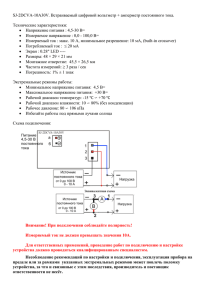
Эти самые первые оригинальные и надёжные но есть ещё и позорная
реклама

1 2 Эти самые первые оригинальные и надёжные но есть ещё и позорная копия в коричневом корпусе, с наклейкой- штамп RE165D и дата, ни производителя ни параметров…. (и это взамен фирменной жёлтой наклейки) которые ставят на новые аппараты, они стали расходником, как сопла, электроды и т.д. Похоже таких осцилляторов уже не найти. 3 http://www.valvol.qrz.ru/schems1.html ВОЗБУДИТЕЛЬ ДУГИ ВИР –101 УЗ Паспорт НАУЧНО-ПРОИЗВОДСТВЕННЫЙ КООПЕРАТИВ "СПЕКТР ПЛЮС" г. Санкт-Петербург 2002 г. 1. ВВЕДЕНИЕ 1.1. Настоящий паспорт предназначен для ознакомления персонала с техническими данными, устройством, а также для правильной эксплуатации возбудителя дуги ВИР-101УЗ именуемого в дальнейшем "возбудитель". 2. НАЗНАЧЕНИЕ 2.1. Возбудитель дуги предназначен для искрового возбуждения дежурной дуги в установках воздушноплазменной резки. 2.2. Возбудитель дуги предназначен для работы в закрытых помещениях при температуре от -40° до +40°С на высоте до 1000 м над уровнем моря. 3. ТЕХНИЧЕСКИЕ ДАННЫЕ 3.1. Технические данные, габаритные размеры и масса возбудителя приведены в таблице 1. Таблица 1 Наименование показателей Напряжение питания номинальное, В Род тока Норма 300 постоянный Потребляемая мощность, Вт 300 Ток дуги номинальный, А 80 Продолжительность протекания тока дуги (ПВ), % 1 Выходное напряжение, кВ, не менее 15 Время возбуждения дуги, с, не более 0,1 Напряжение прекращения генерации, В 150 Остаточное напряжение фильтра, В, не более 400 Масса возбудителя, кг, не более 4,5 Габаритные размеры, мм 250х175х115 4 3.2. Возбудители обеспечивают возбуждение дуги в условиях приведенных в таблице 2. Таблица 2 Наименование показателей Состав газа в дуговом промежутке Давление газа, кг/см2, не более Норма воздух 5 Длина дугового промежутка, мм, не более 2,0 Напряжение холостого хода источника питания дуги, В, не менее 180 Скорость нарастания тока дуги, А/с, не менее Расстояние от возбудителя до дугового промежутка, м, не более 2·10-5 10 3.3. Возбудители должны прекращать генерацию после возбуждения дуги. Количество включений возбудителя не должно превышать 6 раз в минуту. 4. КОМПЛЕКТ ПОСТАВКИ 4.1. Комплект поставки: 1. возбудитель дуги, шт - 1; 2. паспорт, экземпляров - 1. 5. ПРИНЦИП ДЕЙСТВИЯ И УСТРОЙСТВО ИЗДЕЛИЯ 5.1. Возбудитель обеспечивает возбуждение дуги путем пробоя искрового промежутка высокочастотными импульсами высокого напряжения. 5.2. Принципиальная электрическая схема возбудителя приведена на рисунке 1. Перечень элементов электрической схемы приведен в таблице 3. 5 Возбудитель содержит: низковольтный накопитель – конденсатор С1, цепь заряда накопителя – зарядное сопротивление R7 и диод V1, коммутатор-тиристор V2 с каналом управления, состоящим из резисторов R1, R2, R3, R4 и R5 конденсатора С2 и переключающегося диода V3, импульсный трансформатор Т1, высоковольтный накопитель – конденсатор С3, высоковольтный разрядник Р, дроссель фильтра L1 и защитные конденсаторы С4 и С5. Таблица 3 Обозначение на схеме Наименование Тип Электрические данные R1 Резистор МЛТ-1 100 кОм R2 Резистор МЛТ-0,5 33 кОм R3 Резистор МЛТ-0,5 22 кОм R4, R5 Резистор МЛТ-0,5 51 Ом R6 Резистор МЛТ-1 200 кОм R7 Резистор ПЭВ-25 180 Ом 25 Вт V1 Диод Д-246 - V2 Тиристор Т10-10 10кл. В зависимости от КН 102Б питпния буквы А, Б, В V3 Динистор C1 Конденсатор К75-81а 10 мкФ 1000 В C2 Конденсатор К73-11а 0,15 мкФ 63 В C3 Конденсатор КВИ-3 470пФ 16 кВ C4 Конденсатор К73-17 0,47 мкФ 630 В C5 Конденсатор К75-40Б 4 мкФ Т1 Трансформатор высоковольтный импульсный (Автомобильная катушка зажигания Газели сухая, четырёхвыводная ) 4063705 ТУ 457307577698 12В L1 Катушка индуктивности. Мотается на ферритовый каркас строчника. По 7 втк на сторону, последовательное подключение. 6 5.3. Заряд конденсатора С1 происходит через сопротивление R7 диод V1 и первичную обмотку импульсного трансформатора Т1. В связи с тем, что в процессе разряда конденсатора происходит его перезаряд, разность напряжения питания и напряжения на конденсаторе растет от цикла к циклу. Время установления режима зависит от добротности зарядного и разрядного контуров и составляет 2-3 цикла: установившееся напряжение на конденсаторе достигает удвоенного напряжения питания. Диод V1 препятствует разряду накопителя через источник питания. 5.4. Разряд конденсатора С1 происходит при открывании тиристора V2 по команде, полученной от канала управления. Канал управления представляет собой релаксатор. Конденсатор С2 заряжается от делителя, выполненного на резисторах R1 и R2 через резистор R3. При зарядке конденсатора С2 до напряжения переключения диодного тиристора V3 происходит его разряд через резистор R4 и управляющий переход тиристора V2. 5.5. Разряд конденсатора С1 происходит через первичную обмотку импульсного трансформатора Т1. Время разряда равно полупериоду свободных колебаний в разрядном контуре. К концу разряда конденсатор С1 перезаряжается. 5.6. Импульс, полученный при разрядке конденсатора С1, трансформируется и заряжает высоковольтный конденсатор С3 до напряжения пробоя разрядника Р. После пробоя разрядника Р в контуре, образованном дросселем L1 и конденсаторами С3, С4 и С5, возникают затухающие высокочастотные колебания высокого напряжения с частотой, определяемой емкостью конденсатора С3 и индуктивностью дросселя L1. 5.7. Напряжение на дросселе фильтра является выходным напряжением возбудителя. 5.8. Элементы каналов управления коммутатором, коммутаторы и диоды размещены на общей плате. В качестве импульсного трансформатора служит катушка зажигания двигателя внутреннего сгорания. Обмотка дросселя фильтра выполнена изолированным проводом. 6. МЕРЫ БЕЗОПАСНОСТИ 6.1. В процессе эксплуатации корпус возбудителя должен быть надежно заземлен. 6.2. При ремонте возбудитель должен быть отключен от цепи питания. Доступ к ремонту и настройке возбудителя должен быть разрешен только специальному лицу, прошедшему инструктаж и хорошо знакомому со схемой и работой возбудителя. 