Копия Модуль 1 Общие сведения о металлах и сплавах
advertisement

Курс
«Материаловедение»
Модульный курс
Автор: Козлов В.А.- Мастер ПО ГБОУ СПО «Павловский
автомеханический техникум им. И. И. Лепсе»
г.Павлово, 2011 г.
Содержание
Введение
Программа курса
Спецификация модуля 1
Тематический план
Пояснительная записка к модулю 1
Стандарт модуля 1
и
Результат 1.Объяснить строение, свойства и методы испытания металлов
сплавов.
Тема 1. Основные сведения о металлах и их сплавах.
Тема 2. Атомно- кристаллическое строение металлов. Основные типы
кристаллических решеток.
Тема 3. Кристаллизация металлов.
Тема 4-5. Методы изучения свойств металлов и сплавов.
Тема 6-7 . Лабораторная работа № 1 «Изучение структуры металламакроструктуры»
Тема 8. Оценочная работа по результату 1.
Результат 2: Объяснить диаграмму состояния сплавов «Железо –
углерод»
Тема 9. Железо, углерод и их свойства.
Тема 10-11. Диаграмма состояния сплавов «Железо-углерод»
Тема 12-13.Лабораторно-практическая работа № 2 «Ознакомление со структурным
строением изломов изделий из разных металлов
Тема 14. Оценочная работа по результату 2.
Результат 3: Объяснить классификацию чугунов, сталей их получение и
применение.
Тема 15. Способы получения железоуглеродистых сталей.
Тема 16. Классификация чугунов, маркировка и область применения.
Тема 17. Классификация углеродистых сталей.
Тема 18. Конструкционная углеродистая сталь ее свойства, маркировка и
применение.
Тема 19.Инструментальная сталь, ее свойства, маркировка и применение.
Тема 20. Классификация легированных сталей. Влияние легирующих элементов
на свойства стали.
Тема 21. Конструкционные легированные стали, ее свойства и применение.
Тема 22. Инструментальные легированные стали.
Тема 23. Высоколегированные стали с особыми свойствами.
Тема 24. Оценочная работа по результату 3
Результат 4: Термическая обработка железоуглеродистых сплавов
Тема 25-26. Сущность термической обработки стали и чугуна и используемое
оборудование.
Тема 27. Виды термической обработки стали.
Тема 28. Виды термической обработки чугуна.
Тема 29-30. Виды химико-термической обработки стали
Тема 31. Термическая обработка слесарных инструментов.
Тема 32-33. Лабораторная работа № 3 «Термическая обработка металлов».
Тема 34. Оценочная работа по результату 4.
Введение
Изменения, происходящие в разных отраслях промышленности, требуют
подготовки конкурентоспособных специалистов по рабочим профессиям. Большая
роль в пополнении предприятий квалифицированными специалистами отводится
профессиональным училищам и лицеям.
Развитие техники требует материалов с новыми уникальными свойствами. Для
атомной энергетики и космической техники необходимы материалы, которые
могут работать при весьма высоких температурах. Компьютерные технологии
стали возможными только при использовании материалов с особыми свойствами.
Таким образом, материаловедение – одна из важнейших, приоритетных наук,
определяющих технический прогресс.
Наука материаловедение тесно вязана со многими перспективными профессиями,
которым обучаются обучающиеся профессиональных технических учебных
заведений. Одними из них являются профессии:
«Сварщик»,
«Автослесарь»,
«Токарь» и т. д..
Предлагаемое учебное пособие по по курсу «Материаловедение»» является
составной частью модульной программы
по предметам спецдисциплин по
профессиям «Сварщик» и «Автослесарь».
Сущность модульного обучения состоит в том, что обучающийся
самостоятельно достигает конкретной компетентности в процессе работы с
модулем. Модульное обучение, и в этом одно из его особенностей, ориентировано
на учащихся с разной степенью мотивации и уровнем допрофессиональной
подготовки. Центральным моментом в модульной технологии являются такие
методы
организации
учебной
деятельности,
в
основе
которых
лежит
самостоятельность и ответственность за результаты труда самих обучающихся.
Таким образом, происходит смещение односторонней активности преподавателя на
активность, самостоятельность и ответственность обучающихся. Преподаватель
при этом выступает в роли организатора учебного процесса на проблемной основе,
действуя скорее как руководитель и партнер, чем как источник готовых знаний и
директив для учащихся.
Поэтому комплект модульных пособий «Материаловедение» позволит
учащимся развивать навыки самообучения и контроля достигнутых результатов, а
преподавателю - организовать процесс освоения дисциплины и оценку обучения по
модулю.
Реализация программы предполагает проведение 54-х часовых занятий. При
проведении занятий в учебной группе преподавателю необходимо:
ставить перед классом реальные учебные задачи в понятной для
учащихся форме;
выполнять функцию координатора и партнера, помогать отдельным
учащимся и группам, избегая директивных методов;
проявлять терпимость к ошибкам учеников, допускаемым ими в
попытках найти собственное решение; предлагать свою помощь или
адресовать к нужным источникам информации только в тех случаях,
когда учащийся начинает чувствовать безнадежность своего поиска;
предоставлять возможность для обмена мнениями в ходе общих
обсуждений.
Методическое пособие «Общие сведения о сварке» содержит
следующие материалы:
спецификация модуля;
тематическое планирование по модулю;
для каждой темы задания предварительного определения знаний с
эталонами
ответов,
а
также
эталоны
ответов
для
заданий,
включенных в книгу для учащихся;
оценочные материалы по окончанию освоения каждого Результата
модульной программы (задания в тестовой форме нескольких
вариантов) с эталонами ответов.
Программа курса: «Материаловедение»
Общая компетентность:
Объяснять понятия о металлах, и их сплавах, знать классификацию, маркировку
железоуглеродистых сплавов, цветных металлов, твердых сплавов, а также
неметаллических материалов в соответствии с ГОСТ.
Аудитория:
-основное общее образование
-среднее (полное) общее образование
Академический кредит:
54 часа
Профессиональная актуальность:
-электросварщик ручной сварки
-газосварщик
-электрогазосварщик
-слесарь по ремонту автомобилей
-монтажник санитарно-технических систем
- электросварщик на полуавтоматических машинах
Структура курса:
Модуль 1:
Строение, свойства и методы испытания металлов и сплавов.
Модуль 2:
Цветные металлы и твердые наплавочные и их сплавы.
Модуль 3:
Неметаллические материалы
Модуль 1
Строение, свойства и методы испытания металлов и сплавов.
Компетентность:
Характеризовать металлы и их сплавы, кристаллическое строение, и методы
испытания в соответствии с ГОСТ.
Аудитория:
-основное общее образование
-среднее (полное) общее образование
Академический кредит
34 часа
Профессиональная актуальность:
-электросварщик ручной сварки
-газосварщик
-электрогазосварщик
-слесарь по ремонту автомобилей
-монтажник санитарно-технических систем
- электросварщик на полуавтоматических машинах
Структура модуля:
Результат 1:
Объяснить строение, свойства и методы испытания металлов и сплавов в
соответствии со стандартам.
Результат 2:
Объяснить диаграмму состояния сплавов «Железо – углерод» в соответствии со
стандартам.
Результат 3:
Объяснить классификацию чугунов, сталей их получение и применение в
соответствии со стандартам.
Результат 4:
Термическая обработка железоуглеродистых сплавов в соответствии со стандартам
Модуль1
«Строение, свойства и методы испытания металлов и сплавов»
Спецификация
Цели обучения: После изучения этого модуля обучающийся сможет давать
характеристику металлам и сплавам, их маркировку и
применение.
Результат 1:
Объяснить строение, свойства и методы испытания металлов и сплавов в
соответствии со стандартом.
Критерии оценки результата:
Критерии оценки деятельности:
а) Основные сведения о металлах даны верно.
б) Атомно-кристаллическое строение металлов. Основные типы кристаллических
решеток даны верно.
в) Процессы кристаллизации металлов даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства металлов и сплавов, их кристаллическое строение и методы испытания.
Результат 2. Объяснить диаграмму состояния сплавов «Железо – углерод» в
соответствии со стандартом.
Критерии оценки результата:
1.Понятие о железе, углероде и их свойствах даны верно;
2.Процессы состояния сплавов при кристаллизации определены верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства железа углерода, влияние его на свойства железоуглеродистых сплавов.
Результат 3:
Объяснить классификацию чугунов, сталей их получение и применение в
соответствии со стандартом.
Критерии оценки результата:
1.Понятие о сталях и чугунах дано верно;
2.Способы получения железоуглеродистых сталей даны верно;
3.Класификация чугунов, маркировка и их область применения даны верно;
4.Классификация сталей дана верно;
5.Свойства, маркировка и применение инструментальной стали даны верно;
6.Свойства легированной конструкционной стали и ее применение даны
верно;
7.Свойства, маркировка легированной инструментальной стали даны верно;
8.Свойства высоколегированных сталей с особыми свойствами даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
классификацию, свойства чугунов, углеродистых и легированных сталей, область
их применения.
Результат 4: Термическая обработка железоуглеродистых сплавов в соответствии
со стандартом.
Критерии оценки результата:
1.Сущность термической обработки чугуна и стали дана верно;
2.Виды термической обработки стали и чугуна даны верно;
3.Виды химико-термической обработки стали и чугуна даны верно;
4.Виды термической обработки слесарного инструмента подобраны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение того, что обучающиеся может объяснять
виды термической и химико-термической обработки чугунов, сталей и слесарного
инструмента.
Тематический план
№
темы
Название темы
Результат 1:
Объяснить строение, свойства и методы испытания металлов и
сплавов в соответствии со
стандартом
1
Основные сведения о металлах и их сплавах.
2
Атомно- кристаллическое строение металлов. Основные типы кристаллических
3
решеток.
4-5
Кристаллизация металлов.
6-7
Методы изучения механических свойств металлов и сплавов.
8
Лабораторная работа № 1 «Изучение структуры металла- макроструктуры»
Оценочная работа по результату 1.
Результат 2: Объяснить диаграмму состояния сплавов «Железо – углерод» в соответствии со
стандартом
9
10-11
12-13
14
Железо, углерод и их свойства.
Диаграмма состояния сплавов «Железо-углерод»
Лабораторная работа №2 ««Ознакомление со структурным строением изломов изделий
из разных металлов»
Оценочная работа по Результату 2.
Результат 3: Объяснить классификацию чугунов, сталей их получение и применение в
соответствии со стандартом .
15
16
17
18
19
20
21
22
23
24
Способы получения железоуглеродистых сталей.
Классификация чугунов, маркировка и область применения.
Классификация углеродистых сталей.
Конструкционная углеродистая сталь ее свойства, маркировка и применение.
Инструментальная сталь, ее свойства, маркировка и применение.
Классификация легированных сталей. Влияние легирующих элементов на свойства
стали.
Конструкционные легированные стали, ее свойства и применение.
Инструментальные легированные стали.
Высоколегированные стали с особыми свойствами.
Оценочная работа по Результату 3
Результат 4: Термическая обработка железоуглеродистых сплавов в соответствии со
стандартом.
25-26 Сущность термической обработки стали и чугуна и используемое оборудование.
27
Виды термической обработки стали.
28
Виды термической обработки чугуна.
29-30 Виды химико-термической обработки стали
31
Термическая обработка слесарных инструментов.
32-33 Лабораторная работа № 3 «Термическая обработка металлов».
34
Оценочная работа по Результату 4.
Всего: 34 часа
Пояснительная записка
Рабочая программа по дисциплине «Материаловедение» предназначена для
учреждений начального профессионального образования, подготавливающих
квалифицированных рабочих 3 ступени квалификации в соответствии с
Государственным образовательным стандартом начального профессионального
образования РФ и учетом требований Единой образовательной программы.
Программа составлена
с учетом изучения дисциплины по модульной
технологии.
Модульный курс «Материаловедение» в себя включает 3 модуля:
Модуль 1:
Строение, свойства и методы испытания металлов и сплавов.
Модуль 2:
Цветные металлы и твердые наплавочные и их сплавы.
Модуль 3:
Неметаллические материалы
Результаты данных модулей носят, в основном, теоретическую направленность и
подготавливают
обучающихся
к
практическим
работам
на
уроках
производственного обучения работам.
При изучении данных модулей можно дополнительно использовать
учебники:
1.Ю.Г.Виноградов, К.С.Орлов, Л.А.Попов «Материаловедение».- Москва: Высшая
школа, 1979
2.Г.Г.Чернышов «Сварочное дело».-Москва: ПрофобрИздат, 2002
3.А.М.Адаскин, В.М.Зуев «Материаловедение». –Москва: 2001
Изучать данную дисциплину предполагается с изучением курсов «Основы теории
сварки и резки металлов» и «Оборудование, техника и технология сварочных
работ»
На уроках могут применяться различные формы работы: групповая и
индивидуальная работа обучающихся, работа в парах, малых группах и т.д.
Для оценки знаний применяются тестовые задания, устный опрос, дневники
наблюдений и т..
Обучающиеся, не выполнившие требования к процедуре оценки по Результатам
на Оценочных работах, могут повторно письменно или устно подтверждать свои
знания и умения по критериям, указанным в Спецификации модуля, но другом
материале (другие варианты заданий).
Модуль 1. «Строение, свойства и методы испытания металлов и сплавов»
Академический кредит модуля: 34 часа
Структура модуля:
Результат 1:
Объяснить строение, свойства и методы испытания металлов и сплавов в
соответствии со стандартам.
Результат 2:
Объяснить диаграмму состояния сплавов «Железо – углерод» в соответствии со
стандартам.
Результат 3:
Объяснить классификацию чугунов, сталей их получение и применение в
соответствии со стандартам.
Результат 4:
Термическая обработка железоуглеродистых сплавов в соответствии со стандартам
Модуль 2. ««Цветные металлы и твердые наплавочные сплавы»
Структура модуля:
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
Результат 2:
Объяснить строение, свойства, классификацию подшипниковых сплавов, цинка, и
его сплавов, свинца, олова, никеля и их применения в соответствии со стандартом.
Результат 3:
Объяснить классификацию литых наплавочных, металлокерамических твердых
сплавов, строение, классификацию и применение в соответствии со стандартом.
Модуль 3. ««Неметаллические материалы»
Структура модуля:
Результат 1:
Объяснить свойства, маркировку и область применения пластмасс, в соответствии
со стандартом.
Результат 2:
Объяснить свойства, маркировку и область применения пластмасс, эластомеров,
пленкообразующих и абразивных материалов в соответствии со стандартом.
Стандарт модуля
Название модуля: Железоуглеродистые сплавы
Цели обучения: После изучения этого модули обучающий сможет давать
характеристику железоуглеродистым сплавам, маркировку, а
также их назначение.
1.Основные сведения о металлах и их
сплавах даны верно;
2.Атомно- кристаллическое строение
Результат 1
Объяснить строение,
металлов и основные типы
свойства и методы
кристаллических решеток даны верно;
3.Процессы, происходящие при
испытания сплавов
кристаллизации даны верно.
Результат 2
Объяснить диаграмму
состояния сплавов
«Железо-углерод»
Результат 3
Объяснить
классификацию чугунов,
сталей их получение и
применение
Результат 4
Термическая обработка
железоуглеродистых
сплавов
1.Понятие о железе, углероде и их
свойствах даны верно;
2.Процессы состояния сплавов при
кристаллизации определены верно.
1.Понятие о сталях и чугунах дано верно;
2.Способы получения
железоуглеродистых сталей даны верно;
3.Класификация чугунов, маркировка и
их область применения даны верно;
4.Классификация сталей дана верно;
5.Свойства, маркировка и применение
инструментальной стали даны верно;
6.Свойства легированной конструкционной стали и ее применение даны
верно;
7.Свойства, маркировка легированной
инструментальной стали даны верно;
8.Свойства высоколегированных сталей с
особыми свойствами даны верно.
1.Сущность термической обработки
чугуна и стали дана верно;
2.Виды термической обработки стали и
чугуна даны верно;
3.Виды химико-термической обработки
стали и чугуна даны верно;
4.Виды термической обработки
слесарного инструмента подобраны
верно.
Модуль 2
«Цветные металлы и твердые наплавочные сплавы»
Компетентность:
Характеризовать цветные металлы и твердые сплавы, строение, и область
применения в соответствии со стандартам.
Аудитория:
-основное общее образование
-среднее (полное) общее образование
Академический кредит
11 часов
Профессиональная актуальность:
-электросварщик ручной сварки
-газосварщик
-электрогазосварщик
-слесарь по ремонту автомобилей
-монтажник санитарно-технических систем
- электросварщик на полуавтоматических машинах
Структура модуля:
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
Результат 2:
Объяснить строение, свойства, классификацию подшипниковых сплавов, цинка, и
его сплавов, свинца, олова, никеля и их применения в соответствии со стандартом.
Результат 3:
Объяснить классификацию литых наплавочных, металлокерамических твердых
сплавов, строение, классификацию и применение в соответствии со стандартом.
Модуль2
«Цветные металлы и твердые сплавы»
Спецификация
Цели обучения: После изучения этого модуля обучающийся сможет давать
характеристику цветным металлам и наплавочным твердым
сплавам, их маркировку и область применения.
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
Критерии оценки результата:
Критерии оценки деятельности:
а) Основные сведения о цветных металлах даны верно.
б) Основные сведения о литых наплавочных сплавах даны верно.
в) Основные сведения о металлокерамических твердых сплавах даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства цветных металлов, наплавочных и металлокерамических твердых
сплавов, а также их применение.
Результат 2:
Объяснить строение, свойства, классификацию подшипниковых сплавов, цинка, и
его сплавов, свинца, олова, никеля и их применения в соответствии со стандартом.
Критерии оценки результата:
1.Свойства, строение подшипниковых сплавов даны верно.
2.Свойства, строение цинка и его сплавов даны верно.
3.Свойство, строение свинца, олово и никеля даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства, строение и применение подшипниковых сплавов, цинка, олово и никеля
даны верно.
Результат 3:
Объяснить классификацию литых наплавочных, металлокерамических твердых
сплавов, строение, классификацию и применение в соответствии со стандартом.
Критерии оценки результата:
1.Классификацию литых наплавочных сплавов даны верно;
2.Способы получения металлокерамических сплавов сталей даны верно;
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
классификацию, свойства чугунов, применение литых наплавочных,
металлокерамических сплавов.
Тематический план
№
Название темы
темы
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
1
Медь, ее свойства и область применения.
2
Сплавы меди.
3
Алюминий, его свойства и область применения
4
Алюминиев сплавы.
5
Магниевые и титановые сплавы.
6
Оценочная работа по результату 2
Результат 2: Объяснить строение, свойства, классификацию подшипниковых
сплавов, цинка, и его сплавов, свинца, олова, никеля и их применения в
соответствии со стандартом.
7
Подшипниковые сплавы.
8
Цинк, и его сплавы, свинец, олово, никель.
9
Оценочная работа по Результату 2
Результат 3: Объяснить классификацию литых наплавочных,
металлокерамических твердых сплавов, строение, классификацию и применение в
соответствии со стандартом.
10
Тема 9. Литые наплавочные твердые сплавы.
11
Тема 10. Металлокерамические твердые сплавы.
12
Тема 11. Оценочная работа по Результату 3
Всего: 12 часов
Пояснительная записка
Данный модуль является частью теоретического курса «Материаловедения» для
подготовки квалифицированных рабочих в учреждениях НПО по профессии
«Сварщик (электросварочные и газосварочные работы) в соответствии с
образовательным стандартом по данной профессии.
Результаты модуля «Цветные металлы и твердые сплавы» носят в основном,
теоретическую направленность и подготавливают к практическому применению
исходных материалов при электрогазосварочных работах.
При изучении модуля можно дополнительно использовать учебники:
1.Ю.Г.Виноградов, К.С.Орлов, Л.А.Попов «Материаловедение».- Москва: Высшая
школа, 1979
2.Г.Г.Чернышов «Сварочное дело».-Москва: ПрофобрИздат, 2002
3.А.М.Адаскин, В.М.Зуев «Материаловедение». –Москва: 2001
Изучать данный модуль предполагается с изучением курсов «Основы теории
сварки и резки металлов» и «Оборудование, техника и технология сварочных
работ»
На уроках могут применяться различные формы работы: групповая и
индивидуальная работа обучающихся, работа в парах, малых группах и т.д.
Для оценки знаний применяются тестовые задания, устный опрос, дневники
наблюдений и т..
Обучающиеся, не выполнившие требования к процедуре оценки по Результатам
на Оценочных работах, могут повторно письменно или устно подтверждать свои
знания и умения по критериям, указанным в Спецификации модуля, но другом
материале (другие варианты заданий).
Модуль 3
«Неметаллические материалы»
Компетентность:
Характеризовать неметаллические материалы, строение, и область применения в
соответствии со стандартам.
Аудитория:
-основное общее образование
-среднее (полное) общее образование
Академический кредит
7 часов
Профессиональная актуальность:
-электросварщик ручной сварки
-газосварщик
-электрогазосварщик
-слесарь по ремонту автомобилей
-монтажник санитарно-технических систем
- электросварщик на полуавтоматических машинах
Структура модуля:
Результат 1:
Объяснить свойства, маркировку и область применения пластмасс, в соответствии
со стандартом.
.Результат 2:
Объяснить свойства, маркировку и область применения пластмасс, эластомеров,
пленкообразующих и абразивных материалов в соответствии со стандартом.
.
Модуль 3
«Неметаллические материалы»
Спецификация
Цели обучения: После изучения этого модуля обучающийся сможет давать
характеристику неметаллическим материалам, их маркировку и
область применения.
Результат 1: Объяснить свойства, маркировку и область применения пластмасс,
в соответствии со стандартом.
Критерии оценки результата:
а) Основные сведения о пластических масс даны верно.
б) Основные сведения о термореактивных пластмассах даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства пластмасс, область их применения.
Результат 2:
Объяснить свойства пластмасс, эластомеров, пленкообразующих материалов и
область их применения пластмасс, эластомеров, пленкообразующих и абразивных
материалов в соответствии со стандартом.
.
Критерии оценки результата:
1. Основные свойства эластомеров даны верно.
2.Основные свойства клея, герметика даны верно.
3.Основные свойства лакокрасочных материалов даны верно.
4. Основные свойства абразивных материалов даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
основные свойства строение и применение подшипниковых сплавов, цинка, олово
и никеля даны верно.
Тематический план
№
Название темы
темы
Результат 1:
Объяснить
свойства, маркировку
и область применения пластмасс, в
соответствии со стандартом.
1
Пластические массы и их свойства.
2
Термореактивные пластмассы.
Результат 2:
Объяснить свойства пластмасс, эластомеров, пленкообразующих материалов и
область их применения пластмасс, эластомеров, пленкообразующих и абразивных
материалов в соответствии со стандартом.
3
4
5
6
7
Эластомеры (каучуки), резины
Клеи.
Герметик, лакокрасочные покрытия.
Абразивные материалы.
Оценочная работа по результату 2.
Всего – 7 часов
Зачетная работа по курсу – 2 часа
Итого: 54часа
Пояснительная записка
Данный модуль является частью теоретического курса «Материаловедения» для
подготовки квалифицированных рабочих в учреждениях НПО по профессии
«Сварщик (электросварочные и газосварочные работы) в соответствии с
образовательным стандартом по данной профессии.
Результаты модуля «Неметаллические материалы» носят в основном,
теоретическую направленность и подготавливают к практическому применению
исходных материалов при электрогазосварочным работам.
При изучении модуля можно дополнительно использовать учебники:
1.Ю.Г.Виноградов, К.С.Орлов, Л.А.Попов «Материаловедение».- Москва: Высшая
школа, 1979
2.Г.Г.Чернышов «Сварочное дело».-Москва: ПрофобрИздат, 2002
3.А.М.Адаскин, В.М.Зуев «Материаловедение». –Москва: 2001
Изучать данный модуль предполагается с изучением курсов «Основы теории
сварки и резки металлов» и «Оборудование, техника и технология сварочных
работ»
На уроках могут применяться различные формы работы: групповая и
индивидуальная работа обучающихся, работа в парах, малых группах и т.д.
Для оценки знаний применяются тестовые задания, устный опрос, дневники
наблюдений и т..
Обучающиеся, не выполнившие требования к процедуре оценки по Результатам
на Оценочных работах, могут повторно письменно или устно подтверждать свои
знания и умения по критериям, указанным в Спецификации модуля, но другом
материале (другие варианты заданий).
РЕЗУЛЬТАТ 2. Объяснить диаграмму состояния сплавов «Железо-углерод»
Тема 9. Железо, углерод и их свойства.
Учебный материал 9.
Железо – металл серебристо-белого цвета, мягкий. Чистое железо содержит 99,99%
Fe. Технические сорта с одержат 99,80 – 99, 91 % Fe. Температура плавления
железа 15390С. До темпе5ратуры 7680С железо магнитное. Температура 7680С, при
которой железо теряет свои магнитные свойства, называется точкой Кюри.
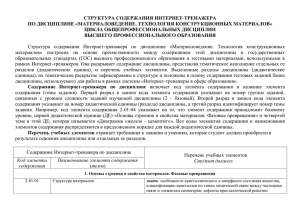
Железо имеет две аллотропические модификации: Feα и Feγ. Железо α
существует при температуре ниже 9110С и выше 14010С. В интервале температур
911-14010С существует железо γ.
Железо в чистом виде не имеет широкого промышленного применения. В
технике применяются сплавы железа с углеродом.
Рис.1. Кривые нагрева и охлаждения железа
Углерод, химически связанный с железом образует цементит Fe3С. Цементит
придает чугуну хрупкость, но значительно повышает твердость. Такой чугун,
имеющий в изломе блестящий металлический оттенок, называют белым. Если
углерод в чугуне находится в свободном состоянии в виде графита, то излом серого
цвета. Такой чугун называют серым.
Закрепление учебного материала
Задание 9.1.
1.Используя учебный материал, соотнесите соответствие аллотропической
модификации железа к температуре стрелками.
Feα
911 – 14010C
< 9110C
Feγ
>14010C
2.При какой температуре железо теряет свои магнитные свойства?
Проверка степени усвоения материала
Задание 9.2.
Определите, какие свойства придает углерод в химическом соединении с
железом. Выберите правильный ответ:
1.Твердость
2.Пластичность
3.Хрупкость
4.Хорошую обрабатываемость резанием
5.Не обрабатывается резанием
Название чугунов
1.Белый чугун
2.Серый чугун
Свойства чугунов (варианты ответов)
Тема 10-11. Диаграмма состояния сплавов «Железо-углерод»
Учебный материал 10-11.
Диаграмма состояния сплавов железа с углеродом.
К железоуглеродистым сплавам относятся сплавы железа с углеродом.
При кристаллизации железоуглеродистых сплавов образуются
следующие
структурные составляющие: аустенит, феррит, цементит, перлит, ледебурит.
Аустенит – твердый раствор углерода в γ – железе. Сплавы с содержанием
углерода до 2% (стали) при высоких температу3рах (свыше 7230С)
имеют
структуру чистого аустенита (на диаграмме область АЕSG). Кристаллическая
решетка аустенита – гранецентрированный куб. Аустенит, обладающий высокой
пластичностью (δ =40-50%) и низкой твердостью (НВ 170-200), хорошо поддается
горячей обработке давлением (ковке, штамповке и прокатке). На диаграмме
обозначается буквой А.
Феррит – твердый раствор углерода в α- железе. В феррите очень мало углерода
(до 0,02%).Техническое железо имеет структуру чистого феррита (на диаграмме
область GРQ)/ Кристаллическая решетка феррита – объемно-центрированный куб.
