Глава 10 Обоснование универсальности модели планирования
advertisement

Обоснование инвариантности математического представления…
Глава 10
ОБОСНОВАНИЕ УНИВЕРСАЛЬНОСТИ МОДЕЛИ
ПЛАНИРОВАНИЯ И ПРИНЯТИЯ РЕШЕНИЙ
10.1 Планирование мелкосерийного производства
Решения по планированию оказывают сильное влияние на общую прибыльность предприятия, определяя, как используется капитал, необходимые эксплуатационные затраты и способность функционировать в условиях рынка, удовлетворяя директивные сроки. Опубликованные методологии планирования служат
хорошей теоретической основой, однако, несмотря на прогресс в компьютеризации и развитие лучших алгоритмов, последние редко применяются в промышленности [133, 163]. Цель исследования в данной главе заключается в том,
чтобы сравнить разные производства, существующие методы планирования и
показать возможность эффективного применения разработанной модели иерархического планирования (п. 8.5) и ее математического обеспечения для планирования других организационно-производственных систем.
Формализуем общую математическую модель иерархического планирования и управления (п. 8.5) для мелкосерийного производства.
Постановка задачи. Пусть I = {I1, I2, …, In} – множество изделий, конкурирующих за множество ограниченных ресурсов M = {M1, M2, …, Mm}. Совокупность производственных средств разделена на отдельные производственные
модули (ячейки), каждая из которых входит в одну из групп однотипных ячеек.
Для каждого изделия i I известны директивный срок di 0 и вес i > 0
(определяемый для каждой задачи по-разному). Каждое изделие представлено
сетью операций, связанных различными ограничениями предшествования. Некоторые операции могут выполняться одновременно, некоторые – последовательно, а некоторые – независимо друг от друга. Для каждой операции j Ik известны длительность выполнения lj, время наладки оборудования lналj. Ресурсы,
необходимые для выполнения операции j, задаются множеством Rj
Необходимо сформировать номенклатурно-объемный план каждой структурной единице предприятия (ячейке) с распределением на плановый период и
пооперационный план с привязкой к оборудованию таким образом, чтобы все
681
Глава 10
временны' е ограничения, ограничения предшествования и ресурсов были удовлетворены. Планирование осуществляется по следующим критериям оптимальности и их комбинациям:
а) минимизация суммарного взвешенного момента окончания выполнения
изделий при заданном отношении порядка на множестве операций каждого
изделия (максимизация суммарной прибыли предприятия):
n
min i T Ci ,
(10.1)
i 1
где Ci – момент окончания выполнения изделия i, i(T) – весовой коэффициент
изделия i, определенный экспериментальным путем;
б) максимизация суммарной прибыли предприятия при условии, что для
всех изделий i I не могут быть нарушены директивные сроки di (планирование точно в срок):
1, Ci d i
,
0, Ci d i
n
max iUi, где Ui =
i 1
(10.2)
i – прибыль от выполнения i-го изделия, если оно выполнено точно в срок;
в) максимизация суммарной прибыли предприятия при условии, что для
некоторых изделий i 1, k не могут быть нарушены директивные сроки di:
k
n
i 1
i k 1
1, Ci d i
,
0, Ci d i
max( iUi + i T (T Ci ) ), где Ui =
(10.3)
i – прибыль от выполнения i-го изделия, если оно выполнено точно в срок;
i(T) – весовой коэффициент изделия i (имеет тот же смысл, что и в задаче 1);
г) минимизация суммарного взвешенного запаздывания выполнения изделий относительно директивных сроков:
n
min i max(0, Ci – di),
(10.4)
i 1
i – штраф за запаздывание окончания выполнения i-го изделия относительно
директивного срока на единицу времени;
682
Иерархическое планирование и управление сложными системами…
д) минимизация суммарного взвешенного запаздывания выполнения изделий относительно директивных сроков, если для некоторых изделий i 1, k директивные сроки не могут быть нарушены. Критерий оптимальности:
k
n
i 1
i k 1
1, Ci d i
,
0, Ci d i
max( iU i – i max(0, Ci – di)), где Ui =
(10.5)
i – прибыль от выполнения i-го изделия, если оно выполнено точно в срок, i
– штраф за запаздывание окончания выполнения i-го изделия относительно директивного срока на единицу времени.
е) максимизация суммарной прибыли предприятия, когда для всех изделий
i I заданы директивные сроки di и абсолютная прибыль i, не зависящая от момента окончания выполнения изделия в случае, если изделие выполняется без
запаздывания относительно директивного срока, иначе прибыль предприятия по
этому изделию равна нулю:
1, Ci d i
,
0
,
C
d
i
i
n
max iUi, где Ui =
i 1
(10.6)
i – прибыль от выполнения i-го изделия, если оно выполнено без запаздывания относительно директивного срока.
ж) минимизация суммарного штрафа предприятия за опережение или запаздывание выполнения изделий относительно директивных сроков:
n
min i |Ci – di|,
(10.7)
i 1
i – штраф за отклонение момента окончания выполнения i-го изделия от директивного срока на единицу времени.
Задачи решаются при следующих ограничениях:
– длительность выполнения каждого изделия, а также ячейкокомплекта (т.
е. совокупности операций, выполняемых в рамках одного захода в ячейку) определяется его критическим путем;
– общие ячейкокомплекты разных изделий выполняются в одной ячейке.
Задачи а)–ж) принадлежат к классу труднорешаемых задач.
Данная постановка задачи аналогична постановке задачи планирования в
трехуровневой иерархической модели планирования и управления (см. п. 8.5),
683
Глава 10
при этом под мультиресурсами понимаются структурные единицы предприятия – ячейки, под заданиями – изделия, а под агрегированными работами –
ячейкокомплекты.
На основе детальной информации, связанной с заданиями, ресурсами и
технологией производства, на первом уровне модели планирования строится
агрегированная модель с помощью объединения отдельных ресурсов и операций в бóльшие единицы. Если для некоторых операций, требующих общий ресурс, необходимо длительное время на наладку ресурса, то при определенных
условиях (например, выполнение в одном интервале времени) из их совокупности формируется один общий ячейкокомплект. Правила объединения 1–4
приведены в п. 9.2.1. Это исключает необходимость наладки для операции, если она принадлежит тому же семейству, что и операция, выполняемая перед
ней. Время наладки учитывается в начале расписания или при переходе к другому семейству.
Агрегация ресурсов состоит в физическом разделении производственных
мощностей на ячейки производства, способные обработать несколько операций при соблюдении отношений порядка в выполнении операций.
Ячеечное производство – производная групповой технологии, основанная на
поиске подобия в пределах системы производства и структуры изделия и использовании этого подобия для упрощения метода производства. Главные преимущества перехода к ячеечному производству – сокращение производственного цикла изготовления изделий, улучшение качества и подотчетности, лучшее
обучение работников, высокая эффективность поставок, низкий уровень незавершенного производства, высокая производительность и суммарная гибкость.
Основаниями для этих преимуществ являются упрощение задачи планирования,
более простое выполнение общей координации выполнения заданий в системе
ячеечного производства. Иерархическая декомпозиция задачи планирования делает вопрос координации внутри ячеечного производства легко решаемым, а
производственную систему – лучше подготовленной к автоматизации производственного процесса.
684
Иерархическое планирование и управление сложными системами…
Второй уровень модели планирования (согласованное планирование), координирующий функционирование подразделений предприятия, состоит в
распределении производственной программы на плановый период по критериям, согласованным с общим критерием оптимальности. Входной информацией
является приоритетно-упорядоченная последовательность выполнения ячейкокомплектов, полученная в результате решения аппроксимирующей задачи
МВМН (п. 9.4) и дополненная ячейкокомплектами, не лежащими на графе
критических путей изделий. С помощью сформированной на этом уровне модели производственной программы взаимосвязываются все последующие детальные планы и графики. Эта программа гарантирует, что все последующие
производственные расписания являются выполнимыми и что оперативные
планы, создаваемые на их основе, также осуществимы.
Построенные на втором уровне модели согласованные планы выполнения
изделий по заданным критериям оптимальности передаются на блок принятия
решений (п. 9.5), в котором выбирается наилучший план, передающийся на третий уровень системы для реализации. Если план, удовлетворяющий поставленным требованиям, не получен, информация передается на первый уровень для
коррекции агрегированной модели.
На третьем уровне строится пооперационный план функционирования ячеек
с привязкой к оборудованию (внутриячеечное планирование) по критериям, согласованным с критерием оптимальности деятельности предприятия. На этом
уровне решаются задачи по критериям (10.1)–(10.7) и их комбинациям как для
одного, так и для параллельных приборов, в случае независимых или взаимосвязанных заданий.
Общая схема решения задачи следующая:
1 уровень
а) построение на основе портфеля заказов входной информационной модели;
б) построение агрегированной модели:
– укрупнение операций,
– объединение однотипных операций в семейства (ячейкокомплекты),
685
Глава 10
– ячеечное представление ресурсов,
– построение графа на критических путях изделий;
в) построение и решение для каждого из критериев (10.1)–(10.7) (с обобщением на 31 критерий) аппроксимирующей задачи МВМН на графе на критических путях изделий для определения очередности их выполнения;
г) корректировка агрегированной модели в соответствии с результатом
предварительного распределения ячейкокомплектов и повторное решение аппроксимирующей задачи МВМН;
д) дополнение последовательности ячейкокомплектами, не лежащими на
критических путях изделий.
2 уровень
Согласованное планирование по критериям (10.1)–(10.7) и их комбинациям.
Блок принятия решений и корректировки агрегированной модели.
3 уровень
Внутриячеечное планирование с привязкой к оборудованию.
Иерархическая декомпозиция сформулированной задачи адекватна иерархической модели планирования и управления, представленной системой взаимосвязанных математических моделей, которые позволили решить проблему
планирования функционирования сложных систем в комплексе (п. 8.5). Реализация представленной модели осуществляется с помощью математического
обеспечения трехуровневой иерархической модели планирования и управления.
10.2 Планирование производства «под заказ»
Этот метод [94] ориентирован на мощности и на поток материалов. Заказы
моделируются как задания (множество I), конкурирующие за ограниченные
' е окна, установресурсы (множество M). Каждое задание i I имеет временны
ленные их моментами поступления ri и директивными сроками di 0. Для каждого задания задан вес i, характеризующий доход от выполнения i-го заказа,
686
Иерархическое планирование и управление сложными системами…
если оно выполнено вовремя. Каждое задание представляется как сеть действий (операций), связанных различными ограничениями предшествования.
Действие может требовать нескольких ресурсов и выполнения заданного объема работы. Оно может быть прервано. Действия являются агрегированными:
они представляют группы производственных, сборочных и т. п. операций.
Каждое задание может быть описано деревом с корнем (графом конструкторской входимости), вершины которого представляют технологические операции. Вершины с несколькими предшественниками обозначают сборочные
операции, а вершины с одним предшественником – либо операции механической обработки, либо присоединение купленной части к заготовке. Выполнение задания во времени продвигается от листьев до корня, который обозначает
последнюю операцию. Ребра представляют строгие отношения предшествования, т. е. все предшественники операций должны быть закончены прежде, чем
могут начаться сами операции.
Каждая операция j дерева имеет длительность обработки lj, время наладки
lналj и время перевозки uj. Ресурсы, необходимые для j, задаются множеством
Rj M. Ресурсы могут быть распределенными, географически рассеянными и
даже принадлежать разным организациям. Мощности ресурсов ограничены и
могут изменяться во времени.
Решением является назначение времени запуска операциям так, чтобы все
' е ограничения, ограничения предшествования и ресурсов были удовременны
влетворены.
Главная цель – максимизация суммарной прибыли предприятия при выполнении условий: выполнение заказов «точно в срок», минимизация суммарного взвешенного запаздывания относительно директивных сроков, минимизация суммарного штрафа как за опережение, так и за запаздывание относительно директивных сроков (критерии (10.1)–(10.7) и их комбинации).
Иерархическая декомпозиция сформулированной задачи адекватна общей
математической модели иерархического планирования функционирования
сложных организационно-производственных систем, и, таким образом, по687
Глава 10
строение производственной программы для производств, работающих «на заказ», может осуществляться по схеме, описанной в п. 8.5, с помощью математического обеспечения этой модели. Отличием от общей модели является
наличие моментов поступления, времен перевозки и возможности прерывания
выполнения заданий, что учитывается при корректировке алгоритмов распределения.
Общая схема решения задачи:
1 уровень
а) построение информационной модели;
б) построение агрегированной модели:
– укрупнение операций графа взаимосвязи,
– объединение однотипных операций в семейства (агрегированные работы),
– объединение ресурсов в мультиресурсы,
– построение графа на критических путях заданий;
в) построение и решение для каждого из критериев (10.1)–(10.7) (с обобщением на 31 критерий) аппроксимирующей задачи МВМН на графе на критических путях заданий для определения очередности выполнения заданий;
г) корректировка агрегированной модели в соответствии с результатом
предварительного распределения агрегированных работ и повторное решение
аппроксимирующей задачи МВМН;
д) дополнение последовательности агрегированными работами, не лежащими на критических путях заданий.
2 уровень
Согласованное планирование по критериям (10.1)–(10.7) и их комбинациям.
Блок принятия решений и корректировки агрегированной модели.
3 уровень
Точное планирование с привязкой к оборудованию.
Соответственно данной схеме планирование осуществляется в три этапа.
На первом уровне строится агрегированная модель предприятия с помощью
объединения отдельных ресурсов и операций в бóльшие единицы – мультире688
Иерархическое планирование и управление сложными системами…
сурсы и агрегированные работы. На основе агрегированной информации строится граф на критических путях заданий, конечные вершины которого соответствуют последней операции задания. Если для некоторых групп агрегированных работ, принадлежащих разным заданиям, требуется общее, достаточно
большое время на наладку оборудования, то формируется одна общая агрегированная работа. Правила объединения 1–4 приведены в п. 9.2.1. На графе
связности это обозначено общими вершинами. Для определения приоритетов
заданий при построении согласованного плана производства на первом уровне
решается аппроксимирующая задача МВМН для случая, когда весовые коэффициенты всех вершин графа связности, кроме конечных, равны нулю (п. 9.3).
В результате решения этой задачи формируется последовательность, определяющая очередность запуска агрегированных работ на выполнение.
Второй уровень (согласованное планирование функционирования подразделений предприятия – мультиресурсов) заключается в распределении производственной программы на плановый период, т. е. в получении для каждой агрегированной работы значения времени ее запуска в производство.
На третьем уровне строится пооперационный план функционирования
мультиресурсов с привязкой к оборудованию (точное планирование) по критериям, согласованным с критерием оптимальности деятельности предприятия.
Представленная трехуровневая модель реализует два вида иерархического
планирования: точное (описанное выше) и прогнозное. При прогнозном планировании на основе агрегированной модели реализуется предварительное укрупненное распределение производственной программы во времени по заданному
критерию оптимальности на уровне агрегированных работ, лежащих на критических путях заданий. В результате прогнозного планирования в блоке принятия решений уточняются стратегические планы и возможности их выполнения,
решаются задачи эффективного распределения ресурсов, выявления узких мест
на производстве и, как следствие, необходимости приобретения дополнительного оборудования, формирования оптимального портфеля заказов – в портфель
заказов включаются наиболее выгодные для предприятия заказы, т. е. такие,
выполнение которых обеспечит получение предприятием, функционирующим в
689
Глава 10
условиях рынка, максимальной прибыли при ограничениях на производственные ресурсы.
