Основы проектирования продукции
реклама

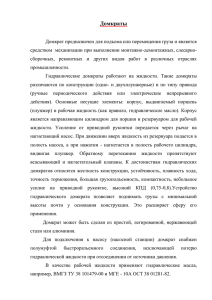
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» УТВЕРЖДАЮ Директор ИДО _______________ С.И. Качин «____»_____________2013 г. ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРОДУКЦИИ Методические указания и индивидуальные задания для студентов ИДО, обучающихся по направлению 221700 «Стандартизация и метрология» Составитель Е.А. Сикора Семестр Кредиты Лекции, часов Практические занятия, часов Индивидуальные задания Самостоятельная работа, часов Формы контроля 2 2 3 4 6 6 №1 114 зачет Издательство Томского политехнического университета 2013 УДК 67.06 ББК 30.1 Основы проектирования продукции: метод. указ. и индивид. задания для студентов, обучающихся по напр. 221700 «Стандартизация и метрология» / сост. Е.А. Сикора; Томский политехнический университет. – Томск: Изд-во Томского политехнического университета, 2013. – 43 с. Методические указания рассмотрены и рекомендованы к изданию методическим семинаром кафедры автоматизации и роботизации в машиностроении института кибернетики «___» ____________ 2013 г., протокол № ___. Зав. кафедрой АРМ, доцент, кандидат техн. наук _______________ С.Е. Буханченко Аннотация Методические указания и индивидуальные задания по дисциплине «Основы проектирования продукции» предназначены для студентов ИДО, обучающихся по направлению 221700 «Стандартизация и метрология». Данная дисциплина изучается в одном семестре. Приведено содержание основных тем дисциплины и указаны темы практических занятий. Приведены варианты индивидуального домашнего задания. Даны методические указания по выполнению индивидуального домашнего задания. 2 ОГЛАВЛЕНИЕ 1. МЕСТО ДИСЦИПЛИНЫ В СТРУКТУРЕ ОСНОВНОЙ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ .................................................... 4 2. СОДЕРЖАНИЕ ТЕОРЕТИЧЕСКОГО РАЗДЕЛА ДИСЦИПЛИНЫ ........................ 5 3. СОДЕРЖАНИЕ ПРАКТИЧЕСКОГО РАЗДЕЛА ДИСЦИПЛИНЫ ........................ 10 3.1. Тематика практических занятий .......................................................................... 10 4. ИНДИВИДУАЛЬНОЕ ДОМАШЕИЕ ЗАДАНИЕ ..................................................... 11 4.1. Общие методические указания ............................................................................ 11 4.2. Варианты контрольных заданий и методические указания .............................. 11 5. ПРОМЕЖУТОЧНЫЙ КОНТРОЛЬ ............................................................................ 39 5.1. Вопросы для подготовки к зачету........................................................................ 39 5.2. Образец зачетного билета ..................................................................................... 40 6. УЧЕБНО-МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ДИСЦИПЛИНЫ .......................... 41 6.1. Литература обязательная ...................................................................................... 41 6.2. Литература дополнительная ................................................................................. 41 6.3. Internet-ресурсы ..................................................................................................... 41 ПРИЛОЖЕНИЯ ................................................................................................................ 42 3 1. МЕСТО ДИСЦИПЛИНЫ В СТРУКТУРЕ ОСНОВНОЙ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ Основная задача дисциплины «Основы проектирования продукции» – дать студентам необходимые теоретические знания и привить практические навыки в решении инженерных задач по созданию новых и совершенствованию существующих технических средств. В курсе излагаются основные направления и средства комплексного проектирования, и изучаются общая методика и особенности расчёта, проектирования разрабатываемого оборудования и оснастки. В рамках дисциплины «Основы проектирования продукции» изучаются основы проектирования продукции и методы расчетов на прочность, жесткость, устойчивость и долговечность ее элементов. Дисциплина «Основы проектирования продукции» относится к циклу Б.3 – профессиональной подготовки (базовая часть). Для её освоения требуются знания курсов «Начертательная геометрия и инженерная графика», «Компьютерная графика», «Физика 1» (пререквизиты). Кореквизиты – «Физика 2», «Материаловедение и технология конструкционных материалов». Знание содержания дисциплины необходимо для освоения дисциплин цикла Б.3. 4 2. СОДЕРЖАНИЕ ТЕОРЕТИЧЕСКОГО РАЗДЕЛА ДИСЦИПЛИНЫ 2 И 3 СЕМЕСТРЫ Тема 1. Основные направления и средства комплексного проектирования (4 часа) Виды механизации (автоматизации) технологических процессов в зависимости от степени замены ручного труда: частичная, полная, единичная и комплексная. Определение уровня механизации и автоматизации по производственным участкам и по предприятию: степень охвата основных и вспомогательных рабочих механизированным (автоматизированным) трудом; уровень механизированного (автоматизированного) труда в общих трудовых затратах; уровень механизации производственных процессов. Рекомендуемая литература: [3, с. 5-6, с. 11-16], [5, с. 36-40, с. 43-46, с. 63-64], [7]. Методические указания Качество технического оснащения технологических процессов определяется двумя группами факторов: внутренними и внешними. К внутренним факторам относятся: исполнители работ, технические средства, технологические процессы, организация производства основных и вспомогательных работ; к внешним – потребность в оборудовании и оснастке, материалы и запасные частей, организация ТО и ремонта, система обеспечения материальными ресурсами. Главным внутренним фактором является исполнитель работ. Влияние этого фактора можно либо уменьшить, либо исключить лишь за счёт полной или частичной механизации и автоматизации, составляющих производственного процесса. В зависимости от степени замены ручного труда различают