Феррит обладающий высокой пластичностью и низкой твердостью (δ =40-50%;НВ120), хорошо поддается обработке в холодном состоянии ( волочению, штамповке).
Чем больше феррита в сплавах, тем они мягче и пластичнее. На диаграмме феррит
обозначается буквой Ф.
Цементит – самая твердая (НВ800) и хрупкая (δ =0% ) составляющая
железоуглеродистых сплавов). Представляет собой химическое соединение железа
и углерода (карбид железа Fe3 С), содержащее 6,67% углерода. Кристаллическая
решетка цементита сложная. Сплавы из чистого цементита на практике не
применяют. Чем больше цементита в железо-углеродистых сплавах, тем они
тверже и хрупче. На диаграмме цементит обозначается буквой Ц.
Перлит – механическая смесь феррита и цементита, содержащая 0,83% углерода.
Перлит образуется при перекристаллизации (разложении) аустенита при
температуре 7230С (на диаграмме линия РК). Распад аустенита на перлит
называется эвтектоидным
превращением, а перлит эвтектоидом. Перлит
присутствует во всех железоуглеродистых сплавах при температуре ниже
7230С, обладающий высокой прочностью (σв до 80 кг/ мм2) и твердостью (НВ200).
На диаграмме перлит обозначается буквой П.
Ледебурит – механическая смесь аустенита и цементита, образующаяся при
кристаллизации жидкого сплава с содержанием углерода 4,3% при постоянной
температуре 11470С (точка С на диаграмме ). Ледебурит - единственный – из всех
железоуглеродистых сплавов, который при постоянной температуре с
образованием механической смеси. Такая кристаллизация называется
эвтектической, а ледебурит эвтектикой . Ледебурит обладает большой
хрупкостью и высокой твердостью (НВ700), хорошими литейными свойствами.
Ледебурит содержится во всех высокоуглеродистых сплавах, называемых белыми
чугунами. На диаграмме ледебурит обозначается буквой Л.
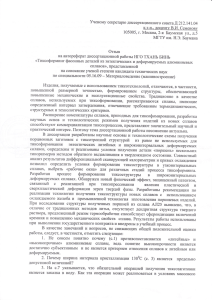
Линия АСD – линия ликвидус – изображает температуру начала затвердевания
сталей и чугунов. Выше этой температуры сплав полностью расплавляется, т.е.
переходит в жидкое состояние (на диаграмме обозначается буквой Ж).
Лини АЕСF – линия солидус – изображает температуру окончания затвердевания
и начала плавления сталей и белых чугунов. Между линиями ликвидус и солидус
сплавы находятся в жидко-твердом состянии.
Рис.2.
Практическое использование диаграммы состояний.
Сталями называются железоуглеродистые сплавы, содержащие углерода, в
которых не превышает 2,14%. Стали с содержанием углерода до 0,8% называются
доэвтектоидными, 0,8% эвтектоидными и больше 0,8 заэвтктоидными.
Чугунами называются сплавы железа с углеродом, содержащие углерода
более 2,14%.
Чугуны, содержащие менее 4,3% углерода
называются
доэвтектическими, содержащие 4,3% -эвтектическими и более 4,3% заэвтектическими.
Первичная кристаллизация сплавов системы железо — углерод начинается по
достижении температур, соответствующих линии АВCD (линия ликвидус), и
заканчивается при температурах, образующих линию AHJECF (линия солидус).
При кристаллизации сплавов по линии АВ из жидкого раствора выделяются
кристаллы твердого раствора углерода в α-железе (δ-раствор). Процесс
кристаллизации сплавов с содержанием углерода до 0,1% заканчивается по линии
АН с образованием α (δ)-твердого раствора. На линии HJB протекает
перитектическое превращение, в результате которого образуется твердый раствор
углерода в γ I железе, т. е. аустенит. Процесс первичной кристаллизации сталей
оканчивается по линии АНJЕ.
При температурах, соответствующих линии ВС, из жидкого раствора
кристаллизуется аустенит. В сплавах, содержащих от 4,3% до 6,67% углерода, при
температурах, соответствующих линии CD, начинают выделяться кристаллы
цементита первичного. Цементит, кристаллизующийся из жидкой фазы,
называется первичным.
В точке С при температуре 1147 °С и концентрации углерода в жидком
растворе 4,3% образуется эвтектика, которая называется ледебуритом. Процесс
первичной кристаллизации чугунов заканчивается по линии ECF образованием
ледебурита.
Таким образом, структура чугунов чуть ниже 1147 "С будет: доэвтектических —
аустенит + ледебурит, эвтектических — ледебурит и заэвтектических —
цементит (первичный) + ледебурит.
Превращения, происходящие в твердом состоянии, называются вторичной
кристаллизацией. Они связаны с переходом при охлаждении γ -железа в α-железо
и распадом аустенита.
Линия С'S'соответствует температурам начала превращения аустенита в феррит.
Ниже линии GS сплавы состоят из феррита и аустенита.
Линия ES показывает температуру начала выделения цементита из аустенита
вследствие уменьшения растворимости углерода в аустените с понижением
температуры. Цементит, выделяющийся из аустенита, называется вторичным
цементитом.
В точке S при температуре 727 °С и концентрации углерода в аустените 0,8%
образуется эвтектоидная смесь, состоящая из феррита и цементита, которая
называется перлитом. Перлит получается в результате одновременного выпадения
из аустенита частиц феррита и цементита.
Точка Р соответствует максимальной растворимости углерода в α -железе при
температуре 727 °С; она составляет 0,02%С.
Линия PQ показывает на уменьшение растворимости углерода в феррите при
охлаждении и выделении цементита, который называется третичным
цементитом.
Следовательно, сплавы, содержащие менее 0,006% углерода (точка 0, являются
однофазными и имеют структуру чистого феррита, а сплавы, содержащие
углерод с 0,006% до 0,02%, состоят из феррита цементита третичного и
называются техническим железом.
Закрепление учебного материала
Задание 11.1.
1.Используя учебный материал № 6, заполните таблицу.
Структурные
составляющие
Определение
составляющих
Область на Соответствие
диаграмме температуры
t0С
Содержание
углерода
Свойства
сплава
1.Аустенит
2.Феррит
3.Цементит
4.Перлит
5.Ледебурит
Задание 11.2.
2 .Дайте определения сталей и чугунов и запишите в тетрадь
3. На какой линии, и при каких температурах, изображенных на графике
показаны процессы начала и окончания затвердевания сталей и чугунов.
Проверка степени усвоения материала
Задание11.2- 12.2.
1.Используя Диаграмму состояния системы «железо- цементит» укажите
стрелками соответствие линии, сплава и температуру.
Линия ВС
Ледебурит
Линия СД
Феррит+аустенит
11470С
Линия ЕСF
аустенит
Линия GS
Цементит II
7270
Линия ЕS
Цементит III
Линия РQ
Перлит
Тема 15. Способы получения железоуглеродистых сталей
Учебный материал 15.
Производство стали.
На металлургических заводах сталь получают из жил кот передельного
чугуна с добавкой стального лома и кислородных конвертерах, мартеновских и
электрических дуговых печах. На машиностроительных заводах СТИЛЬ плавят из
стального лома с добавкой твердого передельного чугуна в мартеновских,
электрических душных и индукционных печах. В процессе плавки во все плавильные
агрегаты добавляют флюсы для осуществления окислительно-восстановительных
реакций и защиты расплавленного металла от воздействия воздушной среды.
По сравнению с чугуном в стали содержится меньше углерода и примесей
кремния, марганца, серы и фосфора. Следовательно, чтобы из чугуна получить
сталь, надо удалить значительную часть углерода и примесей, что делают путем
окисления этих элементов. В процессе плавки окислы элементов удаляют из стали
вместе со шлаком. И в конце плавки из расплавленной стали отбирают
растворившийся в ней кислород - сталь раскисляют. Раскислителями служат
ферросплавы.
Сталь, выплавленную в конвертерах и мартеновских печах, по степени
раскисления подразделяют на кипящую, спокойную и полуспокойную.
Кипящей называют сталь, раскисленную только марганцем, т е. неполностью
раскисленную. При разливке и охлаждении такой стали из нее выделяются
пузырьки газов, которые создают впечатление. Стоимость кипящей стали меньше,
чем спокойной и полуспокойной сталей, что объясняется меньшим расходом
раскислителей при плавке и меньшим количеством отходов металла при
прокачке. Кроме того, кипящая сталь лучше прокатывается штампуется. Листовой
металл для глубокой вытяжки, сварные трубы делают из слитков кипящей стали.
Кипящие стали выпускаются только малоуглеродистые стали.
Спокойная сталь разливается полностью раскисленной. Спокойная сталь содержит
меньше растворенных газов. Она более однородна по составу, чем кипящая сталь,
поэтому обладает более высокой прочностью. используют преимущественно для
изготовления тяжелонагруженных деталей машин ответственного назначения.
Полуспокойная сталь
по степени раскисления занимает промежуточное
положение между кипящей и спокойной. Раскисляется неполностью марганцем и
частично кремнием. Применяют такую сталь ограниченно при производстве
листового металла и профилей прката, обладающих требуемой прочностью.
Полуспокойными выпускают только малоуглеродистые стали (с содержанием
углерода не выше 0,2%).
Для производства стали применяют печи:
1. Кислородный конвертер представляет собой стальной сосуд грушевидной формы,
выложенный изнутри огнеупорными материалами. В конвертер сначала загружают
стальной лом в количестве до 20% от массы плавки и разогревают лом газовой
горелкой. Затем заливают жидкий чугун и добавляют флюсы (известь и железную
руду) для образования шлака, после чего через водоохлаждаемую медную трубу
(фурму 5) в горловине конвертера вдувают кислород под давлением около 1 МПа
(10 кг/см2). При продувке кислородом происходит интенсивное окисление кремния,
марганца, углерода и частично железа. Окислы переходят в шлак и удаляются из
конвектора. Температура металла в конвекторе повышается до 16500С. Общая
продолжительность одной плавки 45 минут. В настоящее время мощность
кислородных конверторов составляет 500 т.
Рис.5.
1.- конвертер, 2.- перерабатываемый металл, 3.- зонт, 4.напряавляющая для опускания и подъема
фурма, 5- водоохлаждаемая фурма.
Мартеновская печь представляет собой сложный металлургический агрегат,
состоящий из двух этажей: нижнего и верхнего. На верхнем этаже находится
специальная ванна, выложенная из огнеупорного кирпича, в которой ведется
плавка. На нижнем этаже расположены четыре камеры – генераторы 8,8/,10,10/,
Стены которых выложены огнеупорной кладкой в виде решеток.
Рис.6.
Схема мартеновской печи: 1.- расплавленный металл, 2.- свод, 3.- загрузочное окно,
4.- расплавленный шлак, 5.-под, 6,6/-каналы для подвода газа и отвода продуктов горения , 7,7/каналы для подвода воздуха и отвода продуктов горения, 8,8/ -газовые регенераторы, 9- рабочий
уровень площадки, 10,10/- воздушные регенераторы, 11- перекидные клапаны, 12- дымовая
труба.
Процесс плавки длится 5-7 часов; вместимость печей 900 тонн стали.
В мартеновских печах плавят качественные углеродистые и легированные стали,
из которых изготовляют различный прокат различных профилей, трубы, балки и
другие изделия.
Рис.7.
Схема трехфазной дуговой электрической печи
1-вторичные обмотки печного трансформатора, 2-свод, 3огнеупорный кирпич, 4- ванна металла, 5- электроды.
Дуговая электросталеплавильная печь имеет цилиндрическую форму и состоит из стального кожуха, выложенного
изнутри огнеупорным кирпичом 3. Сверху печь накрывается
крышкой, называемой сводом 2. Через специальные отверстия в
своде в печь опускают три графитовых электрода 5 (по числу
фаз
трехфазного электротока) и включают ток. Между
электродами и металлом в печи возникает электрическая
дуга, которая создает высокую температуру, и шихта
плавится. Дальше процесс ведется так же в мартеновских печах.
Качество стали, выплавленной в дуговых электрических печах, выше, чем
качество в конвертерной и мартеновской сталей, что достигается следующим:
меньшей насыщенностью газами О2. N2, Н2 и др., так как в электрической печи
отсутствуют газовая окислительная атмосфера и продукты горения; применением
более химически активного шлака, с которым лучше удаляются вредные примеси.
В дуговых электрических печах можно выплавлять высококачественные
легированные стали, содержащие тугоплавкие элементы,— вольфрам, молибден,
ванадий.
В настоящее время большинство сортов специальных сталей выплавляется в
электрических печах, вместимость которых колеблется от 1 до 100 т.
Индукционная печь (рис. 20) представляет собой многовитковый спиральный
индуктор 2, выполняемый обычно из медной водоохлаждаемой трубки. Внутри
индуктора помещается огнеупорная футеровка в виде тигля 3, куда
закладывается строго дозированный по расчету металл. На индуктор подается
переменный ток, который создает вокруг него магнитное поле. Магнитный поток
пронизывает металл и возбуждает в нем мощные вихревые токи, которые
нагревают металл до высоких температур. Шлак, не обладающий магнитной
проницаемостью, нагревается от металла;
В результате температура шлака ниже температуры металла.
Следовательно, при плавке в индукционной печи шлак малоактивен,
окислительно-восстановительные реакции затруднены. Поэтому плавку в
индукционной
печи
ведут
преимущественно
методом
переплава
высоколегированных сталей. При переплавке лидирующие элементы не выгорают,
химический состав металла при плавке почти не изменяются. Шлак служит
защитным слоем от окисления и погашения газов из воздуха. Качество стали
получается очень высокое. Расход электроэнергии 700-900 кВ· ч/т.
Закрепление учебного материала
Задание 15.1.
1.Исползуя учебный материал запишите в тетрадь определения:
1.1.Какие стали по степени раскисления называются кипящими?
1.2.Какие стали по степени раскисления называются спокойными?
1.3.Какие стали по степени раскислекния называются полуспокойными?
Проверка степени усвоения материала
Задание 15.2.
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите
правильные.
1. На металлургических заводах сталь получают:
а) из железной руды с добавлением флюса;
б) передельного чугуна с добавлением железной руды;
в) передельного чугуна с добавлением стального лома и флюса.
2.Кипящая сталь раскислена:
а) только марганцем и кремнием;
б) только марганцем;
в) только частично кремнием.
3.Спокойную сталь используют для изготовления:
а) листовой металл, сварные трубы;
б) листового металла и профилей металла, обладающие требуемой прочностью;
в) тяжелонагруженных деталей машин ответственного назначения.
4. Углеродистые и легированные сталь выплавляют в печах:
а) электрических печах;
б) доменных печах;
в) индукционных печах.
5.Вместимость мартеновской печи составляет:
а) вместимость 350- 400 т.;
б) вместимость 850-900 т.;
в) вместимость от 1 до 100 т.
Результат 3: Объяснить классификацию чугунов, сталей их получение и
применение.
Тема 16. Классификация чугунов, маркировка и область применения.
Учебный материал 16.
Виды чугунов
Сплавы железа и углерода, в которых содержат углерода более 2,14%, называются
чугунами. Чугуны классифицируют по структурному признаку в зависимости от
того, в каком состоянии находится з них углерод.
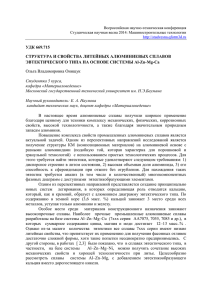
Рис.3. Микроструктура чугунов с графитом:
а - серый перлитный; б - высокопрочный ферритно-перлитный;
в - ковкий ферритный
Белые чугуны. Весь углерод находится в связанном состояниив цементите. Чугуны получили свое название По виду излома он матово-белый.
Чугуны, в которых весь углерод или его часть находятся в
метал-лической матрице в свободном состоянии - в виде
графита, подразделяются на три |типа в зависимости от формы
графито-вых включений.
Серые чугуны. Форма включений графита -пластинчатая (рис. 1,
а), из|лом - темно-серый.
Высокопрочные
чугуны.
Форма
графита-шаровидная
(глобулярная) (рис.1, б).
Ковкие чугуны. Графит имеет хлопьевидную форму (рис. 1,в).
Свободный
углерод
в
чугуне
может
выделяться
непосредственно из жидкости при очень медленном охлаждении
или в результате распада цементита:
Fe3C-^3Fe + С.
Этот распад может проходить полностью или частично, в
последнем случае в структуре наряду с графитом присутствует
цементит.
В зависимости от количества связанного в цементите углерода I Ссв
меняется структура металлической основы.
L
При Ссвяз от 0 до 0,02% матрица ферритная. Имеем чугуны на (ферритной
основе. Их структура феррит + графит.
При Ссвяз = 0,8% структура матрицы перлит. Это перлитные чугуны со
структурой перлит + графит.
При Ссвяз от 0,02 до 0,8% чугуны феррито-перлитовые, со структурой феррит +
перлит + графит.
Процесс графитизации и, таким образом, структура чугуна определяются
химическим составом чугуна и скоростью охлаждения отливки. Обязательным
компонентом чугунов является кремний,
который наряду с углеродом
способствует более полному прохождению процесса графитизации.
Серые чугуны обладают наименьшей прочностью, достаточно хрупкие . Получают
их из литейных чугунов с добавкой в состав шихты чугунного лома. Химический
состав серых чугунов ( % ): углерод 2,8 – 3,5, кремний 1,5-2,8, марганец 0,4-0,8,
фосфор 0,2-1, сера 0,08-0,12. Применяют серые чугуны для производства отливок
деталей различных машин и механизмов, чугунных труб, санитарно-технического
оборудования. Серые чугуны маркируются буквами СЧ (серый чугун) и цифрами,
которые указывают предел прочности при растяжении 20 кг/ мм2 (200МПа).
Пример, СЧ20.
Серые чугуны применяют для изготовления отливок станин, поршней цилиндров,
зубчатых колес и др. Ферритные и ферритноперлитные(СЧ, СЧ15, СЧ18),
обладающие меньшей прочностью- для менее загруженных деталей; перлитные
(СЧ30, СЧ35)-для более нагруженных деталей.
Высокакпрочн6ые чугуны получают при модификации чугунов перед заливкой
небольшого количества магния и редкоземельных элементов – церия, лантана,
неодима, или их смеси. Под воздействием магния графит приобретает шаровидную
(глобулярную) форму.
Шаровидная форма графита обеспечивает высокие
механические свойства чугуна (прочность на растяжение и пластичность).
Маркируют чугуны буквами ВЧ – высокопрочный чугун, после буквы две цифры
указывают предел прочности при растяжении, вторая - относительное удлинение
(%). Например: ВЧ60-2 σВ=600 МПа, δ=2%.
Чугун ВЧ45-0, для которого пластические свойства не гарантируются,
применяются для изделий, не испытывающих ударных нагрузок.
Чугун ВЧ50-1,5 и ВЧ60-2 имеет перлитную металлическую основу, чугун
ВЧ50-5 – ферритно-перлитную и ВЧ40 -10 ферритную.
Высокопрочные чугуны легируют хромом, никелем, молибденом, титаном,
алюминием с целью получения особых свойств: жаростойкости, антифрикцонности,
коррозионностойкости и.т. д.. Изготовляют коленчатые валы, крышки цилиндров,
деталей прокатных станов, детали насосов и т. д.
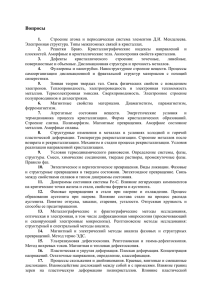
Рис.4. Режимы отжига белого чугуна на ковкий
Ковкие чугуны получают из белых чугунов
путем графитизирующего отжига (томление).
Отжиг проводится в две стадии. Сначала
отливки белого чугуна нагревают в течение
20-25 ч до температуры 950-970 °С. Во время
выдержки (15 ч) при этой температуре протекает
первая стадия графитизации, т. е. распад
цементита, входящего в состав ледебурит»
(A+Fe3C), и установление стабильного равновесия аустенит + графит, В результате
распада цементита образуется хлопьевидный графит. Затем отливки медленно
охлаждают (в течение 6—12 ч) до температуры 720°С. При охлаждении происходит
выделение из аустенита вторичного цементита и рост графитных включений. По
достижении температуры 720°С дают вторую длительную выдержку, при которой
происходит распад цементита, входящего в перлит, на феррит и графит. Вторая
стадия графитизации длится около 30 ч, и после ее завершения структура чугуна
состоит из графита и феррита. Излом ферритного чугуна бархатисто-черный ввиду
большого количества графита.
Если вторую стадию графитизации не проводят, то получают ковкий чугун со
структурой графит + перлит. Излом такого чугуна светлый.
Для ускорения отжига белого чугуна на ковкий принимают paзличные меры:
чугун модифицируют алюминием (реже бором висмутом), повышают
температуру нагрева перед разливкой, проводят перед отжигом закалку,
повышают температуру первой стадии графигизации до 1080°С и т.д.
Маркируют ковкие чугуны буквами КЧ - ковкий чугун и цифрами. Первые
цифры обозначают предел прочности при растяжении, вторые - относительное
удлинение (%). Например: КЧ45 σВ=450 МПа, δ=6%.
Из ковкого чугуна изготавливают картер заднего моста, чашки|
дифференциала, тормозные колодки, ступицы колес для автомобилей и др.
Закрепление учебного материала
Задание 16.1.
1. Используя учебный материал продолжите определение:
Чугун-это___________________________________________________________
2. Заполните таблицу.
Марка чугуна
Предел прочности Относительное
при растяжении, удлинение, %
кг/мм2
Твердость НВ
Применение
СЧ10
СЧ35
ВЧ45-0
ВЧ50-5
ВЧ40-10
КЧ 45-6
КЧ-60
Проверка степени усвоения материала
Задание 16.2.
В каком состоянии находится углерод в чугунах? Зарисуйте в тетради формы
графита в чугуне.
- в сером чугуне-________________
- в высокопрочном чугуне_________________
- в ковком чугуне___________________
Тема 17. Классификация углеродистых сталей.
Учебный материал 17.
Классификация сталей.
Стали классифицируются по ряду признаков:
o по химическому составу;
o по качеству;
o по назначению;
o по видам термической обработки;
o по способам поставки.
По химическому составу стали подразделяют на углеродистые и легированные.
В основе классификации сталей по качеству положено содержание в них
вредных примесей — серы и фосфора.
Допустимое содержание серы и фосфора следующее:
o стали обыкновенного качества — соответственно 0,05 и 0,04%;
o качественные стали — 0,04 и 0,035%;
o высококачественные стали — 0,025 и 0,025% (обозначаются буквой
«А» в конце марки);
o особо высококачественные стали — 0,015 и 0,025% (буква «Ш» в
конце марки).
Углеродистые стали обыкновенного качества различаются по способам
поставки, они могут поставляться:
1.
по механическим свойствам без уточнения химического состава;
2.
по химическому составу,
3.
с гарантированным химическим составом и механическим
свойствам
В зависимости от химического состава стали делятся:
1. на углеродистые и легированные;
Углеродистые стали производят обыкновенного качества, качественные и
высококачественные; легированные — качественные, высококачественные
(выплавка в электропечах) и особо высококачественные (электрошлаковый
переплав).
Содержание углерода легло в основу классификации сталей по виду
термической обработки и назначению:
улучшаемые — стали с содержанием углерода до 0,3-0,5% — среднеуглеродистые
(типичная термическая обработка — закалка + высокий отпуск);
цементуемые — стали с содержанием углерода до 0,3% — низкоуглеродистые;
пружинные — стали с содержанием углерода 0,5—0,7%, они предназначены для
изготовления упругих элементов, их подвергают закалке и среднему отпуску;
инструментальные — стали с содержанием углерода более 0,7% их подвергают
закалке и низкому отпуску.
По назначению стали делят на конструкционные, инструментальные и
специальные.
Закрепление учебного материала
Задание 17.1.
1.Используя учебный материал заполните пустые рамки:
Углеродистая сталь
По химическому
составу
По качеству
По назначению
По виду термической обработки
По способам
поставки
Проверка усвоения материала
Задание 17.2.
Вычеркните лишнее для указанного вида сварки
А) Улучшаемые стали содержат углерода:
0,5-0.8 % , 0,3-05%, 0,5 – 0,7
Б) Высококачественные стали содержат серы и фосфора:
0,04 и 0,035%; 0,015 и 0,025%; 0,05 и 0,04%;
Тема урока 18. Конструкционная углеродистая сталь, ее свойства,
маркировка и применение.
Учебный материал 18.
Углеродистая конструкционная сталь подразделяется на сталь обыкновенного
качества (ГОСТ 380-71) и качественную (ГОСТ 1050-74)
Углеродистые конструкционные стали обыкновенного качества наиболее
дешевы. Эти стали содержат повышенный процент вредных примесей серы
(мартеновская до 0,055% и бессемеровская до 0,060%) и фосфора
(мартеновская до 0,045% и бессемеровская до 0,080%).
В зависимости от назначения стали обыкновенного качества подразделяются на
три группы — А, Б, и В.
Стали всех групп с номерами 1 - 4 изготавливаются кипящие (К П ) ,
спокойные (СП) и полуспокойные (ПС); с номерами 5- 6
полуспокойные (ПС) и спокойные (СП).
В зависимости от нормируемых показателей сталь каждой группы делится на
категории:
группа А — категории 1, 2, 3;
группа Б — категории 1,2;
группа В — категории 1, 2, 3, 4, 5, 6.
Нормируемые показатели:
группа А: первая категория — σвδ,;
вторая категория — σВ,δ, σизг;
третья категория — σВ,δ,σизг.;
группа Б: первая категория —r%С, %Mn, %Si, %S, %P, %As, %Nвторая категория - %С, %Mn, %Si, %S, %P, %As, %N, %Cr, %Ni, %Cu;
группа В: первая категория — химический состав и σВ,δ,σизг.;;
вторая категория — химический состав и σВ,δ,σизг.,σт;
третья
категория
химический
состав
и
σВ,δ,σизг.,σт
KCU
при +20
четвертая
при -20
категория
—
химический
состав
и
σВ,δ,σизг.,σт
,
KCU
пятая категория — химический состав и σВ,δ,σизг.,σт KCU
при - 20°С, KCU после старения;
нлестая категория — химический состав и σВ,δ,σизг.,σт, KCU
после старения.
Группа А — стали обыкновенного качества, доставляемые по механическим
свойствам без уточнения химического состава. Стали этой группы маркируются
буквами Ст и цифрами 0, 1, 2, 3, 4, 5 6. Чем больше число, тем выше прочность
стати.
Для
обозначения
категории
к
маркировке
в
конце
добавляют
номер
категории
(первую
категорию
не
указывают).
Например
С3пс2, СтЗ.
Стали группы А используются в состоянии поставки без после»! дующей
горячей обработки давлением и термической обработки.
Группа Б — стали, поставляемые с гарантируемым химическим составом. Их
маркируют индексом Б, буквами Ст и цифрами О, Л
2, 3, 4, 5, 6. Чем больше цифра, тем выше содержание углерода. И
конце маркировки указывается номер категории, например БСт1,
БСт2-2, БСтЗкп.
Группа В — стали, поставляемые с гарантируемым химическим составом. Их
маркируют индексом В, буквами Ст и цифрами 1, Д
3, 4, 5. В конце марки добавляют цифру, указывающую номер категории.
Например, ВСт2-2, ВСтЗкп-4.
Стали групп Б и В можно подвергнуть горячей обработке давлением и
термической обработке (нормализации, закалке и отпуску),
Стали обыкновенного качества применяют для изготовления строительных
конструкций, арматуры и неответственных деталей машин, их поставляют в
виде проката: балок, швеллеров, прутков, листов, труб и т.д.