10.3 Планирование рабочего цеха
Классический рабочий цех* представлен следующим образом.
Постановка задачи. Имеется множество машин M = {M1, M2, …, Mm} и
множество заданий J = {J1, J2, …, Jn}, которые нужно выполнить. Каждое задание Ji – это последовательность операций для обработки в заданном порядке.
Для каждого задания Ji J известны момент поступления задания на выполнение ri, директивный срок di 0 и вес i > 0. Для каждой операции Oij задания Ji
задана длительность ее выполнения lij на машине Mj M в течение непрерывного периода времени обработки и никакая операция не может быть прервана.
Обуславливается, что в эту длительность может быть включено время подготовки или переналадки. Каждая машина может обрабатывать только одну операцию, и каждая операция может выполняться только одной машиной одновременно (ограничения вместимости).
Необходимо составить расписание рабочего цеха по критериям (10.1)–
(10.7) и их комбинациям.
Задача относится к труднорешаемым, ее трудоемкость определяется функцией n!m, т. е. задача 20 10 может иметь 7,3 10183 возможных решений. С
начала 50-х годов решением данной задачи занималось много исследователей,
что привело к широкому разнообразию таких подходов, как метод ветвей и
границ, моделированный обжиг, табу-поиск и т. д. Однако эти методы не достигли большого успеха из-за труднорешаемости указанной задачи. Поэтому
наиболее эффективными для решения производственных задач большой размерности оказались эвристические методы.
Один из способов решения сформулированной задачи представлен в виде
схемы, предложенной в п. 8.5. В отличие от общей модели, при планировании
*
690
Цех рассматривается автономно, вне трехуровневой модели планирования.
Иерархическое планирование и управление сложными системами…
рабочего цеха не строится агрегированная модель (мультиресурсы и агрегированные работы), но определяются критические пути заданий и строится граф
на критических путях. Моменты поступления заданий учитываются при корректировке алгоритмов распределения. Задача решается в два этапа:
1 уровень
а) построение информационной модели;
б) построение графа на критических путях заданий. Если для некоторых
операций необходимо длительное время на наладку машины, то при выполнении определенных условий (например, выполнение операций в одном временнóм диапазоне) формируется одна общая операция, что на графе показано общими вершинами. Правила объединения 1–4 представлены в п. 9.2.1;
в) решение аппроксимирующей задачи МВМН на графе критических путей
заданий для определения очередности выполнения заданий;
г) корректировка набора общих вершин в соответствии с результатом
предварительного распределения операций и повторное решение аппроксимирующей задачи МВМН;
д) дополнение последовательности операциями, не лежащими на критических путях заданий.
2 уровень
Назначение операций на выполнение машинами по алгоритму распределения, описанному в главе 9, по критериям (10.1)–(10.7) и их комбинациям.
Таким образом, данная задача является частным случаем комплекса взаимосвязанных задач общей математической модели иерархического планирования функционирования сложных организационно-производственных систем
(п. 8.5) и реализуется с помощью ее математического обеспечения.
10.4 Планирование производства по изготовлению партий
Деятельность заводов по производству партий изделий широко рассматривалась в специализированной литературе по составлению расписаний [167].
691
Глава 10
Производственные процессы на таких заводах привлекают внимание исследователей вследствие своей многосторонности. Эти предприятия способны учитывать разные ситуации, часто возникающие в динамической производственной среде. Они являются прототипами гибкого производства. На заводах по
выпуску партий изделий процесс составления расписаний производства является важным, хотя и трудоемким процессом.
Производства партий – это процессы производства, в которых изделия выпускаются партиями, а не беспрерывным или дискретным способами. Заводы по
производству партий более эффективны из-за их пригодности к мелкосерийному производству высокоценных изделий, которые становятся все более важными при быстрых изменениях условий рынка. Производство партий обычно используется в фармацевтической, полимерной, продовольственной и химической
областях промышленности, потому что оно обеспечивает необходимую гибкость для учета разных требований производства с применением одних и тех же
средств производства. Производства партий характеризуются [154]:
– производственными процессами, вовлекающими множество операций,
которые выполняются независимо и партиями;
– разделением ресурсов (таких, как операторы, электроэнергия или вспомогательное оборудование);
– присутствием промежуточного хранилища для разделения операций и
смягчения эффекта от изменения или сбоев в процессе производства;
– многоцелевым оборудованием (например, часть оборудования может
использоваться как для обработки, так и в качестве модуля хранения);
– гибкостью в настройке (так как оборудование может часто соединяться
различными способами);
– вовлеченными затратами на наладку, которые зависят от решения
(например, очистка оборудования до производства другого необходимого изделия или партии);
– высококачественными спецификациями.
Процесс обработки партий – трудная сфера производства для автоматизированных систем составления расписаний. С одной стороны, в отличие от дру692
Иерархическое планирование и управление сложными системами…
гих типов производства, процесс обработки партий не является ни беспрерывным (в нем нет устойчивого притока сырья, приводящего к устойчивому оттоку изделий), ни дискретным (в нем нет изготовления или сборки индивидуальных элементов). С другой стороны, производственная среда является динамической, например, оборудование ломается, приходят новые заказы, и требуются разделенные ресурсы, что приводит к сложным моделям заданий и ресурсов
[128].
Обработка партий применяется главным образом на заводах, выпускающих химикаты, продовольствие, фармацевтическую продукцию и полимеры.
Приведенные выше модели планирования мелкосерийного производства и
рабочего цеха разработаны для дискретных производств. Хотя модель рабочего цеха может охватывать некоторые основные характеристики производств
партий, она слишком простая, даже с некоторыми недавними расширениями
[102], для точного описания производства партий.
Планирование производства партий – метод, определяющий, в каком порядке должны быть выполнены изделия, чтобы оптимизировать желаемый
критерий при существующих ограничениях.
Различают многономенклатурные и многоцелевые заводы по производству
партий. На многономенклатурных заводах работы следуют по установленному
маршруту партия за партией; обычно они имеют одностадийные серийные производственные линии, т. е. одну группу однотипных приборов. Особенная конфигурация таких предприятий – многоцелевой завод или рабочий цех. Он состоит из общецелевого оборудования, используемого для производства множества
разнообразных изделий, следующих по различным маршрутам через завод. Отличительная особенность таких заводов – в среде с многоцелевыми приборами
заданный прибор может использоваться в разных процессах, т. е. допускается
существование альтернативных приборов. На многоцелевых заводах упорядоченные работы выполняются одновременно на всем заводе, и очередность последовательных запусков производства партий может изменяться [176].
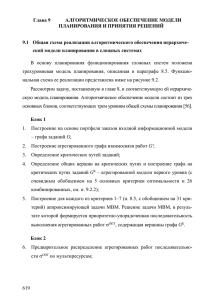
Модель планирования производства партий многономенклатурного завода. Структура процесса производства представлена одной или более стадиями
693
Глава 10
обработки с параллельными приборами (производственными линиями) на
каждой стадии (рис. 10.1). Такого типа заводы представляют большой процент
среди, например, химических производств [168, 177, 178]. Задача, рассмотренная ниже, заключается в составлении расписаний производства для завода с
многостадийной последовательно-параллельной сетью по критериям минимизации суммарного запаздывания или суммарного взвешенного запаздывания
выполнения заданий.
Постановка задачи. Дано:
– открытый поточный цех с последовательно-параллельной сетью с фиксированным промежуточным хранением;
– многономенклатурный завод партий с фиксированными размерами партий, зависящими от размера транспортного средства;
– множество заказов потребителей, для которых известны директивные
сроки.
Партии многократно проходят через n стадий обработки с несколькими независимыми параллельными приборами на каждой стадии. Поточная линия работает без прерываний. Изделия выпускаются в одном и том же порядке на всех
стадиях. В любой момент времени все приборы одного типа могут использоваться только для изготовления одного изделия. Заданы времена обслуживания
на приборах и времена погрузки / разгрузки / транспортировки (ПРТ) для каждой стадии. Длительность обработки равна сумме времени механической обработки и времени ПРТ. Заданы зависимые от изделия времена наладки. Ограничения:
– сырье всегда доступно;
– все рабочие работают непрерывно;
– поточная линия работает непрерывно;
– никаких поломок или износа приборов;
– все работы доступны в нулевой момент времени;
– длительности ПРТ не зависят от задания;
– каждый заказ потребителя включает только одно задание;
– каждый заказ может быть изготовлен на доступном оборудовании;
694
Иерархическое планирование и управление сложными системами…
– каждый заказ может быть обработан в разное время, т. е., не требуется
совместная кампания;
– каждый заказ включает целое число партий полного размера, все партии одного и того же размера;
– машинное время для заказа зависит от изделия;
– период наладки оборудования необходим перед производством нового
изделия.
Стадия 1
Здесь:
Стадия 2
Стадия 3
Сырье
Конечное изделие
Стадия 4
Стадия 5
Обрабатывающий модуль
Область хранения
Рис. 10.1 – Пример последовательно-параллельной сети из 5 стадий
Цель: построить расписание для заданной системы по критериям минимизации суммарного запаздывания или суммарного взвешенного запаздывания
выполнения заданий.
Поставленная задача сводится к задаче для одного прибора по указанным
критериям при условии, что заданы времена переналадки прибора. Эти задачи
включены в третий уровень модели планирования (п. 9.2.2). Таким образом, данная задача является частным случаем комплекса взаимосвязанных задач общей
математической модели иерархического планирования функционирования сложных организационно-производственных систем (п. 8.5) и может быть решена с
помощью одной из задач третьего уровня ее математического обеспечения.
Модель планирования производства партий многоцелевого завода. Постановка задачи. Пусть I = {I1, I2, …, In} – множество заказов, конкурирующих за
множество ограниченных ресурсов M = {M1, M2, …, Mm}. Совокупность про695
Глава 10
изводственных средств разделена на отдельные производственные модули
(мультиресурсы), каждый из которых входит в одну из групп однотипных
мультиресурсов.
Для каждого задания (заказа) i I известны момент поступления ri , директивный срок di ≥ 0 и вес i > 0, характеризующий единичную прибыль от выполнения задания либо штраф за срыв его выполнения на единицу времени. Каждое
задание представлено сетью операций, связанных различными ограничениями
предшествования. Некоторые операции могут выполняться одновременно, некоторые – последовательно, а некоторые – независимо друг от друга. Для каждой
операции j Ik известны длительность выполнения lj, время наладки оборудования lналj и время перевозки uj. Многостадийный характер сети по производству
партий допускает неограниченное промежуточное хранение. Ресурсы, необходимые для выполнения операции j, задаются множеством Rj Заданы описания
производственного процесса для каждого заказа, в которых отражаются:
– альтернативные процессы изготовления (группа технологически допустимых производственных альтернатив);
– список альтернативных приборов – все эквивалентные приборы, которые могут быть использованы для выполнения конкретной операции.
Цель: построить расписание для заданной системы по критериям (10.1)–
(10.7) и их комбинациям таким образом, чтобы все временны' е ограничения,
ограничения предшествования и ресурсов были удовлетворены.
Задача в данной постановке эквивалентна общей постановке задачи иерархического планирования и управления (п. 8.5). Моменты поступления заданий
ri и времена перевозки uj учитываются при корректировке алгоритмов распределения работ.
Решение поставленной задачи состоит из двух стадий: планирование и составление расписаний. На стадии планирования может быть использовано математическое обеспечение общей модели планирования сложных организационно-технических систем, описанной в п. 8.5. Таким образом, данная задача является частным случаем комплекса взаимосвязанных задач общей математиче696
Иерархическое планирование и управление сложными системами…
ской модели иерархического планирования функционирования сложных организационно-производственных систем и может быть разрешима с помощью
первого и второго уровней ее математического обеспечения.
Анализ допустимых планов и расписаний в блоке принятия решений позволяет определить эффективную по заданному критерию очередность запуска заказов в производство, наиболее выгодные маршруты выполнения заказов,
наиболее эффективное использование ограниченных ресурсов, сформировать
эффективное множество заказов (включающее наиболее выгодные для предприятия заказы, т. е. такие, выполнение которых обеспечит получение предприятием максимальной прибыли). На стадии планирования исключается множество недопустимых решений, что позволяет на стадии составления расписаний
сосредоточиться на допустимых решениях.
На этапе составления расписаний математическое обеспечение общей модели может быть использовано только для отдельных частных случаев поставленной задачи планирования производства партий.
10.5 Планирование работ по строительству сложных объектов
Постановка задачи. Задано множество операций (работ) J = {J1, J2, …, Jn}
по выполнению n заданий (застройке n объектов). На каждом подмножестве
Jk J задан частичный порядок ориентированным ацикличным графом Gk.
Вершины графа соответствуют операциям, линии связи указывают на отношения предшествования. Отношение предшествования задается на основе документации по застройке рассматриваемых объектов. Конечные вершины соответствуют выполненным заданиям. Для каждой вершины j графа Gi, i = 1, n ,
известна длительность выполнения lj (для некоторых вершин lj может принимать разные значения в зависимости от размера вложенных инвестиций, определяющих длительность выполнения операции или работы). Для каждого объекта i I (I – множество конечных вершин графов) заданы директивный срок
окончания di 0, вес i > 0 – коэффициент важности задания; для отдельных
697
Глава 10
заданий – дополнительные условия: время ri начала выполнения работ j Ji
(время начала строительства i-го объекта, i I).
Для выполнения работ используется система обслуживания в виде множества ограниченных ресурсов – мультиресурсов (бригад, производственных
подразделений, оборудования), определяемых в соответствии с размером инвестиций.
Необходимо построить календарный план выполнения работ по строительству объектов такой, чтобы достигался оптимум одного из функционалов
(10.1)–(10.7) или их комбинаций.
Задачи решаются при следующих ограничениях:
– длительность выполнения каждого задания определяется его критическим путем;
– общие агрегированные работы разных заданий выполняются в одном мультиресурсе (агрегированная работа – совокупность работ, выполняемых в
рамках одного захода в мультиресурс).
Задача в данной постановке эквивалентна общей задаче планирования,
приведенной в п. 8.5. Моменты поступления заданий на выполнение ri учитываются при корректировке алгоритмов распределения работ.
Построение плана строительства осуществляется в два этапа. На первом
этапе строится агрегированная модель, в которой весь объем работ представляется как совокупный граф выполнения агрегированных работ. На основе агрегированной информации строится граф на критических путях выполнения
заданий. Вершины полученного графа – это агрегированные работы, дуги обозначают последовательности выполнения агрегированных работ согласно технологии строительства. Конечные вершины соответствуют выполненным заданиям. Если для некоторых групп однотипных агрегированных работ требуется
общее, достаточно большое время на подготовительные работы, закупку или
доставку материалов, то формируется одна общая агрегированная работа. Правила объединения 1–4 приведены в п. 9.2.1. На графе связности это представлено общими вершинами. Для агрегированных работ, входящих в состав общих вершин, уже не требуется учитывать время на наладку оборудования для
698
Иерархическое планирование и управление сложными системами…
каждой из них в отдельности, что позволяет существенно сократить длительность выполнения заданий.