следующие виды механизации (автоматизации) технологических процессов или их систем: частичную, полную, единичную и комплексную. Уровень механизации и автоматизации производственных процессов для предприятия определяют с целью оценки её фактического состояния, выявления доли ручного труда в производственных процессах и оборудования с высоким удельным весом ручных приёмов для последующей разработки мероприятий по их ликвидации; сопоставления 5 уровня механизации и автоматизации на аналогичных предприятиях; планирования уровня механизации и автоматизации. Изучите показатели, характеризующие технический уровень, и методику определения уровня механизации по участкам и предприятию в целом. Одной из важнейших предпосылок успешного внедрения комплексной механизации и автоматизации является её эффективность в производстве. Перед началом проведения работ по механизации технологических процессов особую важность имеет оценка конечных результатов механизации, т. е. её влияние на показатели деятельности предприятия. Вопросы и задания для самоконтроля 1. Дайте определение частичной, полной, единичной и комплексной механизации (автоматизации). 2. Для чего необходимо определять уровень механизации производственных процессов предприятия? 3. Какие работы относят к механизированному, механизированоручному и ручному способам? 4. Какие показатели характеризуют технический уровень предприятия и его участков? 5. Как рассчитываются показатели уровня механизации и автоматизации по участкам и по предприятию в целом? 6. Дайте определение коэффициента механизации оборудования, коэффициента простейшей механизации и коэффициента производительности оборудования. 3 СЕМЕСТР Тема 2. Методы расчетов на прочность, жесткость, устойчивость и долговечность продукции (4 часа) Тема 2.1. Оборудование для дождевания и уборочно-моечных работ (2 часа) Струйные моечные установки: модели, конструкции, характеристики, достоинства, недостатки. Струйно-щёточные моечные установки: модели, конструкции, характеристики, достоинства, недостатки. Щёточные моечные установки: конструкции, характеристики, достоинства, недостатки. 6 Расчёт моечно-очистного оборудования. Конструирование и расчёт рабочих зон моечно-очистного оборудования. Расчёт и конструирование гидрантов струйных установок. Анализ применяемых очистных сооружений. Замкнутая система промышленного водопользования предприятий. Рекомендуемая литература: [1, с. 47-86], [3, с. 42-59], [5, с. 65-70], [7]. Методические указания Мойка – один из наиболее трудоёмких процессов технического обслуживания и ремонта продукции. Несовершенство технологии и оборудования очистки отрицательно сказывается на качестве выполнения технического обслуживания и ремонта продукции, санитарногигиенических условий труда работающих, их производительности. Сокращение трудоёмкости моечных работ в нашей стране и за рубежом уделяется большое внимание. В стране используется большое число моечных установок, отличающихся по принципу действия и конструкции. Рассмотрите различные конструкции моечных установок и обратите внимание на достоинства и недостатки этих установок. Качество мойки продукции и её агрегатов, а также очистка деталей зависит от применяемых синтетических моющих средств. Охрана природы и рациональное использование природных ресурсов должны постоянно находиться в центре внимания. Наибольшую перспективность имеет создание замкнутых систем промышленного водопользования (ВСПВ). Рассмотрите типовые проекты очистных сооружений. Вопросы и задания для самоконтроля 1. Какие типы моечных установок применяются для мойки транспортных средств? 2. Какими достоинствами и недостатками обладают струйные, струйно-щёточные и щёточные моечные установки? 3. Оборудование и способы очистки деталей автомобилей. 4. Методика расчёта рабочих зон очистного оборудования. 5. Методика расчёта гидрантов струйных установок. 6. Какие типовые проекты очистных сооружений используются в настоящее время? 7. Сущность замкнутой системы промышленного водопользования. 7 Тема 2.2. Подъёмно-транспортное оборудование (2 часа) Классификация подъёмно-транспортного оборудования. Выбор привода и основных агрегатов. Грузоподъёмное оборудование. Домкраты. Механические, гидравлические и электромеханические подъёмники. Методика расчёта основных параметров домкратов и подъёмников. Основные требования безопасности труда при работе с подъёмнотранспортным оборудованием. Рекомендуемая литература: [2, с. 34-71], [6, с. 70-76], [7]. Методические указания Домкраты в соответствии с функциональным назначением разделяются на дорожные и гаражные. Дорожные домкраты входят в ЗИП (Запасные Инвентарные Принадлежности) для каждого автомобиля. Гаражные домкраты используются только на станциях технического обслуживания и подразделяются на механические, гидравлические и пневматические. Подъёмники бывают стационарные, предназначенные для постоянных постов технического обслуживания, и передвижные, позволяющие использовать их на любом ровном месте. Стационарные подъёмники обеспечивают большую устойчивость поднятого объектаи повышают безопасность и удобство работ. Передвижные подъёмники делятся на одностоечные, параллелограммного типа и двухстоечные. По количеству стоек (плунжеров) различают одно-, двух-, трёх-, четырёх-, шести- и восьмистоечные (плунжерные) постовые подъёмники. Привод рабочего органа постовых подъёмников может быть электромеханическим, электрогидравлическим, пневматическим и электропневматическим. Подъёмники бывают канавные (стационарные и передвижные) и напольные. Большое распространение в последнее время получают подъёмники – комплекты передвижных стоек. Конвейеры применяются для продольного перемещения продукции на поточных линиях при уборочно-моечных работах и на сборке. По способу передачи движения продукции конвейеры классифицируются на несущие, толкающие и тянущие. Конвейеры бывают ленточные, пластинчатые, цепные и штанговые. Вопросы и задания для самоконтроля 1. Для чего предназначены домкраты? 