файл - Пензенский Региональный Центр
реклама

ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КАФЕДРА «МЕНЕДЖМЕНТ»
ПРОИЗВОДСТВЕННЫЙ
И ОПЕРАЦИОННЫЙ
МЕНЕДЖМЕНТ
Пенза 2002 г.
Сухарев Н.О.
Производственный и операционный менеджмент. Конспект лекций:
Пенза, 2002. – 180 с.
Конспект лекций предназначен для студентов 5 курса специальности 0611,
изучающих курс «Производственный менеджмент». Курс предназначен
расширить знания по менеджменту производства на современном уровне. В
них
отражен
американский
и
отечественный
опыт
управления
производственным процессом и операциями на уровне мировых достижений в
указанной области. Изложение материала иллюстрируется практическими
примерами, поэтому теоретические и практические вопросы представляют
единое целое.
2
ПРЕДИСЛОВИЕ
Менеджмент вид профессиональной деятельности людей, занимающихся
организацией и координацией процессов по достижению системы целей,
предпринимаемых и реализуемых с использованием научных подходов,
концепции маркетинга и человеческого фактора.
Производственный менеджмент – один из курсов по менеджменту,
входящих в программу подготовки специалистов высшей квалификации по
специальности «Менеджмент». В соответствии с учебным планом подготовки
специалистов до курса «Производственный менеджмент» студенты изучают
следующие специальные дисциплины: «Основы менеджмента», «Экономика
организации» (фирмы, предприятия), «Теория организации», «Менеджмент
качества», «Маркетинг», «Стратегический менеджмент», «Инновационный
менеджмент» и др. После курса «Производственный менеджмент» студенты
изучают следующие дисциплины: «Статистика», «Финансовый менеджмент»,
«Разработка управленческого решения», «Международный менеджмент» и др.
«Производственный менеджмент» может изучаться и после всех
дисциплин, изучаемых при получении специальности 0611.
В жизненном цикле товаров «Производственный менеджмент» может
находиться в середине, то есть до стадии производства находятся стадии
маркетинга, научно-исследовательских и опытно-конструкторских работ
(НИОКР).
Основная цель данного курса заключается в ознакомлении студентов с
функциональными концепциями и методами, применяемыми для достижения
интенсивности
производственных
и
сервисных
операций.
Знание
производственного и операционного менеджмента (П/ОМ) необходимо
менеджеру любой фирмы, но существует еще ряд других важных причин, по
которым следует изучать эту дисциплину.
Любое образование в сфере бизнеса не может считаться полноценным, если
специалист
не
знаком
с
современными
методами
управления
производственным процессом.
Знание
сущности
операционного
менеджмента
обеспечивает
систематический подход к оценке различных организационных процессов.
Изучение принципов операционного менеджмента открывает перед
будущим специалистом интересные и весьма разнообразные перспективы
карьерного роста.
Концепции и методы (П/ОМ) широко применяются другими функциями
бизнеса.
Организационно-технологическую подготовку (ОТПП) новой продукции
может осуществлять как юридически самостоятельная организация, так и сам
изготовитель. После стадии производства следуют стадии подготовки нового
товара к функционированию (эту стадию иногда называют стадией
обращения), эксплуатации (включая ремонты) и утилизации товара. Отсюда
можно сделать вывод, что в соответствии с принципом системного подхода
3
эффективность производства (или производственного менеджмента)
полностью зависит от качества работ по стратегическому маркетингу, НИОКР
и ОТПП.
Менеджеры должны заниматься не только организацией и мотивацией
достижения целей, психологическими аспектами управления персоналом, но и
знать основы техники, технологии, экономики, владеть методами маркетинга,
анализа, прогнозирования, экономического обоснования управленческого
решения, его планирования, знать методы разработки товара, организации его
производства, сбыта и фирменного обслуживания. Менеджеру не обязательно
самому заниматься всеми этими вопросами. Но он должен знать: что делать?
для кого делать? как делать? кому делать? когда делать? Он должен уметь
организовывать работу и координировать ее выполнение.
Конспект лекций создавался на примере машиностроительного предприятия
как наиболее сложной социально-экономической системы. На базе сложного
нетрудно сформулировать структуру и содержание системы менеджмента и
других фирм.
4
Часть первая.
ВВЕДЕНИЕ
Глава 1. ПРОИЗВОДСТВЕННЫЙ И ОПЕРАЦИОННЫЙ
МЕНЕДЖМЕНТ
1.1. ЧТО ТАКОЕ ПРОИЗВОДСТВЕННЫЙ/ОПЕРАЦИОННЫЙ
МЕНЕДЖМЕНТ?
Производство — это создание товаров и услуг. Производственный и
операционный менеджмент (П/ОМ) является деятельностью, которая
относится к созданию товаров и услуг путем преобразования входов
(необходимых ресурсов всех видов) в выходы (готовые товары, услуги).
Деятельность по созданию товаров и услуг существует во всех организациях. В
производящих фирмах — это производственная деятельность. В производящих
фирмах мы видим конкретные товары, например, телевизоры или автомобили.
Для такой деятельности лучше всего использовать термин производственный
менеджмент. В других организациях, которые не создают физические товары,
производственные функции «скрыты» от публики и каждого покупателя. Это
может быть деятельность, которая осуществляется в банке, офисе авиалинии
или университете.
Такая производственная деятельность (мы называем эту деятельность
сервисом) обычно имеет отношение к операциям или операционному
менеджменту. В связи с этим человека, если он управляет процессом
(сервисным или производственным) на уровне выполнения отдельных
операций или частичных производственных процессов, будем называть
операционным менеджером.
До недавнего времени в технических и экономических вузах России
изучалась наука об управлении производством под названием «Организация и
управление производством на предприятии». Эта наука теоретически обобщала
и научно развивала опыт управления производством в условиях
централизованного управления экономикой. Она накопила солидные знания в
области научного соединения труда и материальных факторов производства,
обеспечивающих его эффективность. Однако ее рекомендации далеко не всегда
использовались на практике и часто подменялись указанием «план — любой
ценой». Успехи науки «Организация производства» сегодня общепризнанны,
признаны и имена ученых — организаторов производства. Но сегодня
изменились задачи, стоящие перед общественным производством. Эти задачи
непосредственно определяются требованиями рынка: производить и
распределять в соответствии с текущими потребностями при наличии
ограниченных ресурсов. Это привело к изменению ряда целевых установок
производства.
Целью производства стало не только удовлетворение потребностей, но и
получение прибыли. Усилилось значение целого ряда организационно-
5
производственных характеристик. Большое внимание теперь уделяется
управлению запасами и заделами на всем производственном цикле от поставки
до сбыта, количеству и качеству используемому в производственном процессе
труда, гибкости производства как за счет средств организации производства,
так и за счет использования новой техники и технологии и др. В этом смысле
огромный интерес для российских организаторов производства и тех, кто
изучает эту проблему, представляет опыт зарубежных специалистов в области
производственного и операционного менеджмента. Можно сказать, что сегодня
без ущерба для научной целостности необходимо объединить знания,
накопленные российскими учеными в области организации производства и
зарубежными учеными в области производственного и операционного
менеджмента.
Такое объединение этих знаний осуществляется в дисциплине под
названием «Производственный и операционный менеджмент» (П/ОМ).
Производственные/операционные менеджеры принимают решения, которые
необходимы для преобразования ресурсов в товары и услуги. Мы будем
использовать слова «производство» и «операции» так же, как комбинацию
«производственный / операционный менеджмент» (или П/ОМ) при обсуждении
процессов преобразования.
1.2. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ТОВАРОВ И УСЛУГ
При производстве товаров и услуг все фирмы выполняют три функции. Эти
функции являются необходимыми составляющими для выживания не только
собственно производственного процесса, но и организации в целом.
Три функции, которые требуются всем фирмам:
1. Маркетинг определяет спрос, либо формирует заказ на товар или сервис.
2. Производство/операции создают товар.
3. Финансы/учет определяют, насколько экономно организация производит
продукт и своевременно оплачивает счета и получает деньги.
Университеты, представители бизнеса, рестораны - все используют и
развивают эти функции.
1.3. МЕСТО ПРОИЗВОДСТВЕННОГО МЕНЕДЖМЕНТА В
СТРУКТУРЕ ПРЕДПРИЯТИЯ
П/ОМ — одна из трех главных функций любой организации, это относится
и ко всем другим функциям бизнеса. Рынок (продажи), финансы (учет) и
производство (операции) представляют те или иные организации, поэтому
важно знать, как П/ОМ сегментирует функции организаций в них.
При рассмотрении некоторых других организационных форм будет
показано, что и они имеют эти три базовые функции.
В этом курсе, во-первых, мы изучим, как люди организуют собственное
продуктивное предприятие. Во-вторых, мы хотим показать, как производятся
товары и услуги. Производственная функция является сегментом
общественного производства, производящего товары, нами потребляемые. Втретьих, мы изучаем П/ОМ, потому что это затратная часть организации. Эта
6
затратная составляющая делает П/ОМ центром общественной борьбы за рост
производительности. Процент годового дохода, который расходуется на П/ОМфункции, в отдельных видах бизнеса достаточно велик. Действительно, П/ОМ
может обеспечить лучшие возможности для прибыльности организации или ее
способности к выживанию.
Эффективные производственные функции имеют высокую отдачу. Цель
производственных подразделений, так же, как других сегментов организацийработать эффективно, насколько это возможно.
Заключительный довод для изучения П/ОМ — возможность сделать
благоприятную карьеру в данной области.
Рассмотрим, что делает производственный/операционный менеджер, где
выполняются работы П/ОМ, как готовятся к карьере в П/ОМ.
1.4. ДЕЯТЕЛЬНОСТЬ ПРОИЗВОДСТВЕННЫХ /ОПЕРАЦИОННЫХ
МЕНЕДЖЕРОВ
Все хорошие менеджеры выполняют основные функции процесса
менеджмента. Процесс менеджмента включает:
1) планирование: менеджеры определяют цели и выигрыши для
организации и развивают программы, политику и процедуры,
которые
будут
помогать
организации достигать
их.
Соподчиненность
планов
определяется
для
каждого
подразделения, группы и лица в организации;
2) организацию: менеджеры развивают структуру отдельных
исполнителей, групп, отделов и подразделений для выполнения
задач;
3) мотивацию: менеджеры определяют потребности в рабочей силе
и лучшие способы приема, обучения, переобучения и увольнения
персонала;
4) руководство: менеджеры руководят, следят и стимулируют
персонал к выполнению задач;
5) контроллинг:
менеджеры
развивают
стандарты
и
коммуникационные сети, необходимые для гарантии того, что
организация, штат и руководство выполняют соответствующие
планы и решают свои задачи.
Производственные/операционные менеджеры применяют этот процесс
менеджмента к решениям и функциям, выполняемым в П/ОМ.
В производственных организациях менеджеры содействуют производству и
операциям через выполнение задач, показанных в табл. 1.1. Каждый из этих
видов деятельности может потребовать планирования, организации,
руководства, контроллинга и работы с персоналом.
Все виды деятельности, выполняемые в соответствии с табл. 1.1 требуют,
чтобы менеджеры принимали многочисленные решения. В табл. 1.2 показаны
такие решения.
7
Таблица 1.1. Деятельность подразделений в промышленном
менеджменте
Основные функции
Исследование
и
развитие
Инжиниринг товара
Инжиниринг
процесса
Закупки
Планирование оборудования, строительство зданий и сооружений.
Промышленный
инжиниринг (IE)
Инжиниринг методов
Производственное
планирование
и
управление запасами
(PIC)
Управленческие
производящие
системы
Обеспечение качества
/ контроль качества
(QA&QC)
Ремонт
обслуживание
и
Содержание функций
Исследование и развитие
Настройка проекта товара на увеличение
эффективности
производства
(повышение
технологичности конструкции)
Проектирование,
развитие
и
изменение
способов
производства,
оборудования
и
процессов
Определение лучших источников, способов
доставки и цены
Планирование, строительство, обслуживание и
ремонт оборудования
Определение
наиболее
эффективного
использования машин, площадей и персонала
Усовершенствование процедур на рабочих
местах
Планирование
процесса
производства,
составление расписаний, управление запасами
Приложение методологии, математических
методов и процедур или управленческих
информационных систем к производственным
операциям
Пересмотр проектов, товаров и процессов для
обеспечения уверенности, что цели по
достижению
заданного
уровня
качества
выполнены
Концентрация на проектирование систем и
процедур,
которые
будут
создавать
и
поддерживать надежность системы
8
Таблица 1.2. Решения, принимаемые производственными и
операционными менеджерами
Производственные/операционные вопросы
Каким образом П/ОМ-функция может способствовать
достижению целей организации?
Что является нашим критерием планирования и какое
количество товара мы надеемся продать?
Какой товар или сервис мы будем предлагать и как мы
спроектируем этот товар или сервис?
Какой процесс будет требоваться для этих товаров и в
каком порядке? Какое оборудование необходимо для
этих процессов?
Где мы будем размещать предприятия? На каких
критериях будет базироваться проект размещения?
Как мы будем размещать оборудование? Как долго это
оборудование должно удовлетворять нашему плану?
Как мы будем обеспечивать рациональные условия
работы? Какую выработку мы ожидаем от наших
служащих в производстве?
Будем ли мы производить или покупать компоненты
товара? Кто является нашими поставщиками и сколько
мы должны их иметь?
Является ли субконтракт на производство хорошей
идеей? Правильно ли будет прибегать к увольнению
работающих в периоды спадов?
Как много запасов каждого наименования материалов и
предметов производства должны мы иметь? Когда мы
делаем заказ и когда мы производим?
Область
решений
Производительн
ость и стратегия
Прогнозировани
е
Выбор товара и
проектирование
Выбор процесса
и
его
проектирование
Размещение
Загрузка
оборудования
Человеческие
ресурсы
Снабжение
Краткосрочное
планирование и
управление
проектами
Запасы,
MRP,
ОПП
1.5. ПРОИЗВОДИТЕЛЬНОСТЬ И ПРОИЗВОДСТВЕНЫЙ /
ОПЕРАЦИОННЫЙ МЕНЕДЖМЕНТ
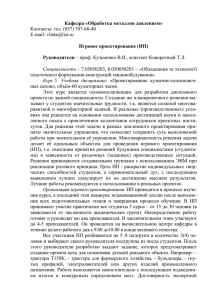
Производство – это процесс трансформации ресурсов в товары или сервис.
Производительность подразумевает усиление производственного процесса.
Усиление производства предполагает нахождение наиболее результативного
варианта сравнения количества ресурсов затраченных (входов) к количеству
товаров и услуг полученных (выходов) (рис. 1.1.). Снижение потока ресурсов
9
на входах, пока выход товаров или услуг остается постоянным, или увеличение
потока на выходе, пока входы постоянны, представляет увеличение
производительности. С экономической точки зрения входы — это земля, труд,
капитал и управление, которые объединяются в производственную систему.
Управление создает эту производственную систему, которая требует
превращения входов в выходы. Выходы – это разнообразнейшие товары и
услуги, например вооружение, масло, образование, система правосудия,
лыжные курорты.
Измерение производительности – путь к оценке возможности страны
обеспечить повышающийся стандарт жизни ее людей. Только через увеличение
производительности можно обеспечить уровень жизни. Более того, только
через увеличение производительности можно от труда, капитала и
менеджмента получить суммарную отдачу. Если отдача от труда, капитала или
менеджмента возрастает без роста производительности, это сопровождается
ростом цен. С другой стороны, «давление вниз» на цены имеет место, когда
производительность растет, так как большее количество производится с теми
же ресурсами.
Земля, труд,
капитал,
менеджмент
Экономическая
система, преобразующая
входы и выходы
Товары и
услуги
Обратная связь
Рис. 1.1. Экономическая система, преобразующая входы и выходы
Измерение производительности. Под этим термином будем понимать
продуктивную производительность, т. е. такую, которая соответствует
сбалансированному состоянию рыночной экономики и экономики
предприятия. Измерение производительности на практике выглядит достаточно
просто. Например, производительность может быть измерена в человеко-часах
на тонну определенной марки стали или как энергия, необходимая для
производства киловатта электричества.
Производительность
произведено едениц
произведено единиц
1000
4
использован ресурс использовано человеко - часов 250
Во многих случаях тем не менее существуют проблемы измерения
производительности. Рассмотрим коротко ряд этих проблем.
1. Качество может измениться, пока количество входов и выходов остается
постоянным. Сравним два автомобиля: современный и выпущенный в 1940-х
гг. Оба являются автомобилями, но качество их усовершенствовалось. Единица
измерения — автомобиль — осталась той же, но качество изменилось.
2. Внешние факторы могут приводить к увеличению или уменьшению
производительности, за что изучаемая система может не отвечать напрямую.
10
3. Точность единиц измерения может быть недостаточна. Например,
единица измерения — автомобиль — может быть недостаточна для сравнения
производства субкомпактных автомобилей или каких-либо других марок
автомобилей.
Проблемы измерения, отмеченные выше, особенно важны в секторе
сервиса. Отметим для примера проблемы измерения производительности в
адвокатской конторе, где каждый рассматриваемый адвокатом случай
своеобразен. Здесь каждый юридический случай будет меняться, изменяя
правильность меры «случай на человеко-час» или «случай на занятого».
Поэтому правильно определить производительность в секторе сервиса сложно.
Все эти проблемы операционный менеджер должен учитывать и решать для
совершенствования производительности и используя данные, которые
отражают прогресс производительности.
Труд. Совершенствование производительности при содействии труда — это
результат улучшения здравоохранения, образования, сферы питания
работающих. Такой рост может также дать и сокращение рабочей недели.
Исторически около 20% ежегодного совершенствования в производительности
относится к совершенствованию качества труда. Существуют три ключевых
параметра для совершенствования производительности труда:
– базовое образование, соответствующее эффекту рабочей силы;
– продолжительность жизни;
– социальное обеспечение (в том числе транспортные и санитарные
услуги), делающее труд доступным.
В некоторых областях, как, например, в строительстве в слаборазвитых
странах, менеджеру сложно контролировать многие из этих переменных. Тем
не менее, в развитых странах здоровье рабочей силы выступает как
критическая переменная при определении возрастания производительности.
В развитом и постиндустриальном обществе существует и четвертая
проблема менеджмента — это поддержание и углубление мастерства рабочих в
условиях быстрого внедрения технологий и знаний.
Преодоление в короткие сроки отставания по качеству труда является
трудной задачей. Возможно, совершенствование будет идти не только через
рост компетенции рабочих, но также через лучшее использование труда со
строгим соблюдением его стандартов. Это можно рассматривать как пятую
проблему совершенствования труда с помощью менеджмента.
Управление целями, мотивациями, введение гибкого рабочего времени так
же, как и совершенствование образования, могут быть среди методов, которые
содействуют росту производительности труда. Однако можно ожидать, что при
этом рост производительности труда будет сопровождаться повышением его
стоимости.
Капитал. Человечество началось с использования инструментов.
Инвестиции капитала обеспечивают появление этих инструментов. Так как
инфляция и налоги увеличивают стоимость капитала, инвестиции становятся
все более дорогими. Когда капитал инвестируется в изменение численности
11
работающих (скажем, на ее увеличение, как это имеет место в отдельные
периоды), мы можем ожидать снижения производительности. Используя в
большей степени труд, чем капитал, можно уменьшить безработицу в
краткосрочном периоде, но это также делает менее экономичным производство
и, следовательно, снижает зарплату в долгосрочном периоде. Замещение труда
капиталом происходит постоянно. Однако повышающиеся ставки процента
«выталкивают прочь» более капиталоемкие проекты, так как потенциальная
отдача от инвестиций при установленном риске уменьшается. Поэтому
менеджеры постоянно приспосабливают свои планы инвестиций к изменениям
стоимости капитала.
Производительность капитала может быть увеличена. Операционные
менеджеры могут содействовать этому напрямую, увеличивая отдачу от
капитала.
Отдача от капитала может выражаться дробью:
Отдача от капитала
чистые продажи
=
инвестированный капитал
При прочих равных условиях, чем выше отдача от капитала, тем выше
производительность капитала. Существуют отличные возможности для П/ОМ
увеличить производительность путем совершенствования отдачи капитала.
Искусство и наука управления. Менеджмент — это фактор производства и
экономии ресурсов, следовательно, искусство и наука менеджмента служит
обеспечению лучших возможностей для возрастания производительности. Эти
категории объясняют 60% возможностей ежегодного возрастания
производительности, которая повышается в год от 1,6 до 2,5%. Менеджмент
ответственен за совершенствование процесса изготовления посредством
использования новых технологий и новых знаний.
Совершенствование изготовления чего-либо требует обучения и
образования. Образование будет оставаться важным высокозатратным
аспектом в постиндустриальном обществе. Большинство стран Запада
являются постиндустриальными. В этих странах мы имеем дело с
осведомленным обществом. Общество знаний — это такое общество, в
котором большая часть рабочей силы устремлена к тому, чтобы отойти от
ручных работ к работам, базирующимся на знаниях. Исследование,
использование и отбор знаний, специфичных для техники и технологии,
необходимы в ближайшем будущем нашей стране, хотя мы и считаем себя
живущими в высокотехнологичном обществе. Америка инвестирует в
гражданские исследования и их развитие меньше, чем другие ее главные
индустриальные конкуренты, но значительно больше, чем Россия. А Япония
сегодня оказывается обновляющей и распространяющей информацию в
производстве быстрее и с большей отдачей, чем любая другая страна.
Мы включены в мировую экономику, поэтому производственные и
операционные менеджеры должны приспосабливаться как к благоприятным
возможностям, так и к реальностям окружающей среды.
12
Поскольку общество и коммерция изменяются, требования к образованию и
обучению продолжают возрастать. Например, не только внедрение
компьютеров требует обучения, но и каждое поколение новых компьютеров
требует расширения обучения. Каждая составляющая техники научного
менеджмента требует образования, и новые организационные проекты требуют
большего организационного развития. Это требование более качественного
обучения и образования является неизбежным результатом взрыва знаний и
развития высоких технологий в обществе. Операционный менеджер,
работающий эффективно, будет гарантировать, что имеющиеся в его
распоряжении знания и технологии используются полностью.
Более эффективное использование дополнительного капитала также
является важным. Менеджер как катализатор производительности ответственен
за вопрос совершенствования производительности капитала.
Прирост производительности в образованном обществе требует
менеджеров, которые чувствуют себя удобно с технологией и компонентами
научного менеджмента. Искусство и науку менеджмента следует
рассматривать как приложение к производственному и операционному
менеджменту.
Задача повышения производительности является сложной. Страна с
второсортными ресурсами не может быть конкурентом мирового класса.
Малообразованный труд на входе — это неадекватный ресурс, устаревшие
технологии
также
являются
второсортными
входами.
Высокая
производительность и высококачественные выходы требуют только
высококачественных входов.
Сектор
сервиса.
Другой
переменной,
которая
влияет
на
производительность в любой стране, является возрастающий размер сектора
сервиса. Американские ученые считают, что сектор сервиса является одной из
причин низкой производительности в Соединенных Штатах. Это происходит
потому, что работа в секторе сервиса типично трудоинтенсивна, часто
выполняется
индивидуально,
часто
сложно
механизируется
и
автоматизируется.
Большее количество интеллектуальных и индивидуальных задач с большей
их сложностью могут быть решены увеличением производительности. Низкую
производительность сектора сервиса в Соединенных Штатах отражает тот
факт, что, хотя две трети рабочей силы заняты в сервисе, сектор сервиса дает
только около половины валового национального продукта. Однако будущее
совершенствование компьютерных технологий и экспертных систем должно
принести новые возможности для совершенствования производительности в
секторе сервиса.
ОБОБЩЕНИЯ
Производство — одна из трех базовых функций любой организации.
Производственная/организационная функция создает товары и услуги.
Большой прогресс в производственном/операционном менеджменте сделан в
двадцатом столетии, но попытки совершенствования материального
13
производства делались с начала развития человечества. Производственный
/операционный менеджмент является главной вехой в этом направлении.
Громадная роль совершенствования производительности связана с
настойчивостью, стремлением к обновлению и предприимчивостью
менеджеров, функционирующих в роли катализаторов производительности.
Современное технологическое общество состоит из сложных организаций,
которые стремятся использовать эффективный менеджмент. Через решение
сложных задач менеджеры могут совершенствовать производительность на
своих предприятиях. Такое совершенствование производительности —
обязанность профессиональных менеджеров. Сложность вопросов громадна, но
и выигрыш общества значителен.
14
Глава 2. ОПЕРАЦИОННАЯ СТРАТЕГИЯ
Операционная стратегия заключается в разработке общей политики и
планов использования ресурсов фирмы, нацеленных на максимально
эффективную поддержку ее долговременной конкурентной стратегии.
Операционная стратегия в совокупности с корпоративной (общей для
организации) охватывает весь спектр деятельности компании и предполагает
долговременный процесс, что призвано обеспечить фирме возможность быстро
реагировать на любые неизбежные изменения в будущем.
При обсуждении операционной стратегии мы преимущественно касаемся
производственных операций. Однако операционная стратегия в сфере услуг во
многом аналогична операционной стратегии на производстве, особенно если
компания предоставляет услуги, связанные с материальными поставками.
Операционная стратегия выражается в принятии решений, связанных с
разработкой производственного процесса и инфраструктуры, необходимой для
его поддержания. Разработка процесса заключается в выборе подходящей
технологии, составлении временного графика процесса, определении товарноматериальных запасов, а также способа размещения данного процесса.
Решения, связанные с инфраструктурой, касаются систем планирования и
управления, способов обеспечения качества и контроля качества, структуры
оплаты труда и организации операционной функции компании.
Операционную стратегию можно рассматривать как составную часть
общего процесса планирования, обеспечивающую соответствие операционных
задач задачам более широкой организационной структуры.
2.1. СИСТЕМЫ
Производственные менеджеры управляют различными производственными
системами с помощью функций производственного менеджмента.
Производственные системы многочисленны и включают складские системы и
системы планирования, системы снабжения и ремонта и ухода за
оборудованием. Некоторые из этих систем (такие, как маркетинг и финансы)
представляют другие части фирмы, функционирующие внутри нее. Другие
являются внешними по отношению к самой фирме (экономические системы
мировой торговли и многочисленные политические системы). Менеджеры
должны понимать внутренние и внешние системы для того, чтобы
координировать связи между людьми, материалами, деньгами, информацией.
Рассмотрение предприятия как системы обеспечивает способ рассмотрения
предприятия с учетом связей с окружающей средой. Это помогает разработать
эффективную миссию производственного менеджмента, которая будет вносить
вклад в миссию и стратегию предприятия в целом. Слово «система»
подразумевает заказ, настройку и совокупность взаимосвязанных переменных.
Производственный менеджер проектирует систему для того, чтобы достичь
определенной цели или выполнить определенную миссию.
15
Один из видов системы – это система преобразования, которая преобразует
входные материалы в товары или услуги. Она также имеет информационный
поток от потребителей, который известен как обратная связь.
Подсистема. Сложные системы включают в себя подсистемы (цехи,
службы). Работа менеджера состоит в том, чтобы направить их работу на
решение проблем всей системы в целом. Например, финансовый отдел может
преследовать свою цель – поддержание близким к нулю уровня запасов
готовой продукции, отдел сбыта может быть заинтересован поддерживать
большой запас, принимая во внимание, что это позволит ему достичь целей
сбыта.
От понимания системы в целом, как внутренних, так и внешних ее функций,
зависит возможность производственного менеджера принимать эффективные
решения, которые повышают производительность.
2.2. СТРАТЕГИИ РАЗВИТИЯ ПРОЦЕССОВ
Для разработки эффективной стратегии организации, прежде всего, нужно
выявить возможности экономической системы, затем определяется цель
организации, т. е. вклад, который она будет вносить в общество. Эта причина
существования организации и есть ее миссия. Как только миссия организации
определена, каждая функциональная зона внутри организации определяет свою
поддерживающую миссию. Под функциональной зоной мы подразумеваем
основные функциональные подсистемы, в том числе маркетинг, бухгалтерский
учет или производство (операции). Миссия для каждой подсистемы
разрабатывается в целях поддержания миссии организации в целом.
Миссии мы выполняем посредством стратегий. Стратегия — это план,
созданный для выполнения миссии. Каждая функциональная зона имеет
стратегию для выполнения своей миссии и для помощи организации по
выполнению общей миссии. Далее будет описано, как разрабатываются миссии
и стратегии.
Миссия. Для обеспечения фокусирования общей цели разрабатывается
миссия. Миссия должна быть определена с учетом риска и возможностей
окружающей среды и сильных сторон и слабостей организации. Миссия — это
концепция, вокруг которой организация может сплотиться. Миссия также
определяет разумность существования организации. Трудно разработать
хорошую стратегию, но это сделать легче, если миссия хорошо определена
Миссия, или цель, организации — это причина существование организации,
одобрение обществом распределения ресурсов для — организации, ценность,
созданная для клиента.
Как только миссия установлена, начинается разработка стратегии и ее
внедрение. То, что делает организация для того, чтобы достичь выполнения ее
миссии — это стратегия.
Миссия и разработка стратегии требуют, чтобы организация нашла
возможности в окружающей среде для выполнения задач, для которых она и
была создана. Это значит, что компания определяет свою собственную
уникальную компетентность — свои собственные способности, которые
16
соответствуют вышеупомянутым возможностям. Фирма ищет собственный
уникальный
путь
использования
ресурсов,
чтобы
удовлетворить
экономическим требованиям. Это не означает, что надо атаковать рынок с
совершенно такой же миссией и стратегией, как у конкурентов. Полного
дублирования чужой миссии и стратегии следует избегать. Более умная
стратегия в войне — это та, при которой выигрывают, но избегают битвы.
Фирма должна реализовывать требования окружающей среды, которые
обеспечивают возможности для мобилизации ее уникальных ресурсов. Задача
состоит в определении и оценке возможностей, которые дадут шанс
разработать конкурентное преимущество или упрочат уже существующее
преимущество.
2.3. РАЗВИТИЕ СТРАТЕГИИ П/ОМ
Операционный менеджер является активным участником при определении
миссии и стратегии фирмы, они так же решают, каким образом ресурсы фирмы
можно использовать более эффективно. Только понимая общую стратегию
организации, операционные менеджеры могут максимизировать свой вклад в
разработку наиболее эффективной операционной стратегии. Более того,
наилучшее использование ресурсов требует более чем эффективного
маркетинга и финансирования. Реклама и новые схемы финансовых рычагов не
создадут лучшую схему представления товаров заказчикам, это сделает только
функция производства.
Рассмотрим, как функция производства вносит вклад в конкурентное
преимущество. Отметим определенные примеры того, как фирма может
обращаться к разработке товара, затрат, процессов и технологий, управлять
качеством, снабжением, человеческими ресурсами и т. д. Если операционная
стратегия и ее внедрение не вносят вклад в стратегию компании,
операционный менеджер проиграет.
Существенную роль П/ОМ может играть в конкурентной стратегии, что
очевидно из исследования, сделанного Давилором. Из тридцати двух широких
категорий, которые вносят в устойчивое конкурентное преимущество, одна
четвертая приходится на категорию производства (товар — процесс). Если
добавить сюда размещение производства и планирование, то сумма увеличится
до 28%. П/ОМ играет главнейшую роль в разработке стратегии. Функция
П/ОМ — это третий компонент стратегической триады, которая включает в
себя маркетинг, финансы и бухгалтерский учет. Рис. 2.1 дает краткую картину
возможностей для маркетинга, финансов и П/ОМ. Эти функции, так же как и
другие функции фирмы, могут вносить свой вклад в стратегию.
Стратегические и тактические решения П/ОМ. Стратегические решения
имеют тенденцию к долгосрочным приложениям (больше одного года) и могут
требовать более года для внедрения. Тактические решения — это те, которые
можно модифицировать, существенно изменить в течение года или быстрее.
Оба типа решений поддерживают П/ОМ и миссии компаний. Сгруппируем
задачи П/ОМ, которые требуют стратегических и тактических решений
следующим образом.
17
Конструкция товара
Местоположение
Снабжение
Размещение
оборудования
Управление
качеством
П/ОМ - миссия и стратегия
Технология
Составление
расписаний
Человеческие
ресурсы
Надежность
и ремонт
оборудования
Запасы
Рис. 2.1. Компоненты П/ОМ-миссии и стратегии
Стратегические решения операционного менеджмента:
1. Стратегия товара определяет процесс изготовления (трансформации).
Решения по производственным затратам, качеству и человеческим ресурсам
сильно взаимодействуют с конструкцией товара, т. е. решения по этому товару
часто устанавливают нижний предел затрат и верхние пределы по качеству.
2. Стратегия процесса — возможности процесса, которые доступны для
производства товара. Решения по процессу привязывают менеджмент к
основным подходам к технологии, качеству, человеческим ресурсам и
обслуживанию оборудования. Различные расходы и сделанные капитальные
затраты будут определять структуру затрат компании.
3. Стратегия выбора местоположения. Решения по местоположению, как
для производства, так и для сервиса могут определять предельный успех
производства. Ошибки, сделанные при этом, могут заслонить преимущества.
4. Стратегия размещения. Мощности, использование персонала, снабжение
и планирование складов будут зависеть от стратегии размещения.
5. Стратегия людских ресурсов. Человеческие ресурсы — это интегральная
и самая дорогая часть проекта всей системы. Поэтому качество рабочей силы,
требуемые мастерство, навыки и затраты на это должны быть определены.
6. Поставки и стратегия (JIT). Определение того, что должно быть сделано и
что нужно закупить, обращая внимание на качество, доставку и инновации по
приемлемой цене в атмосфере взаимного доверия между покупателем и
поставщиком, необходимо для организации эффективного снабжения «точно
вовремя».
Тактические решения операционного менеджмента:
1. Тактика управления запасами и JIT-тактика. Решения по запасам могут
быть оптимальными только тогда, когда они рассматриваются для
18
удовлетворения заказчика с учетом времени задержек, производственных
расписаний и планирования людских ресурсов.
2. Тактика составления расписаний. Эффективное расписание производства
должно быть разработано, требования на людские ресурсы и оборудование
должны быть четко определены и находиться под контролем.
3. Тактики по качеству. Решения должны быть приниматься для того, чтобы
определить требуемое качество. Политика и процедуры должны быть
разработаны, чтобы достичь этого качества.
4. Тактики надежности и ремонта. Решения должны быть приняты в
соответствии с желательным уровнем надежности и ремонта. Необходимы
планы для воплощения как контроля надежности, так и ремонта оборудования.
Основные стратегические и тактические решения, упомянутые выше и
показанные на рис. 2.3, будут представлены в последующих главах. Эти десять
областей, конечно, не могут представить все, что операционные менеджеры
делают и должны знать. Например, мы не обсуждаем глубоко
организационную теорию, бухучет, работу со штатом или человеческое
поведение и коммуникационные навыки. Но все это важно для эффективного
операционного менеджера. Более того, как мы видели ране эти десять областей
решений П/ОМ сильно влияют друг на друга для поддержки миссии П/ОМ.
Рассмотрение П/ОМ-стратегии. Операционный менеджер определяет
функции П/ОМ. Успешная стратегия состоит и учета:
1) требований окружающей среды (т. е. того, в каких экономических и
технологических условиях компания пытается выполнить свою стратегию);
2) конкурентных требований (учета сильных и слабых сторон конкурентов,
их возможных действий);
3) стратегии компании (возможных ее намерений);
4) жизненного цикла товара (т. е. того, на какой стадии жизненного цикла
товаров находится компания).
Таким образом, П/ОМ-стратегия также:
– определяет и организует П/ОМ-задачи (т. е. что должна эта особенная
П/ОМ-функция делать и как это дело должно быть организовано в связи с
другими элементами организации, чтобы приносить вклад в миссию фирмы);
– делает необходимые выборы внутри функции П/ОМ (т. е. на каких
особенных задачах П/ОМ должно фокусироваться);
– находит конкурентное преимущество (т. е. какой вклад П/ОМ-функция
вносит в уникальную сильную сторону организации).
ОБОБЩЕНИЕ
П/ОМ — главная функция, которая должна способствовать успеху на пути к
конкурентоспособности организации. Организация реалистично определяет
свои слабые и сильные стороны. Затем развивает эффективную миссию и
стратегию, которая применима для этих сильных и слабых сторон и учитывает
возможности и угрозы окружающей среды. Если это делается хорошо,
организация может иметь конкурентное преимущество и высокий класс
производства.
19
Глава 3. УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
3.1. ЦЕЛИ И ЗАДАЧИ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
В процессе производства между цехами устанавливаются определенные
производственные отношения и отношения управления, которые отражают
связи
между
непосредственными
производителями
продукции,
управленческим персоналом и организацию совместной деятельности
участников производства. Конечные цели для предприятия в целом и для
каждого цеха определяют направления преобразования отношений
производства и управления, тем самым предъявляя требования к
организационной структуре, организации и процессу управления.
Производственные подразделения предприятия действуют и развиваются в
соответствии с определенными целями. Для предприятия в целом характерна
основная (стратегическая, глобальная) цель, определяющая направленность
его функционирования в соответствии с выбранной или установленной
номенклатурой, объемом выпуска и качеством продукции.
Цели и задачи — это те конечные рубежи, к достижению которых
направлена деятельность коллектива цеха. Каждое подразделение имеет свои
задачи. Задачу можно представить как конечный результат выполнения
производственной программы, а цель — как количественные и качественные
показатели работы. Перед мастером производственного участка на текущий
месяц можно поставить задачу по выпуску определенной номенклатуры,
количества, качества и стоимости деталей.
Перед руководителем предприятия, цеха могут стоять такие цели, как:
произвести определенное количество изделий при определенных издержках на
их производство, снизить процент брака, не допустить текучести рабочей силы,
закупить и установить новое оборудование или осуществить перестановку
действующего оборудования к определенному сроку и т.д. Это количественные
показатели.
Качественные показатели цели отражают задачи коллектива в общем виде
на определенный период: год, квартал, месяц. К ним можно отнести
следующие цели:
—
усовершенствования
организационной
структуры
управления
производством в связи с созданием автоматизированных рабочих мест с
применением ПЭВМ;
— осуществление переподготовки кадров функциональных служб
предприятия, цехов;
— устранение непроизводственных потерь времени рабочих и служащих.
Задачи каждого производственного подразделения могут быть различными,
но основная управленческая цель остается одной и той же для каждого из них
безусловное выполнение заданий производственной программы выпуска
продукции и достижение при этом минимальных затрат материалов, труда,
времени и денежных средств.
20
3.2. ПРИНЦИПЫ И ПРОЦЕСС УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
Процесс управления производством можно представить как совокупность
последовательных действий управленческого персонала по определению целей
и фактического состояния объектов управления на основе регистрации и
обработки соответствующей информации, формирование и утверждение
экономически обоснованных производственных программ.
Принципы управления: единоначалие, оптимальное распределение
обязанностей, оптимальное число уровней, информационная обеспеченность
руководителя, наличие контроля, единство первичной информации,
оптимальность информационной нагрузки, заинтересованность исполнителя в
результате.
Производственные цеха требуют четкой и строгой регламентации их
работы, согласованного взаимодействия их коллективов по изготовлению
продукции и выполнению поставленных целей, конкретных задач для
реализации целей на основе изучения фактического состояния производства и
выработки решений по их практическому выполнению.
Поэтому важным фактором в процессе управления является оценка
фактического состояния производства в каждом цехе и определение путей
преодоления возникающих в ходе производства противоречий между целью и
сложившейся производственной ситуацией.
Заключительным этапом процесса управления является выработка и
принятие управленческих решений, в которых устраняются указанные выше
противоречия, намечаются пути организационного обеспечения для
выполнения задач.
Реализация
процесса
управления
выражается
в
периодически
повторяющихся работах по формированию производственных программ цехам,
оперативных сменно-суточных заданий участкам, бригадам и непрерывном
слежении за их выполнением.
Первая часть указанных работ относится к планированию производства, она
производится в соответствии с установленными плановыми периодами (один
раз в квартал, месяц, неделю, сутки, смену). Вторая связана с контролем
выполнения плановых заданий, со сбором и использованием полученной
информации для регулирования хода производства.
Особенно сложной, трудоемкой и ответственной работой в этом процессе
является своевременная регистрация информации на местах ее возникновения,
в цехах и подразделениях, обеспечивающих производство всеми видами
ресурсов и документации.
Сложность этой задачи заключается в том, что информация разнообразна по
форме и содержанию и подлежит регистрации после завершения каждой
контрольной операции технологического процесса в заготовительных,
обрабатывающих или сборочных цехах.
Осуществить эти процедуры можно либо документально, что довольно
трудоемко, либо — более эффективно — с помощью средств вычислительной
техники, что более сложно и дорого.
21
Выполнение
принятых
управленческих
решений
требует
соответствующего организационного обеспечения, которое сопровождается
регламентацией работы подразделений, созданием нормативной базы,
планирования, инструктажем исполнителей, организацией взаимодействия
(координацией работы) звеньев и ступеней управления.
Указанные выше действия управленческого персонала должны
предусматривать определенную меру ответственности руководителей
подразделений и их функциональных органов за возможный срыв выполнения
производственных программ и заданий.
3.3. ФУНКЦИИ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
Основными (общими) функциями управления производством являются:
организация, нормирование, планирование, координация, мотивация, контроль
и регулирование.
Функция организации применительно к производственному подразделению
или отдельному цеху отражает структуру управления, обеспечивающую
процесс производства продукции и воздействие на людей, реализующих этот
процесс.
Функцию нормирования следует рассматривать как процесс разработки
научно обоснованных расчетных величин. Рассчитываемые по этой функции
календарно-плановые нормативы (производственные циклы, размеры партий,
заделов деталей и др.), нормативные документы (инструкции, методики),
характеризующие права и обязанности различных звеньев управления.
Функция планирования занимает центральное место среди всех функций
управления, так как она призвана регламентировать поведение управляемого
объекта в реализации поставленных перед ним целей. Эта функция
предусматривает определение конкретных задач каждому подразделению на
различные плановые периоды и разработку производственных программ.
Разрабатываемые на основе календарно-плановых нормативов движения
производства программы выпуска деталей и изделий предусматривают
наиболее полное использование передовой техники и технологии,
производственной мощности, материальных и моральных стимулов
производительности труда. Применение ЭВМ и экономико-математических
методов, их увязка по всем подразделениям, согласованность с имеющимися
материальными, финансовыми и трудовыми ресурсами характеризуют высокое
качество разрабатываемых планов и программ.
Функция координации позволяет добиваться согласованной и слаженной
работы участвующих в процессе выполнения плановых заданий
производственных и функциональных подразделений предприятия и цехов. Эта
функция реализуется в форме воздействия на коллективы людей со стороны
руководителей и функциональных служб предприятия и цехов, которые
регулярно и оперативно координируют их деятельность.
Функция мотивации оказывает влияние на коллектив цеха, участка в форме
побудительных мер к эффективному труду, общественного воздействия,
коллективных и личных поощрительных мер и т.д.
22
Функция контроля проявляется в форме воздействия на людей посредством
выявления, обобщения, анализа результатов производственной деятельности
каждого подразделения и служб управления, доведения результатов до
руководителей с целью подготовки управленческих решений. Эта функция
реализуется на основе анализа информации о ходе выполнения плановых
заданий (данные оперативного, статистического и бухгалтерского учета,
выявления отклонений от установленных показателей работы (контроля
исполнения заданий) и анализа причин отклонения.
Функция регулирования непосредственно связана с функциями
координации и контроля. Эта функция воздействует на коллективы людей,
занятых в производстве, посредством принятия оперативных мер по
предотвращению или, если это не удается, по устранению выявленных
отклонений и перебоев в ходе производства. Одновременно происходит
координация текущей работы взаимосвязанных звеньев производства,
руководителей и подчиненных.
Перечисленные функции дополняют и проникают друг в друга, в
совокупности образуя цикл управления и отражая содержание повседневного
управления производством.
3.4. ЭЛЕМЕНТЫ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ.
Система управления производством представляет собой совокупность
взаимосвязанных структурных элементов информации, ее обработки,
технических средств, специалистов, отделов (бюро) по управлению, связей и
отношений между ними, соответствующих функций, методов и процессов
управления,
обеспечивающих
реализацию
производственными
подразделениями поставленных целей..
Производство продукции является основным содержанием работы
предприятия. Управление этим процессом организуется в масштабе
предприятия, в каждом из основных цехов. Наиболее содержательной и
ответственной работой по управлению производством является планирование
производства
изделий,
т.е.
формирование
для
цехов,
участков
производственных программ и создание условий для их выполнения. Эта
работа в соответствии с плановыми периодами постоянно повторяется,
выполняется функциональными службами и линейными руководителями
производственных подразделений.
Управленческий персонал отделов (бюро) предприятия и цехов участвуя в
этом процессе, осуществляет регламентацию всей совокупности указанных
выше функций: форм и методов управления, использует необходимые рычаги
воздействия для поддержания устойчивости производства и стимулирования
работы коллектива каждого подразделения в целях выполнения программы и
достижения наибольшей эффективности производства.
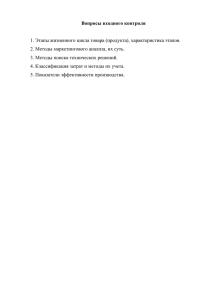
23
Цели и задачи
объекта
управления
Анализ
производственной
деятельности
Планирование
(производственная
программа)
Регулирование хода
производства
Контроль выполнения
производственной
программы
Организация
работы
Координация
Оперативный учет
Мотивация
Производственный процесс
Внешние и внутренние воздействия
Рис. 3.1. Схема цикла управления производством
3.5. ПРИНЯТИЕ УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ В П/ОМ
Управленческое решение — это результат анализа, прогнозирования,
экономического обоснования и выбора альтернативы из множества вариантов
достижения конкретной цели системы менеджмента. Итак, операционные
менеджеры принимают решения, чтобы выполнить цели, стоящие перед их
организацией: менеджеры должны понимать, как принимаются решения и
знать, какие важные методы принятия решений имеются в наличии.
В основе научного подхода к принятию решений в производственном
менеджменте лежат модели. Модель — есть представление реальности. Это
может быть физическая модель, например, уменьшенная в масштабе модель
предприятия, или более распространенная математическая модель. Простой
математической моделью является формула из геометрии площадь = длина x
ширину. Но могут быть более сложные модели, представляющие, к примеру,
операции в бизнесе. Такая бизнес-модель может иметь переменные для
подсчета производственных затрат, транспортных затрат, затрат на складские
24
запасы и затрат ведения учета данных, так же как и широкий набор других
возможных входов и выходов.
3.6. ПРОЦЕСС ПРИНЯТИЯ УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ В П/ОМ
Процесс принятия решений предполагает следующие шесть шагов.
1. Определение проблемы и факторов, влияющих на неё. Необходимо четко
установить проблему, что в большинстве случаев является наиболее важным и
трудным этапом.
2. Установка критерия решения и целей. Менеджеры должны разработать
специфические и измеряемые цели. Большинство фирм имеет более чем одну
цель получения максимальной прибыли.
3. Формирование моделей и связей между целями и переменными.
Разрабатывается формализованное представление ситуации - модель,
содержащая одну или несколько переменных. Переменная - это измеряемое
количество, которое может меняться, которое есть предмет изменения.