Для определения приоритетов агрегированных работ при построении согласованного плана строительства в соответствии с вышеуказанными критериями
оптимальности важным является решение на первом уровне аппроксимирующей задачи МВМН для случая, когда весовые коэффициенты всех вершин графа связности, кроме конечных, равны нулю (п. 9.3). В результате решения этой
задачи формируется последовательность выполнения агрегированных работ , в
которой их подпоследовательности упорядочены по убыванию приоритетов,
определяющих очередность запуска агрегированных работ на выполнение. Затем агрегированная модель корректируется в соответствии с результатом их
предварительного распределения, выполняется повторное решение аппроксимирующей задачи МВМН и дополнение последовательности агрегированными
работами, не лежащими на критических путях заданий.
Второй уровень заключается в построении согласованного плана строительства объектов. Приоритеты агрегированных работ, определенные на первом уровне, служат дополнительной информацией, позволяющей значительно
повысить эффективность полученных решений.
Общая схема решения задачи:
1 уровень
1. Построение информационной модели.
2. Построение агрегированного графа взаимосвязи работ.
3. Определение критических путей заданий.
4. Определение общих вершин на критических путях и построение графа на
критических путях заданий G, т. е. все множество ресурсов представляется в
виде одного ресурса, который последовательно обслуживает все агрегированные работы.
5. Построение и решение для каждого из критериев (10.1)–(10.7) (с обобщением на 31 критерий) аппроксимирующей задачи МВМН, в результате ко-
699
Глава 10
торой формируется приоритетно-упорядоченная последовательность выполнения агрегированных работ, содержащая вершины графа G.
6. Предварительное распределение агрегированных работ последовательности по мультиресурсам.
7. Переопределение набора общих вершин согласно фактической информации о распределении; если общие вершины не изменились, переход на шаг
9, иначе на шаг 8.
8. Формирование нового графа GН на критических путях заданий в связи с
изменением набора общих вершин. Повторное решение аппроксимирующей задачи МВМН.
2 уровень
9. Дополнение последовательности вершинами, не лежащими на критических путях заданий (последовательность *).
10. Распределение агрегированных работ последовательности * для обслуживания их множеством мультиресурсов с привязкой к плановому периоду
(согласованное планирование);
11. Блок принятия решений: генерация серии возможных допустимых планов
по разным критериям оптимальности и выбор наилучшего плана для выполнения. Если план, удовлетворяющий поставленным требованиям, не получен, информация передается на первый уровень для коррекции модели.
Таким образом, данная задача является частным случаем комплекса взаимосвязанных задач общей математической модели иерархического планирования функционирования сложных организационно-производственных систем
(п. 8.5) и реализуется с помощью первого и второго уровней ее математического обеспечения.
Анализ полученного плана строительства в разных разрезах позволит на
этапе прогнозного планирования в блоке принятия решений выявить узкие места строительства, принять решения о привлечении дополнительных финансовых и производственных ресурсов (бригад), о дополнительном приобретении
700
Иерархическое планирование и управление сложными системами…
оборудования, определить загрузку оборудования и корректировать проектные
решения, принятые при составлении плана строительства на всех уровнях планирования.
10.6 Планирование и управление проектами
Общая постановка задачи. Пусть задано множество n взаимосвязанных
комплексов работ J = {J1, J2, …, Jn}, входящих в состав проекта (комплекс работ
Ji, i = 1, n , в дальнейшем называется заданием). На каждом подмножестве Ji частичный порядок задан ориентированным ацикличным графом. Частичная упорядоченность определяется технологией выполнения работ проекта. Каждая
следующая работа может начаться только по завершению предыдущих. Вершины графа соответствуют работам, линии связи указывают на отношения предшествования. Конечные вершины, соответствующие выполненным заданиям,
замыкаются на вершину с нулевой длительностью, символизирующую завершающее событие окончания проекта. Для каждой вершины j графа известна lj –
длительность выполнения (интегрированный показатель, указывающий на выделенные ресурсы – материальные, человеческие, производственные), для каждой работы j i I (I – множество конечных вершин) заданы директивный срок
окончания di 0 и вес i = ij i. Значение веса определяется потенциальной
сложностью, важностью и неоднозначностью (для работ, связанных с необходимостью получения нового научного решения) выполнения тех работ, без которых в целом проект не может быть выполнен.
Для работ используется система выполнения в виде множества ограниченных ресурсов. Совокупность ресурсов разделена на отдельные, достаточно автономные модули – мультиресурсы (под мультиресурсом понимается устойчивая группа работающих вместе ресурсов – например, бригада, группа однотипного оборудования, однопрофильное подразделение). Мультиресурсы могут находиться как в одной, так и в разных организациях.
701
Глава 10
Необходимо построить согласованный план выполнения комплексов работ
проекта мультиресурсами с учетом критериев оптимальности (10.1)–(10.7) и их
комбинаций.
Задача решается при следующих ограничениях:
– длительность выполнения каждого задания определяется его критическим путем;
– агрегированная работа (совокупность работ одного задания, выполняемых в один и тот же период времени одним мультиресурсом до передачи на другие ресурсы) не передается в другие мультиресурсы до ее полного завершения.
Задача в данной постановке эквивалента задаче иерархического планирования и управления, приведенной в п. 8.5. Важное различие состоит в том, что
агрегация ресурсов (мультиресурсы) задается априори при постановке задачи,
а не является результатом построения агрегированной модели. Мультиресурсы
в данном случае являются естественным представлением совокупности ресурсов. Эффективность адаптации методов согласованного планирования мелкосерийного производства к задаче планирования и управления сложными проектами заключается в том, что исключается повторная агрегация и дезагрегация, а это повышает теоретическую достоверность полученных решений.
Построение согласованного плана выполнения комплексов работ проекта
осуществляется в два этапа.
Первый этап состоит в построении агрегированной модели. Если какие-либо
работы, принадлежащие одному заданию, выполняются в одном периоде времени
одним мультиресурсом, то они объединяются в одну агрегированную работу. Длительность выполнения агрегированной работы определяется ее критическим путем
согласно объему выделенного для ее выполнения ресурса. Для каждого комплекса
работ определяется критический путь выполнения агрегированных работ. На основе агрегированной информации строится граф на критических путях заданий.
Вершины полученного графа – это агрегированные работы, дуги указывают на
связи между мультиресурсами, регламентирующими технологию выполнения заданий. Конечные вершины соответствуют выполненным заданиям. Некоторые аг702
Иерархическое планирование и управление сложными системами…
регированные работы, принадлежащие разным заданиям, требуют их выполнения
специализированными уникальными мультиресурсами в один и тот же период
времени. В этом случае при выполнении определенных условий, описанных ниже,
они объединяются в общие агрегированные работы, что на графе связности представлено общими вершинами. Для определения приоритетов заданий при построении согласованного плана выполнения заданий проекта согласно критериям оптимальности важным является решение на первом уровне аппроксимирующей задачи МВМН* для случая, когда весовые коэффициенты всех вершин графа связности, кроме конечных, равны нулю (п. 9.3). В результате решения этой задачи формируется последовательность выполнения агрегированных работ , в которой их
подпоследовательности упорядочены по убыванию приоритетов, определяющих
очередность выполнения агрегированных работ. Осуществляется предварительное
распределение последовательности и, если набор фактических общих вершин
отличается от исходных, то выполняется корректировка агрегированной модели и
повторное решение аппроксимирующей задачи МВМН.
Второй этап заключается в построении согласованного плана выполнения
заданий проекта с учетом указанных выше критериев оптимальности. Приоритеты агрегированных работ, определенные на первом уровне, служат дополнительной информацией, позволяющей значительно повысить эффективность
полученных решений.
Общая схема решения задачи:
1 уровень
1. Построение информационной модели.
2. Построение графа взаимосвязи агрегированных работ.
3. Определение критических путей заданий.
4. Определение общих вершин на критических путях и построение графа на
критических путях заданий G, т. е. все множество ресурсов представляется в
*
Под одним прибором в данном случае понимается агрегированный мультиресурс, при
этом длительность выполнения каждой агрегированной работы определяется мощностью
703
Глава 10
виде одного ресурса, который последовательно обслуживает все агрегированные работы.
5. Построение и решение для каждого из критериев (10.1)–(10.7) (с обобщением на 31 критерий) аппроксимирующей задачи МВМН, в результате которой формируется приоритетно-упорядоченная последовательность выполнения агрегированных работ, содержащая вершины графа G.
6. Корректировка агрегированной модели в соответствии с результатом
предварительного распределения последовательности и повторное решение задачи МВМН.
7. Дополнение последовательности вершинами, не лежащими на критических путях заданий (последовательность *).
2 уровень
8. Распределение агрегированных работ последовательности * для обслуживания их множеством мультиресурсов с привязкой к плановому периоду
(согласованное планирование).
9. Блок принятия решений: генерация серии возможных допустимых планов
по разным критериям оптимальности и выбор наилучшего плана для выполнения. Если план, удовлетворяющий поставленным требованиям, не получен, информация передается на первый уровень для коррекции модели.
Таким образом, данная задача также является частным случаем комплекса
взаимосвязанных задач общей математической модели иерархического планирования функционирования сложных организационно-производственных систем (п. 8.5) и может быть решена с помощью первого и второго уровня ее математического обеспечения.
выделенного для ее выполнения мультиресурса.
704
Иерархическое планирование и управление сложными системами…
10.7 Иллюстрационный пример
решения задачи планирования
Покажем на примере основные принципы реализации решения задач плани-
Входная
(пользовательская)
модель
Загрузка файлов входной
модели в массивы
прямого доступа
рования на основе иерархической модели
планирования и управления для мелкосерийного производства. Описание предметной области и принципов планирования
мелкосерийного производства приведено
в п. 10.1. В настоящем параграфе для
Проверка корректности
введенных данных и
ацикличности входного
графа
Информационная
модель
удобства чтения мы повторяем общую
Построение
индексов
вершин и
связей для
агрегации
схему решения задач (см. рис. 9.2) с некоторой дополнительной детализацией, при
описании решения задачи применяем соответствующую терминологию мелкосерийного производства.
В данном примере решается задача 1
Технологическая
агрегация
(формирование
ячейкокомплектов)
Б
(п. 8.5) по критерию 1 (п. 9.1).
Уровень I. Построение модели технологической и конструкторской агрегации (рис. 10.2)
Входная модель информации, как
правило, представляет собой базы данных с информацией об изделиях, операциях, взаимосвязях между ними, ячей-
Удаление лишних связей
с нулевыми
предшественниками
Объединение общих
вершин в пределах
каждого подграфа
Агрегированная
модель
ках, группах ячеек и календаре работ
(если информация подана иначе, ее нуж-
А
но преобразовать к необходимому виду).
Входной ацикличный ориентированный
Рис. 10.2 – Уровень І. Построение
агрегированной модели
705
Глава 10
граф операций представляется в виде цепочек технологических операций (перечня работ) и конструкторской входимости (перечня взаимосвязей между
операциями).
Исходные данные: имеются 3 изделия (серии однотипных изделий), их характеристики приведены в табл. 10.1. Каждое изделие состоит из деталей и
сборок, технология изготовления которых описана в табл. 10.2.
Таблица 10.1 – Исходные данные: справочник изделий
Изделие Количество изделий
в серии
I1
140
I2
150
I3
160
Веса изделий,
входящие в критерий 1
1
4
3
Таблица 10.2 – Исходные данные: технология выполнения деталей
(сборок, изделий). НМ – номер в маршруте, l – длительность выполнения
Деталь Группа Заход НМ l, ч
ячеек
D1
5
1
3 0,001
D1
1-3
1
2 0,015
D1
1-2
1
1 0,003
D2
1-1
1
4 0,002
D2
1-3
2
3 0,001
D2
4
1
2 0,001
D2
1-3
1
1 0,003
D3
1-1
1
3 0,002
D3
2
1
2 0,002
D3
1-3
1
1 0,003
D5
5
1
2
0,01
D5
2
1
1
0,03
D6
5
1
4 0,005
D6
2
1
3 0,002
D6
3
1
2 0,003
D6
4
1
1 0,004
D7
5
1
2 0,005
D7
2
1
1 0,002
S1
5
1
4 0,005
S1
3
1
3 0,013
Деталь Группа Заход НМ l, ч
ячеек
S1
1-2
1
2
0,012
S1
1-1
1
1
0,001
S2
1-1
1
1
0,003
S3
5
1
2
0,05
S3
1-1
1
1
0,011
S4
1-1
1
2
0,011
S4
1-3
1
1
0,012
S5
1-3
1
4
0,011
S5
2
1
3
0,002
S5
4
1
2
0,004
S5
5
1
1
0,005
S6
5
2
3
0,005
S6
4
1
2
0,04
S6
5
1
1
0,05
S7
5
1
2
0,05
S7
1-1
1
1
0,011
I1
5
1
1
0,15
I2
5
1
1
0,04
I3
5
1
1
0,05
Работы выполняются на множестве из 14 ячеек, объединенных в 7 групп,
данные по которым приведены в табл. 10.3. В отдельных ячейках оборудование
требует длительной переналадки при выполнении разных видов операций.
706
Иерархическое планирование и управление сложными системами…
Таблица 10.3 – Исходные данные: справочник групп ячеек
Группа
1-1
1-2
1-3
2
3
4
5
Ячейки Цех Участок К-во рабочих мест
1-1-1; 1-1-2 1 1-1; 1-2
7
1-2
1
2
12
1-3-1; 1-3-2 1 3-1; 3-2
15
2-1; 2-2; 2-3 2
1; 2; 3
13
3
3
13
4-1; 4-2
4
1; 2
16
5-1; 5-2; 5-3 5
1; 2; 3
18
lнал Кол-во смен
2
3
–
3
–
3
2
3
5
3
6
3
7
3
Графы конструкторской входимости изделий приведены на рис.10.3–10.5.
Преобразование входного графа в граф ячейкокомплектов осуществляется
с помощью процедуры первичной агрегации. Агрегация такого технологического типа способствует объединению смежных операций (по технологическим цепочкам), которые выполняются в одной и той же ячейке по одному изделию, в один элемент, названный ячейкокомплектом.