8 2. Как подразделяются домкраты в соответствии с функциональным назначением? 3. Какие устройства применяются для производства монтажадемонтажа работ на сборочных линиях? 4. Назначение подъёмников? 5. Классификация подъёмников по назначению и конструкции? 6. Достоинства и недостатки различных групп подъёмников? 7. Для каких работ используются конвейеры? 8. Как классифицируются конвейеры по конструкции и способу передачи движения объекту? 9. Как произвести расчёт реечного, винтового и гидравлического домкратов? 10.Как рассчитываются различные приводы подъёмников? 11.Как рассчитать рабочие элементы и приводы конвейеров различного типа? 9 3. СОДЕРЖАНИЕ ПРАКТИЧЕСКОГО РАЗДЕЛА ДИСЦИПЛИНЫ 3.1. Тематика практических занятий Тема 1. Приспособления для восстановления и изготовления деталей автомобилей (6 часов) Тема 1.1. Установочные элементы приспособлений (2 часа) Принципы установки деталей и заготовок в приспособлении. Погрешности, возникающие при установке деталей или заготовок в приспособлениях. Типовые схемы установки заготовок в приспособления. Установка на плоскости. Установка на установочные пальцы и перпендикулярную их оси плоскость. Установка на центровке гнезда. Установка в призме. Рекомендуемая литература: [4, с. 9-66], [7]. Тема 1.2. Зажимные устройства приспособлений (2 часа) Назначение зажимных устройств. Требования, предъявляемые к зажимным устройствам приспособлений. Элементарные зажимные устройства. Винтовые зажимы. Резьбовые прихваты. Эксцентриковые зажимы. Рычажные зажимы. Клиновые зажимы. Центрующие зажимные элементы, механизмы-усилители. Методика расчёта сил зажима. Зажимное устройство, предупреждающее смещение заготовки от действия силы. Зажимное устройство, предотвращающее привертывание заготовки от действия момента. Расчётные факторы для определения сил зажима. Рекомендуемая литература: [4, с. 67-125], [7]. Тема 1.3. Механизированные приводы приспособлений (2 часа) Пневматический, гидравлический и пневмогидравлический приводы. Рабочие среды для механизированных приводов. Типы пневматических приводов. Расход воздуха. Расчёт усилия на штоке пневматического цилиндра. Пневмокамеры, расчёт усилия на штоке пневмокамеры. Пневмогидравлические приводы. Расчёт усилия на штоке пневмогидравлического привода. Гидравлический привод. Расчёт усилия на штоке гидроцилиндра. Рекомендуемая литература: [4, с. 125-145], [7]. 10 4. ИНДИВИДУАЛЬНОЕ ДОМАШЕИЕ ЗАДАНИЕ 4.1. Общие методические указания В соответствии с учебным графиком для студентов, обучающихся по направлению 221700 «Стандартизация и метрология» предусмотрено выполнение одного индивидуального домашнего задания (ИДЗ), которое состоит из решения двух задач. Выполнение этих заданий необходимо для закрепления теоретических знаний и приобретения практических навыков расчетных и графических работ. Оформление титульного листа ИДЗ представлено в приложении 1. Номер варианта индивидуального задания определяется по последним двум цифрам номера зачетной книжки. Если образуемое ими число больше 60, то следует взять сумму этих цифр. Например, если номер зачетной книжки З-8Г20/12, то номер варианта задания равен 12. Если номер зачетной книжки З-8Г20/61, то номер варианта задания равен 7. 4.2. Варианты контрольных заданий и методические указания Задача 1. Расчет винтового и реечного домкратов Цель работы: изучить методику расчета винтовых домкратов по заданным параметрам – грузоподъемности и высоте подъема. 1. Общие сведения Винтовые и реечные домкраты нашли широкое применение на предприятиях автомобильного транспорта благодаря простоте конструкции и как следствие низкой стоимости. Основой винтового домкрата служит передача скольжения «винтгайка», которая позволяет преобразовать вращательное движение в поступательное. При этом в закрепленной от осевых перемещений гайке вращается винт, что и приводит к его поступательному движению. В домкратах, где имеет место большая односторонняя осевая нагрузка, для большего выигрыша в силе применяют упорную резьбу. Основным критерием работоспособности этих резьб является износостойкость. Для уменьшения износа винта и гайки применяют антифрикционные пары материалов (сталь-чугун, сталь-бронза и т.д.). Конструкция винтового домкрата представлена на рис. 1.1. Основой реечного домкрата служит передача зубчатая рейкашестерня. Конструкция реечного домкрата представлена на рис. 5. 11 2. Расчет винтового домкрата 2.1. Определение среднего диаметра резьбы винта Средний диаметр резьбы винта определяется по условию износостойкости по формуле [1, стр. 271]: Q d3i ,м (1.1) г h q где Q – осевая нагрузка, Н; г – коэффициент высоты гайки ( г =1,2…2,5); h – коэффициент высоты резьбы (для упорной резьбы h =0,75); q – среднее допускаемое давление между рабочими поверхностями витков винта и гайки, МПа (табл. 1.1). Рис. 1.1. Конструкция винтового домкрата 12 Таблица 1.1 Значение средних допускаемых давлений между рабочими поверхностями витков винта и гайки, а также значения коэффициента трения скольжения f № п/п 1 2 3 4 Материал пары скольжения «винт-гайка» Закаленная сталь-бронза Незакаленная сталь-бронза Закаленная сталь-чугун Незакаленная сталь-чугун q 11…13 8…10 7…8 5…7 f 0,10…0,12 0,11…0,13 2.2. Определение внутреннего диаметра резьбы винта Внутренний расчет диаметр резьбы винта определяют из условия прочности на сжатие с учетом кручения по формуле 4Q d3 , мм (1.2) сж где – коэффициент, учитывающий влияние кручения в сечении винта ( = 1,3) сж – допускаемое напряжение сжатия, МПа. (1.3) сж Т , МПа 3 где Т – предел текучести, МПа (табл. 1.2). Таблица 1.2 Механические характеристики сталей Марка стали 35 45 50 40Х Термообработка Улучшение Улучшение Закалка Улучшение Улучшение и закалка ТВЧ Механические характеристики В , МПа Т , МПа 680 380 780 540 800 460 790 640 900 750 2.3. Выбор диаметра винта Для упорной