4. Определение и оценка альтернатив. Этот этап определяет назначение
наибольшего количества решений проблемы.
5. Выбор наилучшей альтернативы. Это решение, которое наилучшим
образом удовлетворяет и наиболее соответствует установленным целям.
6. Внедрение решения. Выполнение действий в соответствии с выбранной
альтернативой, это наиболее сложная фаза принятия решения.
3.7. МОДЕЛИ ДЛЯ ПРИНЯТИЯ РЕШЕНИЙ
Когда обращаются к решениям операционного менеджмента, то
предполагают, что этот процесс тесно связан с использованием моделей и
количественного анализа.
Преимущества и недостатки использования моделей. Математические
модели широко применяются менеджерами по следующим причинам.
1. Модели менее дороги и требуют меньше времени, чем
экспериментирование с реальными системами.
2. Они разрешают менеджерам задать вопрос, "что будет если..." ("что
будет, если мои затраты на запасы увеличатся на 3% в следующем году - как
изменится моя прибыль").
3. Они построены для решения проблем менеджмента, которые решаются
более успешно при вводе данных со стороны менеджера.
4. Они способствуют содержательному систематическому подходу к
анализу проблем.
5. Они требуют от менеджера уточнять ограничения и цели по отношению к
проблеме.
6. Они могут помочь сократить время, необходимое для принятия решений.
Основные ограничения при использовании моделей.
1. Модели могут быть дорогими и требующими длительного времени на
разработку и тестирование.
2. Они не используются часто и неправильно понимаются по причине
математической сложности.
25
3. Они уменьшают роль и значение неподдающейся вычислению
информации.
4. Они часто имеют такие положения, которые слишком упрощают
оральные переменные
Категории математических моделей
1. Алгебраические модели. Могут быть использованы для решения таких
проблем, как анализ критической точки и анализ затрат – прибыли.
2. Статистические модели. Используют вероятностное распределение и
статистическую теорию.
Три вида статистических моделей:
а) прогнозирование — процесс создания проекций на будущее таких
переменных, как продажи, затраты;
б) контроль качества — помогает измерять и регулировать степень
соответствия изделия или услуги специфическим стандартам;
в) теория решений – используется в дереве решений и таблице решений,
чтобы помочь представить и решить проблемы при условии риска.
3. Модели линейного и математического программирования. Линейное
программирование используется в решениях о смешивании продуктов, анализе
размещения, планировании производства, распределении рабочей силы и
других областях операционного анализа.
4. Модели теории очередей. Анализ очередей помогает определить систему
сервиса путем определения таких факторов, как длина очереди, время
ожидания и коэффициент использования.
5. Имитационные модели. Компьютерная имитация реальных ситуаций —
это инструмент для анализа сложных систем сервиса, политики обслуживания
оборудования и инвестиционного выбора.
6. Модель запасов. Модели учета запасов используются, чтобы помочь
управлять активами фирмы путем выдачи рекомендаций по наилучшему
количеству и времени заказа.
7. Сетевые модели. Средства, такие, как оценка и средства обзора (PERT),
метод критического пути (CPM) помогают менеджеру составить график,
контролировать и отслеживать большие проекты.
3.8. ТЕОРИЯ ПРИНЯТИЯ РЕШЕНИЙ
Существуют три типа моделей решений в теории принятия решений. Они
используются в зависимости от степени определенности возможных выходов
или последствий, принятых решений.
1. Принятие решений в условиях определенности — принимающий
решение знает с определенностью последствия или выход любой альтернативы
или выход выбранного решения. Принимающий решение знает выход его
действий и выберет альтернативу, которая максимизирует его выгоду или
приведет к наилучшему результату.
2. Принятие решения в условиях риска — принимающий решение знает
вероятность появления результата или последствий для каждого выбора, и
26
будет пытаться максимизировать ожидаемый доход. Такой подход обычно
используется для максимизации ожидаемого значения в денежном выражении.
3. Принятие решения в условиях неопределенности — принимающий
решение не знает вероятность появления результата для каждой альтернативы.
Критерии для принятия решений включают maximax, maxmin и
равновероятностный критерий.
3.9. ОСНОВЫ ТЕОРИИ ПРИНЯТИЯ РЕШЕНИЙ
Все принимающие решения сталкиваются с альтернативами и состоянием
природы (с факторами, не зависящими от воли принимающего решение).
1. Термины:
а) альтернатива — направленные действия или стратегии, которые может
выбрать принимающий решение;
б) состояние природы — ситуации, на которые принимающий решение не
может влиять или имеет очень слабое влияние.
2. Символы, используемые для дерева решений:
а)
— узел решений, из которого выбирается одна или несколько
альтернатив;
б) — узел состояния природы, из которого выбирается одно из состояний
природы.
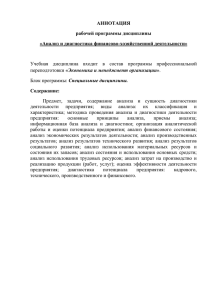
Чтобы представлять альтернативы решений менеджера, строятся деревья
решений или таблицы решений, используя вышеперечисленные обозначения
(рис. 3.2.)
Узел
состояния
природы
Благоприятный рынок
1
Строить большой
завод
Неблагоприятный рынок
Благоприятный рынок
Строить малый
завод
2
Узел
решений
Неблагоприятный рынок
Ничего не строить
Рис. 3.2. Дерево решений по производству нейтрализаторов
Табличный метод принятия решений. Для любых альтернатив и
определенного состояния природы имеется следствие, или выход, который
обычно представляется в денежном выражении и называется условным
значением. Все альтернативы записываются в левой части таблицы, а
состояние природы в верхней части таблицы, условные значения находятся
внутри таблицы.
Принятие решений в случае неопределенности. Если имеется полная
неопределенность того, какое состояние природы в таблице решений может
появиться (это значит, мы даже не можем оценить вероятность для каждого
27
возможного исхода), то мы в этом случае обращаемся к трем критериям для
принятия решений в условиях неопределенности.
1. Maximax — этот критерий находит максимальный выход внутри каждой
альтернативы, затем выбирают альтернативу с максимальным значением. Так
как этот критерий решения основывается на альтернативе с наивысшим
возможным результатом, его называют «оптимистическим» критерием
решения.
2. Maximin — отыскивает альтернативы, которые максимизируют
минимальный выход внутри каждой альтернативы, т.е. сначала находят
минимальный выход внутри каждой альтернативы и затем выбирается
альтернатива с максимальным значением. Поскольку этот критерий позволяет
найти альтернативу с наименьшей возможной потерей, его можно назвать
«пессимистическим» критерием решения.
3. Критерий равных вероятностей — критерий решения находит
альтернативу с наименьшим средним выходом. Сначала рассчитывают средний
выход для каждой альтернативы, который является суммой всех исходов,
деленной на количество исходов. Затем выбирают альтернативу с
максимальным значением. Равновероятный подход предполагает, что
вероятности появления состояний природы равны и поэтому каждое состояние
природы равновероятно.
Принятие решений в условиях риска. Наиболее распространенный случай,
это вероятностная ситуация решения. Может наблюдаться несколько
состояний природы и каждое состояние – с заданной вероятностью.
Рассматривая табличные решения с условными состояниями и вероятностными
оценками для всех состояний природы, определяют ожидаемую денежную
отдачу (EMV) для каждого варианта. Наиболее популярное решение — это
выбор варианта, который имеет максимальное значение EMV.
EMV(варианты i)=(отдача по 1-му состоянию природы) х (вероятность 1-го
состояния природы) + (отдача по 2-му состоянию природы) х (вероятность 2-го
состояния природы) + …………+ (отдача по последнему состоянию природы) х
(вероятность последнего состояния природы).
Метод принятия решений на основе дерева целей. Имея один набор
решений и один набор состояния природы, удобнее использовать таблицу
решений. Если существует два или несколько последовательных решений и
позднее решения базируются на исходе предыдущих, подход с использованием
дерева целей более приемлем.
Дерево целей — это графическое отражение процесса, которое определяет
альтернативы решения, состояния природы и их соответствующие вероятности
отдачи для каждой комбинации альтернатив и состояний природы.
Ожидаемая отдача в денежном выражении (ENV) - это наиболее
используемый и наиболее соответствующий критерий для анализа деревьев
целей. Первый шаг в этом анализе — нарисовать дерево целей и определить
денежную отдачу всех исходов для конкретной проблемы. Анализ проблем с
использованием дерева целей включает в себя пять шагов.
28
1. Определить проблему.
2. Нарисовать дерево целей.
3. Назначить вероятности состояний природы.
4. Определить отдачу для каждой возможной комбинации альтернатив и
состояний природы.
5. Решить проблему, вычисляя ожидаемую отдачу в денежном выражении
(EMV) для каждого узла, состояния природы. Это делается путем движения
назад, что значит: начиная справа от дерева и работая назад по узлам решения
дерева.
ОБОБЩЕНИЕ
В главе рассмотрен процесс принятия решений, который операционные
менеджеры используют в качестве помощи в достижении их организационных
целей. Мы увидели, что этот процесс включает в себя шесть шагов.
1. Определение проблемы.
2. Постановка целей.
3. Формирование модели.
4.. Определение альтернативных решений.
5. Выбор лучшей альтернативы.
6. Осуществление решения.
Существует множество разновидностей моделей. Они включают модели
схематические, алгебраические, прогнозирования, контроля качества, теории
принятия решений, очередей, имитационные, теории запасов и сетей. Одни из
наиболее широко используемых моделей в операционных решениях — это
модели теории принятия решений. Деревья решений и таблицы решений
особенно успешно применимы в принятии решений в условиях риска и
неопределенности. Инвестиции в исследование и развитие, в предприятия и
оборудование и в каждую новую стройку и новую структуру должны быть
проанализированы с точки зрения теории решений. Проблемы в контроле
запасов,
агрегатном
планировании,
ремонте,
планировании
и
производственном контроле являются только малой частью других
приложений теории принятия решений. Другой успешный метод, который
помогает в операционном планировании,— это линейное программирование.
29
Часть вторая.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОГО
ПРОЦЕССА В ПРОСТРАНСТВЕ И
ВРЕМЕНИ
Глава 4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
4.1. ПОНЯТИЯ И ФАКТОРЫ ПРОИЗВОДСТВА
Производство (в узком смысле как производство чего-нибудь) — процесс
создания материальных и нематериальных благ, необходимых для
удовлетворения тех или иных потребностей. Здесь происходит соединение
факторов производства: труда, капитала, земли, предпринимательской
деятельности. Это соединение будет иметь различный характер в зависимости
от того, кому каждый из этих факторов принадлежит (самому работнику,
государству, предпринимателю).
Исходными данными организации производства являются сведения о
рыночной ситуации (маркетинге) и данные о возможностях предприятия в
наполнении сегментов рынка своей продукцией. Эти данные определяют
предмет производства, его конструктивные и технологические особенности,
конкурентоспособность, цену и т. д. Ассортимент продукции характеризует
специализацию производства на основании близости конструкций изделий и
технологии их изготовления. В совокупности эти данные позволяют
прогнозировать масштаб и тип производства, эффективный способ
изготовления продукции.
4.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС КАК ОСНОВА
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
В основе любого производственного процесса лежит тип производства.
Тип производства — это совокупность организационно-технических и
экономических характеристик, а также особенностей сочетания факторов и
элементов организации производства, обусловленных номенклатурой,
масштабом и регулярностью выпуска продукции. В свою очередь
номенклатура и масштаб (программа) выпускаемой продукции определяют
уровни концентрации, специализации кооперирования и комбинирования
производства.
В зависимости от сочетания перечисленных форм организации
производства и его элементов существуют следующие типы производства:
единичный, серийный (мелкосерийный, серийный, крупносерийный) и
массовый.
Под
типом
производства
(объем
продукции)
разрабатывается
соответствующая технология — совокупность способов, приемов, средств
получения, обработки, или переработки сырья, материалов и изготовления
готовых изделий (услуг) с описанием маршрутов движения и
30
последовательности выполнения отдельных технологических операций и
процедур. Избранная технология формирует состав машин, оборудования,
транспортных средств, контрольной аппаратуры, оснастки и инструмента. По
ней нормируются расходы материалов, затраты машинного и рабочего
времени, определяются режимы работы оборудования, направления движения
предметов труда.
На базе технологии определяются формы движения производства:
сочетание операций во времени (последовательное, параллельное, смешанное),
выбираются виды транспортных средств, пункты отправления и доставки,
маршруты, места для складирования сырья, материалов полуфабрикатов,
деталей, узлов, агрегатов и т.д.
После завершения этих этапов формируют производственный процесс как в
целом по предприятию, так и по подразделениям.
Далее определяются направления и характер движения производства:
прерывный или непрерывный, места сосредоточения незавершенного
производства. На каждом переходе определяется партионность и
периодичность запуска деталей, узлов, агрегатов, производительность
оборудования, потребность в инструментарии и другие факторы, На основе
частных производственных процессов рассчитывается длительность
производственного цикла, размеры незавершенного производства. Для
поддержания непрерывности и ритмичности хода производства определяются
системы технического обслуживания и управления. Все специализированные
подразделения образуют производственную структуру и генплан предприятия.
4.3. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Следует различать управленческие и производственные процессы.
Управленческий процесс — совокупность операций и процедур
воздействия управляющей подсистемы на управляемую, осуществляющихся в
рамках организационной структуры фирмы.
Производственный процесс в машиностроении – это совокупность
действий, необходимых для выпуска готовых изделий из полуфабрикатов. В
основу производственного процесса положен технологический процесс
изготовления изделий, во время которого происходит качественное изменение
состояния объектов производства. Для бесперебойного выполнения
технологического процесса изготовления изделий в механосборочном
производстве существуют вспомогательные процессы.
Каждый производственный процесс состоит из множества частных
процессов, в результате выполнения которых создаются отдельные составные
части товара. Все частные процессы разделяются на основные,
вспомогательные и обслуживающие.
Под основными процессами понимаются такие, в результате которых
изменяется форма или размеры предметов труда, его внутренние свойства,
состояние поверхности, взаимное расположение составных частей.
31
К вспомогательным относят такие процессы, которые непосредственно не
соприкасаются с предметами труда, а призваны обеспечивать нормальное
протекание основных процессов.
К обслуживающим относятся такие процессы, как внутризаводские
перевозки, складирование и т. п.
Аналогично производственным процессам подразделяются управленческие
процессы. Только здесь в качестве предметов труда выступают управленческое
решение, информация, нормативно-технический или управленческий
документ. Если операция направлена на изменение любого параметра
управленческого предмета труда, то этот процесс будет основным. К
обслуживающим управленческим процессам относятся процессы по
накоплению, контролю и передаче предметов труда. К вспомогательным - все
те, которые создают нормальные условия протекания основных и
обслуживающих процессов изготовление, приобретение или ремонт средств
технического оснащения и т. п.
Проектирование любых процессов осуществляется на основе анализа и
разработки
мер
по
углублению
межпроизводственной,
внутрипроизводственной, технологической и функциональной специализации.
Организация производственного процесса в пространстве представляет
способ сочетания заготовительных, обрабатывающих и сборочных
производственных процессов на территории фирмы по переработке "входа"
системы (фирмы) в ее "выход" - готовый продукт.
Производственный цикл
Важнейшим параметром организации производственного процесса во
времени является производственный цикл изготовления деталей, составных
частей изделия и изделия в целом от заготовительных до сборочных и
испытательных операций. Длительность рабочего цикла состоит из рабочего
периода и времени перерывов (см. рис.4.1).
Рабочий период изготовления состоит из рабочих операций, транспортноскладских операций и контрольных операций.
Технологические операции состоят из основного, вспомогательного
времени (оперативное время) и подготовительно-заключительного времени.
Основным временем называется время, в течение которого производится
выполнение операции. Оно может быть машинным, ручным или машинноручным.
Вспомогательное время на операцию — это время, затрачиваемое на
приемы, обеспечивающие выполнение основной работы.
Пдготовительно-заключительное время затрачивается в начале на
подготовку рабочего места, отладку оборудования, приспособлений, установку
инструмента и в конце смены на снятие приспособлений, инструмента и т. д.
Это время тратиться на партию обрабатываемых в течение смены предметов
труда.
Перерывы в рабочее время делятся на естественные процессы (сушка,
нормализация после термообработки и др. процессы, протекающие без участия
32
человека), организационные перерывы (ожидание освобождения рабочего
места,
задержки
поставки
комплектующих
изделий
и
т.
п.),
регламентированные перерывы (перерывы на обед, отдых и т. п.).
Рис. 4.1. Структура производственного цикла
Длительность производственного цикла изделия рассчитывается после
построения графика протекания процесса сборки и расчета длительности
производственных циклов изготовления штучных деталей или партий деталей.
Основными факторами сокращения длительности производственных
процессов являются:
– упрощение конструкции изделия, повышение уровня блочности для
изделий массового и крупносерийного производства;
– упрощение и совершенствование технологического процесса;
– унификация и стандартизация составных частей изделия, его
конструктивных
элементов,
элементов
технологических
процессов,
оборудования оснастки, организации производства;
– углубление
подетальной,
технологической
и
предметной
специализации на основе унификации и увеличения программы выпуска
изделий и его составных частей;
– сокращение удельного веса механически обрабатываемых деталей;
– анализ и соблюдение принципов рациональной организации
производственных
процессов:
пропорциональности,
параллельности,
непрерывности, прямоточности, ритмичности и др.;
33
– механизация и автоматизация учета времени, контрольных и
транспортно-складских операций;
– сокращение времени естественных процессов путем замены их
соответствующими технологическими процессами;
– сокращение межоперационных перерывов;
– увеличение удельного веса технически обоснованных норм времени,
норм обслуживания, норм расхода ресурсов;
– стимулирование экономии времени и выполнения требований по
качеству.
4.4. ПРИНЦИПЫ РАЦИОНАЛЬНОЙ ОРГАНИЗАЦИИ
ПРОИЗВОДСТВА
Основными принципами рациональной организации любых процессов
являются
пропорциональность,
непрерывность,
параллельность,
прямоточность, ритмичность, а также концентрация однородных предметов
труда (деталей, информации, документов и т. п.) в одном месте, гибкость
процесса.
Пропорциональность — принцип, выполнение которого обеспечивает
пропускную способность рабочих мест процесса, пропорциональное
обеспечение рабочих мест информацией, материальными ресурсами, кадрами и
т. д.
Имеются четыре направления повышения пропорциональности:
– пересмотр
конструкции
детали
с
целью
обеспечения
пропорциональности операций по трудоемкости;
– пересмотр технологического процесса, режимов обработки;
– разработка и реализация организационных мероприятий по замене
оборудования, перепланировка участка;
– догрузка рабочих мест другой аналогичной деталью.
Пропорциональность определяется по формуле
Кпр = Мmin / Mmax,
где Mmin, Mmax – соответственно минимальная и максимальная пропускная
способность или параметр рабочего. Места в технологической цепи (мощность,
разряд работ, объем и качество информации и т. п.).
Непрерывность — принцип рациональной организации процессов,
определяемый отношением рабочего времени к общей продолжительности
процесса:
Кнепр = Траб/Тц,
где Траб — продолжительность рабочего времени; Т ц — общая
продолжительность процесса, включая простои или пролеживание предметов
труда между рабочими местами, на рабочих местах и т. п.
Параллельность — принцип рациональной организации процессов,
характеризующий степень совмещения операций во времени. Виды сочетания
операций: последовательное, параллельное, параллельно-последовательное.
Коэффициент параллельности рекомендуется определять по формуле:
Кпар = Тц. пар / Тц. посл .
34
Прямоточность — принцип рациональной организации процессов,
характеризующий оптимальность пути прохождения предмета труда и
информации.
Коэффициент прямоточности рекомендуется определять по формуле:
Кпрям = Допт/ Дфакт,,
где Допт — оптимальная длина пути прохождения предмета труда,
исключающая лишние звенья, возвраты на прежнее место. Д факт – фактическая
длина пути прохождения предмета труда.
Ритмичность — принцип рациональной организации процессов,
характеризующий равномерность их выполнения во времени. Коэффициент
ритмичности рекомендуется определять по формуле:
Крит = Viф / Vin, ,
где Viф – фактический объем выполненной работы за анализируемый период
(декада, месяц, квартал) в пределах плана (свыше плана не учитывается); Vin –
плановый объем работ.
Перечисленные принципы рациональной организации процессов являются
основным фактором повышения организованности системы менеджмента и
характеризуются степенью количественной определенности связей (энтропией)
между компонентами системы. Для снижения неопределенности необходимо
во всех управленческих документах (планах, программах, стандартах,
положениях, инструкциях и т. д.) находить и четко фиксировать связи органов
управления с управляемыми объектами.
4.5. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА И ФАКТОРЫ ЕЕ
РАЗВИТИЯ
Производственная структура предприятия — совокупность основных,
вспомогательных
и
обслуживающих
подразделений
предприятия,
обеспечивающих переработку "входа" системы в ее "выход" — готовый
продукт с параметрами, заданными в бизнес-плане. Характер построения
подразделений, их количество определяется такими формами организации, как
специализация, концентрация, кооперирование, комбинирование. Известны три
вида производственной структуры промышленного предприятия: предметный,
технологический и смешанный (предметно-технологический).
При предметной структуре основные цеха предприятия, их участки
строятся по признакам изготовления каждым из них определенного изделия
или какой-нибудь из его частей (узла, агрегата) или определенной группы
деталей. Применяется в механосборочных и сборочных цехах заводов
крупносерийного и массового производства.
Предметная структура упрощает и ограничивает формы производственных
взаимосвязей между цехами, сокращает путь движения деталей, упрощает и
удешевляет межцеховой и внутрицеховой транспорт, уменьшает длительность
производственного цикла, повышает ответственность работников за качество
работ. Предметная структура цехов позволяет расставить оборудование по
ходу технологического процесса, применить высокопроизводительные станки,
инструменты, штампы, приспособления.
35
Технологическая структура предопределяет четкую технологическую
обособленность,
например,
наличие
литейного,
штамповочного,
механического, сборочного цехов. Этот тип производственной структуры
упрощает руководство цехом (или участком), позволяет маневрировать
расстановкой людей, облегчает перестройку производства с одной
номенклатуры изделий на другую. К числу недостатков относятся:
возникновение встречных маршрутов движения изделий, усложнение
производственных взаимосвязей между цехами, значительные затраты времени
на переналадку оборудования, ограниченная возможность применения
высокопроизводительных
специальных
станков,
инструментов,
приспособлений. Все это увеличивает издержки производства.
Смешанная структура характеризуется наличием на одном и том же
машиностроительном заводе одних и тех же цехов, организованных по
предметному, и по технологическому признаку. Преимущества: уменьшение
объемов внутренних перевозок, сокращение длительности производственного
цикла, улучшение условий труда, более высокий уровень загрузки
оборудования, рост производительности труда, снижение себестоимости
продукции. Производственные подразделения предприятия — цеха, участки,
обслуживающие подразделения и службы (прямо или косвенно участвующие в
производственном процессе), связи между ними, взятые в совокупности,
составляют его производственную структуру предприятия.
Построение рациональной производственной структуры предприятия
осуществляется в следующем порядке:
— устанавливаются состав цехов предприятия, их мощность в размерах,
обеспечивающих заданный выпуск;
— рассчитываются площади для каждого цеха и склада, определяются
пространственные расположения их в генеральном плане предприятия;
— планируются все транспортные связи внутри предприятия, их
взаимодействия с внешними для предприятия путями;
— намечаются кратчайшие маршруты межцехового передвижения
предметов труда по ходу производственного процесса
Основной структурной производственной единицей предприятия является
цех — обособленное в административном отношении звено, выполняющее
определенную часть производственного процесса
В машиностроении цеха, как правило, подразделяются на четыре группы:
основные, вспомогательные, обслуживающие и подсобные (рис.4.2).
В основных цехах выполняются операции по изготовлению продукции,
предназначенной для реализации. Цеха делятся на заготовительные,
обрабатывающие и сборочные. К заготовительным относятся литейные,
кузнечно-штамповочные, цехи сварных конструкций; к обрабатываю
механообрабатывающие,
деревообрабатывающие,
термические,
гальванические, покрасочные; к сборочным — узловой и общей сборки.
Вспомогательные цеха — инструментальные, ремонтно-механические,
энергетические.
36
Обслуживающие хозяйства – транспортный цех, складское хозяйство,
лесопильный и товарный цеха.
Определенное место в структуре машиностроительного завода занимает
складское хозяйство, санитарно-технические устройства и коммуникации
(электросети, газо- и воздухопроводы, отопление, вентиляция и т.д.).
В состав цеха входят основные и вспомогательные производственные
участки. Основные производственные участки создаются по принципу
технологической или предметной специализации. К вспомогательным
относятся участки механика и энергетика по текущему ремонту и
обслуживанию механообрабатывающего и энергетического оборудования;
инструментально-раздаточная кладовая с заточной мастерской, транспортная
служба, мастерская по ремонту технологической оснастки и др.
Предприятие
Основные цеха
Заготовительные
Раскройнозаготовительные
Обрабатывающие
Литейный
Механические и
механосборочные
с предметными
участками
Кузнечный
Покрытий
Сварочный
Термический
Вспомогательные
цеха
Обслуживающие х
озяйства
Сборочные
Ремонтномеханический
Транспортный цех
Сборочноиспытательные
Инструментальный
Складское
хозяйство
Электроремонтный
Лесопильный
Тарный
Окончательной
сборки
Испытаний
Энергоцех, пар,
сжатый воздух, др.
энергоносители,
кислород
Ремонтностроительный
Рис. 4.2. Примерная производственная структура машиностроительного
предприятия с предметно-технологическим принципом построения цехов
4.6. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ЦЕХА
В состав цеха машиностроительного завода входят производственные и
вспомогательные отделения (участки), складские подсобные устройства
(рис. 4.3), а также бытовые и служебные помещения. Состав участков зависит
от типа, вида изделия и организации производства.
Производственные участки.
Участок — типичная структурная единица машиностроительного
предприятия или его цеха. Участок представляет собой относительно
обособленную группу рабочих мест. Обособление происходит по
организационно-производственным и административно-кадровым признакам,
причем первые играют ведущую роль.
В участок могут быть объединены рабочие места, где выполняются сходные
технологические операции и установлено однотипное оборудование.
Более рациональной формой специализации являются участки с
технологическими маршрутами. Если изделия проходят здесь полный цикл
37
обработки, то такой участок называется предметно-замкнутым (ПЗУ). Ясно,
что для рациональной загрузки ПЗУ должна существовать устойчивая
номенклатура изделий, подлежащих изготовлению на его оборудовании,
ритмично повторяющаяся в производстве. Это возможно лишь в условиях
серийного и крупносерийного производства.
Механосборочный цех
Производственные
участки
Механические
Вспомогательные
участки
Сборочные
Подсобные
устройства
Склады
Контрольный (БТК)
Материалов и
заготовок
Магистральные
проезды
Корпусных
деталей
Узловой сборки
База механика
Межоперационные
Вентиляцонные
устройства
Валов,
стержней и др.
Общей сборки
Ремонта оснастки
Промежуточные
Трансформаторные
подстанции
Шестерен
Испытаний
Переработки
стружки
Запчастей
Крепежа
Покраски
Приготовления и
раздачи СОЖ
Хозматериалов
Упаковки
Заточной
Инструментов и
приспособлений
Абразивов
Рис. 4.3. Производственная структура механосборочного цеха со смешанной
(предметно- технологической) структурой управления.
Производственные участки подразделяются на механические участки со
смешанной предметно-технологической структурой — корпусных деталей,
валов, шестерен, крепежа и т.д. и сборочные с узловой сборкой, общей
сборкой, испытаний, покраски, упаковки и др.;
В состав вспомогательных участков цеха входят: контрольные отделения;
ремонтная база цехового механика в соответствии с формой организации
ремонтной службы на заводе; отделение ремонта технологической оснастки;
заточное отделение (может быть общезаводским); отделение переработки
стружки (может предусматриваться общекорпусное); отделение приготовления
и раздачи смазочно-охлаждающей жидкости (также может предусматриваться
общекорпусное).
Цеховые склады подразделяются на склады материалов и заготовок;
межоперационные; промежуточные, или комплектовочные; инструментов и
приспособлений; запасных частей и хозяйственных материалов.
Подсобные устройства цеха подразделяются на магистральные проезды,
вентиляционные устройства, трансформаторные подстанции и др. В состав
служебных помещений входят: цеховые, технические и контрольные службы.
ОБОБЩЕНИЯ
1. Основными факторами сокращения длительности производственных
процессов являются: упрощение кинематической схемы (структуры)
продукции; упрощение и совершенствование технологических процессов;
38
унификация и стандартизация составных частей продукции, элементов
технологических процессов, оснастки, организации производства; углубление
подетальной, технологической и функциональной специализации; сокращение
удельного веса механически обрабатываемых деталей; анализ и соблюдение
принципа
рациональной
организации
производственных
процессов,
автоматизации учета времени, контрольных и транспотно-складских операций;
сокращение времени естественных процессов; сокращение межоперационных
перерывов; увеличение удельного веса технически обоснованных норм и
нормативов и др.
2. Рациональность организации производственных процессов следует
анализировать по степени соблюдения принципов: параллельности,
непрерывности, прямоточности, ритмичности и др.
3. Основными факторами развития производственных структур
предприятия являются: регулярное изучение достижений в области
проектирования и развития производственных структур; оптимизация
количества и размеров производственных подразделений предприятия;
обеспечение
рационального
соотношения
между
основными,
вспомогательными и обслуживающими подраз-делениями; обеспечение
конструктивной однородности выпускаемой продукции: рациональная
планировка подразделений и генерального плана предприятия; повышение
уровня автоматизации производства и др.
39
Глава 5. ОРГАНИЗАЦИОННАЯ СТРУКТУРА
ПРЕДПРИЯТИЯ И ФАКТОРЫ ЕЕ РАЗВИТИЯ
5.1. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ОРГАНИЗАЦИОННУЮ
СТРУКТУРУ УПРАВЛЕНИЯ
Организационная структура предприятия — совокупность отделов и служб,
занимающихся построением и координацией функционирования системы
менеджмента, разработкой и реализацией управленческих решений по
выполнению бизнес-плана.
Если наложить организационную структуру предприятия на его
производственную структуру, получиться общая структура предприятия.
Наиболее целесообразной является трехуровневая система управления, с
количеством подчиненных у одного менеджера не более 5-6 человек. Вместе с
тем чем выше уровень иерархии, тем больше места в структуре рабочего
времени должно уделяться стратегическим, перспективным вопросам. На
низшем уровне менеджер должен заниматься больше оперативными,
сиюминутными задачами.
Исходя из выполняемых функций и уровня иерархии менеджера
разрабатываются положения о подразделениях и должностные инструкции.
Положения о службах и должностные инструкции являются важнейшим
элементом в системе менеджмента, регламентирующими права, обязанности,
правила взаимодействия органов управления. Однако в настоящее время эти
документы не отвечают требованиям маркетинга. В них рекомендованы
решения производственных задач, выраженных такими показателями, как
объемы работ в стоимостном выражении, сроки их выполнения, общие права и
обязанности подразделений. Они, как правило, составлены с позиций
изготовителя (исполнителя), интересы потребителей почти не учитываются.
Должностные инструкции и положения о службах должны быть написаны
заново.
5.2. ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ ОРГАНИЗАЦИОННОЙ
СТРУКТУРЫ
При проектировании организационной структуры фирмы следует учитывать
следующие требования:
а) производственный процесс изготовления продукции как результат
функционирования структуры управления должен максимально отвечать
требованиям пропорциональности, непрерывности, прямоточности и
ритмичности;
б) количество элементов структуры (отделы, бюро, службы) должно быть
минимальным, но достаточным для нормального функционирования системы;
в) коммуникации между элементами системы, а также системы с окружающей средой должны быть четкими, качество информации должно быть
высоким;
40
г) структура должна быть мобильной, способной быстро адаптироваться к
изменениям и перестраиваться на решения новых задач;
д) система управления должна обеспечивать достаточную эффективность ее
функционирования.
Этапы разработки (совершенствования) организационной структуры
фирмы:
1) анализ портфеля заказов, рыночной стратегии фирмы, сложности товаров
и интеграционных процессов по стадиям жизненного цикла;
2) прогнозирование объемов, цен и прибыли фирмы;
3) расчет максимально допустимых расходов (лимита) на управление;
4) построение дерева целей фирмы;
5) формирование организационной структуры фирмы и структуры ее
функциональных подразделений;
6) разработка (уточнение), согласование и утверждение положений о
функциональных подразделениях фирмы и должностных инструкций.
Положения о службах и должностные инструкции должны содержать
примерно следующие разделы:
Общие положения (в этом разделе раскрываются задачи, стоящие перед
документом, составляется перечень нормативных актов, использованных при
разработке документа, определяется для кого предназначен документ).
Принципы, которыми должно руководствоваться подразделение при
решении стоящих перед ним задач.
Задачи и структура подразделения и методы их решения.
Ответственность подразделения за невыполнение заданий, договоров,
контрактов и др.
Права подразделения.
Взаимодействие подразделений с другими подразделениями фирмы и
окружающей средой.
Содержание должностной инструкции:
1. Общие положения.
2. Объем работы и ее качество.
3. Принципы, которыми должен руководствоваться менеджер (специалист),
методы решения задач.
Права и ответственность.
Взаимодействия
с
другими
подразделениями,
руководством,
подчиненными.
6. Требуемое образование, квалификация, опыт работы, навыки.
Размер максимально допустимых расходов (лимита) на управление во
многом определяется новизной фирмы, наличием высококвалифицированных
кадров и размером капитала. Если фирма новая, имеется в достаточном
количестве первоначальный капитал, то рекомендуется сформировать очень
умную, работоспособную, терпеливую, сравнительно молодую команду
единомышленников, ориентированную на будущее фирмы. Если курс
41
"корабля" научно обоснован — отдача от инвестиций не заставит себя долго
ждать.
5.3. ФИРМА, УПРАВЛЯЕМАЯ ВЛАДЕЛЬЦЕМ
Небольшая промышленная фирма, в которой владелец-управляющий сам
может выполнять все функции управления до тех пор, пока число занятых в
ней не достигнет по крайней мере 50 человек. Он сам занимается
конструированием изделий, закупает материалы, наблюдает за процессом
производства, сбывает готовую продукции и лично занимается финансовыми
вопросами.
При расширении производства фирма выйдет из под непосредственного
контроля владельца, так как расширение производства потребует
дополнительных
инвестиций
(капиталовложений)
и,
следовательно,
предоставления акционерам или компаньонам права голоса в вопросах
управления фирмой. Это означает, что вместо непосредственного управления
производством и сбытом продукции, чем он занимался до сих пор, ему
придется заниматься только с людьми и тратить все свое рабочее время на
решение вопросов, передаваемых ему по инстанции другими.
Учредители могут либо сами реализовать достаточно простые методики
формирования механизма управления, либо воспользоваться услугами
профессионалов из консультационных фирм.
Президент
Управляющий
заводом
Отдел
финансов
Приемка материалов и
закупка готовой
продукции
Ремонтно-эксплуатацио
нная служ ба
Мастер
Мастер
Р
А
Б
О
Мастер
Ч
И
Мастер
Е
Рис. 5.1. Схема организации небольшой фирмы
42
Вспомогательный
рабочий
Вспомогательный
рабочий
Мастер
Начальник цеха
Склады
Начальник цеха
Кладовщик инструм.
кладовой
Вспомогательный
рабочий
Начальник цеха
Кладовщик инструм.
кладовой
Координатор
Кладовщик инструм.
кладовой
Служ ба сбыта
5.4. РАСТУЩАЯ ФИРМА
Расширение небольшой фирмы начинается с того, что владелец нанимает
двух новых работников: одного для выполнения функций сбыта, другого —
для финансовой работы. Но если фирма продолжает расти, то вскоре к ним
присоединяется управляющий заводом, который в правах приравнивается к
заведующим сбытом и финансами, а владелец фирмы превращается в
управляющего-администратора. Обычно на этой стадии развития фирмы
организационная структура фирмы остается не сложной. Рабочих разделят на
отдельные группы, возглавляемые мастерами, причем каждой группе
понадобится канцелярский служащий (распределитель работ) и подсобный
рабочий. Управляющий заводом сам, пользуясь лишь помощью канцелярского
служащего и подсобного рабочего, не имеющего почти никакой квалификации,
выполняет работы по ремонту и наладке оборудования, приемке материалов и
отгрузке готовых изделий, а также по хранению запасов сырья,
полуфабрикатов и готовых изделий.
Пока фирма производит лишь несколько довольно простых видов
продукции, с точки зрения технологии изготовления изделий, она вполне
обходится одной категорией мастеров до тех пор, пока их численность не
возрастет на- столько, что управляющему заводом уже не под силу будет
эффективно контролировать их работу. К тому времени, когда возникнет
необходимость введения в фирме второй, более высокой категории мастеров
(старших мастеров) для выполнения отдельно выделенных «штабных»
(административных) функций потребуется организационная структура,
подобная той, которая показана на рис. 5.2.
Управляющий заводом при такой структуре по-прежнему отвечает за все
«штабные» функции. Он сам занимается планированием производства, поручая
составление производственных графиков и распределение заданий между
исполнителями начальникам цехов и мастерам. Диспетчеры цехов и штабной
организатор
(администратор)
обеспечивают
цеха
материалами
и
соответствующими рабочими документами; появляется функция контроля за
инструментами. Функция отгрузки готовой продукции и приемки закупленных
материалов совместно образуют нечто подобное отделу снабжения. Указанная
организация перерастает в ту, которая показана на рис. 5.2. Те функции,
которые прежде выполнял управляющий заводом, теперь выполняются
управляющим производством фирмы, а управляющий заводом выполняет
обязанности линейного руководителя.
При такой организационной структуре регулирование производства
касается всех. Планирование производства осуществляет управляющий
заводом. Мастера в свою очередь планируют работу своих подчиненных.
Диспетчеры определяют потребность рабочих в материалах и деталях и
обеспечивают их своевременную доставку к рабочим местам. Мастера и сам
управляющий заводом выполняют как линейные, так и штабные функции. С
расширением сбыта возникает необходимость в увеличении объема и
повышении эффективности производства, создании самостоятельных
43
структурных подразделений, выполняющих «штабные» (административные)
функции.
Рост отдельного хозяйства заставляет организовывать промышленное
предприятие в виде системы координируемых структурных подразделений,
начиная с высшего и заканчивая самым низшим административным уровнем.
Обязанности и ответственность должны разграничиваться и определяться
таким образом, чтобы каждый работник отчитывался за всю свою работу
только перед одним непосредственным начальником.
Организационная структура зависит как от характера выпускаемой
продукции, так и от технологии производства. Каждый организационный план
должен быть приспособлен к конкретным условиям, в которых будет работать
предприятие. Ответственность и права должностных лиц могут различаться на
разных заводах, но в целом организационная структура предприятия
разрабатываются исходя из общих принципов функциональной специализации.
Совет директоров
Президент
Юридическая
консультация
Служба связи с прессой
и общественностью
Служба научноисследовательской
работы
Служба регулирования
трудовых отношений
Управление
маркетинга
Производственное
управление
Финансовое
управление
Отдел инспекции
контроля качества
Отдел
снабжения
Отдел
контроля
производства
Управляющий
заводом
Инженерный
отдел
Ремонтноэксплуатационная
служба
Отдел кадров
Служба контроля за
инструментом
МАСТЕРА
(число, категории мастеров
определяются конкретными
условиями)
РАБОЧИЕ
Рис. 5.2. Схема организации большой компании
44
5.5. ФУНКЦИОНАЛЬНАЯ ОРГАНИЗАЦИЯ
Перспективная цель современной фирмы весьма многосторонняя, но в
целом она сводиться к одному — постоянному увеличению прибылей.
В течение данного отрезка времени основными взаимосвязанными задачами
компании являются финансовая деятельность, производство и сбыт изделий
определенного качества и в определенном объеме. Поэтому естественно, что
все виды деятельности фирмы исходя из этих задач подразделяются на три
основные группы. Обособление функций в целях выполнения каждой из этих
задач и дробление каждой функции на все более мелкие, правильное
распределение рабочей силы и машин для осуществления каждой подфункции
и есть составление организационного плана.
Организационная структура возникает в ходе дробления функций с
указанием ответственности должностных лиц или служб перед вышестоящим
звеном за выполнение соответствующей работы.
Функции, которые имеют непосредственное отношение к осуществлению
каждой из указанных основных задач, вполне логично вписываются в схему
организационной структуры. Но не все функции имеют непосредственное
отношение к финансированию, производству или сбыту продукции, и
определить их место в организационной структуре бывает нелегко. Оно
определяется в зависимости от того, какую помощь они оказывают в
осуществлении отдельной функции в той сфере деятельности, которой они
относятся.
5.6. ЛИНЕЙНЫЕ И ШТАБНЫЕ ФУНКЦИИ
Те функции, выполнение которых требует фактического участия в
финансовой деятельности, производстве или маркетинге, выделяются как
линейные функции. Линейными управляющими или администраторами,
являются те, кто определяет общие принципы финансирования, производства и
сбыта продукции и руководит работой по осуществлению этих функций.
Линейными рабочими являются те, которые непосредственно участвуют в
изготовлении и сбыте продукции.
Те функции, которые необходимы для успешной деятельности фирмы, но
выполнение которых не связано с непосредственно с участием в
осуществлении основных задач компании, выделяются в качестве «штабных»
(административных) функций, помогающих и способствующих выполнению
линейных функций. В небольших фирмах, управляемых их владельцами,
административных работников нет — всю необходимую работу приходиться
выполнять самим линейным работникам. По мере роста фирмы
административные обязанности начинают мешать служащим выполнять свои
линейные функции, поэтому возникает необходимость нанимать новых
работников для выполнения административных обязанностей. Услуги, которые
эти службы оказывают линейным службам, становятся "продукцией", и
работники этих подразделений выступают в роли линейных администраторов,
управляющих и рабочих, "производящих", "реализующих" свои услуги.
45
Штабные работники оказывают влияние на решения, принимаемые
линейными службами, но они не несут ответственности за процесс управления
линейными службами ни на одной из его стадий и не имеют права в него
вмешиваться.
5.7. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ОРГАНИЗАЦИОННЫЙ УРОВЕНЬ
ПРОИЗВОДСТВА
К факторам развития организационной структуры предприятия относятся:
1) уровень специализации производства (отношение стоимости годового
объема профильной продукции к общему объему продукции, произведенной за
тот же период);
2) уровень кооперирования производства (отношение годового объема
комплектующих изделий к общему объему продукции, произведенной за тот
же период);
3) коэффициент сменности работы технологического оборудования;
4) укомплектованность штатного расписания фирмы, %;
5) удельный вес основных производственных рабочих в численности
работников фирмы, %;
6) показатель текучести кадров за год, %;
7) потери рабочего времени, %;
8) коэффициент частоты травматизма (по специальной отчетности);
9)
коэффициент
(показатель)
пропорциональности
частичных
производственных процессов по мощности;
10) коэффициент непрерывности производственных процессов;
11) коэффициент параллельности производственных процессов;
12) коэффициент ритмичности производственных процессов.
ОБОБЩЕНИЯ
1. На организационную структуру фирмы оказывают воздействие
следующие факторы: производственный процесс, количество отделов, бюро,
служб; коммуникационные связи между ними, возможности этих служб быстро
адаптироваться и быть достаточно эффективными.
2. Основными
факторами
развития
организационной
структуры
предприятия являются: развитие специализации и кооперирования
производства; применение к проектированию и развитию организационной
структуры научных подходов менеджмента; соблюдение принципов
рациональной организации производства; перевод существующих структур на
проблемно-целевую структуру и др.
46
Часть третья.
СТРАТЕГИЧЕСКИЕ РЕШЕНИЯ В
ПРОИЗВОДСТВЕННОМ И
ОПЕРАЦИОННОМ МЕНЕДЖМЕНТЕ
Глава 6. СТРАТЕГИЯ ТОВАРА
Ранее были рассмотрены шесть стратегических или долгосрочных решений
ПОМ:
– стратегия товара;
– стратегия процесса;
– стратегия местонахождения;
– стратегия выбора и расстановки оборудования;
– человеческие ресурсы;
– производство и закупки («точно во время»).
Стратегия товара — это выбор, определение и дизайн (экономическая и
качественная надежность товаров).
Английское слово design имеет множество разных значений. Иногда оно
означает эстетическое оформление (дизайн) изделия, например, форму
автомобиля, текстуру материала, форму и отделку консервного ножа. В другом
случае это слово означает процесс определения базовых параметров какойлибо системы. Так, например, прежде чем приступить к рассмотрению деталей,
дизайн энергоагрегата может означать процесс определения характеристик его
отдельных элементов: генератора, насосов, бойлеров, соединительной системы
и т.д.
Существует еще одна интерпретация английского слова design, согласно
которой оно означает процесс детализации сведений о материалах, формах и
допустимых отклонениях всех отдельных деталей продукта, т.е. его
проектирование. Именно этой теме посвящен данный раздел.
Товары и услуги могут быть разнообразными. Тостер, производимый для
домашней кухни, блюдо из цыпленка в ресторане или сервис, предоставляемый
банками — примеры товаров и услуг. Цель стратегии товара — это
обеспечение конкурентного преимущество товара.
Функция производства сама по себе должна обеспечить следующее:
– способности к управлению;
– технологические навыки;
– финансовые ресурсы;
– человеческие ресурсы.
Когда эти способности, навыки и ресурсы не поддерживают товар с
конкурентным преимуществом, товар, вероятно, не будет произведен или
предложен. Выбором товара и принятием решения должны заниматься все
службы, потому что они влияют на саму организацию. Изменения стратегии
47
товара могут быть долгим и дорогим процессом. Переход товара от идеи к
рынку может быть критичным для успеха организации.
6.1. ВЫБОР ТОВАРА.
Управление имеет возможность выбора, определения и дизайна (насколько
экономично и качественно будет изготавливаться) товаров. Отбор товаров это
выбор товаров или услуг для обеспечения покупателей или клиентов.
Выбор товара есть фундаментальное решение, которое имеет значение для
всех других решений в промышленном менеджменте. Нижеприведенный
пример показывает смысл замены даже небольшой части изделия.
Некий производитель обнаружил, что если он разработает новую часть
товара, то увеличит срок службы основного изделия и сэкономит 1,75
денежных единиц на затратах по гарантии. Новая часть добавляет более чем 2
денежные единицы затрат на каждое изделие, что было не очень
привлекательным. Но со стратегической точки зрения такой переход все-таки
имеет смысл. Снижение затрат конечного пользователя и неудобства,
связанные с коротким сроком службы товара, усиливают сообщения о
продажах компании и увеличивают ценность товара в глазах покупателей.
Таким образом, решение менеджеров сделать эту замену вознаграждается
увеличением доли рынка.
Жизненный цикл товара. Товары рождаются, живут и умирают.
Жизненный цикл товара разделяется на четыре фазы: введение, рост, зрелость
и спад (рис. 6.1). Обычно фирма имеет убытки, пока товар разрабатывается.
Когда товар успешно разработан, эти потери могут быть восстановлены.