7. ВИДЫ И ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ 7.1. Систематически, но не реже одного раза в месяц проверять состояние контактов разрядника Р, по мере необходимости производить их очистку от пыли и нагара. 7.2. Периодически, но не реже раза в месяц, а также при переключениях и перемещениях возбудителя, надлежит осматривать изоляцию подходящих и соединительных проводов и, в случае необходимости, производить их замену или ремонт. 8. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ 7 8.1. Перечень наиболее часто встречающихся неисправностей и методы их устранения приведены в таблице 4. Таблица 4 Дополнительные Вероятная Неисправность признаки причина неисправности 1. Напряжение на конденсаторе С1 отсутствует или пропадает 1. Не генерируется после поджигающий нескольких импульс или импульсов. генерация 2. Напряжение прекращается на конденсаторе до зажигания С2 отсутствует дуги. или пропадает после нескольких импульсов. 2. Импульс не 1. Искровой поджигает разряд малой дугу. мощности. 1. Неисправен тиристор V2. Метод устранения 1. Заменить тиристор. 2. Замыкание 1. Устранить или обрыв в замыкание зарядном или обрыв. сопротивлении. 1. Неисправен диод V3. 1. Заменить диод V3. 1. Зачистить электроды 1. Неправильно разрядника и отрегулирован установить разрядник Р. необходимый зазор. 2. Неисправен диод V1. 1. Заменить диод V1. 8 http://www.valvol.nightmail.ru/schems/oscill1.html ОСЦИЛЛЯТОР ИЗ ТВС Схема в формате sPLAN Энергия на одну искру в разряднике похожая на энергию искры в авто - мото, как намекнул simpson. Эти искры повторяются с частотой 100 герц. L1 представляет собой бескаркасную катушку, имела 12 витков провода 3.5 мм, в качестве оправки использовал 0.5 л бутылку от лимонада; сейчас L1 -плоская ( Архимедова спираль), т.к. лучше подошла конструктивно. На схеме не нарисованы резисторы падающей характеристики, они включены между C4 и L1. В качестве Tr1 использовал ТВС от лампового ч-б телевизора, намотав новую первичную обмотку - 50 витков ПЭВ 0.7; позже намотал трансформатор на отрезке прутка магнитной антенны (высоковольтная обмотка - пирамидальная, пропитана маслом и герметизирована, но это все лишь для того, чтобы разместить Tr1 в отверстии ЛАТРа). Tr - ЛАТР с продуваемой вторичной и обдуваемой первичной обмоткой. Разрядник - просто открытый промежуток около 4 мм между двумя проводами. Говорят, что лучше их взять алюминиевыми. VR1 служит для настройки момента искры по отношению к напряжению сети. C1, C2, C4 спасают Tr от пробоя воздуха между обмотками ( и следующего за этим развития дуги ). Вся конструкция весит чуть больше 10 килограм. 9 ДОРАБОТКА СВАРОЧНОГО АППАРАТА Соединение стальных деталей методом сварки в последнее время становится привычным делом для многих самодеятельных мастеров. В связи с этим надо отметить, что из-за дороговизны сварочных аппаратов заводского изготовления широкое применение получают самодельные устройства, питаемые от сети напряжением 220 В. Сварочный ток у них, как правило, переменный. Такие аппараты просты и недороги, но работать с ними трудно, да и качество сварного шва часто неудовлетворительно. Гораздо удобнее работать на постоянном токе, для чего необходимо встроить в аппарат выпрямитель и балластный дроссель. Схема доработанного устройства показана на рисунке. Для работы в выпрямителе VD1—VD4 подойдут, кроме указанных на схеме, диоды Д 161-250, Д 161-320, В200. Их следует установить на теплоотводы с большой эффективной поверхностью. В авторском варианте использованы серийные теплоотводы 0171-80. Введение дросселя позволяет значительно облегчить зажигание сварочной дуги и обеспечивает большую ее устойчивость. Дроссель L1 изготовлен на магнитопроводе от сетевого трансформатора ТС-270 старого лампового телевизора. Все обмотки трансформатора надо удалить, и на каждый его каркас намотать по обмотке из 20—30 витков медного провода прямоугольного сечения площадью 16...22 мм2. Обмотки включают последовательно согласно. Между половинами магнитопровода надо при сборке вложить прокладки из текстолита толщиной 0,3...0,5 мм. Конструктивно выпрямитель и дроссель смонтированы в виде автономной приставки, что позволяет быстро менять род сварочного тока и облегчает доставку сварочного оборудования к месту работы. Приставка практически была опробована с различными самодельными сварочными аппаратами и получила хорошие отзывы как опытных сварщиков, так и начинающих любителей. Тем, кто собирается изготовить для себя описанную приставку, посоветуем прочитать книги Геворкяна В. Г. (Основы сварочного дела. Учебник для техникумов, изд. 5, перераб. и доп. — М.: Высшая школа, 1991), Чебовского О. Г. (Силовые полупроводниковые приборы. Справочник, изд. 2, перераб. и доп. — М.: Энергоатомиздат, 1985). Вэтих книгах читатели найдут много полезных сведений о конструкции сварочных аппаратов, материалах для их изготовления и о практике сварки. А. КЛАБУКОВ, С. БАБИНЦЕВ г. Киров 10 РАСЧЁТ ДРОССЕЛЯ Зачастую даже очень маститые разработчики электронной аппаратуры слабо разбираются в электромагнитной технике и оказываются не в состоянии правильно выбрать конструкцию и рассчитать электромагнитные компоненты ИВП. Порой доходит до смешного – разработчик выбирает электромагнитные материалы того или иного производителя только потому, что тот выкладывает для них, на своём сайте, бесплатное программное обеспечение, позволяющее неспециалисту произвести оценочный расчёт типовых электромагнитных звеньев. Обычно, в этом случае, результат далёк от совершенства. В этом нет ничего удивительного, т.