Качественные углеродистые стали маркируют цифрами 10, 20,1 45 и т.д.,
которые показывают среднее содержание углерода в сотых долях процента.
Стали с малым содержанием углерода 08, 10, 15, 20 имеют относительно
низкую прочность (σ в = 330 — 420 МПа) и высокую пластичность (δ = 25 —
32% и ψ = 55 — 60%). Эти стали xopoшо свариваются и штампуются.
Стали марок 25, 30, 40, 45, 50 имеют более высокую прочность; (σв= 460 — 640
МПа) при пониженной пластичности (δ = 23 — 14%, ψ = 50 -40%).
Стали марок 10, 15, 20, 25, 30, 35, 40, 45, 50 применяют также в виде
калиброванных холоднотянутых прутков и проволоки точных размеров. В
результате наклепа повышается прочность, но снижается пластичность.
Автоматные стали. Содержат повышенное содержание серы (до 0,15-0,3%) и
фосфора (3,05—0,15%). Из-за повышенного содержания серы и фосфора
автоматные стали хорошо обрабатываются резанием и при этом получается
высокое качество поверхности. Автоматные стали маркируются буковой А и
цифрами, которые указывают содержание углерода в сотых долях процента,
например А12, добавляется буква Г, например А30Г.
Автоматную сталь добавляют для изготовления болтов, гаек, винтов и т.д.
Для фасонного литья, особенно в транспортном машиностроении, применяют
углеродистые стали, которые маркируют цифрой, указывающей среднее
содержание углерода в сотых долях процента, и буквой Л – литая, например, 15Л,
40Л.
Закрепление пройденного материала
Задание 18.1.
1.Используя учебный материал 11 заполните схему «Классификация
конструкционных углеродистых сталей»
Углеродистая сталь
2.Изучив учебный материал 11 ответьте письменно на следующие воросы:
-На какие
группы и категории подразделяются углеродистая сталь
обыкновенного качества?
- Каким образом маркируются углеродистые качественные стали?
-Для изготовления, каких изделий применяется автоматная сталь?
-Какие марки сталей применяют для фасонного литья?
Проверка степени усвоения материала
Задание 18.2.
1.Составте характеристику следующим маркам углеродистых сталей:
Ст3пс2; БСт3кп-4;сталь 15;35Г; ВСт2-2; А30Г; 14Л.
Тема 19 . Инструментальная сталь, ее свойства, маркировка и применение.
Учебный материал 19.
Углеродистые инструментальные стали выплавляются в мартеновских печах,
содержат от 0,7-1.35% углерода. Такие стали подразделяются на качественные и
высококачественные.
Высокая твердость сталей достигается только за счет мартенситного
превращения. Твердость мартенсита зависит от концентрации в нем углерода.
Инструментальные качественные стали изготовляют марок: У7, У8, …У13.
Число в обозначении указывает на среднее содержание углерода в десятых долях
процента.
К марке инструментальных высококачественных сталей добавляют букву А:
У7А, У8А,... У13А.
Углеродистые инструментальные стали не обладают достаточной
прокаливаемостью (так, при закалке в воде сталь У7 не получает сквозной
твердости даже в сечении с поперечным размером 12 мм, а прокаливаемость стали
У12 менее 20мм). Из них можно изготовлять только инструменты небольших
размеров. Кроме того, закалка этих сталей производится с охлаждением в воде.
Это определяет высокую вероятность коробления или даже трещин.
Из углеродистых инструментальных сталей изготовляют разнообразные
слесарные инструменты, подвергаемые термической обработке. Из сталей марок
У7А, У8, У8А делают зубила, молотки, штампы, измерительный инструмент; из
стали марок У8, У8А – ножи и ножницы по металлу, кернеры, ролики, труборезов.
Стали марок У10А, У11, У11А, У12, У12А применяют для изготовления
инструментов, обладающих высокой твердостью: напильников, шаберов,
ножовочных полотен для механических ножовок.
Закрепление учебного материала
Задание 19.1.
Изучив учебный материал 12 составите схему:
Углеродистая инструментальная
сталь
Классификация по качеству
Обозначение сталей
Применение
Проверка степени усвоения материала
Задание 19.2.
1.Продолжите: Число в марке инструментальной
обозначает_______________________________________.
углеродистой
2.Составте характеристику следующим маркам стали: У9, У12А.
3.Определите, какие стали содержат меньше серы и фосфора У7 или У7А.
стали
Тема 20. Классификация легированных сталей. Влияние легирующих
элементов на свойства стали.
Учебный материал 20.
Элементы, специально вводимые в сталь в определенных концентрациях с
целью изменения ее строения и свойств, называются легирующими элементами.
Стали, в которые добавляют легирующие элементы, называются
легированными.
Каждый легирующий элемент обозначается буквой: Н — никель; X — хром; К
— кобальт; М — молибден; Г — марганец; Д — Медь; Р — бор; Б — ниобий; Ц —
цирконий; С — кремний; П — фосфор; Ч — редкоземельные металлы; В —
вольфрам; Т — титан; Т - ванадий; Ю —алюминий.
Первые цифры в маркировке конструкционных сталей показывают среднее
содержание углерода в сотых долях процента. Цифры, идущие после букв,
указывают среднее содержание данного легирующего элемента.
Если содержание элемента равно примерно 1%, то цифра отсутствует. В
высококачественных сталях в конце обозначения ставят букву А. Например, сталь
состава 0,28-0,35% С; 0,8-1,1% Сr; 0,9-1,2% Ми; 0,8-1,2% Si будет обозначаться
ЗОХГС.
Маркировка сложнолегированных инструментальных сталей несколько
отличается от маркировки конструкционных сталей. Например, сталь Х12М
содержит 1,45-1,70% С; 11-12,5% Сг; 0,5-0,8%Мо. Шарикоподшипниковые
стали обозначаются буквой Ш, быстрорежущие — буквой Р.
Опытные марки сталей, не включенные в ГОСТ, обозначаются буквами ЭИ,
ЭП, ДИ и порядковым номером. Например, ЭИ956, ЭИ958, ЭП478, ДИ22, ДИ42
и т.д.
Влияние легирующих элементов на свойства сталей.
Свойства легированных сталей зависит от содержания в них легирующих
компонентов.
Никель и хром улучшает механические свойства, повышают жаростойкость и
коррозионную стойкость сталей.
Вольфрам повышает твердость, прочность, улучшает режущие свойства
стали при высоких температурах (красностойкость).
Марганец повышает твердость, износостойкость, сопротивление ударным
нагрузкам сталей.
Кремний повышает упругие свойства стали, увеличивает кислостойкость
сталей.
Титан увеличивает жаропрочность и кислостойкость стали.
Молибден улучшает механические свойства при нормальной и повышенной
температурах, несколько повышает свариваемость сталей.
Ванадий улучшает пластические свойства стали, измельчает ее структуру.
Кобальт увеличивает ударную вязкость и жаропрочность сталей.
В промышленных легированных сталях легирующие элементы могут
находиться:
в свободном состоянии (медь и свинец растворяются в стали и находятся в
свободном состоянии в виде металлических включений);
в виде интерметаллических соединений с железом или между собой
(интерметаллические соединения образуют большинство легирующих
элементов при определенных концентрациях, а поэтому чаще всего они
встречаются в высоколегированных сталях).
в виде оксидов и сульфидов ( оксиды образуют все элементы, вводимые в
сталь для раскисления, а сульфиды – элементы, обладающие большим
сродством с серой, чем железо);
в виде карбидов (растворяются в цементе или образуют самостоятельные
карбиды);
в виде раствора в железе (элементы, расположенные в периодической
системе левее железа, могут и растворяться, и образовывать карбиды, а
элементы, расположенные правее железа, образуют с ним только твердые
растворы);
Легированные стали по назначению подразделяются на конструкционные,
инструментальные и стали со специальными свойствами.
Закрепление учебного материала
Задание 20.1.
1.Используя учебный материал 13 составьте таблицу
Название легирующего
компонента
Буквенное обозначение
Придаваемые свойства стали
2. Дополните:
a. легированные стали подразделяются по
назначению:___________________
Проверка степени усвоения материала
Задание 20.2.
1.Вставте пропущенные слова в предложении:
1. …………….повышает режущие свойства стали при высоких температурах;
2. Для придания пластических свойств стали необходимо добавить …………;
3. Чтоб металл не поддавался коррозии введи в него немного ………………;
4. Увеличить жаропрочность, кислотостойкость стали вам поможет элемент
под названием…………………
2.Дайте характеристику данным маркам стали: Х12М, Р12Ф4К5, ШХ15, 15ХСНД.
Тема 21. Конструкционные легированные стали, ее свойства и применение.
Учебный материал 21.
Конструкционные стали (низколегированные стали).
Большинство низколегированных сталей содержат углерода не более 0,6%.
Основные элементы низколегированных сталей – хром, никель, кремний,
марганец. Другие легирующие элементы вводят в небольших количествах, чтобы
дополнительно улучшить ее свойства. Общее количество легирующих элементов у
большинства сталей не превышает 5%.
Конструкционные низколегированные стали после термообработки обладают
наилучшими механическими свойствами.
При маркировке легированных сталей первые две цифры показывают содержание
углерода в сотых долях процента, следующая за ними буква- условное
обозначение легирующего элемента, входящего в сталь. Если количество
легирующего элемента составляет2% и более, то после буквы ставится цифра,
указывающая это количество.
Например, 15Х – сталь содержит 0,15% углерода и до1%хрома, 20Х2Н4А – сталь
содержит 0,20% углерода, около 2% хрома, 4% никеля, высококачественная (А).,
т.е. содержит меньше вредных примесей серы и фосфора.
Конструкционные стали 19Г, 14Г, 17ГС, 14ХГС наиболее широко применяют
при строительстве нефтегазопроводов высокого давления диаметром 820 мм.
Сталь 14Г2 используют для крупных листовых конструкций доменных печей,
пылеуловителей, воздухонагревателей. Сталь 17ГС предназначается для корпусов
аппаратов, нищ, фланцев и других деталей паровых котлов, работающих при
температурах до 4750С.
Хромоникелевые стали 10ХСНД, 15ХСНД используют для сварных ферм,
конструкций мостов, вагонов, рам, аппаратов, сосудов химической
промышленности. Стали 35ХС и 25ГС2С применяют для изготовления арматуры
гладкого и периодического профилей, для армирования
железобетонных
конструкций.
Конструкционные легированные стали широко применяют для изготовления
сварных конструкций, поэтому свариваемость стали – одно из главных свойств.
Для целостности и прочности сварного соединения прежде сего опасны трещины,
которые могут возникать при сварке. Сварочные тещины делят на холодные и
горячие.
Горячие трещины возникают в самом шве в момент его кристаллизации, когда
шов находится в полутвердом состоянии (кристаллы жидкость) и обладает малой
прочностью. Чем большен металл находиться в полутвердом состоянии, тем
больше опасность возникносвенния горячих трещин. Углерод расширяет интервал
кристаллизации и тем самым способствует образованию горячих трещин,
холодные трещины возникают в результпте мартенситного преворащения. Углерод
повыцшает склонность стали к образованию холодных трещин.
Поэтому содержание углерода в сталях для сварных конструкций не превышает
0,22 – 0,25%.
Рессорно- пружинные стали.
Стали применяемые для изготовления рессор и пружин, должны обладать
высокими пределом упругости и пределом выносливости. Для получения этих
свойств стали подвергают закалке и среднему отпуску при 350-5000С (в
зависимости от состава стали) с целью получения структуры троостита отпуска.
Легированные стали отпускают при более высоких температурах, чем
углеродистые.
Для изготовления пружин и рессор применяют конструкционные стали с
повышенным содержанием углерода 0,5 – 0,7%, дополнительно легированы
кремнием, марганцем и ванадием. Стали 65, 70, 65Г применяют для пружин и
рессор небольшого сечения, испытывающие незначительные нагрузки.
Стали, легированные кремнем (50С2, 55С2, 60С2), имеют более высокий предел
текучести и повышенные упругие свойства, чем углеродистые. Чаще на
изготовление рессор и пружин применяют кремненмарганцовистые (60СГ),
хромованадивые (50ФХА) и более сложнолегированные.
Для болен ответственных изделий, работающих при повышенных температурах
(до 3000С), многократных переменных нагрузках и т. д. Сталь обладает высокой
прокаливаемостью и малой склонностью к росту зерна.
Шарикоподшипниковые стали
Обладают высокой твердостью, износостойкостью и высоким пределом усталости,
так, как
в процессе эксплуатации детали подшипника воспринимают
значительные знакопеременные нагрузки. Поэтому шарикоподшипниковые стали
должны быть чистыми: недопустимо наличие неметаллических включений,
неравномерное распределение карбидов, наличие пор и пузырей.
Обозначаются
шарикоподшипниковые
стали
буквами
ШХ
и
расшифровываются так: шарикоподшипниковая хромистая, цифра указывает
примерное содержание хрома в десятых долях процента.
Для изготовления колец шарико-и роликоподшипников диаметром до 20-25 мм, а
также для изготовления обратных клапанов, валиков топливных насосов
применяют ШХ15 и ШХ15СГ.
Закрепление учебного материала
Задание 21.1.
1. Изучив учебный материал 14:
1. дайте определение низколегированным конструкционным сталям;
2. заполните таблицу.
Название стали
Марка сталей
Требования,
предъявляемые к
свойствам стали
Область применения
сталей
1.Стали для сварных
конструкций
2.Рессорно-пружинные
стали
3.Шарикоподшипниковые
стали
Проверка степени усвоения материала
Задание 21.2.
1.Составте характеристику маркам сталей:10ХСНД, 14ГС2, 50С2, ШХ15СГ.
Пример: 20Х2Н4А
Содержание углерода-0,20%, хроима-2%, никеля 4%, А-высококачественная.
Сталь низкоуглеродистая, низколегированная имеет минимальное содержание
серы и фосфора.
Тема 22. Инструментальные легированные стали.
Учебный материал 22.
Углеродистые и легированные инструментальные стали не обладают
теплостойкостью. Они сохраняют высокую твердость при нагреве лишь до
температуры
около
200°С.
Инструментальные
легированные
стали
подразделются на низколегированные с содержанием легирующих элементов до
5%, и высоколегированные с содержанием легирующих элементов более 10%.
Высокая твердость сталей достигается только за счет мартенситного
превращения. Твердость мартенсита зависит от концентрации в нем углерода,
поэтому содержание его в инструментальных сталях высокое (0,7—1,3%).
Цель легирования заключается в повышении закаливаемости
и
прокаливаемости.
Низколегированные стали 11ХФ, 13Х и др. имеют невысокую прокаливаемость
(до 20 мм), их преимущество перед углеродистыми — улучшенная
закаливаемость. Стали получают высокую твердость 62-64 HRC после закалки в
масле.
Низколегированные инструментальные стали 11Х, 13Х, ХСВГ, 9ХГС,ХВГ
после термообработки обладают высокими показателями, имеют высокую
твердость (62-65 НRС), повышенную износостойкость и теплостойкость(до
200-250 0С), меньшую чувствительность и склонность к перегреву и
короблению при термообработке. Эти стали применяют для изготовления
режущих инструментов и большого сечения, работающих при небольших
скоростях резания: ручных сверил, разверток, гребенок.
Комплексно легированные стали ХВГ, ХВСГ, 9ХС прокаливаются при закалке в
масле в сечениях 20—100 мм, это стали глубокой прокаливаемости.
Быстрорежущие стали. Основная особенность быстрорежущих сталей –
теплостой-кость, они сохраняют высокую твердость при ни греве до температур
свыше 600°С. Это связано со сложным механизмом упрочнения сталей этого
класса, сочетающим мартенситное превращение с последующим дисперсионным
твердением.
Для
достижения
высокой
теплостойкости
необходимо
имей
высоколегированный твердый раствор, в котором затруднена диффузия углерода,
и высокую устойчивость против коагуляции при нагреве упрочняющей фазы. Это
реализуется за счет того, что быстрорежущие стали легированы сильными
карбидообразующими компонентами, которые и образуют карбиды. Основными
легирующими компонентами быстрорежущих сталей являются вольфрам и (или)
молибден, являющиеся химическими аналогами, в их состав также обязательно
входят хром и ванадий. В зависимости от наличия W и Мо стали подразделяются
на вольфрамовые, вольф-рамомолибденовые и молибденовые.
Маркировка быстрорежущих сталей несколько отличается от конструкционных.
Они обозначаются русской буквой «Р» (буква «Р», принятая для обозначения
быстрорежущих сталей — от английского «Rapid» — скорый), цифра после
которой показывает содержание вольфрама в стали. Содержание хрома во всех
быстрорежущих сталях составляет около 4% и в марке не указывается. Не
указыва- ются также ванадий при его содержании до 2% и углерод при
cодержании 0,7—0,9%. Обозначения этих элементов входят в марку
быстрорежущих сталей только при их большем содержании. Покажем это на
примере наиболее распространенных сталей. Сталь Р18 содержит 18%W, сталь
Р6М5 — 6%W и 5%Мо, содержание углерода, хрома и ванадия в этих сталях
находится в указанных пределах.
У быстрорежущих сталей появляются высокие показатели механических
свойств после сложной термической обработки. Из таких сталей изготовляют
сверла, фрезы, долбяки, протяжки, развертки, напильники для твердых металлов и
других инструментов.
К быстрорежущим сталям относятся также стали: высокованадивые Р9Ф5,
Р14Ф4, кобальтовые Р9К5, кобальтово-ванадиевые Р10К5Ф5, Р18К5Ф2 и
вольфрамо-молибденовая
Р9М3.
Эти
стали
обладают
повышенной
теплостойкостью, меньшей хрупкостью. Применяют их для изготовления режущих
инструментов, предназначенных для обработки жаропрочных и нержавеющих
сталей с высокой вязкостью, титановых сплавов и пластмасс.
Стали для измерительного инструмента должны иметь: высокую
износостойкость для того, чтобы инструмент сохранял точные paзмеры и
состояние поверхности, полученные доводкой; коэффициент теплового
расширения,
мало
изменяющийся
при
колебания
температуры;
удовлетворительную вязкость для того, чтобы инструмент не выкрашивался при
случайных ударах в эксплуатации.
Для получения высокой твердости стали для измерительной инструмента
должны обрабатываться на мартенситную структуру.
Для измерительного инструмента применяются стали марок: Х (ШХ15), ХГ,
20, 20Х, 50, 55, 40X13. Для плоскопараллельных мер и калибров применяют
стали X (ШХ15) и ХГ. Сталь ХГ содержит повышенное количество углерода
(1,3—1,5%).
Инструменты из этих сталей для получения однородной структуры
предварительно подвергают нормализации с 850—860 °С и отпуску при 600°С
длительностью 1 ч.
Закалка сталей X и ХГ осуществляется с 840—850°С в масле Более высокий
нагрев при закалке вызывает увеличение количества остаточного аустенита. В
закаленной стали с течением времени происходят превращения, изменяющие
объем и размеры инструмента (старение). Причинами изменений являются
процессы превращения остаточного аустенита в мартенсит и уменьшение
степени тетрагональности решетки мартенсита (распад мартенсита).
Для предупреждения старения измерительные инструменты подвергают
обработке холодом при -70 "С, а затем длительному (24- 60 ч) отпуску при 120—
1300С.
Целесообразно после шлифования производить повторный
отпуск
длительностью 2—3 ч для предупреждения возникновения шлифовочных трещин.
Твердость после указанной обработки 62—64НRC
Скобы, шаблоны, лекала изготавливают из низкоуглеродистых сталей 20, 20Х
или среднеуглеродистых 50, 55. Инструменты из сталей 20 и 20Х подвергают
цементации, закаливают с 790—8100С в масле (сталь 20Х) или в воде (сталь 20).
Отпуск проводят при 150—180°С в течение 2—3 ч. Вследствие незначительной
толщины цементированного слоя (детали из листовой стали) и малого влияния
протекающих в нем превращений на изменения общего объема стали отпуск
большей длительности не требуется.
Закрепление учебного материала
Задание22.1.
1. Изучив учебный материал 14:
1. дайте определение
сталям;
низколегированным
инструментальным
2.Найдите ошибки в таблице, выполните правильное соотношения и
перечертите себе в тетрадь.
Название стали
Марка сталей
Требования,
предъявляемые к
свойствам стали
1. Легированная
сталь для
изготовления
измерительного
инструмента
11Х,
13Х,
ХСВГ,
9ХГС,ХВГ
2.Низколегированная
инструментальная
сталь
Р9Ф5, Р14Ф4,
Р10К5Ф5,
Р18К5Ф2,
Р9М3
Высокая
твердость,
износостойкость
и прочность при
высоких
скоростях
резания и высоких
температурах
Высокая
износостойкость,
высокая
твердость
3. Быстрорежущая
инструментальная
сталь
Х
(ШХ15), Повышенная
ХГ, 20, 20Х, износостойкость,
и
50, 55,
теплостойкость
(до 200-250 0 С)
Область применения сталей
Для изготовления
измерительного инструмента
Для изготовления режущего
инструмента
большого
сечения, работающих при
небольших скоростях резания:
ручных
сверл,
протяжек,
разверток, гребенок
для изготовления режущего
инструмента
предназначенного для
обработки жаропрочных и
нержавеющих сталей с
высокой вязкостью,
титановых сплавов и
пластмасс
Проверка степени усвоения материала
Задание 22.2
1.Составте характеристику маркам сталей: Р10К5Ф5, 9ХГС, ШХ15СГ.
2. Укажите стрелками правильный ответ:
Высокованадивые
Р18К5Ф2
Вольфрамо-молибденоввые
Р9Ф5, Р14Ф4
Кобальтово-ванадиевые
Р9К5,
Тема 23. Высоколегированные стали с особыми свойствами.
Учебный материал 23.
Стали со специальными свойствами. В зависимости от основных свойств стали
подразделяются
коррозионностойкие,
жаростойкие,
жаропрочные
и
износостойкие. Такие стали содержат большое количество легирующих элементов
(10—35%).
Коррозионностойкие нержавеющие стали обладают высокой стойкостью против
электрохимической коррозии. По основным легирующим элементам - хрому и
никелюкоррозионностойкие стали бывают .хромистые и хромоникелевые. В качестве
примера можно привести марки сталей: 12Х18Н9Т, 5Х18Н9, 15Х25Н19С,
15Х17ПЗНЗЮ, 55Х18П4СТ и др. Стали 12Х13, 12Х17, 15Х25Т, 15Х28
относятся к ферритному классу в составе (в пределах марки) по углероду и
хрому резко изменяют ее структуру. Стали 12X13, 12X17, 15Х25Т, 15X28
относятся к ферритному к пассу (их структура — феррит — не меняется при
нагреве). Стали 20X13, 30X13, 40X13 относятся к мартенситному классу.
Коррозионная стойкость сталей с 13% хрома повышается, если весь хром
находится в твердом растворе.
Поэтому, чем больше углерода в сталях XI3, тем более высокой Должна быть
температура закалки, чтобы растворимость хромистых карбидов была более
полной. Наличие карбидов в структуре способствует образованию
микрогальванопар, а следовательно, понижет коррозионную стойкость.
Повысить коррозионную стойкость нержавеющих сталей можно Термической
обработкой.
Коррозионностойкие стали применяют для изготовления арматуры, коллекторов
выхлопных систем, деталей паровых и газовых крыт, деталей химического
машиностроения и т. д.
Жаростойкие стали,. Под жаростойкостью понимают способность металла
сопротивляться окислению при высоких нагрузках, а также
обеспечивать
длительную стойкость деталей в работе при небольших нагрузках, можно
использовать при температурах выше 5000С. Для повышения окалиностойкости
стали легируют элементами, которые существенно изменяют состав и строение
окалины. Такие стали устойчивы против химического разрушения поверхности в
газовых средах. К жаростойким с т а л я м относятся стали марок 25Х23Н7С,
30X24Н12С, 15Х6СЮ, 12X13, 09Х14Н16Б, 15X28. Применяют эти стали для
изготовления клапанов двигателей внутреннего сгорания, лопаток компрессоров,
деталей котельных установок, газовых турбин, труб пароперегревателей и других
деталей, работающих при высоких температурах и небольшом давлении.
Жаропрочные стали. Под жаростойкостью понимают сопротивление металла
ползучести и разрушению в области высоких температур при действии нагрузки.
Жаропрочность характеризуется двумя показателями: условным пределом
ползучести и пределом длительной прочности. Явление ползучести наблюдается
тогда, когда рабочая температура выше температуры рекристаллизации,
действующее напряжение выше предела упругости. К жаропрочным сталям
относятся стали марок 12Х8ВФ, 10Х11Н20ТЗР, 09Х16Н4Б; их применяют для
изготовления деталей турбин, трубопроводов установок сверхвысокого давления и
других деталей.
Износостойкая сталь. Износ деталей в процессе эксплуатации может быть
вызван двумя причинами: трением деталей друг о друга и царапаньем твердых
частиц о поверхность деталей (абразивный износ).
При обычном трении
поверхность металла наклёпывается и сопротивление износу возрастает.
Следовательно, износостойкость определяется способностью металла к наклепу.
В случае абразивного износа, когда твердые частицы, абразивы, вырывают
мельчайшие кусочки металла, стойкость против износа определяется
сопротивлением металла отрыву и твердостью.
Марка стали 110Г13Лвысокомарганцовистая
аустенитная
сталь,
получившая
наибольшее
распространение, содержит в среднем 1,1% углерода и 13% марганца. Такая
сталь очень трудно обрабатывается режущим инструментом, поэтому ее
используют для получения деталей, требующих незначительной механической
обработки. Детали изготовляют методом литья, поэтому в маркировке стали на
конце стоит буква Л. Высокая износостойкость стали 110Г13Л при трении с
давлением и ударами объясняется повышенной способностью к наклепу.
Если при эксплуатации наблюдается только абразивный износ без
значительного давления и ударов, вызывающих наклеп, то сталь не обнаруживает
повышенной износостойкости.
Из износостойкой стали отливают стрелки железнодорожных путей, гусеницы бульдозеров, щеки каменных дробилок, зубья ковшей экскаваторов,
черпаки и козырьки землечерпательных машин, драг и другие детали.
Стали и сплавы с электрическими свойствами.
Элементы электросопротивления должны иметь низкую электропроводность
или высокое электросопротивление. Так как образование твердых растворов при
легировании сопровождается повышением электросопротивления, то все сплавы
высокого сопротивления, как правиле представляют собой твердые растворы.
Различают сплавы реостатные (для изготовления реостатов) окалиностойкие
сплавы высокого электросопротивления (для нагревательных элементов печей и
электроприборов).
Сплавы высокого электросопротивления должны удовлетворять следующим
требованиям:
иметь большое удельное электросопротивление;
иметь
малый
температурный
коэффициент
электросопротивления
(т.е. электросопротивление должно мало изменяться при изменении
температуры);
обладать высокой окалиностойкостью, т.е. способностью противостоять
образованию окалины при высоких температурах.
В качестве реостатных сплавов широкое применение нашли сил* вы меди с
никелем — константан и никелин. Константан соде! жит 40% Ni, 1-2% Мп,
остальное медь; никелин — 45% Ni, остальное медь.
В качестве сплавов высокого электросопротивления примени» сплавы Ni — Сг
(нихромы), Fe — Ni — Сг (ферронихромы) и — Сг — А1 (фехраль) и др.