Обычно успешный товар может принести прибыль раньше, чем наступит фаза
спада.
Затраты
разработки и
производства
Доход от продаж
Затраты
разработки и
производства
Чистый доход
(прибыль)
Потери
Время
Рис. 6.1. Жизненный цикл товара: сбыт, затраты, прибыль.
Жизненный цикл товара может измеряться несколькими часами (газета),
месяцами (сезонная мода), годами (видеомагнитофоны) или десятилетиями
(автомобили).
Вне зависимости от продаж задача операционного менеджера остается
прежней: разработать систему, которая помогает успешно представить новые
48
товары. Если производство не эффективно, на этой стадии фирма может нести
потери, т.е. товары не только не могут производиться эффективно, но
возможно, вообще не смогут производиться
Организация не выживет без внедрения новых товаров. Старые товары
переходят в этап зрелости и в периоде спада должны быть заменены. Это
требует постоянного успешного внедрения новых товаров и активного участия
в этом операционных менеджеров. Преуспевающие фирмы изучили, как
настроить свои возможности на превращение их в успешный товар.
На рис. 6.2, показано развитие идеи товара, проходящее через семь стадий,
начиная от зарождения самой идеи и заканчивая представлением нового
товара. Насколько хорошо этот процесс управляется, может определить не
только успех товара, но также и его будущее. Толчок на разработку товара
может быть внешним (т.е. управляться рынком), внутренним (внедрением
новых технологий) или тем и другим вместе. Преуспевающие организации
выбирают наилучшую комбинацию.
Идеи
Рамки товара
по разработке
товара
Требования рынка
Подход необходим для
удовлетворения рынка
Функциональные
спецификации
Как товар будет работать
Спецификации
товара
Как товар изготавливается
Обзор дизайна
Как товар будет изготавливается
с точки зрения экономичности
и "качественной надежности"
Тестирование
рынка
Соответствует ли товар
рыночным требованиям
Представление
товара
Успех ?
Рамки дизайна для команд по
разработке технологичности,
производства и ценового
инжиниринга.
Поставка
Оценка
Рис. 6. 2. Стадии разработки товара
Не всегда введение новых товаров становится успешным, хотя выбор
товара, определение и дизайн осуществляются постоянно. Считается, что
только один из 25 представленных товаров действительно становится
успешным. Многие товары проходят через стадию разработки, конечный
дизайн и предварительные стадии производства, но не достигают рынка.
Конкуренция на базе времени. Во времени жизненный цикл товара
становится короче, и это увеличивает важность разработки товара. Поэтому
49
более быстрый разработчик новых товаров постоянно выигрывает по
отношению к медленным разработчикам и получает конкурентное
преимущество. Эта конкуренция называется конкуренцией на базе времени.
Японские производители машин разрабатывают и представляют
автомобили в два раза быстрее, чем американские. Это дает быстрому
разработчику некоторый набор преимуществ, т. е. тот, кто представляет товары
быстрее, может использовать более современные технологии. К тому же, те,
кто представляет товары быстрее, получают опыт в многочисленных областях,
связанных с дизайном, тестированием, производством и представлением новых
товаров. Те, кто разрабатывает товары быстрее и обучается быстрее. Более
быстрое представление имеет кумулятивный и положительный эффект не
только на рынке, но также и в разработке изобретений, улучшении качества и
снижении затрат.
2000
1750
1500
1000
1000
500
500
100
100
25
И дея
Требов ания
рынка
Функциональные
в озможност и
Спецификации
тов ара
Обзор, дизайн и
тест иров ание
рынка, представ ление т ов ара
1
Успешный
тов ар
или серв ис
Рис. 6.3. Кривая успеха товара (от идеи до готового продукта).
6.2. РАЗВИТИЕ ТОВАРА
Наилучшим подходом к разработке товара считается командный подход.
Известны такого рода команды: разработки товара, разработки
технологичности и ценового инжиниринга. Японский подход к команде — это
не разделение их организации на отделы разработки и исследований, создания
оборудования, производства и т. д. Для японского стиля характерно групповой
подход и работу в команде соединять в деятельности одной организации.
Японские культура и стиль руководства более коллегиальны, а организация
менее структурирована, чем в большинстве западных систем, поэтому они не
50
считают необходимым создавать «команды», обеспечивая необходимые
коммуникации и координацию.
Команды разработки конструкции изделия или товара. Команда
разработки товара, несут ответственность за перенос требований рынка на
товар и за достижение успеха товаром. Такие команды часто включают в себя
специалистов по маркетингу, производству закупок, контролю качества и
персонал, занятый обслуживанием клиента. Многие команды также имеют
представителей продавца. Вне зависимости от условий разработки товара
исследования показывают, что успех вероятен только в случае открытого
сотрудничества, когда с потенциальным вкладом в разработку могут выступить
все участники команды.
Команды по разработке технологичной конструкции и функциональностоимостного анализа (ФСА). Для обеспечения наименьшей стоимости при
проектировании продукции применяется функционально-стоимостной анализ.
Цель этого анализа заключается в упрощении продукции и
технологического процесса. Команды по разработке товара должны создать
успех товару или сервису. Эта цель включает соответствие требованиям рынка,
технологичность конструкции и соответствие требований сервиса. Команды по
технологичности и ФСА, с одной стороны, имеют довольно узкую задачу. Их
задача — улучшение конструкции и спецификации на этапе исследований,
разработки, конструирования и на стадии производства самого товара.
В дополнение к немедленному, очевидному изменению затрат разработка
технологичной конструкции и ФСА могут давать и другие выводы. Они
включают в себя:
– уменьшение сложности товара;
– дополнительную стандартизацию компонент;
– улучшение функциональных аспектов товара;
– улучшение экономичности и качества выполнения операции;
– улучшение безопасности операции;
– улучшение возможности ухода за товаром и обслуживания товара;
– создание качественной и надежной конструкции.
Проектирование качества конструкции означает, что товар сконструирован
так, что небольшие изменения в производстве или сборке не будут влиять на
товар неблагоприятно.
ФСА и стоимостной анализ снижают потребность в ресурсах, необходимых
для заданного объема выпуска; ФСА и стоимостной анализ направлен на
увеличение производительности.
Команды
(коллективы)
разработки
товара,
команды
создания
технологичной конструкции и команды ФСА могут оказаться наилучшим
средством уменьшения затрат, доступным операционным менеджерам. Они
получают улучшение ценности путем определения существенных функций
товара и путем достижения этих функций без снижения качества.
Если программы ФСА управляются эффективно, то это приводит к
уменьшению затрат в пределах от 15 до 70% без ухудшения качества.
51
Некоторые исследования установили, что на каждый доллар, потраченный на
ФСА, может быть получено от 10 до 25 денежных единиц снижения затрат.
Влияние, которое конструкция товара имеет на все аспекты оперативных
затрат, показано на рис. 6.4. Здесь наглядно представлена необходимость в
глубокой, тщательной оценке конструкции товара до принятия решения о его
производстве. Снижение затрат, достигнутое для специфического кронштейна
путем применения ФСА, показано на рис. 6.5.
Влияние конструкции и составных частей на материальные затраты.
Влияние конструкции и составных частей на затраты проектирования.
Влияние конструкции и составных частей на затраты на инструмент.
Влияние конструкции и составных частей на прямые затраты труда.
Влияние конструкции и составных частей на косвенные затраты труда.
Рис. 6.4. Снижение затрат при использовании ФСА и стоимостного анализа
Стоимостной анализ. ФСА играет существенную роль на этапе выбора
товара и проектирования, а стоимостной анализ на этапе процесса
производства, когда уже ясно, что новый товар имеет успех. Улучшения ведут
к совершенствованию товара либо товар изготавливается более экономично.
Методы и преимущества для стоимостного анализа те же, что и для ФСА, хотя
небольшие отличия могут быть на этапе внедрения, также стоимостной анализ
используется уже во время производства.
Люди, занятые разработкой товара на начальном этапе, знают, что после
них будет работать команда стоимостного анализа. Причем эта команда будет
работать без такого давления, которое существует в процессе разработки, и
товар будет дорабатываться. Эта проблема может быть преодолена
подключением людей, разрабатывающих товар, к команде, занятой
стоимостным анализом, посредством выработки отношения, «что все товары
могут быть улучшены». Вторая проблема заключается в недостатке времени
для внесения изменений в товар в процессе производства товара.
Производитель может потратить миллионы долларов на исследования и
разработки, чтобы выдвинуть товар на рынок. Для многих товаров компания,
которая впервые внедрила товар в производство, адаптирует его для
использования в различных приложениях, что обеспечивает продажи на годы.
Товар может стать «стандартом». Следовательно, возникает гораздо больше
забот с выдачей товара на рынок, чем с разработкой эффективной конструкции
или эффективного процесса. Быстрое появление на рынке может быть
результатом хорошего маркетинга, потому что до тех пор, пока конкуренты
представят копии или улучшенные версии, товар может приносить достаточно
прибыли, даже если конструкция и метод производства неэффективны. Такой
упор на быстрое представление товара на рынок будет оказывать давление на
развитие товара. Но это не может быть оправданием для плохого выполнения
задачи.
52
Рис. 6.5. Снижение затрат на кронштейн при использовании ФСА
и стоимостного анализа
Влияние жизненного цикла товара на операционные стратегии.
Операционные менеджеры должны быть готовы разрабатывать новый товар, но
они должны быть готовы и совершенствовать уже существующие
производственные линии. Товары следует периодически проверять, чтобы
выявить, на каком этапе жизненного цикла они находятся, и решать,
необходимо ли их улучшение либо модификация. Успешная стратегия товара
требует принятия действий по отношению к каждому товару. На различных
стадиях жизненного цикла товара должны применяться различные стратегии.
Фирма приспосабливает товары или группы товаров в их позиции на
жизненном цикле. Менеджер должен определить стадию жизненного цикла
путем анализа графика объема продаж или количества выпускаемых изделий и
определить наклон кривой.
Товары, которые находятся на стадии внедрения жизненного цикла, могут
потребовать необычных расходов для исследований, разработки товара,
модификации и улучшения производственного процесса, разработки
поставщика. Товар на этой стадии может потребовать таких усилий, потому
что еще необходима точная настройка на рынок, а также совершенствования
процесса, в результате которого производится товар. Например, когда
видеомагнитофоны впервые были представлены, черты их дизайна, требуемые
публикой, все еще определялись. В то же самое время производственные
менеджеры искали наилучшие способы производства.
Следующая фаза жизненного цикла — фаза роста. Здесь конструкция
начинает стабилизироваться. На этой стадии нужно прогнозирование
53
требуемых мощностей. Обеспечение дополнительных мощностей или
улучшение существующих необходимы для адаптации к росту спроса на товар.
Третья фаза — это фаза зрелости. На третьей фазе появляются конкуренты
на рынке, поэтому может быть приемлемо производство с большим объемом и
меньшим количеством усовершенствований. Улучшение учета затрат,
снижение количества типоразмеров может быть эффективно или необходимо
для рентабельности и сохранения доли рынка.
Конечная фаза — это фаза спада. Здесь службе менеджмента необходимо
поторопиться в определении тех продуктов, жизненный цикл которых
заканчивается. До полного «вымирания» товар даст некоторый
уменьшающийся вклад фирме и линиям, перед тем как остановится его
производство. В такие «умирающие» товары не следует инвестировать ресурсы
и талант управления.
Товар по ценности. Эффективно работающий операционный менеджер
направляет усилия на снижение затрат и улучшение вклада в те изделия, перед
которыми открываются лучшие перспективы. Здесь действует Паретопринцип, используемый по отношению к номенклатуре выпускаемых изделий.
Ресурсы инвестируются на несколько самых важных видов изделий, а не на
большое количество не столь значимых. Анализ товаров по ценности
предполагает создание списка товаров в убывающей последовательности, где
отражена доля денежного вклада в каждый товар. При этом анализе также
создается список общего годового вклада в денежном выражении в каждый
товар. Небольшой вклад на одну штуку по определенному виду изделия может
предстать совершенно другим, если изделия этого вида составляют огромную
долю в продажах компании.
Отчет о товаре по ценности дает возможность руководителям оценить
возможные стратегии по каждому товару. Отчет может включать увеличение
потока денег (увеличение вклада путем повышения цены продажи или
уменьшения затрат), увеличение проникновения на рынок, например,
улучшение качества и (или) снижение затрат или цены, или снижение затрат на
улучшение процесса производства. Руководитель может решить, какой товар
следует исключить и какому необходимы дальнейшие инвестиции в
производственное оборудование и исследования. Этот отчет фокусирует
внимание менеджеров на стратегических возможностях для каждого товара.
6.3. ОПРЕДЕЛЕНИЕ И ДОКУМЕНТИРОВАНИЕ ТОВАРА
Как только новый товар или сервис выбирается для внедрения, он должен
быть определен. Сначала товар или сервис определяется, для чего именно он
предназначен. Затем товар проектируется — определяется, как будут
достигнуты функции. Управленцы обычно имеют в активе несколько
вариантов и выбирают, каким образом продукт достигает своего
функционального назначения.
Например, когда производится будильник, то такие аспекты его дизайна,
как цвет, размер или расположение клавиш, могут иметь существенное
54
различие для упрощения производства, для повышения качества и принятия
рынком.
Спецификации товара необходимы для обеспечения эффективного
производства. Проблемы оборудования, его расположения и людских ресурсов
не могут быть решены до тех пор, пока товар не определен, не спроектирован и
не отдокументирован. Поэтому каждой организации требуются документы для
определения их товаров. Это верно для любых товаров: от мяса и сыра, до
компьютеров и медицинских процедур. В этих случаях составляется
письменная спецификация. Письменные спецификации и стандарты
обеспечивают определение многих товаров.
Компонент обычно определяется чертежом, в основном, ссылаются на
инженерный чертеж. Инженерный чертеж показывает размеры, допуски,
материалы и окончательный вид компонента. В России существует единая
система конструкторской документации (ЕСКД). Понятие «документирование»
относится к любому продукту, поэтому оно шире, чем система
конструкторской документации. Инженерный чертеж будет единицей в
спецификации материалов, деталей и узлов для производимого изделия.
Спецификация материалов, деталей и узлов это список всех компонентов, их
описание и количество, требуемое для одной единицы товара. Изменения или
модификации инженерного чертежа называют извещениями на изменение.
Делать или покупать? Для многих компонентов товара есть выбор:
производить их самостоятельно или покупать? Решение покупать или делать
определяет, что фирма желает купить. Многие части могут быть куплены как
стандартные, производимые кем-либо еще. Такие стандартные изделия не
требуют спецификации материалов или инженерного чертежа, поскольку их
описание как стандартного изделия однозначно. Примером могут служить
стандартные гайки, болты, отмеченные в спецификации материалов. Поэтому
обычно нет нужды дублировать такой документ. Принятие решения покупать
или
делать
является
самостоятельной задачей
производственного
менеджмента.
Групповая технология. Современные инженерные чертежи включают
коды, так называемые коды групповой технологии. Групповая технология
требует, чтобы компоненты были определены с помощью кодирующей схемы,
которая определяет тип обработки (такой, как сверление) и параметры
обработки (такие, как размер).
Пример того, каким образом группы могут быть сформированы, показан на
рис. 6.6.
Затем на станках могут обрабатываться семьи этих частей как группу,
минимизируя наладку, маршруты и управление материальным потоком.
Успешное внедрение групповой технологии ведет:
– к улучшению конструкции;
– к снижению расхода сырья и закупок;
– к упрощению процедуры планирования и контроля;
– к улучшению маршрутов и загрузки оборудования;
55
– к снижению времени на установку инструмента, незавершенное
производство и времени производства.
Рис. 6.6. Групповая технология
Другим преимуществом групповой технологии является то, что занятый
разработкой персонал имеет систематизированный подход для обзора
посредством кода групповой технологии целого ряда компонент, чтобы
увидеть, не подходит ли существующий компонент для использования в новом
проекте. Использование существующего компонента имеет преимущество
полной отмены всех затрат, связанных с разработкой и развитием новой части.
Это потенциально главный способ снижения затрат. Использование групповой
технологии помогает организации экономить ресурсы. При этом затраты
снижаются.
Технология компьютерного проектирования и производства.
Конструирование товара сильно продвинулось благодаря использованию
компьютерного проектирования (CAD). При использовании CAD инженерконструктор начинает разработку с эскиза или просто идеи. Проектировщик
использует графический дисплей как чертежную доску для конструирования
геометрического чертежа, и, когда геометрические определения завершены,
сложная CAD-система дает возможность проектировщику определить
56
различные типы инженерных данных, такие, например, как усилие или
передача тепла. CAD-система также позволяет проектировщику убедиться, что
части подходят друг к другу, что они будут работать нормально после сборки.
Таким образом, если проектировщик рисует деталь для автомобиля, то все
составляющие, связанные с ним панели и детали изменятся, если изменяется
деталь. Анализ существующей конструкции, так же как и новой, может быть
сделан быстро и экономично. Эти преимущества CAD-системы обсуждаются
далее.
Если проектировщик удовлетворен проектом, тот становится частью базы
данных чертежей на электронных носителях информации. CAD-система с
помощью библиотеки символов и деталей также помогает следовать и
чертежным стандартам.
Компьютерное производство (CAM). Область действия компьютерного
проектирования сливается с областью действия компьютерного производства
(САМ).
Имеющиеся
CAD-технологии
снабжают
инструментальные
подразделения данными и производят код для станков с ЧПУ. Таким образом,
мы получаем слияние конструкторского проектирования и компьютерного
производства как результат CAD/САМ-системы. Тогда такая система может
быть использована для создания кода, который применим не только в
чертежных отделах, но и в производственных цехах и инструментальных
производствах. Поскольку данные CAD-системы доступны для использования
и другими подразделениями, то проектировщики инструмента и программисты
станков с ЧПУ получают ощутимую помощь, и они могут проектировать
инструмент и разрабатывать программы с уверенностью, что пользуются
последними точными инженерными данными и чертежами.
Преимущества CAD/САМ-системы. Существует несколько преимуществ
подхода CAD/САМ.
3. Качество
товара.
САD-система
обеспечивает
возможность
проектировщику проверить больше альтернатив потенциальных проблем и
опасностей.
4. Короткое время проектирования. Поскольку «время — деньги»,
короткая фаза проектирования снижает затраты.
5. Снижение производственных затрат. Снижение затрат на складские
запасы, более эффективное использование людских ресурсов благодаря
улучшенному графику дают более быстрое внедрение проектов и снижают
затраты. Групповая технология, как часть системы CAD/САМ, также снижает
затраты путем группирования деталей на производство по их сходству.
6. Доступность базы данных. Объединение текущих точных данных об
изделии, при котором каждый оперирует одной и той же информацией,
приводит к огромному снижению затрат. Это особенно верно в
инструментальных цехах и при подготовке управляющей программы для
станков с ЧПУ.
7. Новый ряд возможностей. Например, возможность вращать объект в
трехмерном виде для проверки составных частей и подключений, улучшения
57
при использовании станков с ЧПУ, все это обеспечивает новые возможности
для производства. CAD/САМ освобождает от детальной работы, разрешает
проектировщику сконцентрироваться на концептуальных и образных аспектах
их задачи.
6.4. ПРОИЗВОДСТВЕННЫЕ ДОКУМЕНТЫ
Как только товар выбран и спроектирован, его производство
сопровождается набором документов. Кратко рассмотрим некоторые из них.
Чертеж сборки (рис. 6.7.) просто показывает общий вид изделия.
Сборочный чертеж — это трехмерный чертеж, известный как изометрический
чертеж, где относительное местоположение деталей и узлов показано по
отношению друг к другу, чтобы наглядно показать, как собрать изделие.
207 Угольник
Болт М10х30
209
Угольник
Шайба М10
Болт М10х100
Глухая гайка М10
Втулка 404
Гайка М10
207 Угольник
Рис. 6.7. Чертеж сборки.
Диаграмма (схема) сборки (рис. 6.8.) показывает в схематичном виде, как
собирается изделие из произведенных деталей, закупленных комплектующих
или комбинацией тех или других. Эта диаграмма определяет точку
производства, где комплектующие попадают в сборочные узлы и в конечные
изделия
Маршрутный лист показывает операции, включая сборку и контроль,
необходимые для компонент, определенных в ведомости состава изделия. В
58
маршрутном листе деталь имеет одну запись на каждую операцию,
выполняемую по отношению к ней. Если маршрутный лист включает
специфические методы обработки и потребности в рабочей силе, то он
называется картой технологического процесса. В производстве маршрутные
листы обычно ссылаются на ведомости состава изделия, инженерные чертежи
и сборочный чертеж.
1
2
3
209 Угольник
207 Угольник
1
Левая сборка
A1
Болт
Cборка
209 Угольник
4
207 Угольник
5
2
Правая сборка
A2
Болт
6
Cборка
Болт М10хМ100
7
Втулка
8
A3
Шайба
9
Cборка
Гайка М10
10
A4
Шайба
11
A5
Рис. 6.8. Диаграмма (схема) сборки
Кроме того, разрабатываются рабочие инструкции, в которых даются
детальные рекомендации, как выполнить задание. Если имеется большое
разнообразие работ, рабочие инструкции часто меняются. Если работа
изменяется редко, то используется руководство с описанием работы.
Руководство по контролю качества также используется для оценки изделия и
его комплектующих, чтобы убедиться, что они соответствуют спецификациям
изделия. Различные руководства по нормам обеспечивают информацией,
извещающей о том, какие нужны нормы времени для наладки оборудования и
59
каковы скорость, мощность, допуски и другие данные для каждой операции в
процессе.
Заказ-наряд на работу — это инструкция на производство заданного
количества определенного изделия по заданному графику. На заводе наряд —
это более формальный заказ, который обеспечивает подтверждение на право
взять детали со склада, выполнить различные функции и назначить работников
для выполнения этих функций. Во многих приложениях наряд и маршрутный
лист включают количество определенного изделия и график выполнения.
Управление конфигурацией. Инженерное извещение на изменение (ЕСХ)
изменяет некоторые аспекты определения товара или документации. Такие
изменения проекта повлекли разработки дисциплины, известной как
управление конфигурацией, которая связана с идентификацией товара,
контролем и документированием. Управление конфигурацией — это система, с
помощью которой точно определяется и для которой поддерживается контроль
и учет изменений.
В изделии, где технология имеет большое значение или где безопасность
является важным моментом, система управления конфигурацией (ЕСХ)
внедряется сразу же. Это типично, например, для производства самолетов.
Более традиционно в производстве изменения группируются и внедряются в
одно время, возможно раз в полгода. Группирование этих извещений помогает
контролю качества, стандартизации и эффективности производства.
6.5. НЕКОТОРЫЙ ОБЗОР СЕРВИСНЫХ УСЛУГ
Сервисная индустрия включает нематериальные виды, такие как
банковский, финансовый, страховой, транспортный и коммуникационный
сервис.
Первой характерной чертой сервиса является то, что он обычно
нематериален по сравнению с материальным продуктом. (Вы покупаете право
перелететь в свободном самолетном кресле между двумя городами.)
Вторая отличительная черта в том, что сервис часто производит и
потребляют одновременно, для него как для товара нет складского запаса.
Например, когда в салоне красоты делают стрижку или хирург делает
операцию, потребление осуществляется в момент выполнения. Иначе говоря,
мы не можем отразить в цифровом виде склад причесок или операций по
удалению аппендицита.
Третья характерная черта сервиса в том, что большинство типов сервисных
услуг уникально, тогда как многие изделия стандартизованы или имеют
стандартные компоненты. (Ваши медицинские процедуры или стрижка не
являются точно такими же, как у кого-либо еще.)
Четвертое качество, делающее сервис особым видом товара — это высокое
взаимодействие с клиентом, что часто трудно стандартизовать,
автоматизировать, как мы хотели бы, потому что требование клиента
уникально. Эта уникальность во многих случаях — то, за что платит клиент,
следовательно, менеджер должен убедиться, что товар спроектирован таким
образом, что он может быть доставлен в требуемой уникальной манере.
60
Пятая характеристика уникальности сервиса — это расплывчатое
определение товара. Определение товара может быть таким, как определение
прически, не только отличающейся у каждого клиента, но часто новой у того
же самого клиента. Аналогично отличается политики страховки в зависимости
от типа возмещения и суммы. Несмотря на эти различия между товаром и
сервисом, имеются определенные операционные функции, необходимые для их
выполнения.
Несмотря на эти различия между товаром и сервисом, имеются
определенные операционные функции, необходимые для их выполнения.
Это проявляется, например, в момент, когда страховая компания определяет
товар (страховую политику), выполняет операции и оформляет документы. То
же самое будет в случае с банком, операционный центр которого обрабатывает
трансакции или проверяет поступившие чеки. В примере с авиалиниями
определенные функции планируют графики самолетов, экипаж, меню и обычно
управляют функциями ремонта. Таким образом, хотя сервисный товар часто
уникален, операционные функции подобны производственным функциям,
отраженных в схемах главы 1.
6.6. ПРИМЕНЕНИЕ ДЕРЕВЬЕВ РЕШЕНИЙ ПРИ ПРОЕКТИРОВАНИИ
ТОВАРА.
Дерево используется для новых решений оформления товара, а также для:
широкого ряда других проблем управления. Оно особенно полезно, когда
имеется ряд решений и различные результаты, которые ведут к решениям,
зависимым от других принятых ранее. Чтобы создать дерево решений,
используя процедуру, описанную ниже:
1. Убедимся, что все возможные альтернативы и состояния природы
включены в дерево решений. Они должны включать и альтернативу «ничего не
делать».
2. Исход в денежном выражении вводится в конце каждой ветви, это место
оценки выплаты при достижении цели этой ветви.
3. Цель состоит в определении ожидаемого значения выплаты (затрат) при
каждом действии. Начинаем с конца дерева (с правой стороны), далее, работая
по направлению к началу дерева влево, рассматриваем значение затрат на
каждом шаге и «отрезаем» альтернативы, которые не являются лучшими по
сравнению с другими в одном и том же узле.
6.7. ПЕРЕХОД К ПРОИЗВОДСТВУ
Предположим, что наше изделие определено и разработано, т.е. прошло
развитие от идеи до определения функций и выбора прототипа. После этого
служба менеджмента должна принимать решение о дальнейшей разработке и
совершенствовании изделия или об определении идеи производства. Искусство
современного менеджмента известно как искусство определить, когда
продвигать продукт от разработки до производства. Такое продвижение
известно как переход к производству. Научно-исследовательский персонал и
инженеры всегда интересуются изготовлением и улучшением изделий,
61
поскольку рассматривают производство как процесс развития и эволюции.
Служба менеджмента обязана знать, когда изделие будет описано
функционально, даже если это знание будет весьма приблизительным.
Менеджеры должны знать, когда товар приобретет форму, достаточную для
производства, так чтобы изделие могло быть продвинуто с исследовательской
стадии на стадию производства.
Число высокотехнологичных комплектующих, которые предназначены к
выпуску, дает весьма приблизительное представление о технологии их
изготовления. Их так много, что исследовательские группы никогда не могут
представить себе, как выглядит законченный проект. Поэтому менеджеры
говорят: «Вы закончили, а мы разберемся с производством». Как было
отмечено в предыдущем обсуждении, затраты в более поздних периодах
разработки изделия самые высокие.
Когда решение о переходе к производству принято, обычно наступает
период, в течение которого необходимо «протаскивание» продукта, для того
чтобы убедиться, действительно ли найденное решение заслуживает
производственного воплощения. Такой процедурой является технологическая
проверка
изделия,
технологическое
тестирование,
которое
дает
производственному
персоналу
возможность
создавать
необходимое
технологическое оснащение, разрабатывать процедуру контроля качества и
развивать у производственного персонала уверенность, что техническая
подготовка и постановка на производство будут успешными.
В заключение, когда изделие пройдет проверку на маркетинг и будет
установлено, что его изготовление соответствует производственному профилю
предприятия, тогда линейный персонал начинает нести полную
ответственность за его изготовление.
Некоторые компании назначают менеджера, ведущего проект, или
используют для руководства развитием проекта команду специалистов, чтобы
быть уверенными, что путь от технической фазы до производства будет
высокоорганизованным. Часто создание такого управления необходимо,
потому что к постановке изделия на производство привлекается очень широкий
ассортимент ресурсов и талантов, которые должны быть привлечены к
процессу, чтобы обеспечить уверенность в успехе производства изделия,
которое еще не обработанного до конца. Есть фирмы, которые считают, что
организационное объединение проектирования изделия и технологического
процесса имеет все преимущества. Такой подход позволяет более легко
осуществлять перемещение ресурсов между двумя фазами — фаз
проектирования и технологической подготовки, если это необходимо или если
изменяются обстоятельства. Работа производственного менеджера заключается
в том, чтобы осуществлять связь между исследованием и разработками так,
чтобы процесс производства проходил гладко и без провалов.
ОБОБЩЕНИЕ
Отбор, проектирование и определение товара имеют значение для всех
последующих операционных решений. Операционные менеджеры должны
62
представлять и обеспечивать ресурсами процесс развития товара. Товары
определяются путем написания спецификаций и инженерных чертежей.
Групповая технология, компьютерное проектирование и инжиниринг являются
методами проектирования товара. Сборочные чертежи, диаграммы сборки,
маршрутные листы, рабочие инструкции, руководства по нормам и стандарты
помогают менеджеру в определении товара для производства.
Как только товар оказывается в производстве, стоимостной анализ
осуществляется для отслеживания качества и производства. Управление
конфигурацией показывает менеджеру пути производства и определяет
документы изменений на товар, который будет производиться.
По мере движения товара по стадиям жизненного цикла (зарождение, рост,
зрелость и спад) стратегия операционного менеджера будет изменяться. И
деревья решений, поскольку возможности производства связаны сериями
вероятностей и решений, являются особенно успешной техникой во многих
решениях менеджмента, включающих те, которые связаны со стратегиями
товара.
63
Глава 7. СТРАТЕГИЯ ПРОЦЕССОВ
Главное решение при изготовлении товаров для операционного менеджера
— это найти лучший путь к процессу производства.
Стратегия процесса — это подход, который использует организация для
преобразования ресурсов в товары и услуги. Объектом стратегии процесса
является нахождение пути производства товаров, который удовлетворяет
потребностям покупателя и специфике производства по цене и другим
управленческим
критериям.
Отобранный
процесс
должен
иметь
долговременный эффект по таким критериям, как гибкость, цена и качество
производимых товаров. Следовательно, многие стратегии фирм определяются
временем, затрачиваемым на принятие решений о выборе процесса. Затраты
для эффективного процесса, отобранного в качестве приоритетного для начала
производства, на много меньше, чем усилия, затраченные позже для
усовершенствования неудовлетворительного процесса.
7.1. ТРИ ТИПА ПРОЦЕССОВ
Сфокусированный на процессе. Более 75% производств выполняется в
очень малых объемах или партиях разнообразных товаров. Малый объем
товаров может быть разнообразным. Эти малые объемы, высокое разнообразие
процессов также известны под названием «перемежающегося процесса»
(технологическая специализация). Способности производства, организованного
вокруг такого процесса определяют стратегию, сфокусированную на процессе.
Сфокусированный на продукте. Высокий объем производства и малое
разнообразие процессов характеризуют процессы, сфокусированные на
продукте. Возможности производства организуются вокруг товаров. Эти
процессы также называются продолжительными, непрерывными процессами.
Они имеют очень продолжительный период производства одного и того же
товара, отсюда их название. Такие товары, как стекло, бумага, электрические
лампы, гайки и болты производятся с применением этих процессов. Такой
организации присуща способность к стандартизации и, главное, к обеспечению
качества, в отличие от организации, которая производит уникальные продукты
ежедневно.
Повторяющиеся
процессы.
Производства,
занимающие
промежуточное положение между продолжительными и изменяющимися
процессами — это повторяющиеся процессы. Повторяющиеся процессы
используют модули. Модули — это части и компоненты, предварительно
изготавливаемые, часто с использованием продолжительных процессов.
Линия с повторяющимися процессами — классический сборочный
конвейер. Повторяющиеся процессы широко используются, в том числе
сборочные конвейеры для всех автомобилей. Повторяющаяся стратегия более
структурирована и последовательна, чем стратегия работы на заказ.
Ресторан быстрого питания — вот пример повторяющегося процесса,
использующего модули. Этот тип производства более чем продолжительные
процессы, принимает во внимание испрашиваемый в данный момент состав
64
потребления; определенные составляющие (например, мясо, сыр, соус, томат,
лук) соединяются в продукт, называемый чизбургер. Таким способом фирма
приобретает как экономическое преимущество продолжительных процессов
(когда многие модули заранее изготовлены), так и покупательное
преимущество от малых объемов и высокого разнообразия моделей.
Таблица 7.1. Сравнительные характеристики процесса с малым
объемом и высоким разнообразием, повторяющегося
процесса и процесса с высоким объемом и малым
разнообразием
Сфокусированный
на процессе
1. Малое количество и
большое разнообразие
товаров
Повторяющийся
процесс
Обычно
стандартизованные
товары с выбором того,
что будет производиться
из модулей
2. Используется
Специальное
оборудование
оборудование и оснастка
универсального, а не
используется как
специального
помощь на сборочных
назначения
конвейерах
3. Работники должны
Работники должны быть
быть более широко
достаточно хорошо
подготовлены
обучены
4. Должно быть много
Повторяющиеся
рабочих инструкций, так операции уменьшают
как каждый раз работа
изменения в рабочих
видоизменяется
инструкциях
5. Запасы материалов
Техника «точно во
высоки по отношению к время» используется для
объему производства
слежения за запасами
6. Незавершенное
Техника «точно во
производство велико по время» используется для
отношению к выходу
слежения за
производством
7. Медленное движение Движение, измеряемое в
предметов обработки
часах и днях
через предприятие
8. Заготовки двигаются Заготовки перемещаются
через малое число
конвейером,
гибкого оборудования
транспортными
средствами, в т. ч. АТС
65
Сфокусированный
на продукте
Большое количество и
малое разнообразие
товаров
Используется
оборудование
специального, а не
общего назначения
Работники должны быть
менее широко
подготовлены
Наряд-заказов и рабочих
инструкций мало, так как
они стандартны
Запасы материалов
низки по отношению к
объему производства
Незавершенное
производство невелико
по отношению к выходу
Быстрое движение
предметов обработки
является типичным
Материалы
перемещаются по
соединительным трубам,
материалопроводам и т.
д.
9. Достаточные объемы
хранилищ являются
типичными
10. Конечная продукция
обычно производится по
порядку и не хранится
11. Расписание,
ориентированное на
порядок запуска,
является комплексным и
преимущественно
связано с соотношением
продаж, запасов,
мощностью и
обслуживанием
заказчиков
12. Фиксированные
цены, с возможной
тенденцией к
уменьшению и высокая
цена любых изменений
13 . Ценообразование—
часто выполняемая
процедура, оценивает в
основном работу,а цена
часто становится
фактически известной
только после окончания
работы
Средние или малые
места хранилищ
Хранение построено
вокруг оборудования,
машин, продуктовых
потоков
Конечная продукция
Конечная продукция
производится на основе обычно производится на
частых прогнозов
основе прогнозов и
хранится
Расписание,
Расписание
ориентированное на
ориентировано на
временные
временные
характеристики, часто
характеристики,
охватывает операции и устанавливающие
оборудование различных простые и
моделей, а также выбор преобладающие связи с
вариантов модулей по
выпуском, достаточным
прогнозам спроса
для обеспечения
прогнозируемых продаж
Фиксированные цены,
Фиксированные цены с
зависящие от
возможной тенденцией к
производственной
увеличению и низкая
мощности
цена любых изменений
Цена обычно известна,
хотя, преимущественно,
на основе опытных
данных
Вследствие
фиксирования высокой
цены цена зависит от
возможности продажи
товара
Сравнение стратегий процессов. Табл. 7.2 продолжает сравнение трех
стратегий процессов и суммирует их соотношение. В первом слева столбце
приведен объем выпуска и ассортимент товаров. В таблице показан тип
операций, которые существуют в каждой из стратегий процессов. Фирма
должна оперировать в границах обозначенной диагонали. Оценивая табл. 7.2 с
точки зрения функционирования ресторана, в левом верхнем углу мы будем
иметь ресторан, производящий изысканные единичные блюда, а далее вниз по
диагонали мы будем находить рестораны с ограниченным меню, где
используется более специализированное оборудование и стандартные приемы.
Продолжая пример с изготовлением пищи и двигаясь вниз по диагонали,
придем к производству из свежезамороженных полуфабрикатов, доставляемых
в ресторан, которые необходимо только разогреть и подать на стол.
66
Таблица 7.2. Ориентиры в стратегиях процессов
Стратегия,
ПовторяюСтратегия,
сфокусированная
щиеся
сфокусированная
на процессе
процессы
на продукте
(переменный
(модульный (продолжительный
процесс)
процесс)
процесс)
Одна или малое
Проекты
Стратегии
число единиц товара
несложные
(фиксированные
вложения и затраты,
вызванные
переходом к
производству
другого продукта
высоки)
Очень маленький
Затраты на
выпуск, высокое
изготовление
разнообразие
(технологическая
специализация)
Средний выпуск,
Несвязанные
среднее разнообразие повторения
Продолжительный
Связанные
выпуск, среднее
повторения
разнообразие
Очень
Простые
Продолжительные
продолжительный
стратегии
процессы
выпуск, изменение в (переменные
параметрах (качество, затраты высоки)
размер, толщина и
т.д.)
Использование
от 5 до 25
от 20 до 75
от 70 до 80
оборудования, %
Объем и
ассортимент
товаров
Нижняя строка в таблице 7.2 показывает, что использование в процессе
оборудования часто составляет от 5 до 25%. Использование более 15%
перемещает движение вправо, к стратегии продолжительных процессов.
Использование оборудования — это мера эффективности производства. Она
часто высоко сочетается с величиной капитала, стоимостью рабочей силы и
использованием рабочих. Движение к повторяющимся процессам или
процессам, сфокусированным на продуктах, может привести к значительным
положительным экономическим результатам. Идея двигаться вправо как
возможность влиять на цены приводит к необходимости изменять продукт.
Движение вправо, к продолжительным процессам, желательно, если денежные
67
потоки достаточны и риск уменьшения спроса незначителен или
необходимость вариантов товара может быть поддержана.
Машины, оборудование и технологии. Выбор машин и оборудования для
производственного процесса требует решения проблем качества, мощности и
гибкости. Операционный персонал разрабатывает документы, в которых
отражается мощность и необходимый размер производства. Один из этих
факторов, имеющим отношение к использованию процесса, может быть
определяющим.
Выбирая лучшую стратегию для фирмы, нужно понимать специфические
особенности ее производства, управленческие процессы и технологию. Фирмы,
не использующие инвестиционные процессы и высокие технологии, придут к
потере конкурентного преимущества. Отбор подходов, таких, как
инвестирование в производственный процесс, может обеспечить уникальное
преимущество. Отбор машин и оборудования может также дать конкурентное
преимущество. Многие фирмы, к примеру, развивают уникальную технику и
оборудование, что обеспечивает им преимущество. Это преимущество может
иметь результат, выражающийся в повышении гибкости удовлетворения
покупательских потребностей, в снижении цены и повышении качества. Во
всяком случае, конкурентное преимущество для выигрыша на рынке будет
заключаться в постоянном развитии и совершенствовании производства и
управления.
7.2. СТРАТЕГИИ СЕРВИСНЫХ ПРОЦЕССОВ
Стратегии переменных процессов, отображенные в табл. 7.2., могут быть
использованы как для сервиса, так и для производства. Например, практика
дает доказательства, что для сервисных предприятий имеют в большинстве
своем производство очень малыми партиями. Это, вероятно, правильно для
медицинского сервиса, ресторанов и др. Они часто производят малые размеры
или единичные размеры партий товаров и услуг. Такие организации будут
обозначены в левом верхнем углу табл. 7.2.
Решения в секторе сервиса. Как показано в табл. 7.2, в стратегиях,
сфокусированных на процессе, мощность и использование оборудования
крайне низки — около 5%. Это справедливо не только для производства, но
также и для сервиса. Рентген в кабинете дантиста и большое количество
оборудования в лучших ресторанах используются мало. Низкий уровень
использования оборудования частично возникает потому, что мощность
рассчитана на пиковые нагрузки или потому, что оборудование приобретается
как необходимое. Другая причина — плохое планирование (из-за больших
усилий, которые требуются для прогнозирования спроса в индустрии сервиса)
и, как результат-несбалансированность при использовании оборудования.
Сервисная индустрия движется к правому столбцу табл. 7.2, где отражена
ситуация, характерная для ресторанов быстрого питания, государственных
клиник, мастерских по регулировке автомобилей и т. д. Это уменьшает
количество вариантов сервиса, поэтому мы можем рассчитывать на понижение
цены за единицу товара.
68
Стратегия процесса и контакт с покупателем. Контакт с покупателем —
это важная переменная в производственной системе. В процессе, который
непосредственно рассчитан на покупателя, ожидания отдельным покупателем
результатов процесса производства не оправдываются. Деятельность в секторе
сервиса — хороший этому пример. В ресторанах, медицинских учреждениях,
юридических конторах так много взаимодействия с клиентом, как это только
возможно для оперативного и гладкого осуществления процесса. Многие
процессы могут быть выполнены в уникальной для покупателя манере. Это
взаимодействие может сопровождаться различными вариантами, как показано
в табл. 7.3.
Таблица 7.3. Взаимодействие с покупателем и сервисным процессом
Техника
Ограниченное предложение
Сеть потребительских поставок
Пример
Ресторан с ограниченным меню
Перевозки транспортом предпочтительнее, чем производство на месте
Структура сервиса такова, что потре- Банк: потребитель приходит в
бители приходят, когда им необходимо представительство открыть новый
обслуживание
счет, берет кредит и т. д.
Сервис самообслуживания покупате- Супермаркет или универмаг
лей в их собственном темпе
Отдельные услуги, которые могут
Автоматические расчетные узлы
оказываться автоматически
7.3. МОЩНОСТЬ
Определение размера производства является решающим в успехе фирмы,
поэтому концепция и техника планирования мощности занимает важное место
в ее деятельности. Фирма должна управлять своим спросом исходя из
существующей мощности. При изменении потребной мощности, связанной с
меняющемся спросом, рекомендуется применять прогнозирование и анализ
деревьев решений.
Управление спросом. Менеджер может иметь возможность изменять
спрос. В случае, когда спрос превышает мощность, фирма может урезать спрос,
просто поднимая цены, планируя долгосрочное лидерство и прибыльный
бизнес. В случае, когда мощность превышает спрос, фирма может захотеть
стимулировать спрос через изменение цены или агрессивный маркетинг либо
приспособиться к рынку через изменение товара.
Неиспользованное оборудование (т.е. излишек мощности) отражаются в
повышении постоянных затрат, а недостаточное количество оборудования
делает годовой доход ниже, чем это возможно. Внешние изменения включают
сглаживание процесса по объему через изменение персонала; через
выравнивание оборудования и процессов, которое может включать покупку
или продажу машин, лизинг необходимого оборудования; совершенствование
методов увеличения производства; перепроектирование необходимого товара.
69
Существуют сезонные и циклические колебания спроса. В таких случаях
менеджер должен находить выход в поиске товаров, которые находились в
оппозиции друг к другу по спросу. Например, фирма суммирует линию
моторов к снегоходам с линией моторов к газонокосилкам. В таком случае
использование оборудования и персонала может быть выравнено.
Могут быть использованы и другие тактики для выравнивания спроса на
существующих мощностях. Рассмотрим, как определить мощность и как
решить проблему определения объема производства.
Управление мощностью. Мощность — это максимальный выход системы
за определенный период. Мощность обычно определяет норму, такую, как,
например, количество тонн стали, которое может быть произведено за неделю,
за месяц или за год. Для многих компаний измерение мощности может быть
прямым: то есть максимальное число единиц, которое может быть произведено
в определенное время. Однако для ряда организаций определение мощности
может быть очень сложным. Мощность может измеряться в терминах
лечебных коек (госпиталь), активных прихожан (церковь) или числа
совещающихся (общественная программа). Другие организации используют
общее время работы как измеритель мощности.
Проектируемая мощность предприятия — это максимум мощности,
который может быть достигнута в идеальных условиях. Большинство
организаций оперируют оборудованием в меньшем размере, чем
проектируемая мощность. Они делают так потому, что, по их мнению, могут
оперировать более эффективно, когда их ресурсы не ограничены лимитами.
Ожидаемая мощность может быть 92% от проектируемой мощности. Это
понятие называют эффективностью мощности, или ее использованием.
Эффективность мощности, или коэффициент использования — это
отношение ожидаемой мощности к проектируемой в процентах:
Эффективно сть мощности
(ККоэффицинт использования)
Ожидаемая мощность
Проектируе мая мощность
Эффективность мощности, или коэффициент использования, представляет
тот максимум мощности, который фирма может достичь при данном наборе
товаров, методов планирования и стандартов качества.
Другой показатель — эффект. В зависимости от того, как оборудование
используется и управляется, может быть трудно или невозможно достичь
100%-го эффекта. Обычно эффект определяют по отношению к проценту
эффективность мощности. Эффект— это мера действительного выхода к
эффективности мощности:
Действительный выход
Эффективно сть мощности
Нормативная мощность — это измеритель максимума мощности на
отобранных производствах. Нормативная мощность будет всегда ниже или
эквивалентна проектируемой мощности. Для расчета нормативной мощности
выполняется действие:
Эффект
70
Нормативная мощность = (Проектируемая мощность) х
х (Коэффициент использования) х (эффект)
Прогноз требующихся мощностей. Определение требуемых мощностей
базируется на будущем спросе. Когда спрос на товары и услуги может быть
спрогнозирован с достаточной степенью точности, определение требуемой
мощности может быть прямым. Это обычно требует двух фаз. В течение
первой фазы будущий спрос прогнозируется традиционными методами, в
течение второй фазы этот прогноз используется для определения требуемой
мощности.
В качестве инструмента для прогнозирования можно использовать метод
регрессионного анализа.
Поскольку нормативная мощность может быть спрогнозирована,
следующий шаг — это определение размера прибыли от каждого добавления
мощности. Для этого сделаем предположение, что служба менеджмента знает
технологию и тип оборудования, которое будет применено для удовлетворения
будущего требуемого троса. Рис. 7.1. показывает, как новая мощность может
быть спланирована для будущего роста спроса.
Как показано на рис. 7.1,а, новые мощности приобретаются к началу
следующего года. Эти мощности будут достаточными для управления
возрастающим спросом до начала второго года.
К началу третьего года, новые мощности снова приобретаются, что
позволит организации удовлетворить спрос к началу третьего года Этот
процесс может быть продолжен на будущее.
а)
б)
Рис. 7.1. Схема добавленной мощности
На рисунке 7.1,а показан вариант, когда новые мощности приобретаются к
началу последующего года. На рис. 7.1,б большие дополнительные мощности
приобретаются к началу первого года, а будут использованы для будущего
спроса к началу третьего.
Приведенный график показывает только два возможных варианта. В
некоторых случаях выбор между ними может быть относительно легким.
Подсчитав общую стоимость каждого варианта, выбирается вариант с
наименьшей общей стоимостью. В других случаях определение будущей
мощности предприятия может быть более запутанным. В этом случае
71
компании используют анализ критической точки и анализ текущей
приведенной стоимости.