к. в наше время понятие электроника охватывает очень широкую область знаний и специалист-разработчик, обычно получив образование в некой узкой области, на практике порой вынужден принимать решения в смежных факультативных областях. Особенно остро эта проблема касается любителей, которые вообще не имеют какого-то специального образования. Цель данной статьи, не выходя за пределы знаний полученных в объёме курса физики для средней школы, дать упрощённую методику расчёта наиболее распространённого дросселя, это дросселя работающего с подмагничиванием. Чтобы полноценно использовать даже очень упрощённые расчётные формулы, нужно ясно представлять их структуру. Поэтому будет полезно самостоятельно вывести те соотношения, которые в дальнейшем нами будут использоваться. Лично мне не нравится :), что обычно в классических источниках [1,2] по разному оцениваются габариты магнитопровода для трансформаторов и дросселей. Для трансформатора это Sc*So - произведение площади сечения сердечника Sc на площадь окна с обмоткой So, а для дросселя объём сердечника Sc*lc – произведение сечения сердечника на среднюю длину магнитной силовой линии. Обычно, дроссели, работающие с подмагничиванием, имеют существенный немагнитный зазор, магнитное сопротивление которого в сотни и тысячи раз больше магнитного сопротивления магнитопровода. Исходя из этого, мы позволим себе игнорировать магнитное сопротивление сердечника, считая его нулевым, и оценивать габариты дросселя так же как и габариты трансформатора, через Sc*So. И так, обмотка дросселя должна быть рассчитана на максимальный ток I протекающий через неё. J (в А/мм2), а так же площадь окна заполнения Ko, можно определить сколько Зная максимальный ток I и плотность тока в обмотке магнитопровода So (в см2) и коэффициент его витков влезет в окно магнитопровода: W=100*So*Ko*J/I Зная сечение магнитопровода для выбранной индукции дросселя: B Sc, (1) а так же коэффициент его заполнения сталью Kc, можно, в магнитопроводе, определить потокосцепление обмотки Из (3) и (4) найдём индуктивность дросселя: L=0,01*Sc*So*B*J*Kc*Ko/I^2 (5) И величину Sc*So для сердечника дросселя: Sc*So=100*L*I^2/(B*J*Kc*Ko) (6) Для выбора значений B, J, Kc, Ko можно использовать аналогичные рекомендации для трансформаторов [3]. При этом габаритную мощность Ргаб можно приравнять к Sc*So (Табл.1). Для алюминиевого провода плотность тока следует уменьшить в 1.6 раз. 11 Таблица 1 Во избежание насыщения, магнитопровод дросселя должен иметь немагнитный зазор. Считаем, что магнитопровод дросселя является идеальным магнитным проводником и все ампервитки обмотки приложены к немагнитному зазору. Благодаря длинному немагнитному зазору, индукция в магнитопроводе изменяется практически от нуля до Bm. Длину немагнитного зазора (в мм), при известных ампервитках, можно определить по формуле: Обычно магнитопровод дросселя, работающего в режиме непрерывного тока, может использоваться при более высокой частоте нежели это имело бы место в трансформаторе. Всё дело в том, что при достаточно высокой средней индукции в сердечнике, изменение этой индукции dB незначительно. Кратность увеличения частоты, при неизменных потерях, можно определить по формуле [4]: Po=Py*Gc*(dB/By)^2*(f/fy)^x, Где: Po –потери в сердечнике; Py – удельные потери для данного материала при заданных значениях амплитуды индукции By и частоты fy синусоидальной магнитной индукции; Gc – масса сердечника; x – частотный показатель (1.2 - 1.8). Отсюда, вероятно, кратность увеличения частоты - f/fy=(By/dB)^2/x. Т.е. при By/dB=10 железо, рассчитанное для работы на частоте 400Гц, будет вполне сносно себя вести на частоте 10-20кГц. Рассмотрим практические примеры: Пример 1. Допустим, мы строим регулируемый сварочный источник. Источник питается от однофазной сети 220В 50Гц и регулировка сварочного тока в пределах от Iмин=50 до Iмакс=150А осуществляется при помощи управляемого тиристорного выпрямителя, периодичность нагрузки ПН=40%. Чтобы сварочная дуга не гасла в паузах напряжения дроссель, при минимальном токе и максимальном угле регулирования, должен поддерживать ток на уровне не ниже Iст=10А. Отсюда можно определиться с минимальной индуктивностью дросселя: Lмин=0.25*Uд/(F*(Iмин-Iст))=0.25*(18+0.05*Iмин)/ (F*(Iмин-Iст))= =0.25*(18+0.05*50)/(50*(50-10))=2.56мГн. Дроссель будем мотать на Ш-образном сердечнике из стали 3411 (Э310). Предварительно выберем B=1.3Тл, J=5А/мм^2 (с учётом заданной ПН), Ko=0.35, Kc=0.95. Отсюда по формуле (6) найдём: Sc*So=100*2.56e-3*150^2/(1.3*5*0.95*0.35)=2665см^4 Для дросселя надо использовать, как минимум, два сердечника ШЛ40х80 (Sc*Kc=30см^2, So=40см^2). Определим количество витков по формуле (1): W=100*40*0.35*5/150=46 витков провода сечением Sпр=Iмакс/J=150/5=30мм^2 Определим немагнитный зазор по формуле (7): И, наконец, определим результирующую индуктивность по формуле (9): L=1,25*10e-7*60*46^2/6.7=2.37мГн, Что практически соответствует заданной минимальной индуктивности (на практике 12 индуктивность будет несколько выше, за счёт неучтённой индуктивности рассеяния). Пример 2. Как говорилось в первом примере, дроссель в основном нужен для поддержания тока в паузах, вызванных работой выпрямителя (управляемого или не управляемого). В отсутствии паузы в дросселе нет большой необходимости. Следовательно можно значительно уменьшить габариты дросселя, если сделать его нелинейным, насыщающимся. Т.е. когда ток в дросселе ниже тока насыщения Iнас, дроссель имеет значительную индуктивность, достаточную для поддержания тока в паузах, а когда ток становится больше Iнас дроссель отключается, т.