На свойства сплавов высокого электросопротивления вредне влияние
оказывают такие примеси, как углерод, сера, фосфор т.д. Примеси
способствуют окислению границ зерен и тем сам! уменьшают окаливаемость и
повышают хрупкость
В приборостроении часто требуются сплавы с определенным коэффициентом
линейного расширения, например таким же, как у с юга, равным нулю. Для
удовлетворения этих требований в каждом конкретном случае изготавливают
сплавы строго определенно состава.
Высокопрочные стали
Стали, имеющие предел прочности более 1800—2000 МПа, называются
высокопрочными.
Прочность термически обработанной стали зависит в основном ч содержания
углерода и температуры отпуска. С увеличением концентрации углерода
прочность растет, но при этом сильно снижают пластичность стали.
В качестве высокопрочных широкое применение получили стали с 0,45-0,50%
углерода, дополнительно легированные хромом, ' Молибденом, ванадием и
вольфрамом. После закалки и низкотемпературного отпуска предел прочности этих
сталей достигает 2000— 2200 Мпа при сравнительно удовлетворительной
пластичности и вязкости (δ=10%, Ψ=40%, КС=0,3 МДж/м 2).
Существует большое количество мартенситостареющих сталей, но чаще всего
применяется сталь марки Н18К10М5ТЮ.
Кроме
стали
Н18К10М5ТЮ
применяются
менее
легированные
мартенситостареющие стали типа Н12К8М4Г2, Н9Х12Д2ТБ, прочность которых
несколько ниже 1600-1800 МПа, др.
Маренситностареющие стали в основном применяются в специальном
машиностроении.
Закрепление учебного материала
Задание 23.1.
1.Изучив учебный материал 16 составите таблицу
Название стали
1.
2.
3.
4.
5.
6.
7.
Марки сталей
Свойства стали
область применения
Проверка степени усвоения материала.
Задание 23.2.
1.Оветье на поставленные вопросы:
1.Какие стали называются высоколегированными?
2.Какие основные элементы входят в коррозионные стали?
3.Каким методом получают износостойкие стали и почему?
Результат 4: Термическая обработка железоуглеродистых сплавов
Тема 25-26. Сущность термообработки стали и чугуна и используемое
оборудование.
Учебный материал 25-26.
Цель термообработки – получение в заготовке или детали необходимого
комплекса свойств(механических, физических, химических) за счет образования
необходимой структуры металла. Таким образом, цель – изменение свойств
материала, а не размеров и форм заготовки в отличие от других технологий (литье,
сварка, обработка давлением и резанием) Все виды термической обработки
основаны на перекристаллизации структуры стали и чугуна. Явление
перекристаллизации, происходящее в структурое сталей и чугунов при
определенных температурах, можно проследить по диаграмме состояний железоуглерод.
Термическая обработка может быть разупрочняющей или упрочняющей.
Разупрочняющая – для придания заготовке необходимые технологические свойства
(например, обрабатываемость резанием выше, если твердость и прочность
материала низкие.)
Упрочняющая – для получения необходимых эксплуатационных свойств детали.
Термическая обработка состоит из нагрева до определенной температуры,
выдержке при этой температуре и охлаждения.
Режимы нагрева сталей и чугунов определяются диаграммой «железо —
цементит», а режимы (скорость) охлаждения — диаграммой изотермического
превращения аустенита .
Общее время нагрева складывается из времени нагрева до заданной температуры
и времени выдержки при этой температуре. Время нагрева зависит от многих
факторов.
1. От способа нагрева: пламенная или электрическая печь, соляная,
металлическая или масляная ванна, электролит, токи высокой частоты и т. д.
Тип нагревательного устройства влияет на коэффициент теплоотдачи,
который в основном и определяет скорость нагрева. Этот коэффициент
зависит от природы нагревающей среды, температуры и размеров детали.
2. От массы одновременно нагреваемого металла (садки) и рас
положения деталей в печи.
3. От физических свойств нагреваемого металла: теплопроводности,
теплоемкости и температуропроводности.
Скорость нагрева зависит от химического состава стали (влияющего на
теплофизические свойства стали), структуры стали, конфигурации деталей и от
интервала температур, в котором ведется нагрев.
Скорость нагрева тем больше, чем меньше легирована сталь, однороднее ее
макро- и микроструктура, проще конфигурация деталей и равномернее подвод
тепла к ней, скорость нагрева можно повысить двумя путями: увеличением
коэффициента теплоотдачи при неизменной температуре нагревающей среды;
значительным превышением температуры нагревающей среды над температурой
нагрева детали.
Для увеличения коэффициента теплоотдачи, например, заменяют газовую
нагревающую среду жидкой (электропечь — ванной).
На практике встречаются следующие режимы нагрева:
медленный нагрев деталей вместе с печью. Этот режим применяют при нагреве
литых деталей или больших поковок сложной конфигурации из легированной
стали. Продолжительность нагрева в данном случае велика;
нагрев деталей в печи с постоянной температурой, поддерживаемой на
заданном уровне. Время нагрева меньше, чем в первом случае, но увеличивается
разность температур по сечению;
нагрев детали в печи, имеющей температуру, значительно превышающую ту,
которая необходима для нагрева деталей. Нагрев происходит быстро, но имеется
большой перепад температур по сечению;
нагрев деталей с подогревом в другой печи. В этом случае обе печи
предварительно нагревают до заданной температуры и детали загружают в печь.
Время нагрева меньше, чем в первом случае, и перепад температур по сечению
небольшой.
Время выдержки хв при температуре нагрева необходимо для завершения
процессов структурных превращений по всему объему деталей (иногда для
выравнивания температуры по объему садки).
В основном процесс заканчивается при достижении сердцевиной заданной
температуры нагрева. Обычно время нагрева принимают равным 1/5 от времени
выдержки, исключая особые режимы термообработки.
Скорость охлаждения регулируется средой, в которой происходит охлаждение.
Так, при охлаждении деталей вместе с печью скорость охлаждения составляет
20—30 град/ч. Скорость охлаждения в воде свыше 300 град/с. При охлаждении на
воздухе скорость охлаждения несколько выше, чем при охлаждении с печью.
Превращения при нагреве стали связаны с достижением сплавами критических
точек, т. е. температур, при которых происходят фазовые превращения.
В системе железоуглеродистых сплавов приняты следующие обозначения
критических температур: температура линии PSK обозначается At, температура
линии GS — А3, температура линии ES — Ат.
Чтобы отличить критическую температуру, полученную при охлаждении, от
критической температуры, полученной при нагреве, перед
цифровым индексом при охлаждении ставят букву с (Ас{, Аг 3 ), а
при нагреве — с (Ас { , Ас 3 ).
Рассмотрим «стальной» угол диаграммы Fe—Fe3C (рис. 8). Превращение перлита в аустенит (сталь с содержанием 0,8% С) в полном соответствии с диаграммой Fe—Fe3C может завершиться при
температуре 727 °С при медленном нагреве. Этот процесс протекает
1147
в результате образования зародышей аустенита и последующего их
роста. Так как состав аустенита отличается от составов феррита и цементита, из
которых он образуется, то превращение носит диффузионный характер и
сопровождается перемещением атомов углерода.
Зародыши аустенита возникают на границе раздела
кристаллов феррита и цементита (рис. 69). Так как эта
граница имеет большую протяженность, то превращение
начинается с образования большого числа зародышей.
С увеличением степени перегрева относительно точки
Act перлит с различной скоростью в зависимости от
степени перегрева превращается в аустенит . Так,
повышение температуры с 740 "С до 800 "С приводит к
увеличению
скорости
возникновения
зародышей
аустенита в 280 раз и скорости их роста в 82 раза.
0,006
0,8
2,14!
Рис. 8. «Стальной» угол диаграммы
системы «железо — цементит»
Окончание процесса превращений характеризуется образованием аустенита и
исчезновения перлита.
С повышением температуры нагрева у всех сплавов увеличивается растворимость
углерода в твердом состоянии. Так, линия SЕ показывает, как изменяется
растворимость углерода в аустените при повышении температуры нагревания
стали. При температуре 7230С в аустените растворяется 0,83% углерода (точка Ы),
а при температуре 11470С -2% углерода (точка Е).
Превращения при охлаждении. Изотермическое превращение из аустенита
— т. е. превращение аустенита в перлит — заключается в распаде аустенита на
феррит и цементит:
При температуре А, (рис. 73) аустенит и перлит находятся в равновесии,
так как при этом наблюдается равенство свободных энергий аустенита и
перлита. Для того чтобы превращение аустенита в перлит было устойчивым,
необходимо некоторое переохлаждение, при котором свободная энергия
перлита станет мень! ше, чем свободная энергия аустенита. Превращение идет
при температуре, которая ниже А,.
Наиболее полное представление о превращениях аустенита при различных
степенях переохлаждения дает диаграмма изотермического превращения.
Рис. 9. Диаграмма
изотермического
превращения аустенита
П — перлит; С — сорбит;
Т — троостит; Б — бейнит
Диаграмму изотермического превращения строят в координатах] «температура
— время» (логарифм времени). Левая кривая на диаграмме ранее изотермического
превращения характеризует начало распада аустенита, а правая кривая — конец
распада, а также показывает время, необходимое для полного распада аустенита.
В области левее первой кривой находится переохлажденным аустенит. При
температуре-550°С
существует
область
наименьшей
устойчивости
переохлажденного аустенита. Для углеродистых сталей продолжительность ее
составляет 1—2 с.
При превращении аустенита в перлит, проистекающем между кривыми начала и
конца распада, происходят как диффузионные, так и бездиффузионные
процессы. Диффузионные процессы заключаются в выделении из аустенита
кристаллов цементита и их росте. Вследствие выделения цементита из аустенита
концентрация углерода в нем снижается. При достижении содержания углерода в
аустените, рав-| ного 0,02% (А0,8->А0,02), т. е. растворимости углерода в феррите при
727 °С происходит бездиффузионное превращение аустенита в феррит (А0,02->Ф0,02).
Меняя скорость охлаждения, т. е. степень переохлаждения, мы можем,; влиять
на диффузионные процессы, которые развиваются во времени, но не можем
управлять бездиф-фузионными процессами, происходящими с очень большой
скоростью, практически мгновенно.
Получение более дисперсных структур связано с подавлением в большей или
меньшей степени второй стадии диффузионного процесса — роста (коагуляции)
кристаллов цементита.
Таким образом, структура и свойства продуктов превращения аустенита
зависят от температуры, при которой происходит процесс распада. В том случае,
если превращение происходит при высоких температурах (низкая скорость
охлаждения, малая степень переохлаждения), получается грубая смесь феррита и
цементита (его кристаллы успели вырасти), которая называется перлитом. Понижение температуры превращения вызывает образование смеси более тонкого
строения (меньшая степень роста кристаллов цементита), которая получила
название сорбит. При еще более низкой температуре образуется троостит —
структура более дисперсная.
Таким образом перлит, сорбит и троостит представляют собой ферритноцементитные смеси различной дисперсности, имеющие пластинчатое строение
цементита.
Твердость и прочность ферритно-цементитной смеси прямо пропорциональны
дисперсности фаз; чем дисперснее структура, тем иыше твердость и прочность.
В случае очень высокой скорости охлаждения удается полностью подавить
диффузионные процессы, происходит только бездиффузионное превращение,
которое называется мартенситным и будет Рассмотрено ниже. Горизонтальная
линия М — температура начала этого превращения; Мк — температура конца.
При температурах, когда диффузия атомов железа сильно замедляется, а атомов
углерода протекает сравнительно легко (скорость охлаждения выше, чем при
образовании троостита, но недостаточна для получения мартенсита), происходит
промежуточное — бейнитное — превращение, для которого характерны
особенности как перлитного, так и мартенситного превращений.
В результате промежуточного превращения образуется структура, состоящая из
смеси α-фазы, часто пересыщенной углеродом, и карбида (цементита), которая
называется бейнит, или игольчатый троостит.
В зависимости от температур образования различают два вида бейнита:
верхний, который образуется в верхнем интервале температур промежуточного
превращения, и нижний.
Верхний бейнит по своему строению напоминает строение троостита, а
нижний — мартенсита. Прочность и пластичность нижнего бейнита выше, чем
верхнего.
Изотермическое превращение доэвтектоидных и заэвтектоидных сталей
несколько отличается от изотермического превращения эвтектоидной стали.
В верхнем интервале температура у доэвтектоидных сталей сначала выделяется
избыточный феррит, а в заэвтектоидных – избытолчный цемнтит.
Выделение избыточных фаз феррита или цементита на диаграмме
изотермического превращения отмечается соответствующей кривой (рис.10).
Поскольку диаграммы
изотермического
превращения
построены в
координатах:«температура — время», то можно нанести кривые скоростей
охлаждения на диаграмму изотермического превращения (размерность скорости
охлаждения град/с) (рис. 10).
Рис. 10. Диаграмма изотермического превращения аустенита:
а — доэвтектоидная сталь; б - заэвтектоидная сталь
Закрепление учебного материала
Задание 25-26.1.
1.Изучив учебный материал 17 ответьте на вопросы:
1.1.В чем заключается сущность термической обработки металлов?
1.2. Объясните, какие превращения происходят при нагреве металла?
1.3.Объясните, какие превращения происходят при охлаждении?
2.Составте последовательность проведения процесса термообработки сталей и
чугунов.
1
2
3
Проверка степени усвоения материала
Задание 25-26.2.
1.Доплнитте предложения:
1.1.Разупрчняющая термообработка для придания
заготовке______________________
________________________________________________________________________
__
1.2.Упрочняюющий вид термообработки применятся
для_______________________
________________________________________________________________________
__
2.Выбирите правильный ответ:
1.Время нагрева сталей и чугунов при термообработке будет зависеть:
А) от массы нагретого металла, физических свойств, от способа нагрева;
Б) от скорости нагрева, объема детали, от марки стали и чугуна.
В) от физических и химических свойств.
2.Скорость нагрева будет зависеть:
А) от массы детали или изделия;
Б) от химического состава стали, структуры, конфигурации и интервала
температур, в котором ведется нагрев;
В) от типа нагревательного устройства,
Тема урока 27. Виды термической обработки стали.
Учебный материал 27.
Ожиг- разупрочняющая обработка. Основные цели отжига перекристаллизация
стали (измельчение зерна), снятие внутренних напряжений, снижение твердости и
улучшения обрабатываемости.
В большинстве случаев отжиг является подготовительной термической
обработкой. Отжигу подвергают отливки, поковки, прокат, некоторых случаях
отжиг является конечной термической обработкой, например отжиг крупных
отливок.
Отжиг — это нагрев стали выше температуры фазовых превращений с
последующим медленным охлаждением (обычно вместе печью).
При медленном охлаждении стали приближаются к фазовому и структурному
равновесию. Структуры, полученные после отжига, даны на диаграмме «железо
— цементит». После отжига сталь имеет низкие твердость и прочность.
Виды отжига. Различают отжиг 1-го и 2-го рода. Отжиг 1-го рода частично или
полностью устраняет отклонения от равновесного состояния, возникшие при
предыдущей обработке, причем его проведение не обусловлено фазовыми
превращениями. Различают следующие разновидности отжига 1-го рода:
диффузионный (отжиг гомогенизации), низкий и рекристаллизационный.
Диффузионный отжиг (рис. 11). Этому виду отжига подвергают отливки и
слитки из легированных сталей для уменьшения дендритной ликвации. Металл
нагревают до температуры 1100—1200°С, и: как при этом более полно
протекают диффузионные процессы, необходимые для выравнивания
химического состава в отдельных объемах стали. Нагрев осуществляется со
скоростью 100-150 град/ч, а продолжиiцельность выдержки зависит от состава
стали
и
массы
садки.
Охлаждение после диффузионного отжига медленное.
Чрезмерно длительные выдержки при гомогенизации нецелесообразны, так как
они снижают производительность процесса и Приводят к излишнему расходу
электроэнергии (топлива). Повышение температуры отжига дает больший эффект,
чем увеличение Времени выдержки. Время выдержки при
диффузионном отжиге колеблется от нескольких до
десятков часов (не считая времени прогрева). Повышением
температуры можно сократить длите5льность процесса.
После гомогенизации сталь имеет крупное зерно, которое
и измельчается при последующей обработке давлением или
обычном полном отжиге.
0,8 С, %
Низкий отжиг. Если структура стали после горячей меха- Рис. 11. Схема различных
видов отжига
нической обработки хорошая и нет необходимости в
перекристализации, а требуется только снять внутренние напряжения, то сталь несколько
ниже Ас1. Нагрев осуществляется со скоростью 100-150 град/ч до температуры
650-6800С, а после выдержки – охлаждение на воздухе.
Рекристализационный отжиг — это термическая обработка деформированного
металла. Данный вид термической обработки применяют после холодной
деформации для снятия наклепа.
Отжиг 2-го рода основан на использовании фазовых превращений.
Существуют следующие виды отжига 2-го рода: полный жиг, неполный отжиг,
изотермический отжиг.
Полный отжиг. При полном отжиге доэвтектоидная сталь нагревается выше
Асг на ЗО-5О°С, выдерживается при этой температура полного прогрева и
медленно охлаждается. В этом случае ферритно-перлитная структура
переходит при нагреве в аустенит! а затем при медленном охлаждении
превращается обратно в феррит и перлит. Происходит полная
перекристаллизация.
Основные цели полного отжига: устранение пороков структуры, возникших
при предыдущей обработке металла (литье, горячей деформации, сварке и
термообработке), разупрочнение стая перед обработкой резанием и снятие
внутренних напряжений.
Неполный отжиг заключается в нагреве выше Ас[ и медленном охлаждении.
При этом происходит частичная перекристаллизация — только перлита.
Неполному отжигу подвергают доэвтектоидные стали с целью снятия
внутренних напряжений и улучшения обрабатываемости pрезанием в том случае,
если предварительная горячая механическая обработка не привела к
образованию крупного зерна (иначе необходим полный отжиг).
Изотермический отжиг проводят на практике с целью экономии времени. В
этом случае сталь быстро нагревают, а затем охлаждают (чаще переносят в
другую печь) до температуры, лежащей ниже Ас 1 на 50-1000С. При этой
температуре сталь выдерживается до полного распада аустенита, после чего
охлаждается в воде.
После изотермического отжига получается более однородная структура.
Нормализация называется нагрев доэвтектоидной стали до температуры
выше Ас3 заэвтектоидной- свыше Асm на 50-600С с последующим охлаждением
на воздухе. При нормализации происходит перекристализации стали,
устраняющиеся крупнозернистую структуру, полученную при литье или ковке.
В результате охлаждения на воздухе распад аустенита на ферритноцементитную
смесь происходит при более низких температурах, а
следовательно, повышается дисперстнойсть смеси, полученная структура –
сорбит.
Закалка - упрочняющая термическая обработка. Повышение твердости и
прочности обеспечивается за счет получения структуры мартенсита. Закалка
является окончательной операцией. После нее выполняется отпуск.
Закалка – это нагрев стали до температуры выше фазовых превращений,
выдержка при этой температуре и быстрое охлаждение со скоростью больше
критической.
В результате закалки из аустенита образуется неустойчивая, метастабильная
структура мартенсит. Он представляет собой перенасышенный твердый раствор
углерода в α- железо.
Таблица 1
Характеристика различных охлаждающих сред
Охлаждающая среда
Температурный
Относительная интенсивность охлаждения
интервал
пузырькового кипения,
°С
Вода, 20 0С
400-100
1
Вода, 40 °С
Вода 800 0С
Раствор 10%-ro NaCl
350-100
250-100
0,7
0,2
в воде при 20 °С
Раствор 50%-ой NаОН
В воде при 20 °С
650-100
3,0
650-100
1,0
500-250
0,3
Масло
минеральное,
20...200 °С
Отпуск и старение стали. Отпуск — окончательная операция термической
обработки, формирующая свойства металла.
Отпуск — это нагрев стали до температуры ниже Ас1, выдержка при заданной
температуре и последующее охлаждение с заданной скоростью (обычно на
воздухе). При отпуске достигают уменьшение внутренних напряжений и
получение более равновесной структуры.
Напряжения в закаленных изделиях снимаются тем полнее, чем выше
температура отпуска.
Скорость охлаждения при отпуске также влияет на величину остаточных
напряжений. С уменьшением скорости охлаждения величина остаточных
напряжений понижается. Быстрое охлаждение в с температуры 600°С и более
создает новые тепловые напряжения. Охлаждение при отпуске на воздухе
способствует возникновению напряжений в 7 раз меньше, а охлаждение в масле в
2,5 раза меньше, чем при охлаждении в воде .
Различают три вида отпуска:
Низкотемпературный отпуск {низкий) осуществляется в интервале температур
80—2000С. В результате низкотемпературного отпуска мартенсит закалки превращается в мартенсит отпуска, имеющий повышенную ударную вязкость и
пластичность по сравнению с мартенситом закалки. При этом сталь сохраняет
высокую твердость. Поэтому низкотемпературному отпуску подвергают
режущий и мерительный инструмент из углеродистых и низколегированных
сталей, а также детали после поверхностной закалки, цементации и т.д. Обычно
продолжительность отпуска составляет 1—2,5 ч. Мерительный инструмент с
целью стабилизации размеров подвергают отпуску с более длительными
выдержками. После низкого отпуска получается структура, называемая
мартенситом отпуска.
Чаще всего низкотемпературный отпуск осуществляют в расплаве, содержащем
50% KNO3 + 50% NaNO2, или в масляных ваннах, что обеспечивает быстрый и
равномерный нагрев, а также точное регулирование температуры.
Среднетемпературный отпуск (средний) проводят при температуре 350—500 "С.
При температуре свыше 3000С из мартенсита выделяется цементит. Образование
цементита и его коагуляция (укрупнение) сопровождаются снижением твердости
и повышением вязкости и пластичности. При среднеемпературном отпуске
образуется дисперсная ферритно-цементитная смесь, имеющая зернистое
строение цементита. Эта структура называется трооститом отпуска. Твердость
троостита 450—500 НВ.
Среднетемпературному отпуску подвергают рессоры, пружины, штампы и т. д.
Среднетемпературный отпуск можно проводить в расплавленных солей и
воздушных электрических печах.
Высокотемпературный отпуск (высокий) осуществляется при температуре
500—600 °С. При этом происходят полное снятие внутренних напряжений. В
результате отпуска понижается твердость закаленной стали, но значительно увеличиваются пластичность и ударная вязкость.
При высокотемпературном отпуске образуется структура, которая называется
сорбит отпуска. Сорбит отпуска состоит из ферритной основы, пронизанной
частичками цементита. Твердость сорбита UK) НВ. Диаметр частиц цементита в
сорбите I х 10-5 мм.
Высокотемпературному отпуску подвергают детали, которые тнытывают в
работе высокие напряжения и ударные нагрузки. Высокий отпуск можно
проводить в расплаве солей и воздушных электрических печах.
Старение — это процесс изменения свойств сплавов без заметного изменения
микроструктуры. Известно два вида старения: термическое и деформационное.
Термическое старение протекает в результате изменения растворимости
углерода в α-железе в зависимости от температуры. При быстром охлаждении с
650—700 °С в низкоуглеродистых сталях выделение углерода в виде цементита
третичного может быть задержано, в результате чего и получают пересыщенный
твердый раствор. В процессе вылеживания этот углерод выделяется в виде
цементита третичного. При этом твердость и прочность возрастают, а
характеристики пластичности и ударная вязкость падают.
Если изменение твердости, прочности и пластичности осуществляются при
комнатной температуре, то такое старение называйся естественным.
Если же процесс протекает при повышенной температуре, то парение
называется искусственным.
Закрепление учебного материала
Задание 27.1
Используя учебный материал 18 выполните следующие задания:
1. Вставьте пропущенное слово в предложении. Отжиг является
……………..термообработкой при этом снимаются………, происходит
…………твердости и…………..обрабатываемости.
2. Заполните схему.
Виды Т.О.
Разупрочняющая
Упрочняющая
Проверка степени усвоения учебного материала
Задание 27.2.
3.Дайте обоснование, в чем заключает отпуск?.
4. Распределите правильно значения.
Название отпуска
стали
1.Низкий отпуск
температура отпуска
структура
350-5000С
сорбит отпуска
2.средний отпуск
отпуска
500-6000С
мартенсит
3. высокий отпуск
отпуска
80 – 2000С
тростит
Тема урока.28. Виды термической обработки чугунов.
Учебный материал 28.
Термическая
обработка
тугуна.
Чугуны
подвергают
упрочняющей,
разупрочняющей, стабилизирующей, а также графитизирующей обработке.
Упрочняющая обработка возможна для чугунов, в структуре которых
присутствует цементит. Чугуны подвергают закалке и отпуску,
Закалка и отпуск чугуна. Для закалки чугун нагревают до температуры 850950°С. Скорость нагрева изделий сложной конфигурации меньше, чем изделий
простой формы. Время выдержки определяется исходя из массы садки, но должно
быть достаточным для полного растворения углерода в γ-железе. Обычно оно
составляет от 1 до 3 ч.
Охлаждение осуществляют в воде или масле.
При закалке аустенит превращается в неравновесные структуры: мартенсит или
троостит + графит.
После закалки проводят отпуск при температуре 200—600 °С. В результате
повышаются твердость, прочность и износостойкость чугуна. При изотермической
закалке чугуны нагревают так же, как и При обычной закалке, выдерживают от 10
до 90 мин. и охлаждают в расплавленной соли при 200—400 °С. При этом
происходит изотермический распад аустенита с образованием структуры
игольчатый фоостит + графит. В результате изотермической закалки повышаются
твердость и прочность, но сохраняется пластичность.
В качестве графитизирующей обработки используют отжиг белого чугуна для
получения ковкого.
Смягчающий отжиг (отжиг графитизирующий низкотемпературный) проводят для
улучшения обрабатываемости резанием и повышения пластичности. Его
осуществляют продолжительной выдержкой при 680—700°С (ниже точки А1) или
медленным охлаждением отливок при 760—700°С. Время выдержки должно быть
достаточным для полного и требуемого частичного распада эвтек-тоидного
цементита (для серых чугунов время выдержки 1—4 ч, для всяких — до 60 ч).
Охлаждение медленное для деталей сложной Конфигурации и ускоренное для
деталей простой формы.
В результате этого отжига в структуре чугунов увеличивается количество феррита.
Для базовых деталей станков и машин весьма важно сохранение размеров во
времени, которые могут меняться из-за наличия внутренних напряжений,
возникающих в процессе отливки или черновой механической обработки. В
качестве стабилизирующих обработок; используют отжиг и старение.
Отжиг применяют для снятия внутренних напряжений. Этому виду отжига
подвергают чугуны при следующих температурах: серый чугун с пластинчатым
графитом — при 500—570 °С; высокопрочный чугун с шаровидным графитом —
при 550—650 °С; высоколегированный чугун (типа нирезист) — при 620—6500
С.
Скорость нагрева составляет примерно 70—100 град/ч, выдержка при
температуре зависит от массы и конструкции отливки составляет от 1 до 8 ч.
Охлаждение до 200°С (для предупреждения возникновения термических
напряжений) медленное, со скоростью 20—50 град/ч, что достигается
охлаждением отливки вместе с печью. Далее отливки охлаждают на воздухе.
При этом отжиге фазовых превращений не происходит, а снимаются
внутренние напряжения, повышается вязкость, исключаются коробление и
образование трещин в процессе эксплуатации.
Старение. Различают два типа старения: естественное и искусственное.
Естественное старение осуществляется на открытом воздухе в помещении склада.
Изделия после литья выдерживаются в течение 6—12 мес. При естественном
старении снижение напряжений у отливках составляет 3—10%.