В большинстве случаев число субъективных факторов при прогнозировании
трудно квалифицировать и измерить. Эти факторы включают: технологические
решения, действия конкурентов, строительные правила, решения по
человеческим ресурсам, местные, региональные и федеральные законы и
правила.
Когда будущий спрос на товары и услуги и нормативная мощность
подвержены значительным изменениям, предлагаемые процедуры могут быть
неадекватными. В этом случае проблемы требуемой мощности могут быть
определены с помощью вероятностных моделей решения. Типичная задача
требующего решения — каков будет размер строящегося предприятия, чтобы
удовлетворить будущий спрос. Основные варианты связаны с факторами
спроса и принятым рынком для производимых товаров и услуг. В этих случаях
уровень будущего размера рынка должен рассматриваться, как благоприятный,
так и неблагоприятный. В этом случае успешно используется теория решений с
неопределенным будущим, с использованием как таблиц, так и дерева целей.
7.4. АНАЛИЗ КРИТИЧЕСКОЙ ТОЧКИ.
Анализ критической точки (в долларах, рублях или штуках), представляет
собой нахождение точки, в которой затраты равны доходу. Эта точка является
критической точкой. Анализ критической точки требует оценки постоянных
затрат, переменных затрат и дохода.
Постоянные затраты – это затраты, которые существуют, даже если ничего
не производится, т.е. ни одна единица товара не выпускается или никто не
обслуживается.
Переменные затраты – это такие, которые меняются с изменением объема
производства в штуках. Главная составляющая в переменных затратах – это
затраты труда или материалы.
Линия дохода начинается от начала координат и продолжается вверх
вправо, увеличиваясь с каждой проданной единицей товара (см. рис. 7.2). Когда
линия дохода пересекает общую линию затрат, это – критическая точка, по
отношению к которой область прибыли расположена справа, а убытков – слева.
Затраты и доход изображены прямыми линиями, т.е. они находятся в
прямой зависимости от количества произведенных штук товара. Однако, ни
постоянные затраты, ни переменные затраты не будут прямыми линиями.
Например, постоянные затраты изменяются в соответствии со стоимостью
оборудования или используемой площадью; затраты труда изменяются при
сверхурочных работах или при квалификации наемных рабочих, доход может
меняться при таких факторах как скидки в зависимости от объема.
Существуют два графических подхода к анализу критической точки.
Первый определяет все постоянные затраты и суммирует их. Переменные
затраты оцениваются при анализе труда, материалов и других затрат,
связанных с производством каждой единицы Постоянные затраты
представлены горизонтальной линией, начинающейся на оси ординат.
72
Переменные затраты показаны как возрастающие приростные затраты,
начинающиеся в области постоянных затрат на оси ординат и возрастающие с
каждым изменением в объеме.
Рис. 7.2. Базовая критическая точка.
Формулы для анализа критической точки в долларах или штуках
BEP(x) = F / (P – V)
BEP($) = BEP(x)P = FР / (P – V) = F / ((P – V) / P) = F / (1 – V/ P )
где ВЕР (х) – критическая точка в штуках;
BEP ($) – критическая точка в Д.Е.;
P – цена за единицу;
Х – количество произведенных единиц;
TR = Px – общий доход;
F – постоянные затраты;
V – переменные затраты на единицу;
TC = F + Fx – общие затраты.
Когда общий доход эквивалентен общим затратам, получаем:
TR = TC или: Px = F +Vx
Решив уравнение относительно x, имеем:
Прибыль = TR - TC = Px – (F +Vx) = (P – V)x – F.
Второй путь анализа критической точки – определение общих затрат для
малого текущего периода и затем для соответствующих объемов выпуска.
73
Данные можно свести в таблицу. Эти данные достаточны для изображения
линии представляющей общие как постоянные, так и переменные затраты.
Таким образом, линия регрессии или прямая аппроксимирующая ее. Может
быть показана в виде общих затрат, как показано на рис. 7.3. Там где линия
общих затрат пересекает ось ординат находиться аппроксимированное
значение постоянных затрат (точка А).
Таблица 7.4. Объем, затраты и доход
Месяцы
Январь
Февраль
Март
Апрель
Май
Июнь
Июль
Объем, ед.
300
350
500
550
250
200
400
Затраты
120 000
125 000
135 000
140 000
110 000
100 000
120 000
Доход
130 000
150 000
200 000
220 000
100 000
85 000
175 000
Рис .7.3. График на основе данных таблицы
Используя эти соотношения, можно напрямую определить критическую
точку и прибыль. Особый интерес представляют две формулы:
74
Общие постоянные затраты
Цена - Переменные затраты
Общие постоянные затраты
Критическая точка в ДЕ
1 - Переменные затраты/Це на
Цель анализа критической точки – это помощь в процессе отбора и
определения объемов выпуска с наименьшими общими затратами. Такая точка
будет, например, также показывать область наибольшей прибыли. Возможно
решение двух вопросов: найти процесс с наименьшими затратами и
наибольшим значением прибыли. Такое прямое определение в двух
направлениях может сделать процесс решения успешным. Рис. 7.4 показывает
три варианта процессов с помощью простого графика, называемого картой
пересечений. Три различных процесса могут быть представлены тремя
различными затратами. Из различных выпусков только один будет иметь
наименьшие затраты.
Критическая точка в штуках
Рис 7.3. Карты пересечений
Многопродуктный случай. Анализ критической точки для однопродуктного
случая бывает недостаточно. Большинство фирм выпускают несколько
75
изделий. Каждое изделие имеет свою продажную цену и переменные затраты.
Используя анализ критической точки, преобразуем уравнение с учетом вклада
каждого товара.
BEP (S)
F
,
( 1 - Vi / P i ) (Wi )
где V - переменные затраты на единицу,
Р - цена за единицу;
F - постоянные затраты;
W – процент каждого товара в общем объеме продаж в долларах;
i - индекс товара.
Анализ критической точки для товара обеспечивает менеджера пониманием
реального уровня будущих продаж. Он точно знает, что должно быть продано
каждый день. Анализ критической точки такого типа может быть проведен,
рассмотрен и обсужден, после чего принимается решение о необходимом
оборудовании. Действительно, лучшее обсуждение вероятного успеха
предприятия может быть выполнено на основе анализа критической точки.
Анализ критической точки применительно к проблемам мощности.
Влияние решений о мощности может быть показано через использование
анализа критической точки (см. рис. 7.3).
Если прогноз выпуска ниже, чем фактический объем, фирма может выбрать
не соответствующий действительности процесс. Чем выше будут затраты на
единицу товара, тем больше фирма работает с несовершенными процессами,
скажем, в точке В1, чем в точках В2 и В3. Выбор решения о мощности во
время процесса производства трудно изменить.
Кроме того, чем дальше будем двигаться вправо, к непрерывным
процессам, тем оборудование и процесс производства будут сложнее и дороже
если спрос изменяется или не определен, то важным фактором является
гибкость производственного процесса.
С
изменением
размера
производства
при
продолжительных
производственных процессах часто требуются серьезные пересмотры и
существенные расходы. Тогда как большая гибкость влево от длительных
процессов дает лучшие результаты.
ОБОБЩЕНИЕ
Процессы, которые используют операционные менеджеры при выполнении
преобразований, могут быть важными и для производства товаров. Процессы
преобразования определяются как постоянными и переменными затратами, так
и количеством и качеством товара. Процесс решения может приводить к
выбору технологии, которая сфокусирована на процессе или продукте либо
занимает место между ними. Тем не менее, должны применяться мощности и
технология, которые будут давать конкурентное преимущество.
Хорошее прогнозирование, анализ критической точки, карты пересечений,
деревья решений, денежный поток и техника чистой текущей стоимости (NPV)
особенно применимы производственными менеджерами, когда они принимают
решения о процессах.
76
Часть четвертая.
ТАКТИЧЕСКИЕ РЕШЕНИЯ
В ПРОИЗВОДСТВЕННОМ И
ОПЕРАЦИОННОМ МЕНЕДЖМЕНТЕ
Глава 8. ТЕКУЩЕЕ ПЛАНИРОВАНИЕ
Планирование – одна из важнейших функций менеджера. Текущее
планирование связано с определением количества и времени производства в
среднесрочные периоды.
Производственные менеджеры пытаются определить наилучший путь,
чтобы обеспечить прогнозируемый спрос, регулируя скорость производства,
уровень трудовых затрат, уровни запасов, сверхурочную работу, скорости
субподрядных работ и других поддающихся контролю переменных.
Главной целью всех управляющих процессов является минимизация затрат
в течение всего среднесрочного периода.
8.1. ПРОЦЕССЫ ПЛАНИРОВАНИЯ
Прогнозирование спроса предусматривает рассмотрение краткосрочных,
среднесрочных и долгосрочных задач.
Долгосрочное планирование основывается на долгосрочном прогнозе и
предусматривает решение менеджерами вопросов производственных
мощностей и определения стратегии выпуска продукции. Долгосрочные планы
являются прерогативой высших уровней менеджмента. При этом решаются
такие вопросы, как расширение и размещение производства, внедрение новых
изделий и научный поиск, а также определяются периоды и объемы
необходимых инвестиций в течение нескольких лет.
Среднесрочное планирование начинается с поиска решения развития
производственной мощности на срок свыше года. Это функция операционного
менеджера, который ответствен за решение тактических задач. План
тактических решений состоит из месячного и квартального планирования, в
которых учитываются колебания спроса. Все эти планы должны
соответствовать долгосрочной стратегии менеджмента высокого уровня и
находить свое решение в рамках выделенных для этих целей ресурсов ранее
при принятии стратегических решений.
Краткосрочное планирование охватывает годичный и очень часто менее чем
трехмесячный периоды. За этот план также отвечает операционный персонал,
который совместно с планировщиками и начальниками цехов разукрупняет
среднесрочный план – в недельный, суточный и часовой планы (планыграфики). Тактические задачи, решаемые в краткосрочном планировании,
рассматривают вопросы загрузки, последовательности запуска, пропускной
способности на уровне «узких мест», диспетчирования и ряд других задач.
На рис. 8.1 показаны временные горизонты и перечень решаемых задач в
процессе краткосрочного, среднесрочного и долгосрочного планирования.
77
КРАТКОСРОЧНЫЕ
ПЛАНЫ
- назначение работ;
- упорядочение;
- расписание выполнения
работ;
- диспетчирование.
СРЕДНЕСРОЧНЫЕ ПЛАНЫ
- планирование продаж;
- производственное и
финансовое планирование;
-планирование трудовых
ресурсов, запасов
субподряда
- анализ оперативных планов
ДОЛГОСРОЧНЫЕ ПЛАНЫ
- исследование и разработки;
- увеличение капитальных
вложений;
- размещение мощностей и
расширение их
Сегодня
Три месяца
Один год
Горизонт планирования
Пять лет
Рис 8 .1. Перечни решаемых в процессе задач планирования.
8.2. СОДЕРЖАНИЕ И НАПРАВЛЕНИЕ ТЕКУЩЕГО ПЛАНА
Данные прогнозируемого спроса, производственной мощности, общего
состояния запасов, численности рабочих, относительного количества единиц
материального потока и пр. используются разработчиком текущего плана для
определения темпа выпуска продукции предприятием или рабочими центрами
в течение планового периода от трех до 18 месяцев. Такой план составляется
для производственных предприятий и для предприятий сервиса.
На рис. 8.2 показано, что операционный менеджер не только получает
информацию о входных параметрах из отдела прогнозирования спроса, но
также имеет дело с информацией о финансах, персонале и доступности
источников исходных материалов и сырья.
В условиях производства основой системы планирования является
производственный план, который удовлетворяет требования производства в
исходных материалах и узлах (MRP), обеспечивает поставки или производство
деталей, узлов или других необходимых компонент для завершения
изготовления конечного продукта. Завершающим шагом системы
производственного планирования является детальная разработка планов
загрузки рабочих мест и изготовления изделий.
78
И сследов ания
технология
спрос
Прогнозы спроса,
последов ательность
Решение о в ыборе
Процессы планиров ания
и решений
Текущее планирование
на производстве
Основ ной
произв одст в енный план
(расписание)
Система планиров ания
потребност и в
мат ериалах и узлах
Планиров ание
очередност и прохождения
изделий и в ыполнение
операций
Место на рынке
Численность
рабочих
Доступность исходных
материалов
Располагаемые
мат ериалы
Внешние источники
и мощности
субподрядчики
Произв одств енная
мощность
Рис. 8. 2. Взаимосвязи текущего плана
8.3. ОСНОВНЫЕ НАПРАВЛЕНИЯ В ТЕКУЩЕМ ПЛАНИРОВАНИИ
При разработке текущего плана менеджер должен ответить на следующие
вопросы:
1 Должны ли быть использованы запасы (заделы), чтобы отреагировать на
изменение спроса в течение планового периода?
2. Должны ли изменения спроса сопровождаться изменениями численности
рабочих?
3. Должны ли использоваться дополнительные наемные рабочие на
определенные периоды или применяться сверхурочные работы либо, наоборот,
при снижении спроса (в период флуктуаций) допустимы простои рабочих?
4. Должны ли использоваться субподрядчики в период флуктуаций, с тем
чтобы сохранить без изменений основную численность рабочих?
5. Должны ли быть изменены цены, чтобы повлиять на спрос?
Все эти вопросы решает менеджер, включая вопросы варьирования
запасами (заделами), темпом производства, уровнем использования труда,
мощностью и другими управляющими переменными. Когда во времени
изменяется одна переменная, то это называется чистой стратегией
планирования. Обычно используется набор стратегий для того, чтобы достичь
выполнения плана производства.
Рассмотрим каждую из восьми чистых стратегий.
1. Управление уровнем запасов (заделов). Менеджеры могут увеличивать
незавершенное производство и запасы в периоды снижения спроса, чтобы
встретить высокий спрос в будущие периоды, они должны согласиться с тем,
79
что затраты на хранение, страховку, ручную перевозку, старение, а так же
мелкие кражи и капитальные затраты увеличатся (эти затраты обычно
изменяются в пределах 5 – 50%). С другой стороны, когда фирма входит в
период увеличивающегося спроса, нехватка продукции ведет к потере продаж в
результате неудовлетворительного обслуживания покупателей в течение
длительного времени.
Преимущества стратегии: изменение численности рабочих происходит
постепенно или отсутствует, никакого выравнивания производственного
процесса не требуется.
Недостатки стратегии: затраты на содержание запасов; при неожиданном
увеличении спроса возникновение дефицита, в результате – потеря объемов
продаж; управление уровнем запасов (заделов) может быть использовано на
производстве, но не в сервисе.
2. Варьирование численностью рабочих наймом и увольнением. Один
из путей отслеживания спроса – это найм и увольнение производственных
рабочих, чтобы выровнять темп производства. Но часто новые рабочие
нуждаются в обучении и овладении навыками работы, поэтому средняя
производительность временно падает, пока эти рабочие не адаптируются на
фирме.
Преимущества: позволяет избежать затрат по другим альтернативам.
Недостатки: затраты связанные с приемом и увольнением, значительны,
затраты на обучение могут возрасти.
Стратегия используется там, где не требуется неквалифицированный труд,
приносящий дополнительный доход.
3. Варьирование
темпов
производства
путем
использования
сверхурочного времени или времени простоев. Иногда возможно сохранять
постоянную численность рабочих, изменяя продолжительность рабочего
времени. Когда же спрос возрастает очень быстро и значительно, возможность
управлять темпами производства с помощью сверхурочной работы
уменьшается. Затраты на сверхурочные работы возрастают, и длительные
сверхурочные работы изнашивают рабочих, что проявляется в снижении общей
производительности труда. При сверхурочных увеличиваются затраты на
обслуживание оборудования, связанные с необходимостью содержать
производственное оборудование в готовности, в частности, термические печи,
компрессорные станции.
Преимущества: позволяет приспособиться к сезонным колебаниям спроса и
избежать затрат на прием и увольнение рабочих.
Недостатки:
выплаты
на
сверхурочную
работу,
снижение
производительности, усталость рабочих могут не позволить отразить
изменение спроса.
Данная стратегия вносит элемент гибкости в текущий план.
4. Субподряд: фирма может приобретать дополнительные временные
мощности, заключая субподряд на выполнение отдельных работ в период
пикового спроса. Однако это не дешево и существует риск открыть дверь
80
конкуренту к своим клиентам, да и очень трудно найти подрядную
организацию, доставляющую качественные изделия вовремя.
5. Использование временно нанимаемых рабочих. Временные рабочие,
особенно в секторе обслуживания, могут закрыть лишь потребность в
неквалифицированном труде.
Преимущества: обеспечивает гибкость и выравнивание выпуска.
Недостатки: потери контроля качества, снижение выручки и возможные
потери базиса в будущем. Стратегия используется главным образом в
производственной сфере.
6. Воздействие на спрос. Когда спрос низкий, компания старается
воздействовать на спрос, прибегая к рекламе, приемам продвижения товаров,
увеличивая персональные продажи и снижая цены. Специальная реклама,
приемы продвижения товара, продажи, ценообразование не всегда способны
установить баланс между спросом и производственной мощностью.
Преимущества: позволяет использовать избыточное оборудование и
выравнивает появление и исчезновение покупателей.
Недостатки: ненадежность в обеспечении спроса; трудно добиться
согласования спроса и его удовлетворения.
Стратегия укрепляет идеи рынка. Избыток предложения наблюдается в
некоторых видах бизнеса.
7. Задержки выполнения заказа в период высокого спроса. Задержанные
заказы – это заказы на товары или услуги, которые принимаются фирмой, но
не могут быть (с какой-либо целью или случайно) выполнены в тот же момент.
Если покупатели согласны ждать, не изменяя своего мнения о фирме или не
снимая заказа, "задержание заказов" вполне возможно. Но этот прием
малоприменим для продажи большинства потребительских товаров.
Преимущества: позволяет избежать сверхурочных работ и держать
мощности на постоянном уровне.
Недостатки: покупатель может обратиться к другому производителю, но
может и остаться, однако теряет доверие к фирме.
Многие компании сдвигают выдачу заказов, но покупатели выражают
желание ждать.
8. Производство разносезонных изделий. Прием широко используется для
сглаживания отклонений в хозяйственных результатах. Примерами могут
служить компании, которые изготавливают одновременно обогревающие печи
и кондиционеры или газонокосилки и снегоочистители. Такие компании часто
вовлекают в производство товары, не соответствующие их профилю.
Преимущества: более полное использование ресурсов, возможность
избежать однообразия и монотонности в труде рабочих.
Недостатки: может потребовать мастерства или дополнительного
оборудования для проведения экспертизы за пределами территории фирмы.
Хотя каждый из выше перечисленных приемов может привести к
экономящему затраты текущему плану, комбинация их часто срабатывает
81
лучше, позволяя получить наиболее соответствующий действительности
производственный план.
Выходные данные процесса текущего планирования обычно представляют
производственный план изготовления семейства групп изделий.
8.4. МЕТОДЫ ТЕКУЩЕГО ПЛАНИРОВАНИЯ
Рассмотрим несколько методов, которыми пользуются менеджеры при
составлении текущих планов.
1. Интуитивный подход.
2. Графический или табличный метод.
3. Математические подходы:
линейное программирование;
линейные правила принятия решений;
модель управляющих коэффициентов;
компьютерное моделирование.
Интуитивный подход. Наиболее привычный и удобный для менеджера
подход. Конфликты среди различных подразделений в большом предприятии
очевидны. Например, рыночные менеджеры мечтают иметь широкую систему
поточных линий, чтобы, используя их, осуществлять продажу изделий со
склада готовой продукции и таким образом всегда иметь возможность
удовлетворять любые изменения спроса со стороны своих покупателей.
Финансовые менеджеры предпочитают иметь минимальные запасы (заделы),
чтобы снизить текущие затраты производства. Менеджеру, ответственному за
выполнение конкретных работ, значительно легче, когда он имеет дело с
производством ограниченного числа изделий. Учитывая различия в целях
отдельных подразделений, планирование может быть более субъективным, чем
самый лучший план.
Многие предприятия, которые не пользуются формализацией процесса
текущего планирования, используют один и тот же план из года в год, внося в
него поправки, увеличивающие или уменьшающие объем производства по
отдельным укрупненным позициям номенклатуры, достаточные, чтобы
отреагировать на новые изменения спроса.
Если старый план не оптимален, на предприятии может приниматься
множество расточительных решений (часто не имеющих успеха), пока не будут
преодолены разногласия и экономические показатели не удовлетворят
руководство.
Графический и табличный методы. Графический и табличный методы
популярны потому, что легки для понимания и использования. В их основе –
рассмотрение нескольких переменных одновременно, что позволяет
планировщику сравнивать планируемую мощность с существующей
мощностью. Такой подход называют методом «проб и ошибок». Он не
гарантирует оптимального плана, но характеризуется ограниченным числом
шагов (решений).
Графический метод обычно представлен пятью шагами.
82
1. Определение спроса для каждого планового периода.
2. Определение мероприятий, обеспечивающих необходимую в каждом
периоде мощность: а) за счет рабочего времени, б) за счет использования
сверхурочных работ, в) за счет заключения субподряда.
3. Определение стоимости труда, затрат на прием и увольнение, на
хранение запасов.
4. Рассмотрение политик компании, направленных либо на изменении
численности рабочих, либо на увеличение запасов готовой продукции.
5. Составление альтернативных планов (включая все изменяемые
параметры) и анализ общих затрат.
8.5. ДЕТАЛИЗАЦИЯ ТЕКУЩЕГО ПЛАНА
Выходные данные процесса текущего планирования обычно представляют
собой производственный план изготовления семейства групп изделий. Он
содержит сведения о том, например, сколько необходимо собрать автомобилей,
но не о том, сколько должно быть собрано автомобилей двухдверной версии,
четырехдверной или красной либо зеленой версий. Такой план указывает
производителю стали, сколько тонн стали нужно произвести, но не проясняет,
какой именно — катаной или листовой.
Текущие планы детализируются. Детализация находит свое выражение в
плане производства мастера (ППМ).
Планирование потребности в материалах и заготовках отражает следующие
особенности:
1) размеры деталей, время изготовления и количество отдельных
изготавливаемых наименований деталей;
2) размеры и время производства или покупки компонент;
3) последовательность индивидуальных заказов или работ;
4) краткосрочное размещение ресурсов для выполнения индивидуальных
операций.
8.6. ТЕКУЩЕЕ ПЛАНИРОВАНИЕ В СЕРВИСЕ
Некоторые сервисные организации проводят текущее планирование так, как
это делали мы в параграфах 8.1—8.5. В сервисе следуют тем же восьми
чистым стратегиям, которые перечислены ранее, включая их нужное
комбинирование, чтобы быть в состоянии встретить изменяющийся спрос. В
действительности, в некоторых фирмах, таких, как банки, перевозки и
рестораны быстрого приготовления пищи, агрегатное планирование
осуществляется значительно легче, чем в производящих отраслях.
Подходы к планированию различаются по типам предлагаемого сервиса.
Рассмотрим четыре сервисных сценария запасов в периоды спада и
расходования запасов в пиковые периоды.
Пример ресторанного сервиса. Это совпадает с промышленным
производством, где традиционные методы текущего планирования могут быть
использованы при планировании материального сервиса в больших объемах.
Небольшие различия, которые должны быть упомянуты в планировании этого
83
сервиса, в том, что запасы продуктов являются скоропортящимися. К тому же,
время, необходимое для приготовления пищи, может быть во много раз
меньше, чем для производства промышленных товаров. Например, в
ресторанах быстрого приготовления пищи промежуток времени между спадом
и пиком спроса может быть измерен несколькими часами, а продукт может
складироваться в пределах 10 минут.
Пример разнообразного мелкого сервиса. Большинство «разнообразного»
сервиса, такого, как финансовый, ремонтный, транспортный сервис, сервис в
области коммуникаций, восстановления сил и укрепления здоровья,
развлечений, осуществляется в громадных объемах, но трудноизмерим.
Текущее планирование для такого сервиса основывается только на
планировании потребности в человеческих ресурсах и управлении спросом.
Выигрыш от планирования достигается сглаживанием пиков спроса и
разработкой методов наиболее полного использования трудовых ресурсов в
периоды прогнозируемого падения спроса.
Пример специализированных национальных сервисных сетей. Вопросы
текущего планирования возникают мере развития небольших национальных
сервисных сетей, удовлетворяющих различного вида потребности. Это,
например, пункты быстрого приготовления пищи, центры копирования фото- и
печатной продукции, сеть компьютерного обслуживания и др. Для каждого
направления
развития
подобного
бизнеса
необходимо
агрегатное
планирование. Важным компонентом текущего планирования для сервисной
цепочки являются централизованные закупки, которые имеют много
преимуществ. Выходные услуги также могут планироваться, когда на спрос
оказывает воздействие реклама. Этот подход перспективен потому, что
снижает затраты на рекламу и помогает поддерживать поток денежных
поступлений на разобщенных предприятиях сервиса, входящих в
определенную сервисную цепочку.
Пример авиалиний. Последний пример сервисного бизнеса может быть
взят из сферы воздушного транспорта. Обратимся к авиалинии, которая имеет
свою штаб-квартиру в Нью-Йорке, два центра управления в таких городах, как
Атланта и Даллас, и 150 офисов в аэропортах по всей стране. Агрегатное
планирование состоит из расписаний и таблиц следующего содержания:
– число полетов прибытия и отправления в каждом центре управления;
– число полетов по всем направлениям;
– число пассажиров, которых необходимо обслужить на всех полетах;
– численность летного персонала и наземного персонала, необходимого
для каждого центра и аэропорта.
Текущее планирование, очевидно, сложнее планирования для отдельной
точки обслуживания или некоторого числа независимых точек обслуживания.
Для того, чтобы увеличить выручку или загрузку, необходимо сосредоточить
внимание на определении дополнительных посадочных мест, размещенных в
разных классах. Такое направление, связанное с увеличением емкостей
размещения пассажиров и грузов, называется загрузочный менеджмент.
84
8.7. ИЕРАРХИЧЕСКИЕ СИСТЕМЫ ПЛАНИРОВАНИЯ
Текущее планирование и детализация являются достаточно сложными
задачами принятия решений. Математические и эвристические модели, в
которых осуществляется попытка включить все стороны проблемы, становятся
слишком сложными, чтобы ими пользовались менеджеры.
Иерархические системы планирования предлагают подход разделения
процедуры принятия решения на части, соответствующие традиционным
шагам процедуры принятия решений, используемой менеджерами.
Предполагается,
что
высший
уровень
менеджеров
разрабатывает
стратегические решения, например, сколько моделей автомобилей должен
производить каждый из заводов компании. Они не должны решать вопрос о
типоразмерах и количествах каждой выпускаемой модели на каждом из
заводов. Это относится к уровню тактических решений, которые принимаются
заводскими менеджерами среднего уровня. Заводской менеджер должен
решить вопрос, сколько произвести и продать, сколько сохранить на складе
готовой продукции (сезонный спрос) и сколько рабочих нанять или уволить.
Операционное принятие решений осуществляется на производственном уровне
начальниками цехов, которые определяют детальное планирование и
производство. Этот иерархический подход, который должен включать и
обратную связь, может и не обеспечить оптимальное решение, но он позволяет
более правильно и своевременно управлять производственным процессом, чем
при помощи оптимизации формализованными методами действия сложной
динамической системы.
ОБОБЩЕНИЯ
Текущее планирование определяет уровни запасов, производства,
субконтракта, число работающих на всем протяжении планового периода,
составляющего обычно от трех до 18 месяцев. В главе рассматривался
некоторый набор методов
агрегатного планирования от популярных
графического и эвристического подходов до математических и компьютерных
моделей, таких как линейное программирование.
Текущий план — это важное тактическое оружие операционного менеджера
и ключ к сглаживанию выпуска продукции. Выходные данные текущего плана
используются для более детального плана мастера, который является базисом к
составлению планов более низких уровней и используется для планирования
работ и в системах планирования материалов.
Текущее планирование для сервисных систем является аналогичным
производственному.
Банки,
рестораны,
воздушные
сообщения
и
авторемонтные мастерские являются сервисными системами, которые могут
использовать концепции изложенные в этой главе. Во всех случаях основными
объектами планов являются наиболее важные общие плановые показатели
производства. Менеджеры чувствуют себя более уверенно, используя менее
сложные и менее математизированные подходы в планировании часто по тому,
что они не обучены количественным методам. Некоторые компьютерные
методы, включая и экспертные системы, указывает на улучшение процесса
планирования и могут найти применение в будущем.
85
Глава 9. УПРАВЛЕНИЕ ЗАПАСАМИ И ТЕХНИКА
УПРАВЛЕНИЯ “ТОЧНО ВОВРЕМЯ”
Запасы составляют до 40% от общего инвестиционного капитала. С одной
стороны снижаются затраты за счет хранящегося уровня запасов. С другой
стороны могут возникнуть трудности с частыми перебоями поставок в связи с
нехваткой запасов.
Запасом является любой ресурс, который используется для того, чтобы
удовлетворить текущую и предстоящую потребность. Заготовки и исходные
материалы, полуфабрикаты, находящиеся в производственном процессе и
готовые изделия являются предметами запасов.
Фирма должна установить, произвести или закупить материалы и
комплектующие. Следующим шагом является прогнозирование спроса, затем
менеджеры определяют запас, необходимый для удовлетворения этого спроса.
9.1. ФУНКЦИИ ЗАПАСОВ
Функция накопления. Накопления продуктов производства необходимо
для удовлетворения спроса, когда снабжение или спрос нерегулярны, что
позволяет избежать потерь, или появления простоев, вызванных нехваткой
запасов.
Функция защиты от инфляции. Размещая наличность в банке, фирма
способна получить хороший процент. С другой стороны, ценность запаса
может расти быстрее, чем деньги, помещенные в банк. Затраты и риск
хранения должны быть оценены.
Функция управления запасами с изменением величины заказа. Другое
использование запаса – это получение преимуществ в зависимости от
величины дисконтов. При больших заказах поставщик может предложить
скидки (дисконты), за счет этого понизить стоимость продукции. Существует
ряд недостатков, вызываемых покупкой больших количеств запасов: более
высокая стоимость хранения, порча складируемых материалов, разрушение
склада, воровство, возрастание величины страхования и т.д. Увеличение
инвестиции в запасы уменьшает денежную наличность и тем самым уменьшает
возможность инвестирования по другим направлениям.
9.2. УПРАВЛЕНИЕ ЗАПАСАМИ
Производственные (операционные) менеджеры основали системы для
управления запасами. Рассмотрим две составляющие таких частей.
АВС - анализы. Запасы подразделяются на три классификационных
группы на основе годовой стоимости их в долларах. ABC- анализ есть
приложение из области запасов — «Партио-принцип», который указывает, что
имеется критическое меньшинство и тривиальное большинство.
Определяя годовой объем в для АВС-анализа, мы измеряем годовой спрос
каждой единицы наименований запаса и умножаем ее на цену единицы.
86
Класс А-единиц наименований — это тот, на который приходится высокий
годовой объем. Эти единицы могут составлять около 15% от общего
количества, но они представляют 70 — 80% от общей стоимости запасов.
Класс В-единиц — это запас единиц, на который приходится средняя
величина годового объема в долларах. Эти наименования могут представлять
около 30% от общего числа наименований и 15 — 25% общего объема в
денежных единицах (ДЕ).
Остальные с низким объемом затрат в ДЕ в год образуют класс С. Они
представляют 5% от годового объема затрат в долларах, но около 55%
наименований от общего числа.
Графически запасы многих организаций могут быть представлены в виде
графика, представленного на рис. 9.1.
Рис. 9.1. График АВС-анализа.
Вместо годового объема в ДЕ может фигурировать число единиц
наименований, например, предвидение инженерных изменений, проблема
доставки, проблемы количества или высокая стоимость единицы могут
диктовать распределение наименований в итоговой классификации.
На основе АВС-анализа определяется политика управления запасами:
1. Закупка ресурсов у более надежных поставщиков по группе
наименований А, чем С.
2. Наименование группы А должны подвергаться более тщательному
физическому контролю складирования и размещаться в более надежном месте.
Точность записей изделий группы А должна подвергаться более частым
проверкам.
87
3. Прогнозирование потребностей наименований группы
А должно
производиться более тщательно, чем прогнозирование остальных
наименований.
Более тщательное прогнозирование, контроль, надежность поставок,
максимальная надежность учета, сохранность — все это дает метод управления
запасами, известный как АВС-анализ.
Точность записей учета. Хорошая политика запасов мало чего стоит, если
служба менеджмента не знает, какими запасами владеет. Точность ведения
учета запасов является действенной составляющей производственной системы
и системы движения запасов.
Чтобы гарантировать точность записи поступлений и расходов должны
быть так же надежны, как и сохранность на складах и в кладовых. Хорошо
организованные склады должны иметь контролируемые подходы, хорошие
условия хранения и площади, позволяющие содержать определенное
количество запасов. Емкости (поддоны), места на стеллажах (полках) и секции
должны быть точно промаркированы.
Инвентаризация (цикл расчета). Записи движения запасов должны
подтверждаться инвентаризацией или системой аудиторских проверок,
которые называют циклами расчета. Циклы расчетов опираются на
классификацию запасов, полученную в результате АВС-анализа. В результате
инвентаризации единицы наименований подсчитываются, сравниваются с
данными учета, которые подтверждаются или нет, а установленные неточности
периодически документируются.
Наименование единиц группы А подвергаются проверке чаще всего,
возможно 1 раз в месяц, наименования группы В возможно раз в квартал,
единицы наименований группы С проверяются каждые 6 месяцев.
Периодические инвентаризации (цикловые расчеты) имеют следующие
преимущества:
1. Предохраняют от перебоев и реализуют обеспечение производственной
потребности в ежегодных запасах.
2. Предупреждают от ежегодной корректировки запасов.
3. Обеспечивают возможность персоналу точно оценивать запасы.
4. Выявляют причины ошибок и определяют меры по их устранению.
5. Поддерживают точность записей запасов.
9.3. ЗАПАСЫ «ТОЧНО ВОВРЕМЯ» (JIT)
Запасы в производственных и распределительных системах часто
существуют как системы «точно в случае». При такой методике запасы
существуют между всеми сегментами производства и распределения.
Запасы «точно вовремя» (JIT) предполагают наличие минимальных
запасов, необходимых для функционирования совершенной производственной
системы. В этой системе точные количества единиц прибывают в тот момент,
когда они нужны, ни минутой раньше и ни минутой позже возникновения
потребности в них.
88
Чтобы внедрить систему «точно во время» менеджеры стремятся снизить
влияние как внешних, так и внутренних возмущающих факторов. Если запасы
существуют для компенсации отклонений в производственных процессах,
менеджеры устраняют эти отклонения. Когда менеджерам удается
освободиться от отклонений, они нуждаются в очень небольших запасах.
Причиной отклонений часто является терпимость к расточительству
времени и ресурсов или плохому по качеству менеджменту. Некоторые
причины отклонении возникают вследствие того, что:
– рабочие, машины и поставщики производят детали и узлы, не
соответствующие стандартам не вовремя или не соответствующего качества;
– конструкторская документация и чертежи не точны или имеют ошибки;
– производственный персонал пытается организовать производство до
получения чертежей и спецификаций в комплекте;
– покупательский спрос неизвестен.
Эти и подобные отклонения могут потребовать от фирмы поддержания
различных типов запасов (заделов): запасов материалов и заготовок, заделов
используемых в производстве (незавершенное производство), запасных частей
для ремонта оборудования и механизмов (MRO) и запасы готовых изделий.
Запасы материалов и заготовок собственного производства и получаемых
со стороны используются для отдаления поставщиков от производственного
процесса. Такой подход исключает зависимость от отклонений в поставках,
количестве, качестве или времени поставок.
Заделы
внутри
рабочих
процессов
определяются
временем
производственных циклов изготовления. С уменьшением циклов уменьшаются
заделы. Часто это нетрудно сделать. Большая часть времени изготовления
продукта — это непроизводственная часть, которую можно рассматривать как
потерю времени. Непосредственное рабочее время является небольшой частью
производственного цикла (не более 5%).
Запасы для ремонта оборудования (MRO) создаются потому, что время и
необходимость в ремонте оборудования неизвестны. Некоторые запасы на
ремонт планируются, а остальные потребности в ремонтных запасах должны
прогнозироваться.
Аналогично, готовые изделия могут также складироваться потому, что
покупательский спрос в данный момент времени неизвестен.
Все перечисленные соображения определяют наличие запасов (заделов).
Подход «точно в случае» в управлении запасами имеет дело с преодолением
отклонений на разных стадиях производственного процесса. Накопление
заделов сопровождается увеличением запасов и идет до тех пор, пока уровень
запасов не станет гарантией покрытия всех изменений как внешних так и
внутренних.
С другой стороны, недостатки в организации движения материальных
потоков приводят к завышению запасов, которые скрывают недостатки.
Снижение уровня запасов заставляет обратить внимание менеджеров на
89
существующие недостатки и устранить причины их вызывающие. После этого
можно снова снизить уровень запасов.
К организационным недостаткам, которые замедляют движение
материального потока, относятся: брак, задержка транспортировки, поломки
оборудования, продолжительные переналадки, неоправданно большие размеры
заделов на рабочих местах, ошибки в конструкторской документации,
нарушения трудовой дисциплины и др.
Производство «точно вовремя». Производство «точно вовремя» снижает
потери времени, опирается на синхронизацию операций и небольшие запасы,
решается за счет производства небольшими партиями. Снижение размеров
партий является главным условием, обеспечивающим снижение запасов и их
стоимости.
Средний уровень запасов = (Максимум запаса + минимум запаса) / 2
Средний уровень запаса падает, если падает вновь заказываемое
количество, так как максимальный уровень запасов уменьшается. И чем
меньше размер партий, тем виднее недостатки.
Следует стремиться понизить суммарные заделы и уделить внимание
размерам заделов. Одна из возможностей достичь небольших размеров заделов
— это перемещать материальный поток через цех (участок) только тогда, когда
в этом есть производственная необходимость. Это лучше, чем выталкивать
полуфабрикаты на следующую рабочую позицию, не имея представления о
том, готова их принять эта позиция или нет.
Если заделы движутся тогда, когда нужно, это называют вытягивающей
системой движения материального потока. Японцы называют такую систему
«КАНБАН» (в переводе означает «карточка»).
«КАНБАН». В целях снижения запасов (заделов) японцы используют
систему, которая «протаскивает» заделы через цех. Карточка используется для
того, чтобы сигнализировать о том, что требуется больше материалов
(полуфабрикатов). Потребность в следующей партии материалов может
сигнализировать о необходимости переместить существующий запас (задел) с
одного рабочего места к следующему или о необходимости произвести детали,
комплекты деталей или узлы. Карточка является разрешением на следующую
партию (ее получение или производство). Система была модифицирована во
множество методик, так что хотя ее и называют «КАНБАН», но карточек в них
не существует. В некоторых случаях пустые позиции на полу указывают, что
необходима следующая партия полуфабрикатов.
Партии, как правило, очень малы, и обычно требуется нескольких часов для
их изготовления. Такая производственная система предусматривает точное
планирование и частые переналадки машин. Небольшие количества всех
деталей должны быть произведены несколько раз в день. Такая система должна
функционировать ритмично, возникновение дефицита полуфабрикатов в
любой ее части почти немедленно скажется на работе системы в целом.
«КАНБАН» усиливает исполнение планов в нужный срок и понижает время и
затраты на требуемые переналадки.
90
Преимущества от небольших заделов велики. Небольшие партии позволяют
ограничить повреждение материала. Многочисленные аспекты, связанные с
запасами, как правило, отрицательны, и только один, а именно – доступность,
которую они обеспечивают, является положительным моментом запасов.
Среди отрицательных моментов следующие:
– низкое качество запасов;
– устаревание;
– разрушение;
– необходимость в площадях;
– рост активов;
– увеличение страховки;
– рост объемов перемещаемых материалов;
– увеличение количества несчастных случаев;
Затраты, вызванные перечисленными факторами, называются затратами
хранения, или текущими затратами.
Затраты хранения заказа и переналадок Затраты хранения — это
затраты, вызванные хранением или «движением» запасов во времени. В
затраты хранения также входят и складские, такие, как затраты на страхование,
зарплату обслуживающего склады персонала сверх нормативного количества,
процент на капитал и др.
Табл. 9.1 показывает составляющие для определения затрат на хранение.
Многие фирмы считают, что реально их трудно определить, поэтому затраты
на хранение постоянно занижаются.
Заказы в небольших количествах снижают затраты на каждый заказ.
Затраты на заказ включают затраты на поставки, процесс поставки и форму, на
оплату труда конторских служащих и др. Когда заказы выполняются
(изготавливаются), затраты принимают форму затрат на переналадку.
Затраты на переналадку – это затраты на подготовку машины или
процесса для изготовления заказа. В большинстве случаев затраты на
переналадку увязывают со временем переналадки, они будут большими, чем
инновационный менеджер может допустить. Наладка обычно требует
огромного количества работы, прежде чем операция будет завершена в
рабочем центре. Многие приготовления, требующиеся для наладки, могут быть
сделаны до того, как машина или процесс могут быть остановлены
Время наладки может быть существенно понижено, как это показано ниже.
Если считать время наладки 90 минут:
– частичная наладка в процессе приготовления и наладка, по
возможности, пока станок или рабочее место заняты выполнением другой
работы – 30 минут;
– улучшение ручных приемов и подача материалов близко к рабочему
месту – 20 минут;
– стандартизация наладки инструмента – 15 минут;
– использование однозахватной системы (гидравлической, пневмомагнитной и др.), ограничивающей время установки – 10 минут;
91
–
обучение операторов и стандартизация рабочих процессов – 2 минуты
Таблица 9.1. Определение затрат на хранение.
Категория
1. Затраты на помещение:
– аренда помещения
– содержание помещения
– налог на сооружение
– страховка сооружения.
2. Затраты на перемещение материалов:
– оборудование, лицензия или амортизация, энергия
– содержание оборудования
3. Затраты на рабочую силу:
– на дополнительную работу по перемещению и
наблюдению
4. Затраты на инвестирование:
– кредит
– налог на запасы
– страхование запасов
5. Кражи, отходы, старение
Общие текущие затраты от стоимости запасов
Затраты от
стоимости
запаса, %.
6 (от 3 до 10)
3 (от 1 до 5)
3 (от 3 до 5)
11 (от 6 до 24)
3 (от 2 до 5)
26
Поступая так, мы улучшаем использование основного капитала,
увеличиваем пропускную способность и создаем возможность снижать
размеры экономических заказов. Снижение времени наладок является важным
компонентом организации производства «точно вовремя».
Понижение времени наладки хороший резерв уменьшения инвестиций в
запасы и увеличение производительности.
9.4. МОДЕЛИ ЗАПАСОВ
Модели управления запасами предполагают, что спрос на определенное
изделие или не зависит или зависит от спроса на другие изделия. В случае
когда спрос на изделие зависим, планирование производства базируется на
спросе на конечное изделие.
Типы моделей управление запасами, которые позволяют определить:
1. Когда размещать заказ на изготовление.
2. Как много изделий надо заказывать для пополнения запаса.
Рассматриваются четыре модели, не зависящих от спроса:
1. Модель экономичного (по количеству) заказа.
2. Модель производственного (по количеству) заказа;
3. Модель заказа с резервным запасом;
4. Модель с дисконтируемым количеством.
92
Основная модель экономичного заказа (EOQ). Техникой экономичного
заказа наиболее часто пользуются для управления запасами. Этой техникой
легко пользоваться, но она предполагает много допущений. Наиболее
существенные из них:
1. Спрос известен и постоянен.
2. Текущее время, время между размещением заказа и получением заказа
известно и постоянно.
3. Получение заказа немедленное. Заказанный запас поступает в одной
партии, в одно время.
4. Понижение (дисконт) количества невозможно.
5. Переменными являются только затраты на переналадку или размещение
(затраты на переналадку) и затраты на хранение или складирование запасов во
времени (затраты хранения, или текущие затраты).
6. Дефицит совершенно исключен, если заказ размещен вовремя.
С этими допущениями график использования запасов во времени имеет
форму зубьев пилы, как это показано на рис 9.2, где Q представляет
заказываемое количество.
Поскольку спрос постоянен во времени, запас падает с постоянной
скоростью (см. наклонную линию). Когда уровень запаса достигает 0, новый
заказ размещается и мгновенно поступает, а уровень запаса делает прыжок до
Q единиц (вертикальная линия) Этот процесс повторяется во времени
постоянно.
Рис. 9.2. Изменение запаса во времени в модели EOQ
Затраты запаса. Цель большинства моделей управления запасами –
минимизировать суммарные затраты. К существенным затратам следует
отнести затраты на переналадки (или заказы) и затраты на хранение (или
текущие затраты). Другие затраты, такие, как собственно затраты на запасы,
являются постоянными. То есть если мы сделаем минимальными затраты на
переналадку и хранение, тем самым минимизируем затраты суммарные.
Оптимальный размер заказа Q* есть тот, который обеспечивает
минимальную величину суммарных затрат. С ростом величины заказа
93
количество размещенных в течение года заказов будет уменьшаться. Таким
образом, рост величины заказа сопровождается понижением годовых затрат,
связанных с заказом (число их уменьшается, уменьшаются и расходы на них).
Но поскольку величина заказа растет, увеличиваются затраты на хранение
благодаря возрастанию средней величины запаса.
На рис. 9.3 видно, что оптимальная величина заказа достигается в точке, где
кривая затрат на заказ и кривая текущих затрат (затрат на хранение)
пересекаются. Оптимальная величина заказа будет достигаться в точке, где
суммарная величина затрат переналадок равна суммарной величине затрат на
хранения.
Определим уравнение для нахождения оптимального заказа Q* используя
вышесказанное:
Рис. 9.3. Суммарные затраты как функция величины заказа
1. Годовые затраты переналадки = (Nо, размещенных заказов / год ) х
(затраты переналадки или заказа/заказ) = (годовой спрос) / Nо, единиц в
каждом заказе) х (затраты переналадки или заказа/заказ) = (D / Q ) (S) = DS / Q
2. Годовые заказы хранения = (Средний уровень запаса х (Затраты
хранения/ед. в год) = (Q/2) (Н) = Q*Н/2.
3. Оптимальное количество на заказ определяется из условия, когда годовые
затраты переналадки равны годовым затратам хранения:
DS/Q = QH /2
4. Проведем преобразование и решим это уравнение относительно Q = Q*:
2DS = Q H,
Q = 2DS/H,
Q* = sqr (2DS / H),
где Q – количество единиц на заказ;
Q* – оптимальное количество единиц на заказ (ЕОQ);
D – годовой спрос в единицах определенного наименования;
S – затраты переналадки на каждый заказ;
Н – затраты на хранение или текущие затраты на единицу в год.
Определение числа заказов, размещаемых в течение года (N) и время между
заказами (T) следующим образом:
94
(Точное число заказов) = N = (спрос/заказываемое количество) = D / Q*.
(Точное время между заказами) = Т= ( Число рабочих дней в году / N).