к. его сердечник входит в насыщение. Применение подобного дросселя делает сварочный ток импульсно модулированным. Модуляция возникает при насыщении дросселя и может даже оказаться полезной, стимулируя капельный перенос металла с электрода в сварочную ванну. Рассчитаем нелинейный дроссель, который работает при токе до Iнас=Iмин=50А. Чтобы использовать наработанный ранее математический аппарат нам придётся немножко схитрить. Дело в том, что при выводе формул мы считали, что дроссель работает в полном диапазоне токов и, соответственно, максимальный сварочный ток соответствует току насыщения сердечника дросселя. Поэтому, чтобы сохранить неизменным сечение провода, сделаем плотность тока J в Iмакс/Iнас=150/50=3 раз меньше – J=5/3=1.67А/мм^2. Посчитаем новое значение минимальной индуктивности дросселя: Lмин=0.25*Uд/(F*(Iнас-Iст))=0.25*(18+0.05*50)/(50*(50-10))=2.56мГн Дроссель так же будем мотать на Ш-образном сердечнике из стали 3411 (Э310). По формуле (6) найдём: Sc*So=100*L*Iнас^2/(B*J*Kc*Ko)=100*2.56e-3*50^2/(1.3*1.67*0.95*0.35)=886см^4, что в три раза меньше результата полученного в предыдущем примере. Для дросселя можно использовать один сердечник ШЛ40х64 (Sc*Kc=24см^2, So=40см^2). Определим количество витков по формуле (1): W=100*So*Ko*J/Iнас=100*40*0.35*1.67/50=46 витков провода сечением Sпр=Iнас/J=50/1.67=30мм^2 Как видно сечение провода не изменилось. Определим немагнитный зазор по формуле (7): И, наконец, определим результирующую индуктивность по формуле (9): L=1,25*10e-7*24*46^2/2.2=2.88мГн, Как говорится, комментарии излишни! Литература: 1.Под ред. Г.С. Найвелта. Справочник: Источники электропитания радиоэлектронной аппаратуры. М.: Радио и Связь, 1986 год, стр.116-121. 2. К.Б. Мазель. Выпрямители и стабилизаторы напряжения. М-Л.: Госэнергоиздат, 1951 год, стр.55-60. 3. С.Г. Бунин, Л.П.Яйленко. Справочник радиолюбителя - коротковолновика. К.: Технiка, 1984 год, стр.203-204. 4. В.В. Губанов. Стабилизированные полупроводниковые преобразователи в системе с нелинейными резонансными устройствами. Л.: Знергоатомиздат, 1985 год, стр.12. 13 http://irls.narod.ru/rlbt/sv/vsv02.htm "Вольтодобавка" в сварочном аппарате Л. СТЕПАНОВ, г. Истра Московской обл. Самодельные малогабаритные сварочные аппараты с переменным сварочным током и питанием от бытовой электросети просты в изготовлении и недороги, однако работать с ними трудно — устойчивость дуги недостаточна. Улучшить работу аппарата можно, если перевести его на постоянный сварочный ток [1]. Как показывает практика, при постоянном сварочном токе для горения дуги вполне достаточно напряжения 30...40 В. Но зажечь ее по-прежнему не просто. Для маломощного сварочного аппарата — это самый тяжелый режим, так как происходит замыкание вторичной обмотки на короткое время до момента отведения электрода от детали. Облегчить процесс зажигания дуги можно повышением напряжения холостого хода сварочного аппарата. Однако повышение этого напряжения ограничено требованиями электробезопасности — оно не должно превышать 80 В согласно ГОСТ95-77Е [2]. К тому же, как уже было сказано, оптимум по условиям горения дуги находится, наоборот, в зоне меньших значений напряжения. Поэтому я поставил себе задачу разработать сварочный аппарат, у которого напряжение холостого хода повышено "вольтдобавкой", а после зажигания дуги уменьшается до оптимальных 30...40 В. Схема такого аппарата показана на рис. 1. Сварочный трансформатор Т1 с диодным выпрямителем VD1—VD4 дополнен еще одной обмоткой III, выпрямителем VD5—VD8, дросселем L1 и переключательным диодом VD9. Обмотка III намотана на отдельном каркасе и расположена рядом с катушкой, содержащей сетевую и основную обмотки I и II соответственно. Основная вторичная обмотка II рассчитана на напряжение 30...40 В и ток 100... 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12... 14 В при токе 10 А. Она формирует напряжение "вольтдобавки". До момента касания электродом свариваемых деталей напряжение на нем равно сумме значений выпрямленного напряжения обеих обмоток, поскольку переключательный диод VD9 оказывается закрытым выходным напряжением моста VD5—VD8, а оба моста — включенными последовательно. Напряжение на электроде равно 42...54 В. 14 При касании электродом детали диод VD9 открывается, напряжение на нем уменьшается до 1,5 В, обеспечивая сварочный ток через зажженную дугу. Поскольку через диоды VD5—VD8 и дроссель L1 сварочный ток не протекает, для этого моста достаточно десятиам-перных диодов, а дроссель можно намотать на любом магнитопроводе сечением 10... 12 см2. Обмотку выполняют проводом ПЭВ-2 диаметром 1,6... 1,8 мм до заполнения окна. При сборке магнито-провода необходимо предусмотреть немагнитный зазор между его частями, вложив прокладку из прессшпана толщиной 0,5... 1 мм. Вместо КД242Б можно использовать диоды Д305, Д214, КД213А, КД213В, КД2999А—КД2999В. Их надо установить на пластинчатые теплоотводы размерами 100x100x5 мм. Вместо ВК2-200 подойдут диоды Д161-250, Д161-320. Эти диоды лучше всего смонтировать на теплоотводы заводского изготовления. Здесь могут быть полезны рекомендации, данные в [2]. Конструктивно устройство "вольтдобавки" может быть выполнено и в виде приставки к бытовому сварочному аппарату, переведенному на постоянный сварочный ток. Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14и 15Вс тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей. Переключательный диод VD5 входит в состав приставки. Дроссель L1 такой же, как указано выше. Если немного изменить схему на рис. 2, можно уменьшить число необходимых диодов, а значит, и громоздких теплоотводов для них, как показано на рис. 3. Работа этого узла аналогична описанному выше, разница лишь в том, что роль переключательных выполняют два диода VD1, VD3 выпрямительного моста аппарата. Они открываются поочередно на половину периода сетевого напряжения, когда дуга еще не зажжена, и закрыты, когда дуга горит. В заключение следует заметить, что при изготовлении сварочного аппарата целесообразно воспользоваться информацией, изложенной в [2]. ЛИТЕРАТУРА 1. Клабуков А., Бабинцев С. Доработка сварочного аппарата. — Радио, 2002, № 4, с. 42. 