При вибрационном старении снижение напряжений достигает 10—15%. Во
время вибрации в отливке возникают дополнительны временные напряжения,
вызывающие локальные пластические деформации чугуна и таким образом
повышающие стойкость против последующего коробления. Старение методом
статической перегруз- ки отличается тем, что для создания дополнительных
временны напряжений деталь подвергают воздействию внешних нагрузок. При
этом методе снижение напряжений достигает 10—30%.
Старение методом термоударов (термоциклическое старение осуществляется
путем быстрого нагрева и охлаждения всей дета или ее отдельных участков.
Стойкость против коробления повышается за счет локального наклепа вследствие
пластических дефор-маций, вызываемых временными температурными
напряжениями. Oобщий уровень напряжений снижается на 10—20%.
Термоциклическое старение осуществляете по следующему режиму: загрузка в
печь нагрев за 3-3,5 ч до 3500С, выдержка 2-2,5 ч, а затем резкое охлаждение (на
воздухе); снова повторный нагрев (за 1—1,5 ч) до 320° выдержка 4-5 ч и
охлаждение вместе с печью до 150—100 °С.
Искусственное старение осуществляется при повышенных температурах;
длительность — несколько часов.
При искусственном старении отливки чугуна загружают в печь нагретую до
100-2000 С, нагревают до температуры 550—570 °С скоростью 33-60 °С в час,
выдерживают 3—5 ч и охлаждают вместе с печью со скоростью 20—40°С в час
до температуры 150— 230 °С, затем охлаждают на воздухе.
Обычно старение производят после грубой механической обработки.
Закрепление учебного материала
Задание 28.1
1.Используя учебный материал 19 заполните таблицу.
Вид термической
обработки
Температура
нагрева
Время выдержки
Среда охлаждения
Проверка степени упоения материала
Задание 28.2.
1.Ответьте на вопросы:
1.1.С какой целью производят термическую обработку ( Т.О.) сталей и чугунов?
1.2.Каким способом получают ковкий чугун?
1.3.Какие механические свойства придают чугуну виды Т.О.- отпуск, старение?
1.4.Объясните, что показывает график?
t0 С
I,ч
Тема 29-30.Виды химико-термической обработки стали
Учебный материал 29-30.
Химико - термической обработкой называется процесс поверхностного
насыщения стали различными элементами путем их диффузии из внешней среды
при высокой температуре. Цель химико-термической обработки – поверхностное
упрочнение металлов и сплавов и повышение их стойкости против воздействия
внешних агрессивных сред при нормальной и повышенных температурах.
Концентрация диффундирующего элемента на поверхности зависит от притока
атомов этого элемента к поверхности и от скорости диффузионных процессов, т.е.
отвода этих атомов в глубь металла.
Толщина диффузионного слоя зависит от температуры нагрева
продолжительности выдержки и концентрации диффундирующее элемента на
поверхности.
Толщина слоя в зависимости от продолжительности процесса определяется
по параболическому закону у к√ί. С течением времни скорость увеличения
толщины слоя уменьшается .
Различают следующие виды химико-термической обработки: цементацию,
азотирование, цианирование (нитроцементацию) и т.д.
Цементацией называется процесс насыщения поверхностного слоя стальных
изделий углеродом. Цементация осуществляется с целью получения высокой
твердости на поверхности изделия при сохранении вязкой сердцевины, она
способствует повышению износостойкости и предела выносливости.
Цементации подвергают детали из низкоуглеродистых сталей (с держание
углерода до 0,25%), работающие в условиях контактно, износа и
знакопеременных нагрузок (втулки, поршневые пальцы кулачки, колонки и
т.д.).
На цементацию детали поступают после механической обработки с припуском на
шлифование 0,05-0,10 мм. Участки, не подлежащие цементации, защищают
тонким слоем мазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, и др. Цементация осуществляется при
температурах выше Ас{ (900— 950 °С). Чем меньше углерода в стали, тем выше
температура нагрева для цементации. При этих температурах атомарный углерод
адсорбируется на поверхности стали и диффундирует в глубь металла. В
результате цементации содержание углерода в поверхностном слое составляет
0,8—1,0%. Более высокая концентрация углерода способствует повышению
хрупкости цементированного слоя.
Цементированный слой имеет переменную концентрацию углерода по толщине,
которая уменьшается от поверхности к сердцевине. В связи с этим после
медленного охлаждения в структуре цементированного слоя можно различить три
зоны: заэвтектоидную, состоящую из перлита и цементита вторичного;
эвтектоидную, состоящую из перлита; доэвтектоидную, состоящую из перлита и
феррита.
За толщину цементированного слоя обычно принимают сумму заэвтектоидной,
эвтектоидной и половины доэвтектоидной зон. Обычно толщина слоя для
большинства сталей составляет 0,8—1,4 мм.
Различают два вида цементации: твердую и газовую.
Среда, в которой проводят цементацию, называется карбюризатором.
Цементация в твердой среде. Карбюризатором является активированный
древесный уголь (дубовый или березовый), а также каменноугольный полукокс и
торфяной кокс. Для ускорения процесса к древесному углю добавляют
активизаторы — углекислый барий (ВаСО3), кальцинированную соду (Na2CO3),
поташ (К2СО3) в количестве 10-40% от массы угля.
Широко применяемый карбюризатор состоит из 20—25% ВаСО3, 3,5% СаСО3,
остальное древесный уголь. Углекислый кальций добавляют для предотвращения
спекания частиц карбюризатора.
Обычно рабочая смесь, применяемая для цементации, состоит из 25—35%
свежего карбюризатора и 65-75% отработанного. В этом случае содержание ВаСО3 в
смеси составляет 5—7%.
Подготовленные для цементации изделия укладывают в металлический ящик.
Предварительно в ящик насыпают слой карбюризатора 20—30 см. Детали
укладывают слоями на расстоянии 10—15 мм друг от друга. Каждый слой деталей
засыпают карбюризатором и на него укладывают следующий слой деталей и т.д.
глиной или смесью глины с песком. Иногда вместо крышки кладут лист асбеста и
сверху обмазывают глиной. После этого ящик помещают в печь с температурой
900-950 °С, время нагрева до этой температуры определяют из расчета 7—9 мин
на 1 см минимальной размера ящика.
В ящике между кусочками угля имеется воздух, кислород которого
взаимодействует с углеродом карбюризатора, образуя окись углерода СО.
Соприкасаясь с поверхностью деталей, окись углерода диссоциирует по реакции:
2СО- >СО2, + Сатом.
Выделившийся атомарный углерод диффундирует в глубь металла.
Добавление углекислых солей активизирует процесс цементации, так как при
этом протекают реакции следующего типа: \
ВаСО3 + СВаО + 2СО.
Продолжительность выдержки в печи при температуре цементации зависит от
требуемой толщины цементированного слоя. На практике выдержка принимается из
расчета роста слоя со скоростью 0,1 мм в час. Например, слой толщиной 0,1 мм
получают за 9,5—10,4 ч.
Для контроля за протеканием процесса и толщины цементированного слоя в
ящик вместе с деталями закладывают «свидетели — круглые (квадратные)
образцы диаметром 10—15 мм, изготовленные из той же марки стали, что и
деталь.
Повышение температуры цементации до 950-1000°С позволяет значительно
ускорить процесс, но такой режим применим линя для наследственно
мелкозернистых сталей.
Ящики после цементации охлаждают на воздухе и потом разбирают.
После цементации детали подвергают нормализации для измельчания зерна,
повторной закалке и низкотемпературному отпуску. В результате такой
обработки поверхностный слой приобретает структуру мартенсита отпуска с
включениями избыточным карбидов, твердость 60-63 HRC.
Структура сердцевины зависит от состава стали и режима закалки. У
углеродистых сталей она состоит из феррита и сорбита и троостита, а у
легированных — из малоуглеродистого мартенсита.
Газовая цементация. В настоящее время газовая цементация является
основным процессом цементации на заводах массового производства. При
газовой цементации сокращается длительность процесса, так как отпадает
необходимость прогрева ящиков, может обеспечить более полную механизацию
и автоматизацию процесса, упрощается последующая термическая обработка и,
самое главное, можно получить заданную концентрацию углерода в слое.
Цементацию выполняют в шахтных, муфельных или безмуфельных печах
непрерывного действия.
При цементации в шахтных печах для получения науглероживающей
атмосферы применяют метан, керосин, синтин, бензол и т.д. Атомарный
углерод получают при диссоциации метана:
СН4-*2Н2+Стом.
В печах непрерывного действия чаще используют метан. Для получения заданной
концентрации углерода (обычно 0,8%) применяют атмосферы с регулируемым
потенциалом углерода (эндотермические контролируемые атмосферы), например
ПСО-06, ПСО-09 и Т.д., с добавкой углеводородов от 1 до 4%.
Под углеродным потенциалом атмосферы понимают определенную концентрацию
углерода на поверхности цементированного слоя. Для ускорения процесса
углеродный потенциал атмосферы в печи меняют по зонам. Вначале его
поддерживают высоким, обеспечивающим получение в поверхностном слое
концентрации углерода 1,3—1,4%, а затем его снижают для получения в этом слое
оптимального содержания углерода (0,8%). С этой целью в первую зону,
занимающую примерно 2/3 длины 'Печи, подают газ, состоящий из смеси
природного (10-15%) и Эндотермического (90—85%) газов. Во вторую зону
подают только эндотермический газ, находящийся в равновесии с заданной концентрацией углерода (0,8%) на поверхности. При этом за счет диффузии углерода
в глубь металла и взаимодействия поверхности детали с эндотермической
атмосферой концентрация углерода на поверхности уменьшается и происходит
более равномерное его распределение по толщине цементированного слоя.
После газовой цементации применяют закалку (для наследственно мелкозернистых
сталей) непосредственно из цементационной печи,
Предварительно сделав подстуживание до температуры 850-830°С.
Заключительной операцией является низкотемпературный отпуск
мри температуре 160—180 °С.
Цианированием называется процесс одновременного насыщения поверхности
деталей углеродом и азотом.
На состав и свойства цианированного слоя особое влияние оказывает
температура процесса. Повышение температуры цианирования ведет к
увеличению содержания углерода в слое, снижение температуры: — к
увеличению содержания азота.
Толщина цианированного слоя также зависит от температуры и
продолжительности процесса .Для цианирования применяют стали, содержащие
0,3-0,4% углерода.
Различают жидкое и газовое цианирование. Газовое цианирование называют еще
нитроцементацией. Жидкое цианирование происходит в расплавленных солях,
содержащих цианистый натрий NaCN.
Первый состав применяют для цианирования при 820—850°С, второй - при 900950°С.
Цианирование при температуре 820—850°С позволяет осуществлять закалку
непосредственно из ванны. После закалки следует низкотемпературный отпуск.
Твердость цианированного слоя после термической обработки 59-62 HRC.
Цианирование при температуре 820—850°С позволяет получить слойй
толщиной 0,15—0,35 мм за 30—90 мин.. Для получения слоев большой толщины
(0,5-2,0 мм) применяют глубокое цианирование при температуре 900—950°С,
длительность
1,5-6,0 ч. Глубокое цианирование имеет ряд преимуществ по
сравнению с цементацией: меньше продолжительность процесса для получения
слоя заданной толщины; меньше деформация и коробление; более высокое
сопротивление износу и повышенная усталостная прочность.
После цианирования деталь охлаждают на воздухе, затем подвергают закалке и
низкотемпературному отпуску. Такая обработка необходима в связи с тем, что
при температуре цианирования 900—950°С сильно вырастает зерно аустенита и
необходима
перекристаллизация
для
его
измельчения.
Структура
цианированного слоя после закалки такая же, как после цементации.
Недостатком цианирования является токсичность цианистых солей. Поэтому
цианирование проводят в специально выделенных помещениях с соблюдением
мер предосторожности.
Нитроцементацию осуществляют при температуре 840—860° С в газовой смеси
из науглероживающего газа и аммиака. Продолжительность процесса зависит от
глубины насыщаемого слоя и составляет 1—10 ч. Толщина слоя колеблется от
0,1 до 1,0 мм.
Для
нитроцементации
рекомендуют
применять
контролируемые
экзотермические атмосферы, в которые добавляют 5—15% необратимого
природного газа и 1—5% аммиака. Иногда примени жидкий карбюризатор —
триэтаноламин (C2H5O)3N, который в вид капель вводят в рабочее пространство
шахтной печи.
После нитроцементации изделия подвергают закалке и низкотемпературному
отпуску при температуре 160— 180°С.
Низкотемпературное цианирование осуществляется при температуре 540—
560°С в расплавленных цианистых слоях.
После цианирования деталь охлаждают на воздухе, затем подвергают закалке
и низкотемпературному отпуску. Такая обработка необходима в связи с тем, что
при температуре цианирования 900—950°С сильно вырастает зерно аустенита и
необходима
перекристаллизация
для
его
измельчения.
Структура
цианированного слоя после закалки такая же, как после цементации.
Недостатком цианирования является токсичность цианистых солей.
Поэтому цианирование проводят в специально выделенных помещениях с
соблюдением мер предосторожности.
Нитроцементацию осуществляют при температуре 840—860° С в газовой смеси
из науглероживающего газа и аммиака. Продолжительность процесса зависит от
глубины насыщаемого слоя и составляет 1—10 ч. Толщина слоя колеблется от
0,1 до 1,0 мм.
Для
нитроцементации
рекомендуют
применять
контролируемые
экзотермические атмосферы, в которые добавляют 5—15% необработанного
природного газа и 1—5% аммиака. Иногда примени жидкий карбюризатор —
триэтаноламин (C2H5O)3N, который в вид капель вводят в рабочее пространство
шахтной печи.
После нитродементации изделия подвергают закалке и низкотемпературному
отпуску при температуре 160— 180°С.
Низкотемпературное цианирование осуществляется при температуре 540—
560°С в расплавленных цианистых слоях.
Низкотемпературному
цианированию
подвергают
инструмент
из
быстрорежущих сталей для повышения его стойкости при резании. В результате
такой обработки образуется нитроцементованный слой толщиной 0,02—0,04 мм,
твердостью
950-1100НV. Длительность процесса 1 — 1,5 ч.
Азотированием называется процесс насыщения поверхности стали азотом.
Процесс осуществляется в среде аммиака при температуре 480 -6500 С.
Для азотирования применяют среднеуглеродистые легированные стали,
содержащие Сг, Мо, V, А1.
При азотировании легированных сталей азот образует с легирующими
элементами устойчивые нитриды, которые придают азотированному слою
высокую твердость. Твердость поверхностного слоя деталей после азотирования
достигает 1100—1200 HV. Типичная марка стали для азотирования 38Х2МЮА.
Это легированная сталь, содержащая Cr, Mo, A1 (маркировка легированных
сталей рассмотрена ниже).
Для ускорения процесса вотирования применяют
двухступенчатый цикл (рис. 13). Вначале азотирование
недуг при 500-5200С, а затем температуру повышают до
580-600 0С. Это ускоряет процесс в 1,5—2 раза при сохранении высокой твердости азотированного слоя.
Недостатком процесса является применение
Рис. 101. Влияние темпгратуры (а) и
ядовитых солей.
времени (б) азотирования на твердость
Диффузионная металлизация — это процесс
диффузионного насышения поверхностных слоев стали различными металлами.
Она Может осуществляться в твердых, жидких и газообразных средах.
При диффузионной металлизации в твердых средах применяют
порошкообразные смеси, состоящие обычно из ферросплавов с добавлением
хлористого аммония (NH4C1) в количестве 0,5 — 5%.
Жидкая диффузионная металлизация осуществляется погружением детали в
расплавленный металл (например, цинк, алюминий).
При газовом способе насыщения применяют летучие хлористые соединения
металлов (А1С13, СгС12, SiCl4 и т. д.), образующиеся При взаимодействии хлора с
металлами при высоких температурах.
Хлориды диссоциируют на поверхности железа, и выделяющийся в атомарном
состоянии металл диффундирует в железо.
Поверхностное насыщение стали металлами проводится при Температурах
700-1200 °С.
Апитированием называется процесс насыщения поверхности стали алюминием. В
результате алитирования сталь приобретает высокую окалиностойкость (до 850—
900 °С) и коррозионную стойкость |в атмосфере и в ряде сред.
При алитировании в порошкообразных смесях чистые детали имеете со
смесью упаковывают в железный ящик: В рабочую смесь вводят: порошковый
алюминий (25—50%) или ферроалюминий (50-75%), окись алюминия (25—
50%) и хлористый алюминий i 1,0%). Процесс осуществляется при температуре
900—1000 °С в течение 3-12 ч.
Основной недостаток процесса — налипание алюминия на поверхность деталей.
Иногда применяют металлизацию поверхности стали алюминием (напыление
слоя алюминия на обрабатываемую поверхность) с последующим диффузионным
отжигом при температуре 900—1000 "С в течение 1—3 ч.
Хромирование чаще всего проводят в порошкообразных смесях (50%
металлического хрома или феррохрома, 49% окиси алюминия и 1% хлористого
аммония). Процесс осуществляется при
температуре 1000—1050°С.
Диффузионный слой, получаемый при хромировании углеродистых сталей,
состоит из карбидов хрома, в которых растворяется некоторое количество
атомов железа (Fe,Cr)7C (Fe,Cr)23C6. Карбидный слой имеет высокую твердость;
1200—1300HV. Толщина хромированного слоя достигает 0,015- 0,020 мм при
длительности процесса 6-15 ч.
Чем больше углерода в стали, тем меньше толщина слоя.
Хромирование применяют для пароводяной арматуры, клапанов, вентилей, а
также деталей, работающих в агрессивных средам
Борированием называется насыщение стали бором. Борирование проводят с
целью повышения стойкости против абразивного износа. Толщина борированных
слоев не превышает 0,3 им, твердость 18OO-2000HV.
Широкое распространение получил метод электролизного борирования в
расплавленных солях, содержащих бор. Деталь служит катодом в ванне с
расплавленной борол (Na2B2O7). Температур процесса 900—95С "С. Процесс
можно вести и без электролиза в ваннах с расплавленными хлористыми солями
(NaCl, ВаС12), в которые добавляют порошкообразный ферробор или карбид
бора.
Силицирование называют процесс насыщения поверхности кремнием, в
результате чего сталь приобретает коррозионную стойкость в морской среде.
Силицированный слой представляет собой твердый раствор кремния в ажелезе. Силицированный слой, несмотря на низкую твердость (200—300 HV) и
значительную пористость, после пропитки маслом при температуре 170—200 °С
имеет повышенную Износостойкость.
Силицирование можно проводить в порошкообразных смесях, Состоящих из
60% ферросилиция, 39% окиси алюминия и 1% хло-i ристого аммония, но
наиболее часто применяют газовое силици-1ние. В печи засыпают детали и куски
ферросилиция или карби-11 кремния и пропускают хлор, который
взаимодействует с кремнием и образует SiCl4.
В результате последующих химических реакций образуется атомарный
кремний, который адсорбируется на поверхности изделия и диффундирует в
глубь металла.
При газовом силицировании при температуре 1000 °С в течение 2 4ч
образуется слой толщиной 0,5—1,0 мм.
Силицированию подвергают детали, применяемые в оборудование
химической, бумажной и нефтяной промышленности.
Закрепление учебного материала
Задание 29-30.1.
1. Используя учебный материал 20 продолжите предложение:
-Химико-термической обработкой
называют________________________________
______________________________________________________________________
__
2.Определите классификацию Х.Т.О. и составьте таблицу.
Виды Х.Т.О
Среда Х.Т.О.
Температура
нагрева
Время
нагрева
Приобретенные
свойства
1.
2.
3.
4.
5.
6.
Задание 29-30.2.
1.Соотнесите виды Х.Т.О. с веществами, используемые в качестве изменения
свойств металлов. Внесите правильные ответы в таблицу.
А) Нийтроцементация
1.Древесный уголь
Б) Цианирование
2.Углерод, азот
В) Азотирование
3.Амиак
Г) Алитирование
4.Хром, феррохром
Д)Хромирование
5.алюминий
Е) Цементация
6.Цмианистый натрий
А
Б
В
Г
Д
Е
Проверка степени усвоения материала
Задание 29-30.3.
1.Дайте объяснение, что такой карбюризатор?
2.Какие свойства придает Х.Т.О. диффузионная металлизация металлам?
3. Какой вид Х.Т.О. считается токсичным и опасный для здоровья человека?
Тема 31. Термическая обработка слесарных инструментов.
Учебный материал 31.
Зубило изготовляют из инструментальной стали У7, У8. Рабочую часть зубила
на длине 15-30 мм нагревают под закалку в кузнечном горне или нагревательной
печи до температуры 760-780 градусов. При этом следят за тем, чтобы не было
резкого перехода между раскаленной и темной частями зубила, так как в
противном случае могут возникнуть трещины.
Для закалки нагреты конец опускают вертикально в воду на 15-20 мм, затем
зубило перемещают вверх и вниз, чтобы не образовалось резкой границы
между закаленной и незакаленной частями. Когда нагретая часть зубила
потемнеет, его вынимают, зачищают закаленную- часть и наблюдают за
изменением цвета. По цвету можно приблизительно определить тем пературу.
Для отпуска изделие второй раз не нагревают, а используют тепло,
отдаваемое незакаленным концом зубила. Отпуск производится при температуре
200—250° С до появления светло-соломенного цвета. После появения на
конце зубила нужного цвета его окончательно охлаждают в воде. Если зубило
предназначено для рубки цветных металлов, его отпускают до синего•цветаТвердость лезвия зубила: должна быть HRG53—56.Чтобы головка зубила не
разбивалась от ударов, ее твердость должна быть HRC32—40.. Закалку
головки
производят так же, как лезвия, но отпуск делают средний при температуре
400г-450°.С до появления cepoгo цвета. О результате термической обработки
зубила или другого инструмента судят по твердости, определяемой прибором.
Если прибора нет, проверяют процессом рубки.
Бородок изготовляют из сталей У7, У7А, У8< ,У#А,
Режим закалки и отпуска такой же, как для зубила. Результаты термической
, обработки можно проверить, пробив 10 отверстий в листовой стали СтЗ
толщиной
0,5—1 мм. Предварительно лист следует положить на твердое дерево.
Молоток изготовляют из стали У7. Перед закалкой его нагревают до
температуры 760—780°С. После окончания нагревания молоток погружают
узким концом в воду и выдерживают в ней до прекращения кипения. Затем в воду
погружают боек. Когда вода перестанет кипеть, в нее опускают весь молоток для
окончательного охлаждения. Отпуск не производят. Результаты закалки
проверяют упрощенным методом. Для этого ударяют молотком три раза по
незакаленной стали У10. При этом на рабочих частях молотка не должно быть
вмятин, трещин и выкрошенных мест. Качество закалки проверяют также по
твердости — твердость обоих концов молотка на длине не менее 15 мм должна
быь HRC49—56.
Кровельные ножницы изготовляют из стали У8. Термическая обработка ножниц
состоит из закалки и отпуска. Для закали ножницы огревают до температурь
780—8OO0 С, затем их погружают вертикально в воду, быстро вынимают и
переносят в муфельную печь или Масляную ванну для отпуска. Температура
отпуска 220° С (светло-желтый цвет). Окончательно ножницы после отпуска
лучше охлаждать в масле. Закалку и отпуск обеих половинок ножниц выполняют
одновременно, чтобы получить одинаковую твердость.
Гаечный ключ изготовляют из стали 40, 50 или цементируемых сталей 10,
15. Губки нагревают под закалку до температуры 850—900° С, а затем
охлаждают в воде. Отпуск производят средний при температуре 4500 C до
появления синего цвета. Твердость губок HRC40-45. .
Шлямбур изготовляют из отрезка стальной водогазопроводной грубы (Ст2,
:СтЗ), которую подвергают цементации в расплавленном чугуне. Для этого
заправленный конец шлямбура опускают в ковш с жидким чугуном. Чугун
прочно сцепляется с коронкой и заваривает конец шлямбура. При этом углерод
из чугуна насыщает поверхностный слой коронки, т. е. происходит цементация
стали. Сразу после цементации конец шлямбура закаливают в воде, в результате
чего коронка приобретает необходимую твердость.
Отвертку изготовляют из стали У7, У8, 50, 60.- Для закалки рабочую часть на
длине 10—20 мм' нагревают до температуры 780—800° С и затем вертикально
погружают в воду на 5—6 мм. Отпуск, проводят при температуре 300—400°С до
появления фиолетового цвета. Твердость лезвия отвертка HRC46—52.
Закрепление учебного материала
Задание 31.1.
1.Используя учебный материал составьте таблицу
Название инструмента
Вид термической
обработки
Температура нагрева,
t 0C
Приобретенная
твердость, НRС
1.Зубило
2.Бородок
3.Молоток
4.Кровельные ножницы
5.Гакечный ключ
6.Шлямбур
7.Отвертка
.
Проверка степени усвоения материала
Задание 31.2
Контрольные вопросы:
1.Почему Т.О. зубила, бородка, шлямбура и.д. производят только рабочую
часть?
2.Каким способом производят проверку качества Т.О. молотка?
3.Какаим способом производят упрочнение коронки шлямбура?
Курс «Материаловедения»
Модуль 2
«Цветные металлы твердые наплавочные сплавы»
Содержание
Введение
Спецификация модуля 2
Тематический план
Пояснительная записка к модулю 2
Результат 1: Объяснить свойства, маркировку и область применения меди,
алюминия и их сплавов в соответствии со стандартом.
Тема 1. Медь, ее свойства и область применения.
Тема 2. Сплавы меди.
Тема 3. Алюминий, его свойства и область применения
Тема 4. Алюминиев сплавы.
Тема 5. Магниевые и титановые сплавы.
Тема 6. Оценочная работа по результату 2
Результат 2: Объяснить строение, свойства, классификацию подшипниковых
сплавов, цинка, и его сплавов, свинца, олова, никеля и их
применения в соответствии со стандартом.
Тема 7. Подшипниковые сплавы.
Тема 8.Цинк, и его сплавы, свинец, олово, никель.
Тема 9. Оценочная работа по Результату 2
Результат 3: Объяснить классификацию литых наплавочных,
металлокерамических твердых сплавов, строение,
классификацию и применение в со соответствии со стандартом.
Тема 10. Литые наплавочные твердые сплавы.
Тема 11. Металлокерамические твердые сплавы.
Тема 12. Оценочная работа по Результату 3
Введение
Изменения, происходящие в разных отраслях промышленности, требуют
подготовки конкурентоспособных специалистов по рабочим профессиям. Большая
роль в пополнении предприятий квалифицированными специалистами отводится
профессиональным училищам и лицеям.
Развитие техники требует материалов с новыми уникальными свойствами. Для
атомной энергетики и космической техники необходимы материалы, которые
могут работать при весьма высоких температурах. Компьютерные технологии
стали возможными только при использовании материалов с особыми свойствами.
Таким образом, материаловедение – одна из важнейших, приоритетных наук,
определяющих технический прогресс.
Наука материаловедение тесно вязана со многими перспективными профессиями,
которым обучаются обучающиеся профессиональных технических учебных
заведений. Одними из них являются профессии:
«Сварщик»,
«Автослесарь»,
«Токарь» и т. д..
Предлагаемое учебное пособие по по курсу «Материаловедение»» является
составной частью модульной программы
по предметам спецдисциплин по
профессиям «Сварщик» и «Автослесарь».
Сущность модульного обучения состоит в том, что обучающийся
самостоятельно достигает конкретной компетентности в процессе работы с
модулем. Модульное обучение, и в этом одно из его особенностей, ориентировано
на учащихся с разной степенью мотивации и уровнем допрофессиональной
подготовки. Центральным моментом в модульной технологии являются такие
методы
организации
учебной
деятельности,
в
основе
которых
лежит
самостоятельность и ответственность за результаты труда самих обучающихся.