Суммарные затраты запаса есть сумма затрат переналадки и хранения
(Общие годовые затраты) = (Затраты переналадки) +(Затраты хранения)
Общие затраты: ТС = DS/Q + Q Н/2,
где ТС – общие затраты.
Иногда в выражение для общих затрат включают затраты на приобретение
материалов. Эти затраты не зависят от политики заказов, определяются как
оптимальные, поэтому расчет Q* выполняется независимо от того, сколько
стоят материалы, заказываемые каждый год, кроме того случая, когда
возможен дисконт от количества для покупателя, который заказывает каждый
год.
EOQ-модель – удобная модель, так как она дает положительный результат
даже при значительном изменении параметров. Общие затраты изменяются
незначительно при изменениях затрат на переналадки, затрат на хранение и
даже EOQ относительно мало влияют на общие затраты
Точка перезаказа. Простые модели управления запасами исходят из того,
что получение заказа должно быть немедленным. Однако время между
размещением и получением заказа, называемое временем выполнения заказа
или временем доставки, может составлять как несколько часов, так и
несколько месяцев. Решение о том, когда заказывать, называется точкой
перезаказа, определяется уровнем запаса, по достижении которого должен
быть размещен заказ.
Точка перезаказа (ROP) (см. рис. 9.4) может быть представлена равенством:
ROP = (Дневная потребность) х (время выполнения нового заказа в днях) = dL
Предполагаем, что спрос однороден и постоянен. Когда это не так, должен
быть добавлен лишний запас, называемый запасом безопасности.
Ежедневный спрос на день d = D / число рабочих дней в году.
95
Рис. 9.4. Точка перезаказа
Модель производственного (по количеству) заказа. В отличии от
предыдущей модели управления запасами, предполагающей, что все
количества единиц заказа поступали одновременно, встречаются случаи, когда
изделия производятся и продаются одновременно. В таких условиях
необходимо принять во внимание дневную производительность (или скорость
притока запаса) и скорость дневного расхода запаса. Такая модель отображена
на рис. 9.5 подходит для использования в производственной ситуации и
называется моделью производственного, заказа. Она хорошо проявляет себя,
когда запасы наращиваются в течение длительного времени и традиционный
показатель экономичного уровня запаса уже предположительно установлен.
Предположим, что затраты на заказ или переналадку, равны затратам на
хранение, рассчитанным для Q*.
Q* = sqr {2DS/ [Н(1- d /р)]}
где Q* – количество единиц на заказ;
Н – затраты на хранение;
p – дневная производительность (скорость производства);
d – ежедневный спрос (скорость потребления);
S – затраты переналадки.
Используя данное выражение можно определить оптимальный заказ, или
производственный задел, который расходуется одновременно в процессе
производства и потребления.
96
Рис. 9.5. Изменение уровня запаса во времени
в производственной модели
Модель заказа с резервным запасом. В ряде случаев нельзя допустить
возникновения нехватки запасов, т.е. нельзя допустить хранение, которое не
соответствовало бы спросу. Так, для дорогих изделий, хранение которых
требует больших затрат (автомобили), хранение всех моделей было бы
неразумным.
Если предположить, что возможны нехватки, то следует иметь страховые
запасы, чтобы избежать потерь от нехваток. Модели, отражающие такое
состояние производства называются моделями заказа с резервным запасом
(см.рис. 9.5).
Основные допущения для этой модели те же, что и для предыдущих. В
дополнительно для этой модели допускается то, что заказы не будут потеряны
из-за нехватки запаса.
Общие затраты должны включать затраты на страховые запасы:
ТС = (Затраты переналадки) + (Затраты хранения) +
+ (Затраты страхового запаса).
(Q*/ b*) = (Оптимальное количество единиц страхового запаса) =
= Q* (1-В) /(В+Н),
где В – затраты единицы страхового запаса в год.
97
Рис. 9.6. Изменение запаса во времени с использованием страхового запаса
Модели с дисконтируемым количеством. Чтобы увеличить объем продаж
некоторые фирмы предлагают своим покупателям дисконтирование по
количеству. Количественный дисконт это снижение цены единицы Р, когда
товар покупается в больших количествах.
Таблица 9.2. Расписание количества дисконта
Номер
дисконта
1
2
3
Дисконтируемое
количество
От 0 до 99
1000 до 1999
2000 и выше
Дисконт,
%
0
4
5
Дисконтная
цена
5,00
4,80
4,75
Как видно из табл.9.2, нормальная цена единицы равна 5 ДЕ. Когда
одновременно заказывают от 1000 до 1999 цена за единицу падает до 4,80 ДЕ;
когда заказываемое одновременно количество составляет 2000 и выше единиц
более, цена составит 4.75 ДЕ за единицу.
Служба менеджмента должна решать, когда и сколько необходимо
заказывать, какое принять решение.
В рассмотренных выше моделях целью было минимизировать общие
затраты. Но так, как для третьего дисконта стоимость единицы является
наименьшей появится желание сделать заказ в 2000 единиц. или больше, чтобы
выиграть на понижении цены. При увеличении дисконтируемого количества
затраты на продукт падают, но при этом растут затраты на хранение, поскольку
заказ становится большим. Поэтому наибольший выигрыш достигается, когда
значение количественного дисконта рассматривается между понижающейся
стоимостью продукта и увеличивающими затратами на хранение.
98
Так как включаются затраты на приобретение продукта, расчетное
уравнение примет вид:
(Общие затраты) = (Затраты переналадки) + (Затраты хранения)+
+ (Затраты продукта).
Теперь можно определить количество, которое будет соответствовать
минимальным общим годовым затратам
Процесс поиска решения состоит из 4-х шагов:
1. Для каждого значения дисконта рассчитываем величину Q*:
Q*=(2DS/IP).
Здесь затраты хранения выражены формулой (Н = I*Р) в виде процента I от
цены единицы продукта Р, вместо того, чтобы рассматривать их как
постоянную величину, приходящихся на единицы продукта в год Н,
2. Для любого дисконта, если заказываемое количество слишком мало,
чтобы быть дисконтированным, заказываемое количество изменяется в сторону
его увеличения до ближайшей минимальной величины, которую можно будет
продисконтировать.
Заказываемое количество, рассчитываемое на шаге 1, которое больше
диапазона, подлежащего дисконтированию, может быть отброшено.
3. Используем уравнение общих затрат для каждого Q*, если оно было
меньше значения дисконтируемого диапазона. Убедимся, что увеличение
значения заказа соответствует величине Q*.
4. Отберем то Q*, которое соответствует самым низким общим затратам,
рассчитанным на шаге. Оно равно количеству, которое будет минимизировать
общие затраты запасов.
В результате четырех шагов выбирается заказ, соответствующий
минимальным общим затратам.
ОБОБЩЕНИЯ
Запасы — это одна из очень больших статей расходов многих компаний она
составляет до 40% ежегодно инвестируемого капитала. Поэтому операционные
менеджеры знают, что хорошее управление запасами является решающим
условием повышения эффективности всего производства.
Запасы — это сохраняемые ресурсы, которые используются для того, чтобы
удовлетворить текущие потребности или потребности будущего периода.
Исходные материалы, заготовки, заделы на рабочих местах и законченные
изделия — это все примеры запасов. В различных организациях запасы имеют,
свою вещественную форму и свою систему планирования и управления ими: в
банках — это наличность; в госпиталях — лекарственные препараты и запасы
крови и т. д. Все производящие и обслуживающие учреждения имеют дело с
планированием запасов и управлением ими. Главным вопросом является, как
много заказывать в запас и когда осуществлять заказы.
99
Глава 10. ПЛАНИРОВАНИЕ ПОТРЕБНОСТИ В
МАТЕРИАЛАХ, ДЕТАЛЯХ И УЗЛАХ (MRP)
Модели запасов, рассмотренные ранее, предполагали, что спрос на
определенное изделие не зависит от спроса на другое изделие.
Однако, спрос может быть зависимым, т.е. спрос на определенное изделие
оказывает влияние на спрос на другое. Рыночный спрос на радиаторы и
автомобильные покрышки зависит от производства автомобилей. Поэтому если
менеджер спрогнозирует спрос на конечный продукт, то количество
составляющих этого продукта может быть посчитано, потому что все
компоненты, входящие в него, являются компонентами зависимыми.
Когда мы имеем дело непосредственно с производственным процессом, то
спрос по своей форме (как рыночный спрос на конкретные изделия) из
независимого превращается в зависимый, поскольку каждое изделие состоит из
конкретных составных частей, входящих в изделие. Спрос на эти составные
элементы будет зависеть от количества изделий, удовлетворяющих рыночную
потребность, т.е. от количества выпускаемых конкретных изделий. К таким
зависимым элементам относятся материалы, детали и узлы, т.е. все
компоненты, входящие в конкретные изделия, представляют собой
компоненты зависимого спроса. Имея связи между зависимыми элементами
(спецификации и материальные ведомости), можно для любого компонента,
любого наименования составить план, выраженный в количествах этого
компонента, входящих в конечное изделие, и определить график производства
или потребления компонент в соответствии с конечным сроком производства
изделия. С этой целью используются методы зависимого спроса на материалы,
детали и узлы, которые рекомендуется применять в
мелкосерийном,
единичном и серийном типах производств. Эти методы используются для всех
деталей, сборочных единиц и покупных изделий, когда известен график их
потребности для изготовления всего изделия. В промышленности такие
методы носят название планирование потребности в материалах, деталях и
узлах (MRP). Если методы зависимого спроса используются в
распределительной сфере, они называются планированием распределения
ресурсов (DRP).
10.1. МОДЕЛЬ ПОТРЕБНОСТИ В ЗАВИСИМЫХ ЗАПАСАХ
При использовании модели зависимых запасов в процессах производства и
распределения необходимо знать:
– производственный график (что должно быть и когда);
– спецификацию или ведомость применяемых материалов (из чего
состоит изделие);
– наличие материалов на складе (в заделе) (что на складе);
– материалы в заявке (что заказано);
– время изготовления (как много требуется времени, чтобы изготовить
или получить комплектующую деталь или узел).
100
Производственный график. Производственный график определяет, что
должно быть сделано и когда. График должен быть согласован с
производственным планом.
Производственный план представляет собой информацию о типоразмерах
изделий, о нормативной трудоемкости изготовления, или стоимости.
Производственный план формируется на основе методов применяемых при
составлении текущих планов. Такие планы используют множество входных
данных, включая финансовые планы, потребительский спрос, пропускную
возможность инженерных служб, возможности трудовых ресурсов, колебания
запасов, оценку поставщиков и ряд других сведений. Рис. 10.1 показывает
процесс планирования от производственного плана до исполнения. Каждый
нижний уровень планов должен быть выполним. Если этого нет, то
необходимое регулирование обеспечивает обратная связь. Одно из главных
назначений MRP заключается в его способности обеспечить точное
выполнение графика в условиях различных ограничений по мощности.
Производственный план устанавливает верхнюю и нижнюю границы для
производственного графика, который находит свое развитие процессе
производственного планирования.
Производственный график показывает, что необходимо сделать для
удовлетворения спроса и выполнения производственного плана, устанавливает,
какие изделия необходимо произвести и когда. Менеджеры должны твердо
придерживаться плана, чтобы выдержать разумную длительность
производственного процесса (особенно при сложном и длительном процессе
производства).
Производственный
график
является
развернутым,
последовательно выполняемым производственным расписанием. Например,
месячный план может состоять из дополняющих друг друга недельных или
декадных
планов,
последовательно
выполняющих
определенные
производственные задания.
Производственный план-график является основанием для реализации
только производственного процесса. Его нельзя рассматривать как прогноз
спроса. В нем указываются детали и узлы, которые должны быть произведены.
Производственный график может быть выражен:
– последней (конечной) единицей в производстве с непрерывным
(работающим на склад) процессом;
– заказом покупателя (исполнение по заказу) для компаний с единичным
производством;
– количеством модулей для массового производства (сборочные единицы
в заделах).
Производственный график для изделий А и S приведен в табл. 10.1.
Спецификации, или ведомости состава изделий. Детали, которые
должны быть произведены, определяются конструкторской спецификацией и
материальной ведомостью, представляющей собой перечень составляющих это
изделие деталей с указанием количества комплектующих и материалов,
необходимых для изготовления изделия. Чертежи и ведомости состава изделия
101
существуют для целого изделия, такого как карандаш, грузовик или самолет.
Соответственно, для каждой сборочной единицы имеется чертеж, в котором
есть спецификация ее составных элементов. В свою очередь, составные
элементы или сборочные узлы тоже специфицируются вплоть до отдельного
болта, гайки, килограмма краски, буклета инструкций и т.п.
Величина
произв одств енных
запасов
Рынок
Пот ребит ельский
спрос
Наличие
финансов ых
средств
Челов еческие
ресурсы
Планиров ание
пот ребностей
Постав щик
Оценка
постав щиков
Производственный
план
Управ ление
Возв рат
инв естируемых
капитальных
средств
И нженерная
Конст рукт орская
документ ация
Произв одст в енный
график
План пот ребности
в мат ериалах,
дет алях и узлах
Пот ребност и
изменились?
Произв одст в енный
план изменился?
Произв одст в енный
график изменился?
Детальный по
объемам план
пот ребности
Объемы
изменились ?
Нет
Выполним?
План по
объемам
проходит?
Да
И сполнение плана
по объемам
И сполнение плана
по мат ериалам
Рис. 10.1. Планирование процесса
102
И сполнение
соотв ет ств ует
плану?
Таблица 10.1. Производственный график
Неделя
Количество
Неделя
Количество
Общая наибольшая потребность изделия А
6
7
8
9
10
11
12
13
50
–
100
40
60
–
110
75
Общая наибольшая потребность изделия S
7
8
9
10
11
12
13
14
10
200
150
–
–
60
75
–
14
–
15
100
16
–
В чертежах указываются не только физические размеры, но и специальные
процессы (термообработка, покрытие и др.), а так же материал, из которого
сделана каждая деталь. Материальные ведомости состава изделий не только
определяют потребность, они используются для определения затрат и могут
быть использованы как список деталей и узлов, которые должны быть
выпущены для производства единицы изделия или непосредственно для
сборки.
Ведомость состава изделий определяют структуру изделия
Рис. 10.2. Структура единицы изделия А
Ведомости модуля. Ведомости состава изделия могут быть использованы
при производстве модулей. Модули не являются конечными продуктами и не
могут быть проданы; они являются компонентами, которые могут быть
произведены отдельно, а затем собраны в изделия различного назначения.
Ведомости состава изделия для таких модулей называются ведомостями
модулей. Ведомости состава изделия иногда составляются как модульные,
потому что графики производства и процесс производства часто больше
контролирует изготовление изделий, организуя процесс относительно
небольшого числа модулей, небольшого количества конечных сборочных
единиц.
Например, фирма может изготавливать 138 000 различных конечных
изделий, но имеет только 40 модулей, которые в различных комбинациях
подбираются, чтобы произвести указанное количество конечных изделий.
Фирма осуществляет прогноз потребности в изделиях, составляет свой
производственный график и ведомости 40 модулей, а не 138 000 различных
конфигураций конечных изделий. Модули могут быть собраны в необходимых
специфических сочетаниях и представлять конечную сборку изделий.
103
Нижний уровень кодирования. Нижний уровень кодирования единицы в
спецификации материалов, деталей и узлов (ВОМ) необходим, когда
идентичные единицы существуют на различных уровнях в BOM. Нижний
уровень кодирования означает, что единица кодируется самым нижним
уровнем, на котором она используется. Например, единица D в рис. 10.2.
кодируется нижайшим уровнем, на котором она используется. Единица D
могла бы кодироваться как составная часть В, и тогда бы она кодировалась как
уровень 2. Но поскольку D также является и частью F, а F кодируется уровнем
2, то единица D кодируется уровнем 3. Нижний уровень кодирования как
прием позволяет легко компьютеризировать потребность в конкретной
единице. Когда ВОМ имеет тысячи единиц в своем перечне и когда
потребности часто пересчитываются, лег кость и быстрота компьютеризации
становятся важными факторами.
Точность учета запасов. Знание того, что находится в запасе, является
результатом хорошего управления запасами, как об этом говорится в главе 9.
Хороший менеджмент в сфере запасов необходимо, чтобы система
планирования потребности в материалах хорошо работала, Если фирма не
достигла хотя бы 99% точности учета запасов, то можно считать, что
планирование потребности в материалах, деталях и узлах – простая
формальность.
Нарушение сроков закупок. Отслеживание нарушения сроков закупок
существует как контроль организованного процесса закупок в отделе
снабжения и отделе управления запасами. Когда осуществляются заказы, учет
заявок и сроки доставки заказов должны быть доступны для производственного
персонала. Только на основе хорошо организованной информации о закупках
менеджеры могут разработать хорошие производственные планы и эффективно
пользоваться МRР-системой.
Время изготовления каждого компонента. Служба менеджмента должна
определять, когда нужны изделия. Только после этого можно решить, когда
закупать, изготавливать детали и собирать изделия. Это означает, что
производственный персонал определяет время ожидания, движения,
очередность, время переналадки и время изготовления каждого компонента.
Будучи сгруппированными вместе, эти времена называются временами
изготовления (табл. 10.2).
Таблица 10.2. Время изготовления для продукта А
Комплектующие
А
В
С
D
Е
F
G
Время изготовления
Одна неделя
Две недели
Одна неделя
Одна неделя
Две недели
Три недели
Две недели
104
Если ведомость состава изделия А представлена графически (рис. 10.3) и на
графике проставлены времена изготовления отдельных деталей и узлов (время
нанесено на горизонтальные оси), то мы имеем временную структуру товара —
цикловой график изготовления изделия.
Начало изготовления D
Окончание изготовления D и E
и начало изготовления B
D
Одна
неделя
B
Две неделя
E
Две неделя
A
E
G
Две неделя
Одна
неделя
C
Две неделя
Одна
неделя
F
Три неделя
D
Одна
неделя
1
2
3
4
5
6
7
8
Рис. 10.3. Временная структура товара
(цикловой график изготовления изделия)
10.2. ДОСТОИНСТВА И СТРУКТУРА MRP
В моделях запасов (глава 9) определялось, сколько нужно заказывать и
когда заказывать. Зависимый спрос повышает сложность планирования и
составления расписания расходования запасов (расписания движения заделов),
однако это дает некоторые преимущества:
– увеличение покупательского сервиса и его удовлетворение;
– улучшение использования оборудования и труда;
– улучшение планирования запасов и расписания их движения;
– более быстрая реакция на рыночные изменения и сдвиги;
– снижение уровня запасов без снижения уровня обслуживания
покупателя.
Большинство МRP-систем компьютеризированы, структуры их одинаковы.
График производственного плана, ведомость состава изделия, учет состояния
заделов и закупок и время изготовления каждого элемента являются
составляющими системы планирования потребности матери алов, деталей и
узлов
105
Следующий шаг — это разработка полного плана потребности
материалов. Под словами «потребность материалов» впредь будем понимать
потребности всех видов составляющих, необходимых для изготовления
изделий. Этот шаг объединяет производственный план-график (см. табл.10.1) и
временной график (см. рис 10.3). Полный план потребности материалов
показывает, когда элемент должен быть заказан у поставщиков, если нет запаса
под рукой, или когда производство элемента должно быть начато для того,
чтобы окончить изготовление изделия к назначенной дате и удовлетворить
спрос.
При рассмотрении обеспечения полной потребности материалов
предполагалось, что на руках (рабочих местах) нет заделов (запасов). Когда на
рабочем месте имеется запас, производство только необходимой или чистой
потребности позволяет избежать излишних или сверхнормативных запасов.
При рассмотрении заделов на рабочих местах и складах, необходимо
учитывать, что многие компоненты заделов состоят из сборочных единиц или
деталей. Например, если полная потребность изделий 100 штук и в запасе на
складе готовой продукции находится 20 изделий, то чистая потребность в
изделиях составляет 80 (т. е. 100 - 20). Но каждое изделие может иметь четыре
одинаковых узла А, одинаковых детали Б, в результате чего потребность в
узлах А падает на 80 (20 изделий на складе Χ 4 узла), а потребность в детали Б
падает на 20 (20 Χ 1).
Для каждого изделия служба менеджмента обязана подготовить график
производства. Составляя расписание производства для каждого отдельного
изделия в общем производственном плане-графике, в конечном итоге
составляют план чистой потребности материалов, расписание производства
нескольких изделий, входящих в один производственный план-график, и
соответственно единый план потребности материалов для их производства.
10.3. ВОССТАНОВЛЕНИЕ И ТЕКУЩИЕ ИЗМЕНЕНИЯ
План потребности материалов не постоянен. После разработки ведомости
состава изделия и плана потребности материалов появляются изменения в
дизайне, производственных процессах и производственных графиках. Так, если
оценка продолжительности производства была на одну неделю меньше, чем
это должно быть, то эта неделя должна быть добавлена в план потребности
мате риалов. Подобным образом, если улучшения дизайна приводят к
изменениям одного из промежуточных элементов, состоящего из нескольких
деталей и принимающих форму задела в движении производства, тогда
изменения в ведомости состава изделия и плане потребности материалов
неизбежны.
Аналогично происходят изменения и в системе MRP, когда изменения
вносятся в производственный график. Не касаясь причин появления всех
изменений, модель MRP должна обладать способностью к изменениям, чтобы
отражать их. Следуя этому требованию, можно сказать, что производственное
расписание должно отражать последние изменения в изделии и
производственном процессе. Если расписание после начала производства всех
106
элементов отражает реальное состояние производства, это означает, что
производственное расписание удовлетворительно.
Рис 10.4. Структура системы MRP
Представление изменений в расписание MRP в результате возникших
корректировок является очень громоздким, если их делать вручную, кроме
того, это может привести к появлению ошибок, если план достаточно сложный.
Разработка "вручную" плана потребности в материалах включающего
тысячи и даже сотни деталей, не подходит для использования, во-первых,
требуется большой объем вычислений, и во-вторых, необходимо располагать
огромным количеством данных о состоянии запасов (количестве материалов,
имеющихся наличии заказанных и т.п.) и структуре изделия (как данное
107
изделие изготавливается и сколько единиц каждого материала для этого
требуется). Таким образом, для планирования придется пользоваться
компьютером. MRP-системы стали популярны только потому, что они
компьютеризированы и представляют хороший практический инструмент
планирования. Компьютерные программы содержат те же самые расчеты,
которые мы рассмотрели в этой главе.
Центральным достоинством MRP является способность своевременно и
точно осуществлять репланирование. Благодаря тому, что случаются
изменения, возникает необходимость вносить изменения в MRP, скажем, раз в
неделю. Эта способность известна под названием восстанавливающее МRР.
Восстанавливающее МRР использует целую программу МRР с представлением
всех вычислений, позволяющих получить новый план чистых потребностей.
Однако некоторые менеджеры заинтересованы в получении более быстрых и
более часто составляемых сообщений MRP. Текущее МRР охватывает только
те единицы, учет которых требует рекалькуляции. Текущее МRР требует
разработки более развитых компьютерных программ, но с меньшим
процедурным временем. Несмотря на то, что возможность частых пересчетов
МRР представляется привлекательной их характеристикой, многие фирмы
считают, что они не стали бы реагировать на незначительные изменения, хотя и
осознают важность этого. Наличие этих частых изменений носит название
нервозности системы. Частые изменения могут привести к хаосу в отделах
снабжения и производственных отделах, если такие изменения осуществлять.
Следовательно, если способность к отражению текущих изменений
существует, П/ОМ-персонал стремится понизить «нервозность» путем оценки
необходимости и воздействия изменений прежде, чем распространять
сообщения о них в другие отделы.
Операционный персонал имеет два дополняющих инструмента, способных
понизить нервозность системы. Первый — это установление временного
барьера. Временной барьер позволяет сегмент производственного графика
обозначить как «не подлежащий репланированию». Таким образом, этот
сегмент производственного графика не подвергается изменениям в
периодических восстановлениях расписаний. Второй доступный инструмент
есть закрепление. Закрепление имеет дело с ВОМ и означает установление
связи между компонентом и родительской единицей. Прослеживая связь и
продвигаясь вперед и вверх по структуре ВОМ, планировщик может
определять причину возникшей потребности и изменять решения о
необходимости внесения изменений в расписание.
С помощью МRР менеджеры-операционисты могут реагировать на
динамично меняющийся реальный мир. Однако частота изменений в МRР
фирмы должны опираться на профессиональные суждения. Более того, если
нервозность вызывается законными причинами, то соответствующая реакция
операционного менеджмента может принять форму исследования окружающей
производство среды, а не сглаживания управления производством с помощью
только возможностей MRP.
108
10.4. ТЕХНИКА ОПРЕДЕЛЕНИЯ РАЗМЕРА ПАРТИИ
Несколько в стороне от нашего рассмотрения MRP находится то, что
известно под названием «партия за партией» и определяет количество
производимых единиц.
В планируемых выпусках рассматриваемых выше произведено то, что
нужно, не больше и не меньше. Целью системы МRР является производство
такого количества, которое необходимо без хранения на складе и без ожидания
дальнейших заказов. Такая процедура опирается на небольшие объемы, частые
заказы, небольшие уровни заделов по принципу «точно вовремя» и зависимый
спрос. Однако в тех случаях, когда затраты переналадки значительны или когда
менеджер не может применить философию «точно во время» (JIT), «партия за
партией» становится выигрышной техникой планирования. Как мы видели в
главе 9, имеется альтернативный путь определения размера партии изделий,
деталей и узлов, а именно экономичный размер заказа (EOQ). В
действительности имеется множество путей определения размеров партий.
«Партия за партией» использует объемно-размерную технику, где
производится точно столько продукции сколько требовалось.
Размер экономичного заказа. EOQ может использоваться в объемноразмерной технике. Но EOQ более предпочтительно использовать там, где
существует относительно постоянный независимый спрос. В MRP
предполагается зависимый спрос. Однако производственно-операционные
менеджеры должны извлечь из метода его преимущества. В этом случае
формула EOQ усредняет спрос на протяжении рассматриваемого периода.
Последовательное
балансирование
по
отдельным
периодам.
Последовательное балансирование по отдельным периодам представляет более
динамичный подход к выравниванию затрат переналадки и хранения на основе
данных о спросе. Последовательное балансирование по отдельным периодам.
развивает понятие об отдельном экономическом периоде, который измеряется
отношением затрат на переналадку к затратам на хранение.
Вывод по размерно-объемным расчетам. В трех примерах по размернообъемным расчетам мы получили следующие величины затрат.
– Партия за партией -$ 700;
– ЕОQ- $ 775;
– Последовательное балансирование по периодам- $ 490.
Окончательный вывод будет следующий: все размеры партий неверны,
поскольку производственная система не в состоянии быстро реагировать на
частые изменения. Такие изменения вносят нервозность в систему.
Обычное использование метода «партия за партией» должно
рассматриваться как техника, обеспечивающая наиболее экономичные
результаты. «Партия за партией» — это лучший метод. Размер партии может
быть изменен так, как это необходимо в соответствии с множеством различных
ограничений, в том числе определяемых производственными процессами
(например, термические процессы могут потребовать вполне определенных
размеров партий), и партия может быть определена закупочными договорами
109
(например, погрузочный размер контейнеров химических материалов,
загружаемых в грузовики, требует контейнеров единого размера). Однако
необходимо проявлять осторожность и предварительно тщательно проверять
любое намечаемое изменение размера партии, потому что изменения размеров
партий может нарушить тот минимально необходимый уровень хранимых
запасов, на котором строится вся иерархия в систем MRP. Там, где затраты на
переналадку значительны и спрос более или менее постоянен,
последовательное балансирование по периодам РРВ или даже ЕОQ-техника
обеспечивают удовлетворительные результаты. Однако правильный размер
партии может быть достигнут только после того, как установлено, что он
базируется на действительном факте.
10.5. ПЛАНИРОВАНИЕ МОЩНОСТИ И ПЛАНИРОВАНИЕ
ПОТРЕБНОСТИ В МАТЕРИАЛАХ (МRР2)
Обратная
связь
в
планировании
потребности
материалов.
Планирование потребности материалов с обратной связью — это система MRP,
которая охватывает обратной связью производственное планирование и
систему управления запасами. Cистема МRР с обратной связью обеспечивает
план по мощности, производственный график и даже достаточно удаленное во
времени планирование производства.
Система
МRР
с
обратной связью
позволяет
планировщику
перераспределить работу между временными периодами, чтобы сгладить
загрузку или по крайней мере разбросать ее в пределах мощности
Система МRР с обратной связью может затем перерасписать обработку всех
элементов плана, определяющего чистую потребность. Сглаживание загрузки и
минимизации влияния изменений на время длительности обработки включают
соблюдение следующих условий:
1. Перекрытие исполнения операций, которое основано на передаче
отдельных единиц на следующую операцию, не ожидая окончания обработки
всей партии на предыдущей операции.
2. Размещение партии на обработку на двух различных станках,
выполняющих одну и ту же операцию. Это увеличивает суммарное время
переналадки (добавляется второй станок), но в результате израсходованное
время обработки уменьшается, поскольку обработку на каждом станке
проходит только часть первоначальной партии.
3. Разукрупнение партии приводит к нарушению установленного порядка
движения партии в соответствии с расписанием обработки по ходу
технологического процесса.
Планирование потребности материалов-2 (МRР2). Планирование
потребности материалов-2 является существенным приложением сверх
составления расписания и управления запасами. При наличии в фирме системы
МRР информация о запасах может измеряться изменением трудоемкости,
затратами на материалы (в большей степени, чем изменением их количества),
капитальными затратами или фактическими изменениями любых ресурсов,
тогда МRР относят к МRР2, в которой планирование потребности ресурсов
110
становится более предпочтительным,
материалов, деталей и узлов.
чем
планирование
потребности
10.6. ПЛАНИРОВАНИЕ РАСПРЕДЕЛЕНИЯ РЕСУРСОВ (DRP)
Планирование распределения ресурсов (DRP) — это календарный план
пополнения запасов на всех уровнях распределительной сети. Его процедура и
логика аналогична МRР.
DRP решает следующие вопросы:
6) общие потребности, которые равны объемам спроса или
прогнозам продаж;
7) минимальные уровни запасов, необходимые для удовлетворения
покупательского сервисного спроса;
8) точное время выполнения, или продолжительность выполнения;
9) определение структуры распределения.
Структура DRP. При использовании DRP исходят из того, что общие
потребности определяются на основе предполагаемого спроса. Чистые
потребности определяются путем выявления имеющихся запасов и
уменьшения в результате этого величины общих потребностей. Процедура
DRP начинается с прогноза на уровне розничных торговцев (или с более
удаленной точки распределительной сети, с которой начинается снабжение).
Все остальные уровни рассчитываются при помощи компьютера.
Компьютерные расчеты чистых потребностей всегда начинаются с самых
верхних уровней и идут вниз, в направлении самых низких уровней. Как и в
случае с МRР запасы просматриваются с целью оценки их наличия для
удовлетворения спроса. При этом условии запас будет пополняться тогда,
когда в этом есть необходимость.
Распределение. Традиционная сеть DRР известна как вытягивающая
система, управляемая сверху или на уровне розничной торговли, подающая
заявки на пополнение запаса. Размещение осуществляется верхним уровнем
управления исходя из имеющихся запасов, и после проведения необходимых
мероприятий, приводящих к повышению экономичности погрузки. Эти
мероприятия могут включать изменения транспортируемых количеств,
загружаемых в грузовой автотранспорт или тару. Вытягивающая система имеет
три ощутимых проблемы. Во-первых, вытягивание часто искажает
последовательность уровней в сети. Во-вторых, каждое отдельное размещение
осуществляется независимо от требований, определяющих другие размещения.
В-третьих, осуществляемые размещения игнорируют статус размещения
снабжающего запасами, т. е. поставщика.
Альтернативной системой является выталкивающая система. В
выталкивающей системе заявки поступают от мест, располагающихся в
верхней части потока, но прежде они оцениваются поставщиками. Оценка
включает рассмотрение не только потребности каждого отдельного места,
делающего заявку, но и всей системы потребностей, а также величины запаса
на складе поставщика. Такая система проектируется на базе объединения
информации, как от потребляющего места, так и от снабжающего.
111
Теоретически объединение позволяет улучшить распределение хранилищ,
потому что политика размещения может базироваться на обеих возможностях
и системе спроса.
ОБОБЩЕНИЕ
Планирование потребности материалов (МRР) представляет процедуру,
объединяющую составление производственного рас писания и определение
уровня запасов, когда спрос зависим. В работающей системе МRР менеджмент
должен располагать точной производственной потребностью всех
компонентов, точным учетом состояния запасов и необходимых покупок и
точным временем обработки партий деталей и элементов. Планирование
распределения ресурсов (DRP) представляет метод размещения системы
складирования во времени, базирующийся на процедурах и логике MRP.
Производство, главным образом, должно быть представлено движением
«партия за партией» в рамках системы MRP и пополнением запасов в системе
DRP. Оно должно обеспечивать движение материального потока малыми
партиями с необходимой частотой, подчиняясь ограничениям, определяемым
величиной и временем заказов и транспортными затратами.
Обе системы, МRР и DRP, при правильном использовании могут
представлять эффективный путь, ведущий к снижению запасов и одновременно
повышающий степень удовлетворения покупательских запросов.
112
Глава 11. ТАКТИКА КРАТКОСРОЧНОГО
ПЛАНИРОВАНИЯ
Тактика краткосрочного планирования сводится к составлению расписаний
оперативно-календарного плана – ОКП. Эти планы определяют время
выполнения операций и охватывают периоды от одного до десяти рабочих
дней, но чаще всего они являются суточными. На стадии текущего
планирования сначала рассматривается план в укрупненных единицах, затем
производственный график, который как бы расщепляет текущий план и
разрабатывает общее расписание выхода готовых изделий. Общее расписание
(ОКП) определяет загрузку оборудования и последовательность выполнения
отдельных операций технологического цикла; время выполнения; расстановку
людей с учетом имеющихся производственных мощностей, материальных
ресурсов и персонала.
Целями краткосрочного планирования являются:
1. Минимизация времени ожидания покупателя.
2. Минимизация времени производственного процесса.
3. Поддержание низких уровней запасов.
4. Эффективное использование оборудования и персонала.
Рассмотрим составление расписаний в единичном и серийном
производстве, повторяющемся производстве.
11.1. СОСТАВЛЕНИЕ РАСПИСАНИЙ И КОНТРОЛЬ ДЛЯ ЦЕХОВ
ЕДИНИЧНОГО ПРОИЗВОДСТВА
Цех в единичном и мелкосерийном производстве – это производственная
система в которой продукция делается по заказу. Цех отличается от других
производственных
систем
используемыми
материалами,
порядком,
потребностями и временем протекания процессов.
Краткосрочное планирование в единичном и серийном повторяющемся
производстве. Менеджер единичного производства старается управлять
производством так, чтобы своевременно удовлетворять требования нескольких
заказчиков меняющимися продуктами производства при этом получить
планируемый экономический эффект.
Чтобы это осуществить, менеджер должен иметь в своем распоряжении
системы планирования и контроля, которые должны содержать:
– список поступающих заказов без нарушения ограничений мощности
индивидуальных рабочих центров;
– сведения о наличии инструментов и материалов;
– даты и время выполнения для каждой работы;
– методы контроля выполнения работ, движущихся через производство;
– возможность обеспечения обратной связью сведений об использовании
оборудования и производственных процессов;
– эффективное проведение статистического анализа и анализа времени
операторов для распределения трудовых ресурсов и увольнения.
113
Независимо от того, является ли система управления единичным
производством ручной или автоматической, она должна соответствовать
производству и обеспечивать необходимую точность. Это значит, что
требуется наличие информационной базы, включающей файлы как для целей
планирования, так и контроля.
Файлы планирования состоят из:
– номенклатуры изделий с информацией о комплектующих,
производящихся на фирме или закупаемых деталях и узлах;
– разработки маршрутов прохождения каждого компонента через
производство (цех, участок) — файлы расцеховки;
– сведений о рабочем центре (мощности, производительности).
Файлы контроля отражают реальное состояние в выполнении плана
изготовления каждого заказа.
Целью составления оперативно-календарных планов (ОКП) является такая
оптимизация использования ресурсов при которых должны быть достигнуты
цели производства. Как правило, назначаются даты выполнения для ведущих
работ (деталей).
Назначение даты выполнения работы не дает уверенности в том, что работа
будет выполнена в соответствии с планом. Поломка станков, невыходы на
работу, проблемы качества, дефициты и другие факторы осложняют условия
производства. Поэтому требуется набор правил для того, чтобы определить
последовательность действий людей при возникновении тех или иных
проблем. Когда люди верят в эти правила и используют их, составление
графиков становятся надежным формальным средством их взаимодействия.
Используется много методов составления ОКП в зависимости от объема
заказов, организации и сложности работ, от системы контроля над работами.
Методы составления ОКП делятся на две категории: встречное расписание;
расписание в обратном порядке (обратное расписание).
Встречное расписание предполагает, что поставка материалов и
выполнение операций начинается сразу же, как только возникают потребности
в них. Встречное расписание используется в компаниях, изготавливающих
инструменты для машиностроительных предприятий, где работы выполняются
в соответствии с потребностями покупателей и доставка осуществляется так
быстро, как это возможно. Логика опережающего — встречного — расписания
обычно является причиной образования излишних заделов.
Расписание в обратном порядке предполагает, что последняя операция
процесса изготовления расписывается первой. Затем остальные операции
сводятся во времени в обратном порядке. В результате этой процедуры
получают время начала процесса. Обратное расписание используется для
определения запуска работ по цехам и времени выполнения ведущих операций.
11.2. ЗАГРУЗКА ЦЕХОВ (РАБОЧИХ ЦЕНТРОВ)
Под загрузкой понимают назначение работ, которые должны быть
выполнены на рабочих местах или рабочих центрах, обеспечивающих
выполнение конкретных процессов. Операционные менеджеры (мастера)
114
готовят рабочие места для выполнения работ, обеспечивая снижение затрат,
время простоев, время комплектации. Возможны две формы загрузки. Первая
ориентируется на мощность, т.е. на возможность загрузки рабочего места,
вторая предусматривает назначение специфических работ в соответствующие
центры.
Контроль «вход – выход». Многие фирмы испытывают трудности при
составлении ОКП, а именно в достижении эффективного прохождения заказа
по рабочим местам из-за того, что перегружают производственный процесс.
Это происходит потому, что работники фирмы не знают действительных
возможностей рабочего места. Контроль «вход-выход» является методом
гибкого управления протеканием производственного процесса. Если работа
выполняется быстрее, чем было определено, значит, растут заделы, если работа
выполняется с меньшей скоростью, может нарушиться график и сроки
выполнения заказа.
В первом случае, называемом перегрузкой, возникают проблемы
неэффективности и качества. При недогрузке оборудования происходит
недоиспользование мощности и потеря ресурсов — возможностей.
График Гантта является наглядным пособием, которое применяется при
загрузке или составлении оперативно-календарного плана работ для цеха или
рабочего места.
При использовании в целях загрузки графики отражают рабочее время и
время простоев и помогают описать использование ресурсов, показывают
дополнить или вывести оборудование, применять или не применять
сверхурочное время.
Загрузочный график показывает рабочее время и время простоя станков,
агрегатов и др., что дает представление об относительной рабочей занятости —
загрузке системы, и на этой основе может быть проведено перераспределение
работ из перегруженных рабочих центров в недогруженные.
ПРИМЕР 1.
Производитель стиральных машин взял специальные заказы на индустриальные
машины. Производство каждой машины требует решения различных задач и различного
времени исполнения. Рис. 11.1 показывает загрузочный график на неделю начиная с 8
марта.
В четырех центрах выполняются работы в течение недели. Из графика видно, что
центры по металлообработке и покраске загружены полностью на протяжении всей
недели. Центры механики и электрики имеют простои, разбросанные по различным
дням недели. Обращаем внимание на то, что центр металлообработки выведен из
процесса во вторник, возможно, для профилактических работ.
Однако загрузочный график не учитывает поломку станка или человеческие
ошибки, которые требуют повторения работ.
График должен регулярно пересчитываться при появлении новых работ и
при пересмотре времени выполнения.
Временной график Гантта используется для управления работами в
процессе производства. Он указывает, какая работа опережает его или отстает.
115
Рабочий
цент р
Понедельник
Мет аллообработка
Работа 349
Вторник
Механика
Элект рика
Покраска
Среда
Работа 408
Обработ ка
Пят ница
Работа 350
Работа 349
Работа 295
Четв ерг
Работа 408
Работа 349
Работа 408
Работа 349
Центр в ыв еден из графика например
по причине: профилактики, ремонта,
дифицит а
Рис.11.1. Загрузочный график на неделю
В примере 2 рассматривается временной график для трех работ,
размещаемых по ходу их выполнения на вертикальной оси и время их
выполнения на горизонтальной оси.
ПРИМЕР 2
Корпорация использует график Гантта, представленный на рис. 11.2, чтобы
проследить расписание выполнения трех заказанных работ: А, В и С. Каждая пара
скобок на временной оси обозначает оценку начала и окончания работы, заключенной
внутри них. Сплошная полоса отражает действительное положение или прогресс в
выполнении работы. Работа А, например, около половины дня отстает от расписания
пятого дня выполнения работы. Работа В завершена после дневной профилактики,
которая была произведена до начала работы. Работа С опережает расписание.
Метод назначений. При этом методе рассматриваются задачи назначения
работ по станкам, людей по работам и т. д.
Наиболее часто целью метода является достижение минимума суммарных
денежных затрат или времени, необходимых для практической реализации
возникающих задач. Одной из важных характеристик проблемы назначения
является то, что назначению подлежит только одна работа или рабочий на один
станок или работу.
Каждая задача назначения может быть представлена таблицей. Числа в
таблице будут денежными или временными затратами, соответствующими
каждому конкретному назначению.
Если в цехе имеются три свободные станка (А, В, С) и три новых работы, то
эту ситуацию можно представить таблицей, в которой отражены денежные или
временные затраты. Денежные записи представляют собой затраты при
назначении соответствующей работы на определенный станок.
Метод назначений включает операции сложения и вычитания
соответствующих чисел таблицы для того, чтобы найти самые низкие затраты,
соответствующие условиям отдельного назначения. Он состоит из четырех
шагов.
116
Работа
Дни 1
Дни 2
Дни 3
Дни 4
Дни 5
Дни 6
Дни 7
Дни 8
А
Б
В
Начало действ ия
Дейст в ит ельное
в ыполнение работ ы
Окончание дейст в ия
Непроизв одст в енное
в ремя
Предусмотренное в ремя
действ ий
Текущее в ремя
Рис. 11.2. Временной график Гантта для работы А, В, С.
1. Вычесть наименьшее число в каждой строке из каждого числа строки и
затем вычесть наименьшее число в каждой колонке из всех чисел этой колонки.
Этот шаг имеет целью понизить величины чисел в таблице до появления в
ней серии нулей. Хотя числа и изменились в результате снижения их значений,
результат будет эквивалентным первоначальному, и результат оптимального
решения будет тем же, что и для исходной задачи.
2. Используя минимальное число вертикальных и горизонтальных линий,
необходимо зачеркнуть все нули в таблице. Если число линий равно числу
строк, либо числу столбцов в таблице, тогда мы можем сделать оптимальное
назначение (см. шаг 4) Если число линий меньше числа строк или столбцов, мы
переходим к шагу 3.
3. Вычтем минимальное не перечеркнутое число из всех других не
перечеркнутых чисел. Добавим это же самое число ко всем числам, лежащим
на пересечении любых двух линий. Вернемся к шагу 2 и продолжим процедуру
до получения оптимального назначения.
4. Оптимальные назначения всегда будут и на местах размещения нулей в
таблице. Направленный путь оценки назначений состоит в начальном отборе
строки или колонки, которая содержит только один ноль. Мы можем сделать
назначение в этот квадрат и затем прочеркнуть линиями эту строку и столбец.
Осуществим это назначение и продолжим эту процедуру, пока не назначим
каждого человека или машину в соответствии с задачей.
117
11.3. УСТАНОВЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ РАБОТ
Методы выбора последовательности выполнения работ определяют
последовательности, в которых должны быть выполнены работы на каждом
рабочем месте.
Построение последовательности осуществляется с использованием правила
приоритетов. Разработано большое число таких правил, которые применяются
в сложных по маршрутам движения потока дискретных производственных
процессах, где обработка ведется партиями различной величины, а
производство ориентировано на независимый спрос. Правила приоритетов
помогают минимизировать среднее время протекания процессов, изготовления
и пролеживания (ожидания), а так же максимизировать выход.
Наиболее популярными правилами приоритетов являются следующие:
– FCFC: "первым пришел — первым обслужен", первая работа,
прибывающая на рабочее место, выполняется первой;
– EDD: ранняя по дате исполнения, работа с ранней датой завершения
выполняется первой;
– SPT: кратчайшее время исполнения. Кратчайшая по времени работа
выполняется первой.
– LTP: наиболее продолжительные время выполнения. Наиболее
продолжительные и большие работы выполняются первыми.
Как показывает опыт, ни одно из этих правил не имеет превосходства по
всем показателям.
1. Наикратчайшее время процесса является наилучшим методом при
минимизации потока работ и минимизирует среднее число работ в системе. Его
главный недостаток состоит в том, что долго длящиеся работы будут
постоянно отодвигаться назад, подчиняясь приоритету краткосрочности работ.
Потребители могу относиться к этому негативно, и поэтому возникает
необходимость вести дополнительное регулирование прохождения долго
длящихся работ в рабочем центре.
2. «Первый пришел — первый обслужен» не дает выигрыша по
большинству критериев. Однако он имеет преимущество справедливости для
потребителя, что очень важно в обслуживающих системах.
3. Метод критического отношения (рассматривается ниже) дает хорошие
результаты по критерию среднего времени запаздывания работ.
Критическое отношение. Критическое отношение (КО) является
отношением оставшегося до выполнения работы (по плану) срока, к
остающемуся времени на исполнение работы. Критическое отношение в
отличие от правил приоритетов может быть получено на любую дату, оно дает
приоритет тем работам, которые должны быть выполнены, чтобы не нарушать
график отгрузки. Работа с низким критическим отношением (меньше 1,0)
является работой, выпадающей из графика работ (отстающей), с КО равным 1,0
— находится в границах графика, с КО больше 1,0 означает, что работа
опережает график и время ее выполнения не напряженно.
118
Правило критического отношения может оказать помощь при составлении
производственных графиков (расписаний) :
– при определении статуса специфических работ (термообработка);
– при определении относительных приоритетов среди работ на общей
базе (маршруте);
– при установлении связи между величиной запаса на складе и порядком
выполнения работ, находящихся в рабочем процессе на общей базе;
– при регулировании приоритетов (и пересмотре графиков), как при
изменении, так и при возникновении прогресса в выполнении работ;
– при динамическом размещении работы и прослеживании пути ее
выполнения.
Правило Джонсона представляет собой график-расписание N работ на два
станка. В случае, когда N работ (двух или более) должны быть выполнено на
двух станках или рабочих центрах, задача усложняется. Это называется
проблемой N/2.
Правило Джонсона может быть использовано для минимизации общего
времени процесса обработки путем поиска последовательности запуска группы
работ через две единицы оборудования. Оно также минимизирует общее время
простоев (рабочих центров, станков, оборудования и др.).