2. Володин В. Сварочный трансформатор: расчет и изготовление. — Радио, 2002, № 11, с. 35, 36; №12, с. 38, 39. РАДИО № 6, 2004, с.40 15 Регулятор сварочного тока по первичной обмотки трансформатора с подпитывающей спиралью. Проверено - работает отлично. Спираль ставить обязательно иначе есть вероятность межвиткового замыкания при уменьшении тока, так как гудеть и вибрировать будет как генератор. Сварочный аппарат с регулировкой сварочного тока и обратной связью по току А. БОГДАНОВ, г. Северодвинск В любительских сварочных аппаратах электронному формированию оптимального угла наклона "падающей" характеристики уделялось, на мой взгляд, мало внимания, дело ограничивалось лишь регулированием сварочного тока. Cварочнsq аппарат постоянного тока для ручной дуговой сварки электродами диаметром до 3 мм. Основные технические характеристики Напряжение сети, В ............220 Потребляемый от сети ток, А, не более ..................16 Пределы регулирования сварочного тока, А ........6...120 Напряжение холостого хода основной обмотки, В ......36...42 Напряжение холостого хода вспомогательной обмотки, В .......80 Продолжительность нагрузки, % ........20 16 Габариты аппарата — 400x300x230 мм, масса — 36 кг. Продолжительность нагрузки — это параметр, определяющий разрешаемое соотношение между временем горения дуги и длительностью паузы в сварке. Иначе говоря, если в течение десяти минут работы аппарата суммарное время горения дуги (при оптимальном токе) равно 2 мин, остальные 8 мин дуга должна быть погашена (без отключения аппарата от сети), т. е. Превышение продолжительности нагрузки ведет к перегреванию аппарата. Построение сварочного аппарата по схеме с двумя выпрямителями — мощным низковольтным для основной дуги и вспомогательным на напряжение 80 В и ток 5.. .7 А для надежного зажигания дуги и ее стабилизации — позволило уменьшить расход обмоточного провода в мощной обмотке в 1,5...2 раза и разместить все обмотки трансформатора на стандартном магнитопроводе . Использование вспомогательного выпрямителя, создающего дежурную дугу, предварительно освещающую место сварки, повысило удобство работы сварщика. Формирование угла наклона "падающей" характеристики — электронное. Особый интерес представляет режим "точечная сварка". Оператор в нужном месте нажимает на 0,5...2 с на кнопку включения основной дуги. За это время образуется сварная точка, скрепляющая листы. После отпускания кнопки основная дуга гаснет, а дежурная продолжает гореть; сварщик ведет электрод до следующей точки сварки, не поднимая маску. Для работы сварочного аппарата может быть использована домашняя электросеть, допускающая ток нагрузки до 16 А. Для подключения лучше установить более мощную розетку с вилкой на соответствующий ток. Принципиальная схема аппарата представлена на рис. 1. Устройство состоит из мощного трансформатора Т1, и электронного узла управления А1. С обмотки II сварочного трансформатора Т1 переменное напряжение 36...42 В питает мощный мостовой управляемый выпрямитель на диодах VD1, VD2 и триниcторах VS1, VS2. С выпрямителя регулируемое напряжение поступает через дроссель L1 и шунт RS1 к сварочной цепи. Введение дросселя L1 позволяет значительно облегчить зажигание сварочной дуги, обеспечивает ее устойчивость, уменьшает разбрызгивание металла при сварке. С обмотки III переменное напряжение 80 В через балластный конденсатор С1 поступает на мостовой диодный выпрямитель VD3—VD6. Выпрямленное постоянное напряжение через дроссель L2 и тот же шунт RS1 подведено к сварочной цепи для создания дежурной дуги. Как показала практика, длина дуги равна 5...12 мм, большая длина соответствует большей индуктивности дросселя L2 и большему току дуги. 17 Мощным выпрямителем управляет узел А1, формирующий напряжение управления тринисторами, пропорциональное сварочному току, и обеспечивающий "падающую" характеристику. Питается узел А1 от вторичной обмотки маломощного трансформатора Т2. Рис. 2 Принципиальная схема узла А1 изображена на рис. 2. Прямоугольные выходные импульсы компаратора DA1 усиливает по току транзистор VT3, нагрузкой которого служат включенные последовательно излучающие диоды оптронов U1, U2 управляющих работой тринисторов VS1, VS2. сильноточного выпрямителя. Гафики напряжения в характерных точках узла А1 и на выходе управляемого выпрямителя показаны на рис. 3. Формирователь напряжения управления построен на ОУ DA2, который суммирует наряжение с резистивного делителя R23R19R1 (см. рис.1) и напряжение сигнала ОС по току с шунта RS1. Они поступаютна входы 0У через резисторы R1 (см. рис. 1) и R21 (см. рис. 2) соответственно. Усилитель охвачен гибкой местной ОС, действующей в переходных режимах. Как только сварщик нажмет на кнопку SB1 (см. рис. 1), сработает реле К1 и его разомкнувшиеся контакты разрешат работу фазового регулятора. Зажигается основная дуга, ток которой предварительно устанавливают переменным резистором "Ток", и выполняют сварку. В это время дуга питается одновременно от обоих выпрямителей. При "залипании" электрода надо отпустить кнопку SB1, ток уменьшится до 6 А и можно спокойно, не торопясь, оторвать электрод от детали. Кнопка SB1 закреплена на рукоятке держателя электрода обычно около большого пальца руки. Разброс напряжения обмотки II (36...42 В) трансформатора Т1 указан для 18 различной степени "просадки" напряжения сети питания под нагрузкой. Чем глубже "просадка", тем большее напряжение следует выбрать. Работа сварщика возможна и традиционным способом, если перед зажиганием дуги нажать на кнопку SB1 или замкнуть перемычкой контакты разъема ХЗ. Трансформатор Т1 изготовлен из промышленного ОСМ-1-1.6УЗ мощностью 1,6 кВА. Магнитопровод — ПЛМ сечением 32 см2. Обмотки, расположенные на двух катушках, включены последовательно согласно. Сетевая обмотка I содержит 198 витков (2x99) медного изолированного провода сечением 3 мм2, обмотка II — 36 витков (2x18) провода сечением 16 мм2, обмотка III — 72 витка (2x36) провода ПЭВ-1 1,2. Провод для обмоток I и II следует выбрать повышенной теплостойкости (с изоляцией из стекловолокна). Для обмотки II желательно использование провода прямоугольного сечения (4x4 мм, например). Дроссель L1 выполнен на Ш-образном магнитопроводе сечением 28 см2 с немагнитным зазором 1,5 мм. Обмотка содержит 48 витков провода сечением 16 мм2. Дроссель L2 собран на Ш-образном магнитопроводе сечением 8 см2, немагнитный зазор — 0,2...0,5 мм, обмотка его намотана до заполнения каркаса проводом ПЭВ-1 1,2. Хорошо подходит стандартный дроссель от светильников с ртутной лампой ДРЛ-250. С таким дросселем и конденсатором С1 (см. рис. 1) емкостью 240 мкФ длина дежурной дуги достигала 12 и даже 15 мм. Этот конденсатор составлен из 6—8 штук МБГО емкостью 30 мкФ на напряжение 160 В, соединенных параллельно; их можно заменить любыми другими бумажными на напряжение не менее 160 В. Шунт RS1 — стандартный, 75ШСМТ2-100-0,5; его можно заменить самодельным, выполненным из нихромового или константанового провода такого сечения, чтобы при протекании по нему тока, равного 100 А, падение напряжения было бы равно 75... 