резьбы диаметр винта d выбирают из условия d 2 d 2 по таблице 1.3. d3 d3 13 Таблица 1.3 Размеры профиля упорной резьбы ГОСТ 10177-82 d=D 1-й ряд 2-й ряд 10 12 14 16 18 20 24 22,06 28 32 30 36 34 40 38,42 44 48 46,5 52 60 55 70 65 p, мм D2 = d2, мм D1, мм d3, мм 2 2 3 2 4 2 4 3 5 8 3 5 8 3 6 10 3 6 10 3 7 10 3 7 12 3 8 12 3 8 12 3 9 14 4 10 16 8,5 10,5 9,75 14,5 13 18,5 17 21,75 20,25 18 25,75 24,75 22 29,75 27,5 24,5 33,75 31,5 28,5 37,75 34,75 32,5 41,75 38,75 35 45,75 42 39 49,75 46 43 57,75 53,25 49,5 67 62,5 58 7 9 7,5 13 10 17 14 19,5 16,5 12 23,5 20,5 16 27,5 23 17 31,5 27 21 35,5 29,5 25 39,5 33,5 26 43,5 36 30 47,5 40 34 55,5 46,5 38 64 55 46 6,53 8,53 6,79 12,53 9,06 16,53 13,06 18,79 15,32 10,12 22,79 19,32 14,12 26,79 21,59 14,65 30,79 25,59 18,65 34,79 27,85 22,65 38,79 31,85 23,17 42,79 34,12 27,17 46,79 38,12 31,17 54,79 44,38 35,7 63,06 52,65 42,23 14 d=D 1-й ряд 2-й ряд 80 75 90 85 100 95 p, мм D2 = d2, мм D1, мм d3, мм 4 10 16 4 12 18 20 4 77 72,5 68 87 81 76,5 75 97 74 65 56 84 72 63 60 94 73,06 62,65 52,23 83,06 69,17 58,76 55,29 93,06 Примечание. Основные размеры профиля резьбы представлены для номинального её диаметра по 1-му ряду. 2.4. Проверка резьбы на самоторможение Условие самоторможения резьбы имеет вид: , град где – угол подъема винтовой линии, град; – угол трения в резьбе, град. P arctg , град d 2 где P – шаг резьбы, мм (табл. 2.3). arctg f , град где f – коэффициент трения скольжения (табл. 1.1). (1.4) (1.5) (1.6) 2.5. Момент трения в витках винта для упорной резьбы Tтр в 0,5Qd2tg , Н·мм (1.7) 2.6. Высота гайки Н г г d 2 , мм (1.8) Полученное значение Н г округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69. 2.7. Число витков в гайке Нг zmax , шт P – максимальное число витков гайки ( zmax = 12). 15 z где zmax (1.9) Невыполнение условия требует уменьшения с переходом к пункту 2.1, либо увеличения шага резьбы винта P с переходом к пункту 2.3. 2.8. Наружный диаметр гайки из расчета на прочность при растяжении с учетом кручения определяют по формуле DГН 5,2Q d 2 , мм p (1.10) где p – допускаемое напряжение растяжения для материала гайки (табл. 1.4). Таблица 1.4 Некоторые значения напряжений для материалов пары скольжения «винт-гайка» Материал p , МПа q , МПа , МПа Сталь m / 3 m / 2 0,6 p Бронза Чугун 35…45 20…24 45…50 60…80 30…50 30…50 Полученное значение DГН округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69. 2.9. Размеры заплечика гайки а) наружный диаметр заплечика гайки из условия прочности на удельные давления: 4Q 2 D3 DГН , мм (1.11) q где q – допускаемое напряжение для материала гайки, МПа (табл. 1.4). Полученное значение округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69. б) высота заплечика гайки h3 0,20...0,25 Н Г , мм (1.12) в) условие прочности заплечика на срез 16 Q DГН h3 где – допускаемое напряжение на срез, МПа (табл. 1.4). (1.13) 2.10. Момент трения на опорной поверхности гайки T ТР В 3 Qf D33 DГН , Н·мм 3 D 2 D 2 3 ГН (1.14) 2.11. Условие непроворачиваемости гайки в корпусе T T , Н·мм (1.15) Невыполнение условия (1.15) требует конструктивных решений для реализации момента: T T T , Н·мм (1.16) ТР В ТР Г а) использование винтов, рассчитываемых на срез: 2T В , МПа (рис. 1.2 а) (1.17) DГН d В LВ ТР В ТР Г 8T (рис. 1.2 б) , МПа DГН d22 где d В – диаметр винта, мм; LВ – длина винта, мм. б) использование шпоночных соединений (рис. 1.2 в); в) использование прессовых соединений (рис. 1.2 г); г) увеличение диаметров заплечика D3 . В (1.18) 2.12. Проверка устойчивости винта а) максимальная длина сжимаемого винта L1 L h2 0,5 H Г , мм (1.19) где L – высота подъема, мм; h2 – расстояние от нижнего края держателя рукоятки до середины опорной чашки, мм (рис. 1.1). h2 1,5...2,0 d , мм (1.20) 17 б) приведенная длина сжимаемого винта Lпр L1 , мм (1.21) где – коэффициент приведения длины, учитывающий способ закрепления концов винта (для домкратов зависит от конструкции опорной чашки: = 0,5 – рис. 1.3 а-г; = 2,0 – рис. 1.3 д-е). в) гибкость винта Lпр (1.22) imin где imin – радиус инерции сечения винта, мм. J , мм S где J – приведенный момент инерции сечения, мм4; S – площадь сечения винта диаметров d3 , мм2. imin (1.23) Jd 4 0,6d 4 J 3 0,4 , мм 64 d3 (1.24) d32 S , мм2 4 (2.25) 18 Рис. 1.2. Некоторые конструктивные решения по реализации непроворачиваемости гайки 19 Рис. 1.3. Варианты конструкции опорной чашки г) критическая нагрузка, при которой винт теряет устойчивость для 100 Н 20 2 EJ Qкр L2пр Q, Н (1.26) где E – модуль упругости (принять E 2,1 105 МПа). для 40 100 Qкр a b S Q , Н (1.27) где a и b – поправочные коэффициенты (табл. 1.5); для 40 проверка устойчивости не проводится. Таблица 1.5 Значение коэффициентов a и b λ 35 320 1,2 a b 40 380 1,4 45 440 1,6 50 470 1,8 Невыполнение условия Qкр Q требует увеличение диаметра винта или выбора материала с более высокими механическими характеристиками. 2.13. Размеры опорной чашечки домкрата а) внутренний диаметр опорной чашечки из условия износостойкости D0 4Q d02 , мм q где d 0 – посадочный диаметр, мм. d0 0,6...0,7 d , мм б) другие размеры опорной чашки (рис. 1.3 а). (1.28) (1.29) 2.14. Момент трения на опорной поверхности чашки T тр ч Qf D03 d03 3 D02 d02 , Н·мм (1.30) где d0; D0 – внутренний и внешний диаметры опорной поверхности чашки соответственно, мм: для плоских опорных поверхностей (рис. 1.3 а-г); 21 для сферических опорных поверхностей: d0 = 0. D0 2a , мм QR (рис. 1.3, е) E (1.32) QR1R2 (рис. 1.3 д) E R2 R1 (1.33) a 1,109 3 a 1,109 3 (1.31) где R, R1, R2 – радиусы кривизны опорных сферических поверхностей, мм. 2.15. Проверка прочности винта 2 2 4Q T (1.34) экв 2 3 оп 3 сж , МПа d3 0,2d3 где Tоп – крутящий момент в опасном сечении винта, Н·мм; (для домкратов Tоп Tтр в , Н·м). 