Расписание графика включает четыре шага.
1. Все работы должны быть перечислены и определено время выполнения
работ.
2. Отбирается работа с наикратчайшим временем выполнения. Если
наикратчайшее время приходится на первую машину, работу расписывают
первой. Если наикратчайшее время приходится на вторую машину, она
записывается в график последней. При равенстве времени решение
принимается на основе арбитражного суждения.
3. Если работа расписана, она исключается из рассмотрения.
4. Шаги 2 и 3 распространяются на оставшиеся работы при продвижении в
направлении середины формирующейся последовательности.
Расписание N работ на три станка (машины). Оптимальное размещение
N работ на три машины является чрезвычайно сложным, но если выполняется
одно из двух или оба условия, то решение возможно по правилу Джонсона.
1. Наименьшая продолжительность, выполняемая на станке 1, равна
наибольшей продолжительности, выполняемой на станке 2.
2. Наименьшая продолжительность выполнения работы на станке 3 так
велика, как наиболее продолжительное выполнение работы на машине 2.
N работ на M машин. Когда несколько работ должны пройти через
процессы на нескольких машинах или иных средствах, требуя определенных
затрат времени для своего выполнения, отыскание оптимальной
последовательности является сложной процедурой.
Применяются и другие исследования, использующие теорию очередей и
компьютерное моделирование, чтобы математически решить сложную
проблему последовательности.
119
Однако что делать менеджеру (мастеру) или распределителю работ,
которые сталкиваются со сложной проблемой нахождения оптимальных
последовательностей запуска, требующей решения каждый день?
Они должны пользоваться правилами критического отношения при
составлении последовательности обработки. Если обычные подходы не ведут к
оптимальным решениям, их использование на практике всегда желательно
потому, что любое упорядочение всегда сопровождается положительным
эффектом.
11.4. ПОВТОРЯЮЩИЕСЯ ПРОЦЕССЫ
Выигрыш, обеспечиваемый процедурой планирования, отмеченный в
начале главы, также достигается и в повторяющемся производстве.
Повторяющиеся производства — это те, которые производят стандартные
продукты из модулей. Повторяющиеся производства удовлетворяют
покупательский спрос путем более низких инвестиций в запасы, уменьшением
размеров партий (или объемов) и интенсивного использования оборудования и
процессов. Путь, помогающий в достижении этого выигрыша, ведет к
составлению графика движения уровня материального потока. Использование
в качестве критерия уровня материального потока означает, что ритм, высокое
качество, небольшие размеры партий определяют возможность организовать
производство «точно вовремя». (Производство «точно вовремя» и «КАНБАН»,
обеспечивающие работу на низком уровне складских запасов и низком уровне
незавершенного производства, представляют методики, которые обсуждалась в
главе 9).
Метод уровня материального потока дает при использовании следующие
преимущества:
1. представляет возможность иметь более низкие уровни запасов, что
освобождает капитал для использования по другим направлениям;
2. ускоряет продвижение продукта в процессе изготовления;
3. способствует улучшению качества компонентов и, как следствие,
улучшает качество продукта;
4. снижает потребность в производственных площадях;
5. улучшает производственные отношения между работающими потому,
что они теснее объединены производственным процессом (в результате
способствует развитию коллективизма при выполнении работ);
6. протекание производственных процессов становится более сглаженным
потому, что нет больших объемов (партий) обработки и сборки, которые
«прячут» проблемы.
Известно, что повторяющееся производство имеет дело с большими по
объему месячными партиями выпуска изделий. Используя составление
расписания движения уровня материального потока, менеджер мог бы
продвигаться вперед, разбивая месячный цикл изготовления на более короткие
плановые отрезки. Менеджер мог бы использовать при управлении
производством еженедельные, дневные или часовые циклы.
120
Одно важное условие при использовании составления расписания уровня
материального потока — это определение минимального размера партии,
который будет обеспечивать движение производственного процесса. В идеале
это могла бы быть одна единица (штука), которая бы продвигалась с одной
позиции на другую в регулируемом производственном процессе. Более
реалистично, исходя из анализа процессов, транспортных времен и
контейнеров, используемых для транспортирования, прийти к выводу о
необходимости использования небольшой партии, но большей, чем партия в
одну штуку. Как только размер партии будет определен, ЕOQ-модель
производственного процесса может быть использована для расчета
желательного времени переналадки. Модель производственного выражена в
виде формулы:
2 DS
Q*
,
H (1 d / p )
где D — годовой спрос; S —затраты переналадки; H —затраты хранения; d —
дневной спрос; р — дневной выпуск.
Некоторые производители, работающие в повторяющемся производстве,
достигают более 150 оборотов запасов в течение года. Только два изменения
необходимы, чтобы работать в системе составления расписания уровня
материального потока на производстве. Первое: существенное (радикальное)
снижение времени переналадок, что обычно несложно сделать с технической
точки зрения. Второе: изменения должны произойти в улучшении ручных
операций. В условиях короткого производственного цикла время ожидания
(пролеживания, транспортировки, контроля) может быть очень маленьким.
11.5. ПЛАНИРОВАНИЕ ПЕРСОНАЛА В СЕРВИСЕ
Система расписаний в сервисе имеет несколько отличий от системы
расписаний в производстве. Первое: в производстве внимание операционного
менеджера сосредоточено на материальном потоке (детали, узлы, изделия); в
сервисе оно находится на уровне персонала и расписаний работ. Второе:
системы сервиса не хранят запасы или услуги. Третье: в сервисе труд более
интенсивен, и спрос на такой труд может быть изменчивым и случайным по
существу.
Сервисные системы стараются соответствовать изменяющемуся
потребительскому спросу, имея наготове мощности, способные удовлетворить
этот спрос. В некотором бизнесе, таком, как «частный доктор» или
«юридический офис», система назначений является расписанием посещений. В
магазине розничной торговли, на почте или в ресторане быстрого
приготовления пищи применение правила «первый пришел — первым
обслужен» для обслуживания потребителей будет вполне подходящим.
Разработка расписаний в таком бизнесе оборачивается приглашением
дополнительных рабочих, часто на неполное рабочее время, чтобы оказать
помощь в пиковые периоды. Система резервирования хорошо работает в
агентствах, сдающих автомобили напрокат, в залах симфонической музыки, на
121
аэролиниях, в отелях и некоторых ресторанах как минимизирующая время
ожидания потребителя и позволяющая избежать разочарования от
перегруженного сервиса.
Во всех сервисных системах должен работать персонал, который
занимается составлением разного рода расписаний, чтобы представить
возможности сервиса по главным направлениям своей деятельности. Хорошо
известно, как в результате улучшения составления расписаний сети ресторанов
удается сократить затраты на наемный труд.
Линейное программирование при составлении персональных
расписаний. Линейное программирование может быть полезным
инструментом при составлении расписания работ служащих в сервисных
службах.
Переменная мощность (пропускная способность), создаваемая за счет
привлечения служащих с неполным рабочим временем, является очень
эффективным средством реагирования на переменный спрос на услуги.
Поэтому работающие с неполным рабочим временем на различных
вспомогательных операциях экономически могут быть более выгодны, чем
служащие с полным рабочим временем.
ОБОБЩЕНИЕ
Расписание определяет время выполнения операций, с тем чтобы выбрать
(определить) эффективное движение элементов производства через систему.
Эта глава посвящена на разработке краткосрочных расписаний на уровне цеха,
повторяющихся процессов и разнообразного сервиса. Мы видели, что цехи
являются системами, в которых продукт создается в определенном порядке и в
установленный срок, а задачи составления расписаний становятся достаточно
сложными. Были рассмотрены некоторые аспекты использования расписаний
при загрузке и определении последовательности запуска работ в структуре
типа цех.
Рассмотрению подлежали графики Гантта и методы назначения, серия
правил предпочтения, правило критического отношения, правило Джонсона и
другие правила для формирования последовательности работ. Мы также
анализировали составление расписания уровня материального потока в
повторяющемся производстве.
Сервисные системы, в общем отличны от производящих систем, они чаще
выступают как системы назначения «первый пришел — первым обслужен» и
системы с резервированием, а так же системы, которые допускают
использование эвристических методов и методов математического
программирования для решения проблем успешного обслуживания
потребителя.
122
Глава 12. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ
ПЛАНИРОВАНИЕ ДИСКРЕТНОГО ПРОИЗВОДСТВА
Дискретное
производство
характеризуется
прерывностью
производственного процесса на всем его протяжении. В таком производстве
наблюдается прерывность в работе отдельных рабочих мест, в работе
отдельных участков, цехов и отдельных процессов. Прерывность усложняет
движение материального потока от входа системы до его выхода, что
выражается в увеличении продолжительности производственного процесса, в
возрастании величины запасов всех видов и в конечном итоге приводит к
ухудшению производительности, т.е. к уменьшению отношения затрат,
осуществляемых на входе, к величине результата, получаемого на выходе.
Такое производство требует от менеджера постоянного наблюдения за всем
производственным процессом, с тем чтобы обеспечить его необходимую
производительность и, по возможности, стремиться ее увеличить. Одним из
инструментов,
который
помогает
ему
это
сделать,
является
система оперативно-производственного планирования (ОПП), основного
производства.
Под системой ОПП понимаются методика и техника плановой работы,
определенные степенью централизации плановой работы, выбором плановоучетной единицы, дифференциацией плановых периодов, составом и
точностью календарно-плановых нормативов (КПН), а также составом,
порядком оформления и движения планово-учетной документации.
12.1. ДВА ВИДА СИСТЕМ ОПЕРАЦИОННОГО ПЛАНИРОВАНИЯ
При организации движения материального потока в процессе
планирования можно выделить два подхода:
– системы планирования, движение материального потока в которых
основано на принципе выталкивания полуфабриката на всем пути изготовления
изделия;
– системы планирования, основанные на принципе вытягивания готового
полуфабриката с предыдущей операции на последующую на всем протяжении
изготовления.
При выталкивающей системе процессом централизованного планирования
охвачен каждый цех: цех получает конкретные месячные задания и
отчитывается о их выполнении перед центральными органами планирования
заводоуправления. Готовую продукцию цех передает на межцеховой склад.
При таком планировании цех и центральные органы планирования интересуют
только выполнение сроков и объемов планового задания. Цех в этом случае не
интересует, что будет с продукцией, которую он отправляет на промежуточный
склад. Его также не интересует, есть ли там остатки продукции от
предыдущего месяца или промежуточный склад пуст. В случае наличия
остатков в системе возникает перенакопление. В случае задержки выполнения
плановых заданий могут возникнуть перерывы, из-за отсутствия
полуфабрикатов на питающих промежуточных складах.
123
В бывшем Советском Союзе этот вид планирования был единственным. В
условиях рыночной экономики такой вид планирования используется на
заготовительных предприятиях и предприятиях, производящих стандартную
продукцию широкого назначения.
При вытягивающей системе планирования предполагается расчет и
создание на его основе оборотных заделов на всех рабочих местах. Значение
этих заделов определяется средней потребностью в конкретных изделиях,
изготавливаемых данным предприятием, на короткий период времени – от
месяца до трех. Процессом изготовления изделий управляет центральный
плановый орган, который формирует график сборки конечных изделий и
спускает его на главный сборочный конвейер. Главный сборочный конвейер
отбирает необходимые полуфабрикаты (детали, узлы) в соответствии с
графиком сборки с ближайших промежуточных складов. Изъятые с этих
складов полуфабрикаты восполняются цехами, поставщиками полуфабрикатов.
Для того чтобы восполнить изъятое, они должны будут забрать полуфабрикаты
от предыдущих изготовителей и т.д.
Процесс движении материального потока распространяется в направлении
обратном
технологическому
процессу
изготовления
изделий.
Информационным сообщением, дающим право забрать требуемые
полуфабрикаты, на любой ступени процесса являются карточки «КАНБАН»,
эти же карточки выполняют роль плановых заданий на рабочих местах, в цехах
изготовителях.
Такой вид системы планирования находит распространение в массовом
производстве, основанном на комбинировании модулей, что создает
возможность выпускать широкую номенклатуру изделий и тем самым
удовлетворять разнообразный спрос.
Разница этих двух видов систем планирования заключается в том, что они
имеют в своей основе различные ритмы, определяющие движение
материального потока. Системы выталкивающего вида в основе всех плановых
расчетов используют постоянное значение среднерасчетного ритма
изготовления продукции. Возможность использования постоянного значения
среднерасчетного ритма вытекает из того, что плановым периодом для этого
вида является годовой период. Системы вытягивающего вида в качестве
плановых периодов для определения величин средних оборотных заделов
рассматривают периоды от месяца до трех, оперативное же управление в этих
системах рассматривает значительно меньшие периоды, вплоть до смены,
поэтому значения среднерасчетных ритмов в этих системах переменны.
12.2. ВЫТАЛКИВАЮЩАЯ СИСТЕМА ОПП СЕРИЙНОГО
ПРОИЗВОДСТВА
Система ОПП серийного производства реализуется при централизованном
планировании в планово-диспетчерских отделах (ПДО) или в плановоэкономических отделах (ПЭО) заводоуправления, при децентрализованном
планировании — в цехах или на участках. В зависимости от принятых плановоучетных единиц различают следующие системы планирования (по учетной
124
единице деталь, комплект, заказ): 1) подетальную; 2) комплектную; 3)
позаказную.
При комплектной системе в качестве учетной единицы выступает комплект
деталей. Различают комплектно-узловую систему — комплект состоит из
деталей, входящих в один узел или даже целое изделие; комплектно-групповую
систему — в группу объединяются детали различных узлов, но имеющие
одинаковые календарно-плановые нормативы (КПН) (опережение выпуска,
ритмы партий). Дифференциация плановых периодов в дискретных видах
производства предполагает планирование до одного часа, в единичном
производстве — от смены до пяти дней.
ОПП состоит из двух этапов: первый включает разработку оперативных
планов и графиков изготовления и выпуска продукции, он называется
оперативно-календарным планированием (ОКП); второй связан с контролем и
регулированием выполнения оперативных планов или хода производства и
называется диспетчированием.
По охвату производственного процесса в пространстве ОПП делится на
заводское (межцеховое) и цеховое планирование. Заводское планирование
заключается в разработке, контроле и учете планов по заводу в целом и по
отдельным цехам, а цеховое планирование — в составлении, учете и контроле
выполнения планов по цеху в целом, отдельным участкам и бригадам вплоть до
рабочих мест. Планирование осуществляется соответствующими службами
заводоуправления и цехов. Этими же службами реализуются основные
функции планирования, которые различаются лишь степенью детализации
планов (для завода — цех, для цеха — участок, бригада, рабочее место).
В серийном производстве основной особенностью ОКП является
необходимость обеспечения строгой повторяемости изготовления партий
деталей, сборки узлов и изделий. Поэтому межцеховое планирование
начинается с расчета КПН на основе использования постоянного значения
среднерасчетного ритма r.
В серийном производстве к КПН относятся:
1. размеры партий (n) и ритмов (R) запуска-выпуска партий изделий;
2. длительность производственных циклов обработки партий деталей,
сборки узлов (Tц);
3. опережение запуска (Oз) и выпуска (Ов) партий деталей;
4. размеры заделов (Н).
Расчет размеров и ритмов партий деталей. Размер партии является
основой расчета КПН, от которого зависят величины всех остальных
параметров: величина нормативной длительности производственного цикла и
календарных опережений; сроки запуска деталей в обработку, их выпуск и
комплектация перед сборкой; величина нормативного среднего уровня
незавершенного производства и величина заделов, переходящих на конец
планового периода.
На практике существует большое количество (более ста) методов расчета
размеров партии.
125
В главе 9 предложено соотношение:
Q* = sqr (2DS/H).
Предлагаемый подход к определению размера партии n основан на учете
составляющих затрат в денежной форме. В то же время для операционных
менеджеров представляет интерес влияние временных факторов на величину
размера партии. Это связано со стремлением работать с небольшими
размерами партий. Однако уменьшение размера партии связано с возрастанием
длительности производственного цикла изготовления изделий, так как
возрастают затраты на переналадку
Научно-технический прогресс позволил разработать оборудование (станки
с ЧПУ) и создать производственные системы, которые обеспечивают
уменьшение величины размера партии. Применение станков с ЧПУ приводит к
возрастанию концентрации операций, а число переналадок и их суммарная
продолжительность уменьшаются. Это создает возможность работать с
меньшими размерами партий, но до определенного момента. Дальнейшее
уменьшение размеров партии становится возможным с применением гибких
производственных систем (ГПС), которые позволяют получать экономию
затрат времени на переналадку не только в результате концентрации операций
на отдельных видах оборудования, но и в результате возможности
обрабатывать конструктивно-технологически сходные детали на оборудовании
без переналадки.
Полученные расчетом размеры партии корректируются. После
корректировки размер партии n должен отвечать следующим условиям:
1. n должно быть больше или меньше месячного выпуска деталей в целое
число раз, что соответствует достижению большей ритмичности производства
и упрощает ОПП. Обычно n = 1/12; 1/10; 1/8; 1/6; 1/4; 1/3; 1/2; 1; 2; 3; месячного
выпуска, что соответствует выпуску 12; 10; 6; 5; 8; 6; 4; 3; 2; одной партий в
месяц и одной партии в два и три месяца. Менеджеру всегда следует
стремиться к максимальному сокращению разнообразия размеров n, что
упрощает ОПП;
2. n должно быть в целое число раз меньше или больше того количества
штук деталей, которое определяется стойкостью технологического оснащения
(режущего инструмента);
3. n должно быть таким, чтобы производственные и складские площади
были достаточными для хранения деталей на рабочих местах и в кладовых,
особенно для крупногабаритных деталей;
4. n должно быть кратным или равным размерам партии в смежных цехах,
в которых производится обработка деталей данного наименования.
Такой подход способствует уменьшению запасов (оборотных заделов) и,
следовательно, величины незавершенного производства.
Методикам расчета n на практике присущи следующие недостатки.
Во-первых, n считается для всех наименований деталей во всех цехах по
ходу технологического процесса. В результате для одной и той же детали и для
всех деталей во всех цехах мы имеем различные размеры партий, что
126
увеличивает незавершенное производство, сопровождающееся огромным
количеством расчетов.
Во-вторых, невозможно предопределить точно себестоимость детали,
длительность производственных циклов обработки партий по цехам и по ходу
технологического процесса и, как следствие, величину незавершенного
производства (НЗП).
Размер и ритм запуска-выпуска партии — величины связанные:
R = n r,
где R — ритм запуска-выпуска партии; n-размер партии; r — среднерасчетный
ритм (постоянная величина).
Расчет длительности производственного цикла обработки партии
деталей, сборки узлов. Знать величину Tц в серийном производстве
необходимо для определения размеров незавершенного производства (НЗП),
для расчета опережений и сроков запуска-выпуска партий деталей. Расчет Tц
можно проводить аналитически, графически и графо-аналитически (для
сборочных процессов).
Аналитический метод. За основу берется расчет, который соответствует
последовательной обработке партий деталей на технологических операциях;
K
Т ц 100n
t шкj / Т см К см Рвыпj q рмj K опt мо t e ,
оп
J 1
где n — размер партии; Коп — количество операций; tшкj – штучно-калькуляционное время на j - й операции, мин; Tcм – продолжительность смены, мин.;
Kсм - коэффициент сменности; Pвыпj — процент выполнения норм времени; qрмj число рабочих мест на операции; tмо — межоперационное время, мин.; te время естественных процессов (сушка, старение и т. д.) мин.
Штучно-калькуляционное время состоит tшкj состоит из нормы времени
обработки одной штуки и нормы подготовительно–заключительного времени,
приходящегося на партию в целом, отнесенному к размеру партии. Штучнокалькуляционное время задается таблично или, если нет данных, расчет tшк
ведется на основе установленного процента времени на подготовительнозаключительные действия Рпз от нормы штучного времени tшт.
Межоперационное время tмо складывается из времени транспортирования
t шт , контроля t кон и пролеживания t прол
Обычно Tcм и Kсм - величины постоянные, и количество мест qрм на каждой
операции равно единице, тогда выражение примет вид:
K
оп
Т ц 100n / Т см К см t штj (1 Рпз / 100) / Рвыпj K опt мо t с .
J 1
В том случае, когда операция выполняется параллельно, с различной
степенью перекрытия, в выражение добавляется коэффициент параллельности
f, равный 0,3 — 0,9. Тогда расчетное выражение примет вид:
127
K
оп
Т ц 100nf / Т см К см t штj / Рвыпj K опt мо t с .
J 1
Из всех составляющих длительность производственного цикла наибольшую
сложность имеет определение tмо Значение остальных составляющих
определяется сравнительно легко.
Рассчитать tмо можно: аналитически, графически, статистически.
Аналитический способ расчета межоперационного времени основан на
применении теории вероятности. Главной составляющей tмо., которая подлежит
определению, является время пролеживания tпрол, поскольку его определение
наиболее сложно. В терминах теории вероятности эту составляющую называют
временем ожидания tож. Время ожидания tож обработки партии деталей на
рабочих местах вызвано:
– неравенством длительности обработки различных партий деталей на
рабочих местах наименований;
– различными технологическими маршрутами движения партии деталей
по операциям и плохим согласованием этого движения, т.е. ошибкам в
составлении расписаний работы оборудования.
В результате поиска пришли к следующему выражению для определения tож
t ож (1 1 / 2 K до )t n
ср
где Кдо — число детале-операций, выполняемых на одном рабочем месте; tncр
— средняя продолжительность обработки партии из n деталей на рабочем
месте.
С увеличением Кдо на данном рабочем месте tож будет асимптотически
приближаться к tncр, а при больших Кдо
tож = tncр
Отсюда вытекает: для уменьшения tож детали необходимо обрабатывать
небольшими партиями, если на рабочем месте выполняется несколько
различных детале-операций.
Графический способ расчета tмо основан на изучении графиков загрузки
оборудования или подетально-операционных графиков работы участков.
При статистическом способе tмо определяется путем обработки
статистических данных, получаемых путем непосредственного наблюдения за
работой рабочих мест или из документов (рабочих нарядов, маршрутных
листов). В данном случае определяется время начала обработки на первой
операции и окончания на последней. Отсюда получают значение фактической
длительности производственного цикла обработки Тцф.. Затем определяется
суммарное время выполнения операций обработки партии деталей на основе
норм времени выполнения операций с учетом процента перевыполнения этих
норм Тосн.
Тогда tмо можно определить следующим образом:
t мо Т цф Т осн /( К оп 1)
128
Обычно tмо в серийном производстве принимается в пределах 0.25...1
рабочего дня.
Графо-аналитический метод расчета Тц. На основе схем сборки изделия
строятся цикловые графики изготовления изделий. В этом случае Тц
определяется длительностью самой протяженной производственной цепочки,
если двигаться от срока окончания сборки в направлении, обратном ходу
технологического процесса. Продолжительность каждого отдельного
сборочного процесса на единицу изделия определяется из соотношения:
Т ц.сб 100t cб /( Рвып.сб Т см К см S сб ),
где: tсб — трудоемкость сборочного процесса; scб — число рабочих, занятых в
данном процессе;
Сокращение длительности производственного цикла достигается за счет:
– увеличения сменности работы оборудования К см ;
– одновременного выполнения одной операции на нескольких рабочих
местах (если tпз невелико);
– увеличения процента выполнения норм времени Р вып ;
– уменьшение времени ожидания tож в результате улучшения методов
внутрицехового ОПП.
Расчет опережения запуска и выпуска партий деталей. Под
опережением запуска Оз понимается отрезок времени от момента запуска в
обработку партии деталей в i-ом цехе до момента выпуска тех изделий, для
которых были запущены в обработку партии деталей в i-ом цехе. Опережением
выпуска Ов отличается от предыдущего определения на величину Тцc , которая
представляет собой сумму длительностей цикла обработки партии деталей во
всех цехах после i-го до последнего, т.е.: Оз = Ов + Тцc
Опережения необходимы для определения и соблюдения сроков запуска и
выпуска партий деталей по цехам, в которых производится их обработка.
При этом О з и О в определяются для каждого цеха независимо
Резервное опережение. При расчете опережений необходимо учитывать
резервное опережение между выпуском деталей в предыдущем цехе и запуском
в последующем, которое необходимо на случай задержки выпуска партии
деталей из предыдущего цеха или в случае преждевременного запуска деталей
в обработку в следующем цехе. В резервное время Трез включается также и
межцеховое время, состоящее из времени оформления документов и
транспортировки партии деталей в следующий цех. Обычно Трез принимается
равным нескольким дням (двум — пяти).
Расчет заделов (запасов). Запасы, представляющие собой заготовки,
детали, узлы и материалы, находящиеся на различных стадиях
производственного процесса и не законченные обработкой, называются
заделами. Эти запасы являются составной частью незавершенного
производства.
Заделы являются овеществленными выражениями опережений запуска
партий деталей, а внутри цеха, — овеществленными выражениями
длительностей производственного цикла изготовления партий деталей. Без
129
необходимых заделов не может быть обеспечена бесперебойная,
высокопроизводительная и равномерная работа и равномерный выпуск
продукции. Однако, излишние и некомплектные заделы приводят к
увеличению потребности в оборотных средствах и к замедлению их
оборачиваемости. В серийном производстве к внутрицеховым относятся
цикловые заделы; к межцеховым — оборотные и резервные заделы. Последние
называют также складскими, так как они должны находиться на складах
(операционных, межцеховых).
Цикловые заделы. Цикловые заделы – это количество деталей (узлов,
изделий), которые находятся в производственном процессе цеха на тот или
иной момент.
Оборотные заделы. Оборотные заделы (запасы) – это заделы между двумя
смежными цехами или любыми смежными звеньями дискретного
производства.
Резервный задел. Резервный задел образуется при соблюдении резервных
опережений между двумя смежными цехами. В отличие от оборотных заделов
(запасов), цикловых заделов, которые возникают сами, резервные заделы
создаются специально.
Средняя суммарная величина всех видов заделов образуется путем
суммирования величин цикловых, оборотных и резервных заделов.
Особенности
расчета
КПН
для
стандартизированных,
унифицированных и запасных деталей. Стандартизированные детали
Для облегчения планирования поступают следующим образом: опережения
запуска унифицированных деталей определяются различными для изделий
каждого наименования, а планирование выпуска данных унифицированных
деталей осуществляется по максимальному Оз из всех рассмотренных. Все
виды заделов (запасов) унифицированных деталей рассчитываются так же, как
для оригинальных деталей, считая, что потребление их на сборке происходит
ежедневно и равномерно.
Запасные детали изготавливаются в виде:
– обязательных комплектов к изделиям, выпускаемым предприятием;
– дополнительного задания для изделий, выпускаемых в предприятием
данном плановом периоде времени;
– дополнительного задания для изделий, не выпускаемых предприятием в
данном плановом периоде.
Запасные детали первого вида приплюсовываются к комплекту основных
деталей и выполняются вместе с ними. При систематическом и равномерном
выпуске деталей второго вида целесообразно их изготавливать вместе с
деталями, идущими на выпуск изделий, изменяя количество деталей в партии и
сохраняя неизменным ритм выпуска (варьируя среднедневным выпуском). Tц и
Оз рассчитываются по обычной методике.
При эпизодическом изготовлении деталей второго вида их следует
изготавливать отдельно с размерами партий, равными размерам партий,
130
идущих на основной выпуск изделий. Для запасных деталей третьего вида все
КПН рассчитываются отдельно по обычной методике.
Составление месячных производственных программ (МПП) для цехов.
Содержание процедуры составления МПП. Для составления МПП
необходимо установить:
– планово-учетные единицы;
– сроки запуска-выпуска партий деталей;
– количество деталей и узлов, подлежащих запуску-выпуску за месяц;
– технико-экономические показатели цеха, в том числе месячный план по
выпуску деталей и узлов цеха в стоимостном выражении; трудоемкость МПП;
фонд основной заработной платы на заданную программу; потребность в
материалах на программу; а также загрузку оборудования.
Выбор планово-учетной единицы (ПУЕ). Для сборочных цехов ПУЕ
является изделие, для цехов узловой сборки — узлы, для обрабатывающих
цехов ПУЕ устанавливается в соответствии с выбранной системой ОПП. Если
система подетальная, то плановая единица — деталь, если система
комплектная, то единица планирования — узловой либо групповой комплект.
В заготовительных цехах планирование выпуска заготовок часто
осуществляется с опережением в один месяц, в этом случае ПУЕ представляет
собой месячный комплект заготовок на соответствующее изделие. В случае
производства крупных деталей ПУЕ заготовительных цехов является заготовка
на деталь.
Основой для составления МПП являются:
– данные учета о фактическом запуске и выпуске деталей по цехам;
– план выпуска изделий со сборки на планируемый месяц;
– КПН
Последовательность расчета МПП:
1. Рассчитываются размеры первых партий деталей п1 во втором, третьем и
т. д. цехах. Для первого цеха — размер первой и каждой последующей партии
всегда принимается равным nуст — установленное (расчетное) количество
деталей в партии, поскольку запуск-выпуск партий деталей в первом цехе не
зависит от других цехов, а менеджмент на производстве находится на таком
уровне, что материалы и заготовки имеются в наличии к моменту очередного
запуска деталей.
2. По каждому цеху определяется срок запуска и выпуска первой партии. В
начале определяются сроки запуска первых партий деталей. Значения сроков
запуска и выпуска могут быть отрицательными, в этом случае отрицательная
величина будет означать количество дней, на которое пришлось отставание
запуска и выпуска в начале месяца. Это отставание необходимо
компенсировать дополнительным выпуском продукции.
3. Определяются сроки запуска и выпуска каждой последующей партии
деталей. Каждая последующая партия деталей запускается через ритм.
4. Подсчитывается общее количество деталей и узлов, подлежащих
запуску и выпуску за месяц по данному цеху. Количество деталей в изделиях,
131
требующихся для обеспечения сборки и бесперебойной работы последующих
цехов, определяется с учетом количества изделий, выпускаемых со сборки в
конце месяца плюс количество изделий в запасе (заделе) за вычетом
программы выпуска изделий предприятием в плановом периоде
Общее число выпускаемых деталей (в изделиях) в течение месяца,
определяется с учетом количества этих деталей, входящих в изделие.
5. Определяются ТЭП, МПП и рассчитывается загрузка оборудования.
Зная месячную программу, можно рассчитать потребности в материалах на
программу, план выпуска изделий по трудоемкости, себестоимости и т.д.
Во всех расчетах основой являются величины запуска и выпуска партий
деталей установленного размера в течение месяца.
Для каждой детали программа должна составляться в последовательности
обработки деталей по цехам. Если программа за предыдущий месяц была
выполнена без отклонений во всех цехах, то для каждого месяца можно
составить программу независимо от последовательности обработки деталей по
цехам. Учет и планирование осуществляются нарастающим итогом.
Учет выполнения МПП цехами. Для высококачественного планирования
необходимы не только разработки МПП, но и организации оперативного учета
их выполнения. Обычно этот учет ведется как в планово-диспетчерских
отделах и в планово-диспетчерских бюро цехов. Учет ведется в виде линейного
графика, но если расчет идет подетально и сводится в месячную программу, то
составляются подетальные графики запуска и выпуска по каждой детали, узлу
и изделию.
Составление месячных оперативных заданий (МОЗ) для участков. При
составлении МОЗ для участков необходимо установить планово-учетные
единицы, срок и количество выпусков по каждой планово-учетной единице.
При этом необходимо учитывать формы специализации участков и вид
выпускаемой ими продукции.
Для технологических участков планово-учетными единицами являются
детали. Месячные задания для деталей каждого наименования необходимо
составлять сначала по последнему участку, с которого выпускается деталь из
цеха, затем по всем предыдущим, в последовательности обратной ходу
технологического процесса. После составления таким образом месячных
заданий по деталям всех наименований получатся МОЗ для отдельных
участков. Сроки запуска и выпуска деталей могут задаваться как по декадам
(неделям, пятидневкам), так и по дням. Более точное согласование работы
участков достигается при установлении сроков в рабочих днях. Плановые
задания для участка составляются в виде графиков.
Для предметных участков, тех, которые специализированы по деталям,
планово-учетной единицей являются детали отдельных наименований. Форма
МОЗ для цеха в этом случае будет аналогичной цеховой, в которую
добавляются лишь трудоемкость обработки одной детали и всего выпуск за
месяц». Для участков, специализированных по узлам, в качестве ПУЕ
принимаются узлы или изделия в целом, по которым и устанавливается МОЗ.
132
В тех же формах, в которых задаются МОЗ, ведется и учет, для чего по
каждой детали предусматривается две строки — верхняя для плана, нижняя —
для фактического выполнения. МОЗ для участков должны составляться в
планово-диспетчерских бюро цеха и выдаваться до начала месяца.
Составление внутримесячных заданий для участков (ВМЗ). Для
успешной работы участков необходимо составлять программы на более
короткие сроки: декады (недели, пятидневки), сутки (смены).
Декадные задания в серийном производстве составляются в двух случаях:
– для технологических или предметных участков с установившейся и
ограниченной номенклатурой деталей, узлов или изделий и со сравнительно
постоянным и значительным их выпуском;
– для участков, являющихся «узким местом».
В первом случае планирование ведется по стандарт-планам, так как
производственный процесс на участках является стабильным в течение
длительного периода. Отрезок времени, на который составляется стандартплан, называется периодом стандарт-плана. Он должен быть равен
наименьшему кратному от ритма партий деталей (узлов или изделий),
изготавливаемых на участке.
Различают два вида стандарт-планов в серийном производстве —
подетальные и подетально-пооперационные. В подетально-пооперационном
стандарт-плане объектами планирования являются не ПУЕ, а рабочие места, т.
е. внимание уделяется в первую очередь загрузке рабочих мест, сами стандартпланы напоминают загрузочные графики Гантта. Для участков, являющихся
«узким местом», подетально-пооперационный план так же составляется на
каждую декаду. Из всех возможных вариантов построения стандарт-плана
необходимо выбирать тот, который дает наименьшую величину
незавершенного производства.
Последним этапом календарного планирования является составление задачи
на каждую рабочую смену суток. Этот процесс принято называть сменносуточным планированием (ССП). При ССП окончательно устанавливаются:
– сроки запусков партий деталей в обработку;
– движения их по рабочим местам и операциям;
– сроки выпуска партий деталей из обработки.
Сменные задания составляются во всех случаях независимо от составления
декадных заданий на каждую смену для каждого участка. Вместе со сменным
заданием мастеру участка должны быть выданы все документы, необходимые
для выполнения включенных в сменное задание работ (рабочие наряды или
маршрутные карты, требования на материалы и полуфабрикаты, накладные на
сдачу готовых деталей, технологические карты, чертежи и т. п.). По окончании
смены мастер проставляет в сменном задании количество обработанных штук
деталей, годных и бракованных, делает отметки о причинах невыполнения
сменного задания или отступления от задания и передает экземпляр
заполненного сменного задания в планово-диспетчерском бюро цеха или
133
планировщику участка для ведения оперативного учета и корректировки
сменных заданий на следующие сутки.
Учет выполнения месячных заданий участками целесообразно вести
непосредственно в той же форме, в которой дается месячное задание. Для
предметных участков используются еще и линейные графики. Учет
выполнения внутримесячных оперативных заданий ведется в тех же формах,
по которым составляются эти задания. Для учета выполнения сменно-суточных
заданий рекомендуется использовать карты пооперационного учета, в которых
собирается вся информация, включая календарно-плановые нормативы,
сведения о материале (заготовках), а также нормы времени по операциям,
выход годных и бракованных деталей.
Метод планирования по условному комплекту (новочеркасский метод
планирования). Учет и управление ходом производства при этом методе
планирования осуществляется при помощи специальной картотеки
пропорциональности. Картотека создается в производственном отделе или в
производственно-диспетчерском отделе по карточками учета по всем деталям
цеха. В каждой карточке указывается:
– установленная величина опережения по данной детали для данного
цеха каждому цеху и по всем деталям, передаваемым из цеха в цех. В цехах
картотеки дублируются, но с учетом подетальней цеховой номенклатуры.
Картотеки заполняются по отношению к сборке;
– величина условного комплекта по этой детали, т. е. такого комплекта
деталей данного наименования, который приходится на одно условное изделие.
В качестве условного изделия из ряда выпускаемых выбирается наиболее
значимое, определяется суммарная потребность каждой детали на все
выпускаемые заводом изделия в течение года или квартала с учетом запасных
частей. Полученную суммарную потребность делят на число запланированных
к выпуску за этот же период условных изделий, даже если данная деталь не
входит в состав деталей, необходимых для сборки условного изделия. Таким
образом, определяется условное число деталей, приходящихся на одно
условное изделие.
Для всех цехов и участков составляется единый сквозной план-график
работы, для чего условно снимается с оперативного учета величина
минимально необходимого задела (минимального опережения в штуках по
каждой детали для каждого цеха). В результате проделанной процедуры
возникает картина, что все заготовительные, обрабатывающие и сборочные
цеха работают над выпуском одного и того же изделия. Исполнители заданий в
цехах ведут учет производства с помощью картотеки пропорциональности.
Картотека пропорциональности наглядно показывает, выпуск каких деталей и
на сколько дней отстает от графика. Эта наглядность заключается в том, что
карточки по всем отстающим деталям лежат в ячейках, которые расположены
слева от текущего дня. Количество дней отставания, умноженное на величину
условного комплекта по детали данного наименования, показывает величину
уменьшения нормативного задела, которую необходимо восстановить в
134
процессе производства, чтобы избежать остановки сборки. Картотека
пропорциональности отражает состояние обеспечения сборки машин деталями,
вследствие чего отпадает необходимость ежемесячно рассчитывать
подетальную программу для цехов (так, как это рассматривалось раньше).
K
У Кf
из
N в мес. v K vf / Д р,
v 1
где Nв мес.v— месячная программа v-го изделия; Kvf — количество деталей f-го
наименования, на v-е изделие; Др — число рабочих дней в плановом периоде.
Рассмотренный метод эффективно применяется на предприятиях серийного
производства с устойчивой номенклатурой и программой выпуска. Любое
изменение номенклатуры и объемов требует пересчета условных комплектов
деталей, что затрудняет использование этого метода.
12.3. ОРГАНИЗАЦИОННЫЕ СТРУКТУРЫ МАССОВОГО
ПРОИЗВОДСТВА С ПОСТОЯННЫМ РИТМОМ
Поточная линия – структурная единица поточного производства, т.е.
такого, которое в наибольшей степени отвечает всем принципам рациональной
организации производства. Для него характерны узкая специализация рабочих
мест, прямоточность их расположения, непрерывность всех потоков,
ритмичность работы, пропорциональность загрузки мощностей. Очевидно, что
поточное производство соответствует наивысшей степени организации и
эффективности. Однако оборотной стороной названных преимуществ является
жесткая детерминированность подобных производственных структур, резко
ограничивающая их гибкость. Следовательно,
область их применения
достаточно узка – это массовое, реже крупносерийное производство. В то же
время детерминированность поточного производства открывает широкие
возможности для использования и требует применения специальных методов
ее организации
Однопредметные непрерывные поточные линии (ОНПЛ). Однопредметные непрерывные поточные линии (ОНПЛ) создаются для изготовления в
течение длительного периода времени одних и тех же изделий с
использованием параллельного вида их движения по операциям (рабочим
местам). Общая производственная ситуация, а именно сочетание элементов
производства, не усложняется. В данном случае задача производственного
менеджера — максимально использовать преимущества и исключить
недостатки параллельного вида движения применительно к конкретным
производственным условиям: виду и характеристикам продукции, параметрам
технологического процесса, оснащению рабочих мест.
Один из недостатков параллельного вида – поштучная передача (передача
мелкими транспортными партиями) предметов производства одновременно
между всеми рабочими местами. Обычно этот недостаток устраняется путем
применения единого транспортного средства – конвейера. Такие линии чаще
называют конвейерными. Второй недостаток — это наличие перерывов на
135
рабочих местах который требует применения специальных методов
синхронизации операции на линии. Условие синхронизации, т.е. выравнивания
длительности операций, выражается следующим образом:
tпер j = rл – ( tj / qj ) ≥ 0, j = 1,… Kоп ,
где tпер j – перерыв на операции j после обработки каждого изделия; rЛ - ритм
линии; qj - количество рабочих мест на операции j; Kоп - количество операций.
Ритм линии является основополагающей характеристикой при расчетах
любых поточных линий. Он определяется режимом работы линии
(количеством рабочих дней, смен, часов, размерами регламентированных
перерывов) или фондом времени ее работы Ф и программой выпуска изделий
за тот же период – Nв :
rл = Ф / Nв.
В записи условия синхронизации ритм является аналогом главного времени
при параллельном виде движения. Методы расчета и анализ конвейерных
линий различаются в зависимости от типа конвейера (см. рис. 12.1). Следует
рассмотреть пять типов конвейеров.
Конвейеры
Распределительные
Конвейер выполняет только
транспортные функции, и для
выполнения операции
предметы производства
снимаются с его ленты.
Рабочие
Технологические операции
выполняются непосредственно
на ленте конвейера
Непрерывные
Непрерывные
Лента движется без
остановок с заданной
скоростью
Рабочие двигаются по
рабочей зоне вслед за
конвейером
Пульсирующие
Движение и остановки
ленты ритмично
чередуются.
Рабочие сидят или
стоят на своих
рабочих местах
Рис. 12.1. Классификация видов конвейеров
Расчет рабочих непрерывных и пульсирующих конвейеров на
однопредметных непрерывных поточных линиях. Три главные
характеристики рабочего непрерывного конвейера связаны соотношением
Vк = lк / rл ,
где Vк – скорость ленты конвейера; lк – шаг конвейера, т.е. расстояние между
осями смежных предметов на линии.
136
Если шаг конвейера показывает расстояние между осями смежных
транспортных партий, то и в знаменателе формулы должен стоять временной
интервал между соседними партиями Rтр – ритм транспортной партии, т.е.
Vк= lк / Rтр = lк /(r гл nтр ).
Каждый рабочий на конвейере выполняет свою операцию в рабочей зоне,
которая, если он не двигается вслед за лентой, а перемещает только руки,
строго ограничена антропометрическими характеристиками (длина рук, наклон
туловища и т.п.).
При полной синхронизации операций, когда перерывов в работе операторов
нет и tj = rл, должно выполняться условие lрз = lк , где lрз – протяженность
рабочей зоны вдоль оси конвейера. В рабочей зоне можно выделить три части:
основную и две резервные в начале и конце зоны. Это является
пространственным отражением того факта, что время выполнения операции
есть величина случайная, колеблющаяся около своего среднего значения.
Затрачивая на выполнение операции среднее время, оператор может работать в
основной наиболее удобной части зоны, а во время нахождения предмета
производства в резервных зонах – может отдыхать. При отклонении времени в
большую сторону он должен успеть выполнить операцию, используя для этого
резервные части зоны.
Рабочие могут находиться у ленты конвейера на расстоянии друг от друга
не меньшем, чем длина рабочей зоны. Расстояние между осями смежных
рабочих мест называется шагом рабочих мест конвейера lрм . Тогда всегда
справедливо соотношение lрм ≥ lк = lрз . Выбор минимально возможного
значения lрм, с одной стороны, рационален, так как уменьшает общую длину
конвейера Lк = lрм Kоп., но, с другой стороны, может не обеспечивать удобства
планировки рабочих мест и размещения всех предметов их оснащения.
Простейшее решение этой проблемы – вынос каждого второго рабочего места
на противоположную сторону ленты, т.е. расположение их в шахматном
порядке. Это не увеличивает шага рабочих мест, но в два раза расширяет
возможности их устройства. Если этого не достаточно, шаг рабочих мест
увеличивается за счет введения чисто транспортных зон между соседними
рабочими зонами, т.е.
lрм j,.j -1 = l рз + lтр.j,j +1 - lк . lтр.j,j+1 ,
где lтр j,j+1 – протяженность транспортной зоны между рабочими местами, на
которых выполняются j и j+1 операции технологического процесса (j =1,…,Kоп
- 1).
K
Тогда общая длина конвейера увеличится до Lk
оп
l рм. j, j 1 l рз .
j 1
Однако такое увеличение может быть нежелательно, т.к. с ростом общей длины
конвейера растет количество предметов, находящихся на его ленте :
Nk =( Lk / lк ) + 1, а с ним растут незавершенное производство, нагрузка на
конструкции конвейера и их стоимость, расход энергии на транспортирование
и пр.
137
Чтобы улучшить условия выполнения технологических операций, скорость
ленты можно уменьшить за счет уменьшения шага конвейера. При этом
уменьшится и длина рабочей зоны, но адекватного ей уменьшения шага
рабочих мест ожидать трудно. Следовательно, это приводит к росту числа
предметов на ленте и вытекающим отсюда отрицательным последствиям.
Задача производственного менеджера – найти оптимальное сочетание
противоречивых характеристик конвейерной линии, что решается путем
составления схемы пространственной планировки линии (рис. 12.2.) и
графической модели ее работы (рис. 12.3).
Рис. 12.2. Схема планировки конвейерной линии: 1 – рабочие; 2 – предметы
производства; 3 – лента конвейера; 4 – предметы оснащения рабочих мест;
5 – поворотная секция конвейера; 6 – пешеходный мостик над лентой;
7 – приводные механизмы конвейера; 8 – стена цеха.
При сборке крупных изделий (автомобилей, холодильников и т.п.) рабочие
обычно двигаются вслед за изделием по своей рабочей зоне. Это практически
снимает ограничение на ее протяженность, но требует введения в расчет
времени возврата рабочих в начало своей зоны tв . Конвейер за время, равное
ритму, перемещает предметы на шаг, а рабочие за то же время должны
выполнить операцию в своей рабочей зоне и вернуться обратно, т.е.
rл= t j+ tв , j = 1,…Kоп ..
У рабочего пульсирующего конвейера лента во время
выполнения
рабочими технологических операций неподвижна. Затем происходит пульсация
ленты на величину шага конвейера lk со скоростью Vдв за время tдв
Три названных характеристики конвейера связаны уже известным
соотношением tдв = lк / Vдв. Время пульсации входит в состав ритма линии rл
= t j + tдв , j = 1,…,Kоп. В это время рабочие простаивают, поэтому его надо
сводить к минимуму, для чего можно уменьшить шаг конвейера либо
увеличить скорость пульсации. Увеличение скорости сопряжено с большими
138
нагрузками на двигатели при разгоне и торможении, а также с возникающим
ускорением, которое нежелательно для предметов производства, стоящих на
конвейере. Уменьшение шага также нежелательно.
Рис. 12.3. График движения предметов производства по первым четырем
рабочим местам конвейерной линии. Ось расстояний на графике для удобства
восприятия повернута вниз.
То, что лента во время выполнения технологических операций неподвижна,
приводит к исключению понятия «рабочая зона», как она трактовалась ранее, и
всех расчетов, связанных с ней. То, что лента продвигается строго на один шаг,
приводит к появлению нового требования: шаги рабочих мест должны быть
равны, либо в целое число раз превышать шаг конвейера.
Графическая модель работы такого конвейера представлена на рис. 12.4.
Расчет
распределительных
конвейеров
на
однопредметных
непрерывных поточных линиях. На таком конвейере предметы производства
для выполнения технологических операций снимаются с ленты. Это означает,
во-первых, необходимость учета времени установки-снятия предмета tус в
составе ритма рабочей линии:
rл = t j + t ус.,j , j = 1,…Kоп.
