УДК 681.5 Карагандинский государственный индустриальный университет Кременчугский национальный университет им. М. Остроградского
реклама

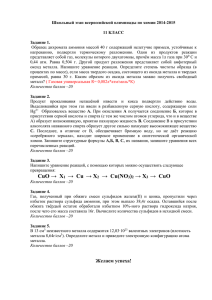
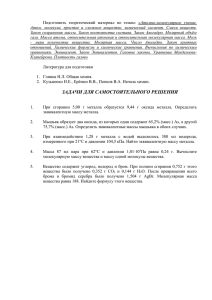
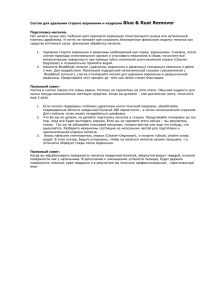
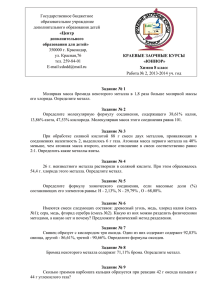
УДК 681.5 ОБ ОСОБЕННОСТЯХ ПОСТРОЕНИЯ СИСТЕМЫ ВЕДЕНИЯ РУЛОНОВ НА НЕПРЕРЫВНОМ ПРОКАТНОМ СТАНЕ Карагандинский государственный индустриальный университет1 Кременчугский национальный университет им. М. Остроградского 2 Г.А. Сивякова1, А.П. Черный2, К.Н. Богатырев2, А.Ю. Романов2 Представлены особенности построения системы ведения рулонов на непрерывном прокатном стане с целью повышения качества ведения технологического процесса, планирования и учета металла. Ключевые слова: прокатный стан, слежение, рулоны, датчики, клети, металл UTQ 681.5 ABOUT THE FEATURES OF CONSTRUCTION OF SYSTEM OF CONDUCTING ROLLS ON THE CONTINUOUS ROLLING MILL Karaganda State Industrial University1 Mykhailo Ostrohradskyi Kremenchuk National University3 G.A. Sivyakova 1, O.P. Chornyi2, K.N. Bogatirev2, A.U. Romanov2 There are presented the features of the construction of the system of conducting rolls on the continuous rolling mill to improve the quality of the technological process, planning and accounting of the metal. Keywords: rolling mill, tracking, rolls, sensors, stands, metal Непрерывный широкополосный стан горячей прокатки – НШПС 1700 АО «АрселорМитттал Темиртау» предназначен для производства горячекатаных стальных полос толщиной от 1,5 до 12мм и шириной от 860 до 1450мм. В состав стана входят: участок загрузки; участок нагревательных методических печей; черновая (5 клетей) и чистовая (7 клетей) группы; уборочная линия стана.[1] Автоматизированная система по ведению рулонов на стане выполняет следующие функции: слежение за металлом на стане; контроль технологических параметров при прокатке; автоматизация процесса управления работой прокатного стана; сбор и архивирование информации о работе прокатного стана; оборудования; сигнализация отклонений значений технологических параметров от установленных пределов (предупредительная и предаварийная сигнализация). Система слежения обеспечивает формирование сигналов о наличии металла на всех участках технологического процесса, ведет сбор и обработку информации от технологических датчиков и электрических устройств чистовой группы стана, сбор данных об идентификации сортамента прокатываемых полос. После сбора данных, обработки и архивирования, они передаются в другие системы автоматизации стана. Исходными данными для системы ведения рулонов являются: давление с мессдоз клетей чистовой группы (по двум сторонам, левой и правой); ток главных приводов клетей чистовой группы (с якоря1 и с якоря2); температура с датчиков (температура перед 6 клетью, температура после 12 клети и температура смотки); скорости клетей чистовой группы; наличие металла в толщиномере, шириномере; наличие металла в клетях черновой группы. При формировании сигналов учитываются выведенные клети из работы. В зависимости от количества выбранных датчиков на одной клети сигнал формируется по принципу мажоритара, то есть только тогда учитывается установка или сброс наличия металла в клети, если сработает большинство сигналов. Для оперативной работы есть возможность исключения неисправных датчиков из алгоритма формирования сигналов наличия металла в клетях чистовой группы. [2] Особенностью данной системы является то, что слежение за полосой по стану может использоваться для всех операторов постов управления, начиная с печей, черновой