5
I1
1
D1
S1
5
5
3
2
S2 1-1
7
5
D2
D1
1-3
S1
3
D1
1-2
S1
1-2
D2
5
1-1
D2 1-1
S2 1-1
7
D3
1-1
D2
D2 1-3(2)
D3
2
D3
1-3
D2
D2
4
1-3(1)
Пример обозначений:
количество входящих
связи между заданиями
S1
I1
2
S3
1-1
3
2
S4 1-1
2
S4
D3 1-1
1-3
D3
2
D3
1-3
D3 1-3
3
D5
5
D5
2
S5 1-3
3
D2 1-1
D2 1-3(1)
D3
D2 1-3(1)
D2 1-3(2)
4
4
1-1
D3
4
2
5
3
D2 1-3(2)
S1 1-1
S3
S5
2
S5
4
5
S5
1
3
D1
5
D3 1-1
D1
1-3
D3
2
D1
1-2
D3
1-3
5
код (название) вершины
1-3 (1)
код (название) группы ячеек и заход
Рис. 10.3. Граф конструкторской входимости: изделие I1
707
Глава 10
5
I2
4
6
S1
5
3
S6
5(2)
S1
3
S6
4
S1
1-2
D3 1-1
D3
2
S6 5(1)
D3 1-3
S1 1-1
5
6
7
D6
D7
2
5
D2
5
D7
D6
2
D6
3
D6
4
2
1-1
1-1
S2
7
3
1-1
D2 1-3(2)
D2 1-1
D3
D2
4
D2
1-3(2)
D3
2
D2
1-3(1)
D2
4
D3
1-3
D2
1-3(1)
Рис. 10.4. Граф конструкторской входимости: изделие I2
5
I3
3
1
7
D1
5
S3
5
S3
1-1
2
S7
5
S7
1-1
7
D1 1-3
D1 1-2
3
1
S4 1-1
S1
5
1-3
S1
3
D3 1-1
S4
D3
2
S5
1-3
S5
2
D3 1-3
1
D1
3
4
S5
4
S5
5
5
3
D5
5
D5
2
S1 1-1
2
D2 1-1
D2
D1
1-3
D3
2
D1
1-2
D3
1-3
5
D7
2
S1 1-2
5
D3 1-1
D7
D2
D2
1-3(2)
4
1-3(1)
1-1
S2
7
3
D2 1-1
D2
D2
1-3(2)
4
D3
1-1
D3
2
D3
1-3
D2 1-3(1)
Рис. 10.5. Граф конструкторской входимости: изделие I3
Пунктирной линией на рис. 10.3–10.5 показаны вершины, объединяемые в
ячейкокомплекты. В кружке – код (название) работы, рядом с ним – код группы ячеек (в скобках – номер захода). Стрелки обозначают вхождение, числа
708
Иерархическое планирование и управление сложными системами…
над стрелками – количество работ, которые нуждаются в выполнении для передачи предшественнику (применяемость).
Длительность выполнения ячейкокомплекта определяется критическим путем в графе выполнения работ, входящих в нее, время переналадки для ячейкокомплекта равно максимальному из времен переналадки его первых работ (листьев графа). При этом длительность ячейкокомплекта в одном изделии определяется технологией работ. Общая длительность ячейкокомплекта равна сумме
длительностей операций по всем изделиям в данной ячейке по критическому
пути на одно рабочее место, т. е.
Li
jCPi
Lopij Nnpi N i
KRM i
,
(10.8)
где Li – длительность i-го ячейкокомплекта; Nnpi – количество операций в изделии (применяемость); Lopij – длительность j-й операции i-го ячейкокомплекта;
Ni – количество изделий, в которые входит i-й ячейкокомплект; KRMi – количество рабочих мест во всех ячейках группы (с расчетом на параллельное выполнение в однотипных ячейках); CPi – критический путь операций ячейкокомплекта;
Lopi max Lopij , 1 – длительность агрегированной операции;
jCPi
Nï ði N i
Nopi
– количество агрегированных операций в ячейкокомплекте.
KRM i
Следовательно, Li = Lopi Nopi. Из приведенной формулы видно, что фактически длительность ячейкокомплекта оказывается кратной длительности одной
агрегированной операции Lopi, которая определяется как сумма длительностей
операций по критическому пути ячейкокомплекта. Агрегированная операция –
наименьшая часть ячейкокомплекта, не допускающая дробления на более мелкие части.
После получения первичных ячейкокомплектов методом технологического
объединения может осуществляться конструкторское объединение ячейкокомплектов, имеющих одинаковые коды вершин и мультиресурсов в одном изделии,
время запуска которых по критическому пути изделия различается не более, чем
на максимальное значение из времен их переналадки. При этом ячейкокомплекты
709
Глава 10
образуют один комплект с суммарной длительностью и временем переналадки,
которое равно максимальному из всех времен их переналадки.
Конструкторская агрегация выполняется редко, так как она обычно приводит к большим длительностям агрегированных работ, что плохо влияет на результат распределения. Однако объединение работ в общие вершины, рассматриваемое далее, также является методом конструкторской агрегации.
В результате выполнения процедуры технологической агрегации получено
множество ячейкокомплектов и новые графы их взаимосвязи для каждого
изделия (рис. 10.6, табл. 10.4). На рис. 10.6 числа слева от кружков обозначают
номера агрегированных работ после перенумерации.
Уровень II. Построение плана выполнения ячейкокомплектов в ячейках (рис. 10.7, 10.10, 10.11)
Далее (рис. 10.7) осуществляется построение специальных индексных массивов для быстрого доступа к информации, необходимой для выполнения следующих блоков. При индексации определяются значения отдельных реквизитов модели в соответствии с критерием, выбранным пользователем.
710
Иерархическое планирование и управление сложными системами…
Изделие I1
Изделие I2
25
5
I1
30
50
S3 1-1
28
S1
3
3
D1 1-3
19
D3
I2
31
S4 1-3
2
5
41
D3 1-1
27
1
1-2
S1
16
D1 1-2
26
29
S1 1-1
33
S2 1-1
S6
D5 5
S5 2
D3 1-3
3
S1
1-2
S1
1-1
44
2
D5
S1
4
D3
55
23
S5 4
53
54
24
32
S6
52
2
5
42
22
2
D3
8
9
D2 1-3(2)
D2 1-3(2)
10
21
D2 1-3(2)
18
D3 1-3
12
4
D2
D2
4
D2
2
5
S5
4
D3 1-1
5
7
20
D2 1-3(1)
D2 1-3(1)
D1 1-3
D7
2
38
D2 1-3(2)
3
39
43
2
D1 1-2
D3 2
D2 1-3(2)
37
2
47
D3 1-3
48
D6
D2 1-3(1)
2
D3
D6
4
6
46
45
14
D3 1-3
51
D3 1-3
49
D6
17
11
13
D3
34
40
D2
D2
4
4
4
35
D2
36
15
D2
D3 1-3
1-3(1)
1-3(1)
Изделие I3
77
82
5
I3
S3 1-1
83
87
58
76
D7
D1 1-3
81
5
S1
D1
S1
D3
1-2
78
63
D3
3
S1 1-1
D2
D2
1-3(1)
D2
2
4
D3
1-3
5
4
D5
2
S5
5
D1
1-3
66
D1
1-2
25 – номер вершины в графе
D3 1-1
I1
связи между вершинами
71
D3
2
28
5
код (название) вершины
S1
1-3 (1)
код (название) группы ячеек и заход
67
61
69
S5
57
65
D3
D5
73
85
D2 1-3(2)
4
60
1-3
59
62
72
74
86
1-2
D2 1-3(2)
64
84
68
79
S1
2
S5 2
80
2
D7
70
5
56
75
1-3
S4
S7 1-1
D2
1-3(1)
D3
1-3
– критический путь
Рис. 10.6. Графы ячейкокомплектов, полученные после технологической
агрегации, и критические пути изделий
На сформированной в результате перенумерации модели информации
осуществляется поиск критических путей изделий. Критический путь в графе,
где каждая вершина нагружена длительностью, – это путь с максимальной
длительностью. Критические пути ищут с помощью направленного полного
перебора вершин графа ячейкокомплектов. Для поиска критического пути перед его выполнением проверяется ацикличность построенного графа.
В отличие от алгоритмов поиска кратчайшего пути, в этом случае невозможно избежать полного перебора. Для древовидных графов простая рекурсивная процедура поиска пути в наддереве (или поддереве – для исходящих
711
Глава 10
А
деревьев) позволяет обойти
все пути в графе и при этом
Задача 1
Минимизация суммарного
взвешенного момента
окончания выполнения
заданий (МВМ)
Выбор критерия
оптимизации
попасть на каждую вершину
только один раз.
Для графов общего вида
Задача 2
Выполнение заданий без
нарушения директивных
сроков (планирование
«точно в срок»)
Построение индексных
массивов для
организации быстрого
доступа к информации
не исключены случаи повторного попадания на уже
рассмотренную
Задача 3
Минимизация суммарного
взвешенного момента
окончания выполнения
заданий, если для некоторых
заданий не могут быть
нарушены директивные сроки
Задача 4
Минимизация суммарного
взвешенного запаздывания
выполнения заданий
относительно директивных
сроков
Задача 5
Минимизация суммарного
взвешенного запаздывания
выполнения заданий
относительно директивных
сроков, если для некоторых
заданий директивные сроки не
могут быть нарушены
Задача 6
Максимизация абсолютной
прибыли для заданий,
выполняемых без
запаздывания относительно
директивного срока
Поиск критических
путей в подграфах
вершину.
Поэтому возникает необходимость рассмотреть возможности сокращения пол-
Поиск общих вершин
на критических путях
ного перебора при повторном попадании.
Построение
графа на критических путях
с общими вершинами
В случае, когда длительность является характеристикой вершины, понятие
Решение задачи МВМН
«самый длинный путь к конечной вершине» также бу-
Разбивка общих вершин и
формирование нового графа
на критических путях
дет характеристикой вершины. Это значит, что в памяти все такие пути будут
Задача 7
В
Минимизация суммарного
взвешенного опережения и
запаздывания относительно
директивных сроков
Рис. 10.7 – Уровень ІІ. Построение плана выполнения ячейкокомплектов (ч.1)
сохраняться в массиве с доступом за номером вершины. Если создать мнимую
вершину с номером 0 как
предшественника всех ли-
стовых вершин (ячейкокомплектов), то критический путь изделия будет сохраняться в том же массиве в его нулевой записи.
712
Иерархическое планирование и управление сложными системами…
Таблица 10.4 – Агрегированные длительности ячейкокомплектов с
длительностями переналадок в ячейках
i
li
i
li
i
li
1
0,070
59
8,960
30
5,300
2
1,400
60
0,160
31
5,227
3
0,280
61
0,448
32
2,862
4
5,600
62
0,149
33
7,400
5
0,588
63
0,053
34
8,867
6
0,140
35
0,600
64
6,050
7
0,392
36
1,680
65
6,140
8
0,196
37
0,560
66
9,680
9
0,131
38
0,200
67
5,376
10
0,047
39
6,188
68
0,672
11
6,184
40
6,525
69
0,192
12
6,044
41
2,129
70
2,517
13
6,123
42
0,090
71
6,135
43
0,720
72
2,148
14
6,800
44
2,069
73 17,508
15
3,360
16
0,420
45
2,554
74 10,733
17
0,252
75
2,172
46
2,830
18
0,168
76
7,311
47
6,246
19
2,323
48
7,350
77 10,556
49
2,969
78
2,800
20
4,585
21
2,194
79
0,160
50
7,583
22
2,129
51
5,000
80
5,160
23
11,692
52
0,600
81
7,044
24
9,333
53
5,600
82
7,280
25
10,111
54
8,250
83
8,363
26
2,700
55
11,250
84
3,378
27
0,140
56
0,120
85
8,240
28
5,140
57
2,240
86
9,987
29
3,020
58
0,480
87
2,251
Примечание. i – номер вершины; жирным шрифтом отмечены
вершины, лежащие на критических путях, курсивом – объединяемые в общие вершины.
Если при повторном попадании на вершину изменяется длина максимального пути от нее до конечной вершины, то очевидно, что на ту же величину
изменяется длина максимальных путей всех вершин ее надграфа. Проблема
была бы решена, если бы удалось без повторного перебора связей обойти весь
надграф для любой вершины. Однако при любой организации данных поиск
по надграфу требует рекурсивного рассмотрения предшественников каждой
вершины, что аналогично полному повторному перебору. И все-таки суще713
Глава 10
ствует способ сократить количество доступов. Если вершина, на которую
пришлось повторное попадание, лежит на самом длинном до сих пор найденном пути, сохраняющемся в нулевой записи массива, то достаточно увеличить
все длительности только на этом пути, а не во всем надграфе. Тогда повторное
попадание на вершины, не лежащие на этом пути, приведет просто к повторному перебору, и пересчет длительности даст правильную характеристику вне
зависимости от ее предыдущего значения.
На графах взаимосвязи ячейкокомплектов (см. рис. 10.6) критические пути
отмечены линиями с двойной стрелкой.
4
3
D3
D3
1-3
5
1
9
6
2
D3
1-3
D3
2
D6
4
D6
3
D6
2
S6
5
S6
4
I2
5
2
D3
D3 1-1
18
S5
1-1
5
8
7
17
4
S5
20
16
2
S5
19
15
14
S4
S4 1-3
1-3
11
13
10
I1
S3
1-1
12
5
I3
5
Рис. 10.8 – Граф на критических путях изделий
После того, как найдены критические пути изделий, на них строится граф с
помощью поиска и объединения общих вершин, лежащих на критических путях изделий. Объединение общих для критических путей вершин выполняется
в соответствии с правилом 3 (п. 9.2.1). Вершины № 3 и № 4, а также № 13 и
№ 14 не объединились по той причине, что группа ячеек 1-3, в которой они
выполняются, не является уникальной и не содержит оборудования, нуждающегося в переналадках. Построенный по таким правилам граф (рис. 10.8) является графом меньшей размерности, так как он включает только вершины на
714
Иерархическое планирование и управление сложными системами…
критических путях. Таким образом, реализуется агрегирование модели до
уровня «одного станка».
При объединении общих вершин могут появиться одинаковые связи. Поэтому при нумерации выполняется процедура их удаления. Кроме того, нужно
исключить ситуации, когда объединяются вершины, из которых не все составляют листья. Тогда нужно удалить возникающие при этом «лишние» нулевые
связи.
После построения графа на критических путях рассчитываются размеры
партий агрегированных операций для каждого ячейкокомплекта. Ячейкокомплекты разбиваются на одинаковое число партий (при этом процедура распределения наиболее простая и быстрая, так как не требует просмотра предшественников по каждой назначаемой партии и каждому преемнику). Минимальное число партий определяется максимальной длительностью партии, равной
длительности смены, так как не должно быть нарушено условие непрерывности выполнения партии. Поэтому минимальное количество партий равняется
целой части максимальной из длительностей ячейкокомплектов, поделенной
на длительность смены, плюс единица. Наконец, количество ячейкокомплектов в партии определяется как длительность агрегированной операции, умноженная на количество ячеек в группе и разделенная на количество партий. В
нашем примере число партий для ячейкокомплектов равно 1.
На графе критических путей ячейкокомплектов решается оптимизационная
задача МВМН (веса заданы только для конечных вершин – в данном случае
это вершины 9, 10, 11 с весами 1, 2, 3 соответственно. Веса для остальных
вершин равны нулю). Алгоритм решения описан в п. 9.3. Последовательность
выполнения ячейкокомплектов с разбивкой на подпоследовательности максимального приоритета (ПМП) приведена в табл. 10.5.
Последовательность, полученная после решения задачи МВМН, построена
на агрегированном графе, включающем общие вершины. Хотя существует
практика объединения некоторых ячейкокомплектов в общие блоки, но при
фактическом выполнении этих ячейкокомплектов возможны ситуации, когда
их реальное объединение невыгодно. Это может произойти, например, если
715
Глава 10
фактическая загрузка ресурсов превышает плановые показатели, вследствие
чего возникают простои оборудования и уменьшаются резервы времени. Более
того, фактическая информация о распределении определяет более точную модель графа, чем полученная при сравнении длительностей выполнения с начала критического пути. Агрегированная модель является неточным представлением модели планирования, так как она работает с агрегированными показателями. Поэтому агрегированная модель может не соответствовать действительности при распределении ячейкокомплектов на выполнение. Если в результате
неточности модели в общую вершину объединяются ячейкокомплекты, которые будут фактически выполняться в разные промежутки времени, то это приводит к задержке выполнения всех преемников соответствующих ячейкокомплектов по графу связности.