2.16. Размеры корпуса домкрата а) высота корпуса. Lк L 10...20 H Г h3 , мм (1.35) б) внутренний диаметр корпуса у основания (при уклоне стенок 1:5) L 10...15 (1.36) , мм Dкв DГН 5 10 в) наружный диаметр корпуса основания из расчета на удельное давления 4Q 2 Dкн Dкв , мм (1.37) q 2.17. Длина рукоятки Lp T тр в T тр ч Fp 22 , мм (1.38) где Fp – усилие, развиваемое одним рабочим на рукоятке, Н; ( Fp 300 Н). 2.18. Коэффициент полезного действия передачи tg 2T tg тр ч Qd 2 Рис. 1.4. Профиль упорной резьбы 3. Расчет реечного домкрата Рис. 1.5. Схема речного домкрата 23 (1.39) 3.1. Выбор материала шестерни и рейки Для изготовления колес и шестерен реечного домкрата принять сравнительно недорогую легированную сталь 40 с поверхностной термообработкой и азотированием (предел выносливости в 1000 МПа; m 800 МПа ). 3.2. Расчет геометрических параметров реечной передачи Из условия контактной прочности находим делительный диаметр шестерни: 1 0,15 , мм d1 K1 0,7 P1 bd 1000 где K1 – коэффициент запаса прочности; P1 – сила, действующая на шестерню, Н; bd = 1,4 – коэффициент ширины зубчатого венца. 780 K1 2 3 2 H3 (1.40) (1.41) где H – допускаемое контактное напряжение, МПа. H 0 (1.42) H K HL , МПа S H где H 0 – предел контактной выносливости поверхности зубьев, соответствующий базовому числу циклов перемены напряжений, МПа (для сталей с твердостью >350HB, H 0 1050 МПа ); S H – требуемый коэффициент безопасности ( S H = 1,2); K HL – коэффициент долговечности, учитывающий влияние срока службы и режима нагружения передачи (при азотировании K HL = 1,8). P1 1, 2 P , Н (1.43) где P – нагрузка, приходящаяся на ось автомобиля, Н. Модуль передачи определяют по формуле d m 1 , мм z1 24 (1.44) где z1 – число зубьев шестерни. При подборе числа зубьев необходимо руководствоваться условием z1 zmin (1.45) где zmin = 17 – минимальное число зубьев (рекомендуется принять z1 = 19). Полученное значение модуля передачи округляют до ближайшего стандартного по таблице 1.6 (ряд 1 следует предпочитать ряду 2). При округлении модуля следует помнить, что значение модулей m < 1 мм при твердости ≤350HB и m < 1,5 мм при твердости ≥40HRC для силовых передач использовать нежелательно. Таблица 1.6 Стандартные значения модулей передач № ряда 1 2 Стандартные значения модулей, мм 1,0 1,12 1,25 1,37 1,5 1,75 2,0 2,25 2,5 2,75 3,0 3,5 4,0 4,5 5,0 5,5 6,0 7,0 8,0 9,0 10,0 – После выбора модуля следует уточнить диаметр шестерни по формуле: d1 m z1 , мм (1.46) Определяем диаметр окружности вершин зубьев: d al d1 2m , мм (1.47) Определяем окружности впадин зубьев: d f 1 d1 2,5m , мм (1.48) Толщина зуба шестерни по дуге делительной окружности определяется по формуле: S1 0,5m , мм (1.49) Шаг зубьев по делительной окружности шестерни: p m , мм (1.50) Число зубьев рейки: L Z 2 2 0,5 (1.51) p где L2 – длина нарезанной части рейки, мм. L2 1, 2 H , мм (1.52) где Н – высота подъема автомобиля, мм. Уточняем длину нарезанной части рейки по формуле: L2 Z 2 0,5 p , мм (1.53) Общая длина рейки определяется по формуле: 25 Ширина рейки: L L2 10 , мм (1.54) b2 bd d1 , мм (1.55) Ширина шестерни: (1.56) b1 b2 0,6 b2 , мм Полученное значение L, b2, b1 округляем до ближайших стандартных по ГОСТ 6636-69. Высота зуба рейки: h 2,25m , мм (1.57) Высота головки зуба рейки: ha m , мм (1.58) 3.3. Проверка зубьев на контактную прочность Допускаемое напряжение изгиба: F F 0 K FC K HL , МПа (1.59) SF где F 0 – предел выносливости зубьев по напряжениям изгиба, МПа; S F – коэффициент безопасности ( S F = 1,5); K FC – коэффициент, учитывающий приложение нагрузки ( K FC = 1). F 0 12 HRCсердц 300 , МПа (1.60) где 12HRCсердц – твердость сердцевины шестерни (для стали 40Х HRCсердц = 30). Проверочный расчет по контактным напряжениям: F 0 12 HRCсердц 300 , МПа где Епр Епр T1 K H Н , МПа d12 b1 sin 2 – модуль упругости ( Епр = 2,1·105, Н/мм2); Н 1,18 (1.61) (1.62) T1 – момент на валу шестерни, Н∙мм; K H – коэффициент концентрации нагрузки по Н ; – угол зацепления ( = 20°). T1 P1 d1 , Н·мм 2 26 (1.63) KH KH KH – коэффициент концентрации нагрузки ( K H = 1,2); (1.64) где K H K H – коэффициент динамической нагрузки ( K H = 1,04). Проверочный расчет по напряжениям изгиба: 2 T1 K F YF , МПа F (1.65) z1 m m3 где K F – коэффициент расчетной нагрузки по напряжениям изгиба; YF – коэффициент формы зуба ( YF = 3,77); m – коэффициент ширины зуба по модулю. K F K F K F (1.66) где K F – коэффициент концентрации нагрузки ( K F = 1,3); K F – коэффициент динамической нагрузки ( K F = 1,04). b m 1 m (1.67) 3.4. Определение передаточного числа u M кр Mр (1.68) где M кр = Т1 – крутящий момент на шестерне, Н∙мм; M р – крутящий момент на рукоятке домкрата, Н∙мм; – КПД передачи ( = 0,25). M p Pp l p , Н·мм (1.69) где Pp – усилие прикладываемое рабочим, Н ( Pp = 200 Н); l p – длина рукоятки, мм ( l p = 250…300 мм). 3.5. Перемещение рейки за один оборот рукоятки , мм (1.70) 360 где – угол поворота шестерни, находящейся в зацеплении с рейкой, град. 360 , град (1.71) u S2 d1 27 ЗАДАНИЕ НА РАСЧЕТНО-ГРАФИЧЕСКУЮ РАБОТУ (часть 1) Таблица 1 Исходные данные для расчета домкрата Вариант 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 Марка автомобиля ГАЗ-53-12 ЗИЛ 431410 ГЭСА 3777 ЗИЛ ММЗ 4505 Урал-5557 КамАЗ-53212 КамАЗ-5325 Урал 43202-01 КрАЗ-260 НЗАС 3964 ЗИЛ 431510 МАЗ-53362 МАЗ-53371 БелАЗ 7548 БелАЗ 75214 ТАМ 260А 119Т ВАЗ 2105 ГАЗ 3110 ВАЗ 2112 УАЗ 31512 ВАЗ 1111 УАЗ 2206 КАВЗ 3976 ПАЗ-3205 ЛАЗ 42021 ЛАЗ 4207 ЛИАЗ 5256 ВАЗ 2131 Икарус 543.26 Икарус 263.00 Икарус 415.08 Икарус 250.93 САЗ 3508 ЗИЛ 433100 Мерседес-Бенц 1735 Наименование механизма Домкрат винтовой Домкрат винтовой Домкрат винтовой Домкрат винтовой Домкрат гидравлический Домкрат гидравлический Домкрат гидравлический Домкрат гидравлический Домкрат гидравлический Домкрат винтовой Домкрат винтовой Домкрат винтовой Домкрат гидравлический Домкрат гидравлический Домкрат гидравлический Домкрат гидравлический Домкрат реечный Домкрат реечный Домкрат реечный Домкрат реечный Домкрат реечный Домкрат реечный Домкрат винтовой Домкрат винтовой Подъемник электромеханический Подъемник