 7. Лоик Д.А., Мамонтов А.В., Назаров И.В., Нефедов В.Н. “Концепция построения СВЧ устройств равномерного нагрева листовых материалов”. Измерительная техника, № 3, 2009, стр.58-59. 8. Мамонтов А.В., Нефедов В.Н., Назаров И.В., Потапова Т.А. “СВЧ устройство равномерного нагрева листовых материалов” // Материалы международной научно-технической конференции ”Инновационные информационные технологии”, Прага – 2012, изд-во МИЭМ, 2012, с. 485-488. 9. Мамонтов А.В., Нефедов В.Н. СВЧ –устройства термообработки листовых материалов // Электронная техника, серия 1, СВЧ – техника, выпуск 4, 2013, изд-во ФГУП «НПП «Исток», Фрязино, с. 209-217 66 10. Мамонтов А.В., Нефедов В.Н., Симонов В.П. «Микроволновые устройства для термообработки листовых материалов с малыми диэлектрическими потерями», журнал «T-Comm – Телекоммуникации и транспорт», № 10, 2014 56-59. 11. Патент RU 11 2159992 13 C1. Установка для сушки листовых или рулонных материалов. Авторы: Губерман М.С., Сакалов М.А., Никифоров А.Л., Герасимов М.Н. Опубл. 27.11.2000. 12. Патент RU 11 2084084 13 C1. Установка для сушки диэлектрических материалов. Авторы: Малярчук В.А, Миркин В.И., Сучков С.Г., Явчуновский В.Я. ТОО “Диполь”. Опубл. 07.10.97. 67