группы, чистовой группы и заканчивая постом управления моталок. Обработка данных и формирование сигналов производится в контроллере, а программа визуализации установлена на постах управления. Это актуально особенно в зимнее время, так как из-за пара в цехе плохая видимость, а система поможет отследить прохождение полосы на каждом технологическом участке. Для чистовой группы еще важны данные о давлении и токе клетей, с помощью которых можно определить перегрузы при настройке. Наличие металла в клетях приходит в систему в виде дискретных сигналов. Схема слежения за металлом в черновой группе приведена на рисунке 1, а слежение в чистовой группе на рисунке 2. Рис.1. Схема процесса слежения за металлом в черновой группе Рис.2. Схема процесса слежения за металлом в чистовой группе Сигнал о наличии металла в моталках приходит по Profibus из системы автоматического управления моталками, где сигнал формируется по захвату моталок. Сформированные сигналы могут использовать другие системы автоматизации на разных участках стана 1700. Сигналы, поступающие в систему, требуют фильтрации из-за резких бросков и из-за технических характеристик приборов. Поэтому принятые сигналы скорости, давления, тока и температуры обрабатываются по следующей формуле [3]: У(п) = К ∙ (Х(п) – У(п-1)) + У(п-1) К = к ∙ (1 – е (-Т/t) ) (1) (2) где Х(п) – сигнал, который фильтруем (текущий); У(п-1) - отфильтрованный сигнал предыдущего цикла; У (п) - отфильтрованный сигнал в текущем цикле; к - коэффициент, подбираемый вручную; Т - время программного цикла; t - время усреднения (постоянная интегрирования). Сигналы по скорости от импульсных датчиков рассчитываются по формуле: V= F∙π∙D/(Nr∙Nob) (3) где F-частота поступления импульсов, берется со счетчиков, Гц∙1000; D - диаметр барабана; Nr - передаточный коэффициент редуктора; Nob - количество импульсов на оборот. От датчиков температур сигналы линеаризуются стандартными функциями программы на STEP 7. Наличие металла по давлению и току формируется по резкому изменению абсолютного значения на определенную величину. Для давления изменения значения на 100 тонн за машинный цикл говорит о наличии металла. Для тока изменение должно быть не меньше 0,5 А. Эти значения также могут варьироваться в зависимости от нагрузки каждой клети. Аппаратно АСУ ТП включает в себя следующие техническое оборудование: шкаф управления, который содержит в своем составе программируемый контроллер, предназначенный для сбора, обработки информации, управления технологическим процессом, а также его автоматической защиты; автоматизированное рабочее место (АРМ) оператора поста управления, которое предназначено для отображения и накопления технологической информации, управления технологическим процессом, а также выполнения пользовательских задач. Структура системы приведена на рис.1. Рис.1. Структура системы ведения рулонов Информационный обмен между контроллером, устройствами децентрализованной периферии силового оборудования и пульта управления осуществляется по оптоволоконному кольцу сети Profibus DP, что обеспечивает гальваническую развязку между участниками и парирование одиночного отказа в сети, например, обрыв сегмента оптического кабеля. Обмен информацией между контроллером и АРМ оператора поста управления осуществляется по экранированному кабелю сети Profibus. В обоих случаях скорость обмена информацией 1,5Мбит/с. Для визуализации системы выбрана программа SIMATIC WinCC. Алгоритм формирования наличия металла в черновой группе учитывает, что сигналы наличия металла в клетях могут быть нестабильны, так как они формируются по току клетей, поэтому