Таблица 10.5 – Приоритетно-упорядоченная последовательность
выполнения ячейкокомплектов – результат решения задачи МВМН
Вершина №исх.гр. № ПМП Вес
9
48
1
0
8
47
1
0
7
46
1
0
20
55
1
0
19
54
1
0
11
50
1
4
3
15
2
0
5
20
2
0
1
14
2
0
4
67
2
0
6
71
2
0
2
66
2
0
18
34 и 86
2
0
17
33 и 85
2
0
16
32 и 84
2
0
14
31
2
0
15
83
2
0
13
30 и 82
2
0
12
77
2
3
10
25
2
1
li
7,350
6,246
2,831
11,250
8,250
7,583
3,360
4,585
6,800
5,376
6,135
9,680
11,853
9,640
4,240
5,226
8,363
10,580
10,556
10,111
Общая
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Да
Да
Да
Нет
Нет
Да
Нет
Нет
Ci
7,35
13,6
16,4
27,7
35,9
43,5
46,9
51,5
58,3
63,6
69,8
79,4
91,3
100,9
105,2
110,4
118,8
129,3
139,9
150,0
f
174,0
593,8
743,8
Для согласования моделей первого (агрегированного) и второго (фактического) уровней нужно проанализировать фактическую информацию о распределении и сформировать новый набор общих вершин, соответствующий их
716
Иерархическое планирование и управление сложными системами…
фактическому объединению. Очевидно, общие вершины, которые были объединены при агрегации, нельзя распределить на выполнение как общие. Агрегированная модель должна быть дезагрегирована, т. е. общие вершины должны быть разбиты на отдельные ячейкокомплекты, но нужно сохранить порядок
выполнения ячейкокомплектов, определенный решением задачи МВМН. Поэтому строится новый граф связности, в котором каждая из общих вершин
преобразуется в цепочку вершин критических путей изделий с сохранением
отношения предшествования графа на критических путях. При этом предшественники каждой объединенной в графе на критических путях общей вершины становятся предшественниками первой (начиная с листьев графа) вершины
в цепочке, а преемники каждой объединенной общей вершины – преемниками
последней вершины в цепочке.
Например, если вершине i графа на критических путях соответствует вершина Вi общего графа, а общие вершины имеют номера 3 и 6, и им соответствуют по две вершины общего графа (обозначим их условно В31, В32, В61, В62;
они приобретают свои собственные номера в данной процедуре), то осуществляется преобразование графа на критических путях, показанное на рис. 10.9.
Исходный граф на критических путях:
1
2
Полученный граф:
В1
3
5
4
6
7
В2
В7
1
2
В 31
3
В 32
4
В5
В4
8
Перенумерация:
6
5
В61
7
В62
8
В8
9
10
Рис. 10.9–Пример преобразования графа при разбивке общих вершин
717
Глава 10
Далее выполняется распределение ячейкокомплектов построенного графа
критических путей с разбивкой общих вершин для уточнения информации об
их объединении на стадии распределения. У пользователя в диалоге запрашиваются даты начала и окончания планового периода. По календарю рабочих
дней определяются номера рабочих дней начала и окончания планового периода, а также количество рабочих дней в плановом периоде. По каждой ячейке
рассчитывается фонд времени ячейки в днях, равный произведению количества
рабочих дней в плановом периоде и коэффициента сменности.
Процедура распределения может применяться для любого входного графа
(общий граф связности ячейкокомплектов, граф на критических путях или
граф на критических путях с разбивкой общих вершин). Для правильной работы соответственно выбранной подзадаче открываются соответствующие заданному графу массивы связей и вершин. Это возможно благодаря унификации их структур. На данном этапе алгоритма (рис. 10.10, 10.11) выполняется
распределение по графу с разбивкой общих вершин и вводятся следующие
предположения:
а) ячейкокомплекты не разбиваются на партии: при разбивке на партии невозможно определить фактический набор общих вершин, поэтому под «партией»
в алгоритме надо понимать «ячейкокомплект»;
б) в связи с тем, что длительность не разбитых на партии ячейкокомплектов может превышать длительность рабочего дня в некоторых ячейках, считается, что все ячейки работают круглые сутки.
Алгоритмы распределения построены с использованием алгоритмов Гиффлера–Томпсона [28]. Под заданиями здесь понимаются либо ячейкокомплекты, либо партии ячейкокомплектов, в зависимости от выбранной подзадачи.
Обозначения:
Pt – частичный календарный план из t–1 назначенного задания;
S tk – множество заданий, готовых к назначению на k-ю ячейку на стадии t;
718
Иерархическое планирование и управление сложными системами…
Sj k – возможный наиболее ранний
В
момент начала выполнения задания с S tk
Выбор алгоритма
распределения согласно
критерию оптимизации
Распределение полученного
расписания на новом графе на
критических путях по ячейкам
( Sj k равен моменту завершения предыдущего задания или нулю для задания без
предшественников по графу связности);
Rik – i-й интервал массива R резерв-
ного времени ячейки k, не занятый выПереопределение набора
общих вершин по фактическому распределению
полнением
заданий,
назначенных
на
предыдущих стадиях;
Rikн – начало i-го интервала;
Нет
Набор общих вершин
изменился?
Rikк – конец i-го интервала;
jk = max( Rikн , Sj k ) – момент начала
Да
Формирование графа на
критических путях с новым
набором общих вершин
выполнения задания jk, назначенного на
выполнение на интервале Ri ячейки k;
Cj k – момент завершения выполне-
Решение задачи МВМН
ния задания jk, назначенного на выполнение на интервале Ri ячейки k: Cj k = jk +
Нет
Проводить распределение
на полном графе?
l jk .
0jk – минимально возможный момент
Да
Дополнение
последовательности
вершинами, не лежащими
на критических путях
Выбор алгоритма
распределения согласно
критерию оптимизации
Г
начала выполнения задания jk S tk : 0j k =
min mink jk k, i: 0j k + l j k Rikк .
k
jS t
C 0j k – минимально возможный мо-
мент завершения задания jk S tk : C 0j k =
min mink Cj k k, i: Rikк – l j k Rikн .
k
jS t
Рис. 10.10 – Уровень ІІ. Построение плана выполнения ячейкокомплектов (ч.2)
719
Глава 10
Распределение ячейкокомплектов заданного графа (последовательности )
по ячейкам осуществляется согласно следующим принципам. Выполняется
столько итераций, сколько партий агрегированных операций рассчитано (без
разбивки на партии – 1 итерация). На каждом шаге на ячейку назначается партия агрегированных операций с минимальным временем освобождения ячейки
и минимальным номером подпоследовательности максимального приоритета.
Минимальное время освобождения ячейки партией ячейкокомплектов определяется наиболее ранними временами начала выполнения партии с учетом момента начала выполнения изделия плюс длительность ее выполнения (с необходимой наладкой оборудования). Раннее время начала выполнения партии
равно максимальному из времен окончания всех ее предшественников по графу, определенным при назначении предшественника на выполнение. При
назначении партии ищут первый свободный промежуток времени в рамках фонда времени ячейки, начало которого находится не раньше, чем наиболее раннее
время начала назначаемой партии, а длительность – не менее длительности выполнения партии с переналадкой. Резерв ищут в «реальном» времени ячейки. Это
означает, что учитывается не только рабочее время ячейки, при котором собственно идет выполнение, но и времена начала и конца рабочих дней, заделов на
начало планового периода и время начала работы всех ячеек (например, 8 часов
утра).
Алгоритм 1 выполняет mn стадий и строит компактные расписания [28].
1
t = 1, P1 = , i = 1, где i – i-я подпоследовательность максимального
приоритета, включающая всех предшественников по графу G. Формируем множества S1k заданий (ячейкокомплектов), в которых нет предшествующих и требующих выполнения в k-й ячейке, k 1, m .
2
Выбираем из множества S1k для назначения на выполнение задания jk с
минимальным временем окончания выполнения.
3
Переходим к следующей стадии. При этом:
а) помещаем задачу jk в Pt и, таким образом, создаем Pt+1;
720
Иерархическое планирование и управление сложными системами…
б) формируем Stk1 , k 1, m , добавив до
Г
одного из S tk задание, непосредственно
следующее за заданием jk, если только jk
Распределение полученного
полного расписания по
ячейкам
не последнее в 1, а другие S tk оставляем
без изменений;
в) формируем массив резервов ячейки k;
План выполнения
г) положим t = t + 1.
ячейкокомплектов
ячейками
4
Если остались неназначенные задания
из подпоследовательности максималь-
Предварительный анализ
(принятие решений) по
разным критериям
ного приоритета №1, то переходим к
п. 2. В противном случае переходим к
следующей
План удовлетворяет
требованиям?
подпоследовательности
максимального приоритета и к п.2. Ес-
Нет
ли назначены на выполнение все ячейкокомплекты – конец алгоритма.
Да
Следующая модификация алгоритма 1
Д
позволяет
Корректирование
некоторых параметров
информационной
модели
получить
незадерживающие
расписания. Алгоритм 2 основан на такой
эвристике: в п. 2 алгоритма на ячейку
назначается задание с минимальным номером подпоследовательности максимально-
Б
го приоритета и минимальным временем
начала выполнения, который определяется
Рис. 10.11 – Уровень ІІ. Построение плана выполнения ячейкокомплектов (ч.3)
как
jk max Rikí , S jk ;
0jk min mink jk k , i : 0jk l jk R êjk
k
jSt
Алгоритм 3 может применяться для распределения заданий при оптимизации по критерию минимизации запаздывания, т. е. без нарушения директивных
сроков изделий. При этом последовательность рассматривается с начала, с изделий более высокого приоритета. На первом шаге рассматриваются ячейкоко721
Глава 10
мплекты (партии агрегированных операций) из списка конечных вершин (изделий), входящие в состав подпоследовательности максимального приоритета
№ 1, и назначаются таким образом, чтобы момент окончания их выполнения
соответствовал директивному сроку изделий. На каждом следующем шаге на
ячейку назначается задание с максимальным временем запуска в мультиресурсе
и минимальным номером подпоследовательности максимального приоритета, в
которую оно входит. Максимальное время запуска задания в ячейке определяется наиболее поздним временем окончания выполнения задания минус его длительность (с необходимой переналадкой). Наиболее позднее время окончания
выполнения задания определяется минимальным из времен запуска всех его
преемников по графу, определенным при назначении преемников на выполнение. При назначении задания необходимо найти первый свободный промежуток
времени в рамках фонда времени ячейки, конец которого имеет значение, не
превышающее наиболее позднее время окончания назначаемого задания, а длительность – не менее длительности выполнения задания с переналадкой. Резерв
ищут в «реальном» времени ячейки. Если необходимый для назначения задания
резерв не найден во всех однотипных ячейках, то это означает, что выполнение
данного изделия не укладывается в его директивный срок, о чем пользователю
выдается сообщение. Пользователь при этом должен исключить данное изделие
из портфеля заказов и перераспределить план выполнения работ.
Выбор алгоритма 1 или 2 осуществляется в зависимости от типа исходных
данных: если длительности агрегированных работ, лежащих на критических путях заданий, различаются несущественно (разница не превышает длительности
переналадок в мультиресурсах), выбирается алгоритм 2, в противном случае алгоритм 1. В нашем примере используется алгоритм 1, т.к. решается задача по
критерию (10.1) (максимизация прибыли предприятия при отсутствии директивных сроков).
После первого распределения на графе критических путей проводится переопределение набора общих вершин соответственно фактической информации о
распределении. Это осуществляется следующим алгоритмом: для каждой общей
вершины проверяются признаки объединения в графе на критических путях и
722
Иерархическое планирование и управление сложными системами…
объединения при распределении, и если они не совпадают, то необходимо поставить признак объединения в графе на критических путях в признак объединения при распределении, признак необходимости перераспределения – в «Истина».
Если набор общих вершин не изменился, то модель не требует изменения
и, следовательно, нужно только перераспределить ячейкокомплекты с разбивкой на партии и дополнением до полного графа (следующий шаг). Иначе модель перестраивается и ищется новая последовательность выполнения агрегированных работ (повторное решение задачи МВМН). Для этого снова выполняются процедуры, начиная с формирования графа на критических путях изделий. Для построения графа используется набор общих вершин, полученный
при распределении ячейкокомплектов.
В результате повторного решения задачи МВМН получена допустимая приоритетно-упорядоченная последовательность, разбитая на подпоследовательности
убывающего приоритета. Однако она включает только ячейкокомплекты, лежащие
на критических путях изделий, а для распределения производственной программы
необходимо учесть все ячейкокомплекты, необходимые для выполнения всех изделий. Поэтому для дальнейшей работы алгоритма полученная последовательность дополняется ячейкокомплектами, не лежащими на критических путях изделий, с присвоением им соответствующего номера подпоследовательности максимального приоритета. Весь надграф каждого из ячейкокомплектов, входящих в
приоритетно-упорядоченную последовательность, будет иметь тот же номер подпоследовательности максимального приоритета, что и этот ячейкокомплект.
Распределение полученного расписания по ячейкам с привязкой к плановому периоду выполняется по одному из алгоритмов распределения, описанных выше, с такими исключениями:
– алгоритм выполняется по общему графу связности ячейкокомплектов или
графу на критических путях, в зависимости от выбранной подзадачи;
– выполняется разбивка ячейкокомплектов на партии (количество итераций равно количеству партий и выполняется для партий вместо одной
итерации для ячейкокомплектов полной длительности);
723
Глава 10
– ячейки имеют соответствующую посменную работу, а не круглосуточную.
Пример полученной производственной программы показан на рис. 10.12.