Во-вторых, операции могут выполняться на нескольких рабочих местах, т.е.
qj >1, j =1,…,Kоп, число которых определяется из условия синхронизации
операций:
qj =[(tj + tус) /( rл)] + 1.
В-третьих, понятие «рабочая зона» в том смысле, в котором она
трактовалась для рабочих непрерывных конвейеров, теряет смысл. Расчеты
скорости конвейера, его общей длины, количества предметов на ленте
выполняются теми же способами, что и для рабочих непрерывных, но с учетом
qj >1 . Дополнительно вводится параметр – количество предметов
производства, находящихся на линии – Nл. Это важно для расчета
незавершенного производства. Nл = Nк + qj , т.е. изделия изготавливаемые на
ОНПЛ, находятся частично на ленте конвейера, частично на рабочих местах.
139
Рис 12.4. График движения предметов производства по первым четырем
рабочим местам ОНПЛ, оснащенной рабочим пульсирующим конвейером.
Скорость пульсации ленты = tg.
Особый интерес представляет организация операций на нескольких рабочих
местах. При этом рабочий, выполняющий длительную операцию, снимает
предмет с ленты конвейера и работает с ним, в то время как следующие
предметы лента конвейера транспортирует мимо него на следующие рабочие
места, где выполняется та же самая операция (рис. 12.5.).
Чтобы избежать ошибок в распределении предметов между рабочими,
выполняющими одну операцию, вводится разметка линии (цифровая,
буквенная, цветовая и т.п.). Если несколько рабочих мест организовано лишь
на одной операции ОНПЛ, то количество символов разметки должно быть
равно количеству рабочих мест на этой операции. Если таких операций
несколько, то разметка должна удовлетворять всех, что возможно, только если
число символов разметки равно числу рабочих мест на операциях (∑qj) . Это
число называется числом периода конвейера и обозначается П.
Период конвейера Тк – это время, за которое через все операции линии
проходит одинаковое количество предметов. Он рассчитывается следующим
образом: Тк = rлП. Для всех рабочих мест составляется таблица закрепления за
ними номеров периода (символов). Информация доводится до рабочих. На
замкнутой ленте конвейера количество полных наборов символов разметки
должно уложиться целое число раз. Тогда общая длина ленты
L = m lk П,
где m – минимальное целое число, при котором справедливо πD + 2Lk < L.
Здесь D – диаметр обводных барабанов.
140
Рис. 12.5. График движения первых шести предметов производства по первым
рабочим местам ОНПЛ, оснащенной непрерывным распределительным
конвейером. Скорость конвейера tg; время установки-снятия предметов не
выделено из состава штучного времени.
Однопредметные прерывные поточные линии (ОППЛ). ОППЛ
создаются для изготовления в течение длительного времени одних и тех же
изделий с использованием параллельно-последовательного вида их движения
по операциям (рабочим местам). Для них характерны те же общие признаки,
что и для других структурных единиц поточного производства: ОНПЛ и
МНПЛ, рассмотренных ранее. Отличие заключаются в том, что невозможно
(по технологическим причинам) синхронизация операций на линии. Из этого
следует, что методы организации ОППЛ принципиально отличны от
рассмотренных выше методов.
Отсутствие синхронизации означает наличие перерывов на рабочих местах
после окончания работ с каждым предметом производства. Величина
перерывов определяется по формуле : tпер j = rл - t j /q j > 0, j = 1,…, Kоп .
Для рационального использования рабочего времени перерывы,
возникающие при изготовлении некоторого числа изделий, концентрируются,
рабочий и оборудование могут быть использованы в это время для других
работ. Очевидно, что чем больше количество изделий, на которых происходит
такая концентрация, тем проще использовать освободившееся время. С другой
стороны, тем больше приходится сдвигать время изготовления изделий для его
концентрации, а значит, нарушать непрерывность движения каждого изделия
по операциям и увеличивать его пролеживание. С разрешением этой
141
противоречивой ситуации в первую очередь сталкивается производственный
менеджер при организации работы ОППЛ.
Количество изделий, на котором происходит концентрация перерывов и
работы операции линии, ─ nоб. Умножим обе части приведенного выше
равенства на эту величину: tпер j nоб = r л nоб – t j nоб / qj .
Общее время концентрированного перерыва t пер j n об = T пер j, общее время
концентрированной работы t j nоб /q j = T j , ритм оборотной партии или периода
оборота линии rл n об = R об. Тогда T j = T пер - R об.
Период оборота линии – это интервал времени, по истечении которого
линия полностью повторяет свое состояние, а на каждой ее операции
изготавливается одинаковое количество изделий, называемое оборотной
партией – nоб .
Пролеживающие между операциями изделия образуют межоперационный
оборотный задел. Его величина изменяется во времени. График изменения,
построенный на интервале, равном периоду оборота, называется эпюрой
оборотного задела. Эпюры строятся для каждой пары смежных операций
линии.
Правила построения эпюр оборотных заделов:
1. эпюра представляет собой кусочно-линейную непрерывную функцию;
2. величина оборотного задела изменяется от нуля до некоторого
максимального значения Н об max ;
3. оборотный задел в начале периода оборота равен заделу в конце
периода; это переходящий задел Н об пер.
Оборотный задел возникает из-за разницы производительностей или из-за
сдвига начала работы смежных операций. Его величина пропорциональна
значениям этих двух параметров, а также размеру оборотной партии.
Менеджера представляет расчет максимального, среднего и переходящего
заделов для всех пар смежных операций и на линии в целом. Построение
эпюры и расчет параметров задела для произвольной пары смежных операций j
и j+1 включает следующие шаги.
1. Период оборота линии разбивается на интервалы, в пределах которых
состояния операций неизменны.
2. Для каждого интервала решается вопрос о характере изменения задела:
– он растет, если пополняющая задел операция более производительна,
чем берущая из задела, с учетом числа работающих в интервале рабочих мест;
– он уменьшается, если она менее производительна;
– он изменен, если обе операции в паре равнопроизводительны (в том
числе если обе не работают).
3. Линейные функции на всех интервалах связываются в единую эпюру на
основании приведенных ранее правил построения эпюр.
4. Для каждого интервала рассчитывается изменение величины задела
(ΔH j,j+1 f) по формуле
ΔH j, j+1 f = Т f [( qjf / tj) - (q j+1f /t j+1 )],
142
где T f – продолжительность f -го интервала; q j f и q j+1 f – количество рабочих
мест на j - й и ( j +1) - й операциях, работающих на f - м интервале.
5. Полученных ранее, начиная с нулевой точки, цепным методом рассчитываются величины заделов во всех переломных точках эпюры (на границах
интервалов) с использованием значений ΔH j,j+1 f ; при этом часть расчетов
может оказаться избыточной, если искомые величины уже найдены.
6. Рассчитывается величина среднего задела Ноб ср как высота
прямоугольника, равновеликого фигуре, образованной эпюрой задела.
Анализ возможных вариантов сочетания во времени выполнения двух
смежных операций на ОППЛ, можно прийти к следующим выводам.
1. Величина Н об max j, j+1 принимает наименьшее значение в том случае, если
время выполнения меньшей в паре операции полностью укладывается во время
выполнения большей, независимо от сдвига их начал и порядка следования
друг за другом.
2. При увеличении сдвига с нарушением указанного условия величина
3. Нобmax j, j+1 растет и достигает наибольшего значения при максимальном
сдвиге.
4. Если при некотором значении сдвига операции перестают перекрываться
(не имеют общего времени работы), величина Ноб max j,j+1 достигает своего
максимума, равного n об, и при дальнейшем увеличении сдвига не возрастает.
Эти особенности должен учитывать операционный менеджер, определяя
регламент работы линии, т.е. задавая время начала работы всех операций.
Критерием при этом является минимизация величин оборотных заделов на всех
парах смежных операций. Другим критерием является оптимизация
использования рабочей силы на линии. На двух операциях можно использовать
одного рабочего, только если операции не перекрываются во времени и задел
между ними максимален. Рациональное использование рабочей силы
достигается за счет организации последовательного многостаночного
обслуживания.
Сложнее задача определения регламента работы линии решается для
менеджера в том случае, когда для выполнения операции используется
несколько рабочих мест. Для таких операций возможны два типовых варианта
регламента работы:
– с равномерной загрузкой всех рабочих мест;
– с полной загрузкой всех рабочих мест, кроме последнего.
Первый вариант целесообразен, если на операции может быть организовано
параллельное (во времени) многостаночное обслуживание всех рабочих мест. В
противном случае лучше второй вариант, так как здесь все рабочие места,
кроме последнего, загружены оптимально полностью, а на последнем может
появиться возможность использовать частично свободного рабочего на других
операциях. В конкретных случаях могут возникать и другие организационные
варианты работы ОППЛ.
143
12.4. ВЫТЯГИВАЮЩИЕ СИСТЕМЫ ОПП МАССОВОГО
ПОВТОРЯЮЩЕГОСЯ ПРОИЗВОДСТВА
Конечной практической целью системы управления любым производством
является увеличение прибыли за счет сокращения издержек. Последнее
становится возможным при устранении производственных потерь и, в первую
очередь, потерь, связанных с излишними запасами всех видов. Эта цель
достигается с помощью организации производства «точно вовремя».
Информационный
механизм
под
названием
«КАНБАН»
такой
организационной системы рассматривался нами в главе 9. На рынке эта
концепция будет реализовываться, если пользующуюся спросом продукцию
поставлять только в тех размерах, которые можно продать. Этого можно
добиться, организовав повторяющееся производство на модульном принципе.
Повторяющееся производство способно быстро приспосабливаться к
изменениям спроса без излишних запасов всех видов.
Методы управления, с помощью которых повторяющееся производство
приспосабливается к переменному спросу, обычно называют выравниванием
производства по спросу. Поточные линии такого производства больше не
привязаны к выпуску единственного вида продукции огромными партиями, как
об этом говорилось в параграфах 12.2 и 12.4. Вместо этого на линиях должен
производиться целый спектр модификаций продукции, отражающий капризы
потребительского спроса. Поэтому такое производство будет отвечать
потребностям сегодняшнего дня, а запасы в результате реализации модульного
принципа конструирования и изготовления изделий могут быть сокращены до
минимума. На рис. 12.6. дается анализ двух стадий выравнивания
производства, представленных в правой и левой частях рисунка.
На первой стадии (см. левую часть рис. 12.6) показано приспосабливание к
изменению месячного спроса на протяжении года. Приспосабливание
достигается с помощью месячного планирования производства, на основе чего
готовятся оперативные производственные планы, в которых указаны
среднесуточные уровни выпуска на каждом производственном участке,
являющиеся основой создания заделов всех видов. Расчеты, проводимые на
первой стадии, основываются на трехмесячном и месячном прогнозах спроса
на основании информации, поступающей от сбытовых организаций.
На второй стадии (см. правую часть рис. 12.6) осуществляется
приспосабливание к ежедневным изменениям спроса в течение месяца. Здесь
основную роль в оперативном управлении производством, реализующую
принцип выравнивания производства, играет система «КАНБАН», поскольку
оперативное управление может быть эффективным только с помощью так
называемой вытягивающей системы. Основой оперативной работы такой
системы является график последовательности отгрузок, который составлен для
сборки различных модификаций изделий на главном сборочном конвейере.
Система обеспечивает выравнивание заказов у поставщиков и в основных
производственных цехах предприятия. Проблема подготовки производства к
выпуску модификаций изделий рассмотрена в главе 6.
144
Рис. 12.6. Схема выравнивания объемов производства автомобильной
компании
145
12.5. ОРГАНИЗАЦИОННЫЕ СТРУКТУРЫ МАССОВОГО
ПРОИЗВОДСТВА С ПЕРЕМЕННЫМ РИТМОМ И
ИЗМЕНЯЮЩЕЙСЯ ЧИСЛЕННОСТЬЮ РАБОЧИХ
Реализация концепции выравнивания производства, основанного на
использовании множества поточных линий, определяет работу этих линий с
переменным ритмом, а значит, и с изменяющимся количеством рабочих на
линиях. Условием реализации этих особенностей при организации
производственного процесса является выполнение трех требований:
1. правильное размещение станочного оборудования;
2. наличие
хорошо
подготовленных
рабочих-многостаночников,
владеющих различными специальностями;
3. постоянная
оценка
и
периодический
пересмотр
плановой
последовательности выполнения технологических операций рабочими, что
отражается в карте трудового процесса (на японских предприятиях).
Рассматривая способы правильного размещения станочного оборудования,
следует отметить нерациональные способы его размещения, которых избегают
на передовых фирмах: «птичья клетка», «изолированный островок» и линейное
размещение (рис. 12.7).
Размещение оборудования «птичья клетка» является простейшей формой
расположения оборудования, при которой один рабочий-многостаночник
обслуживает несколько одинаковых станков. Станки обычно размещаются
треугольником, прямоугольником или ромбом. Такой метод размещения
является большим шагом вперед по сравнению с одностаночным
обслуживанием, поскольку растет производительность одного рабочего, но при
этом неминуемо возрастают запасы полуфабрикатов в виде межоперационного
оборотного задела. Это приводит к тому, что становится трудно
организовывать непрерывный производственный поток между различными
участками производства. Нелегко добиться синхронизации работы различных
участков. Затраты времени на изготовление продукции резко возрастают.
Избежать чрезмерных межоперационных оборотных заделов и сократить
время транспортировки обрабатываемых предметов позволяет размещение
оборудования по типу «изолированные островки», которые располагаются в
соответствии с последовательностью выполнения операций при обработке
деталей. Такой метод размещения предполагает наличие хорошо
подготовленных рабочих-многостаночников и делает возможным организацию
непрерывного производственного потока через различные операции. Но и этот
метод имеет существенный недостаток: когда все оборудование на
предприятии размещается подобным образом, рабочие обособляются друг от
друга, в результате чего становится трудно поддерживать общую синхронность
между различными производственными участками. Отсутствие же
синхронности ведет, как и в предыдущем случае, к возникновению излишних
межоперационных оборотных заделов. Кроме того, при таком расположении
оборудования не может быть реализован принцип взаимопомощи рабочих.
146
ез
Фр
Сверлильный станок
е
ый
рн
о
ан
ст
Фр
ез
к
ер
ны
й
1
4
2
3
ст
ан
о
к
1
Св
ер
2
ли
ль
ны
й
ст
а
3
но
к
Св
ер
й
ны
ль
и
л
ок
ан
т
с
Фр
ез
ер
ны
й
а)
1
ст
ан
о
е
ез
Фр
к
ый
рн
о
ан
ст
к
б)
2
3
4
Фрезерные станки
в)
Рис 12.7. Размещение оборудования а) по типу «птичья клетка», б) по типу
«изолированный островок», в) линейное обслуживание оборудования одним
рабочим многостаночником
Чтобы преодолеть недостатки размещения оборудования способом
«изолированных островков», различные станки могут быть расположены в
одну линию. При таком их расположении рабочий должен переходить от
одного станка к другому. Возникает возможность организовать непрерывный
производственный поток на всем его протяжении. Однако при линейном
расположении оборудования возникает первая неразрешимая проблема,
состоящая в невозможности перераспределения операций между рабочими при
изменении спроса. Другая проблема, связанная с таким способом размещения,
заключается в независимости одной линии от других. В этой ситуации
перераспределение операций между рабочими в соответствии со спросом на
продукцию требует дробного числа рабочих, что сделать невозможно. Поэтому
либо у рабочего появляется время простоя, либо он будет производить
излишнюю продукцию.
Всех указанных трудностей и недостатков рассмотренных организационных
структур можно избежать при U-образном расположении оборудования на
поточных линиях. А объединение нескольких U-образных поточных линий
147
позволяет решить проблему с дробным числом рабочих, рассматривая это
объединение как одну общую линию (рис. 12.8).
1
2
4
5
8
9
3
7
6
10
Рис. 12.8. U-образное размещение оборудования на линии
обслуживаемой тремя рабочими
При U-образном расположении оборудования входная и выходная операции
производственной линии (участка) расположены в одном месте или рядом друг
с другом; U-образное расположение оборудования может иметь различные
формы, например, вогнутую и круговую, и позволяет гибко регулировать
численность рабочих путем увеличения или сокращения их числа во
внутреннем пространстве U-образного участка при изменении ритма всей
вытягивающей системы.
Вытягивающие производственные системы, работающие по принципу
«точно вовремя», также могут быть организованы с размещением
оборудования по U-образной схеме. Количество изделий в незавершенном
производстве на этой линии можно всегда поддерживать постоянным. В то же
время такая организационная структура позволяет легко визуально
обнаруживать недостаточно синхронизированные операции, выполняемые
отдельными рабочими, и принимать меры по совершенствованию
производственного процесса, т. е. повышать его синхронизированность.
Как говорилось выше, система U-образных линий, условно объединенная в
одну общую линию, позволяет решить проблему с дробным числом рабочих.
При использовании таких дробных линий можно проводить перераспределение
операций между рабочими и в ответ на колебания объемов производства
изделий путем изменения стандартной последовательности выполнения
операций рабочими, т. е. используя на рабочем месте различные — в
зависимости от объема производства — карты трудового процесса.
Рисунок 12.9. иллюстрирует рассматриваемое.
148
Рис. 12.9. Объединение нескольких U-образных линий в одну общую:
а) комплексная производственная линия по изготовлению шести видов
изделий (для главной передачи заднего ведущего моста); б) распределение
операций между рабочими на линии за месяц (ритм потока - 1 мин., число
рабочих на линии – 8); в) распределение операций между рабочими в
следующем месяце (ритм потока – 1,2 мин., число рабочих на линии – 6).
149
Из рис. 12.9 б, в видно, что при сокращении спроса возрастает ритм потока
на 1,2 мин. Это приводит к необходимости перераспределить все операции,
выполняемые на комплексной линии, между шестью рабочими. Теперь каждый
будет производить операций больше, чем в предыдущем месяце (см. рис. 12.9
б), когда операции на комплексной линии обслуживались восемью рабочими, а
ритм потока был равен 1 мин.
Таким образом, дробное число рабочих, которое могло бы возникнуть при
линейном размещении различных отдельных участков, исключается благодаря
объединению этих участков в единую комплексную производственную линию.
Сокращение объемов производства, связанное с падением спроса,
уменьшает число рабочих, занятых на линии (см. рис. 12.9). В периоды
непродолжительного сокращения объема производства можно осуществить
следующие мероприятия, направленные на использование высвобожденных на
данной лини рабочих:
– перевод рабочих на другие линии и участки;
– сокращение сверхурочных работ;
– проведение совещаний кружков качества;
– отработку операций по переналадке оборудования;
– профилактические и ремонтные работы;
– изготовление комплектующих изделий, которые раньше закупались у
поставщиков.
Большинство из перечисленных процедур возможно только тогда, когда
рабочие владеют несколькими специальностями или являются рабочими
многостаночниками.
12.6. СИСТЕМА РОТАЦИИ ОБСЛУЖИВАЮЩЕГО ПЕРСОНАЛА
Чтобы быстро приспосабливаться к изменяющимся условиям, например, на
комплексных поточных линиях, рабочий должен быть универсально
подготовленным, т. е. он должен уметь квалифицированно выполнять работы
по любой специальности и на любой технологической операции. С этой целью
фирмы мирового класса готовят свои рабочие кадры, используя принцип
профессиональной ротации. В соответствии с принципом ротации каждый
рабочий по очереди выполняет все виды работ в своем цехе. Через некоторое
время рабочий достигает необходимого профессионализма во всех
специальностях и таким образом становится универсалом.
Обучение по принципу профессиональной ротации состоит из трех
основных этапов:
1. на первом этапе все начальники участков и мастера должны учиться
работать на всех рабочих местах, чтобы подтвердить перед рабочими цеха свои
способности выполнять их работу;
2. на втором этапе каждый рабочий поочередно обучается всем
специальностям, имеющимся в цехе, и таким образом готовится для работы по
любой из них;
3. на третьем этапе разрабатывается график прохождения рабочим всех
операций с частотой чередования видов работ до нескольких раз в день.
150
Такая подготовка рабочих позволяет четко выявить преимущества
принципа профессиональной ротации:
– внимание рабочего переключается, уменьшается утомляемость, в
результате чего снижается производственный травматизм;
– устраняется чувство несправедливости по поводу того, что ветераны
могут претендовать на выполнение более высокооплачиваемых работ, это
улучшает взаимоотношения между рабочими и способствует развитию
взаимопомощи;
– передача опытными рабочими и мастерами своего опыта и знаний
более молодым рабочим и подчиненным способствует быстрому
распространению рациональных приемов труда в цехах;
– поскольку каждый рабочий участвует во всех производственных
процессах в цехе, он считает себя ответственным за все задачи, стоящие перед
цехом: достижение необходимого уровня качества, снижение издержек
производства, повышение безопасности труда;
– переходя работать в другой цех или на новый производственный
участок, каждый работник, независимо от того, мастер он или рабочий,
смотрит на новую работу свежим взглядом и может выделить проблемы или
найти способы усовершенствования производства.
Главное достижение профессиональной ротации выражается простыми
словами: «Она гуманизирует труд, демонстрирует уважение к человеку и
повышает роль человеческого фактора в массовом производстве, ограждая его
от превращения в придаток машины».
ОБОБЩЕНИЕ
Два типа систем оперативного планирования (выталкивающая и
вытягивающая) в своей основе ориентируются на различные уровни изменения
спроса. Выталкивающая система ориентирована, в основном, на относительно
постоянный спрос в течение довольно длительного промежутка времени. Эта
система находит применение на предприятиях, производящих заготовки и
продукцию общего назначения. Она также широко использовалась в условиях
централизованного управления экономикой. Для этой системы характерна
работа с постоянным среднерасчетным ритмом. С учетом постоянства ритма
для выталкивающих систем создаются и производственные структуры (от
серийного до массового типов производства), соответственно которым
разрабатывается система оперативно-производственного планирования.
Вытягивающие системы ориентированы на работу с изменяющимся в
соответствии со спросом ритмом. В основе этих систем лежит организация
производства «точно вовремя», которая основана на модульном принципе
изготовления изделий. Планирование такого производства рассматривается как
выравнивание всего производственного процесса в соответствии с
изменяющимся спросом. Это выравнивание осуществляется с помощью
информационной системы «КАНБАН», которая не позволяет произвольно
изменяться
объемам
незавершенного
производства.
Основными
организационными структурами, которые обеспечивают выравнивание
производства, являются U-образные линии и подготовка рабочих,
обеспечивающая ротацию обслуживающего персонала.
151
Часть пятая.
ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ
ПРОИЗВОДСТВА
Глава 13. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ
13.1. ОРГАНИЗАЦИОННЫЕ ФОРМЫ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ ПРОИЗВОДСТВА
Эффективность работы предприятий во многом зависит от бесперебойного,
равномерного и качественного технического обслуживания основного
производства, рационального сочетания основных и вспомогательных
процессов. На предприятиях проводятся типизация функций технического
обслуживания, стандартизация технологических процессов, применяемой
оснастки, инструмента, материалов, деталей, узлов. Все это способствует росту
эффективности вспомогательных операций, обеспечению ритмичности
производства.
Функции управления техническим обслуживанием по их назначению
можно объединить в две группы: функции поддержания основного
производства в рабочем состоянии, функции подготовки производства к
выпуску новой продукции.
Структура обслуживающих подразделений на предприятиях определяется
их назначением, функциями, размерами и характером выпускаемой продукции,
сложностью и разнообразием применяемого оборудования, уровнем
механизации, автоматизации и централизованного обслуживания производства.
Как правило, в одной отрасли промышленности организационные структуры
управления обслуживанием имеют много общего. Примерная схема служб
предприятий представлена на рис.13.1. На средних и крупных предприятиях
отделы обслуживания выполняют конкретные функции и имеют
производственную базу в виде цеха или обособленного участка.
В основу организационной структуры управления техническим
обслуживанием положены требования рационального распределения функций.
Единообразие организационной структуры способствует повышению
эффективности управления отделами технического обслуживания.
13.2. ОРГАНИЗАЦИЯ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА
Основным назначением энергетического хозяйства предприятия является
бесперебойное обеспечение производства всеми видами энергии при
соблюдении техники безопасности, выполнении требований к качеству и
экономичности энергоресурсов.
Основными видами энергии являются: электрическая энергия; тепловая и
химическая энергия твердого, жидкого и газообразного топлива; тепловая
энергия пара и горячей воды; механическая энергия. К энергоресурсам
152
относятся электрический ток; натуральное топливо; пар разных параметров;
сжатый воздух различного давления; природный и сжиженный газ; горячая
вода и конденсат; вода под напором.
Главный инженер
Функциональные
Отдел
главного
технолога
Инструментальный
отдел
(бюро)
Отдел (бюро)
нестандартного производства
отделые (службы)
Отдел главного
механика и
отдел главного
энергетика
Отдел
главного
конструктора
Отдел
капитального
строительства
производство
И нст рументальный цех
(участок)
Участ ок по
ремонту
инст ру и
оснаст ки в
основ ных
цехах
Центральный инст рументальный
склад
Цех (участок) нест андарт ного оборудов ания
Ремонтномеханический цех
(участок)
Цех энерго-паросилов ого
хозяйств а
Экспериментальный цех
(участок)
Ремонтност роит ельный цех
(участок)
Транспорт ный
цех
(участок)
Рис. 13.1. Организационная структура управления
Разнообразные виды ресурсов на предприятии используются в качестве
двигательной силы, в технологических процессах, для отопления, освещения,
вентиляции, хозяйственно-бытовых нужд и т.д.
Выбор наиболее экономичных энергоресурсов должен осуществляться на
основе комплексного решения вопросов энергетики, технологии, организации
производства и экономики путем сравнительного анализа удельных расходов
(норм расхода) технологического топлива и энергии, единовременных затрат
на разработку и внедрение мероприятий по снижению норм.
Энергоснабжение предприятия имеет специфическую особенность,
состоящую в необходимости немедленного потребления произведенной
энергии и неравномерной потребности в ней в течение суток и времени года.
Поэтому бесперебойное снабжение энергией должно обеспечиваться за счет
создания резервов мощностей энергетического оборудования.
Наиболее совершенной и экономичной системой энергоснабжения
предприятия является централизованная. Это касается электроэнергии, пара и
газа. Что касается сжатого воздуха, то большие потери давления в
воздухопроводах не позволяют осуществлять централизованное обеспечение
предприятия сжатым воздухом даже внутри самого предприятия.
Целесообразно использовать небольшие компрессорные установки в каждом
цехе, потребляющем сжатый воздух.
Централизованная система снабжения обеспечивает надежное и
бесперебойное снабжение предприятия энергией и снижает текущие издержки
производства и единовременные затраты, связанные с получением
необходимых видов энергии.
153
Основой рациональной организации энергетического хозяйства на
предприятии является правильное планирование производства и потребления
энергоресурсов с применением балансовых методов. Они дают возможность
рассчитывать потребность предприятия в различных видах топлива и энергии,
исходя из объема производства и прогрессивных норм, а также определить
наиболее рациональные источники покрытия этой потребности.
Энергетические балансы входят в группу материальных балансов, они
подразделяются: по назначению на стратегические и тактические, плановые, а
также отчетные; по степени охвата на сводные (по предприятию, цеху),
частные (по агрегатам, видам энергоресурсов, виду обработки).
Составление балансов должно сопровождаться проектированием режимов
энергетической нагрузки предприятия и режимов работы генерирующих
установок.
Составление баланса начинается с его расходной части. В начале
рассчитывается потребность во всех видах энергии и топлива основного и
вспомогательного производства предприятия и расход энергии и топлива на
вентиляцию,
освещение,
отопление,
хозяйственно-бытовые
и
непроизводственные нужды; затем определяются допустимые (нормативные)
величины потерь энергии в сетях и преобразовательных установках,
суммарные потребности предприятия по видам ресурсов.
Разработка приходной части включает:
– определение производственных ресурсов своих регенерирующих
установок и возможности получения топлива и энергии со стороны;
– проектирование режимов работы своих регенерирующих установок и
определение графиков их нагрузки;
– определение размеров покрытия потребности за счет собственного
производства, получения со стороны и использования вторичных
энергоресурсов;
– определение количества энергии, которое может быть отпущено на
сторону.
Далее разрабатываются энергетические балансы генерирующих установок
предприятия и рассчитываются технико-экономические показатели их работы.
Для
составления
отчетных
энергобалансов
необходим
дифференцированный и точный учет расхода топлива и энергоресурсов.
Определение потребности в энергоресурсах по отдельным элементам перед
составлением баланса осуществляется на основе норм расхода.
Структура
энергетического
хозяйства,
например,
крупного
машиностроительного предприятия включает:
– энергетические цеха (электросиловой, теплосиловой, газовый,
электромеханический, слаботочный);
– преобразовательные и генерирующие установки (компрессорную,
котельную, кислородную станции и др.);
– цеховые и общезаводские энергетические сети;
– потребители энергии (оборудование, станки, печи и др.).
154
Энергетическое хозяйство крупных предприятий находится в ведении
главного энергетика. В состав отдела главного энергетика входят бюро
энергоиспользования, энергооборудования, электрическая и тепловая
лаборатории. На мелких предприятиях хозяйство главного энергетика
находится в ведении главного механика.
Технико-экономические показатели энергохозяйства разделяются на две
группы:
1) по экономичности производства энергии: удельный расход топлива на
производство электроэнергии и тепла; коэффициенты полезного действия
генерирования электрической и тепловой энергии; удельный расход
электрической энергии на 1000 м3 сжатого воздуха и т.д.; себестоимость
единицы вида энергии;
2) по эффективности использования энергии: удельный расход энергии по
ее видам, видам работ; структура энергобаланса цехов и предприятия в целом;
показатели энерговооруженности труда.
Основными
направлениями
совершенствования
энергетического
хозяйства и повышения эффективности его функционирования являются:
— приобретение ресурсосберегающего оборудования;
— использование наиболее экономичных видов энергоресурсов;
— совершенствование схем энергопотребления;
— автоматизация производственных процессов, учета и использования
ресурсов;
— совершенствование конструкции энергооборудования;
— применение расчетно-аналитических методов нормирования
ресурсов;
— упрощение структуры энергетического хозяйства предприятия;
— стимулирование улучшения использования ресурсов и др.
13.3. ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
Инструментальное
производство
предприятий
сохраняет
децентрализованный
характер.
Основная
масса
изготавливаемого
инструментария поступает во внутрипроизводственное потребление, и лишь
незначительная его часть реализуется на сторону.
При выборе организационных форм инструментального хозяйства исходят
из потребности в инструменте, необходимом для выпуска продукции и
освоения новых изделий, размещения цехов-потребителей. На основе этих
данных разрабатывают планы обеспечения предприятия инструментом –
покупным и собственного изготовления, планы ремонта оснастки и порядок
технического надзора.
Инструментальный цех занимает центральное место в инструментальном
хозяйстве. Его мощность и структура участков зависят от потребности в
оснастке и специальном инструменте, сложности и повторяемости
изготовления.
Производство инструмента осуществляется по двум направлениям:
разработка и изготовление нового, впервые применяемого в период освоения
155
новой продукции; насыщение инструментом текущего производства,
изготовление дублеров (вторых экземпляров) оснастки, сменных комплектов и
ремонт. Периоды эксплуатации оснастки и инструмента и замены новыми
комплектами зависят от расчетной стойкости режущих частей и
производственной программы деталей, изготовляемых с помощью этого
инструмента.
Изготовленный и проверенный в ОТК инструмент поступает на
центральный инструментальный склад (ЦИС), где он хранится и учитывается.
Для удобства поиска ЦИС разделен на секции, учет в которых ведется по
карточкам движения. Каждому виду инструмента присваивается шифр и
определяется место его хранения. Отпуск инструмента производится по
лимитным картам, в которых определена потребность на квартал (месяц)
основного производства. Непосредственными получателями инструмента из
ЦИС являются инструментально-раздаточные кладовые (ИРК), расположенные
в цехах основного производства.
Главные задачи ИРК – обеспечение сменных заданий необходимым
инструментом, контроль за его своевременной заточкой и ремонтом, списание
непригодного для дальнейшей эксплуатации и пополнение складских запасов
новым инструментом.
В массовом и крупносерийном производствах замена инструмента
происходит на рабочих местах в строго установленное время, после
выполнения определенного количества деталей или после обработки расчетной
партии деталей независимо от состояния режущей части инструмента; в
серийном и единичном производствах – по требованию наладчиков и рабочих.
Контроль за состоянием инструмента в ИРК осуществляется мастером или
должностным лицом из цехового аппарата. Надзор за качеством инструмента
обеспечивает заводская лаборатория техники измерения. Задачами
лаборатории являются периодический контроль за эксплуатацией инструмента,
анализ причин и предупреждение преждевременного износа и порчи. По
результатам анализа лаборатория дает заключение о пригодности инструмента
для дальнейшей эксплуатации, оформляет акты на списание с указанием
причин износа, порчи и разрабатывает рекомендации по повышению стойкости
инструмента и улучшению его эксплуатации.
Инструментальное
хозяйство
предприятия
представляет
собой
совокупность отделов и цехов, занятых проектированием, приобретением,
изготовлением, ремонтом и восстановлением технологической оснастки, а
также ее учетом, хранением и выдачей в цеха и рабочие места.
Целью функционирования инструментального хозяйства предприятия
является обеспечение бесперебойного питания цехов и рабочих мест
высококачественной технологической оснасткой в нужном количестве и
ассортименте при минимальных затратах на проектирование, приобретение
(или изготовление) хранение, эксплуатацию, ремонты, восстановление и
утилизацию.
156
Значительная номенклатура технологической оснастки предопределяет
сложность организации работ на стадии жизненного цикла оснастки и
функцией управления.
Организация работ по инструментальному обеспечению производства
включает:
– технологический контроль конструкторской документации на предмет
технологичности конструкции, межвидовой и внутривидовой унификации
изделий, их составных частей и конструктивных элементов, включая линейные
размеры, радиусы, диаметры, фаски, резьбы, пазы, материалы, покрытия и т.д.;
– упрощение кинематической схемы изделия;
– развитие
предметной и технологической специализации и
кооперирования производства;
– типизацию технологических процессов;
– типизацию технологической оснастки и конструктивных элементов;
– расчет потребности в различных видах инструментов и оснастки;
– расчет запасов инструментов (эксплуатационного фонд, находящегося
на центральном инструментальном складе);
– проектирование помещений, технических средств, и организационных
проектов для хранения и доставки оснастки до рабочих мест;
– проектирование и изготовление специальной оснастки;
– проведение маркетинговых исследований и заключение договоров на
приобретение технологической оснастки со стороны, организацию ее доставки
на предприятие;
– входной контроль качества покупной технологической оснастки и
качества материалов для изготовления универсальной и специальной оснастки;
– организацию хранения оснастки;
– организацию доставки оснастки до рабочих мест;
– организацию учета и контроля использования оснастки;
– организацию эксплуатации оснастки;
– организацию ремонта и восстановления оснастки;
– анализ эффективности использования оснастки;
– разработку и экономическое обоснование организационно-технических
мероприятий по улучшению использования технологической оснастки;
– стимулирование улучшения использования оснастки;
– налаживание связей с поставщиками технологической оснастки с целью
дальнейшего повышения ее качества.
На крупном машиностроительном предприятии организационная
структура инструментального хозяйства включает в себя (в составе
инструментального отдела):
– заместителя начальника отдела по эксплуатации оснастки;
– заместителя начальника отдела по эксплуатации оснастки;
– заместителя начальника отдела по эксплуатации оснастки;
– технический сектор;
– планово-экономический сектор;
157
– инструментальные цеха;
– бухгалтерию отдела.
В свою очередь заместителю начальника инструментального отдела по
производству могли бы подчиняться следующие подразделения: сектор
маркетинга, сектор покупного инструмента, центральный инструментальный
склад, планово-диспетчерский сектор. Заместителю начальника по
эксплуатации могли бы подчиняться сектор технадзора и плановопредупредительного ремонта оснастки, сектор нормативов, сектор абразивноалмазного хозяйства, инструментальные хозяйства цехов.
Основными направлениями совершенствования инструментального
хозяйства и повышения эффективности его функционирования являются:
1. В области проектирования выпускаемого продукта и технологии его
производства – упрощение конструкции (структуры) продукции, ее
унификация и стандартизация, типизация технологических процессов,
контроль технологичности конструкций, применение при проектировании
продукции научных подходов и методов оптимизации.
2. В области проектирования и производства технологической оснастки –
унификация и стандартизация оснастки, ее составных частей и конструктивных
элементов, применение систем автоматизированного проектирования на основе
классификации и кодирования технологической оснастки, сокращение
продолжительности разработки и изготовления оснастки.
3. В области менеджмента – применение научных подходов, развитие
маркетинговых исследований, выявление конкурентных преимуществ –
предприятия, совершенствование учета контроля, анализа и мотивации работ.
4. В области эксплуатации, ремонта и восстановления оснастки
обеспечение нормальных условий работы центрально-инструментального
склада, инструментально-раздаточных кладовых, организация активной
загрузки рабочих мест, организация централизованной заточки инструмента,
усиление технадзора, упорядочение нормативного хозяйства, улучшение
оперативного учета и расходных лимитов, повышение эффективности ремонта
и восстановления оснастки.
13.4. ОРГАНИЗАЦИЯ РЕМОНТНОГО ХОЗЯЙСТВА
Ремонтное хозяйство. Научно-технический прогресс сопровождается
постоянным
насыщением
производства
высокопроизводительным
оборудованием, автоматическими и полуавтоматическими линиями, станками
и машинами с программным управлением, роботами и манипуляторами и
другой современной техникой. Эксплуатация сложной и многообразной
техники повысила требования к организации ее обслуживания,
своевременному и качественному ремонту. Ежегодные расходы на ремонт
составляют 12–18% от общих цеховых расходов.
Для повышения качества и снижения себестоимости ремонта проводятся
специализация изготовления защитных частей и централизация капитального
ремонта оборудования. Широкое распространение получили специализация и
кооперирование ремонтных баз, изготавливающих запасные части,
158
ремонтирующих различные марки и оборудование. Районные (межотраслевые)
и отраслевые заводы по ремонту оборудования с образованием оборотного
фонда станков сокращают время пребывания оборудования в ремонте.
Значительная часть ремонтных работ выполняется непосредственно на
предприятиях отделами главного механика (ОГМ) или главного энергетика
(ОГЭ) и их производственными подразделениями. В эти отделы входят
специалисты по проектированию деталей и узлов оборудования, разработке
технологических процессов их изготовления и проведению ремонта.
На большинстве предприятий основную ремонтную базу составляют
ремонтно-механические
цехи
(РМЦ)
и
цехи
по
обслуживанию
электропаросилового хозяйства. В кузнечно-прессовом, заготовительном,
автоматном, механообрабатывающем цехах организуются цеховые ремонтные
базы, которые подчиняются начальникам производственных цехов, а по
технологии работ – службам главного механика и главного энергетика.
Ремонтно-строительные цеха (участки) осуществляют ремонт зданий и
сооружений. Особое место отводится подготовке производственных
помещений и работам в зимних условиях, которые ведутся по специально
разработанным графикам. Силами цехов выполняется перепланировка
помещений и непромышленных объектов, находящихся на балансе
предприятий (детских садов, баз отдыха и т.д.). Как правило, ремонтностроительные цеха подчиняются отделам капитального строительства.
Цеха по изготовлению нестандартного оборудования (цеха малой
механизации и автоматизации) совместно с другими отделами разрабатывают и
изготавливают уникальные специализированные станки и механизмы,
поточные линии, конвейеры обработки и сборки, контрольно-измерительные
устройства и другие нестандартные средства производства. На небольших
предприятиях нестандартное оборудование, главным образом, шкафы,
верстаки, тумбы для оснащения рабочих мест изготавливает ОГМ. На средних
и крупных предприятиях создается самостоятельная служба механизации и
автоматизации производственных процессов.
Ремонтное хозяйство предприятия представляет собой совокупность
отделов и производственных подразделений, занятых анализом технического
состояния технологического оборудования, надзором за его состоянием,
техническим обслуживанием, ремонтом и разработкой мероприятий по
улучшению использования и замене изношенного оборудования на более
прогрессивное.
Функция ремонтно-эсплуатационной службы состоит в том, чтобы
предупредить неожиданные выходы оборудования из строя и вызываемые этим
срывы в работе и убытки.
За последнее время увеличились все виды издержек производства, но
особенно сильно – эксплуатационные расходы. Такое положение в
значительной степени объясняется повышением уровня механизации и
автоматизации и вызванным этим увеличением стоимости производственного
оборудования, но рост расходов на ремонтно-эксплуатационные нужды
159
объясняется также тем, что увеличение этих затрат дает хорошие результаты.
Увеличение затрат на ремонтно-эксплуатационные нужды приводит к
значительному снижению затрат на аварийные работы и приобретение нового
оборудования, а также потерь рабочего времени из-за простоев оборудования,
т.е. способствует повышению прибылей компании. Тем не менее не следует
забывать, что существует какой- то предел, превышение которого может
сказаться на прибыли. Ремонтно-эксплуатационная служба должна выполнять
свои задачи так же эффективно, как и другие производственные отделения
Организация
ремонтного
хозяйства
действующего
крупного
предприятия включает выполнение комплекса работ.
1. Анализ производственной и организационной структуры предприятия
на предмет пропорциональности, прямоточности, непрерывности и автоматичности производственных процессов.
2. Анализ уровня специализации, комбинирования с целью оптимизации
этих параметров.
3. Анализ технологического оборудования по следующим показателям
(факторам):
– необходимость данного оборудования;
– удельный вес неустановленного оборудования;
– удельный вес оборудования, находящегося в ремонте;
– средний возраст технологического оборудования (по группам);
– удельный вес физически изношенного оборудования;
– коэффициент сменности работы технологического оборудования;
– коэффициент использования оборудования по производительности (по
группам);
– коэффициент использования оборудования по времени (по группам);
– анализ фондоотдачи;
– анализ структуры активной части основных производственных фондов.
4. Разработка предложений по совершенствованию форм организации
производства, производственной и организационной структур предприятия.
5. Разработка предложений по улучшению использования оборудования.
6. Разработка норм потребности в оборудовании для замены изношенного,
технического перевооружения и капитального строительства.
7. Разработка норм потребности в запасных частях для технологического
оборудования.
8. Разработка норм потребности в различных видах материалов и энергии
для технологического оборудования и других объектов производственных
фондов.
9. Расчет потребности в производственных площадях для ремонтного
хозяйства.
10. Расчет потребности в трудовых ресурсах для ремонтного хозяйства и
фонда заработной платы для них.
11. Расчет показателей планово-предупредительного ремонта (ППР)
оборудования (по видам):
160
– анализ соблюдения ППР на предприятии;
– структура межремонтного цикла по видам оборудования;
– трудоемкость ремонтов оборудования (по видам ремонта и видам
оборудования);
– потребность по видам ресурсов для различных видов ремонта;
– параметры организации ППР оборудования предприятия во времени и
пространстве.
12. Организация ремонтных работ.
13. Организация межремонтного обслуживания.
14. Организация
материально-технического
снабжения
ремонтного
хозяйства предприятия.
15. Разработка, контроль и стимулирование стратегического плана
повышения эффективности работы ремонтного хозяйства.
В условиях развития рыночных отношений наблюдается углубление и
расширение
специализации
и
интеграции.
Поэтому
большинство
перечисленных работ могут выполнять специализированные фирмы
(предприятия, организации), которые могут обеспечить высокое качество работ
и приемлемые цены на их выполнение.
Ремонтное хозяйство предприятия возглавляет главный механик,
подчиняющийся главному инженеру (техническому директору).
Структура ремонтного хозяйства может состоять из следующих
подразделений:
экономического
отдела;
технического
отдела;
организационного отдела; ремонтно-механического цеха, склада.
Основными направлениями совершенствования ремонтного хозяйства
и повышения эффективности его функционирования могут быть:
1) в области организации производства – развитие специализации и
кооперирования в выпуске основной продукции, в организации ремонтного
хозяйства;
2) в области планирования воспроизводства – применение научных
подходов и методов менеджмента;
3) в области проектирования и изготовления запасных частей – унификации
и стандартизации элементов запасных частей применения систем
автоматического проектирования на основе классификации и кодирования,
сокращение продолжительности проектных работ и повышения их качества;
4) в области организации работ – соблюдение принципов рациональной
организации производства (пропорциональности, параллельности и др.),
применение сетевых методов и ЭВМ;
5) в области технического надзора, обслуживания и ремонтов ОПФ –
развитие предметной и функциональной специализации работ, повышение
технического уровня ремонтно-механического цеха, усиление мотивации труда
и др.
13.5. ПЛАНИРОВАНИЕ ВСПОМОГАТЕЛЬНОГО ПРОИЗВОДСТВА
Вспомогательное производство призвано обеспечить оперативное и
качественное обслуживание всех подразделений с учетом их потребностей.
161
Технико-экономическое планирование вспомогательных служб направлено на
регламентирование их деятельности в рамках выделенных на эти цели средств
и материальных ресурсов. Формы и методы планирования, учета, контроля и
оценки работы вспомогательных подразделений должны способствовать
повышению качества и экономичности обслуживания.
Планирование
вспомогательных
служб
усложняется
большим
разнообразием и редкой повторяемостью многих услуг (за исключением
ремонтных работ и транспортно-складских операций). Задания по видам
обслуживания разрабатываются с учетом специфики работы каждого
подразделения.
Планирование вспомогательных работ начинается с установления
номенклатуры и объемов услуг, сроков их выполнения, расчетов норм и
нормативов, составления смет расходов. Большая часть вспомогательных работ
планируется по укрупненным или приведенным нормативам и включает нормы
и нормативы материальных затрат на выполнение единицы работ (например,
единицы ремонтной сложности), трудовых затрат на изготовление готового
продукта (инструмента, оснастки, нестандартного оборудования) и на
условную единицу работ (перевозку 1 т груза), прочие нормативы.
Планирование инструментального производства представляет собой
сложный процесс. Планируются обеспечение инструментом производства,
образование и поддержание оборотных фондов, учет движения инструмента,
контроль за его качеством. В среднем на машиностроительном предприятии
используется около 20 тыс. наименований инструмента.
Потребность в инструменте определяется по каждому типоразмеру, группам
или в укрупненном виде.
Общая потребность в инструменте (Побщ) вычисляется по формуле:
Побщ = Иобщ + Фоб.н - Фоб.ф,
где Иобщ – общий расход инструмента в плановом периоде; Фоб.н – нормативный
оборотный фонд; Фоб.ф – фактический оборотный фонд на начало планового
периода.
Расход инструмента (Иобщ) в плановом периоде устанавливается
экспериментально-расчетным методом с учетом норм износа каждого
инструмента, норм расхода и производственной программы деталей,
обрабатываемых данным инструментом. Норма износа (Низн) инструмента в час
определяется по формуле:
Низн = [(Z/i) + 1] tм,
где Z – величина рабочей части инструмента, мм; i – величина слоя,
снимаемого при переточке, мм; tм – время машинной обработки между двум
переточками, ч. Прибавление единицы объясняется тем, что новый инструмент
поступает в эксплуатацию без дополнительной заточки и используется в работе
6 раз (1 раз как новый и 5 раз – после переточки).