электромеханический Подъемник электромеханический Домкрат реечный Подъемник гидравлический Подъемник гидравлический Подъемник гидравлический Подъемник гидравлический Подъемник электромеханический Подъемник электромеханический Подъемник гидравлический 28 Вариант 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 Марка автомобиля КрАЗ 255 Б1 VOLVO F12 ВАЗ 2104 ВАЗ 2109 ВАЗ 2121 АЗЛК 2141-01 ЗИЛ 41047 ЗИЛ 3207 Икарус 256.74 Нефаз 4208 КамАЗ 43105 УАЗ- 3303 НЗАС- 4951-01 ЛИАЗ 677М ЗИЛ 133ГЯ ГАЗ САЗ 3507-01 ГАЗ-3307 ГАЗ- 3102 УАЗ-2206 УАЗ- 3741 ИЖ 2715-01 ГАЗ 302 Икарус 280.64 Тойота Королла НЗАС 4208 Наименование механизма Подъемник гидравлический Подъемник гидравлический Домкрат винтовой Домкрат винтовой Домкрат винтовой Домкрат винтовой Домкрат винтовой Подъемник электромеханический Подъемник электромеханический Подъемник электромеханический Подъемник гидравлический Подъемник гидравлический Подъемник гидравлический Подъемник гидравлический Подъемник электромеханический Подъемник электромеханический Подъемник электромеханический Домкрат винтовой Домкрат винтовой Домкрат гидравлический Домкрат реечный Подъемник гидравлический Домкрат гидравлический Домкрат винтовой Подъемник электромеханический Примечания. 1. Высота подъёма для домкрата – 0,5 дорожного просвета. Масса равна массе заднего моста или задней тележки. 2. Высота подъёма для подъёмника – 1,6 м. Масса равна массе снаряжённого автомобиля. 29 Задача 2. Расчет моечной установки Цель работы: изучение конструкций моечных установок, принципов их работы, ознакомление с методикой расчета и закрепление знаний по расчетам потерь в гидравлической сети. 1. Основные положения В процессе эксплуатации автомобили подвергаются значительным загрязнениям, т. е. наружные и внутренние поверхности покрываются нежелательными веществами, которые затрудняют или делают невозможным дальнейшую правильную эксплуатацию техники, снижают ее надежность, эффективность использования, ухудшают эстетические показатели, санитарно-гигиенические условия труда, мешают проведению технического обслуживания и ремонта, вызывают ускоренный износ сопряженных пар, коррозию, старение материалов деталей и агрегатов, приводит к порче перевозимых грузов. Поэтому возникает необходимость в периодической очистке автомобилей от загрязнений. Очистка автомобилей и их составных частей при обслуживании и ремонте представляет сложную, до конца нерешенную проблему. Решение проблемы очистки заключается в совершенствовании технологии и оборудования для моечно-очистных работ. Сокращению трудоемкости моечных работ в нашей стране и за рубежом уделяется большое внимание. В настоящее время используется большое число моечных установок, отличающихся по принципу действия и конструкции. Моечные установки бывают: струйные, щеточные и высокого давления. Струйные моечные установки применяют для мойки автомобилей со сложной конфигурацией (грузовых, самосвалов, седельных тягачей, специализированных). Они отличаются универсальностью, простотой конструкции, малой металлоемкостью, компактностью. К их преимуществам следует отнести отсутствие механического контакта с очищаемыми поверхностями автомобиля, что исключает возможность повреждения наружных зеркал заднего вида, антенн, стеклоочистителей, лакокрасочного покрытия и т. д. Недостатками этих установок являются: большой расход воды на мойку одного автомобиля (1200…1300 л), низкая надежность из-за быстрого засорения насадков малого диаметра. 30 Щеточные установки применяют для мойки легковых автомобилей, автобусов, автофургонов, а также грузовых автомобилей, имеющих обтекаемые формы. Преимуществами щеточных установок являются: улучшение качества мойки за счет механического воздействия вращающихся ротационных щеток на загрязненные поверхности, сокращение времени мойки в 2…3 раза по сравнению со струйными, уменьшение расхода воды и моющих средств. Недостатками – сложность конструкции, возможность повреждения наружных зеркал заднего вида, антенн, стеклоочистителей, лакокрасочного покрытия и т. д., менее универсальны. Моечные установки высокого давления могут применяться не только для мойки автомобилей и автобусов, но и для расконсервации, мойки помещений, снятых с автомобиля агрегатов и деталей. Эффективность моечных установок зависит от давления, температуры и состава моющего раствора, а также продолжительности операции. 2. Расчет струйной моечной установки 2.1. Расчет числа сопел моечной установки 2.1.1. Напор моечной установки Напор моечной установки определяют по формуле 106 Pн Hн , м g где Pн – давление моечной установки, МПа; ρ – плотность воды, кг/м3 (ρ =1000 кг/м3); g –ускорение свободного падения, м/с2 (g = 9,8 м/с2). (2.1) 2.1.2. Скорость истечения жидкости Vн 2 gHн , м/с где – коэффициент скорости истечения жидкости: для коноидального насадка = 0,980; для цилиндрического насадка = 0,820; для конического сходящегося насадка = 0,963; для конического расходящегося насадка = 0,755. 31 (2.2) 2.1.3. Определение числа Рейнольдса для насоса Reн Vнdн (2.3) где d н – диаметр насадка, м; – кинематическая вязкость воды, м2/с; ( 1106 м2/с) 2.1.4. Определение числа Фруда Vн2 Fr hg где h – глубина потока в зоне растекания, м (h = 2…5 мм). (2.4) 2.1.5. Определение расстояния от края насадка до автомобиля x dн 278,5 0,00021Reн , м (2.5) 2.1.6. Определение радиуса зоны касательных напряжений R 0,56dн Reн0,4 Fr 0,02 x dн 0,03 ,м (2.6) 2.1.7. Определение количества насадков Определение количества насадков производится графическим способом (рис. 2.1), принимая величину перекрытия зон очистки равной 0,25 R Количество насадков, определенное графическим способом, уточняют по формулам 2B nв , шт. (2.7) 2 R 0,25R где B – габаритная высота автомобиля, м; Ш nш , шт. (2.8) 2 R 0,25R где Ш – габаритная ширина автомобиля, м. 32 Рис. 2.1. Графическое определение количества насадков Общее количество насадков определяют по формуле n nв nш K , шт. где К – количество рамок (по заданию). (2.9) 2.2. Расход моющей жидкости dн2 Q f n 2 g H н , м3/с 4 где f – коэффициент запаса ( f = 1,1…1,3); – коэффициент расхода жидкости: для коноидального насадка = 0,980; для цилиндрического насадка = 0,820; для конического насадка = 0,940; для конического расходящегося насадка = 0,450. 