0
5
10
15
20
51
41
13,8
14
4,29
2,16
Ячейка „1-1-2”
18,9
11,3
Ячейка „2-1”
0,07
0,19
75
2,16 4,33
49
22
5,51
11,3
32
13,6
16,4
73
15,5
53
13,6
19,3
7,35
27,7
35,9
33
11
13,4
19,5
76
25,7
85
26,9
34,3
4,33
50
27,7
16,4
11,6
35,9
81
86
34
18,1
26,9
35,4
29,9
74
24
Ячейка „5-3”
28,4
19,1
40
45
55
50
42,4 44,7
30
Ячейка „1-1-2”
42,4
60
65
33,0
70
75
80
82
87
Ячейка „1-1-1”
36,6
55
Ячейка „5-2”
Время в часах:
54
25,5
13
35,4
30,2
65
13,3
12
33,0
80
28
25,1
19,5
64
6,79
Ячейка „5-1”
84
37,2 38,6
19,1
71
40
48
34,3
23
7,35
0,60
25,7
25,9
19,3
19,4
13,8
13,9
13,3
18,3
8,03 9,34
47
39
Ячейка „4-2”
37,2
46
6,53 6,68
19
Ячейка „3”
Ячейка „4-1”
31
62 8
59
5,10
7,42
72 70
0,81 3,36
40
28,5 28,6
63 9
9,34
20
21
2,97
45
Ячейка „2-3”
6,79
6,99
6,68
0,09
0,81
0,95
1,11
1,28
1,47
1,72
2,00
2,39
2,84
3,32
Ячейка „2-2”
12,6
67
35 36 16;5;68
44
37 10
35
28,9
79
25,7 25,9
27
18,9 19,5 22,3 22,5
4
2,28
2,70
3,29
3,96
Ячейка „1-3-2”
1,59 3,83
0,60
Ячейка „1-3-1”
78
25,6 28,5
29
52
42;43;6;60;18;69;17;3;7;61;58;15 38
0,09
Ячейка „1-2”
26
18,1
57
1;56;2
30
19,6 22,3
66
25,5
25,6
Ячейка „1-1-1”
25
19,5
19,6
Время в часах:
59,4
52,1
47,7
Ячейка „1-2”
Ячейка „1-3-1”
31
83
42,4
43,7
52,1
Ячейка „1-3-2”
Ячейка „2-1”
Ячейка „2-2”
Ячейка „2-3”
Ячейка „3”
Ячейка „4-1”
Ячейка „4-2”
Ячейка „5-1”
Ячейка „5-2”
Ячейка „5-3”
50
I2
43,5
25
47,7
I1
57,8
77
59,4
I3
69,9
81
42,4
74
43,7
Рис. 10.12 – Результат распределения производственной программы по ячейкам
На этом рисунке время приведено в часах с момента начала планового периода.
Фактическая дата и время запуска ячейкокомплектов определяется с помощью
724
Иерархическое планирование и управление сложными системами…
производственного календаря, коэффициента сменности ячейки, даты начала
планового периода, задела на начало планового периода и других плановых показателей.
Уровень ІІІ. Построение производственной программы с привязкой к
ресурсам (рис. 10.13)
Как отмечено ранее, на третьем уровне иерархической модели планирования осуществляется формирование полного плана выполнения всех операций с
разбивкой по ресурсам всех ячеек и с учетом распределения ячейкокомплектов, полученного на втором уровне. На этом уровне могут решаться оптимизационные задачи (рис. 10.13).
Процедуры распределения операций по ресурсам аналогичны алгоритмам
1, 2, 3 распределения ячейкокомплектов по ячейкам на втором уровне, описанным выше. Выбор
Д
алгоритма распределения осуществляется в зависимости от необходимого критерия оптимизации
расписания: для получения компактных расписа-
Дезагрегация
мультиресурсов и
агрегированных работ
ний выбирается аналог алгоритма 1 второго уровня, для незадерживающих – аналог алгоритма 2,
для расписаний без запаздывания (критерии,
имеющие задания с директивными сроками) –
Назначение работ на
выполнение с привязкой к
ресурсам по критериям 1–7
(с обобщением на 31
критерий оптимальности)
аналог алгоритма 3. В алгоритмах третьего уровня не осуществляется анализ объединения общих
вершин. Разбивка агрегированных работ на партии
Пооперационный план
(выходная модель)
(для производственных проектов) осуществляется
по принципу обеспечения сборки изделий за 1
смену работы сборочного цеха.Поскольку в
Заключительный анализ
плана выполнения работ
нашем примере решается задача по критерию 1
(п. 9.1), то используется алгоритм распределения
для получения компактных расписаний операций
(аналог алгоритма 1 второго уровня), что обеспе-
Рис. 10.13 – Уровень ІІІ.
Построение пооперационного плана с привязкой к ресурсам
725
Глава 10
чит минимизацию суммарного взвешенного момента выполнения всех операций. Распределение операций по ресурсам проводится по следующим правилам. Рассматривается каждая ячейка и осуществляется просмотр всех ячейкокомплектов (партий операций), назначенных на выполнение в данной ячейке.
На каждом шаге на свободное рабочее место (ресурс) назначаются операции с
минимальным временем окончания, который определяется как время начала
выполнения партии плюс длительность выполнения операции. Исходя из
принципов построения плана выполнения ячейкокомплектов все ресурсы будут иметь достаточные резервы для выполнения операций, лежащих на критическом пути операций ячейкокомплекта. По правилам построения каждый
ячейкокомплект содержит целое число операций.
Схематично процесс распределения операций показан на рис. 10.14. Как видно из рисунка, в результате распределения из-за округления длительности операции при определении длительности ячейкокомплектов в формуле (10.8) в ресурсах могут возникать резервы. Эти резервы можно использовать для выполнения других параллельных операций, не требующих переналадки в ячейке.
726
Иерархическое планирование и управление сложными системами…
D1
Ячейка 1
0
D3
D2
16,2
27,6
I1
31,8
50,4
S1
Ячейка 2
28,8
0
50,4
D4
Ячейка 3
0
28,8
Операции
ячейкокомплекта D1
Операции
ячейкокомплекта D2
Операции
ячейкокомплекта D3
Ячейка 1
Рабочее место 1
0
16,2
27,6
0
16,2
27,6
0
16,2
27,6
0
16,2
27,6
Рабочее место 2
Рабочее место 3
Рабочее место 4
Рис. 10.14–Пример распределения операций по рабочим местам
727
Глава 10
СПИСОК ЛИТЕРАТУРЫ НЕ ПЕЧАТАЕТСЯ, НО ДОЛЖЕН БЫТЬ В КОНЦЕ КАЖДОЙ ГЛАВЫ, ЧТОБЫ ПОЛЯ ПРАВИЛЬНО ОБНОВЛЯЛИСЬ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
728
Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оптимальных условий. – 2-е изд., перераб. и доп. – М.:
Наука, 1976. – 280 с.
Айвазян С.А. Многомерный статистический анализ // Математическая
энциклопедия / Гл. ред. И.М. Виноградов. – М., 1982. – Т.З. – Стб. 732738.
Аксенова Л.А. Новые полиномиальные подклассы труднорешаемой задачи
«Минимизация суммарного взвешенного момента» для множества одного
приоритета // Управляющие системы и машины, – 2002.– №6.– С.21-28
Андерсон Т. Введение в многомерный статистический анализ / Пер. с
англ. Ю.Ф. Кичатова; Под ред. Б.В. Гнеденко. – М.: Физматтиз, 1963. –
500 с.
Андрейчиков А.В., Андрейчикова О.Н. Анализ, синтез, планирование решений в экономике. – Москва: Финансы и статистика. – 2001.
Веселов С.И., Шевченко В.Н. Об экспоненциальном росте коэффициентов
агрегирующего уравнения: Тез. докл. 4 Феодосийской конф. по пробл.
теорет. кибернетики. – Новосибирск: Ин-т математики СО АН СССР,
1977. – 53 с.
Галочкин И., Нестеренко Ю.В., Шидковский А.Б. Введение в теорию чисел. – М.: Изд-во Моск. ун-та, 1984. – 280 с.
Гери М.Р., Джонсон Д.С. Вычислительные машины и труднорешаемые
задачи. – М.: Мир, 1982. – 416 с.
Д. Худсон. Статистика для физиков. Москва, Мир, 1970.
Емельянов С.В. Управление гибкими производственными системами. Модели и алгоритмы.– Л.: Машиностроение; Берлин: Техник,– 1987.– 364 с.
Ершов А. А. Стабильные методы оценки параметров: (Обзор) // Автоматика и телемеханика. – 1978. – № 8. – С. 66-100.
Зайченко Ю.П. Дослідження операцій, – Київ: Слово – 2006 р. – 814с.
Згуровский М.З., Павлов А.А. Иерархическое планирование в системах,
имеющих сетевое представление технологических процессов и ограниченные ресурсы, как задача принятия решений // Системні дослідження
та інформаційні технології.– 2009.– №.__ С.____ .
Згуровский М.З., Павлов А.А., Штанькевич А.С. Модифицированный метод анализа иерархий // Системні дослідження та інформаційні технології.– 2010.– №.1. – С.____ .
Згуровский М.З., Павлов А.А., Мисюра Е.Б. ПДС-алгоритмы и труднорешаемые задачи комбинаторной оптимизации. Анализ эффективности, методология построения // Системні дослідження та інформаційні технології.– 2009.– №.__ С.____ .
Иерархическое планирование и управление сложными системами…
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Згуровский М.З., Павлов А.А., Мисюра Е.Б., Мельников О.В. Методология построения эффективного решения многоэтапных задач календарного
планирования на основе принципа иерархии и комплекса взаимосвязанных моделей и методов // Вісник НТУУ “КПІ”. Інформатика, управління
та обчислювальна техніка. К.: “ВЕК+”, 2010.– №50
Згуровский М.З., Павлов А.А., Мисюра Е.Б., Мельников О.В. Методы
оперативного планирования и принятия решений в сложных организационно-технологических системах // Вісник НТУУ “КПІ”. Інформатика,
управління та обчислювальна техніка. К.: “ВЕК+”, 2010.– №50
Згуровський М.З., Панкратова Н.Д. Основи системного аналізу // К.: Видавнича група BHV, 2007. – 544c.
И. Экланд. Элементы математической экономики. – М.: Мир, 1983. –
245ст.
Ивахненко А.Г. Моделирование сложных систем. – Киев: Высшая школа,
1997.
Ивахненко А.Г., Мюллер И.А.Самоорганизация прогнозирующих моделей. – Киев: Техника, 1985. – 221с.
Ивахненко А.Г., Юрачковский Ю.В. Моделирование сложных систем по
экспериментальным данным. – М: Радио и связь, 1986. – 118с.
Интернет-страница: http://www.bilkent.edu.tr/~bkara/start.html
Информатика в Украине: становление, развитие, проблемы. / Сергієнко И.В., Капітонова Ю.В., Лебедєва Т.Т. – НАН Украины. Ін-т кибернетики им. В.М. Глушкова.– К.: Наук. думка.– 1999 – 354 с.
Катренко А.В., Пасічник В.В., Пасько В.П. Теорія прийняття рішень. –
Київ: Видавнича группа BHV, – 2009, – 438 с.
Кини Р.Л., Райфа X. Принятие решений при многих критериях: предпочтения и замещения.—М.: Радио и связь, 1981. – 560 с.
Колмогоров А.Н. К обоснованию метода наименьших квадратов // Успехи
математических наук. – 1946. – Т. 1, Вып. 1. – С.57-70.
Конвей Р.В., Максвелл У.Л. Теория расписаний.– М.: Наука, 1975.– 359 с.
Конструктивные полиномиальные алгоритмы решения индивидуальных
задач из класса NP / Павлов А.А. и др., – Киев: Техника, – 1993. – 128 с.
Котлер Ф. Основы маркетинга: Пер. с англ.. / Под общ. ред.
Е.М.Пеньковой.– М.: Прогресс,– 1990.–736 с.
Ларичев О.И. Теория и методы принятие решений. – М.:Логос, 2000.
Меншикова О.Г., Подиновский В.В. Построение отношения предпочтения
и ядра в многокритериальных задачах с упорядоченными по важности неоднородными критериями // ЖВМ и МФ. 1988. № 5. С. 647 – 659.
Миллер Г. Магическое число семь плюс или минус два // Инж. психология. – М: Прогресс, – 1964.
Многоуровневая система оперативного управления ГПС в машиностроении / С.А.Соколицын, В.А.Дуболазов, Ю.Н.Демченко; под общ.ред.
С.А.Соколицына. – СПб: Политехника,– 1991. – 208 с.
729
Глава 10
35
36
37
38
39
40
41
42
43
44
45
46
47
48
730
Ногин В.Д. Упрощенный вариант метода анализа иерархий на основе нелинейной свертки критериев // Журнал вычислительной математики и математической физики. – 2004. – т.44. – № 7. – С.1259-1268.
Норманн Р. Дрейпер, Гарри Смит. Прикладной регрессионный анализ, 3е изд.: Пер. с англ. – М.: Издательский дом «Вильямс», 2007. – 912 с
Общая модель и методы иерархического планирования функционирования
сложных организационно-производственных систем с ограниченными ресурсами / А.А. Павлов, Е.Б. Мисюра, О.В.Мельников, Сераржи Али Рухани
// Системні дослідження та інформаційні технології.– 2005.– №4.– С.7-24
Основы системного анализа и проектирования АСУ: Учебн. пособие. /
А.А. Павлов, С.Н. Гриша, В.Н.Томашевский и др. Под общ. ред.
А.А.Павлова, К.: Выща шк.,– 1991.– 367 с.
Павлов А.А. Линейные модели в нелинейных системах управления. – К.:
Техніка, 1982. – 166 с.
Павлов А.А. Алгоритмическое обеспечение сложных систем управления. /
К.: Выща школа, 1989. – 162 с.
Павлов А.А., Аксенова Л.А. Новые условия полиномиальной составляющей ПДС-алгоритма задачи «Минимизация суммарного взвешенного момента» // Проблемы программирования.– 2001.– №1.– C.69-75.
Павлов А.А., Анализ оценок сложности вычислений точных алгоритмов
решения задачи линейного целочисленного программирования общего
вида//Автоматика. – 1985. – № 5. – С. 42-48.
Павлов А.А., Гершгорин А. Е. Об одном методе сведения задачи линейного целочисленного программирования общего вида к задаче «о ранце»
//Автоматика. – 1985. – № 1. – С. 52-56.
Павлов А.А., Гриша С.Н., Томашевский В.Н. и др. Основы системного
анализа и проектирования АСУ: учеб. пособие./ под общ. ред. Павлова
А.А. – К.: Выща шк., 1991. – 367 с.
Павлов А.А., Иванова А.А. Алгоритм идентификации функции цели в методе анализа иерархий. / Вісник НТУУ “КПІ”. Інформатика, управління та
обчислювальна техніка. К.: “ВЕК+”, 2008.– №48.– С.46-48
Павлов А.А., Иванова А.А., Зигура Р.А. Метод группового учета аргументов и анализа иерархий (МГУАиАИ) в задачах принятия решений. //
Віснік НТУУ «КПІ» Інформатика, управління та обчислювальна техніка,
Київ – 2007р. №47. – 350с. – С. 205-214.
Павлов А.А., Иванова А.А., Чеховский А.В. Восстановление функции
принятия решения с использованием модифицированного метода анализа
иерархий // Вестник НТУ “ХПИ”: Сборник научных трудов. Тематический выпуск «Системный анализ, управление и информационные технологии».– Харьков: НТУ «ХПИ».– 2009.– №4.– С.17-23
Павлов А.А., Кут В.И. Математические модели оптимизации для обоснования и нахождения весов объектов по неоднородным матрицам парных
сравнений // Системні дослідження та інформаційні технології. 2007.–
№3.– С. 28–37
Иерархическое планирование и управление сложными системами…
49
50
51
52
53
54
55
56
57
58
59
60
Павлов А.А., Кут В.И., Штанкевич А.С. Нахождение весов по матрице
парных сравнений с односторонними ограничениями. / Вісник НТУУ
“КПІ”. Інформатика, управління та обчислювальна техніка. К.: “ВЕК+”,
2008.– №48.– С.29-32
Павлов А.А., Лищук Е.И. Оперативное корректирование в задаче многокритериального выбора. / Автоматизированные системы управления и
приборы автоматики. – 2007. – В печати.