необходимо сделать защиту от дребезга: при появлении и сбросе входного дискретного сигнала необходима задержка времени. Для слежения за металлом необходимо, чтобы он визуально был виден в черновой группе, поэтому при выходе металла из клети, нужно сформировать сигнал наличия металла в промежутке, а по выходу обнулить наличие металла в предыдущем промежутке. Алгоритм формирования наличия металла в чистовой группе предполагает следующие этапы. Для каждой клети проверяется, в работе она или выведена из работы, и готовность датчиков. Также для каждой клети формируются сигналы: признак головы клети N, наличие металла клети N, признак хвоста клети N, признак тела клети N. При появлении металла в клети N формируется сигнал наличия металла в клети, если она в работе, и есть готовность датчиков; формируется признак головы клети N. Признак головы клети N будет установлен в 1, пока голова металла не зайдет в следующую клеть. Как только металл появляется в клети N+1, признак головы клети N будет установлен в 0. Признак хвоста формируется по выходу металла из клети N. Признак тела клети N будет равен 1, когда металл находится в клети. Эти 3 признака формируются на основе сигнала наличия металла в клети. А наличие металла в клети N будет равно 1, если голова прошла в промежутке 5800 см (так как расстояние между клетями 6000 см). Аналогичные этапы алгоритма работы и по хвосту. Фрагмент блок- схемы алгоритма наличия металла в черновой группе приведен на рис.2. НЕТ ДА Нм1кл=1 НЕТ НЕТ ДА ДА Фронт Нм1кл Т5>1сек Т6>1сек НЕТ ДА наращиваем Т6 сброс Т5 PrНм1кл=1 НмПОЛ=0 PrНм1кл=0 наращиваем Т5 сброс Т6 ДА Тыл PrНм1кл НмП1кл =1 НЕТ НЕТ ДА Нм2кл=1 НЕТ НЕТ ДА ДА Фронт Нм2кл Т7>1сек Т8>1сек ДА наращиваем Т8 сброс Т7 PrНм2кл=1 НмП1Л=0 PrНм2кл=0 наращиваем Т7 сброс Т8 Тыл PrНм2кл НЕТ ДА НмП2кл =1 Рис.2. Фрагмент алгоритма наличия металла в черновой группе НЕТ Таким образом, система ведения рулонов обеспечивает слежение за единицей продукции в линии стана (от выдачи из нагревательных печей до поворотного стола уборочной группы), определение положения и стадии обработки металла, визуальный контроль технологических параметров прокатки. Список литературы 1. Стан 1700 ЛПЦ-1 АО «АрселорМиттал Темиртау». Технологическая инструкция. – Темиртау, 2010г. 2. Омельченко, Б. Я. Рациональный объём автоматизации прокатных станов [Текст]: Метод. указ. по курсу «Основы автоматизации процессов ОМД»/Б. Я. Омельченко. - Магнитогорск: МГТУ, 2004. - 42 с. 3. Выдрин, В.Н. Автоматизация прокатного производства [Текст]: учеб. для вузов./ В.Н. Выдрин, А.С. Федосиенко. - М.: Металлургия, 1984. - 472 с. Сведения об авторах Сивякова Галина Александровна, кандидат технических наук, доцент, заведующая кафедрой «Электроэнергетика и автоматизация технических систем» Карагандинского государственного индустриального университета Черный Алексей Петрович, доктор технических наук, профессор, директор Института электромеханики, энергосбережения и систем управления Кременчугского национального университета имени Михаила Остроградского Богатырев Константин Николаевич, главный энергетик ОАО «Полтавский ГОК» Романов Александр Юрьевич, ведущий инженер-конструктор ПАО «Крюковский вагоностроительный завод, г.Кременчуг РГП «Карагандинский государственный индустриальный университет Кафедра «Электроэнергетика и автоматизация технических систем» Адрес: 101400 Республика Казахстан Темиртау, пр.Республики, 30 Кременчугский национальный университет имени Михаила Остроградского Институт электромеханики, энергосбережения и систем управления Адрес: 39600 Украина Кременчуг ул. Первомайская, 20