Таким образом, происходит смещение односторонней активности преподавателя на
активность, самостоятельность и ответственность обучающихся. Преподаватель
при этом выступает в роли организатора учебного процесса на проблемной основе,
действуя скорее как руководитель и партнер, чем как источник готовых знаний и
директив для учащихся.
Поэтому комплект модульных пособий «Материаловедение» позволит
учащимся развивать навыки самообучения и контроля достигнутых результатов, а
преподавателю - организовать процесс освоения дисциплины и оценку обучения по
модулю.
Реализация программы предполагает проведение 54- х часовых занятий.
При проведении занятий в учебной группе преподавателю необходимо:
ставить перед классом реальные учебные задачи в понятной для
учащихся форме;
выполнять функцию координатора и партнера, помогать отдельным
учащимся и группам, избегая директивных методов;
проявлять терпимость к ошибкам учеников, допускаемым ими в
попытках найти собственное решение; предлагать свою помощь или
адресовать к нужным источникам информации только в тех случаях,
когда учащийся начинает чувствовать безнадежность своего поиска;
предоставлять возможность для обмена мнениями в ходе общих
обсуждений.
Методическое пособие «Общие сведения о сварке» содержит
следующие материалы:
спецификация модуля;
тематическое планирование по модулю;
для каждой темы задания предварительного определения знаний с
эталонами
ответов,
а
также
эталоны
ответов
для
заданий,
включенных в книгу для учащихся;
оценочные материалы по окончанию освоения каждого Результата
модульной программы (задания в тестовой форме нескольких
вариантов) с эталонами ответов.
Модуль 2
«Цветные металлы и твердые наплавочные сплавы»
Компетентность:
Характеризовать цветные металлы и твердые сплавы, строение, и область
применения в соответствии со стандартам.
Аудитория:
-основное общее образование
-среднее (полное) общее образование
Академический кредит
11 часов
Профессиональная актуальность:
-электросварщик ручной сварки
-газосварщик
-электрогазосварщик
-слесарь по ремонту автомобилей
-монтажник санитарно-технических систем
- электросварщик на полуавтоматических машинах
Структура модуля:
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
Результат 2:
Объяснить строение, свойства, классификацию подшипниковых сплавов, цинка, и
его сплавов, свинца, олова, никеля и их применения в соответствии со стандартом.
Результат 3:
Объяснить классификацию литых наплавочных, металлокерамических твердых
сплавов, строение, классификацию и применение в соответствии со стандартом.
Модуль2
«Цветные металлы и твердые сплавы»
Спецификация
Цели обучения: После изучения этого модуля обучающийся сможет давать
характеристику цветным металлам и наплавочным твердым
сплавам, их маркировку и область применения.
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
Критерии оценки результата:
Критерии оценки деятельности:
а) Основные сведения о цветных металлах даны верно.
б) Основные сведения о литых наплавочных сплавах даны верно.
в) Основные сведения о металлокерамических твердых сплавах даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства цветных металлов, наплавочных и металлокерамических твердых
сплавов, а также их применение.
Результат 2:
Объяснить строение, свойства, классификацию подшипниковых сплавов, цинка, и
его сплавов, свинца, олова, никеля и их применения в соответствии со стандартом.
Критерии оценки результата:
1.Свойства, строение подшипниковых сплавов даны верно.
2.Свойства, строение цинка и его сплавов даны верно.
3.Свойство, строение свинца, олово и никеля даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства, строение и применение подшипниковых сплавов, цинка, олово и никеля
даны верно.
Результат 3:
Объяснить классификацию литых наплавочных, металлокерамических твердых
сплавов, строение, классификацию и применение в соответствии со стандартом.
Критерии оценки результата:
1.Классификацию литых наплавочных сплавов даны верно;
2.Способы получения металлокерамических сплавов сталей даны верно;
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
классификацию, свойства чугунов, применение литых наплавочных,
металлокерамических сплавов.
Тематический план
№
Название темы
темы
Результат 1:
Объяснить свойства, маркировку и область применения меди, алюминия и их
сплавов в соответствии со стандартом.
1
Медь, ее свойства и область применения.
2
Сплавы меди.
3
Алюминий, его свойства и область применения
4
Алюминиев сплавы.
5
Магниевые и титановые сплавы.
6
Оценочная работа по результату 2
Результат 2: Объяснить строение, свойства, классификацию подшипниковых
сплавов, цинка, и его сплавов, свинца, олова, никеля и их применения в
соответствии со стандартом.
7
Подшипниковые сплавы.
8
Цинк, и его сплавы, свинец, олово, никель.
9
Оценочная работа по Результату 2
Результат 3: Объяснить классификацию литых наплавочных,
металлокерамических твердых сплавов, строение, классификацию и применение в
соответствии со стандартом.
10
Тема 9. Литые наплавочные твердые сплавы.
11
Тема 10. Металлокерамические твердые сплавы.
12
Тема 11. Оценочная работа по Результату 3
Всего: 12 часов
Пояснительная записка
Данный модуль является частью теоретического курса «Материаловедения» для
подготовки квалифицированных рабочих в учреждениях НПО по профессии
«Сварщик (электросварочные и газосварочные работы) в соответствии с
образовательным стандартом по данной профессии.
Результаты модуля «Цветные металлы и твердые сплавы» носят в основном,
теоретическую направленность и подготавливают к практическому применению
исходных материалов при электрогазосварочных работах.
При изучении модуля можно дополнительно использовать учебники:
1.Ю.Г.Виноградов, К.С.Орлов, Л.А.Попов «Материаловедение».- Москва: Высшая
школа, 1979
2.Г.Г.Чернышов «Сварочное дело».-Москва: ПрофобрИздат, 2002
3.А.М.Адаскин, В.М.Зуев «Материаловедение». –Москва: 2001
Изучать данный модуль предполагается с изучением курсов «Основы теории
сварки и резки металлов» и «Оборудование, техника и технология сварочных
работ»
На уроках могут применяться различные формы работы: групповая и
индивидуальная работа обучающихся, работа в парах, малых группах и т.д.
Для оценки знаний применяются тестовые задания, устный опрос, дневники
наблюдений и т..
Обучающиеся, не выполнившие требования к процедуре оценки по Результатам
на Оценочных работах, могут повторно письменно или устно подтверждать свои
знания и умения по критериям, указанным в Спецификации модуля, но другом
материале (другие варианты заданий).
Тема 1. Медь и ее свойства
Учебный материал 1.
Медь –вязкий металл розового- красного цвета. Обладает высокой пластичностью,
высокими тепло- и электропроводностью, коррозионной стойкостью, хорошо
поддается прокатки, штампованию и волочению.
Плотность меди 8,9 г/см3, температура плавления 10830С. Предел прочности при
растяжении составляет 200-300 МПа (20-35 кгс/мм2). В природе медь встречается в
виде соединений (медный колчедан и др.).
Получение меди. Медь встречается в природе в самородном состоянии крайне
редко. В основном медь получают из рудд, где она находится в виде химических
соединений с серой и железом (медный колчедан, медный блеск и др.) или в виде
различных соединений с кислородом (куприт). Наиболее значительные
месторождения медных руд в нашей стране находятся на Урале, Кавказе, в
Казахстане и Сибири. Медные руды обычно, кроме меди, содержат еще и другие
металлы, такие, как свинец, цинк, сурьму, серебро, золото и др. Медные руды
содержат от 1 до 5% меди, и перед плавкой их обогащают. После
предварительного обжига для удаления избытка серы медные руды переплавляют
на полуфабрикат- штейн, который содержит до 40% меди, и представляет собой
сплав серных соединений меди и железа. Штейн подвергают бессемериванию в
горизонтальных конвертерах с боковым дутьем для получения черновой меди,
содержащей 98,5-99,5% меди
Чернову медь рафинируют огневым, а затем электрическим способом. После
рафинирования медь разливают в слитки или анодные пластины.
Медь широко применяют в электротехнической в электротехнической
промышленности, а также используют как полуфабрикат при выплавке сплавов.
В зависимости от химического состава и назначения медь выпускают
следующих марок: МО (99,95% Сu), М1 (99,9% Сu), М2 (99,7% Cu), М3 (99,5%
Сu), М4 (99,0% Сu).
Практически все примеси ухудшают электропроводность меди, такое же влияние
оказывает наклеп.
Медь, содержащая кислород, подвержена «водородной болезни». При нагреве
меди в среде, содержащий водород, происходит диффузия водорода в медь.
Водород, взаимодействуя с закисью меди, вызывает образование паров воды по
реакции
Cu2 + Н2→2Cu+Н2О. Пары воды создают в металле большое давление,
в результате чего образуются микротрещины.
Чистая медь из-за низкой прочности не получила широкого применения в
машиностроении. В основном применяются славы меди с цинком, оловом,
алюминием, кремнием и т.д.
Закрепление учебного материала
Задание1.1.
1.Используя учебный материал 22 составьте ответ.
Медь
Свойства
Получение
Марки
Применение
Проверка степени усвоения материала
Задание 1.2
Контрольные вопросы:
1.Какой металл превосходит медь по электропроводности?
2.Можно ли из меди делать спирали электрообогревательных приборов?
3.Назовите медные руды
Тема 2. Сплавы меди
Учебный материал 2.
1.Латунь. Сплавы меди с цинком называются латунями.. Латуни маркируются
буквой
Л - латунь, за которой стоят цифры, указывающие содержание в ней
меди (Л96, Л62 и т. д.).
Практическое применение имеют латуни с содержанием цинка до 45%, так как
дальнейшее увеличение содержание цинка приводит к резкому падению
прочности.
В зависимости от содержания цинка латуни делятся на однофазные α- латуни, в
которых цинка до 39%, и двухфазные (α +β) – латуни, в которых цинка больше 39
%.
Однофазные латуни имеют более высокую пластичность, чем двухфазные, но
меньшую прочность. Однофазные α- латуни хорошо обрабатываются давлением в
холодном состоянии. С повышением температуры до 300-7000С пластичность
α- латуней ухудшается.
В результате наклепа твердость и прочность α- латуней повышается, а
пластичность уменьшается.
Например, предел прочности латуни Л80 возрастает с 320 МПа до 640 МПа, но
относительное удлинение уменьшается с 55 до 3%. Для снятия наклепа латуни
подвергают рекристаллизационному отжигу при 5000С.
Двухфазные (α +β) – латуни хорошо деформируются при горячей обработке, т.е.
при температурах выше 5000C.
Кроме простых латуней применяются специальные (сложные) латуни, в которых
дополнительно вводятся различные элементы. Для улучшения обрабатываемости
резанием в латуни вводят свинец, для повышения сопротивления коррозии в
морской воде вводят - олово, для повышения механических свойств – алюминий,
никель и др.
Специальные латуни маркируются буквой Л, после которой следуют буквы,
обозначающие легирующие элементы: М – марганец, А- алюминий, Ж – железо, Н
– никель, С – свинец и т. д. Первые две цифры, стоящие за буквами, указывают
среднее содержание меди, последующие цифры – содержание легирующих
элементов.
Например, марка ЛАЖ60 – 1 –1Л специальная латунь содержащая 60% меди, 1%
алюминия, 1% железа, а остальное цинк. Буква Л в конце марки указывает, что
латунь литейная.
2.Бронза. Сплавы меди с оловом, свинцом, кремнием, алюминием и другими
элементами называются бронзами.
Маркируют бронзы буквами Бр – бронза, за которыми следуют буквы,
указывающие легирующие элементы, введенные в бронзу, и далее цифры,
показывание содержание легирующих элементов в процентах (например, Бр010
означает 10- 12% олова, остальное медь).
Оловянистые бронзы (содержание олово до 20%) обладают хорошими литейными
свойствами, высокой химической стойкостью и хорошими антифрикционными
свойствами.
Литейные оловянные бронзы обладают высокой теплопроводностью, поэтому
антифрикционные детали, изготовленные из этих бронз, могут работать при
повышенных температурах ( до 3500С). Промышленность выпускает литейные
бронзы марок Бр.ОЦСН-3-7-5-1, Бр.ОЦС –3-12-5, Бр.ОЦС- 5-5-5 и др. Применяют
для отливок антифрикционных деталей машин, арматуры, работающей в морской
и пресной воде и парах под давлением до 2,5 Мпа.
Алюминиевые бронзы содержат 5-10% алюминия. Бронзы, содержащие 6-8%
алюминия, обрабатываются давлением в холодном и горячем состояниях . Бронзы,
содержащие 8-10%, обрабатываются давлением только при высоких температурах.
Алюминиевые бронзы можно подвергать термообработке, нормализации с
нагревом до 6500С или закалке с 9000С в воде.
Алюминиевые бронзы обладают высокой стойкостью против коррозии. Введение
никеля и железа повышает механические свойства алюминиевых бронз.
Кремнистые бронзы превосходят оловянистые по механическим свойствам и
являются более дешевыми. Кремнистые бронзы обладают высокой стойкостью
против коррозии.
Бериллиевые бронзы содержат 2,0 –2,5% Ве. Бериллиевые бронзы- дисперсионно –
твердеющие сплавы, значительно повышают механические свойства в результате
термической обработки. Закалка осуществляется с 760-7800С, охлаждение
происходит в воде. В результате закалки фиксируется перенасыщенный α-раствор.
Старение производят при 300-3500С в течение 2 ч, при этом твердость возрастает
до 350-400 НВ.
Высокие прочность и упругость, стойкость против коррозии, хорошая
свариваемость и обрабатываемость резанием делают бериллиевую бронзу хорошим
материалом для ответственных деталей типа пружин, мембран и т.д. Кроме того,
при ударе бериллиевой бронзы о другой металл не возникает искры, поэтому из нее
делают инструмент для взрывоопасных работ.
Закрепление учебного материала
Задание 2.1.
1.Используя учебный материал 23 дайте определение латуни..
Латунью
называют_________________________________________________________
2.Расшифруйте и дайте характеристику латуням:
Л90, Л96; ЛЖМц59-1-1, ЛАЖ60-1-1Л.
3.Продолжите
определение
называют___________________________
бронзы:
Бронзой
4Заполните таблицу.
Классификация
бронз
Маркировка
Свойства бронзы
Применение
Проверка степени материала
Задание 2.2.
Контрольные вопросы:
a. Какие бронзы можно использовать в агрессивной морской среде?
б. Какой инструмент, чаще всего, изготовляют из бериллиевой бронза и
почему?
в.Чем отличаются кремнистые бронзы от алюминиевых?
Тема 3. Алюминий и его свойства
Учебный материал 3.
Алюминий – легкий металл серебристо-белого цвета. Относится к легким
металлам, плотность которого составляет 2,7 г/см3. Алюминий хорошо проводит
электрический ток, тепло, обладает высокой пластичностью и низкой прочностью:
σв=100МПа, δ=40%. Чистый алюминий хорошо сопротивляется коррозии, так как
на его поверхности образуется защитная (плотная) пленка окиси алюминия (Al2O3).
Получение алюминия. Исходным материалом для производства алюминия
служат алюминиевые руды (бокситы, глиноземы, нефелины и др.). Основными
примесями являются кремний железо, которые повышают прочность, но снижают
пластичность и стойкость против коррозии. Кроме того, железо с алюминием
образуют, химическое соединение Fe2 Al3, которое ухудшает обрабатываемость
давлением.
Сначала из руды отделяют глинозем (Fe2 Al3), а затем глинозем, предварительно
растворимый в расплавленном минерале криолите, подвергают электролизу в
специальных печах- ваннах для получения алюминия. Электролиз ведется при
температуре 950-10000С.
Маркировка алюминия.
В зависимости от химического состава алюминий
подразделяется на алюминий особой чисты А999 (99,999%Al), алюминий высокой
частоты А995, А99, А97, А95 (99,995-99,95% Al), технической чистоты А85,
А8, А7, А7Е, А6, А5, (от 99,85%).
Алюминий марок
AОО (99,7%), АО (99,6%Al)
применяют в
электропромышленности для изготовления фольги и покрытий.
Алюминий марок Al (99,5%), А2 (99,О%Al), A3 (98% Al) используют для
изготовления посуды и других предметов широкого потребления.
Чтобы улучшить те или иные свойства алюминия, к нему добавляют различные
металлы- медь, магний, цинк, кремний, литий и. др. Получающие алюминиевые
сплавы обладают высокими механическими свойствами, малой плотностью,
высокой электро- и теплопроводностью и хорошей коррозионостойкостью.
Прочность алюминия может повышаться в результате наклепа, но при этом
уменьшается пластичность. Для снятия наклепа применяют рекристллизационный
отжиг при 330-3600С.
Применение алюминия. Алюминий особой частоты
применяется
в
электропромышленности для изготовления проводников тока. Ввиду повышенной
коррозионной стойкости алюминий применяется в пищевой и химической
промышленности. Основная масса алюминия технической чистоты расходуется на
производство алюминиевых сплавов, которые благодаря малому удельному весу и
достаточной прочности широко применяется в машиностроении и особенно в
авиации.
Закрепление учебного материала
Задание 3.1.
1.Используя учебный материал 24 составьте схему.
Алюминий
Свойства
Получение
Марки
Применение
Проверка степени усвоения материала
Задание 3.2.
Контрольные вопросы:
1.Каким исходным материалом являются для получения алюминия?
2.На какие сорта подразделяется алюминий?
3. Для того, чтобы придать определенные механические свойства, какие
элементы добавляют в алюминий?
Тема 4. Алюминиевые сплавы.
Учебный материал 4.
В зависимости от технического использования алюминиевые сплавы
подразделяют на деформируемые и литейные.
Деформируемые сплавы делятся на упрочняемые и неупрочняемые термической
обработкой.
Литейные сплавы могут упрочняться в результате термической обработки, но степень
упрочнения тем меньше, чем больше легирован литейный сплав, т.е. чем больше эвтектики в
структуре.
Деформируемые алюминиевые сплавы, не упрочняемые термической обработкой,
характеризуются невысокой прочностью, высокой пластичностью и высокой
коррозионной стойкостью. К ним относятся сплавы алюминий- марганец (АМц) и
алюминий – магний (АМг). Указанные сплавы являются однофазными. Они
применяются для изготовления малонагруженных деталей, изготавливаемых
холодной штамповкой, для сварных деталей и деталей, работающих в агрессивных
средах.
Сплавы, упрочняемые термической обработкой, широко применяются в
машиностроении, особенно в самолетостроении, так они обладают малым
удельным весом при достаточно высоких механических свойствах. Наиболее
распространенным является дюралюминий.
Дюралюминий — это сплав А1—Си—Mg—Mn. Маркируется дюралюминий буквой Д
—дюралюминий, за которой следуют цифры указывающие условный номер.
Дюралюминий хорошо деформируется в горячем и холодном состояниях. После
холодной деформации дюралюминий подвергают смягчающему отжигу при 370°С.
Термическая обработка дюралюминия состоит из закалки с температуры 490510°С охлаждением в воде. После закалки структур дюралюминия представляет
пересыщенный α-твердый раствор нерастворенные соединения железа.
Сплавы авиаль (А1—Mg—Si—Си) уступают по прочности дюралюминию, но
обладают лучшей пластичностью в горячем и холодном состоянии. Авиаль
подвергают закалке с 515—528°С в воде, а затем естественному или искусственному
старению. Искусственное старение осуществляют при 150—1700 С. Из авиаля
изготовляют листы, грубы и другие изделия.
Для ковки и штамповки применяют алюминиевые сплавы АК (АК1, ЛК6, АК8 и
т.д.), обладающие высокой пластичностью при температypax ковки. Ковку и
штамповку сплавов проводят при 450—475 °С.
Термическая обработка состоит из закалки с 490—5150 С в воде и стрения при
150—160 "С в течение 5—15 ч.
Силумины. Литейные сплавы алюминия — сплавы системы А1—Si —
называются силуминами. Маркируются силумины буквами АЛ, за которыми
следуют условные цифры.
Наиболее широкое применение получил сплав АЛ-2, в котором 10—13% Si.
Этот сплав имеет малую усадку и высокую жидкотекучесть.
Сплав АЛ-2 применяется для отливок сложной формы, от которых не требуются
высокие механические свойства.
Силумины с добавками меди, магния и марганца обладают более высокими
механическими свойствами. Для повышения механических свойств их подвергают
термической обработке.
Закрепление учебного материала
Задание 4.1.
1.Используя учебный материал 25 составьте таблицу.
Название сплава
Состав сплава
Обозначение
сплава
Применение
1
2
3
Задание 4.2.
Проверка степени усвоения материала
Контрольные вопросы:
1.Какие алюминиевые сплавы не упрочняются термической обработкой?
2.Почему
дюралюминиевые
самолетостроении?
упрочняемые
сплавы
применяются
в
3.Какие добавки, входящие в силумины придают ему более высокие
механические свойства?
Тема 5. Магниевые и титановые сплавы
Учебный материал 5.
Чистый магний имеет плотность 1,7 г/см3 и температуру плавления 651 °С. Магний
обладает малыми прочностью (σ=120 МПа) и пластичностью (5=8%).
Магний относительно устойчив против коррозии лишь в сухой среде и при
повышении температуры легко окисляется и даже самовоспламеняется.
Промышленность выпускает магний двух марок: Мг1 (99,92% Мq и Мг2 (99,65%
Mg). Применяют сплавы магния с алюминием, цинком, марганцем и реже с
титаном. Алюминий и цинк повышают механические свойства, марганец
повышает коррозионную стойкость, титан способствует измельчению зерна.
Магниевые сплавы делят на деформируемые и литейные.
Деформируемые магниевые сплавы маркируют буквами МЛ, литейные — MЛ.
Деформация магниевых сплавов осуществляется при 250-400 °С. Упрочняющей
термической обработке деформируемые магниевые сплавы не подвергают. Их
отжигают при 340-4000 С в течение 3—12 ч.
Механические свойства литейных сплавов в большой степени зависят от величины
зерна. Для измельчения зерна их перед разливкой модифицируют мелом,
магнезитом, цирконием, хлорным железом. Отливки магниевых сплавов для
снятия внутренних напряжений подвергают отжигу при 200—250 °С.
Упрочняющая термическая обработка литейных магниевых сплавов состоит из
закалки при 380°С (МЛ4) или 415°С (МЛ5) с выдержкой в течение 10-16 ч,
охлаждения на воздухе и последующего старения при 175°С в течение 15—16 ч.
Например, сплав МЛ5 после закалки и старения имеет σ = 220 МПа, δ = 5%.
Магниевые сплавы применяют в авиационной промышленности, в
машиностроении и в радиотехнической промышленности.
Титан — металл серебристо-белого цвета, имеет плотность 4,5 г/см3,
температуру плавления 1668 "С.
Титан имеет две аллотропические модификации: α-титан и β-титан.
Температура перехода α ↔β равна 8820 С. Свойства титана сильно зависят от
чистоты.
Наличие азота и кислорода повышает прочность титана, но сильно снижает
пластичность.
Присутствие
углерода
снижает
ковкость,
ухудшает
обрабатываемость резанием, свариваемость титана. Водород повышает
чувствительность титана к хрупкому разрушению.
Титан обладает высокой коррозионной стойкостью в атмосфере, пресной и
морской воде, в ряде кислот. Титан хорошо куется и сваривается. Упрочнение
титана достигается наклепом, легированием, термической обработкой.
Элементы, вводимые в титан, делят на две группы по влиянию их на
температуру α ↔β -превращения.
Алюминий, кислород, азот повышают температуру α ↔β превращения. Их
называют α -стабилизаторами. Хром, железо, марганец, молибден и ванадий
понижают температуру α ↔β –превращения. Их называют β- стабилизаторами.
Различают три вида титановых сплавов.
Титановые α -сплавы малопластичны, менее склонны к поглощению кислорода
и не становятся хрупкими при термической обработке. Это сплавы титана с
алюминием.
Титановые β -сплавы наиболее пластичны, но менее прочны, мри высоких
температурах (выше 700 °С) легко поглощают кислород и азот.
Титановые (α +β)-сплавы хорошо куются, штампуются, поддаются
термической обработке и обладают большей прочностью, чем однофазные.
Практическое применение нашли α и (α +β )-сплавы. Титановые сплавы можно
применять в качестве литейных, так Кик они обладают хорошими литейными
свойствами.
Для снятия внутренних напряжений, возникающих при механической
обработке, штамповке и других работах, детали из титановых сплавов подвергают
отжигу при 550—620°С. Для снятия наклепа полуфабрикаты отжигают при 650750°С (продолжительность 20—60 мин, охлаждение на воздухе). Титановые сплавы,
легированные β - стабилизаторами, упрочняются закалкой и старением.
Например, сплав ВТЗ-1 закаливают с 880о С, а сплав ВТ8 — с 9500С. Старение
проводят при 500—600°С.
Титановые сплавы с целью повышения износостойкости подвергают
азотированию при 850—950°С в атмосфере азота, очищенного от кислорода.
Твердость азотированного слоя 1100-1200 НV.
Закрепление учебного материала
Задание 5.1.
1. Используя учебный материал 26 составьте:
свойства магния и его сплава;
свойства титана и его сплава
2.Соотнесите стрелками элементы, входящие в сплав титана с и
приобретаемые свойства:
Водород
снижает ковкость
Углерод
понижает температуру α ↔β –превращения
Алюминий, кислород
разрушению
Хром, железо, марганец
повышает чувствительность титана к
повышают температуру α ↔β превращения
3. Составьте таблицу.
Название сплава титана
Свойства сплава
Проверка степени усвоения материала
Задание5.2.
Контрольные вопросы:
1.Плотность и температура плавления магния?
2.Плотность и температура плавления титана?
3.Обладает ли титан коррозионной стойкостью в атмосфере, пресной и
морской воде, в ряде кислот?
Тема 7. Подшипниковые сплавы.
Учебный материал 7.
Подшипниковыми
(антифрикционными)
называются
сплавы,
применяемые для изготовления для изготовления вкладышей подшипников
и других трущихся деталей.
Наилучшими антифрикционными свойствами из подшипниковых сплавов
обладают баббиты.
Баббиты — это легкоплавкие подшипниковые сплавы, применяемые для
вкладышей подшипников скольжения. Металл вкладыш должен обладать малым
коэффициентом трения, достаточной износостойкостью и хорошей
прирабатываемостью. Второе и третье требования противоречат друг другу.
Высокая износостойкость обеспечивается высокой твердостью, а
прирабатываемость достигается при низкой. Оба эти требования удовлетворяются,
если в структуре имеются твердая и мягкая фазы. В этом случае после
непродолжительно работы (приработки) происходит износ мягкой фазы —
основы, и . на поверхность выступают твердые частицы, обеспечивающие
износостойкость. При этом между валом и вкладышем образуются пустоты, в
которых удерживается смазка.
В качестве баббитов используют сплавы систем «Pb—Sb», «Sn - Sb» и др., а
также сплавы на основе цинка, легированные алюминием и медью.
В сплавах системы «Pb—Sb» роль мягкой фазы играет свинец (его твердость
ЗНВ), а роль твердой — сурьма (30НВ). Используют заэвтектические сплавы с
содержанием 16—18% Sb. Помимо названых в состав баббитов могут входить и
некоторые легирующие элементы, например медь. Баббиты (не на цинковой
основе) маркируют- ся буквой «Б» и порядковым номером или дополнительной
буквой (например, Б6, БН).
Кроме баббитов, к числу материалов, обладающих антифрикционными
свойствами, относятся:
а) антифрикционные чугуны;
б) подшипниковые сплавы на основе меди – бронзы;
в) металлокерамические сплавы, получаемы путем спекания под давлением
порошков бронзы и графита или железа и графита;
г)неметаллические антифрикционные материалы- пластмассы, резина,
пластифицированная древесина.