Павлов А.А., Лищук Е.И. Принятие решений на основе метода анализа
иерархий. // Вестник НТУ «ХПИ». Системный анализ, управление и информационные технологии. – 2007. – №41. – С. 69-76.
Павлов А.А., Лищук Е.И., Кут В.И. Математические модели оптимизации
для обоснования и нахождения весов в методе парных сравнений // Системні дослідження та інформаційні технології.– 2007.– №2.– С.13–21
Павлов А.А., Лищук Е.И., Кут В.И. Многокритериальный выбор в задаче
обработки данных матрицы парных сравнений // Вісник НТУУ “КПІ”. Інформатика, управління та обчислювальна техніка. К.: “ВЕК+”, 2007.–
№46.– С.84-88
Павлов А.А., Мисюра Е.Б. Новый подход к решению задачи «Минимизация суммарного взвешенного опоздания при выполнении независимых
заданий с директивными сроками одним прибором» // Системні дослідження та інформаційні технології, – 2002, №2, С.7-32.
Павлов А.А., Павлова Л.А. Основы методологии проектирования ПДСалгоритмов для труднорешаемых комбинаторных задач/ Киев.– Проблемы
информатики и управления.– 1995.–№ 4.– ст. 135-141.
Павлов А.А., Теленик С.Ф. Информационные технологии и алгоритмизация в управлении.– К.: Техника.– 2002.– 344 с.
Павлов А.А., Чеховский А.В. Построение многомерной полиномиальной
регрессии (активный эксперимент) // Системні дослідження та інформаційні технології, – 2009, №1. – С.87-99
Павлов А.А., Чеховский А.В. Построение многомерной полиномиальной
регрессии. Активный эксперимент с ограничениями // Вестник НТУ
“ХПИ”: Сборник научных трудов. Тематический выпуск «Системный
анализ, управление и информационные технологии».– Харьков: НТУ
«ХПИ».– 2009.– №4.– С.174-186
Павлов А.А., Чеховский А.В. Сведение задачи построения многомерной
регрессии к последовательности одномерных задач // Вісник НТУУ
“КПІ”. Інформатика, управління та обчислювальна техніка. К.: “ВЕК+”,
2008.– №48.– С.111-112
Павлов А.А., Штанькевич А.С. Восстановление закономерности по результатам пассивного эксперимента с ограниченным набором данных. /
Вестник НТУ «ХПИ». Системный анализ, управление и информационные
технологии. – Харьков: НТУ «ХПИ».– 2009.– №4.– С.160-169
731
Глава 10
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
732
Павлов А.А., Штанькевич А.С. Восстановление неизвестной закономерности по ограниченному набору экспериментальных данных с ошибкой./
Вестник НТУУ «ХПИ». Системный анализ, управление и информационные технологии. Харьков: НТУ «ХПИ». – 2009. – №5. – 10с.
Пападимитриу X. Стайглиц К. Комбинаторная оптимизация. Алгоритмы и
сложность. – М.: Мир, 1985. – 510 с.
Первин Ю. А., Португал В. М., Семенов А. И. Планирование мелкосерийного производства в АСУП. – М.: Наука, – 1973. – 459 с.
Петров В.А., Масленников А.Н., Осипов Л.А. Планирование гибких производственных систем.– Л.: Машиностроение, ЛО,– 1985.– 182 с.
Планирование и управление в автоматизированном производстве / В.В.
Шкурба, С.А. Белецкий, К.Ф. Ефетова и др.– К.: Наукова думка, 1985.–
224 с.
Планирование производства в условиях АСУ: Справочник / Ефетова К.Ф.,
Подчасова Т.П., Португал В.М., Тринчук Б.Е.– К.: Техніка,– 1984.– 135 с.
Подиновский В.В. Многокритериальные задачи с однородными равноценными критериями // ЖВМ и МФ. 1975. № 2. С. 330 – 344.
Радченко С.Г. Устойчивые методы оценивания статистических моделей:
Монография – К.: ПП «Санспарель», 2005. – 504 с.
Саати Т. Принятие решений. Метод анализа иерархий: Tomas Saaty. The
Analytic Hierarchy Process. –Пер. с англ. Р.Г. Вачнадзе. – М.: Радио и
связь, 1993. – 315 с.
Саати Т. Целочисленные методы оптимизации и связанные с ними экстремальные проблемы. – М.: Мир, 1973. – 302 с.
Саати Т., Кернс К. Аналитическое планирование. Организация систем:
Пер. с англ. Р.Г. Вачнадзе: Под ред. И.А. Ушакова. – М.: Радио и связь,
1991. – 223 с.
Сергиенко И.В. Математические модели и методы решения задач дискретной оптимизации. / К.: Наукова думка, 1985. – 382 с.; 2-е изд., доп. и
перераб., 1988. – 472 с.
Сергиенко І.В. Інформатика в Україні: становлення, розвиток, проблеми /
К.: Наукова думка, 1999. – 354 с.
Системы автоматизированного планирования и диспетчирования групповых производственных процессов / А.А.Павлов, З.Банашак, С.Н.Гриша,
Е.Б.Мисюра; под ред. А.А.Павлова.– К.: Тэхника, 1990.– 260 с.
Скурихин В.И., Павлов А.А., Путилов Э.П., Гриша С.Н. Автоматизированные системы управления гибкими технологиями. – К.: Техніка, 1987. –
184 с.
Танаев В.С., Шкурба В.В. Введение в теорию расписаний. – М.: Наука,
1975.– 256 с.
Таха Хемди. Введение в исследование операций, 6-е издание: Пер. с англ.
– М.: Издательский дом «Вильямс», 2001. – 912с.: ил. – Парал. тит. англ.
Тоценко В.Г. Методы и системы поддержки принятия решений. Алгоритмический аспект. – Киев: Наукова думка. – 2002. – 381с.
Иерархическое планирование и управление сложными системами…
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
Универсальный алгоритм решения задачи «Минимизация взвешенного
момента окончания работ при отношении порядка, заданном ориентированным ациклическим графом» / А.А.Павлов, Л.А.Павлова, А.Б.Литвин,
Е.Б.Мисюра.– К., 1992.– 58с.– Деп. в УкрНИИНТИ 05.05.90, №569 – Ук
92
Форсайт Дж., Малькольм М., Моулер К. Машинные методы математических вычислений / Пер. с англ. Х.Д. Икрамова. – М.: Мир, 1980. – 280 с.
Ху Т. Целочисленное программирование и потоки в сетях. – М.: Мир,
1974.-519 с.
Шило В.П. Метод глобального равновесного поиска / Кибернетика и систем. анализ, 1999. -№1. – С. 74-80.
A.H.G. Rinnooy Kan, B.J. Lageweg and J.K.Lenstra, Minimizing total costs in
one-machine scheduling / Oper. Res. 23, 908–927 (1975).
Aarts, E.H.L., Van Laarhooven, P.J.M., Ulder, N.L.J. Local search based algorithms for job-shop scheduling. Working Paper.– Eindhoven: University of
Technology, Department of Mathematics and Computer Science,– 1991.– 20 p.
Adams, J., Balas, E., Zawack, D. The shifting bottleneck procedure for jobshop scheduling // Management Science,– 1988.– №34 (3).– pp. 391–401.
Akers, S.B., Jr. A graphical approach to production scheduling problems // Operations Research.– 1956.– №4.– pp. 244–245.
Baker K.R., Scudder G.D. Sequencing with earliness and tardiness penalties: a
review // Operations Research.– 1990.– Vol.1.– №38.– Р.22-36
Baker K.R., Shrage L.E. Finding an optimal sequence by dynamic programming: an extension to precedence-related tasks / Oper. Res. 26, 111–120 (1978).
Balas, E., Lancia, G., Serafini, P., Vazacopoulos, A. Job-shop scheduling with
deadlines // Journal of Combinatorial Optimization.– 1998.– №1 (4).– pp. 324–
353.
Balas, E., Vazacopoulos, A. Guided local search with shifting bottleneck for
job-shop scheduling // Management Science.– 1998.– №44 (2).– pp. 262–275.
Bitran G.R., Haas E.A., Hax A.C. Hierarchical Production Planning: A Single
Stage System. Operations Research 29,– 1981.– pp.717-743.
Bitran G.R., Hax A.C. Disaggregation and Resource Allocation Using Convex
Knapsack Problems. Management Science 27,– 1981.– pp.431-441.
Bitran G.R., Hax A.C. One the Design of Hierarchical Production Planning
Systems. Decision Science 8,– 1977.– pp.28-55.
Bitran G.R., Tirupati D., Hierarchical Production Planning, in: Handbooks in
Operations Research and Management Science, Volume 4, Logistics of Production and Inventory, edited by S. C. Graves, A. H. G. Rinnooy Kan and P. H. Zipkin, Amsterdam, Elsevier Science Publishers B. V.,– 1993, pp. 523-568.
Bradley G.Н. Transformation of Integer Programs to Knapsack Problems
//Discrate Mathematics. – 1971. – 1. – P. 29-45.
Bräsel, H. Lateinische Rechtecke und Maschinenbelegung.– Magdeburg: Habilitationschrift, TU Magdeburg, 1990.– 272 p.
733
Глава 10
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
734
Brucker P., Hurink J., Werner F. Improving local search heuristics for some
scheduling problems part I // Discrete Applied Mathematics.– 1996.– №65 (1–
3).– pp. 97–122.
Brucker P., Hurink J., Werner F. Improving local search heuristics for some
scheduling problems part II // Discrete Applied Mathematics.– 1997.– №72
(1/2).– pp. 47–69.
C.N.Potts and L.N.Van Wassenhove, A decomposition algorithm for the single
machine total tardiness problem / Oper. Res. Lett. 1, 177–181 (1982).
C.N.Potts and L.N.Van Wassenhove, Dynamic programming and decomposition approaches for single machine total tardiness problem / European J. Oper.
Res. 32, 405–414 (1987).
Caseau Y., Laburthe F. Disjunctive scheduling with task intervals. LIENS
Technical Report No 95-25.– Paris: Laboratoire d’Informatique de l’ Ecole
Normale Superieure Departement de Mathematiques et d’Informatique, 1995.–
35 p.
Chen B., Potts C.N., Woeginger G.J. A Review of Machine Scheduling: Complexity, Algorithms and Approximability // In: D.-Z. Du and P. Pardalos, eds.,
Handbook of Combinatorial Optimization, Vol. 3 (Kluwer Academic Publishers),– 1998.– pp.21-169.
Chris N. Potts, Mikhail Y. Kovalyov. Scheduling with batching: A review //
European Journal of Operational Research.– 2000, Vol.120.– P.228-249.
Cook, S.A.: The complexity of theorem-proving procedures // Proc. 3rd.
Annual ACM Symp. Theory of Computing.– New York, 1971.– pp. 151–158.
Davis J.S., Kanet J.J. Single-machine scheduling with early and tardy completion costs // Naval Research Logistics.– 1996.– №40.– Р.85-101
Delia Croce F., Grosso A., Paschos V.Т. Lower bounds on the approximation
ratios of leading heuristics for the single-machine total tardiness problem /
Journal of Scheduling 7: 85-91, 2004.
Demirkol, E., Mehta, S., Uzsoy, R. A computational study of shifting bottleneck procedures for shop scheduling problems // Journal of Heuristics.– 1997.–
№3 (2).– pp. 111–137.
Dorndorf U., Pesch E. Evolution based learning in a job-shop scheduling environment // Computers and Operations Research.– 1995.– №22 (1).– pp. 25–40.
Du J., Leung J.Y.-T. Minimizing total tardiness on one processor is NP-hard. /
Math. Oper. Res. 15, 483–495 (1990).
Emmons H. One machine sequencing to minimize certain functions of job tardiness / Oper. Res. 17, 701–715 (1969).
Falkenauer, E., Bouffouix, S. A genetic algorithm for the job-shop. // The Proceedings of the IEEE International Conference on Robotics and Automation.–
Sacremento, California, USA, 1991.– pp. 41-48.
Feldmann M., Biskup D. Single-machine scheduling for minimizing earliness
and tardiness penalties by meta-heuristic approaches // Computers & Industrial
Engineering.– 2003.– №44.– P.307-323
Иерархическое планирование и управление сложными системами…
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
Fisher H., Thompson G.L. Probabilistic learning combinations of local jobshop scheduling rules. / In: Muth, J.F., Thompson, G.L. Industrial Scheduling.–
Englewood Cliffs: Prentice-Hall, 1963.– pp. 225–251.
Fisher M.L. A dual algorithm for the one-machine scheduling problem / Math.
Programming 11, 229–251 (1976).
Fisher, M.L., Rinnooy Kan, A.H.G. The design, analysis and implementation of
heuristics (special issue) // Management Science.– 1988.– №34 (3).– pp. 263–
401.
Foo, S.Y., Takefuji, Y. Integer linear programming neural networks for jobshop scheduling // IEEE International Conference on Neural Networks.– San
Diego, 1988.– pp. 341–348.
Foo, S.Y., Takefuji, Y. Stochastic neural networks for solving job-shop scheduling: Part 1. Problem representation // IEEE International Conference on Neural Networks.– San Diego, 1988.– pp. 275–282.
Foo, S.Y., Takefuji, Y. Stochastic neural networks for solving job-shop scheduling: Part 2. Architecture and simulations // IEEE International Conference on
Neural Networks.– San Diego, 1988.– pp. 283–290.
Forsythe G, journ. Sos.Ind. Appl. Math 5,74 (1957)
Fox, M.S. Constraint-Directed Search: A Case Study of Job-Shop Scheduling //
Research Notes in Artificial Intelligence.– London:Pitman, 1987.– pp. 12-23.
Garey, M.R., Tarjan, R.E., Wilfong, G.T. One-processor scheduling with symmetric earliness and tardiness penalties // Mathematics of Operations Research.– 1988.– №13.– Р.330-348
Glover F. Future paths for integer programming and links to artificial intelligence // Computers and Operations Research.– 1986.– №13 (5).– pp. 533–549.
Glover F. Heuristics for integer programming using surrogate constraints // Decision Sciences.–1977.– №8 (1).– pp. 156–166.
Glover F. Tabu search – Part I // ORSA Journal on Computing.– 1989.–
№1(3).– pp. 190–206.
Glover F. Tabu search – Part II // ORSA Journal on Computing.– 1990.– №2
(1).– pp. 4–32.
Glover, F., Greenberg, H.J. New approaches for heuristic search: A bilateral
linkage with artificial intelligence // European Journal of Operations Research.–
1989.– №39 (2).– pp. 119–130.
Glover, F., Laguna, M. Tabu Search. Kluwer, Norwell: Kluwer.– 1989.– 85 p.
Goldman R.P., Boddy M.S. A constraint-based scheduler for batch manufacturing. // IEEE Expert 12 (1),– 1997.– pp.49-56.
Grabot B., Geneste L. Dispatching rules in scheduling: A fuzzy approach // International Journal of Production Research.– 1994.– №32 (4).– pp. 903–915.
Graham, R.L., Lawler, E.L., Lenstra, J.K., Rinnooy Kan, A.E.G.: Optimization
and approximation in deterministic sequencing and scheduling: a survey // Ann.
Discrete Math.– 1979.– №5.– pp. 287–326.