33 (2.10) 2.3. Потери напора в гидравлической сети 2.3.1. Потери напора по длине трубопровода H дл(i f ) l Vi2 ,м d 2g (2.11) где – коэффициент Дарси; l – длина трубопровода, м; Vi – средняя скорость потока, м/с; d – диаметр трубопровода, м. Коэффициент Дарси определяют по формуле 0,25 Э 68 0,11 d Re (т) где Э – эквивалент шероховатости труб ( Э = 0,01…0,02); Re(т) – число Рейнольдса для труб круглого сечения. (2.12) Среднюю скорость потока определяют по формуле 4Q Vn 2 , м/с (2.13) d где d – диаметр трубопровода, м. Для потоков в трубах круглого сечения число Рейнольдса определяют по формуле Vd Re(т)i i (2.14) 2.3.2. Потери в трубопроводе с путевым расходом Эквивалентный расход моющей жидкости: Q Qэ n , м3/с (2.15) 3 где Qn – путевой расход, м3/с. Путевой расход жидкости определяют по формуле dн2 Qn f n (2.16) 2 g H н , м3/с 4 Среднюю скорость потока жидкости определяют по формуле 4Q Vэ 2э , м/с (2.17) d 34 2.3.3. Суммарные потери по длине трубопровода Н l H дл(i j ) , м (2.18) 2.3.4. Потери напора в местных сопротивлениях V2 ,м 2g где м – коэффициент местного сопротивления: для сетки м =2,0; для колена м =1,1; для вентиля м =0,5; для тройника м =0,98. H м(i j ) м (2.19) 2.3.5. Суммарные потери в местных сопротивлениях Н м H м(i j ) , м (2.20) 2.3.6. Суммарные потери в гидравлической сети Н H l Н м , м (2.21) 2.4. Выбор насоса Производительность насоса: Qн 3600 Q , м3/с Мощность насоса: N н Q Pн , кВт Насос выбирают по условию: Qпр Qн (2.22) (2.23) где Qпр – подача выбранного насоса, м3/с. 2.5. Выбор электродвигателя Электродвигатель выбирают по условию N эд N н , nэд nн 35 (2.24) где N эд – мощность выбранного электродвигателя; nэд – частота вращения вала электродвигателя, об/мин; nн – номинальная частота вращения вала насоса, об/мин. Соединение вала электродвигателя с валом насоса осуществляют через муфту (обычно применяют муфту упругую втулочно-пальцевую по ГОСТ 1412-85). Расчетный момент для выбора муфты определяют по формуле Т р КТ н , Н·м (2.25) где К – коэффициент режима работы муфты (К = 1,15…1,4); Тн – вращающий момент на валу насоса, Н·м. При выборе муфты должно выполняться условие Тр Тм (2.26) где Тм – передаваемый муфтой вращающий момент, Н٠м. 2.6. Скорость конвейера Vк N y La a , м/мин (2.27) где N y – производительность моечной установки, авт/ч (принять N y = 15…20 авт/ч); La – габаритная длина автомобиля, м; a – расстояние между автомобилями, м ( a = 1,5…2,0 м). 2.7. Время мойки одного автомобиля La с , мин Vк где с – расстояние между рамками, м (при двух и более рамках). tм (2.28) 2.8. Расход воды на мойку одного автомобиля Q1авт tм Qн , м3 36 (2.29) Задание на расчетно-графическую работу (часть 2) Таблица 2 Исходные данные для расчета моечной установки Вариант 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 Марка автомобиля ГАЗ-53-12 ЗИЛ 431410 ГЭСА 3777 ЗИЛ ММЗ 4505 Урал-5557 КамАЗ-53212 КамАЗ-5325 Урал 43202-01 КрАЗ-260 НЗАС 3964 ЗИЛ 431510 МАЗ-53362 МАЗ-53371 БелАЗ 7548 БелАЗ 75214 ТАМ 260А 119Т ВАЗ 2105 ГАЗ 3110 ВАЗ 2112 УАЗ 31512 ВАЗ 1111 УАЗ 2206 КАВЗ 3976 ПАЗ-3205 ЛАЗ 42021 ЛАЗ 4207 ЛИАЗ 5256 ВАЗ 2131 Икарус 543.26 Икарус 263.00 Икарус 415.08 Икарус 250.93 САЗ 3508 ЗИЛ 433100 Мерседес-Бенц 1735 КрАЗ 255 Б1 Т.у. Д. Ф.н. d N dmax dmin n С С С С 0,8 0,9 1,0 1,1 Цилиндр. Конич. Коноид. Конич. 7,0 6,5 6,0 5,5 1 1 1 2 250 300 250 200 60 70 70 80 - С С С С С С С С С С С С-Щ 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 1,9 1,8 1,7 Коноид. Цилиндр. Конич. Коноид. Конич. Цилиндр. Коноид. Конич. Цилиндр. Конич. Коноид. Конич. 6,0 4,0 4,5 3,5 3,0 3,5 3,5 4,0 3,5 4,0 4,5 4,0 2 2 1 1 2 1 2 2 2 3 2 2 150 150 120 120 150 200 200 150 150 300 300 300 60 80 70 60 50 80 70 60 50 70 60 50 5 Щ Щ Щ Щ Щ Щ С-Щ С-Щ С-Щ С-Щ С-Щ Щ С-Щ С-Щ С-Щ С-Щ С С С 0,2 0,25 0,3 0,35 0,4 0,35 0,5 0,55 0,6 0,65 0,7 0,75 0,8 0,85 0,9 1,0 1,1 1,2 1,3 Цилиндр. Конич. Коноид. Цилиндр. Конич. Коноид. Цилиндр. Конич. Коноид. Цилиндр. Конич. Коноид. Цилиндр. Конич. Коноид. Коноид. Цилиндр. Конич. Коноид. 3,5 5,0 6,0 7,0 4,5 5,6 5,0 6,5 6,0 5,5 5,0 5,0 4,5 5,5 4,0 5,0 5,8 3,5 4,0 1 2 3 2 3 3 3 3 2 3 3 2 2 3 2 3 1 2 3 150 250 200 150 100 120 150 180 200 220 250 200 300 250 200 150 120 100 150 40 40 50 50 50 60 60 60 40 60 60 50 60 50 50 50 40 50 60 3 3 3 3 3 5 5 5 5 3 5 3 5 5 3 5 - С 1,4 Цилиндр. 3,5 2 120 70 - 37 Вариант 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 Марка автомобиля VOLVO F12 ВАЗ 2104 ВАЗ 2109 ВАЗ 2121 АЗЛК 2141-01 ЗИЛ 41047 ЗИЛ 3207 Икарус 256.74 НефАЗ 4208 КамАЗ 43105 УАЗ- 3303 НЗАС- 4951-01 ЛИАЗ 677М ЗИЛ 133ГЯ ГАЗ САЗ 350701 ГАЗ-3307 ГАЗ- 3102 УАЗ-2206 УАЗ- 3741 ИЖ 2715-01 ГАЗ 302 Икарус 280.64 Тойота. Королла НЗАС 4208 Т.у. Д. Ф.н. d N dmax dmin n С С-Щ С-Щ С-Щ С-Щ С-Щ С-Щ С-Щ С-Щ С С С С-Щ С С 1,5 0,5 0,6 0,7 0,8 1,0 0,9 0,8 0,7 0,6 0,8 0,9 0,7 0,6 1,1 Конич. Цилиндр. Конич. Коноид. Цилиндр. Конич. Коноид. Конич. Коноид. Цилиндр. Конич. Коноид. Цилиндр. Цилиндр. Конич. 5,0 6,0 6,5 7,0 5,5 5,0 6,0 7,0 6,5 6,5 5,0 4,5 4,0 5,0 3,5 2 2 1 2 2 3 3 3 2 3 2 2 2 1 2 150 200 200 120 150 100 120 100 150 120 150 180 100 100 120 80 40 50 60 60 50 50 40 50 60 60 70 50 40 60 3 3 3 3 3 3 5 3 - С Щ Щ С-Щ Щ С Щ Щ 1,2 0,4 0,5 0,6 0,3 0,7 0,6 0,3 Коноид. Цилиндр. Конич. Коноид. Цилиндр. Конич. Коноид. Цилиндр. 3,0 6,0 7,0 5,0 7,0 4,0 5,0 4,0 2 2 2 2 2 2 1 3 100 80 80 90 170 120 90 100 40 50 50 40 60 30 50 30 3 3 3 5 5 5 С 0,5 Коноид. 6,0 2 100 40 - Примечания: 1. В таблице 2 сделаны следующие сокращения: В – вариант задания; Т.у. – тип установки; Д – давление мойки, МПа; Ф.