Закрепление учебного материала
Задание 7.1.
1.Ипсользуя учебный материал 27 дайте определение
антифрикционным сплавам.
2.Перечислите основные антифрикционные сплавы.
подшипниковым
Проверка степени усвоения материала.
Задание 7.2
Контрольные вопросы:
1.Каким основным требованиям должны удовлетворять подшипниковые сплавы?
2.Какие подшипниковые сплавы называются баббитами?
3.Перечислите неметаллические антифрикционные материалы?
Тема 8. Цинк и его сплавы, свинец, олово, никель.
Учебный материал 8.
Цинк — голубовато-серебристый блестящий металл средней твердости.
При хранении на воздухе тускнеет, образуя тонкую, но плотную пленку окисла,
предохраняющую металл от дальнейшего окисления. Плотность цинка 7133
кг/м3, температура плавления 420° С, легко растворяется в кислотах. В
зависимости от химического состава цинк выпускают марок ЦВ00, ЦВ0, ЦВ1,
ЦВ, Ц0А, Ц0, Ц1, Ц2, ЦЗ.
Цинковые сплавы обозначают буквами «ЦАМ» и цифрами, показывающими
содержание алюминия и меди, например, ЦАМ-Ю (10% А1, 5% Сu, основа –
Zn).
Тугоплавкий металл, серо-стального цвета, плотностью 7190 кг/м3, имеет
очень высокую температуру плавления (1890° С), обладает высокой
коррозионной стойкостью в нормальных условиях против кислорода и влаги.
Металлический хром используют для нанесения покрытий (хромирования),
обладающих защитными и декоративными свойствами. В соединениях с железом
(ферросплавах) хром служит важным легирующим элементом.
Свинец — мягкий металл, синевато-серого цвета, его плотность составляет
11 340 кг/м3, температура плавления 327,4° С, обладает высокой пластичностью и
хорошими литейными качествами. При взаимодействии с кислородом воздуха
на поверхности металла образуется пленка окиси свинца, препятствующая
дальней-
шему его окислению. В зависимости от химического состава свинец
выпускают следующих мирок: COQ00, С000, С00 и свинца СО, C1.G, С1, С2С,
С2, СЗ, СЗС.
Свинец высокой чистоты – содержит различных примесей — серебро, медь,
цинк, олово, магний и др.— не более 0,0001%, а марки СЗ — примесей не
более 0,5%. Свинец марок СО, d, C2 и т. д. Поставляется в биде чушек
массой от 30 до 40 кг, а свинец высокой чистоты— в виде слитков массой
до 6 кг. Свинец марок СО, Cl, C2, СЗ широко применяют при производстве
латуней и бронз как легирующий элемент Из свинца изготовляют трубы,
предназначенные
для
транспортирования жидких коррозионных сред. В электротехнической
промышленности из свинца изготовляют кислотные электроаккумуляторы,
оболочки кабелей т. п. В санитарно-технических работах свинец применяют для заделки особо ответственных соединений водопроводных и
канализационных труб.
Олово — мягкий металл серебристо-белого цвета, плотность которого
составляет 7300 кг/м3, температура плавления 232,1°С. Олово мало тепло- и
электропроводно, почти не окисляется на воздухе и в воде. В зависимости
от химического состава олово выпускают следующих марок: ОБЧ-000,. ОГПЧ,
^01,' 02, 03, 04. Олово, кроме марки ОВЧ-000, поставляется в виде чушек
массой 25 кг.
В промышленности олово применяют в качестве защитного покрытия
различных емкостей, для приготовления припоев, а также как легирующий
элемент при производстве латуней и бронз.
Никель твердый, тугоплавкий металл серебристо-белого цвета, стойкий против
коррозии. Плотность никеля составляет 8900 кг/м 3, температура плавления 1455°
С. В зависимости от химического состава никель имеет следующие марки: H-3,
Н-1, Н-2, и Н-4. Никель марки Н-0 содержит примесей (алюминий, железо,
медь, сера, фосфор и. др.) не более 0,01%, а никель марки Н-4 — до 2,4%
(углерод, сера и медь). Никель используют в качеств; легирующих добавок к
сталям. Кроме того, никель применяют для декоративных и защитных покрытий.
Сплав никеля с марганцем НМц2,5, НМц5, выпускаемый в виде проволоки,
используют для изготовления свечей.
Закрепление учебного материала
Задание 8.1.
1. Используя учебный материал 28, дайте краткую характеристику
металлам:
Свинец
Олово
Никель
Проверка степени усвоения материала
Задание 8.2
Контрольные вопросы:
1.Что показывают буквы в обозначении цинковых сплавов ЦАМ?
2.В каких целях применяются свинец, олово, никель?
Тема 10. Литые наплавочные твердые сплавы
Учебный материал10.
Твердые сплавы — это материалы, состоящие из зерен карбидов или
карбонитридов тугоплавких металлов, соединенных металлической связкой.
Режущая керамика состоит только из твердых химических соединений —
оксидов, карбидов, нитридов. Основной метод изготовления изделий их этих
материалов — порошковая металлургия. Отличием этой технологии от литья
является то, что один из компонентов в процессе спекания — окончательной
операции — находится в твердом состоянии, что связано с высокими
температурами плавления этих компонентов.
Сведения о технологии порошковой металлургии. Основными технологическими процессами порошковой металлургии являются получение
порошков, приготовление смесей, формование смесей, спекание. Для получения
порошков исходных компонентов используют различные технологии в
зависимости от природы сырья.
Для получения карбида вольфрама — основного компонента большинства
твердых сплавов — используют карбидизацию порошкообразного металлического
вольфрама в среде углерод содержащего газа. Металлический вольфрам получают
в две стадии. На перво й в результате разложения вольфрамовой кислоты
образуется оксид вольфрама, который на второй стадии подвергают восстановлению в среде водорода (Н2W4 -> WO3 + H2 O; WO3 + ЗН2 ->W + 3Н2О и,
наконец, 2W + С2Н2 -> 2WC + Н2).
Карбид титана (TiC), являющийся компонентом и твердых сплавов и режущей
керамики, получают восстановлением окиси титана (TiO + С2Н2 ->TiC + СО +
Н2).
Формование заготовок для последующего спекания может осуществляться
различными методами: прессование в пресс-формах, гидростатическое
прессование,
мундштучное
прессование
(метод
шприцевания
или
выдавливания),
шликерное
литье
(отливка
суспензий).
Наиболее
распространенной технологией в порошковой металлургии является
прессование в пресс-формах.
Давление прессования 500-600 МПа. При прессовании важно обеспечить
высокую и равномерную плотность смеси по объему. От степени уплотнения
зависит величина усадки при последующем спекании.
Рис14. Схема одностороннего (а) и двухстороннего (б) прессования:
/ — пуансон (о — неподвижный, б — подвижный); 2 — прессуемое
изделие; 3 — матрица; 4 — нижний пуансон
Спекание — заключительная технологическая операция порошковой
металлургии. В процессе спекания происходит превращении пористого вещества
в компактный малопористый или, в идеале беспористый материал. В процессе
спекания увеличивается плотность за счет снижения пористости, т.е. происходит
уменьшение объема исходной дозированной смеси, ее усадка. Спекание может
выполняться без приложения нагрузки после холодного прессования (ХП + С), при
совмещении процессов прессований и спекания — горячее прессование (ГП), а
также в условиях всестороннего давления — горячее изостатическое прессование
(ГИП). ГИП может быть использован но в качестве основного метода или быть
дополнительной операцией после ХП 4 + С или ГП. Его осуществляют в печах|
высокого давления (до 300 МПа), которое достигается за счет подачи
нейтрального газа. Наиболее дешевым является метод ХП + С. Методы горячего
прессования более энергоемки, они требуют применения дорогостоящей
прессовой оснастки из высокопрочного графита. Поэтому для массовой
продукции основным является первый метод. Режущие пластинки
из твердого
сплава изготавливают в основном методом ХП + С.
ГП применяется главным образом при изготовлении изделий больших габаритов
— волок, размольных шаров. Технология ГИП используется для изготовления
тяжело нагруженного штампового инструмента. Применение горячего прессования
при изготовлении керамики более актуально в связи с ее низкой прочностью.
Применение ГП взамен ХП + С позволяет снизить пористость с 2 до 0,5% и
повысит механические свойства. В изделиях, полученных ГИП, отсутствует
анизотропия
плотности,
они
равноплотны
(что
недостижимо
при
однонаправленном нагружении, характерном для ХП + С И I II). Керамика,
полученная методом ГИП, обладает максималь-1юй стойкостью, однако эта
технология очень дорогая.
Твердые сплавы. Основной фазой твердых сплавов являются карбиды или
карбонитриды в количестве 80% и более. Твердые сплавы имеют высокие
твердость 87-92 HRA (HRC = 2HRA - 104) и теплостойкость (800—1100°С),
поэтому допустимые скорости резания Мри использовании твердосплавного
инструмента также высокие 100-300 м/мин.
В зависимости от типа твердой фазы — карбиды, карбонитриды — и
металла-связки твердые сплавы делятся на следующие Четыре группы:
WC—Со — вольфрамокобальтовые типа ВК;
WC—TiC—Со — титановольфрамокобальтовые типа ТК;
WC—TiC—TaC—Со — титанотанталовольфрамокобальтовые типа ITK;
TiC и TiCN-(Ni + Mo) — сплавы на основе карбида и карбонитрида титана
— безвольфрамовые типа ТН и КНТ.
Сплавы ВК. Сплавы маркируются буквами «ВК» и цифрой, показывающей
содержание кобальта (например, состав сплава ВК6— 94% WC и 6% Со).
Свойства сплавов определяются главным образом содержанием кобальта. Его
увеличение приводит к повышению прочности, но твердость и износостойкость
при этом снижаются. Теплостойкость сплавов ВК около 900°С. Сплавы этой
группы обдают наибольшей прочностью по сравнению с прочими твердыми
сплавами. По содержанию кобальта сплавы можно разделить на три группы:
низкокобальтовые
(3-8% Со), среднекобальтовые (до 15% Со) и
высококобальтовые (до 25% Со). Для режущего инструмента используются
сплавы с содержанием кобальта до 10%, т.е. в в основном низкокобальтовые
(ВК4, ВК6, ВК8). Сплавы с содержанием кобальта 10—15% применяют для
изготовления бурового инструмента, а высококобальтовые — для штампового
инструмента. Сплавы ВК используются для обработки резанием материалов с
цементной стружкой (надлома) — в первую очередь чугунов, а
также цветных металлов, стеклопластиков и др. Это связано с возникновением
динамических нагрузок при резании, что требует применения сплавов
повышенной прочности.
Сплавы ТК. Сплавы обозначаются комбинацией букв и цифр. Цифра после
«Т» указывает на содержание в сплаве карбида титана, после «К» — кобальта
(например, состав сплава Т15К6 TiC - 15%, Со — 6%, остальное, 79%, — WC ).
Твердость сплавов ТК больше, чем у ВК (твердость TiC — 3220HV, WC —
2080HV). Они также имеют преимущество по теплостойкости — 1000°С, однако
их прочность ниже (при одинаковом содержании кобальта). Увеличение
содержания кобальта приводит к повышению прочности одновременным
снижением твердости и теплостойкости. Сплаи группы ТК (Т30К4, Т15К6,
Т5К10) используются для обработки материалов со сливной стружкой, т.е.
сталей. При обработке стали, в отличие от чугуна со стружкой надлома,
инструмент находится я постоянном контакте с обрабатываемым материалом.
Это определяет его больший нагрев. Поэтому от инструментального материал
требуется повышенная теплостойкость.
Сплавы ТТК (ТТ7К12, ТТ8К6, ТТ20К9). Обозначение сплавов ТТК аналогично
ТК. Цифра после второй буквы «Т» указывает суммарное содержание карбидов
TiC и ТаС.
При равной теплостойкости (1000°С) сплавы ТТК превосходи! сплавы ТК по
сочетанию свойств «твердость — прочность». Так, при одинаковом содержании
кобальта сплав ТТ8К6 превосходит сплавТ15К6 и по твердости (90,5 и 90HRA
соответственно), и по прочности (1323 и 1176 МПа). Наибольшее влияние
легирования карбидом тантала проявляется при циклических нагрузках — ударная
усталостная долговечность повышается от 6 до 25 раз. Поэтому танталсодержащие
сплавы используются, в основном, для тяжелых условий резания с большими
силовыми и температурными нагрузками — при больших сечениях среза, при
прерывистом резании, при обработки трудно обрабатываемых (жаропрочных)
материалов.
Сплавы ТН, КНТ. Это безвольфрамовые твердые сплавы (БВТС) на основе
карбида и карбонитрида титана с никельмолибденовой, | не кобальтовой связкой.
Состав сплавов: КНТ16 TiCN — 74%, Ni 19,5%, Mo - 6,5%; ТН20 TiC - 79%,
Ni - 15%, Mo - 6%.
По теплоемкости БВТС уступают вольфрамсодержащим сплавам — 800°С. Их
прочность и модуль упругости также ниже.
Теплоемкость и теплопроводность БВТС ниже, чем у традиционных сплавов. Это
означает, что при одинаковом количестве теплоты, выделяемой при резании,
режущая кромка инструмента из БВТС нагревается сильнее. Это обстоятельство
наряду с меньшей теплостойкостью определяет более низкую стойкость такого
инструмент при высоких скоростях резания. Из-за более низкой прочности БВТИ
заметно уступают традиционным сплавам при силовом резании < большими
подачами и глубинами резания. Несмотря на более низкую стоимость широкое
применение БВТС для изготовления режущего инструмента проблематично.
Наиболее целесообразно использование сплавов для изготовления измерительного
инструмента (концевые меры, калибры) и волочильного инструмента.
Классификация твердых сплавов по ISO. В основу классификации ISO
(Международная организация стандартов) положены рекомендации по
рациональному применению твердых сплавов в
зависимости от
обрабатываемого материала и условий резания, а не их состав, что создает
удобства для потребителя (табл. 3).
И зависимости от обрабатываемого материала твердые сплавы ценится на три
группы. Сплавы группы «Р» предназначены для обработки сталей — сливная
стружка; группы «К» — для чугунов и цветных металлов — элементная стружка
(надлома); группы «М» — М основном для труднообрабатываемых материалов —
стружка сливная и надлома.
В пределах группы сплавы делятся по механическим свойствам. Им
присваивается двузначный индекс — от 01 до 50 (например, Р01, Ml0, К10).
Чем меньше индекс, тем выше твердость и износостойкость сплава, но ниже
прочность, т.е. сплавы с индексом «01» обладают максимальной твердостью в
пределах группы, а сплавы с Индексом «50» — наибольшей прочностью. Таким
образом, инструментом из сплавов с малыми индексом осуществляется
обработка с высокими скоростями резания, но пониженными подачами и
глубинами резания.
Обобщенно без детализации для конкретных операций можно сказать
примерное назначение сплавов: с индексом 01—10 чистовая обработка; 0,5-30 –
получистовая; 30-40 черновая; 40-50 – резание в особо тяжелых условиях (по
литейной корке, с ударами и вибрациями и т.п.).
Соответствие отечественных твердых сплавов классификации ISO
Группа по ISO
Таблица 3
Сплавы
Р01
Т30К4, ТН20
Р10
Р25
РЗО
Р40
Р50
К01
KI0
К20
КЗО
К40
М05
М10
М20
МЗО
М40
Т15К6, КНТ16
ТТ20К9
Т5К10, ТТ10К8
Т5К12, ТТ7К12
ТТ7К12
ВКЗ, ВК-ЗМ
ВК-6М, ВК6-ОМ
ТТ8К6
ВК8, ВК4
ВК8, ВК15
ВК-ОМ
ВК6-М, ТТ8К6
ТТ10К8
ВК10-ОМ, ВК8
ТТ7К12, ВК10-ОМ
Закрепление учебного материала
Задание 10.1.
1.Используя учебный материал 30 составьте правильно технологический
процесс получения твердых сплавов. Расставьте «кирпичики» последовательно,
проставьте цифрами и соедините стрелками.
Спекание
Приготовление смеси
Формование
Получение порошков
2.Используя учебный материал 30 составьте таблицу
Название сплава
Обозначение
сплава
Свойства сплава
Применение
1
2
3
4
5
3.Соотнесите марки твердых сплавов к группе по ISО: М40-
; К05-
; Р40 -
Проверка степени усвоения материала
Задание 10.2.
1. Дайте определение порошковой металлургии.
2.Используя учебный материал составьте таблицу.
3.Дайте характеристику твердым сплавам марки:
ВК6, Т15К, ТТ7К12, ТНТ16 TiCN.
Тема 11. Металлокерамические твердые сплавы.
Учебный материал 11.
Режущая керамика. Слово «керамика» произошло от наименования района
Афин — Cerami, где гончары производили свою продукцию («keramos» означает
обожженный материал). Традиционно керамика — это фарфор, фаянс, черепица,
кирпич.
В настоящее время керамика широко используется как конструкционный
материал с особыми химическими, фрикционными и теплофизическими
свойствами, наиболее широко керамику применяют в промышленности в
качестве инструментального материала. По составу режущую керамику
подразделяют на оксидную — А12О3 (99% с добавками оксидов магния и циркония
(белая); оксидно-карбидную А12О3 (60—80%) с оксидами и карбидами тугоплавких
металлов (черная); оксидно-нитридную А1 О3 и TiN (кортинит); на основе
нитридам кремния Si3N4 (силинит — Р).
Оксидная керамика. Механические свойства керамики, состоящей только из
оксида алюминия А12О3, низкие. Предел прочности (σизг) составляет 200—350
МПа.
Весьма эффективно повышение прочности при введении в состав керамики
оксида циркония ZrO2 (5—15% масс).
Армирование керамики осуществляется введением монокристаллических
волокон (усов) карбида кремния SiC, сдерживающий распространение трещины.
При содержании 30% SiC достигает повышение прочности на 25—30% и, кроме
того, повышается теплопроводность керамики.
Оксидно-карбидная и оксидно-нитридная керамики. В состав этих керамик,
помимо оксида алюминия, входят карбиды или нитриды тугоплавких
компонентов. Эффект от их введения связан с подавлением процесса
рекристаллизации при спекании и в результате этого получения
мелкозернистой структуры (величина зерна снижается примерно в 2 раза), что
приводит к повышению прочности.
Механические свойства оксидно-карбидной и оксидно-нитридной ['Керамик
могут быть дополнительно повышены так же, как и для самой, за счет
измельчения зерна (технология ГП) и легирования
диоксидом циркония.
Нитридная керамика. Основа такой керамики — нитрид кремния Si3N4.
Получение плотного материала из чистого нитрида кремния при нормальном
давлении не достигается вплоть до температуры его термического разложения.
Это объясняется низкой диффузионной подвижностью атомов и высоким
сопротивлением перемещению дислокаций. Необходимая плотность достигается
лишь в присутствии активирующих добавок, влияние которых проявляется в
том, Что при нагреве смеси порошков нитрида кремния и активатора происходит
образование жидкой фазы. Наиболее эффективен оксид магния, введение
которого в малых количествах (доли процента) позволяет достичь полного
уплотнения. Помимо MgO, в качестве добавок используется Y2O3 (оксид иттрия),
ZrO2, а также комплексная добавка активатор — Y2O3 + А12О3.
Закрепление учебного материала
Задание 11.1.
1. Используя учебный материал, составьте таблицу.
Виды сплавов
Состав сплава
Применение
Проверка степени усвоения материала
Задание 11.1.
Контрольные вопросы:
1.Почему твердые сплавы, употребляемые для резания металлов называются
металлокерамикой?
2.Выбирите из предложенных вам
инструментов, выполненные из
металлокерамики.
Курс «Материаловедение»
Модуль 3
«Неметаллические материалы»
Содержание
Введение
Спецификация модуля 3
Тематический план
Пояснительная записка к модулю 3
Результат 1: Объяснить свойства, маркировку и область применения пластмасс,
в соответствии со стандартом.
Тема 1. Пластические массы и их свойства.
Тема 2. Термореактивные пластмассы.
Результат 2: Объяснить свойства, маркировку и область применения пластмасс,
эластомеров, пленкообразующих и абразивных материалов в
соответствии со стандартом.
Тема 3. Эластомеры (каучуки), резины
Тема 4. Клеи.
Тема 5.Герметик, лакокрасочные покрытия.
Тема 6. Абразивные материалы.
Тема 7. Оценочная работа по результату 2.
Зачетная работа по курсу
Введение
Изменения, происходящие в разных отраслях промышленности, требуют
подготовки конкурентоспособных специалистов по рабочим профессиям. Большая
роль в пополнении предприятий квалифицированными специалистами отводится
профессиональным училищам и лицеям.
Развитие техники требует материалов с новыми уникальными свойствами. Для
атомной энергетики и космической техники необходимы материалы, которые
могут работать при весьма высоких температурах. Компьютерные технологии
стали возможными только при использовании материалов с особыми свойствами.
Таким образом, материаловедение – одна из важнейших, приоритетных наук,
определяющих технический прогресс.
Наука материаловедение тесно вязана со многими перспективными профессиями,
которым обучаются обучающиеся профессиональных технических учебных
заведений. Одними из них являются профессии:
«Сварщик»,
«Автослесарь»,
«Токарь» и т. д..
Предлагаемое учебное пособие по по курсу «Материаловедение»» является
составной частью модульной программы
по предметам спецдисциплин по
профессиям «Сварщик» и «Автослесарь».
Сущность модульного обучения состоит в том, что обучающийся
самостоятельно достигает конкретной компетентности в процессе работы с
модулем. Модульное обучение, и в этом одно из его особенностей, ориентировано
на учащихся с разной степенью мотивации и уровнем допрофессиональной
подготовки. Центральным моментом в модульной технологии являются такие
методы
организации
учебной
деятельности,
в
основе
которых
лежит
самостоятельность и ответственность за результаты труда самих обучающихся.
Таким образом, происходит смещение односторонней активности преподавателя на
активность, самостоятельность и ответственность обучающихся. Преподаватель
при этом выступает в роли организатора учебного процесса на проблемной основе,
действуя скорее как руководитель и партнер, чем как источник готовых знаний и
директив для учащихся.
Поэтому комплект модульных пособий «Материаловедение» позволит
учащимся развивать навыки самообучения и контроля достигнутых результатов, а
преподавателю - организовать процесс освоения дисциплины и оценку обучения по
модулю.
Реализация программы предполагает проведение 54- х часовых занятий.
При проведении занятий в учебной группе преподавателю необходимо:
ставить перед классом реальные учебные задачи в понятной для
учащихся форме;
выполнять функцию координатора и партнера, помогать отдельным
учащимся и группам, избегая директивных методов;
проявлять терпимость к ошибкам учеников, допускаемым ими в
попытках найти собственное решение; предлагать свою помощь или
адресовать к нужным источникам информации только в тех случаях,
когда учащийся начинает чувствовать безнадежность своего поиска;
предоставлять возможность для обмена мнениями в ходе общих
обсуждений.
Методическое пособие «Общие сведения о сварке» содержит
следующие материалы:
спецификация модуля;
тематическое планирование по модулю;
для каждой темы задания предварительного определения знаний с
эталонами
ответов,
а
также
эталоны
ответов
для
заданий,
включенных в книгу для учащихся;
оценочные материалы по окончанию освоения каждого Результата
модульной программы (задания в тестовой форме нескольких
вариантов) с эталонами ответов.
Модуль 3
«Неметаллические материалы»
Компетентность:
Характеризовать неметаллические материалы, строение, и область применения в
соответствии со стандартам.
Аудитория:
-основное общее образование
-среднее (полное) общее образование
Академический кредит
7 часов
Профессиональная актуальность:
-электросварщик ручной сварки
-газосварщик
-электрогазосварщик
-слесарь по ремонту автомобилей
-монтажник санитарно-технических систем
- электросварщик на полуавтоматических машинах
Структура модуля:
Результат 1:
Объяснить свойства, маркировку и область применения пластмасс, в соответствии
со стандартом.
.Результат 2:
Объяснить свойства, маркировку и область применения пластмасс, эластомеров,
пленкообразующих и абразивных материалов в соответствии со стандартом.
.
Модуль 3
«Неметаллические материалы»
Спецификация
Цели обучения: После изучения этого модуля обучающийся сможет давать
характеристику неметаллическим материалам, их маркировку и
область применения.
Результат 1: Объяснить свойства, маркировку и область применения пластмасс,
в соответствии со стандартом.
Критерии оценки результата:
а) Основные сведения о пластических масс даны верно.
б) Основные сведения о термореактивных пластмассах даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
свойства пластмасс, область их применения.
Результат 2:
Объяснить свойства пластмасс, эластомеров, пленкообразующих материалов и
область их применения пластмасс, эластомеров, пленкообразующих и абразивных
материалов в соответствии со стандартом.
.
Критерии оценки результата:
1. Основные свойства эластомеров даны верно.
2.Основные свойства клея, герметика даны верно.
3.Основные свойства лакокрасочных материалов даны верно.
4. Основные свойства абразивных материалов даны верно.
Требования к процедуре оценки:
Письменное или устное подтверждение, того что обучающиеся может объяснять
основные свойства строение и применение подшипниковых сплавов, цинка, олово
и никеля даны верно.
Тематический план
№
Название темы
темы
Результат 1:
Объяснить
свойства, маркировку
и область применения пластмасс, в
соответствии со стандартом.
1
Пластические массы и их свойства.
2
Термореактивные пластмассы.
Результат 2:
Объяснить свойства пластмасс, эластомеров, пленкообразующих материалов и
область их применения пластмасс, эластомеров, пленкообразующих и абразивных
материалов в соответствии со стандартом.
3
4
5
6
7
Эластомеры (каучуки), резины
Клеи.
Герметик, лакокрасочные покрытия.
Абразивные материалы.
Оценочная работа по результату 2.
Всего – 7 часов
Зачетная работа по курсу – 2 часа
Итого: 54часа
Пояснительная записка
Данный модуль является частью теоретического курса «Материаловедения» для
подготовки квалифицированных рабочих в учреждениях НПО по профессии
«Сварщик (электросварочные и газосварочные работы) в соответствии с
образовательным стандартом по данной профессии.
Результаты модуля «Неметаллические материалы» носят в основном,
теоретическую направленность и подготавливают к практическому применению
исходных материалов при электрогазосварочным работам.
При изучении модуля можно дополнительно использовать учебники:
1.Ю.Г.Виноградов, К.С.Орлов, Л.А.Попов «Материаловедение».- Москва: Высшая
школа, 1979
2.Г.Г.Чернышов «Сварочное дело».-Москва: ПрофобрИздат, 2002
3.А.М.Адаскин, В.М.Зуев «Материаловедение». –Москва: 2001
Изучать данный модуль предполагается с изучением курсов «Основы теории
сварки и резки металлов» и «Оборудование, техника и технология сварочных
работ»
На уроках могут применяться различные формы работы: групповая и
индивидуальная работа обучающихся, работа в парах, малых группах и т.д.
Для оценки знаний применяются тестовые задания, устный опрос, дневники
наблюдений и т..
Обучающиеся, не выполнившие требования к процедуре оценки по Результатам
на Оценочных работах, могут повторно письменно или устно подтверждать свои
знания и умения по критериям, указанным в Спецификации модуля, но другом
материале (другие варианты заданий).
Тема 31. Пластические массы и их свойства
Учебный материал 25
Пластические массы. Состав и классификация пластических масс.
Пластические массы (пластмассы) — это искусственные материалы, основой
которых — связующими — являются полимеры. При нагреве пластмассы
размягчаются, становятся пластичными. В таком состоянии им под давлением
придается необходимая форма, сохраняющаяся после охлаждения.
