Букаткин Р.Н. ГНУ Всероссийский научно-исследовательский институт табака, махорки
реклама

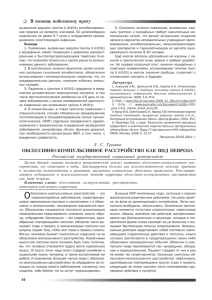
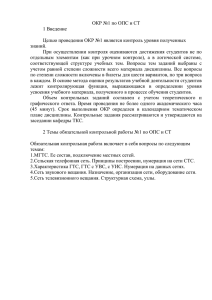
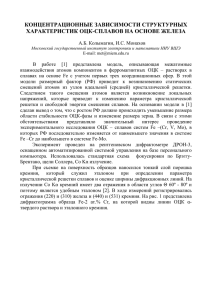
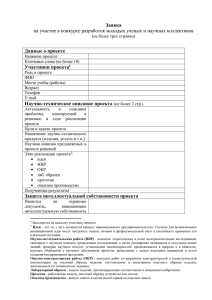
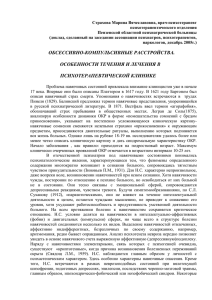
ОПРЕДЕЛЕНИЕ КИНЕМАТИЧЕСКОГО УГЛА ЗАТОЧКИ ЛЕЗВИЯ ПРИ ПРОРЕЗАНИИ СРЕДНЕЙ ЖИЛКИ ТАБАЧНОГО ЛИСТА Букаткин Р.Н. ГНУ Всероссийский научно-исследовательский институт табака, махорки и табачных изделий, г. Краснодар Изменение кинематического угла заточки лезвия при прорезании средней жилки листьев табака рабочим органом для прорезания. В процессе наклонного резания и резания со скольжением угол заточки в направлении резания меняет свое значение – уменьшается в зависимости от угла скольжения (рис. 1), т.е., переходя от представления о статической геометрии лезвия к представлению о его кинематической геометрии, мы встречаемся с явлением трансформации угла заточки [2]. Рассмотрим технологический процесс прорезания средней жилки табачного листа (рис. 1). Он осуществляется путем подачи табачного листа со скоростью Под (скорость подачи) к рабочему органу для прорезания его средней жилки толщиной b . Рабочий орган представляет собой барабан с насаженными на него дисковыми ножами, заточенными с одной стороны под определенным углом . Рис. 1. Схема технологического процесса прорезания средней жилки табачного листа дисковым ножом Рабочий орган вращается с постоянной угловой скоростью . Обозначим скорость точки ножа B ' на расстоянии R от оси вращения O – 1 окр (окружная скорость) и разложим ее на две составляющие: нормальную n и тангенциальную . Перемещение точки B ' в направлении n производит рубящее резание, а в направлении – резание средней жилки со скольжением. Если систему отсчета связать с движущимся со скоростью од транспортером, то скорость резания р перемещающегося по нему материала (средней жилки табачного листа), определится по формуле: р n2 ск2 , где ск – скорость относительного проскальзывания дискового ножа по материалу: ск од окр cos од ; n окр sin , т.е. од – условие скольжения лезвия дискового ножа прорезателя о материал; если од , то будет происходить только рубящее резание со скоростью n ; если од , тогда дисковый нож будет тормозить перемещающийся по транспортеру материал. Дальнейшие теоретические рассуждения будем производить исходя из условия скольжения, т.е. когда од . П П П П П П П р окр sin окр cos Под . 2 2 (1) Косинус и синус угла определим из прямоугольного треугольника OB ' Bn (см. рис. 2): b 2R b OBn R b B ' Bn l ; sin . R R R R R Подставив выражения (2) в формулу (1) получим 2 1 2 р окрb 2R b окр R b Под R , R окр , или, заменив R cos р 2b 2 R b R b Под 2 . Коэффициент скольжения определится отношением cos Под R b Под R ск окр или окр , n окр sin окр b 2 R b или, заменив окр R (2) (3) (4) (5) , R b Под b 2R b . (6) 2 При перемещении материала вдоль прямой – (рис. 2) окружная скорость окр меняет свое значение в зависимости от расстояния Ri от оси вращения O до рассматриваемой точки Bi перемещающегося материала. Прорезание материала вдоль прямой – осуществляется на длине l . Разобьем l на n частей одинаковой длины li : n l 2 li ; li l R 2 R b b 2R b , n i 1 тогда (7) окр i Ri , т.е. при перемещении материала на li вдоль прямой – расстояние Ri будет соответственно равно OBi : Ri l i li 2 R b . 2 Тогда выражения (2) примут вид: l i li l i R b 1 . ; sin i cos i Ri Ri n Ri (8) Рис. 2. Картина окружных скоростей в пределах угла 0 i Составляющие формулы (5) окр cos и окр sin с учетом (7) и (8) будут соответственно равны i i окр i cos i R b окр R b ; окр i sin i l 1 окр l 1 . (9) R n R n Следовательно, подставив в формулу (5) выражения (9), получим уравнение для определения коэффициента скольжения i при перемещении материала на некоторую длину li со скоростью Под и вращении барабана с дисковыми ножами с угловой скоростью : 3 i R b i l 1 n Под или i окр R b од R П i окрl 1 n , (10) где l b 2 R b . Согласно [3] кинематический угол заточки определяется: tg 1 arc tg (11) . 2 1 Формула (11) с учетом (10) примет вид: tg . (12) 1 arc tg 2 R b Под R 1 окр l 1 i окр n Скорость резания рi при перемещении материала на li будет равна 2 2 i рi l 1 R b Под , n 2 2 (13) 2 2 1 i 2 2 рi окр l 1 окр R b Под R . или (14) R n Если в формуле (11) коэффициент скольжения заменить отношением скоростей ск и n , то угол 1 определится выражением i окрl 1 ni n 1 arc tg tg arc tg tg .(15) 2 2 рi i 2 2 l 1 R b R окр окр П од n На основании вышеизложенных теоретических рассуждений проведено графо-аналитическое исследование уравнения (15) – изменение кинематического угла заточки лезвия 1 при перемещении материала с постоянной скоростью подачи Под относительно дискового ножа рабочего органа для прорезания средней жилки с различной окружной скоростью окр (рис. 3). При построении кривых длину l разбиваем на 5 частей ( n 5 ) и определяем углы 1 в точках B и Bi (при i 1, 2, 3, 4, 5 ). 4 Рис. 3. Графики влияния окружной скорости окр на изменение кинематического угла заточки лезвия 1 при перемещении материала относительно вращающегося дискового ножа Установлено следующее: в начальный момент (в момент касания материала с лезвием дискового ножа в точке B ) кинематический угол заточки при окружной скорости 8,24 м/с меньше, чем при 4,12 м/с в 1,22 раза; в процессе перемещения материала относительного дискового ножа кинематический угол заточки уменьшается; в конце длины l (в точке Bn B5 , при 0 ) происходит только скольжение дискового ножа о материал вне зависимости от величины окружной скорости ( 1 0 ). Список литературы: 1. Виневский, Е.И. Технологический процесс и рабочие органы для снижения энергоемкости послеуборочной обработки табака / Е.И. Виневский, К.Г. Громов // Научное обеспечение производства и промышленной переработки табака: сб. науч. тр. /ГНУ ВНИИТТИ. – Краснодар, 2004. – Вып. 176. – С. 130–134. 2. Резник, Н.Е. Теория резания лезвием и основы расчета режущих аппаратов / Н.Е. Резник. – М.: Машиностроение, 1975. - С. 148– 159. 5