Стандарт предприятия СТП 28.10
advertisement

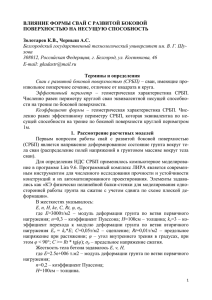
УТВЕРЖДАЮ: Директор ООО «КСАмет» ____________ Крипень С.А. «_24_»___марта___2011г. Винтовые Сваи КСАмет Стандарт предприятия № 28.10 Срок введения с «_26_»__марта____2011 г. Главный инженер ООО «КСАмет» ________________ Михайлов С.А. 2012 Настоящий стандарт предприятия, далее по тексту стандарт, распространяется на сваи стальные винтовые. Сваи винтовые предназначены для устройства фундаментов зданий и сооружений, а именно: малоэтажных каркасных, каркаснощитовых, бревенчатых и брусовых домов, террас, теплиц, навесов, входных групп, пристроек, спортивных и детских площадок, садово-парковой мебели, дорожных знаков и указателей, рекламных конструкций. Сваи винтовые со штампосварной лопастью, приведенные в настоящем стандарте применяются для всех, кроме скальных и вечно мерзлых грунтовых условий по СНиП 2.02.01-83 «Основания зданий и сооружений» и климатических условий по СНиП 2301-99 «Строительная климатология». D d Общий вид сваи винтовой приведен на рисунке 1. Условное обозначение сваи винтовой: ВСК dхDхL, где ВСК – винтовая свая КСАмет; d – обозначение диаметра ствола сваи, в мм; D – обозначение диаметра винта, в мм; L – обозначение длины сваи винтовой, в мм. 1. Основные технические данные Допустимые нагрузки при погружении сваи в грунт рассчитываются согласно СНиП II23-81 с учетом приложения нагрузки по оси сваи. Материал ствола сваи Ст3 ГОСТ 38071. Расчет несущей способности сваи после нагружения в грунте выполняется согласно СП 50-102-2003 «Проектирование и устройство свайных фундаментов». Сваи стальные винтовые должны соответствовать конструкторской документации и требованиям настоящего стандарта. 2 2. 1Общие технические требования. 2.1. Основные параметры и размеры свай винтовых должны соответствовать указанным в таблице 1 Таблица 1 Толщина Диаметр Марка лопасти, мм лопасти, мм ВСК 89х250хL ВСК 76х200хL ВСК 108х300хL ВСК 133х350хL 4 3 5 6 250 200 300 350 Длина сваи от 400 мм до 12 000 мм. 2.2. Технические требования к материалам. 2.2.1. Материалы, применяемые для изготовления свай винтовых, должны иметь соответствующие документы, удостоверяющие их качество. 2.2.2. Ствол сваи изготавливается из трубы электросварной по ГОСТ 10704-91 и ГОСТ 10705-80, возможна также замена на трубу стальную бесшовную горячедеформированную по ГОСТ 8732-78, ГОСТ 8731-87. 2.2.3. Материал труб Ст3 по ГОСТ 380-94. 2.2.4. Лопасти изготавливаются из листа горячекатаного по ГОСТ 19903-74. Материал Ст3 по ГОСТ 19903-74, ГОСТ 14637-89, ГОСТ 16523-97, ГОСТ 38094. 2.3. Технические требования к сварным соединениям. 2.3.1. Сварные соединения должны соответствовать требованиям конструкторской документации и ГОСТ 14771-76. Сварные швы на конусе ствола – стыковой односторонний без разделки кромок, сворной шов соединения лопастей между собой двухсторонний стыковой без разделки кромок, сварной шов соединения лопастей и ствола – тавровый двухсторонний, катет шва 3 мм. Контроль производится согласно п.5.4 настоящего СТП. 2.3.2. Швы сварных соединений по окончании сварки должны быть очищены от шлака, брызг. 2.3.3. Острые кромки на изделии должны быть притуплены. 2.4. Технические требования к подготовке поверхностей по покраску и защитному покрытию. 2.4.1. Подготовка поверхностей под защитное покрытие должна проводиться по утвержденному техпроцессу и ГОСТ 9.402-2004 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием» и соответствовать второй степени очистки от окалины и ржавчины. Под горячее цинкование – первой степени очистки. 2.4.2. Защитное покрытие выполняется согласно утвержденного техпроцесса и СНиП 2.03.11-85 «Защита строительных конструкций от коррозии». СТП 28.10 2 3 2.5. Технические требования к геометрии винтовой части сваи. 2.5.1. Свая ВСК 76х200 Диаметр ствола 76 мм, длина конуса ствола 200±2 мм, диаметр острой части 8-12 мм, толщина лопасти 3 мм, шаг лопасти 150±4 мм, наружный диаметр винта 200±2 мм. 2.5.2. Свая ВСК 89х250 Диаметр ствола 89 мм, длина конуса ствола 200±2 мм, диаметр острой части 8-12 мм, толщина лопасти 4 мм, шаг лопасти 192±4 мм, наружный диаметр винта 250±2 мм. 2.5.3. Свая ВСК 108х300 Диаметр ствола 108 мм, длина конуса ствола 250±2 мм, диаметр острой части 8-12 мм, толщина лопасти 5 мм, шаг лопасти 192±4 мм, наружный диаметр винта 300±2 мм. 2.5.4. Свая ВСК 133х350 Диаметр ствола 133 мм, длина конуса ствола 250±2 мм, диаметр острой части 8-12 мм, толщина лопасти 6 мм, шаг лопасти 192±4 мм, наружный диаметр винта 350±2 мм. 3. Маркировка 3.1. На цилиндрической поверхности ствола сваи винтовой на расстоянии 100 мм от верха наносится эмалью марка сваи и порядковый номер. Ниже работником ОТК после приемки изделия приклеивается этикетка с координатами предприятия. 