Graves S.C. Manufacturing Planning and Control. Massachusetts Institute of
Technology. / Working paper // In: Handbook of Applied Optimization, edited
by P. Pardalos and M. Resende,– 1999.– 26 p.
735
Глава 10
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
736
Grefenstette J.J. Incorporating problem specific knowledge into genetic algorithms. / In: Davis L. Genetic Algorithms and Simulated Annealing.– London:
Pitman, 1987.– pp. 42–60.
Grossmann I.E., Quesada I., Raman R. et. al. Mixed integer optimization techniques for the design and scheduling of batch processes. Presented at NATO
Advanced Study Institute – Batch process system engineering. Antalya,
Turkey, – 1992.
Grosso A., Della Croce F., Tadei R. An enhanced dynasearch neighborhood for
the single-machine total weighted tardiness scheduling problem // Operations
Research Letters. – 2004.– №32.– pp.68–72
Hax A. C., Meal H. C. Hierarchical Integration of Production Planning and
Scheduling. // Studies in Management Sciences, Vol. 1. Logistics, M. A. Geisler (ed.), North Holland-American Elsevier, New York, – 1975.
Hefetz, N., Adiri, I. An efficient optimal algorithm for the two-machines unittime job-shop schedule-length problem // Mathematics of Operations Research.– 1982.– №7.– pp. 354–360.
Jackson, J.R. An extension of Johnson's result on job lot scheduling. // Naval
Research Logistics Quarterly.– 1956.– №3 (3).– pp. 201–203.
Jain, A.S., Meeran, S. Deterministic job-shop scheduling: Past, present and future. European Journal of Operational Research.– 1999.– №113.– pp. 390–434.
Jin S., Mason S.J. Minimizing earliness and tardiness costs on a single machine
with uncommon job due dates // Department of Industrial Engineering, Bell
Engineering Center, University of Arkansas Fayetteville, 2004.– 23 p.
Johnson, D.S., Papadimitriou, C.H., Yannakakis, M. How easy is local search?
// Journal of Computer and System Sciences.– 1988.– №37 (1).– pp. 79–100.
Johnson, S.M. Optimal two– and three-stage production schedules with set-up
times included // Naval Research Logistics Quarterly.– 1954.– №1.– pp. 61–68.
Karp, R.M.: Reducibility among combinatorial problems / In: Miller, R.E.,
Thather, J.W. (eds.): Complexity of Computer Computations, Plenum press,
New York, 1972.– pp. 85–103.
Kempf K.G., Le Pape C, Smith S. F., Fox B. R. Issues in the Design of AIBased Schedulers: A Workshop Report. AI Magazine, Special Issue.– 1991
Kirkpatrick S., Gelatt C.D., Vecchi M.P. Optimization by simulated annealing /
Science. – 1983. -220. –P. 671-680.
Kolonko, M. Some new results on simulated annealing applied to the job shop
scheduling problem // The European Journal of Operational Research.– 1999.–
№113.– pp. 435–467.
Kovacs A. Novel Models and Algorithms for Integrated Production Planning
and Scheduling: Ph.D. Thesis. Computer and Automation Research Institute:
Budapest,– 2005.
Lageweg, B.J., Lawler, E.L., Lenstra, J.K., Rinnooy Kan, A.H.G. Computer-aided
complexity classification of deterministic scheduling problems, Report BM
№138.– New York: Centre for Mathematics and Computer Science, 1981.– 41 p.
Иерархическое планирование и управление сложными системами…
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
Lageweg, B.J., Lawler, E.L., Lenstra, J.K., Rinnooy Kan, A.H.G. Computeraided complexity classification of combinatorial problems // Comm. ACM.–
1982.– №25.– pp.817-822.
Lawler E.L. A pseudopolynomial algorithm for sequencing jobs to minimize
total tardiness / Ann. Discrete Math. 1, 331–342 (1977).
Lawler E.L. Sequencing jobs to minimize total weighted completion time subject to precedence constraints // Ann. Discrete Math.– 1978.– №2.– P.75–90.
Lawler E.L., Lenstra J.K., Rinnooy Kan A.H.G., Shmoys D.B. Sequencing and
scheduling: Algorithms and complexity / In: Lawler, E.L., Lenstra, J.K. Handbook in Operations Research and Management Science 4: Logistics of Production and Inventory.– New York: Academic Press, 1993.– pp 120-182.
Lawler, E.L. A fully polynomial approximation scheme for the total tardiness
problem // Operations Research Letters.– 1982.– №1.– Р.207-208
Lawrence S. Supplement to resource constrained project scheduling: An experimental investigation of heuristic scheduling techniques.– Pittsburgh: Graduate
School of Industrial Administration, Carnegie-Mellon University, 1984.– 120 p.
Liu R. A Framework for Operational Strategies for Pipeless Plants. (Ph.D. thesis, Department of Chemical Engineering, The University of Leeds).– 1996.–
pp. 26-28.
Lourenco H.R.D. A computational study of the job-shop and the flow-shop
scheduling problems. Ph.D. Thesis TR – New York: School of Operations Research and Industrial Engineering, Cornell University, 1993.– 185 p.
Lourenco H.R.D. Job-shop scheduling: Computational study of local search
and large-step optimization methods // European Journal of Operational Research.– 1995.– №83.– pp. 347–364.
Lourenco H.R.D., Zwijnenburg M. Combining the large-step optimization with
tabu-search: Application to the job-shop scheduling problem / In: Osman, I.H.,
Kelly, J.P. Meta-heuristics: Theory and Applications.– Boston, MA: Kluwer
Academic Publishers, 1996.– pp. 219–236.
Martin O., Otto S.W., Felten E.W. Large-step Markov chains for traveling
salesman problem // Complex Systems.– 1989.– №5.– pp. 299–326.
Martin O., Otto S.W., Felten E.W. Large-step Markov chains for TSP incorporating local search heuristics // Operations Research Letters.– 1992.– №11.– pp.
219–224.
Matsuo, H., Suh, C.J., Sullivan, R.S. A controlled search simulated annealing
method for the general job-shop scheduling problem. Working Paper, 03-04-88.–
Austin: Graduate School of Business, University of Texas at Austin, 1988.– 42 p.
Morton, T.E., Pentico, D.W. Heuristic Scheduling Systems // Wiley Series in
Engineering and Technology Management.– New York, 1993.– pp.35-47.
Moscato P. On evolution, search, optimization, genetic algorithms and martial
arts: Towards memetic algorithms. // C3P Report 826: Caltech Concurrent
Computation Program.– Caltech, CA, 1989.– pp. 33-48.
Musier R.F.H., Evans L.B. An approximate method for the production scheduling of industrial batch processes with parallel units. / Computers & Chemical
Engineering, 13 (1-2),– 1989.– pp. 229-238.
737
Глава 10
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
738
Nakano, R., Yamada, T. Conventional genetic algorithm for job-shop problems. / In: Kenneth, M.K., Booker, L.B. (Eds.), Proceedings of the Fourth International Conference on Genetic Algorithms and their Applications.– San
Diego, CA, USA, 1991.– pp. 474–479.
Nowicki E., Smutnicki C. A fast taboo search algorithm for the job-shop problem // Management Science.– 1996.– №42 (6).– pp.797– 813.
Nuijten W.P.M., Le Pape C. Constraint-based job-shop scheduling with ILOG
SCHEDULER // Journal of Heuristics.– 1998.– №3 (4).– pp. 271–286.
Nussbaum M., Parra E.A. A Production Scheduling System. ORSA Journal on
Computing. Vol. 5, No. 2, Spring 1993, pp.168-181
Overturf B.W., Reklaitis G.V., Woods J.W. GASP IV and the simulation of
batch/semi-continuous operations: single train process. // Industrial and Engineering Chemistry, Process Design and Development, 17 (2),– 1978.– pp. 161165.
Ow P.S.; Morton T.E.The Single Machine Early/Tardy Problem / Management
Science, Vol. 35, №2, 1989,– p.177-191
Panwalkar S.S., Iskander W. A survey of scheduling rules // Operations Research.– 1977.– №25 (1).– pp.45–61.
Pavlov A., Pavlova L. PDC-algorithms for intractable combinatorial problems.
Theory and methodology of design. – Uzhhorod, «Karpatskij region» shelf
№15, 1998,– 320 pp.
Pavlov A.A., Pavlova L.A. About one subclass of polynomially solvable problems from class «Sequencing jobs to minimize total weighted completion time
subject to precedence constraints»// Вестник международного Соломоновского университета (Киев).– 1999.– №1.– C. 109-116.
Pesch E., Tetzlaff U.A.W. Constraint propagation based scheduling of job
shops // INFORMS Journal on Computing.– 1996.– №8 (2).– pp. 144–157.
Plaggenborg, S. Ein Algorithmus zur komplexitaetsmaessigen Klassifikation
von Schedulingproblemen. – Osnabrueck: Diplomarbeit Fachbereich Mathematik/Informatik, Universitaet Osnabrueck, 1994.– 112 S.
Resende, M.G.C. A GRASP for job shop scheduling // INFORMS Spring
Meeting.– San Diego, CA, 1997.– pp. 23-31.
Rich S.H., Prokopakis G.J. Scheduling and sequencing of batch operations in a
multipurpose plant. / Industrial and Engineering Chemistry, Process Design and
Development, 25,– 1986.– pp. 979-988.
Rippin D.W.T. Design and operations of multiproduct and multipurpose batch
chemical plants – an analysis of problem structure. / Computers & Chemical
Engineering, 7 (4),– 1983.– pp.463-481.
Rippin D.W.T. Simulation of single- and multiproduct batch chemical plants
for optimal design and operation. / Computers & Chemical Engineering, 7 (3),–
1983.– pp.137-156.
Rodammer, F.A., White, K.P., Jr. A recent survey of production scheduling //
IEEE Transactions of Systems, Man and Cybernetics.– 1988.– №18 (6).– pp.
841–851.
Иерархическое планирование и управление сложными системами…
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
Saaty T.L. Multycriteric Decision Making. The Analytic Hierarchy Process,
McGraw Hill International. – New York, 1980. Translated to Russian, Portuguese, and Chinese. Revised edition, Paperback. – Pittsburgh, PA: RWS Publications, 1990, 1996.
Saaty T.L. The Analytic Network Process. – Pittsburgh: RWS Publications,
2001.– p.386.
Sabuncuoglu, I., Bayiz, M. A beam search based algorithm for the job shop
scheduling problem. Research Report IEOR-9705.– Bilkent: Department of
Industrial Engineering, Bilkent University, Turkey, 1997.– 24 p.
Sabuncuoglu, I., Gurgun, B. A neural network model for scheduling problems
// European Journal of Operations Research.– 1996.– №93 (2).– pp. 288–299.
Sadeh, N. Look-ahead techniques for micro-opportunistic job shop scheduling.
Ph.D. Thesis.– Pittsburgh, PA: School of Computer Science, Carnegie Mellon
University, 1991.– 168 p.
Shrage L., Baker K.R. Dynamic programming solution of sequencing problems
with precedence constraints / Oper. Res. 26, 444–449 (1978).
Sidney J.B. Decomposition algorithm for Single-Machine Sequencing with
Precedence Relation and Deferral Costs // Operation Res.– 1975.– N23.–
P.283-298
Sridharan V., Zhou, Z. A decision theory based scheduling procedure for single-machine weighted earliness and tardiness problem // European Journal of
Operations Research.– 1996.– №94.– Р.292-301
Srinivasan V. A hybrid algorithm for the one-machine sequencing problem to
minimize total tardiness / Naval Res. Logist. Quart. 18, 317–327 (1971).
Szwarc W. Single machine total tardiness problem revisited, in: Y.Ijiri (ed.),
Creative and Innovative Approaches to the Science of Management, Quorum
Books, 1993, pp.407–419.
Szwarz W., Mukhopadhyay S.K. Decomposition of the single machine total
tardiness problem // Operations Research Letters 19 (1996) pp.243-250.
Szwarc W., Mukhopadhyay S.K. Optimal timing scheduling in earlinesstardiness single machine sequencing // Naval Research Logistics.– 1995.–
№42.– Р.1109-1114
Szwarc W., Grosso A., Delia Croce F. Algorithmic paradoxes of the single machine total tardiness problem / Journal of Scheduling 4, 93-104 (2001).
Taillard, E. Parallel taboo search technique for the job-shop scheduling problem.
Internal Research Report ORWP89/11.– Lausanne, Switzerland: Department de
Mathematiques (DMA), Ecole Polytechnique Federale de Lausanne, 1989.– 38 p.
Tϋtϋncϋoglu R.A. Sequencing with earliness and tardiness penalties.–
Department of Industrial Engineering, Bilkent University, 1999.– 14 p.
Ulder N.L.J., Aarts E.H.L., Bandelt H.-J. et al. Genetic local search algorithm
for the travelling salesman problem // Lecture Notes in Computer Science.–
1991.– №496.– pp. 109–116.
Ulder N.L.J., Aarts E.H.L., Bandelt H.-J. et al. Improving TSP exchange heuristics by population genetics // First International Workshop on Parallel Problem solving from Nature (PPSN’1).– Dortmund, Germany, 1990.– pp. 45-51.
739
Глава 10
197
198
199
200
201
202
203
204
205
206
207
740
Vaessens, R.J.M. Operations research library of problems. London: Management School, Imperial College, 1996.– 150 p.
Valente J. M. S., Alves R. A. F. S. Improved heuristics for the early/tardy
scheduling problem with no idle time // Computers & Operations Research.–
2005.– №32.– P.557-569
Van Laarhoven, P.J.M., Aarts, E.H.L., Lenstra, J.K. Job-shop scheduling by
simulated annealing. Report OS-R8809.– Amsterdam: Centrum voor Wiskunde
en Informatica, 1988.– 58 p.
Wallace M.G. Practical applications of constraint programming. Constraints,
1(1):139-168, 1996.
Werner, F., Winkler, A. Insertion techniques for the heuristic solution of the
job-shop problem // Discrete Appl. Math.– 1995.– №58 (2).– pp. 191–211.
Yamada T., Nakano R. Job-shop scheduling by simulated annealing combined
with deterministic local search. Meta-heuristics: Theory and Applications.–
Hingham, MA: Kluwer Academic Publishers, 1996.– pp. 237–248.
Yamada, T., Nakano, R. Job-shop scheduling by simulated annealing combined
with deterministic local search. // Metaheuristics International Conference
(MIC’95).– Hilton, Breckenridge, Colorado, USA, 1995.– pp. 344–349.
Yannakakis, M. The analysis of local search problems and their heuristics //
Lecture Notes in Computer Science.– 1990.– №415.– Berlin: Springer-Verlag.–
pp. 298–311.
Yano C.A., Kim Y.D. Algorithms for a class of single-machine weighted tardiness and earliness problems // European Journal of Operations Research.–
1991.– №52.– pp.167–178
Zhou, D.N., Cherkassky, V., Baldwin, T.R., Hong, D.W. Scaling neural networks for job-shop scheduling. // International Joint Conference on Neural
Networks (IJCNN'90).– San Diego, CA, 1990.– pp. 889–894.
Zhou, D.N., Cherkassky, V., Baldwin, T.R., Olson, D.E. A neural network approach to job-shop scheduling // IEEE Transactions on Neural Network.–
1991.– №2 (1).– pp.175–179.