н. – форма насадка; d – диаметр насадка, мм; N – число рамок; dmax – наибольший диаметр трубопровода, мм; dmin – наименьший диаметр трубопровода, мм; n – число щёток; С – струйная моечная установка; С-Щ – струйнощёточная моечная установка; Щ – щёточная моечная установка. 2. В расчётах диаметры трубопроводов принимать в пределах, установленных заданием. 3. Число сеток принять равным 1, число задвижек – 2, число колен трубопроводов – по усмотрению студента. 38 5. ПРОМЕЖУТОЧНЫЙ КОНТРОЛЬ После завершения изучения дисциплины студенты сдают зачет, отвечая на два вопроса. При определении результата зачета учитываются результаты выполненного индивидуального домашнего задания. 5.1. Вопросы для подготовки к зачету 1. Дайте определение частичной, полной, единичной и комплексной механизации (автоматизации). 2. Для чего необходимо определять уровень механизации производственных процессов предприятия? 3. Какие работы относят к механизированному, механизированоручному и ручному способам? 4. Какие показатели характеризуют технический уровень предприятия и его участков? 5. Как рассчитываются показатели уровня механизации и автоматизации по участкам и по предприятию в целом? 6. Дайте определение коэффициента механизации оборудования, коэффициента простейшей механизации и коэффициента производительности оборудования. 7. Какие типы моечных установок применяются для мойки транспортных средств? 8. Какими достоинствами и недостатками обладают струйные, струйно-щёточные и щёточные моечные установки? 9. Оборудование и способы очистки деталей автомобилей. 10.Методика расчёта рабочих зон очистного оборудования. 11.Методика расчёта гидрантов струйных установок. 12.Какие типовые проекты очистных сооружений используются в настоящее время? 13.Сущность замкнутой системы промышленного водопользования. 14.Для чего предназначены домкраты? 15.Как подразделяются домкраты в соответствии с функциональным назначением? 16.Какие устройства применяются для производства монтажадемонтажа работ на сборочных линиях? 17.Назначение подъёмников? 18.Классификация подъёмников по назначению и конструкции? 19.Достоинства и недостатки различных групп подъёмников? 39 20.Для каких работ используются конвейеры? 21.Как классифицируются конвейеры по конструкции и способу передачи движения объекту? 22.Как произвести расчёт реечного, винтового и гидравлического домкратов? 23.Как рассчитываются различные приводы подъёмников? 24.Как рассчитать рабочие элементы и приводы конвейеров различного типа? 5.2. Образец зачетного билета Зачетный билет № 3 по дисциплине Введение в основы и приложения «Общей теории систем» курс 2 1. Какие типы моечных установок применяются для мойки транспортных средств? 2. Как произвести расчёт реечного, винтового и гидравлического домкратов? Составил: __________ Утверждаю: __________ «___» __________ 20__ г. … 40 6. УЧЕБНО-МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ДИСЦИПЛИНЫ 6.1. Литература обязательная 1. Башта Т.М. Гидравлика, гидравлические машины и гидравлические приводы / Т.М. Башта. – М.: Машиностроение, 1970. – 503 с. 2. Гейер В.Г. Гидравлика и гидропривод / В.Г. Гейер. – М.: Недра, 1991. – 402 с. 3. Иванов М.Н. Детали машин / М.Н. Иванов. – М.: Высш. шк., 1991. – 393 с. 4. Колясинский З.О. Механизация и автоматизация авторемонтного производства / З.О. Колясинский. – М.: Транспорт, 1983. – 160 с. 5. Селиванов С.С. Механизация процессов технического обслуживания и ремонта автомобилей / С.С. Селиванов. – М.: Транспорт, 1984. – 197 с. 6. Справочник по оборудованию для технического обслуживания и текущего ремонта автомобилей / под ред. В.М. Грибков, П.А. Карпекин. – М.: Россельхозиздат, 1984. – 223 с. 7. Основы проектирования продукции: учебное пособие / Е.А. Сикора; Томский политехнический университет. – Томск: Изд-во Томского политехнического университета, 2013. 6.2. Литература дополнительная 8. Афанасиков Ю.И. Проектирование моечно-очистного оборудования авторемонтных предприятий / Ю.И. Афанасиков. – М.: Транспорт, 1987. – 208 с. 9. Завъялов С.Н. Мойка автомобилей / С.Н. Завъялов. – М.: Транспорт, 1984. – 267 с. 10.Завъялов С.Н. Организация механизированной мойки / С.Н. Завъялов – М.: Транспорт, 1976. – 240 с. 11.Карелин В.Я. Насосы и насосные станции / В.Я. Карелин – М.: Стройиздат, 1986. – 432 с. 12.Киселёв П.Г. Справочник по гидравлическим расчётам / П.Г. Киселёв. – М.: Энергия, 1974. – 473 с. 6.3. Internet-ресурсы 13.Сайт компании «Белстанко». Станки, приспособление оснастка. – Режим доступа: http://www.belctanko.ru/cat/578/, вход свободный. 41 ПРИЛОЖЕНИЯ Приложение 1 Образец оформления титульного листа ИДЗ МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» Институт дистанционного образования Направление 221700 «Стандартизация и метрология» Кафедра автоматизации и роботизации в машиностроении ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ № 1 по дисциплине «Основы проектирования продукции» Вариант № ___ Выполнил студент гр. ______ Петров И.С. ___________ ___________ (Фамилия И.О.) (подпись) (дата) Шифр зачетной книжки З-8Г12/11 Проверил преподаватель _____________ ___________ ___________ (Фамилия И.О.) Томск 201__ 42 (подпись) (дата) Учебное издание ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРОДУКЦИИ Методические указания и индивидуальные задания Составитель СИКОРА Евгений Александрович Рецензент кандидат технических наук, доцент кафедры ПГС ЭНИН Е.П. Теплухин Компьютерная верстка В.П. Зимин Отпечатано в Издательстве ТПУ в полном соответствии с качеством предоставленного оригинал-макета Подписано к печати . Формат 60х84/16. Бумага «Снегурочка». Печать XEROX. Усл. печ. л. 2,5. Уч.-изд. л. 2,26. Заказ . Тираж экз. Национальный исследовательский Томский политехнический университет Система менеджмента качества Издательства Томского политехнического университета сертифицирована NATIONAL QUALITY ASSURANCE по стандарту BS EN ISO 9001:2008 . 634050, г. Томск, пр. Ленина, 30 Тел./факс: 8(3822)56-35-35, www.tpu.ru 43