100 мВ, а допустимая мощность рассеивания была не менее 20 Вт. Кнопка SB1 — МП-10. она соединена с разъемом ХЗ любым двупро-водным кабелем, прикрепленным к сварочному кабелю изолентой через каждые 30...40 см. Для работы в мощном выпрямителе подойдут, кроме указанных на схеме, диоды Д161-200, Д161-250 и тринисторы ВКДУ-150, Т171-200. Их следует установить на теплоотводы с большой эффективной поверхностью, например, серийные 0171-80. Диоды VD3—VD6 — любые выпрямительные на ток 10 А. Их также нужно установить на теплоотводы с эффективной площадью поверхности 10 см2 каждый. Трансформатор Т2 — готовый или самодельный мощностью не менее 5 Вт с напряжением на обмотке II 12...14 В при токе нагрузки не менее 100 мА. Все детали узла А1 размещены на печатной плате размерами 76x70 мм из фольгированного с одной стороны стеклотекстолита толщиной 1,5 мм. Чертеж платы представлен на рис. 4. В узле использованы постоянные резисторы ОМЛТ, подстроенные СПЗ-27, СПЗ-38, переменный СПЗ-9а. Оксидные конденсаторы — К50-35 или аналогичные малогабаритные; конденсаторы СЗ—С6, С8—С10 — из серии КМ. Диоды VD1—VD4 можно использовать любые из серий КД522, КД103. Реле К1 — РЭС10, паспорт РС4.524.303П2 (либо РС4.524.312П2), или соответственно, по новой классификации, исполнение РС4.529.031-04 (либо РС4.529.031-09). Оптроны АОУ103В могут быть заменены на АОУ115В, но у них другая цоко-левка. Вместо К553УД2 можно использовать ОУ К140УД6, К140УД7 с учетом различия в конструкции корпуса. 19 Общая компоновка сварочного аппарата и его размеры произвольны и зависят от применяемых деталей. На лицевой панели, изготовленной из листового текстолита толщиной 6 мм, находятся переменный резистор R1 "Ток", зажимы Х1, Х2, представляющие собой латунные или медные болты М8 с шайбами и гайками. Общий вид платы узла А1 в сборе представлен на фото рис. 5. Налаживание Сначала на выводы 1 и 2 узла А1 подают переменное напряжение 12 В, замыкают выводы 7 и 10 временной перемычкой (остальные выводы оставляют неподключенными), отпаивают один из выводов резистора R12 и подстроечным резистором R9 устанавливают на выходе ОУ DA1 минимальное напряжение (около 1,5 В) вблизи положения, при котором напряжение начинает увеличиваться. Затем припаивают на место вывод резистора R12, подключают к выводам 8 и 9 имитатор шунта, но ток через него не пропускают (источник тока G1 не включают). Резистор R22 устанавливают в среднее положение, резистор R1 "Ток" (см. рис. 1) — в верхнее по схеме положение. Вращая ручку резистора R19, устанавливают на выходе ОУ DA2 минимальное напряжение (около 1,5 В) снова вблизи положения, при котором напряжение начинает увеличиваться. Далее включают источник питания G1 имитатора шунта и его переменным резистором R1 (см. рис. 6) устанавливают падение напряжения на резисторе R2, равное 75 мВ. Переменный резистор R1 "Ток" (см. рис. 1) переводят в нижнее положение и измеряют напряжение на выходе ОУ DA2 — оно должно быть около 11 В. Увеличивают падение напряжения на резисторе R2 в 1,8 раза (до 140 мВ), выходное напряжение ОУ DA2 должно стать минимальным (около 1,5 В), В противном случае придется несколько увеличить сопротивление резистора R22. Окончательно сварочный аппарат регулируют путем пробных сеансов сварки, желательно опытным сварщиком, при этом на шкале резистора R1 "Ток" отмечают деления, соответствующие определенному диаметру электрода. Угол наклона "падающей" характеристики можно изменять резистором R22. Изменением толщины немагнитного зазора дросселя L1 добиваются минимального разбрызгивания металла при сварке. Резистором R9 устанавливают верхний предел сварочного тока (120 А). ЛИТЕРАТУРА 1. Смирнов В. В. Оборудование для дуговой сварки. Справочное пособие. — Энергоатомиздат, 1986. 2. Шичков Л. Блок управления тиристорами. — Радио. 1982, № 10, с. 22-24. РАДИО № 4, 2006, с. 36-38. 20 Измерение параметров магнитопроводов резонансным методом. Резонансный метод измерений может быть рекомендован к использованию в домашней лаборатории наряду с методом вольтметра-амперметра. Его отличает точность и простота реализации. Этим методом могут быть получены индуктивность, емкости обмоток, а также индуктивность рассеяния. Для измерений требуется генератор низкой частоты и индикатор резонанса: милливольтметр или осциллограф. Также может быть использован компьютер со звуковой платой. Измерение индуктивности первичной (или пробной) обмотки. Рис. 4.39. Схема для измерений резонансным методом. Принцип измерения иллюстрируется рис. 4.39. Ключ S при измерении индуктивности должен быть разомкнут. Конденсатор С образует с индуктивностью обмотки L последовательный колебательный контур с резонансной частотой (4.81) и характеристическим (волновым) сопротивлением Определив резонансную частоту контура F, можно рассчитать индуктивность катушки: (4.82) Попутно с регистрацией частоты необходимо фиксировать напряжение на катушке, оно понадобится для расчета магнитной индукции. Формулы расчета магнитной индукции по напряжению на катушке приводились ранее (4.66). Низкочастотный генератор достаточной мощности создает в контуре вынужденные колебания. Когда частота генератора ниже резонансной, напряжение на катушке намного меньше напряжения генератора. При совпадении частоты вынужденных колебаний с собственной