Пластмассы так же, как и полимеры, делятся на две группы: термопластичные
и термореактивные.
Пластмассы могут быть одно- или многокомпонентными. Состав
однокомпонентных представлен только полимером.
В состав многокомпонентных пластмасс помимо связующего могут входить
наполнители, пластификаторы, отвердители, красители.
Наполнители повышают механические свойства, снижают усадку при
прессовании и придают материалу специальные свойства. Это инертные к
полимеру органические или неорганические вещества.
По виду наполнителя пластмассы делят на:
порошковые (наполнитель — древесная мука, графит, тальк и др.)
волокниты с наполнителем в виде волокна (очесы хлопка и льна), в том числе
стекло- и асбоволокниты;
слоистые с листовым наполнителем (бумага — гетинакс, ткань
хлопчатобумажная — текстолит, а также асбо- и стеклотекстолит со стеклянной
тканью и асбестом);
газонаполненные — пено- и поропласты (наполнитель — воздух или
нейтральные газы).
Пластификаторы повышают эластичность, а также морозо- и онестойкость и
облегчают прессование. В качестве пластификатором используют олеиновую
кислоту, стеарин.
Отвердители — оксиды некоторых металлов, уротропин способствуют
отвердению термореактивных пластмасс.
Красители и пигменты придают пластмассам определенную окраску.
Термопластичные пластмассы. Основа термопластичных пластмасс полимеры с
линейной или разветвленной структурой. Температура эксплуатации наиболее
распространных термопластов не превышает 60—200°С, при более высоких
температурах начинается рез-Кос снижение свойств. При длительном нагружении
вследствие релаксационных процессов происходит изменение размеров. Большими
Прочностью и жесткостью обладают кристаллические полимеры.
Полиэтилен (ПЭ) (-СН2-СН,-)л. Производится полиэтилен высокого (ПЭВД) и
низкого (ПЭНД) давления (полимеризация при Умилении 100 и 0,1-0,6 МПа и
температуре 200-300 и 150°С соответственно).
ПЭ обладает весьма высокой химической стойкостью, при комнатных
температурах нерастворим ни в одном известном растворителе.
ПЭ называют полимером, которой позволил выиграть войну, |так как его
высокие диэлектрические свойства во многом определили эффективность радара.
Длительное
применение
ПЭ
ограничено
температурой
60—100°С.
Морозостойкость –до -70°С.
Полипропилен (ПП) (-СН 2 -СНСН 3 -) является производной от этилена. Это
жесткий, нетоксичный материал с более высокими, чем у ПЭ, свойствами. ППпленки более прочны и обладают меньшей газопроницаемостью по сравнению с
ПЭ-пленками. Рабочая температура ПП до 150°С. Недостаток ПП — низкая
морозостой-кость от —10 до —20°С.
Полистирол (ПС) (-СН2-СНС6Н5-)л — твердый, жесткий, прозрачный материал,
хорошо окрашивается. ПС наиболее стоек к воздействию ионизирующего
излучения по сравнению с другими термопластами. ПС растворим в бензоле, но
стоек к кислотам, щелочим, маслам. Недостатки ПС — низкая теплостойкость,
склонность к старению и образованию трещин.
ПС применяют для изготовления деталей радиотехники, приборов, а АБСпластики — для деталей автомобилей, из них изготавливают трубы и др.
Политетрафторэтилен (ПТФЭ) (—CF2—CF2—)n — фторопласт — один из
наиболее тепло- и химически стойких термопластов. Температура длительной
эксплуатации достигает 250 °С, он не становится хрупким при весьма низких
температурах до —269 "Си ПТФЭ — высококачественный диэлектрик.
Особенностью фто« роггласта-4 являются антифрикционные свойства.
Недостатки — выделение токсичного фтора при высокой температуре,
трудность переработки методами прессования из-за отсутствия пластичности.
Фторопласт-4 применяют для изготовления электротехнических деталей,
мембран, уплотнительных прокладок и т.п., а также дли деталей узлов трения.
Политрифторхлорэтилен (ПТФХЭ) (-CF2—CFC1—)п — фторопласт-3
обладает повышенными плотностью и твердостью. При медленном охлаждении
после формования имеет степень кристалличности 80-85%, при быстром
(закаленный) — 30-40%. Введение хлора нарушает симметрию звеньев
макромолекул, материал становится полярным. Диэлектрические свойства при
этом снижаются, но появляется пластичность, что облегчает формовочные
операции.
Фторопласт-3 используют как низкочастотный диэлектрик, из него также
изготавливают трубы, шланги и др.
Поливинилхлорид (ПВХ) (-СН2-СНС1-)я. На основе ПВХ производится два
вида пластмасс — винипласт и пластикат, в состав которого в отличие от
винипласта входят пластификаторы.
ПВХ — один из наиболее распространенных материалов. Он не| горюч,
обладает высокой химической стойкостью.
Винипласт имеет высокие прочность и упругость, из него изготавливают
строительную облицовочную плитку, защитные покрытия металлических
емкостей. Недостатки — низкая длительная прочность и малый интервал рабочих
температур (от -10 до 60 ... 70°С).
Основное применение изоляция проводов, кабелей.
Полиамиды — это группа пластмасс с широкоизвестными названиями: капрон,
нейлон, лавсан, в состав которых входит амидПолиамиды — кристаллизующиеся полимеры. При одноосной ориентации
получают волокна, нити, пленки. Свойства разных видов полиамидов близки, они
являются хорошим антифрикционным материалом, ударопрочны, обладают
виброгасящими свойствами, нашли применение в электротехнической
промышленности, их используют также для антифрикционных покрытий металлов.
Недостатки полиамидов — гидроскопичность и подверженность старению.
Полиуретаны (ПУ) содержат группу (—NH—COO—). По свойствам ПУ близки
полиамидам, из них изготавливают пленочные материалы и волокна. ПУ обладают
химической стойкостью к действию кислот, масел, воды.
Сшитые (трехмерные, т. е. термореактивные) ПУ используют для получения
эластомеров пенопластов, волокон, клеев.
Тема Термореактивные пластмассы.
Учебный материал
Связующее вещество в этих пластмассах — термореактивные полимеры.
Используются фенолформаль-дегидные, кремнийорганические, эпоксидные
смолы. Теплостойкость этих полимеров 200—350°С. Эпоксидные смолы способны
к отверждению не только при повышенных, но и при комнатной температуре, без
выделения побочных продуктов, с минимальной усадкой. Это позволяет
изготавливать из пластмасс на их основе крупногабаритные детали.
Термореактивные пластмассы являются многокомпонентными, К их состав
входят наполнители, а также могут быть введены пластификаторы и красители.
Пластмассы с порошковым наполнителем. В качестве наполнителя используют
органические и минеральные вещества, перечисленные ранее. Минеральные
наполнители придают материалу водостойкость, химическую стойкость,
повышенные электроизоляционные свойства. Такие пластмассы изотропные, так
как относятся к аморфным материалам, их механические свойства невысоки.
Основное применение — несиловые детали, в основном электроизоляционного
назначения. Композиции на основе эпоксидных смол используют при ремонте для
восстановления изношенных деталей, исправления брака литья (заполняют
раковины).
Пластмассы с волокнистым наполнителем. К ним относят волокниты, асбо-и
стекловолокниты. Механические свойства этих ммастмасс анизотропны, в
направлении волокна они значительно выше, чем у материалов предыдущей
группы, и определяются свойствами волокон и их размером.
Наполнитель волокнитов — хлопковая целлюлоза. Их применяют для
изготовления деталей технического назначения — направляющих втулок, фланцев
и т. д.
Стекловолокниты обладают высокой удельной прочностью, Они хорошо
сопротивляются вибрационным и знакопеременным нагрузкам. Их свойства
зависят от характеристик стекловолокна — диаметра и длины волокон, состава
стекла.
Слоистые пластмассы состоят из связующего и листового наполнителя, что
определяет их слоистую структуру и анизотропию свойств.
Гетинакс — это материал, наполнителем которого служат paзные сорта
бумаги. Его можно применять до 120— 140°С, он устойчив к действию
растворителей. Гетинакс применяют как материал для внутренней отделки
транспортных средств: железнодорожных вагонов, кают и т. д.
Текстолит (наполнитель — хлопчатобумажные ткани) обладает хорошими
виброгасящими и антифрикционными свойствами. В зависимости от назначения
текстолиты делят на конструкционные (о = 80...100 МПа), электротехнические,
прокладочные. Детали из текстолита достаточно широко применяются в
машиностроении это подшипники скольжения, корпусные детали и др.
Температура эксплуатации текстолита от —60 до 60—80 "С.
Асботекстолит содержит около 40% связующего, остальное асбестовая
ткань. Это конструкционный материал (σ= 55 МПа), его применение определяется
высокими фрикционными и теплоизолирующими свойствами. Возможна
эксплуатация при 250—500 °С в течение нескольких часов и кратковременные
нагревы до 3000 "С.
Наполнителем стеклотекстолитов является стеклоткань. Оптимальные
механические свойства достигаются при содержании связующего около 30%.
Стеклотекстолита обладают высокой удельной прочностью, теплостойкостью
до 200 "С, электроизоляционными свойствами. Их используют в самолето- и
судостроении, радио и электротехнике.
Древеснослоистые пластики (ДСП) изготавливают из древесного шпона,
пропитанного полимерным связующим. Выпускаемые марки
различаются
направлением волокон шпона (ДСП-А — продольное, ШСП-Б — смешанное,
ДСП-В — звездообразное) и, соответственно свойствами в разных направлениях.
Теплостойкость ДСП достигает 1400 C, химическая стойкость невысока, но выше,
чем у обычной древесины. ДСП — отделочный и конструкционный материал, его
недостаток — влагопоглощение, что приводит к разбуханию.
Газонаполненные пластмассы. Структура таких пластмасс двух-фазна.
Связующая фаза — это полимер (термопластичный или термореактивный),
который образует стенки ячеек или пор, в которых располагается вторая —
газовая фаза, являющаяся наполнителем. Такая структура определяет низкую
плотность пластмасс, а также их высокие тепло- и звукоизоляционные свойства.
Газонаполненные пластмассы делятся на пенопласты, поропласты и сотопласты.
Пенопласты — материалы с замкнутой пористой структурой. Газообразный
наполнитель, находящийся в ячейках, изолирован от атмосферы. Такая структура
обеспечивает
высокие
теплоизоляционные
свойства,
коэффициент
теплопроводности низкий: 0,003— 11,007 Вт/(м·К). Малая плотность пенопластов
(20—300 кг/м3) обеспе-чивает их высокую плавучесть.
Пенопласты применяются в качестве теплоизоляционного материала
(холодильники, рефрижераторы, при прокладке труб и т.п.), а также для
изготовления труднозатопляемых изделий.
Пенопласты можно применять при температура от -60 до + 600С
Термореактивные, на основе фенолформальдегидной смолы, могут работать
при температурах до 250 °С.
Поропласты — губчатые материалы, с открытопористой структурой.
Поропласты выпускают эластичными. Они предназначены Для поглощения
жидкостей. Так, водопоглощение поропласта марки ТПВФ составляет 400-700%
за 2 ч.
Сотопласты изготавливают из тонкого листового материала, Который
первоначально гофрируют, а затем гофрированные листы склеивают в виде
пчелиных сот. Материалом сотопластов служат различные ткани, пропитанные
полимерным связующим. Сотопласты используют в качестве заполнителей
трехслойных панелей, они клеятся между двумя обшивочными листами. Их
функция — тепло и звукоизоляция.
Антифрикционные пластмассы. В качестве антифрикционных материалов
используются как термореактивные, так и термопластичные пластмассы. Это
текстолит и ДСП (термореактивные), капрон, фторопласт (термопластичные) и
др. Отличительными особенностями этих материалов является то, что их
работоспособность не ухудшается при отсутствии смазки, а также при
попадании воды в зону трения. В этих условиях они изнашиваются значительно
медленнее, чем бронза — традиционный антифрикционным металлический
сплав. Так, если при трении без смазки принять скорость изнашивания капрона
за 1, то для текстолита эта величина составит 1,6, а для бронзы 11,5. Кроме того,
пластмассы значительно меньше изнашивают сопряженное с ними в узлах трения. Износ стального вала, работающего в капроновых подшипниках,
значительно меньше, чем в бронзовых или баббитовых подшипниках.
Детали машин, изготовленные из амидопластов:
а) втулка, б) штуцер, в) коническое зубчатое колесо г) шкив плоскоременной
передачи, д) шкив круглоременной передачи.
Тема 31.. Эластомеры (каучуки), резины
Учебный материал
Эластомеры. Основные особенности этого класса полимеров — очень высокая
упругая деформация и малый модуль упругости. Если дли металлических
материалов упругая деформация составляет около 0,1%, для большинства
полимеров ее значения при нормальны! температурах не превышают 2—5%, то
эластомеры могут растягиваться на 1000%. Это означает, что при нормальных
температурах эластомеры (каучуки) находятся в высокоэластичном состоянии
Естественными эластомерами являются натуральные каучуки (НК), их
получают из сока растений: гевеи бразильской, кок-сагыза, тау-сагыза. Каучуки
могут быть также синтезированы. Из синтетических (СК) наиболее
распространены натрийбутадиеноньй (СК.Б), бутадиенстирольный (СКС) и др.
По своей структуре каучуки являются линейными полимерами. Они
отличаются очень высокой эластичностью, однако из-за отсутствия поперечных
связей подвержены ползучести, после растяжения сохраняется заметная
остаточная деформация. Каучуки являются исходным сырьем для получения
резины.
Резина — это продукт химической переработки каучуков, полу чаемый в
результате вулканизации. Наиболее распространенным вулканизатором является
сера. В процессе вулканизации (нагрев в пара серы) линейная структура каучука
превращается в пространственную за счет того, что сера, вступая в реакцию с
атомами углерода, имеющими до вулканизации двойные связи, соединяет
макромолекулы.
Рис. 15. Точки скрепления при
вулканизации каучука
В зависимости от количества вводимой серы получается различии частота сетки
полимера. При содержании серы до 5% образует-11 редкая сетка и резина
получается мягкой, эластичной. При увеличении ее количества твердость резины
растет, при 30% S насыщаются все двойные связи и образуется твердый материал —
эбонит.
Помимо каучука (НК или СК) и вулканизатора в состав резины входят:
противостарители {антиоксиданты)
пластификаторы, облегчающие переработку резиновой смеси,парафин,
вазелин и др.;
наполнители — активные (сажа, оксиды кремния и цинка,мел, тальк), вводимые
для удешевления;
красители минеральные или органические выполняют декоративную роль,
кроме того, поглощая коротковолновую часть солнечного спектра, задерживают
световое старение резины.
По назначению резины подразделяются:
- на резины общего назначения и специальные.
К резинам общего назначения относятся НК, СКБ, СКС, СКИ: IК — на основе
натурального каучука, СК — синтетические (последняя буква марки
характеризует полимер — основу каучука, КБ — бутадиеновый, СКС —
бутадиенстирольный и т. д.).
К специальным резинам относятся маслобензостойкие, теплостойкие,
морозостойкие, светоозоностойкие, износостойкие и электротехнические.
Электротехнические резины подразделяют на электроизоляционные и
электропроводящие; электропроводность достигается введением в резину
угольной сажи и графита.
Тема 33. Пленкообразующие материалы. Клеи, герметики,
лаки, краски
Учебный материал
Клеи. По пленкообразующему веществу они делятся на смоляные и резиновые.
Основой смоляных клеев могут быть термопластичные или термореактивные
полимеры.
Термореактивные
прочные, теплостойкие пленки, они применяются в
несущих конструкциях. Клеи на основе термореактивных смол отверждаются| в
присутствии катализаторов и отвердителей при нормальной или повышенной
температуре. Клеи холодного склеивания менее прочны, особенно при
повышенных температурах. Термопластичные имеют низкие прочностные
характеристики, которые к тому заметно снижаются при нагреве. Основа
резиновых клеев — каучук, что обеспечивает высокую эластичность.
В качестве основы смоляных клеев могут быть использованы различные
полимеры.
Клеи на основе фенолформальдегидных смол (марка КБ-3) обладают хорошей
адгезией к различным материалам. Их используют для силовых клеевых
соединений, металлических, из стеклоплав тика и т.п.
Фенолкаучуковые
композиции
(марки
ВК-32-200,
ВК-3,
ВК-4)
высокоэластичные, теплостойкие пленки с хорошей адгезией к металлам.
Фенолполивинилацеталевые композиции лежат в основе известных клеев БФ.
Клеи марок БФ-2 и БФ-4 используют для склеивания разнообразных
материалов.
Фенолкремнийорганические клеи (ВК-18, ВК-18М) являются термостойкими,
температура
эксплуатации
до
500—6000
С,
обладают
хорошей
виброустойчивостью и длительной прочность Клей ВК-18М используется в
конструкциях клееного инструмента.
Клеи на основе эпоксидных смол обладают высокими эксплуатационными и
технологическими свойствами. Они обладают высокой I (дгезией ко всем
материалам, хорошей прочностью.
Отверждение может быть холодным (клеи марок Л-4, ВК-9, ЭПО и др.) или
горячим (ВК-32-ЭМ, К-153, ВК-1 и др.). Клеи исполь-|уют для соединения
различных материалов, а также в ремонтных целях для «залечивания» раковин.
Резиновые клеи — это растворы каучуков или резиновых смесей и органических
растворителях. Склеивание происходит при вулканизации. Различают клеи
горячей вулканизации (температура вулканизации и склеивания 140-150 °С) и
самовулканизирующиеся (и состав входят активаторы, и вулканизация проходит
при нормальной температуре). Резиновые клеи применяются для склеивания
резины с различными материалами — резиной, металлом, стек-Лом, керамикой.
Клеи марок 9М-35Ф и ФЭН-1 являются маслоизнсостойкими. Теплостойкими
являются клеи, содержащие в своем составе кремнийорганические смолы. Клеи
марок КТ-15, КТ-30 сохраняют свои свойства до 200—300 "С.
Неорганические клеи — фосфатные, керамические, силикатные — являются
высокотемпературными.
Фосфатные — растворы фосфатов с инертными или активными
наполнителями. Клей АХФС (на алюмохромфосфатной связке) водо-и
кислотостоек, обладает хорошей адгезией ко многим материалам, его
огнеупорность до 1800 °С.
Керамические клеи — тонкие суспензии оксидов (MgO, A12O3, SiO2 и др.) в
воде. Клеи наносятся на склеиваемые поверхности, подсушиваются, а затем
нагреваются до температуры плавления компонентов и выдерживаются в течение
15—20 мин. Соединения сохраняют прочность до 500—1000 °С.
Силикатные клеи имеют основу в виде жидкого стекла. Алюмосиликатная
связка (АСС) с различными наполнителями образует Клеи, отверждающиеся при
120 °С. Клеи используют для соединения металлов, стекла, керамики.
Герметики. Это композиции на основе полимеров, обеспечивающие
герметизацию (непроницаемость). Пленкообразующий полимер должен обладать
достаточными прочностью, пластичностью, непроницаемостью к парам, газам, а
также химической инертностью по отношению к контактируемым материалам.
Кремнийорганические герметики (виксинит и эластосил) обладают повышенной
теплостойкостью до 200—250°С. Эти герметики виброустойчивы, их применяют
для герметизации металлических соединений (клепаных, сварных), стекла,
бетона.
Эпоксидные герметики холодного отверждения могут длительно работать в
диапазоне температур от —60 до 75 "С, горячего отверждения — от -60 до 140 "С.
Их применяют для герметизации металлических и стеклопластиковых изделий.
Герметик марки УП-5-122АТ является маслобензостойким.
Фторкаучуковые герметики (СКФ-260НМ, СКФ-260НМ-2) масло- и
бензостойки, могут работать в агрессивных средах, при температурах до 300 "С.
Их недостатки — низкая морозостойкость (-20 °С), недостаточная
пластичность.
Анаэробные герметики на базе акриловых и метакриловых соединений имеют
характерную особенность сохранять первоначальные свойства в течение
длительного времени в присутствии кислорода и быстро полимеризоваться с
образованием прочной пленки при отсутствии кислорода или малом его доступе.
Эти герметики предотвращают утечки газов и жидкостей даже при больших
давлениях. Анаэробные композиции под общим названием «Локтайды» выпускаются в США, Франции, Японии, в России — это «Унигермы».
Лакокрасочные покрытия — это материалы на основе пленкообразующих, в виде
растворов с различными добавками. После нанесения на обрабатываемую
поверхность и высушивания они образуют твердую пленку. Это наиболее
распространенные материалы для защитных и декоративных покрытий.
Лаки состоят из нелетучих веществ — пленкообразователей (это растворимые
термопластичные и термореактивные полимеры, а также растительные масла —
олифы) и летучих веществ — растворителей (эфирные масла, спирт, бензин,
скипидар и др.). Лаки прозрачны, они наносятся на поверхность, покрытую или
непокрытую краской,
Смеси лаков с нерастворимыми пигментами (окислы железа, марганца,
горные породы), определяющими цвет, — это эмалевые краски. Пигменты
придают композиции непрозрачность, повышают механическую прочность,
снижают проницаемость, некоторые повышают антикоррозионные свойства. В
эмалях содержится 100 150% пигментов (в расчете на 100% пленкообразующего).
В зависимости от характера лака эмалевые краски делятся на масляные, их основа
— масляный лак; нитроэмали, их основа — лаки из эфиром целлюлозы
(природный полимер древесины); спиртовые эмали на спиртовых лаках.
Рекомендуются к применению эмали марок НЦ-256, НЦ-2127, а также
комплекс материалов на основе ПХВ: эмаль ХВ-238, грунтовка ХВ-050,
шпатлевкаХВ-0015.
Тема 34. Абразивные материалы и инструменты
Учебный материал..
А б р а з и в н ы е м а т е р и а л ы представляют собой порошки, зерна которых
обладают высокой твердостью. С их помощью с поверхности заготовки можно
снять слой металла. Эти материалы бывают природные (алмаз, корунд, наждак,
кварцевый
песок и др.), применяемые в; технике для шлифования и
полирования, и искусственные
(синтетические
алмазы,
электрокорунд,
карбиды кремния и бора, кубический нитрид бора), используемые для
изготовления абразивных инструментов.
Природный алмаз — минерал, состоящий из углерода, обладает самой высокой
прочностью из всех известных
и природе веществ. Алмаз в природе встречается в виде небольших кристаллов
различной формы. Из мелких алмазов изготовляют алмазно-металлические
карандаши, ролики и пластины, применяемые для правки шлифовальных кругов.
Корунд — горная порода, зерна которой очень тверды. Природный корунд
применяют ограниченно в виде порошков и паст для доводочных операций.
Наждак — горная порода с мелкозернистой структурой, содержащая до 60—
70% корунда.
Кварцевый песок бывает белого или желтоватого цве-||; применяют его для
изготовления абразивных шкурок, используемых для обработки дерева, кожи,
резины и т. п.
Синтетические алмазы — сверхтвердые материалы, имеющие то же строение и
обладающие теми же показателями физико-химических свойств, что и природные
нлмазы. Синтетические алмазы, выпускаемые нескольких марок, используют для
изготовления абразивных инструментов на различной связке и для правки шлифои.1льных кругов.
Электрокорунд — искусственный материал, состоящий к основном из окиси
алюминия. Если в состав электрокорунда ввести окислы хрома, титана и циркония,
то гшачительно повысится прочность и кромкостойкость изготовленных из пего
шлифовальных кругов. Абразивный материал и инструмент на основе
электрокорунда используют для шлифования конструкционных, углеродистых,
легированных сталей, для заточки режущего инструмента и др.
Карбид кремния получают в электропечах в результате взаимодействия
кремнезема и углерода. В зависимости от состава и количества примесей карбид
кремния может быть окрашен в различные цвета (от светло-зеленого до черного);
выпускается нескольких марок. Высокая твердость карбида кремния,
превышающая твердость электрокорунда, и большая механическая прочность
обеспечивают
ему
широкое
применение
в
металлообрабатывающей
промышленности для заточки инструмента, шлифования твердых сплавов, чугуна
и неметаллических материалов.
Карбид бора получают при плавлении борной кислоты с малозольным
углеродистым материалом. По внешнему виду карбид бора в куске — это плотная
спекшаяся
масса мелкокристаллического строения темно-серого цвета. Используют
карбид бора в виде порошков и паст для доводки деталей из твердых сплавов.
Кубический нитрид бора обладает значительно большей твердостью и
теплостойкостью, чем алмаз. Этот материал применяют для окончательного
шлифования деталей из жаропрочных, нержавеющих и высоколегированных
сталей.
Абразивные материалы характеризуются формой зерен, зернистостью,
твердостью и механической прочностью.
Форма зерен абразивных материалов самая разнообразная. Например,
зерна
электрокорунда
и
карбида . кремния неправильной формы
(многогранная) с острыми режущими элементами. Зерна
могут быть
удлиненной формы — иглообразные, мечевидные и др.
Зернистость характеризует хрупкость зерен, их линейный размер.
Абразивный материал, полученный в виде больших кусков, подвергается
измельчению до зерен требуемых размеров. Абразивные зерна определенной
зернистости получают путем разделения продуктов дробления по фракциям.
Абразивные материалы зернистостью от № 200 до № 16 называют шлифзерном
(ГОСТ 3647—71), порошки зернистостью от № 12 до № 3 — шлифпорошками, а
порошки марок от М-40 до М-5—■ микропорошками. Область применения
абразивных материалов зависит от их зернистости.
По микротвердости, хрупкости и механической прочности абразивного зерна
выбирают абразивный материал для определенного вида обработки деталей.
А б р а з и в н ы е и н с т р у м е н т ы состоят из зерен абразивного материала,
связанных каким-либо веществом:
неорганическим
(керамический,
магнезиальный, силикатный) или органическим (бакелитовый, глифталевый и
вулканитовый). Свойства абразивного инструмента зависят от вида абразивного
материала, его зернистости и связующего вещества.
Абразивный инструмент подразделяется на шлифовальные круги,
шлифовальную шкурку, абразивную ленту и абразивную пасту.
Шлифовальные круги различают по форме (рис. 33), роду абразивного
материала и его зернистости, виду связующего и твердости. Твердость круга
зависит от вида связующего и характеризует его способность удер*
кивать при работе зерна абразивного материала. Мягким считается круг, от
которого можно легко оторвать urpiio абразива, а твердым, от которого трудно
оторвать шфно. Гибкие шлифовальные круги — эластичные инструменты, которые
изготовляют с использованием вулка-Иитового связующего с низким модулем
упругости. Применяют шлифовальные круги для полировки деталей, профиль
которых уже достигнут предыдущей обработкой.
Рис. 16. Шлифовальные круги
Шлифовальную шкурку изготовляют путем нанесения на бумагу или ткань
(основу) равномерного слоя абразивного порошка <■ помощью клеящих веществ,
которые выбирают в зависимости от условий работы (всухую или с увлажнением).
По виду абразивного материала различают шкурки шлифкорундовые,
карбидокремниевые, кварцевые и др. Шлифовальные шкурки применяют для
зачистки и отделки деталей при слесарных работах и других целей.
Абразивная лента (ГОСТ 12439—66) состоит из тканевой основы, на которую
нанесен абразивный слой. Ленты выпускают покрытые абразивными пастами
или С тонким слоем абразивного зерна, который укреплен мездровым или
синтетическим клеем. Лентами первой группы выполняют доводочные и
полировальные работы, с лентами второй группы шлифуют поверхности различных деталей.
Абразивные пасты — полужидкие или твердые смеси абразивных материалов с