4. Комплектность и условия поставки 4.1. Сваи винтовые должны поставляться потребителю комплектно. 4.2. В состав комплекта входит: свая винтовая и паспорт сваи. 4.3. Также в состав комплекта может входить оголовок. Оголовок может быть выполнен под обвязку брусом, под обвязку швеллером, а также индивидуально, в зависимости от пожеланий покупателя. 4.4. Допускается на партию свай составлять один паспорт. 5. Правила приёмки и методы контроля 5.1. Каждая готовая свая должна быть принята работниками ОТК. 5.2. При приемке следует устанавливать соответствие всех параметров деталей и готовой сваи требованиям проектной документации. Соответствие показателей качества конструкций и параметров технологических режимов требованиям проектной документации, устанавливают по данным входного, операционного контроля. 5.2.1. Операционный контроль включает в себя контроль точности размеров, взаимного расположения поверхностей деталей, качества антикоррозионного покрытия готовой сваи. 5.2.2. Операционный контроль проводить в соответствии с технологической документацией на производство свай. 5.2.3. Операционный контроль точности размеров, взаимного расположения поверхностей деталей проводить в объеме 100% от партии. 5.3. Если фактическое значение хотя бы одного параметра изделия выходит за пределы допуска, это изделие выбраковывается. 5.4. Операционный контроль качества сварных соединений. СТП 28.10 4 3 5.4.1. Операционный контроль качества сварных соединений должен производиться до нанесения антикоррозионной защиты. 5.4.2. Контролю должны быть подвергнуты все сварные швы. 5.4.3. Отбраковке подлежат сваи, имеющие следующие дефекты сварных соединений, выявленные при визуальном контроле: металл шва и околошовной зоны имеет трещины любой ориентации и длины. 5.4.4. Неразрушающий контроль качества сварного шва проводить в объёме 10% от партии. 5.4.5. Контроль должен осуществляться в соответствии с требованиями стандартов, проектной и технологической документации. 5.4.6. Сварные соединения, не удовлетворяющие требованиям к их качеству, должны быть исправлены в соответствии с разработанной технологией и повторно проконтролированы. 5.5. Периодический контроль включает в себя: контроль технологических режимов операций производства, проверку стабильности технологических процессов операций производства и достаточности объема контроля по входному и операционному контролю. 5.6. Приёмосдаточный контроль включает в себя: проверку наличия документов по входному и операционному контролю и соответствия их утвержденной технической документации, визуальный контроль антикоррозионного покрытия, а так же, маркировку и комплектность. 5.6.1. Приёмосдаточный контроль проводить в объёме 100%. 5.6.2. На прошедшие приёмосдаточный контроль сваи работником ОТК приклеивается этикетка согласно разделу 2 настоящего стандарта. 6. Транспортирование и хранение 6.1. Транспортирование свай винтовых допускается осуществлять транспортом любого вида. 6.2. Погрузку, транспортирование, выгрузку и хранение свай следует производить, исключая возможность их повреждения, а также обеспечивая сохранность защитного покрытия конструкций. Не допускается выгружать сваи сбрасыванием, а также перемещать их волоком. 6.3. Хранение винтовых свай у изготовителя и потребителя до начала монтажа должно производиться на деревянных поддонах 6.4. При складировании должна быть обеспечена хорошая видимость маркировки сваи. 7. Указания по эксплуатации 7.1. Несущая способность одной сваи, завинченной в грунт и крутящий момент, необходимый для её завинчивания определяются на основании геологических изысканий. При отсутствии сведений по грунтам ориентировочный расчет производится инженером ООО «КСАмет». 7.2. Сваи должны завинчиваться вертикально. 7.3. Установка сваи под углом возможна при выполнении функции поддерживающей стены. 7.4. Сразу после завинчивания сваи винтовой необходимо восстановить поврежденный слой покрытия её надземной части, а также выполнить её покраску. СТП 28.10 5 4 7.5. Покрытие надземной части сваи необходимо восстанавливать по мере его разрушения, но не реже одного раза в пять лет. 7.6. Для увеличения срока службы сваи винтовой рекомендуется после установки и обрезки в нужный уровень внутреннюю полость заполнить бетоном марки М300. 8. Гарантия изготовителя. 8.1. Изготовитель гарантирует соответствие стальных винтовых свай требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения, приведенных в разделе 5 настоящего внутреннего стандарта. 9. Срок службы. Ориентировочный срок службы сваи в зависимости от типа покрытия: Грунт + эмаль – не менее 12 лет, Грунт + 2хкомпонентная краска – не менее 20 лет, Горячее цинкование – не менее 50 лет. СТП 28.10 6 5