резонансной частотой LC-контура напряжение на обмотке резко возрастает. Возникает резонанс напряжений. Ток, потребляемый от генератора, при этом минимален, а напряжения на конденсаторе и индуктивности максимальны и противофазны. Напряжение может возрастать во много раз и достигать десятков и даже сотен вольт. На частотах выше резонансной емкостное сопротивление стремится к нулю 21 и напряжение на катушке практически равно напряжению генератора. Эквивалентная схема контура (рис. 4.40) включает в себя, кроме емкости и индуктивности, еще и выходное сопротивление генератора RL активное сопротивление обмотки RГ. Опыт показывает, что шунтирующим действием измерительного прибора можно пренебречь практически всегда, поскольку его входное сопротивление достаточно велико даже в случае применения простейших стрелочных тестеров. Рис. 4.40. Эквивалентная схема к рис. 4.39. Величина сопротивлений RГ и RL оказывает сильное влияние на добротность контура и является фактором, ограничивающим область применения метода. Обозначим сумму всех сопротивлений, включенных в контур R = RГ+RL. Добротностью электрического колебательного контура называется величина (4.83) обратно пропорциональная степени затухания в контуре. Чем выше добротность, тем сильнее резонансное увеличение напряжения на катушке. Типичные значения индуктивности и сопротивления первичной обмотки готового трансформатора L=10...100 Гн, RL=50...200 Ом. Примем выходное сопротивление генератора равным 600 Ом. Волновое сопротивление контура составит то есть десятки килоом. Сопротивление измерительного прибора обычно составляет не менее 50 кОм, то есть он не шунтирует контур. Добротность контура составит это означает, что при напряжении генератора 1 В резонансное напряжение на катушке составит 15...35 В. Зафиксировать резонанс при этом очень легко. Дополнительным удобством является возможность применения генераторов с низким выходным напряжением. Если добротность мала, то есть активное сопротивление сравнимо с волновым, то резонансный подъем практически отсутствует, а с увеличением частоты напряжение на катушке плавно увеличивается с нуля до U. При Q<2 определить частоту резонанса становится трудно. Такая ситуация возникает при измерении малых индуктивностей пробных катушек. 22 Для них характерны индуктивность менее 10 мГн и сопротивление около 1 Ом. С емкостью контура 0,01 мкФ получим волновое сопротивление 1 кОм, что сравнимо с внутренним сопротивлением генератора. Резонансный подъем при этом незначителен и точность определения частоты резонанса очень низка. Для одиночных измерений можно уменьшить емкость до 1000 пф, резонанс будет выражен лучше, но резонансная частота может достигнуть 50 кГц и выше. На этой частоте точность измерения снижается изза влияния паразитных емкостей, потерь в сердечнике и т.д. Индуктивность рассеяния. Методом последовательного колебательного контура можно измерять индуктивность рассеяния трансформаторов. Для этого ключ S, рис. 4.39 замыкается. Далее производятся те же действия, что и при измерении индуктивности, то есть ищется первый (нижний по частоте) резонанс, и по его частоте рассчитывается индуктивность контура, являющаяся в этом случае индуктивностью рассеяния трансформатора. При измерениях могут возникнуть трудности, вызванные малой добротностью контура. На низкой частоте (десятки Герц) напряжение на катушке близко к нулю. Для поиска резонанса нужно плавно перестраивать частоту генератора до начала повышения напряжения. При указанных на схеме номиналах элементов резонанс обычно наступает на частотах от 5 до 15 кГц. Вполне возможно, что резонансного пика не будет. В этом случае частотой настройки можно считать частоту, на которой напряжение на катушке составит половину напряжения на более высоких частотах, см. рис. 4.41. Конечно, точность измерения при этом будет очень низка. Можно увеличить добротость контура, выбрав меньшую емкость конденсатора, однако уменьшать емкость измерительного конденсатора ниже 0,01 мкФ не стоит. Типичная емкость первичной обмотки выходного трансформатора 1000...2000 пФ. Измерительный конденсатор должен иметь значительно большую емкость, чтобы исключить влияние емкости обмотки. Рис. 4.41. Определение частоты настройки при малой добротности. В большинстве случаев индуктивность рассеяния все же удается измерить резонансным методом, попутно с измерением индуктивности. В противном случае следует воспользоваться методом вольтметраамперметра. Наиболее интересное применение резонансного метода -измерение индуктивности обмоток и магнитной проницаемости сердечников в присутствии тока подмагничивания при различных амплитудах переменной индукции. Схема установки приведена на рис. 4.42. Рис. 4.42. Схема для измерений с подмагничиванием постоянным током. L — измеряемая индуктивность (дроссель или обмотка трансформатора) LДОП~ — вспомогательный дроссель С - конденсатор 0,1 мкФ, 250 вольт 23 R - переменный резистор для регулировки тока подмагничивания. Напряжение источника питания, которое потребуется для проверки трансформатора во всем диапазоне токов подмагничивания U > 1МАХ1 • RL, где RL - суммарное сопротивление всех обмоток, включенных последовательно. Для стенда требуется генератор низкой частоты с диапазоном 20Гц...1кГц с напряжением на выходе в пределах 0,1... 10 В. Вольтметр может быть любым, достаточно высокоомным, с внутренним сопротивлением порядка 50... 100 кОм. Лучше всего использовать осциллограф, так как при измерениях с подмагничиванием постоянная составляющая будет маскировать резонанс на малых амплитудах переменного напряжения. Отметим роль вспомогательного дросселя LДОП. Он применяется при измерениях с подмагничиванием для предотвращения шунтирования колебательного контура L с малым выходным сопротивлением источника питания. Естественно, он должен иметь величину индуктивности значительно больше измеряемой, чтобы не влиять на резонансную частоту контура, либо должен иметь известную зависимость индуктивности от тока. Поскольку такое возможно не всегда, хорошим решением будет использование второго экземпляра дросселя или трансформатора, полностью идентичного измеряемому. Обмотки по переменному току включены параллельно и их суммарная индуктивность в этом случае уменьшится вдвое. По постоянному току они включены последовательно, поэтому при изменении подмагничивания их параметры изменяются одинаково. Для измерение индуктивности без подмагничивания следует: 1. Отключить источник питания от схемы. 