Норма расхода (Ин) на единицу или на 1000 деталей инструмента
рассчитывается по формуле:
Ин = (1000 tм)/ (Низн 60),
162
где tм – машинное (основное) время на деталеоперацию, мин.
Общая потребность в инструменте в плановом периоде определяется
умножением нормы расхода инструмента на количество деталей.
Размеры оборотного фонда инструмента определяются по данным о
наличии инструмента, находящегося на рабочих местах, в ремонте и в запасе в
цеховых ИРК. Норма запаса устанавливается на основании периода подготовки
и исполнения заказа и с учетом расхода инструмента в плановом периоде.
В крупносерийном и массовом производствах допускается укрупненный
расчет потребности в оснастке и инструменте исходя из планируемого роста
производства отдельных изделий.
Полная плановая потребность в инструменте предусматривает, таким
образом, оснащение производства новых изделий, замену изношенного
инструмента, его ремонт и поддержание нормативного оборотного фонда.
Планируемые затраты на материалы, заработную плату и другие виды
расходов определяются по действующим отраслевым нормативам.
Инструментальным цехам утверждаются следующие показатели:
– объем работ в нормо-часах или в планово-расчетных ценах;
– номенклатура продукции (пресс-формы, штампы, кондукторы и
приспособления, режущий и измерительный инструмент);
– ремонт оснастки в нормо-часах; оказание услуг другим цехам в нормочасах;
– фонд заработной платы по категориям работающих в тыс. руб.;
– производительность труда (выработка продукции в нормо-часах на
одного работающего);
– задание по себестоимости;
– смета цеховых расходов.
На предприятиях большое внимание уделяется улучшению управления
инструментальным обслуживанием. В автоматизированные системы
управления (АСУ) включаются наиболее трудоемкие процессы расчета
плановых заданий, учета и контроля за расходом и поддержанием
нормативного уровня запасов инструмента. В большинстве случаев в
подсистемы АСУ инструментального производства входят: учет движения и
контроль запасов режущего инструмента на ЦИС и в ИРК; расчет потребности
в инструменте производственных подразделений на плановый период; учет
выполнения плановых заданий инструментальным цехом.
Разработке указанных задач предшествуют унификация и типизация
плановой,
учетной
документации.
Эффективность
внедрения
автоматизированного управления инструментальным хозяйством выражается в
сокращении запасов инструмента, ускорении оборачиваемости оборотных
средств, повышении ритмичности производства за счет бесперебойного
обеспечения рабочих мест инструментарием и лучшей организации
инструментального обслуживания.
Планирование ремонта оборудования и электросиловых машин
осуществляется на основе системы планово-предупредительного ремонта и
163
рациональной
эксплуатации
технологического
оборудования
машиностроительных предприятий (ППР), которая определяет виды и время
проведения профилактического и ремонтного обслуживания с учетом сроков
эксплуатации различных станков и машин, групп ремонтной сложности.
На каждый вид оборудования разрабатывается структура ремонтного цикла,
в котором последовательно чередуются капитальный, средний, малый ремонты
и осмотры.
Например, структура межремонтного цикла средних металлорежущих
станков сроком эксплуатации до 10 лет выглядит следующим образом:
К – О – М – О – М – О – С – О – М – О – М – О – К,
где К – ввод в эксплуатацию оборудования или последний капитальный
ремонт; С – средний ремонт; М – малый ремонт;
Межремонтные циклы определяются в календарном времени. На основании
установленных ППР, чередования видов обслуживания и продолжительности
периодов между ними в межремонтном цикле разрабатываются календарные
планы-графики проведения ремонтных работ. Например, межремонтный
период для среднего металлорежущего станка составляет 9 лет, периоды между
двумя средними ремонтами - 2 года, малыми ремонтами – 1 и осмотрами –
полгода. Тогда график обслуживания станка во времени будет соответствовать
следующим срокам (см. табл. 13.1):
Межремонтное обслуживание включает устранение мелких повреждений и
регулирование исполнительных механизмов. Все перечисленные работы
выполняются строго по графику как мера предупреждения преждевременного
выхода оборудования из строя.
Таблица 13.1. График обслуживания станка
Годы
Месяц
Вид обслуживания
2000
2001
2002
2003
2004
и т.д.
янв. июль янв. июль янв. июль янв. июль янв. июль
К
О
М
О
М
О
С
О
М
О
Плановые ремонты делятся по сложности и объему на малый, средний и
капитальный. Они выполняются специалистами ремонтно-механического и
электропаросилового цехов, малый и средний ремонты проводятся в нерабочее
время (в резервную смену, выходные и праздничные дни). На время
капитального ремонтов станки отключаются, а их рабочее время исключается
из плановой нагрузки. Сроки проведения ремонтов согласовываются с
начальниками тех производственных подразделений, где эксплуатируются эти
станки.
Системой планово-предупредительного ремонта определен комплекс
технико-экономических норм и нормативов, в том числе нормы трудовых и
материальных затрат на единицу ремонтной сложности и классификация
различных видов оборудования по группам ремонтной сложности. Например,
токарно-винторезный станок марки 16К20 включен в 11-ю группу ремонтной
164
сложности. Это значит, что при проведении капитального, среднего и малого
ремонтов нормы трудоемкости работ ни единицу ремонтной сложности
увеличиваются в 11 раз.
Например, трудоемкость работ на единицу ремонтной сложности
составляет по нормам на капитальный ремонт 23 ч, на средний – 16, на малый –
4 ч. Тогда для капитального ремонта станка марки 16К20 требуется 253 ч (23 х
11), для среднего – 176 и для малого – 44 ч.
Все расчеты затрат по видам обслуживания в соответствии с календарным
графиком объединяются в сводный план ремонтных работ (табл. 13.2).
Таблица 13.2. Сводный план ремонта оборудования по заводу
Слесарные работы
Кол-во Группа
Вид
кол--во затраты
общее
каждого ремонтремонта и
единиц труда на кол-во
вида
ной
обслужиремонт- ед. рем. часов на
обслужи сложвания
ной слож- сложност обслуживания ности
ности, ч
и, ч.
вание, ч.
Капиталь
ный
Средний
Малый
Осмотр
Итого
Станочные работы
машинное общее
время на кол-во
ед. рем. часов на
сложно- обслужисти, ч.
вание
50
10
500
23
11 500
10
5 000
100
200
300
9
11
12
900
2200
3600
16
4
0,75
14 400
8 800
2 700
37 400
7
2
0,1
6 300
4 400
360
Плановая численность ремонтных рабочих рассчитывается исходя из
планового объема работ и расчетного времени одного рабочего. Например,
объем слесарных работ равен 37 400 ч, численность слесарей (при
номинальном фонде времени одного рабочего 2000 ч) – 19 чел. (37 400:2000),
станочников – 8 чел. По численности станочников определяется парк
механообрабатывающего оборудования.
Затем составляется смета затрат на единицу ремонтной сложности по видам
ремонта (табл. 13.3).
На основе расценок и объема работ по видам исчисляется себестоимость
услуг ремонтно-механического и электропаросилового цехов.
Затраты по всем видам ремонтного обслуживания относятся к издержкам
производства.
Планирование производства нестандартного оборудования осуществляется
в соответствии с планом организационно-технических мероприятий. В плане
определяются наименование, количество средств механизации и автоматизации
и условно-годовая экономическая эффективность от внедрения. На каждую
единицу нестандартного оборудования составляется калькуляция с
определением цены.
Цеху механизации устанавливают объем производства в стоимостном
выражении, лимиты материальных, трудовых затрат, уровень накладных
165
расходов, себестоимость продукции
работающих и фонд заработной платы.
и
прибыли,
лимит
численности
Таблица 13.3. Смета затрат на единицу ремонтной сложности
Статья затрат
Материалы
Заработная плата основная
Заработная плата дополнительная
(25% от основной)
Цеховые расходы
(90% от основной зарплаты)
Общезаводские расходы
(60% от основной зарплаты)
Итого
Затраты на ремонт, руб
малый средний капитальный
0,81
3,64
7,7
2,7
10,4
15,4
0,68
2,6
3,85
2,43
9,36
13,85
–
6,24
9,24
6,62
32,24
50,04
Выбор показателей для транспортных цехов связан с конкретизацией их
функций. Если в составе транспортного цеха предприятия имеются маневровые
железнодорожные средства (тепловозы, платформы и т.д.), парк грузовых
автомобилей, то в состав показателей включаются объемы перевозок в тоннах
или тонно-километрах, себестоимость перевозок, другие показатели,
характерные для транспортных организаций.
Ремонтно-строительному цеху (участку) устанавливается объем работы в
ценностном выражении. Для этого рассчитывается сметная стоимость
объектов, предусмотренная планом. По установленным заданиям и составу
работ планово-экономическим отделом определяются лимит численности
рабочих и фонд заработной платы, задание по производительности труда в
нормо-часах на одного рабочего. Предварительно сметы согласовываются с
планово-экономи-ческим
отделом
и
утверждаются
руководителем
предприятия. На каждый вид ремонтных работ открывается заказ, на который
относятся все затраты, связанные с выполнением работ.
Стоимость всех видов технического обслуживания относится к издержкам
производства путем включения этих расходов в статьи комплексных затрат: на
содержание и эксплуатацию оборудования, цеховые и общезаводские расходы.
Затраты на изготовление нестандартного оборудования возмещаются из
прибыли производства.
13.6. ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ РАБОЧИХ МЕСТ
Под рабочим местом понимается часть производственной площади с
размещенным на ней технологическим оборудованием и инвентарем,
необходимым для эффективного выполнения рабочим или бригадой
определенного производственного задания. Рабочее место является первичной
ячейкой производственной структуры.
166
Организация рабочего места представляет собой комплекс мероприятий,
направленных на создание на рабочем месте всех необходимых условий для
высокопроизводительного труда, на повышение его содержательности и
охрану здоровья рабочего. Она включает: выбор рациональной специализации
рабочего места и его оснащение оборудованием, оснасткой и инвентарем,
создание
комфортных
условий труда, рациональную
планировку,
бесперебойное обслуживание рабочего места по всем функциям. Конкретное
содержание работ по рациональной организации рабочих мест зависит от
многих факторов: вида труда (умственный или физический, тяжелый или
легкий, разнообразный или монотонный), условий труда (комфортные или
неблагоприятные), типа производства и т.д.
Организация и обслуживание рабочих мест в значительной степени зависят
от типа производства. В единичном и мелкосерийном производствах на
рабочем месте выполняется большое количество разнообразных операций; они
оснащены универсальным оборудованием, разнообразной технологической
оснасткой и инвентарем. В серийном производстве преобладают рабочие
места, на которых выполняется ограниченное количество технологических
операций. Такие рабочие места оснащаются специализированным
технологическим оборудованием, оснасткой и инструментом. В массовом
характерно закрепление за рабочими местами одной-двух технологических
операций, что позволяет оснащать их специальным оборудованием и
инструментом.
В зависимости от характера выполняемой работы рабочие места могут
быть стационарными или передвижными. На стационарных чаще всего
организуется зона для обслуживания рабочих: слесарей-ремонтников,
электриков, наладчиков в зависимости от характера выполняемой работы.
По профессиональной принадлежности работников можно выделить
рабочие места для основных рабочих (станочников, операторов, слесарейсборщиков, кузнецов и др.), вспомогательных рабочих (наладчиков, слесарейремонтников, кладовщиков и др.), ИТР (инженерно-технических работников) и
служащих.
По
механовооруженности
различают
рабочие
места
ручной,
механизированной и автоматизированной работы. При организации рабочих
мест с преобладанием ручных приемов в операциях определяется возможность
механизации выполняемых работ, при этом особое внимание обращается на
проектирование
и внедрение
рациональных
методов
труда.
На
механизированных рабочих местах организация направлена на согласование
работы человека и машины, обеспечение синхронности трудового и
технологического процесса, удобство и безопасность работы. На
автоматизированных весь технологический процесс осуществляется без
непосредственного участия рабочего, за которым сохраняются только функции
обслуживания: контроль, регулировка, ремонт, подача и вывоз деталей.
Внедрение
промышленных
роботов
увеличивает
количество
167
автоматизированных рабочих мест, делает возможным их организацию в
условиях серийного и даже мелкосерийного производства.
Широкое применение в машиностроении оборудования с программным
управлением ( в том числе станков типа "обрабатывающий центр") в комплексе
с промышленными роботами приводит к созданию роботизированных рабочих
мест (РРМ). Их характерная особенность – выполнение в автоматическом
режиме различных технологических операций, что обеспечивает высокий
уровень концентрации технологических операций на рабочем месте и
способствует повышению производительности труда, сокращению количества
рабочих мест.
Под специализацией рабочего места понимается определение его
рационального производственного профиля, который формируется путем
закрепления за ним сходных деталеопераций, сгруппированных по признаку
конструктивно-технологического подобия, точности обработки и другим
признакам. Сокращение номенклатуры обрабатываемых деталей или
количества выполняемых операций на рабочем месте, т.е. сужение его
специализации, способствует совершенствованию трудовых приемов,
повышению производственных навыков и культуры труда.
Основой специализации является проведению работы по унификации
изделий и их конструктивных элементов, а также типизации технологических
процессов, что позволяет сократить номенклатуру обрабатываемых деталей,
повысить уровень серийности и уменьшить количество переналадок
оборудования.
Оснащение рабочих мест определяется их производственным профилем,
специализацией, степенью механизации и автоматизации технологических
процессов. Комплект типового оснащения рабочего места в машиностроении
включает: основное технологическое оборудование (станок, верстак, пульт);
вспомогательное оборудование (подъемно-транспортное оборудование,
подставки, сидения); инвентарь (инструментальные шкафы, тумбочки, полки,
стеллажи и т.п.); тару для заготовок и готовых деталей (ящики, поддоны,
кассеты, штативы, контейнеры); технологическую оснастку и инструмент
(режущий, мерительный инструмент, зажимные, базирующие устройства,
ключи); организационную оснастку (устройства связи и сигнализации,
планшеты для документации); устройства охраны труда; санитарногигиенические и культурно-бытовые устройства; заграждения; защитные
экраны; промышленную вентиляцию и освещение; устройства сбора
производственных отходов; предметы интерьера.
Главным требованием при выборе основного технологического
оборудования является обеспечение на рабочем месте необходимой
производительности труда при соблюдении заданных параметров
технологических
процессов.
Оборудование
должно
соответствовать
требованиям эргономики и эстетики, а рабочему должны быть обеспечены
комфортные и безопасные условия труда. Для повышения уровня
автоматизации и управления технологическими процессами основное
168
оборудование обеспечивается микропроцессорными устройствами, активными
средствами контроля, системами связи с управляющей ЭВМ и т.п.
Вспомогательное оборудование рабочего места должно быть удобным и
безопасным
в
эксплуатации,
соответствовать
антропометическим
характеристикам работников, а также должна быть оформлено в соответствии с
требованиями производственной эстетики.
Оснащение вспомогательным оборудованием (подъемно-транспортным
оборудованием, рольгангами, склизами, кантователями и т.д.) в дополнение к
общецеховым устройствам осуществляется с учетом производственного
профиля рабочего места, анализа трудовых и технологических процессов. При
оснащении рабочих мест индивидуальными транспортными средствами особое
внимание следует уделять бесприводным средствам (рольгангам, склизам),
применение которых при незначительных затратах обеспечивает снижение
утомляемости рабочего и способствует росту производительности труда.
Большое распространение в последнее время получают загрузочные устройства
с использованием роботов и автооператоров, оснащенных программным
управлением, сенсорными и телевизионными устройствами и т. д.
Интеграция станков с программным управлением, роботов, транспортных
и складских систем образует гибкие производственные системы (ГПС),
которые включают гибкий производственный модуль (ГПМ), гибкую
автоматизированную линию (ГПЛ), гибкий автоматизированный участок
(ГАУ), гибкий автоматизированный цех (ГАЦ).
Рабочее место как первичная производственная ячейка должно быть связано
с системой обслуживания и управления информационными каналами, т.е.
системой промышленной связи и сигнализации. Эта система применяется для
информационного обслуживания рабочего места и автоматизированной
системы управления предприятием (АСУП).
Одним из вопросов организации рабочих мест является рациональная их
планировка.
Под планировкой рабочего места понимается система размещения на
определенном участке производственной площади (в зоне рабочего места) всех
элементов его оснащения и создание различных оптимальных зон для
обеспечения наиболее удобных и безопасных условий труда. Правильно
распланировать рабочее место – это значит рационально расположить
оборудование, оснастку, инструмент, заготовки и детали, наиболее экономно
использовать производственную площадь, создать благоприятные и
безопасные условия труда.
Различают внешнюю и внутреннюю планировку рабочих мест.
Внешняя представляет собой целесообразное размещение на рабочем месте
основного и вспомогательного оборудования, инвентаря и организационной
оснастки. Она проектируется с учетом рабочего и вспомогательного
пространства (зоны). Рабочая зона – участок трехмерного пространства,
ограниченны пределами достигаемости рук в горизонтальной и вертикальной
плоскости с учетом поворота корпуса на 180 о и перемещения рабочего на один-
169
два шага. Здесь размещаются орудия и предметы труда, постоянно
используемые в работе. Остальная площадь рабочего места составляет
вспомогательное пространство, где располагаются предметы, используемые
реже, элементы интерьера и т.п.
Основными требованиями к рациональной внешней планировке являются
обеспечение минимальных траекторий перемещения предметов труда в
вертикальной и горизонтальных плоскостях, сокращение излишних трудовых
движений, уменьшение до минимума числа наклонов и поворотов корпуса
рабочего и экономное использование производственной площади.
Рациональная внутренняя планировка рабочего места представляет собой
целесообразное размещение технологической оснастки и инструмента в
инструментальном шкафу, правильное расположение заготовок и деталей на
рабочем месте. Она должна обеспечить удобную рабочую позу, короткие и
малоутомительные движения, равномерное и по возможности одновременное
выполнение движений двумя руками. Проектирование рациональной
внутренней планировки осуществляется с учетом зон досягаемости рук
рабочего, которые представляют собой участок трехмерного пространства,
ограниченный траекториями движения рук рабочего в горизонтальной и
вертикальной плоскостях.
Для эффективного выполнения производственных заданий каждое рабочее
место нуждается в различных видах обслуживания: доставки материалов и
заготовок, наладке и ремонте оборудования и т.п. Система обслуживания
рабочих мест, участков и цехов – это комплекс постоянно действующих
мероприятий, регламентирующий виды, объемы и методы вспомогательных и
обслуживающих работ по снабжению рабочих мест всем необходимым для
высокопроизводительной работы.
Комплекс работ включает следующие функции: транспортную и
погрузочно- разгрузочную, техническую подготовку, инструментальную,
энергетическую, ремонтную, контрольную, хозяйственно-бытовую.
Обслуживание
рабочего
места
организовывается
по
плановопредупредительной системе. Эта система характеризуется ритмичностью
работы вспомогательных служб с целью недопущения простоев станочника. К
системе обслуживания рабочих мест предъявляются следующие требования:
плановость, предупредительность, надежность, комплексность, экономичность,
мобильность.
13.7. ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ ПРЕДПРИЯТИЯ
Деятельность современного менеджера немыслима без использования
современных организационно-технических средств и информационной
технологии при подготовке, принятии и исполнении решений.
От уровня организации процессов сбора, накопления, хранения, поиска,
передачи и методов обработки информации зависит эффективность системы
управления производством. Независимо от рода деятельности современного
руководителя или специалиста в области менеджмента существует общая канва
170
их построения и использования, законы и закономерности, функции и методы,
организационные формы.
На рис. 13.2. представлена основная типология и реализация
информационных систем управления.
Успех информационных систем управления (ИСУ) обеспечивается
большим объемом типовых процедур при обработке информации (А),
принятии решений (Б) и использовании системы автоматизированных рабочих
мест (В).
А. Информация поступает на все уровни управления, где ее перерабатывают
и пересылают следующему информатору. Работа с информацией состоит из
технических, логических операций и творческой деятельности.
Технические операции включают типовые расчеты: составление справок;
прием, регистрацию, подготовку и выпуск документов; контроль исполнения;
прием и передачу оперативных сообщений; планирование рабочего времени и
мероприятий. Они характеризуются большей частотой повторения и простыми
алгоритмами действий. Для их выполнения требуется средний уровень знаний.
Такие операции иногда называют "рутинными".
САПР (система
автоматизированного
технологические
проектирования)
СЧПУ (система числового
программного управления)
Информационные
системы
Персонал
САРМ(система
управления
Финансы
автоматизированных
Идея
рабочих мест)
управленческие
Маркетинг
Программные
оболочки
Рис.13.2. Информационная система управления
Логические
операции
включают
альтернативные
расчеты
по
разработанному алгоритму или выбор решений по имеющимся вариантам,
например, составление документации по материально-техническому
снабжению, разработка бизнес-плана. Для их выполнения требуются
специальные знания и определенный опыт работы.
Творческая деятельность включает действия, основанные на принятии
нестандартных решений или решений при недостатке информации. Эта
деятельность предполагает обоснованный риск работника. Ей присущи анализ
и синтез, расчеты и прогнозы, абстрагирование и конкретизация, индукция и
дедукция.
В табл. 13.4. приведены примерные затраты времени на информационные
операции среди различных категорий аппарата управления.
171
Таблица 13.4. Затраты времени
Категория аппарата
Информационные операции
управления
технические логические творческие
Руководители
высшего звена
5
25
70
среднего звена
25
50
25
низшего звена
70
25
5
Специалисты
20
50
30
Технические исполнители
85
13
2
Большая доля этих затрат приходиться на технические и логические
операции особенно у руководителей низшего уровня и технических
исполнителей. Эти операции в большинстве своем могут с успехом
выполняться с помощью средств организационной и вычислительной техники.
Б. Большинство отклонений в работе организаций являются штатными, т.е.
повторяющимися, с известным набором решений по их устранению.
Внештатные отклонения обычно возникают на базе штатных, и поэтому
варианты решений по их устранению могут быть получены путем корреляции
штатных методов решений с помощью информационной системы. Это
достигается с помощью создания базы данных (БД) и базы знаний (БЗ) в
интересующей области деятельности.
База данных содержит постоянно пополняемый архив следующей
структуры:
ЦЕЛЬ – СИТУАЦИЯ – ПРОБЛЕМА – РЕШЕНИЕ – ПОБОЧНЫЕ ЭФФЕКТЫ.
Задача руководителя или референта заключается в нахождении
аналогичных данных, анализе их на возможность использования в новой
обстановке.
Базы данных создаются для решения на ЭВМ задач управления
производством на межцеховом уровне. В каждом цехе при создании
автоматизированной системы управления формируются соответствующие БД,
среди них:
– технологические процессы;
– пооперационно-трудовые нормативы;
– оснастка;
– ценник на материалы и полуфабрикаты;
– плановая информация о номенклатуре, количестве, сроках,
трудоемкости и стоимости выпускаемых цехом деталей (изделий), календарноплановые нормативы движения производства и др.;
– оборудование (паспортные данные), стоимостные показатели, график
планово-предупредительных ремонтов;
– сведения о персонале (рабочих, служащих, младшем обслуживающем
персонале);
– справочники (классификаторы) по операциям, деталям, оборудованию,
профессиям;
172
– учетная информация о ходе производства, получаемая с документов:
сопроводительной карты, суточной накладной на межучастковые, межцеховые
передачи, извещений о браке, сдаточных накладных на готовую продукцию,
учетных карт заготовок, сдаточных накладных на заготовки и т.д.;
– нормативная информация для экономических расчетов (стоимость
основных материалов, покупных полуфабрикатов, трудоемкость изготовления
деталей, основная и дополнительная зарплата, цеховые расходы) и т.д.
База знаний содержит пакеты прикладных программ для анализа,
предварительной оценки и сопоставления решенных и новых задач,
поставленных перед специалистом.
База знаний содержит информацию о накопленном практическом опыте
специалистов по управлению, используется при подготовке управленческих
решений и является необходимым компонентом экспертных систем,
обеспечивающих выработку вариантов решений в автоматизированном (или
автоматическом) режиме.
При наличии на предприятии ЭВМ, распределенных по производственным
подразделениям и их звеньям, а также по функциональным отделам и службам,
может выполняться децентрализованная обработка данных. В этом случае
любая территориальная ЭВМ, установленная на рабочем месте специалиста,
использует только часть данных банка или соответствующей базы данных. В
результате создается распределенная БД как совокупность БД, физически
расположенных на различных ЭВМ, объединенных в сеть. Распределенные БД
создаются с учетом схем информационных потоков.
Связка базы данных с базой знаний весьма перспективна для подготовки
вариантов правильных решений. Задача руководителя выбрать из правильных
лучшее.
В. Автоматизированное рабочее место (АРМ) представляет собой
совокупность технических, программных, математических и информационных
средств для существенного повышения эффективности всех процессов
обработки информации и принятия решения человеком.
Разработаны АРМ для администратора, экономиста, диспетчера, юриста,
инспектора, инженера, технолога, конструктора и т.д.
Техническое и организационное обеспечение производства. В
акционерных обществах (АО) машиностроительного профиля используется
вычислительная техника широкого спектра: от макро- и мини-ЭВМ,
применяемых на уровнях управления АО и его подразделениями, до
персональных компьютеров и микропроцессорной техники, используемых при
управлении производством и технологическими процессами.
Для установления непосредственного межмашинного обмена информацией
при помощи каналов связи и устройств сопряжения создаются сети ЭВМ
любой конфигурации и протяженности.
При многоуровневой системе управления производством в условиях ИАСУ,
наделенной развитой сетью ЭВМ, в цехах и на производственных участках
создаются вычислительные комплексы (ВК). Они включают в себя
173
автоматизированные рабочие места специалистов по
управлению
производством.
Сеть АРМ представляет собой проблемно ориентированный аппаратнопрограммный комплекс, включающий аппаратные, программные и
информационные средства для решения задач пользователя (в данном случае –
специалиста по управлению производством) непосредственно на его рабочем
месте в режиме диалога с ЭВМ.
Вычислительный комплекс с сетью взаимосвязанных АРМ автономен в
решении задач управления цехом и одновременно связан с ИТВЦ предприятия,
АО для передачи синтезированной информации о результатах работы цеха по
соответствующих каналам связи.
Сеть АРМ в каждом цехе организуется единой в функциональном и
информационном отношении. Она охватывает все производственные,
вспомогательные участки, планово-экономические подразделения, линейных
руководителей, сопрягается с вычислительным комплексом цеха и имеет выход
на ИВЦ предприятия. Число АРМ в сети цеха зависит от характера и
масштабов производства, числа производственных участков.
Как правило, для создания одного АРМ требуется одна ПЭВМ. Физически
одна ПЭВМ может обслуживать несколько АРМ специалистов. В некоторых
случаях один АРМ может функционировать на нескольких ПЭВМ
одновременно: это относиться прежде всего к общецеховым специалистам,
принимающим решения по управлению производством в оперативном режиме
работы (диспетчерам). Важной задачей в процессе создания АРМ является
технически и экономически обоснованный выбор класса используемой ПЭВМ.
К машине могут подключаться периферийные устройства различного
функционального назначения (для сбора, накопления и хранения информации).
Одни периферийные устройства предназначаются для установления
взаимодействия с ЭВМ, другие – для установления взаимодействия с
техническими объектами. К первым относятся: клавиатура и дисплей ЭВМ с
монохромным или цветным экраном, графопостроители, речевые анализаторы
и синтезаторы, принтеры, устройства считывания письменных текстов. Ко
второму ряду устройств относятся: устройства связи с автоматикой
технологического оборудования (станков с ЧПУ, автоматических линий) и
транспортно-складского
оборудования
с
контрольно-измерительной
аппаратурой, устройствами связи с другими ЭВМ, модемы (устройства для
передачи и приема данных по телефонной сети), устройство записисчитывания данных в штриховом коде.
Для обработки информации на ЭВМ создается программное обеспечение,
содержащее пакеты прикладных программ (ППП), а также системы
автоматизированного
управления
технологическими
процессами
на
специальном
оборудовании
и
взаимодействия
непрофессиональных
пользователей с ЭВМ, системы управления БД. Набор ППП определяется в
зависимости от типа, степени автоматизации производства, наличия БЗ, архива
БД, от мощности и пропускной способности сети ЭВМ и других факторов.
174
Организация управления производством. Создание АРМ специалистов в
сфере управления производством и вовлечение непрофессиональных
пользователей в процесс взаимодействия с вычислительной техникой
обусловили введение в практику работы с ЭВМ диалоговой системы. Эта
система предназначена для организации управленческого взаимодействия
человека с ЭВМ, выдачи ему справочной или рекомендательной информации.
Организация управления производством на уровне предприятия
осуществляется планово-экономическим и производственно-диспетчерским
отделами, связанными с ИВЦ. Специалисты этих подразделений на
соответствующих АРМ в диалоге с ЭВМ ИВЦ АО, предприятия организуют
разработку производственной программы предприятия, ее экономическое
обоснование, распределение по цехам и при необходимости и при
необходимости соответствующую корректировку. Этот вид работы относится к
функции управления производственной программой АО, предприятия и
реализует межцеховое планирование и регулирование производства.
Уровень
управления
производством
Уровень
управления
цехом
Уровень
управления
участком
АППАРАТ УПРАВЛЕНИЯ
ПРЕДПРИЯТИЕМ
ИВЦ ПРЕДПРИЯТИЯ
Начальник цеха, зам. начальника цеха по производству
ВК цеха
АРМ
экономиста
ПЭБ
Кладовая
заготовок
цеха
АРМ
кладовщика
АРМ
инженера по
управлению
ПДЕ
Тех. бюро
цеха
АРМ
технолога
АРМ
экономиста
БТЗ
ИРК цеха
АРМ
кладовщика
АРМ
мастера
Производственный участок
АРМ
бригадира
Бригада
УВК
Участок
Рис.13.3. Организационно-функциональная структура
автоматизированного управления производством
175
На уровне цехов осуществляется разработка серии производственных
программ и заданий для цехов, производственных участков, бригад, т.е.
реализуется функция управления производственной программы цеха. Эту
работу
выполняют
специалисты
производственного
бюро
цеха.
Организационная структура управления цехом может быть представлена как
сеть взаимосвязанных АРМ различных специалистов по управлению
производством.
В результате децентрализованной обработки планово-учетной информации
на АРМ функциональные подразделения претерпевают количественные и
качественные изменения в составе и содержании работ. В первую очередь это
относится к ПДБ цехов. Здесь возникает необходимость введения должности
менеджера по управлению производством, который контролирует решение
всех вопросов по планированию и регулированию производства. Выполняемые
управленческим персоналом функции значительно шире тех, которые
реализуются на АРМ, но автоматизировано выполняемые работы и расчеты
являются многократно повторяющимися, трудоемкими.
Особенности управленческого труда (УТ) условиях компьютеризации.
Можно отметить следующие особенности УТ в условиях компьютеризации:
1. Основным параметром и продуктом УТ становится информация. Она
переходит в категорию товара и приобретает потребительскую стоимость.
2. Освобождается часть рабочего времени за счет ИСУ, на первом этапе
это время будет использоваться на расширение коммуникаций с работниками,
а на втором этапе – на работу с системой управления.
3. Возрастает комфортность УТ за счет получения качественной
информации и работы с пакетами прикладных программ, имитирующих
интеллектуальную вставку в общем, потенциале предприятия или
подразделения.
4. Руководитель выбирает из нескольких вариантов правильных решений
лучшее на его взгляд ( а ранее – из ряда решений правильное на его взгляд).
5. Увеличивается стоимость результатов принятого решения. Информация
как управленческое решение многократно увеличивает свою стоимость,
реализуясь в материально-вещественных элементах производства.
6. Уменьшается
двойственный
характер
работы
руководителя.
Современные руководители совмещают функции высококвалифицированных
специалистов (инженеров, экономистов, врачей и т.д.) и непосредственных
организаторов производства. Информационные системы управления могут
существенно сократить время, затрачиваемое руководителем на работу в
качестве специалиста.
7. Существенно уменьшается мобильность УТ. Руководитель может
меньше ездить в командировки, перемещаться по закрепленным
подразделениям.
ИСУ обеспечивает руководителей достоверной и полной информацией о
состоянии объекта управления для принятия решения и последующей проверки
его исполнения.
176
Использование ИСУ дает возможность расширить набор форм реализации
УТ.
В качестве новых форм можно выделить деловые игры (тренинги) и
моделирование с помощью компьютеров; электронные записные книжки;
массовые мероприятия (совещания, заседания) с помощью современных
технических средств при нахождении участников на своих рабочих местах;
деловое слово, основанное на предварительном расчете и анализе с помощью
ЭВМ.
Информационной основой для новых форм является база знаний и база
данных.
Новые формы существенно улучшают традиционные составляющие
содержания УТ и дополняют их новыми.
Из традиционных следует отметить:
– воспитательную работу,
– повышение эффективности и качества труда в управлении и
производстве,
– совершенствование системы управления,
– организацию личной работы,
– повышение профессионального уровня персонала.
В качестве новых составляющих содержания отметим информационную
деятельность, моделирование и работу с моделями.
Автоматизация УТ с помощью ИСУ способствует усилению позитивного
действия законов и принципов управления. В первую очередь это относится к
законам, свойственным управлению в целом, в частности:
к закону единства систем управления;
к закону соотносительности управляющей и управляемой систем;
к закону пропорциональности производства и управления;
к закону экономии времени.
Закон единства систем управления должен предусматривать:
неразрывную связь всех звеньев организации за счет создания единой,
достоверной и доступной информационной базы;
объединение разрозненных элементов реальной структуры подсистем
управления в систему на единой информационной базе. Следует не
допускать в рамках одной организации обособленных друг от друга
подразделений,
такая
разрозненность
приводит
к
большим
экономическим и социальным издержкам;
накопление статистических данных о работе организации для учета
положительного опыта при подготовке решений.
Реализация закона соотносительности управляющей и управляемой систем
должна идти за счет:
соотносительности
фондовооруженности
рабочих
мест
производственного работника и работника аппарата управления. Часто
уровень фондовооруженности производственных работников выше, чем
177
у работников аппарата управления. В этом случае управляющая система
не в состоянии качественно решать базисные задачи;
повышения профессионального уровня руководителей до уровня
современной производственной технологии.
Закон пропорциональности производства и управления реализуется в
следующих операциях:
планировании и прогнозировании (составлении обоснованных бизнеспланов);
поддержании
оптимальных
пропорций
в
производственной
экономической и социальной области.
Использование ИСУ позволяет расширить состав или объем функций
управления в расчете на одного работника. Это приводит к новым пропорциям
в структуре управления и ее линеаризации.
Рассмотрим трехуровневую структуру управления (рис. 13.4).
А
Б1
Б2
Б3
Технические
отделы
Конструкторское
бюро
Производственные
цеха
Рис.13.4. Трехуровневая организационная структура управления
Звено "А" руководит работой технических отделов, конструкторских бюро
и производственных цехов через звенья “Б1”, “Б2” и “Б3”. При использовании
ИСУ отделы, бюро и цехи смогут более качественно выполнять свою работу и
часть функций звеньев "Б1,Б2 и Б3". У звена "А" при использовании ИСУ
также расширяются функциональные возможности. Расширение может идти за
счет звеньев “Б1”, “Б2” и “Б3”. Таким образом, структура существенно
упрощается и становиться двухуровневой (рис. 13.5).
А
Технические
отделы
Конструкторское
бюро
Производственные
цеха
Рис.13.5. Двухуровневая организационная структура управления
Таким образом, получается естественное упрощение структуры
увеличивается без ущерба для производства показатель подчиненности.
178
и
Закон экономии времени требует постоянного уменьшения трудоемкости
операций в процессе управления. Это в первую очередь относится к
информационным операциям по подготовке и реализации решений,
возможности компьютеров позволяют успешно (революционно) реализовать
данный закон. Быстродействие современных компьютеров составляет сотни
миллионов операций в секунду, а человека – в среднем, одна операция в
секунду. Широкий набор экономико-математических методов позволяет
экономить время при формировании оптимальных решений, а наличие базы
знаний экономит время на повышение квалификации работников аппарата
управления.
ОБОБЩЕНИЕ
Все организационные вопросы обслуживания производства следует
рассматривать системно и комплексно, так как от качества поступающих на
предприятие сырья, материалов, комплектующих изделий, энергетических
ресурсов, покупного оборудования и технологической оснастки ("вход"
системы) зависит качество "процесса" в системе и ее "выхода" (выпускаемой
продукции.
К основным задачам организации обслуживания производства
(материально-техническое обеспечение, энергетическое, инструментальное,
ремонтное, транспортное и складское хозяйство и контроль качества)
относятся: определение места данного подразделения в системе обслуживания
производства и системе менеджмента; определение целей деятельности
подразделения; формирование заданий и работ по выполнению целей;
разработка структуры подразделений и определение их функций; определение
факторов и показателей деятельности подразделений; разработка и реализация
стратегических, тактических и оперативных планов работы подразделений;
обеспечение контроля и мотивация выполнения планов; анализ эффективности
работы подразделений.
Основными направлениями совершенствования организации обслуживания
производства являются: реализация в работе вспомогательных подразделений и
обслуживающих хозяйств предприятия концепции маркетинга; анализ и
выполнение принципов рациональной организации производственных и
управленческих процессов; углубление предметной, технологической и
функциональной специализации в обслуживании производства; автоматизация
производственных и управленческих процессов; применение научных
подходов менеджмента.
179
Литература
1. Козловский В.А., Маркина Т.Е., Макаров Е,М, Производственный и
операционный менеджмент, Учебник, – СПб: "Специальная литература", 1998.
– 336 c.
2. Фархуддинов Р.А. Производственный менеджмент. Учебник для вузов.
:1998, Банки и биржи, ЮНИТИ, 1997, – 447 с.
3. Менеджмент организации. Учебное пособие, Румянцева З.П., Саломатин
Н.А., Акбердин Р.З. и др. – М.: 1997, – 432 с,
4. Козловский В.А., Маркина Т.В., Макаров В.М. Производственный и
операционный менеджмент. Практикум, – СПб: "Специальная литература".,
1998 г, – 216 с.
5. Казанцев А,К,, Подлесных В,И,, Серова Л, С, Практический
менеджмент; в деловых играх, хозяйственных ситуациях, задачах и тестах:
Учебное пособие, – М. ИШРА-М, 367 с.
6. Фархуддинов Р.А. Производственный менеджмент. Практикум. : 1998. –
Банки и биржи, ЮНИТИ, 1997. – 336 с.
7. Чейз Ричард Б, Эквилаин Николас Дж., Роберт Ф., Производственный и
операционный менеджмент, 8-е издание. Пер. с англ.: – М., Издательский дом
"Вильямс", 2001. – 704 с.
8. Справочник директора предприятия. / Под ред. М.Г. Лапусты. – М.:
ИНФРА-М, 1997. – 704 с.
9. Герчикова И.Н. Менеджмент: Учебник, 3-е издание. М.: Банки и биржи.
1997. – 501 с.
10. Герчикова И.Н. Менеджмент: Учебник, 3-е издание. М.: Банки и биржи.
1997. – 387 с.
11. Соколицин С.А., Кузин В.И. Организация и оперативное управление
машиностроительным производством. Учебник для вузов. – Л.:
Машиностроение. 1988. – 257 с.
180
Содержание
ПРЕДИСЛОВИЕ .................................................................................. 3
Часть первая. ВВЕДЕНИЕ .................................................................. 5
Глава 1. ПРОИЗВОДСТВЕННЫЙ И ОПЕРАЦИОННЫЙ
МЕНЕДЖМЕНТ................................................................................ 5
1.1. Что такое производственный/операционный менеджмент? ................5
1.2. Организация производства товаров и услуг ..........................................6
1.3. Место производственного менеджмента в структуре
предприятия ..........................................................................................6
1.4. Деятельность производственных /операционных менеджеров ...........7
1.5. Производительность и производственый / операционный
менеджмент ...........................................................................................9
Обобщения ....................................................................................................13
Глава 2. ОПЕРАЦИОННАЯ СТРАТЕГИЯ .......................................... 15
2.1. Системы ..................................................................................................15
2.2. Стратегии развития процессов ............................................................. 16
2.3. Развитие стратегии П/ОМ .....................................................................17
Обобщение ....................................................................................................19
Глава 3. УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ .................................... 20
3.1. Цели и задачи управления производством ..........................................20
3.2. Принципы и процесс управления производством .............................. 21
3.3. Функции управления производством ..................................................22
3.4. Элементы управления производством. ................................................23
3.5. Принятие управленческих решений в П/ОМ ......................................24
3.6. Процесс принятия управленческих решений в П/ОМ ........................25
3.7. Модели для принятия решений ............................................................ 25
3.8. Теория принятия решений ....................................................................26
3.9. Основы теории принятия решений ......................................................27
Обобщение ....................................................................................................29
Часть вторая. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОГО
ПРОЦЕССА В ПРОСТРАНСТВЕ И ВРЕМЕНИ ........... 30
Глава 4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ..................................... 30
4.1. Понятия и факторы производства ........................................................30
4.2. Технологический процесс как основа производственного
процесса ............................................................................................... 30
4.3. Характеристика производственного процесса ....................................31
4.4. Принципы рациональной организации производства ........................34
4.5. Производственная структура и факторы ее развития .........................35
4.6. Производственная структура цеха .......................................................37
181
Обобщения ....................................................................................................38
Глава 5. ОРГАНИЗАЦИОННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ И
ФАКТОРЫ ЕЕ РАЗВИТИЯ ........................................................... 40
5.1. Факторы, определяющие организационную структуру
управления ..........................................................................................40
5.2. Требования при проектировании организационной структуры ........40
5.3. Фирма, управляемая владельцем ..........................................................42
5.4. Растущая фирма .....................................................................................43
5.5. Функциональная организация .............................................................. 45
5.6. Линейные и штабные функции............................................................. 45
5.7. Факторы, влияющие на организационный уровень производства ....46
Обобщения ....................................................................................................46
Часть третья. СТРАТЕГИЧЕСКИЕ РЕШЕНИЯ В
ПРОИЗВОДСТВЕННОМ И ОПЕРАЦИОННОМ
МЕНЕДЖМЕНТЕ ............................................................. 47
Глава 6. СТРАТЕГИЯ ТОВАРА............................................................ 47
6.1. Выбор товара. .........................................................................................48
6.2. Развитие товара ......................................................................................50
6.3. Определение и документирование товара ...........................................54
6.4. Производственные документы ............................................................. 58
6.5. Некоторый обзор сервисных услуг ......................................................60
6.6. Применение деревьев решений при проектировании товара. ...........61
6.7. Переход к производству ........................................................................61
Обобщение ....................................................................................................62
Глава 7. СТРАТЕГИЯ ПРОЦЕССОВ ................................................... 64
7.1. Три типа процессов ...............................................................................64
7.2. Стратегии сервисных процессов ..........................................................68
7.3. Мощность ............................................................................................... 69
7.4. Анализ критической точки. ..................................................................72
Обобщение ....................................................................................................76
Часть четвертая. ТАКТИЧЕСКИЕ РЕШЕНИЯ В
ПРОИЗВОДСТВЕННОМ И ОПЕРАЦИОННОМ
МЕНЕДЖМЕНТЕ ............................................................. 77
Глава 8. ТЕКУЩЕЕ ПЛАНИРОВАНИЕ .............................................. 77
8.1. Процессы планирования .......................................................................77
8.2. Содержание и направление текущего плана .......................................78
8.3. Основные направления в текущем планировании .............................. 79
8.4. Методы текущего планирования ..........................................................82
8.5. Детализация текущего плана ................................................................ 83
8.6. Текущее планирование в сервисе .........................................................83
8.7. Иерархические системы планирования ...............................................85
182
Обобщения ....................................................................................................85
Глава 9. УПРАВЛЕНИЕ ЗАПАСАМИ И ТЕХНИКА
УПРАВЛЕНИЯ “ТОЧНО ВОВРЕМЯ” ......................................... 86
9.1. Функции запасов ....................................................................................86
9.2. Управление запасами ............................................................................86
9.3. Запасы «точно вовремя» (JIT)............................................................... 88
9.4. Модели запасов ......................................................................................92
Обобщения ....................................................................................................99
Глава 10. ПЛАНИРОВАНИЕ ПОТРЕБНОСТИ В МАТЕРИАЛАХ,
ДЕТАЛЯХ И УЗЛАХ (MRP) ....................................................... 100
10.1. Модель потребности в зависимых запасах .................................100
10.2. Достоинства и структура MRP ........................................................105
10.3. Восстановление и текущие изменения ............................................106
10.4. Техника определения размера партии .............................................109
10.5. Планирование мощности и планирование потребности в
материалах (МRР2) ...........................................................................110
10.6. Планирование распределения ресурсов (DRP) ............................... 111
Обобщение ..................................................................................................112
Глава 11. ТАКТИКА КРАТКОСРОЧНОГО ПЛАНИРОВАНИЯ .... 113
11.1. Составление расписаний и контроль для цехов единичного
производства .....................................................................................113
11.2. Загрузка цехов (рабочих центров) ....................................................114
11.3. Установление последовательности работ ........................................118
11.4. Повторяющиеся процессы ............................................................... 120
11.5. Планирование персонала в сервисе..................................................121
Обобщение ..................................................................................................122
Глава 12. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ
ПЛАНИРОВАНИЕ ДИСКРЕТНОГО ПРОИЗВОДСТВА ......... 123
12.1. Два вида систем операционного планирования .............................. 123
12.2. Выталкивающая система ОПП серийного производства ...............124
12.3. Организационные структуры массового производства с
постоянным ритмом .........................................................................135
12.4. Вытягивающие системы ОПП массового повторяющегося
производства .....................................................................................144
12.5. Организационные структуры массового производства с
переменным ритмом и изменяющейся численностью рабочих ...146
12.6. Система ротации обслуживающего персонала ............................... 150
Обобщение ..................................................................................................151
183
Часть пятая. ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ
ПРОИЗВОДСТВА ........................................................... 152
Глава 13. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ152
13.1. Организационные формы технического обслуживания
производства .....................................................................................152
13.2. Организация энергетического хозяйства .........................................152
13.3. Организация инструментального хозяйства ...................................155
13.4. Организация ремонтного хозяйства*** ...........................................158
13.5. Планирование вспомогательного производства ............................. 161
13.6. Организация обслуживания рабочих мест ......................................166
13.7. Информационное обеспечение предприятия ..................................170
Обобщение ..................................................................................................179
Литература ....................................................................................... 180
184
ПРОИЗВОДСТВЕННЫЙ И ОПЕРАЦИОННЫЙ
МЕНЕДЖМЕНТ
Конспект лекций
Технический редактор
Е.А.Макарова,
В.В.Волыгин
Нормоконтролер
М.М.Резник
Компьютерная верстка Д.А.Тарасов
Формат 6084 1/16. Бумага ксероксная.
Усл. печ. л. 1,11. .Уч.-изд. л. 1,33.
Тираж 50. Заказ №
ЛР № 071887 от 01.07.1999г.
Издательство Пензенского института экономического развития
и антикризисного управления.
440052, Пенза, Богданова, 22.
185