2. Установить напряжение на выходе генератора около 1 В. 3. Изменяя частоту настройки генератора F, найти резонансный максимум напряжения. 4. Вычислить индуктивность обмотки по формуле (4.82). Измерение индуктивности с подмагничиванием производится после подключения источника питания и выставления требуемого тока подмагничивания. Рассчитанная по формуле (4.81) величина соответствует параллельно соединенным индуктивностям : (4.84) Если в качестве LДОП использовалась калиброванная индуктивность, то требуемая величина индуктивности (4.85) а если были использованы одинаковые изделия, то 24 (4.86) Наиболее естественным применением этой методики является проверка трансформаторов, предназначенных для работы в однотактных каскадах и дросселей на соответствие требованиям, заложенных при расчете, а также подбор величины зазора. Однако трансформаторы для двухтактных каскадов желательно также испытывать на этом стенде при токе подмагничивания не менее 10% от величины анодного тока в схеме. Индуктивность при этом может падать весьма значительно. То же самое относится к входным и согласующим трансформаторам. Формально, постоянная составляющая не должна попадать в их обмотки, тем не менее, в схемах всегда присутствуют токи утечек и разбалансов плеч. При подборе толщины немагнитной прокладки необходимо отключать подмагничивание (а часто и сигнал генератора) перед размыканием магнитопровода. При работе стенда нельзя прикасаться к элементам схемы, так как на них присутствует довольно высокое напряжение, а при отключении подмагничивания возникает сильный бросок напряжения самоиндукции. Критерием подбора является максимальная индуктивность (или минимальная частота резонанса) при рабочем токе подмагничивания. Зазор в магнитопроводах измеряемого и дополнительного дросселей (трансформаторов) должен изменяться одновременно. Для этого можно использовать полоски тонкой бумаги известной толщины. Рис. 4.43. Измерение с помощью параллельного контура. Разновидность схемы измерения приведена на рис. 4.43. Здесь конденсатор и катушка соединены параллельно, а выходное сопротивление генератора не входит в колебательный контур. Поэтому добротность контура оказывается выше, чем в предыдущих схемах. Это может оказаться важным при измерениях параметров пробных обмоток с малой индуктивностью. В таком контуре наблюдается резонанс токов, то есть токи в конденсаторе и индуктивности равны по величине и противоположны по фазе. При этом сопротивление контура сильно возрастает, а ток через контур практически прекращается. Напряжение, регистрируемое вольтметром, снижается. В этой схеме измерительный прибор фактически работает в режиме миллиамперметра, поэтому больше подойдут низкоомные (около 2...5 кОм/В) стрелочные тестеры. Фактором, ограничивающим точность, также является активное сопротивление обмотки. Катушки, содержащие много витков и намотанные тонким проводом имеют меньшую добротность и резонанс выражен хуже. Схемы, приведенные выше, целесообразно использовать для исследования свойств неизвестных магнитопроводов, либо изготовлении нескольких разнотипных трансформаторов. Однако для подавляющего большинства самоделыциков удобнее измерять параметры и настраивать уже готовые трансформаторы непосредственно в схеме. Рассмотрим немного видоизмененный ламповый однотактный каскад, рис. 4.44. Конденсатор С превращает обычный трансформаторный каскад в резонансный с частотой настройки (4.81). 25 Рис. 4.44. Настройка трансформатора в схеме. Ток подмагничивания, то есть ток покоя каскада, устанавливается подбором номинала R2. На вход каскада подается напряжение сигнала от генератора или звуковой платы компьютера. Также как и в предыдущих схемах, частота его обычно находится в пределах 50...300 Гц. Перестройкой частоты нужно добиться максимального напряжения на обмотке трансформатора. Вольтметр должен иметь сопротивление не менее 50кОм, чтобы не шунтировать высокоомную цепь, которой является параллельный колебательный контур. Есть еще две точки, в которых можно контролировать наступление резонанса. Размах переменного напряжения на катоде лампы при резонансе минимален, так как ток сигнала через лампу почти прекращается. Это можно увидеть с помощью осциллографа или вольтметра переменного тока (через переходной конденсатор). Еще удобнее наблюдать резонанс с помощью звуковой платы компьютера - на вторичной обмотке трансформатора. Если она может работать в дуплексном режиме, задача экспериментатора заметно облегчается. Один из каналов платы служит для вывода напряжения изменяющейся частоты, которое подается на вход схемы. Напряжение со вторичной обмотки подается на второй канал платы. Программа Spectralab запускается в режиме измерения АЧХ. Частота резонанса определяется маркером. Если звуковая плата не имеет дуплексных возможностей, можно записать сигнал качающейся частоты на магнитофон или CD-R. Целью настройки трансформатора является получение минимальной частоты резонанса, то есть максимальной индуктивности при заданном токе подмагничивания. Регулировать величину зазора следует при выключенном питании. Стягивать сердечник при регулировке штатными стяжками не обязательно, это сделает магнитное поле подмагничивания. Всегда следует проверять поведение трансформатора при токе покоя, большем номинального на 10.. .20 %. Индуктивность при этом не должна сильно уменьшаться. © Е.Васильченко. 2003г. © Издательство Солон-Пресс. 2003г. 26